Embed Size (px)
Citation preview

Hs
Sa
b
a
ARRAA
KMHCAC
1
mrttsssgdeh
tiHrat
0d
Electrochimica Acta 54 (2009) 7085–7093
Contents lists available at ScienceDirect
Electrochimica Acta
journa l homepage: www.e lsev ier .com/ locate /e lec tac ta
igh corrosion resistance of magnesium coated with hydroxyapatite directlyynthesized in an aqueous solution
achiko Hiromoto a,b,∗, Akiko Yamamoto a,b
Biomaterials Center, National Institute for Materials Science, 1-1 Namiki, Tsukuba 305-0044, JapanInternational Center for Materials Nanoarchitectonics, National Institute for Materials Science, 1-1 Namiki, Tsukuba 305-0044, Japan
r t i c l e i n f o
rticle history:eceived 18 May 2009eceived in revised form 7 July 2009ccepted 12 July 2009vailable online 17 July 2009
eywords:agnesium and its alloys
a b s t r a c t
Anticorrosion coatings are crucial for practical applications of magnesium alloys, which are used to reducethe weight of vehicles, aircraft, electronics enclosures etc. Hydroxyapatite (HAp) potentially offers highcorrosion resistance and no environmental toxicity because its thermodynamic structural stability is highand it is a basic component of bone. However, direct synthesis of HAp on magnesium in aqueous solu-tions has been a scientific challenge because Mg ions prevent HAp crystallization. A new method of directsynthesis of HAp on magnesium was developed using a Ca chelate compound, which can maintain asufficiently high concentration of Ca ions on the magnesium surface to overcome prevention of HAp crys-
ydroxyapatitehelate compoundnticorrosion coatingsorrosion
tallization with Mg ions. Highly crystallized HAp coatings were successfully formed on pure magnesiumand AZ series alloys. Corrosion behavior of HAp-coated pure magnesium was examined by cyclic dry andwet tests with 1 g m−2 NaCl on the surface and polarization tests in a 3.5 wt% NaCl solution. A HAp-coatedpure magnesium showed no noticeable corrosion pits after the dry and wet test. HAp-coated specimensshowed 103–104 times lower anodic current density than as-polished specimen in the polarization test.The results demonstrate the remarkable anticorrosion performance of HAp coatings on magnesium for
the first time.. Introduction
Anticorrosion coatings for magnesium alloys are crucial to pro-ote applications of these alloys, which have great potential for
educing the weight of vehicles, aircraft, electronics etc. [1,2]. Prac-ical uses of magnesium alloys have been limited thus far due toheir very low corrosion resistance to Cl ions. Metallic materials ineveral applications necessitate high corrosion resistance in aggres-ive environments, such as the seashore. Conventional anticorro-ion coatings for magnesium alloys contain chromates and man-anates that are harmful to the environment [1,2]. Therefore, theevelopment of environmentally friendly coatings is of great inter-st. Various types of environment friendly anticorrosion coatingave been developed and some of them are practically used [3,4].
Hydroxyapatite (HAp) is expected to show high corrosion resis-ance because the thermodynamic stability of the HAp structures remarkably high [5], as well as no environmental toxicity since
Ap is a basic mineral component of human bone. High corrosionesistance of HAp in ambient environments of structural materi-ls is expected also from a previous study wherein a HAp-coateditanium dioxide photocatalyst was examined as an antibacterial
∗ Corresponding author. Tel.: +81 29 860 4173 fax: +81 29 860 4626.E-mail address: [email protected] (S. Hiromoto).
013-4686/$ – see front matter © 2009 Elsevier Ltd. All rights reserved.oi:10.1016/j.electacta.2009.07.033
© 2009 Elsevier Ltd. All rights reserved.
and antifouling coating for electronics enclosures, external wallsof buildings etc. [6,7]. It was reported that the acid resistance ofHAp on titanium dioxide could be easily improved by the substi-tution of the hydroxyl group with F ions [8]. In addition, HAp isexpected to show good adhesiveness to polymer coatings becauseHAp is a good adsorbent to organic molecules [5]. Moreover, thesynthesis system of HAp generally does not contain environmen-tally toxic elements [9,10]. Based on these favorable properties, itis worthwhile to examine the possibility of HAp coatings as ananticorrosion coating of magnesium alloys. However, no attempthas been made so far to apply HAp as an anticorrosion coating forstructural magnesium alloys.
A single-step coating process using aqueous solutions is themost preferable from the viewpoint of product cost and environ-mental load. However, direct synthesis of HAp on magnesium andits alloys in aqueous solutions has been a scientific challenge. This isbecause corrosion of the magnesium substrate in aqueous solutionsis inevitable due to the high ionization tendency of magnesium[11], and the released Mg ions prevents HAp crystallization withthe substitution of Mg atom for the Ca atom in the HAp structure
[9,10]. The HAp structure is destabilized by a decrease in the atomicratio of Ca–P (Ca/P ratio) in the structure with increase in Mg ionconcentration in the synthesis system [9].Recently, two-step HAp coating processes were reported formagnesium alloys to improve the corrosion resistance in physio-

7086 S. Hiromoto, A. Yamamoto / Electrochimica Acta 54 (2009) 7085–7093
Table 1Chemical composition of pure magnesium and AZ31, AZ61 and AZ91 alloys (mass%).
