Embed Size (px)
Citation preview

1
ESTUDIO DE CONTROLADORES DE MOVIMIENTO CNC PARA MICRO
MÁQUINAS HERRAMIENTA
J. Guillermo Tello Albarrán
1, Miguel Ramírez-Cadena
2, Arturo Molina
3, Roberto Pérez
4
1,2,3,4
Tecnológico de Monterrey, Campus Ciudad de México, C/ del Puente 222, Co. ejidos de Huipulco,
Tlalpan, 14380, México, DF. 4 Universidad de Holguín, Facultad de Ingeniería, Departamento de Ingeniería Mecánica, Av. XX
Aniversario s/n, GP 57, 80100, Holguín, Cuba. 1e-mail: [email protected] ,
2e-mail: [email protected],
3e-mail: [email protected],
4e-mail: [email protected], [email protected]
RESUMEN
Las micro máquinas herramienta reconfigurables representan una nueva tecnología que permitirá avances
en el desarrollo e investigación de nuevos productos. Estas características darán a los países en vías de
desarrollo oportunidades en la creación de nuevos productos. El objetivo principal de este artículo es
presentar un análisis de los diferentes tipos de controladores de movimiento CNC típicos y de vanguardia
aplicados al control de máquinas herramienta CNC, para poder ser aplicados a micro máquinas
herramienta reconfigurables. El resultado del análisis muestra que existen en la literatura diversos diseños
y desarrollos de estrategias de control de movimiento CNC para máquinas herramienta clasificados casi
exclusivamente por sus características de control. En este estudio se clasifican los diferentes
controladores de movimiento CNC de acuerdo a su conveniencia de aplicación en los diversos procesos
de mecanizado. La metodología utilizada permite determinar el tipo de controlador de movimiento que se
debería implementar de acuerdo a las demandas del proceso de mecanizado y de los requerimientos
finales del cliente con respecto a las piezas a mecanizar. Los resultados sientas las bases para la
determinación automática de los módulos de control en sistemas de control numérico reconfigurables,
donde es posible cambiar de controlador cuando se tengan diferentes requerimientos en el proceso de
mecanizado. Se analiza un caso de estudio del micro mecanizado de una probeta de Latón.
PALABRAS CLAVES: Controladores de movimiento, CNC, micro mecanizado, micro máquinas
herramienta.
SURVEY OF CNC MOTION CONTROLLERS FOR MICRO MACHINE
TOOLS
ABSTRACT
Micro reconfigurable machine tools represent a new technology that will allow progress in the
development and research of new products. These features will give developing countries opportunities to
create new products. The main objective of this paper is to present an analysis of the different types of
typical CNC motion controllers and cutting edge applied to the control of CNC machine tools, to be
applied to micro reconfigurable machine tools. The result of analysis shows that in the literature there are
different designs and developments motion control strategies CNC machine tool almost exclusively
classified by their control characteristics. This study classified the different CNC motion controllers
according to their convenience of application in various machining processes. The methodology used to
determine the type of motion controller that should be implemented according to the demands of the
machining process and end customer requirements regarding the work pieces. The results feel the basis
for the automatic determination of the control modules in reconfigurable numerical control systems,
where it is possible to change the driver when they have different requirements in the machining process.
We analyze a case study of micro machining a brass cylinder.
KEY WORDS: Motion controller, CNC, micro machining, micro machine tool.