Al Zn Mn Si Cu Ni Fe Ca Pb Mg
P 0.0A 0.0A 0.0A 0.0
lpt[(tts
iscsba
abtt
2
2
cmfmffiwo(tKtv1sospoatttt
5atcCc
deaeration was used as the electrolyte. To regulate the diffusivity onthe surface, a rotating disk electrode was used. The rotation speed ofthe specimen was 120 rpm. The specimen was fixed on the rotatingelectrode holder, and immersed in the NaCl solution at room tem-perature. The open-circuit potential (ocp) was monitored for 1 h and
ure Mg 0.003 0.006 0.0039 0.003Z31 3.05 0.82 0.40 0.020Z61 6.56 0.61 0.26 0.020Z91 8.80 0.71 0.19 0.029
ogical environments [12–14]. In one case, a thermal oxide film wasreviously formed on a magnesium alloy to reduce its corrosion inhe subsequent synthesis procedure of HAp by a sol–gel method12]. In another case, crystalline dicalcium phosphate dehydrateDCPD) and �-tricalcium phosphate (�-TCP) were precipitated onhe magnesium substrate, and subsequently, an alkali and heatreatment was carried out to transform the structure to a HAptructure [13].
We suppose that the prevention of HAp crystallization by Mgons can be overcome by maintaining the concentration of Ca ionsufficiently high on the surface of magnesium. In order to that, a Cahelate compound was employed because its solubility in aqueousolution is higher than that of inorganic Ca salts as well as it haseen used for the synthesis of HAp on titanium, aluminum, coppernd iron substrates [15,16].
In this study, a new synthesis method for HAp on magnesiumnd its alloys using an aqueous solution was developed. Corrosionehavior of the HAp-coated pure magnesium against Cl ions washen evaluated by cyclic dry and wet tests and anodic polarizationests.
. Experimental
.1. Synthesis of HAp on pure magnesium and AZ series alloys
As substrates, disks of 8 mm diameter and 2 mm thickness wereut from extruded rods of pure magnesium and AZ31 and AZ61agnesium alloys. Plates of 15 mmw × 5 mmd × 2 mmt were cut
rom cast AZ91 magnesium alloy. Chemical composition of pureagnesium and AZ series alloys is shown in Table 1. The sur-
ace of the specimen was finished with a 0.1 �m-alumina lappinglm and rinsed ultrasonically in acetone. A treatment solutionas prepared with ethylenediaminetetraacetic acid calcium dis-
dium salt hydrate (Ca-EDTA), potassium dihydrogenphosphateKH2PO4), and sodium hydroxide (NaOH). In typical synthesis,he pure magnesium disk and the 50 mol/m3 Ca-EDTA/50 mol/m3
H2PO4 solutions were used as the substrate and treatment solu-ion, respectively. The pH of the treatment solution was varied withalues of 5.4, 6.3, 7.3 and 11.3 by the addition of various volumes ofkmol/m3 NaOH solution. The disk was immersed in the treatment
olution in a Teflon container and the container was placed in anven at 368 K for 8 h. The pH of the solution after the treatmentlightly increased. The treatment temperature was set to 368 K torevent rapid corrosion of magnesium and to maintain the texturef magnesium and its alloys because the lowest extrusion temper-ture of pure Mg is 403 K [2]. This treatment temperature is lowerhan 443 K, which is the critical HAp synthesis temperature on aitanium substrate [15]. The pure magnesium specimens treated inhe pH 7.3 solution at 368 K for 8, 16 and 24 h were used in corrosionests.
As a treatment solution with a higher concentration of Ca ions, a00 mol/m3 Ca-EDTA/500 mol/m3 KH2PO4 solution was prepared,
nd the pH was varied from 6.1 to 6.8 using 1 kmol/m3 NaOH solu-ion. To examine the influence of Ca ion concentration, the Ca-EDTAoncentration was varied from 1.0 to 50 mol/m3. In this case, thea/P ratio was adjusted to 1.67 for HAp. The 1.0 mol/m3 Ca ion con-entration corresponds to that of physiological solutions [17,18].003 0.0007 0.0047 0.001 0.001 Bal.03 0.0012 0.0023 – Bal.02 0.0006 0.0015 – Bal.02 <0.001 0.001 – Bal.
For the AZ series magnesium alloys, 50 mol/m3 Ca-EDTA/50 mol/m3
KH2PO4 solution with a pH of 5.4 without the addition of NaOH wasused.
The treated surface was characterized using a X-ray diffraction(XRD; RIGAKU, RINT-Ultima III, Cu K� 1.54 Å), a scanning electronmicroscope (SEM; HITACHI, S-4800) equipped with a back scatter-ing electron detector and an energy dispersion X-ray spectrometry(EDS; Horiba, EMAX). A BSE microscope (HITACHI, Mini-scopeTM-1000) was also used. Cross section of the HAp-coated puremagnesium was observed with the BSE detector of S-4800 and lineanalysis was performed with the EDS.
2.2. Corrosion test in simulated sea environments
Pure magnesium specimens treated in the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 solution with a pH of 7.3 at 368 K for 8, 16and 24 h were used as specimens. As a comparison, an as-polishedpure magnesium disk finished with a 0.1 �m-alumina lapping filmwas also used.
In the cyclic dry and wet test, 1 g/m2 of NaCl was placed on thesurface of the specimen by dropping 10 �l of 0.5 wt% NaCl ethanolsolution on the surface with an area of 0.5 cm2. 1 g/m2 of NaCl cor-responds to the deposited amount of chloride on the materialsexposed in a shore region [19]. After drying the specimen sur-face by blowing air, the specimen was placed in a chamber wherethe relative humidity (RH) was cyclically controlled by ventilatingmoisture-containing air or dry air at room temperature. Within a24 h cycle, the RH changed from 55 to 95% and then back to 55%with a cyclic period of 8 h as shown in Fig. 1. Four cycles were car-ried out, so that the total test time was 96 h. After the corrosiontest, the HAp coating and corrosion products were removed using achromate solution to clearly observe the degraded substrate by anoptical microscope.
In the anodic polarization test, a 3.5 wt% NaCl solution without
Fig. 1. Change in relative humidity in one cycle of 24 h in the cyclic corrosion test.Four cycles were carried out.

trochimica Acta 54 (2009) 7085–7093 7087
csrtw
3
3m
ioo(io
iwAitraroa
FE(
S. Hiromoto, A. Yamamoto / Elec
orrosion potential was obtained after the ocp was stabilized. Sub-equently, the potential of the specimen was anodically swept at aate of 1 mV s−1 from the initial potential which was 50 mV lowerhan the corrosion potential. After the test, the degraded surfaceas observed using an optical microscope.
. Results and discussion
.1. Synthesis of HAp on pure magnesium and AZ seriesagnesium alloys
Fig. 2(a) shows XRD patterns of the pure magnesium treatedn the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 solution with a pHf 5.4–11.3. Sharp XRD peaks originating from HAp were clearlybserved at all pH levels. Full width at half maximum of the HAp0 0 2) peak was 0.15–0.22, suggesting that the crystallinity of HAps relatively high. These results demonstrate that direct synthesisf HAp is possible on a magnesium substrate.
Fig. 2(b) shows an expanded view of the XRD patterns in Fig. 2(a)n the 2� range from 25 to 40◦. XRD peaks originating from Mg(OH)2
ere observed in addition to the HAp and pure magnesium peaks.XRD peak originating from �-TCP was observed only on the spec-
men treated at pH 5.3. The co-precipitation of Mg(OH)2 indicateshat the pH was elevated above 10 on the substrate surface [11]
egardless of the pH of the bulk treatment solution. The largestmount of Mg(OH)2 precipitated in the pH 5.3 solution. It was thusevealed that the pH of the treatment solution should be controlledver neutral to avoid co-precipitation of a large amount of Mg(OH)2nd �-TCP.ig. 2. XRD patterns of pure magnesium treated in the 50 mol/m3 Ca-DTA/50 mol/m3 KH2PO4 solution at various pH levels: (a) wide-angle XRD patterns;b) expanded view in the 2� range from 25 to 40◦ of (a).
Fig. 3. Peak intensity and lattice distance of the precipitated HAp on pure magne-sium treated in the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 solution at various pHlevels: (a) peak intensity of HAp (0 0 2) and HAp (2 1 1) planes; (b) lattice distanceof the HAp (0 0 2) plane. Two specimens were prepared under a condition.
The amount of HAp precipitated was estimated from the peakintensities of the HAp (0 0 2) basal plane and the HAp (2 1 1) planeshown in Fig. 3(a). The degree of substitution of Mg atoms forCa atoms in the HAp structure [9] was estimated based on thelattice distance (d) shown in Fig. 3(b). The amount of HAp precipi-tated increased with the increase in pH. This result agrees with thetheoretical prediction that HAp precipitation is promoted with anincrease in pH and temperature [20]. On the other hand, the substi-tution of Mg atoms in the HAp structure progressed with an increasein the pH of the treatment solution, based on the result indicatingthat the d value decreased with the increase in pH. This result con-tradicts the pH dependence of the HAp forming ability [20]. Thiscontradiction can be explained in the followings. The mechanism ofHAp precipitation is assumed as shown in Fig. 4 based on the mech-anism on titanium substrate [15,16] and the chemical property ofMg ion [21].