2
1. INTRODUCCIÓN
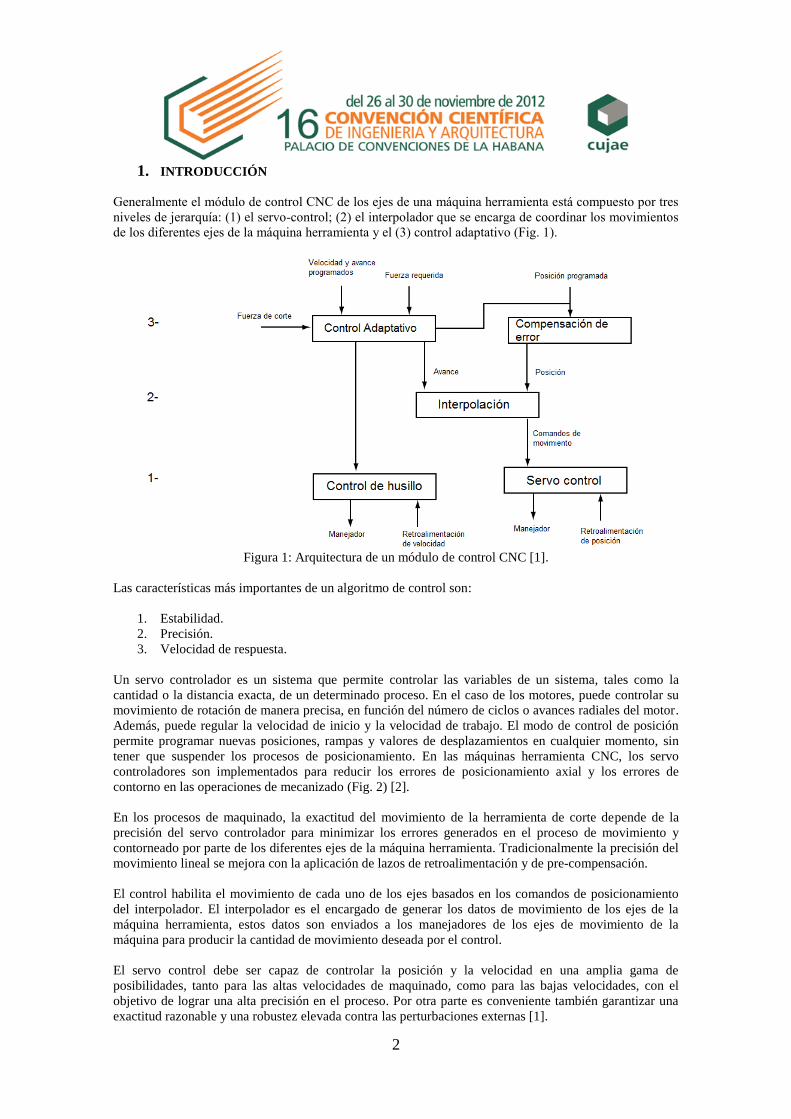
Generalmente el módulo de control CNC de los ejes de una máquina herramienta está compuesto por tres
niveles de jerarquía: (1) el servo-control; (2) el interpolador que se encarga de coordinar los movimientos
de los diferentes ejes de la máquina herramienta y el (3) control adaptativo (Fig. 1).
Figura 1: Arquitectura de un módulo de control CNC [1].
Las características más importantes de un algoritmo de control son:
1. Estabilidad.
2. Precisión.
3. Velocidad de respuesta.
Un servo controlador es un sistema que permite controlar las variables de un sistema, tales como la
cantidad o la distancia exacta, de un determinado proceso. En el caso de los motores, puede controlar su
movimiento de rotación de manera precisa, en función del número de ciclos o avances radiales del motor.
Además, puede regular la velocidad de inicio y la velocidad de trabajo. El modo de control de posición
permite programar nuevas posiciones, rampas y valores de desplazamientos en cualquier momento, sin
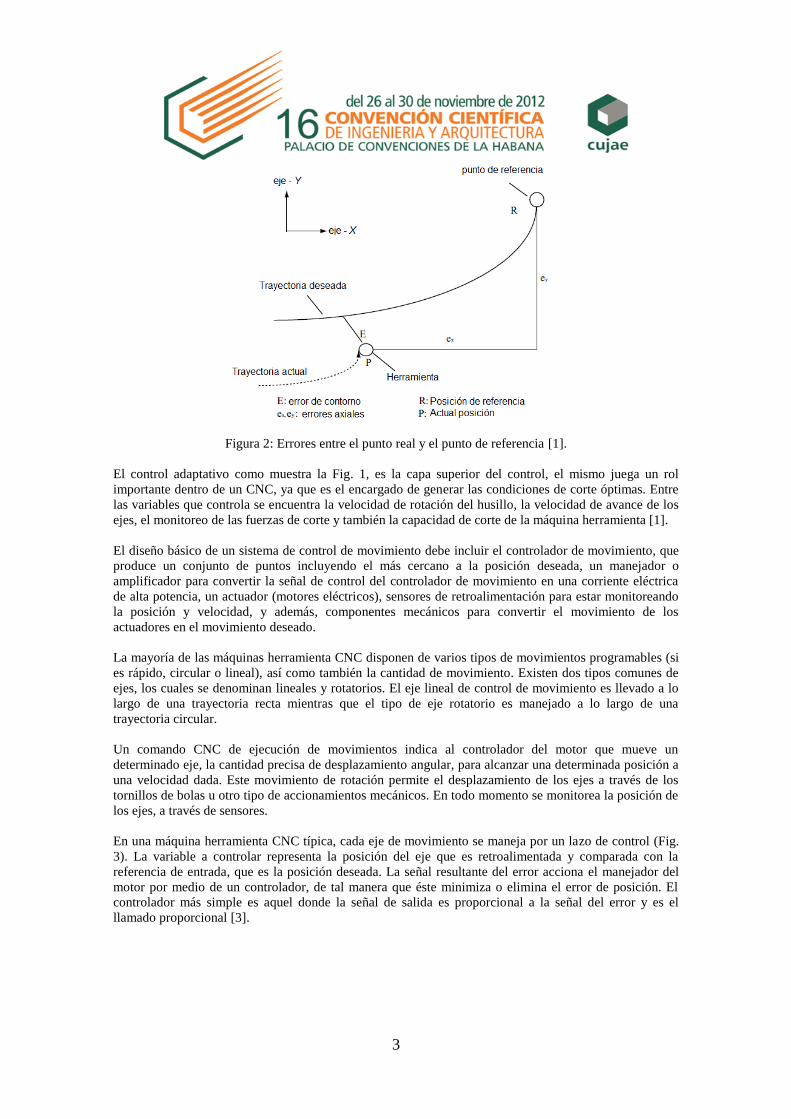
tener que suspender los procesos de posicionamiento. En las máquinas herramienta CNC, los servo
controladores son implementados para reducir los errores de posicionamiento axial y los errores de
contorno en las operaciones de mecanizado (Fig. 2) [2].
En los procesos de maquinado, la exactitud del movimiento de la herramienta de corte depende de la
precisión del servo controlador para minimizar los errores generados en el proceso de movimiento y
contorneado por parte de los diferentes ejes de la máquina herramienta. Tradicionalmente la precisión del
movimiento lineal se mejora con la aplicación de lazos de retroalimentación y de pre-compensación.
El control habilita el movimiento de cada uno de los ejes basados en los comandos de posicionamiento
del interpolador. El interpolador es el encargado de generar los datos de movimiento de los ejes de la