In the pH 5.3 solution, the pH on the surface was steeply ele-vated with rapid corrosion of magnesium (reaction (2) in Fig. 4),leading to very frequent HAp nucleation (reaction (4) in Fig. 4) andprecipitation of a large amount of Mg(OH)2 (reaction (5) in Fig. 4)in a moment. The rapid corrosion of magnesium possibly raises the
pH on the substrate surface to around 11 [22–26]. The initially pre-cipitated HAp and Mg(OH)2 covered the surface, which behavedas a protective layer separating the magnesium substrate from thetreatment solution. The HAp and Mg(OH)2 layer prevented the fur-ther corrosion of magnesium, and the precipitation of HAp was then
7088 S. Hiromoto, A. Yamamoto / Electrochimica Acta 54 (2009) 7085–7093
Fi
rpiwH
tmattwfitrtstd
Ae(iteiHta5dnidHin
PaotalBote
ig. 4. Schematic illustration of the precipitation mechanism of HAp on magnesiumn the Ca-EDTA aqueous solution.
etarded. In the latter stage of the synthesis, the maturing of initiallyrecipitated HAp proceeded under the environment with low Mg
on concentration, resulting in a relatively small amount of HApith relatively low substitution of Mg atoms for Ca atoms in theAp structure.
When the pH of the treatment solution is relatively high, the ini-ial pH elevation due to corrosion of magnesium substrate became
oderate, leading to the deceleration of the nucleation of HApnd Mg(OH)2. The precipitated amount of HAp and Mg(OH)2 inhe very beginning probably became smaller than that in the rela-ively low pH solution. The initially precipitated HAp and Mg(OH)2as then not sufficient to behave as a protective layer against the
urther corrosion of magnesium substrate. Thus, the release of Mgons continued during the treatment. Not only growth of the ini-ially precipitated HAp but also nucleation of HAp in bulk solutionesulted in an increase in the amount of HAp precipitated. The con-inuous release of Mg ions during the treatment could cause theubstitution of Mg atoms for Ca atoms in the HAp structure. Even-ually, it is suggested that the initial corrosion rate of magnesiumominates the precipitation of HAp.
Fig. 5 shows SEM images of the HAp-coated pure magnesium.t a pH of 6.3, dandelion-like-shaped aggregates 3–4 �m in diam-ter consisting of hexagonal platelets densely covered the surfaceFig. 5(a)). At a pH of 7.3, daisy-like-shaped aggregates 5–10 �mn diameter consisting of needle-shape crystals densely coveredhe surface (Fig. 5(b)). At a pH of 11.3, shapeless aggregates cov-red the surface over which bundles of needle-like crystals 15 �mn length were dispersed (Fig. 5(c)). The change in shape of theAp crystals from hexagonal-shape to needle-shape corresponds
o the significant growth of the HAp (0 0 2) plane and the moder-te growth of the HAp (2 1 1) plane with the increase in pH from.4 to 7.3 (Fig. 3(a)). Each dandelion-like-shaped aggregate andaisy-like-shaped aggregate corresponds to a nucleation site. Theumber of aggregates per unit area decreased with the increase
n pH. These facts suggest that the nucleation frequency of HApecreased with the increase in pH, which supports the assumedAp precipitation mechanism described above. A similar decrease
n HAp nucleation with an increase in pH also occurred on a tita-ium substrate [15,16].
Fig. 6 shows cross sections and distribution images of Mg, Ca,, O and C of the HAp-coated pure magnesium prepared at pH 6.3nd 7.3. The line profile of Ca and P showed a broad peak at theuter most surface and that of O showed a broad peak beneathhe Ca and P peaks. This result and XRD data indicate that therere two layers consisting of outer HAp layer and inner Mg(OH)2ayer. Then, outer white contrast and inner dark gray contrast in the
SE images correspond to HAp and Mg(OH)2, respectively. A partf the HAp and Mg(OH)2 layers detached from the substrate duringhe sample preparation. At a pH of 6.3, the HAp and Mg(OH)2 lay-rs were continuously formed. Over the continuous HAp layer, theFig. 5. SEM images (HITACHI, S-4800) of the HAp-coated pure magnesium preparedin the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 solution at various pH levels: (a) pH6.3; (b) pH 7.3; and (c) pH 11.3.
aggregates 20 �m in diameter randomly deposited. Thickness of thecontinuous HAp and Mg(OH)2 layer was 1.5–2.0 �m and 1.5–2 �m,respectively. At a pH of 7.3, the daisy-like-shaped aggregates, whichwere observed on the top view (Fig. 5(b)), densely covered the sur-face. Beneath the aggregates layer, a continuous HAp layer 1.0 �min thickness existed. Thickness of the whole HAp layer and Mg(OH)2layer was 30–50 �m and 1.5 �m, respectively. Based on the continu-ous coverage and the relatively high crystallinity of the precipitatedHAp, good corrosion resistance for the HAp-coated magnesium wasexpected.
Table 2 summarizes the XRD peak intensities of the HAp (0 0 2),�-TCP(0 2 1 0) and Mg(OH)2(1 0 1) planes of the pure magnesiumtreated under various conditions. When the concentration of Ca andphosphate ion increased from 50 to 500 mol/m3 (specimens A2, A3and B1–B3), the precipitation of HAp increased. On the other hand,
the co-precipitation of �-TCP was significant for specimens B1–B3probably due to acceleration of the Mg ion release by the chelatingwith EDTA [21]. When the Ca/P ratio of the solution increased from1.0 to 1.67 (specimens A3 and C3), the precipitation of HAp slightly
S. Hiromoto, A. Yamamoto / Electrochimica Acta 54 (2009) 7085–7093 7089
F and CK ow int
dHW(XtwHb
TIt
S
AAAABBBCCCDDD
I
ig. 6. BSE images (S-4800) of the cross section and distribution images of Mg, Ca, P, OH2PO4 solution with a pH of 6.3 and 7.3: (a and b) pH 6.3; (c and d) pH 7.3. The arr
he yellow line in (b) and (d).
ecreased. This result agrees with that for the titanium substrate;Ap precipitation decreased with an increase in the Ca/P ratio [15].hen the Ca ion concentration decreased from 50 to 1.0 mol/m3
specimens C1–C3), the precipitation of HAp was not detected by
RD analysis. This result confirms the requirement of high concen-ration of Ca ions to overcome the prevention of HAp crystallizationith Mg ions. It was demonstrated that the precipitated amount ofAp and the variety of crystal structures of calcium phosphate cane controlled by the synthesis conditions.
able 2ntensities of typical XRD peaks originating from Mg, HAp, �-TCP and Mg(OH)2 of the puremperature and time are 368 K and 8 h, respectively.
pecimen No. Substrate Ca-EDTA (mM) KH2PO4 (mM) pH after Na
1 Pure Mg 50 50 5.42 Pure Mg 50 50 6.33 pure Mg 50 50 7.34 Pure Mg 50 50 11.31 Pure Mg 500 500 6.12 Pure Mg 500 500 6.23 Pure Mg 500 500 6.81 Pure Mg 1 0.6 8.72 Pure Mg 10 6 8.23 Pure Mg 50 30 8.41 AZ31 50 50 5.42 AZ61 50 50 5.43 AZ91 50 50 5.4
HAp(002), ITCP(0210), and IMg(OH)2 (101) are the intensities of the XRD peaks originating from H* XRD peak was not detected.
of the HAp-coated pure magnesium prepared in the 50 mol/m3 Ca-EDTA/50 mol/m3
(a) and (c) indicates the continuous HAp layer. The line scan was performed along
Fig. 7 shows XRD patterns of the AZ series alloys treated inthe 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 solution with a pHof 5.4. XRD peak intensities of the HAp (0 0 2), �-TCP(0 2 1 0)and Mg(OH)2(1 0 1) planes are summarized in Table 2. The HAp
precipitated on all the AZ series alloys, demonstrating that thedeveloped synthesis method is applicable to various magnesiumalloys. Comparing to the results on pure magnesium, the pre-cipitation of Mg(OH)2 decreased and that of �-TCP increased(specimen A1 and D1–D3). With the increase in Al content of thee magnesium and AZ series alloys treated under various conditions. The treatment
OH addition IHAp(002) (count) ITCP(0210) (count) IMg(OH)2 (101) (count)
48 42 4064 No* 28
109 No* 16120 No* 13
79 48 977 25 10
118 38 22No* No* 11
67 No* 1666 No* 17
208 56 No*
126 63 No*
88 95 11
Ap (0 0 2), �-TCP(0 2 1 0) and Mg(OH)2(1 0 1) planes, respectively.

7090 S. Hiromoto, A. Yamamoto / Electrochim
FE
aotHt
as-polished pure magnesium was used.
F
ig. 7. XRD patterns of AZ31, AZ61 and AZ91 alloys treated in the 50 mol/m3 Ca-DTA/50 mol/m3 KH2PO4 solution with a pH of 5.4.
lloys, the precipitation of HAp decreased and the precipitation
f �-TCP increased (specimens D1–D3), which is attributed tohe improvement of corrosion resistance of the alloys with Al [2].owever, the relatively large amount of �-TCP precipitated onhe AZ series alloys cannot be explained by the improvement of
ig. 8. BSE images (Mini-scope) of AZ31, AZ61 and AZ91 alloys treated in the 50 mol/m3 C
ica Acta 54 (2009) 7085–7093
corrosion resistance of the alloys with Al. Influence of alloyingelements and microstructure of substrate on the precipitation ofHAp and �-TCP will be investigated in near future.