máquina herramienta, estos datos son enviados a los manejadores de los ejes de movimiento de la
máquina para producir la cantidad de movimiento deseada por el control.
El servo control debe ser capaz de controlar la posición y la velocidad en una amplia gama de
posibilidades, tanto para las altas velocidades de maquinado, como para las bajas velocidades, con el
objetivo de lograr una alta precisión en el proceso. Por otra parte es conveniente también garantizar una
exactitud razonable y una robustez elevada contra las perturbaciones externas [1].
3
Figura 2: Errores entre el punto real y el punto de referencia [1].
El control adaptativo como muestra la Fig. 1, es la capa superior del control, el mismo juega un rol
importante dentro de un CNC, ya que es el encargado de generar las condiciones de corte óptimas. Entre
las variables que controla se encuentra la velocidad de rotación del husillo, la velocidad de avance de los
ejes, el monitoreo de las fuerzas de corte y también la capacidad de corte de la máquina herramienta [1].
El diseño básico de un sistema de control de movimiento debe incluir el controlador de movimiento, que
produce un conjunto de puntos incluyendo el más cercano a la posición deseada, un manejador o
amplificador para convertir la señal de control del controlador de movimiento en una corriente eléctrica
de alta potencia, un actuador (motores eléctricos), sensores de retroalimentación para estar monitoreando
la posición y velocidad, y además, componentes mecánicos para convertir el movimiento de los
actuadores en el movimiento deseado.
La mayoría de las máquinas herramienta CNC disponen de varios tipos de movimientos programables (si
es rápido, circular o lineal), así como también la cantidad de movimiento. Existen dos tipos comunes de
ejes, los cuales se denominan lineales y rotatorios. El eje lineal de control de movimiento es llevado a lo
largo de una trayectoria recta mientras que el tipo de eje rotatorio es manejado a lo largo de una
trayectoria circular.