Fig. 8 shows BSE images of the HAp-coated AZ series alloys. On allthe alloys, peony-like-shaped aggregates 30–100 �m in diameterconsisting of hexagonal platelets covered the surface, over whichmany particles a few �m in diameter were dispersed. The size ofpeony-like-shaped aggregates did not depend on the Al content ofthe alloys. The hexagonal shape of HAp crystal on the AZ seriesalloys is similar to that on the pure magnesium treated at pH 6.3(Fig. 5(a)). This result suggests that the pH of treatment solutiondominates the shape of HAp crystal.
3.2. Corrosion behavior of the HAp-coated pure magnesium
In the following two types of corrosion tests, the HAp-coated pure magnesium specimens treated in the 50 mol/m3
Ca-EDTA/50 mol/m3 KH2PO4 solution with a pH of 7.3 for 8, 16 and24 h were used. Pure magnesium was chosen as a substrate becausethe influence of the HAp coating on corrosion behavior can be eval-uated without the influence of alloying elements. For comparison,
Fig. 9 shows optical microscope images of the specimens fromwhich the HAp coating and corrosion products were removed afterthe cyclic dry and wet test. No noticeable corrosion pits wereformed on the substrate when the treatment time was over 16 h.
a-EDTA/50 mol/m3 KH2PO4 solution with a pH of 5.4: (a) AZ31; (b) AZ61; (c) AZ91.
S. Hiromoto, A. Yamamoto / Electrochimica Acta 54 (2009) 7085–7093 7091
F out HAw paredt
EfmdHs
ssi2tsd
Fpc
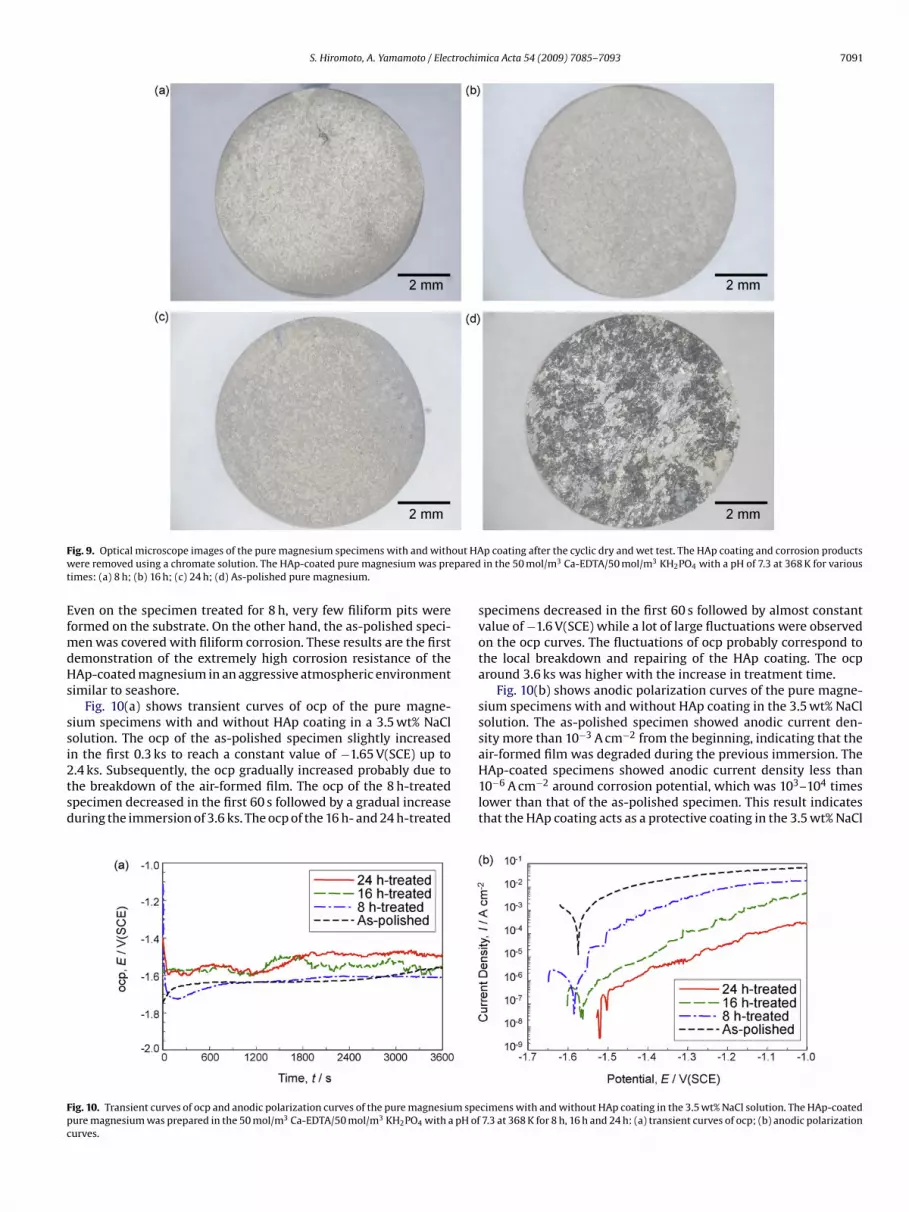
ig. 9. Optical microscope images of the pure magnesium specimens with and withere removed using a chromate solution. The HAp-coated pure magnesium was pre
imes: (a) 8 h; (b) 16 h; (c) 24 h; (d) As-polished pure magnesium.