Un comando CNC de ejecución de movimientos indica al controlador del motor que mueve un
determinado eje, la cantidad precisa de desplazamiento angular, para alcanzar una determinada posición a
una velocidad dada. Este movimiento de rotación permite el desplazamiento de los ejes a través de los
tornillos de bolas u otro tipo de accionamientos mecánicos. En todo momento se monitorea la posición de
los ejes, a través de sensores.
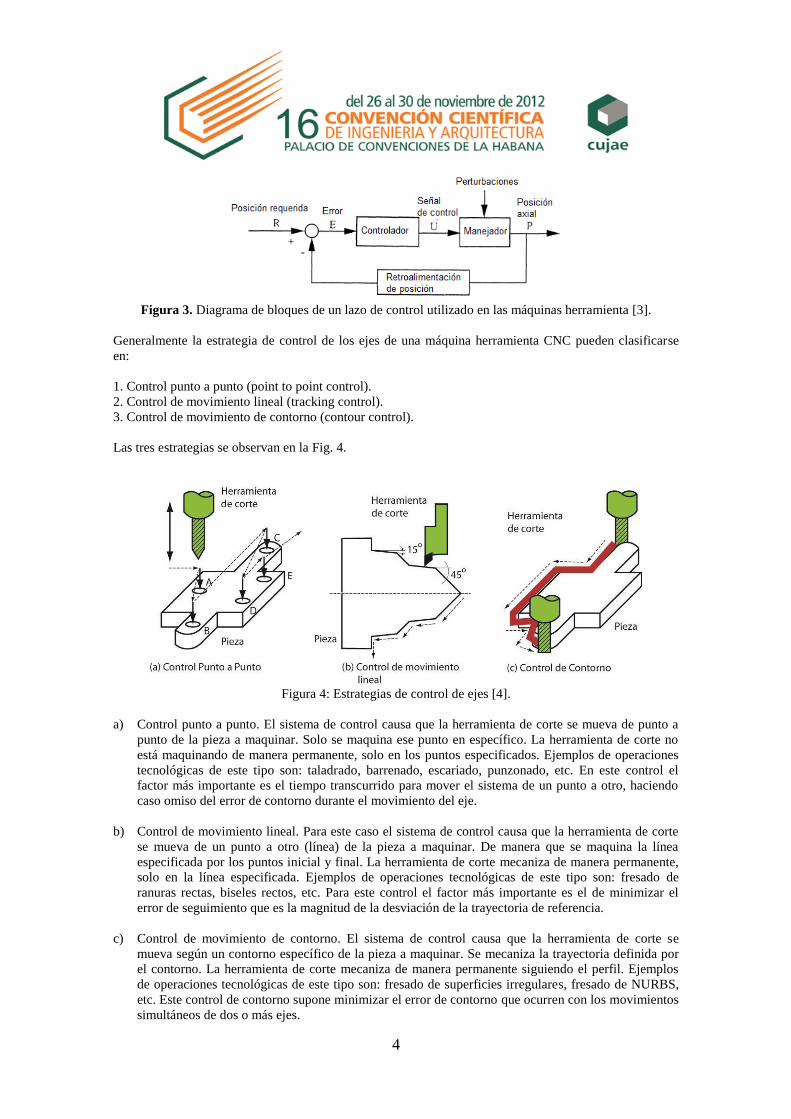
En una máquina herramienta CNC típica, cada eje de movimiento se maneja por un lazo de control (Fig.
3). La variable a controlar representa la posición del eje que es retroalimentada y comparada con la
referencia de entrada, que es la posición deseada. La señal resultante del error acciona el manejador del
motor por medio de un controlador, de tal manera que éste minimiza o elimina el error de posición. El
controlador más simple es aquel donde la señal de salida es proporcional a la señal del error y es el
llamado proporcional [3].
4
Figura 3. Diagrama de bloques de un lazo de control utilizado en las máquinas herramienta [3].