ven on the specimen treated for 8 h, very few filiform pits wereormed on the substrate. On the other hand, the as-polished speci-
en was covered with filiform corrosion. These results are the firstemonstration of the extremely high corrosion resistance of theAp-coated magnesium in an aggressive atmospheric environment
imilar to seashore.Fig. 10(a) shows transient curves of ocp of the pure magne-
ium specimens with and without HAp coating in a 3.5 wt% NaClolution. The ocp of the as-polished specimen slightly increased
n the first 0.3 ks to reach a constant value of −1.65 V(SCE) up to.4 ks. Subsequently, the ocp gradually increased probably due tohe breakdown of the air-formed film. The ocp of the 8 h-treatedpecimen decreased in the first 60 s followed by a gradual increaseuring the immersion of 3.6 ks. The ocp of the 16 h- and 24 h-treatedig. 10. Transient curves of ocp and anodic polarization curves of the pure magnesium speure magnesium was prepared in the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 with a pH ofurves.
p coating after the cyclic dry and wet test. The HAp coating and corrosion productsin the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 with a pH of 7.3 at 368 K for various
specimens decreased in the first 60 s followed by almost constantvalue of −1.6 V(SCE) while a lot of large fluctuations were observedon the ocp curves. The fluctuations of ocp probably correspond tothe local breakdown and repairing of the HAp coating. The ocparound 3.6 ks was higher with the increase in treatment time.
Fig. 10(b) shows anodic polarization curves of the pure magne-sium specimens with and without HAp coating in the 3.5 wt% NaClsolution. The as-polished specimen showed anodic current den-sity more than 10−3 A cm−2 from the beginning, indicating that the
air-formed film was degraded during the previous immersion. TheHAp-coated specimens showed anodic current density less than10−6 A cm−2 around corrosion potential, which was 103–104 timeslower than that of the as-polished specimen. This result indicatesthat the HAp coating acts as a protective coating in the 3.5 wt% NaClcimens with and without HAp coating in the 3.5 wt% NaCl solution. The HAp-coated7.3 at 368 K for 8 h, 16 h and 24 h: (a) transient curves of ocp; (b) anodic polarization

7092 S. Hiromoto, A. Yamamoto / Electrochimica Acta 54 (2009) 7085–7093
F out Hm f 7.3 a
swnTpSoo1Stb
tHAsttdotcmhi
4
ieod
ig. 11. Optical microscope images of the pure magnesium specimens with and withagnesium was prepared in the 50 mol/m3 Ca-EDTA/50 mol/m3 KH2PO4 with a pH o
olution. The current density around corrosion potential decreasedith the increase in treatment time, indicating that the protective-
ess of HAp coating increased with increasing of treatment time.he anodic current density of the 8 h-treated specimen showed aassive region followed by an abrupt increase around −1.55 V(SCE).ubsequently, frequent fluctuations of the current density werebserved on the 8 h-treated specimen. The anodic current densityf the 16 h- and 24 h-treated specimens gradually increased from0−8–10−7 to 10−5–10−4 A cm−2 in the potential rage of this study.mall fluctuations of the current density were observed. Each fluc-uation of the current density is attributed to the occurrence of localreakdown and repairing of the HAp coating.
Fig. 11 shows optical microscope images of the specimens afterhe polarization test. Surprisingly, no noticeable breakdown of theAp coating was observed for the 24 h-treated specimen (Fig. 11(c)).few corrosion pits were observed on the 8 h- and 16 h-treated
pecimens (Figs. 11(a) and 11(b)). The number of corrosion pits onhe HA-coated specimens decreased with the increase in treatmentime, which corresponds to a decrease in fluctuations of the currentensity (Fig. 10(b)). These results suggest that the local breakdownf the HAp coating can be reduced with increasing the treatmentime. On the other hand, the as-polished specimen was completelyovered with filiform corrosion and white corrosion products accu-ulated around the large pits. These results confirm the extremely
igh corrosion resistance of the HAp-coated pure magnesium evenn a seawater environment.
. Conclusions
Pure magnesium and AZ31, AZ61 and AZ91 alloys weremmersed in Ca-EDTA/KH2PO4 solutions with a pH of various lev-ls at 368 K to synthesize HAp on the surface. Corrosion behaviorf the HAp-coated pure magnesium was then investigated by cyclicry and wet tests and anodic polarization tests. Direct synthesis of
Ap coating after the anodic polarization test shown in Fig. 10. The HAp-coated puret 368 K for various times: (a) 8 h; (b) 16 h; (c) 24 h; (d) As-polished pure magnesium.
HAp on the surface of the pure magnesium and AZ series alloys wassucceeded. The success in HAp direct synthesis relies on Ca-EDTAwhich enables maintaining a high concentration of Ca ions on thesurface to overcome the prevention of HAp crystallization with Mgions. Amount and crystal shape of precipitated HAp depend on thepH and the concentration of Ca-EDTA of the treatment solution. TheHAp-coated pure magnesium treated for 24 h did not show localcorrosion after the cyclic dry and wet test for 96 h with 1 g m−2 NaCl.Moreover, the HAp-coated pure magnesium specimens treated for8–24 h showed 103–104 times lower anodic current density thanthe as-polished specimen in the 3.5 wt% NaCl solution. These resultsprovide strong evidence that the HAp coating is potential for mag-nesium and its alloys to minimize their corrosion.
Acknowledgements
We would like to thank Ms. Sanae Sugita for her sincere supportduring the experiments. This work was supported by a Grant-in-Aidfor Young Scientists (B) (18760554) from the Ministry of Education,Culture, Sports, Science and Technology (MEXT), Japan and a NIMSCompetitive Fund for Individual Type Research 2008.
References
[1] P. Kurze, in: H.E. Friedrich, B.L. Mordike (Eds.), Magnesium Technology, Metal-lurgy, Design Data, Applications, Springer-Verlag, Berlin, 2006, Ch. 7.
[2] The Japan Institute of Light Metals (Ed.), Handbook of Advanced MagnesiumTechnology, Kallos Publishing, Tokyo, 2000, Ch. 1, 8 and 11.
[3] J.E. Gray, B. Luan, J. Alloy Compd. 336 (2002) 88.[4] C. Blawert, W. Dietzel, E. Ghali, G. Song, Adv. Eng. Mater. 8 (2006) 511.
[5] D. MacConnell, Apatite: Its Crystal Chemistry, Mineralogy, Utilization, and Geo-logic and Biologic Occurrences, Springer-Verlag, New York, 1973, Ch. 5.[6] T. Nonami, H. Hase, K. Funakoshi, Catal. Today 96 (2004) 113.[7] N. Aso, M. Wakamura, Japanese patent (2008) JP2008296223.[8] H. Nakane, S. Aoki, T. Nonami, K. Tanaka, M. Mori, K. Tone, T. Kameyama, J.
Ceram. Soc. Jpn. 114 (2006) 838.

trochim
[
[
[[[[
[[
[[[
[[[23] E. Ghali, W. Dietzel, K.U. Kainer, J. Mater. Eng. Perform. 13 (2004) 517.[24] G. Song, Adv. Eng. Mater. 7 (2005) 563.
S. Hiromoto, A. Yamamoto / Elec
[9] A. Bigi, G. Falini, E. Foresti, A. Ripamonti, M. Gazzano, N. Roveri, J. Inorg. Biochem.49 (1993) 69.
10] I.V. Fadeev, L.I. Shvorneva, S.M. Barinov, V.P. Orlovskii, Inorg. Mater. 39 (2003)947.
11] M. Pourbaix, Atlas of Electrochemical Equilibria in Aqueous Solutions, Englished. National Association of Corrosion Engineers, Texas, 1974, Ch. 4.
12] K. Kusukawa, Japanese patent (2007) JP2007202782.13] Y.W. Song, D.Y. Shan, E.H. Han, Mater. Lett. 62 (2008) 3276.
14] Y.Suzuki, S. Toyoda, Japanese patent (2003) JP2003193294.15] Y. Fujishiro, H. Yabuki, K. Kawamura, T. Sato, A. Okuwaki, J. Chem. Tech. Biotech-nol. 57 (1993) 349.16] Y. Fujishiro, T. Sato, A. Okuwaki, J. Mater. Sci. Mater. Med. 6 (1995) 172.17] C. Ohtsuki, H. Kushitani, T. Kokubo, S. Kotani, T. Yamamuro, J. Biomed. Mater.
Res. 25 (1991) 1363.
[
[
ica Acta 54 (2009) 7085–7093 7093
18] J.H. Hanks, R.E. Wallace, Proc. Soc. Exp. Biol. Med. 71 (1949) 196.19] I. Muto, K. Sugimoto, Zairyo-to-Kankyo 47 (1998) 519.20] T. Kanazawa (Ed.), Inorganic Phosphorous Chemistry, Kodansha Scientific,
Tokyo, 1984, Ch 4.21] K. Ueno, Chelatometric Titration, Nankodo, Tokyo, 1989.22] G.L. Makar, J. Kruger, Int. Mater. Rev. 38 (1993) 138.
25] S. Hiromoto, A. Yamamoto, N. Maruyama, H. Somekawa, T. Mukai, Mater. Trans.49 (2008) 1456.
26] S. Hiromoto, A. Yamamoto, N. Maruyama, H. Somekawa, T. Mukai, Corr. Sci. 50(2008) 3561.





