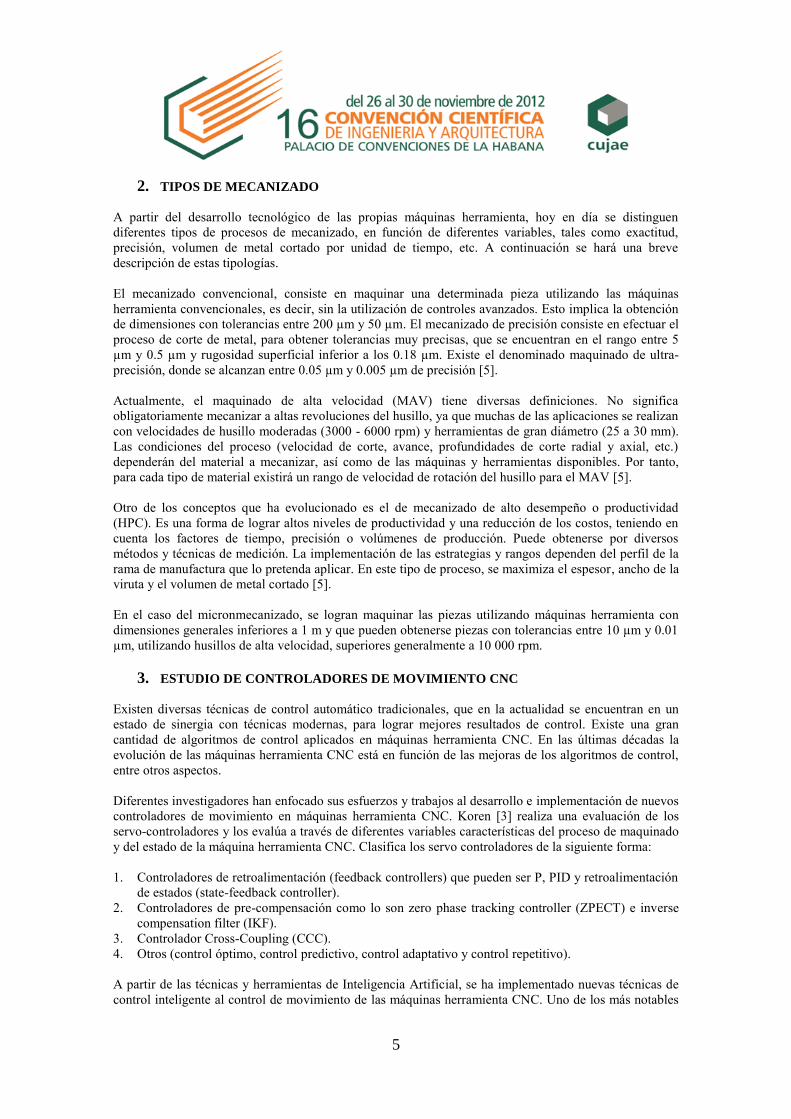
Generalmente la estrategia de control de los ejes de una máquina herramienta CNC pueden clasificarse
en:
1. Control punto a punto (point to point control).
2. Control de movimiento lineal (tracking control).
3. Control de movimiento de contorno (contour control).
Las tres estrategias se observan en la Fig. 4.
Figura 4: Estrategias de control de ejes [4].
a) Control punto a punto. El sistema de control causa que la herramienta de corte se mueva de punto a
punto de la pieza a maquinar. Solo se maquina ese punto en específico. La herramienta de corte no
está maquinando de manera permanente, solo en los puntos especificados. Ejemplos de operaciones
tecnológicas de este tipo son: taladrado, barrenado, escariado, punzonado, etc. En este control el
factor más importante es el tiempo transcurrido para mover el sistema de un punto a otro, haciendo
caso omiso del error de contorno durante el movimiento del eje.
b) Control de movimiento lineal. Para este caso el sistema de control causa que la herramienta de corte
se mueva de un punto a otro (línea) de la pieza a maquinar. De manera que se maquina la línea
especificada por los puntos inicial y final. La herramienta de corte mecaniza de manera permanente,
solo en la línea especificada. Ejemplos de operaciones tecnológicas de este tipo son: fresado de
ranuras rectas, biseles rectos, etc. Para este control el factor más importante es el de minimizar el
error de seguimiento que es la magnitud de la desviación de la trayectoria de referencia.
c) Control de movimiento de contorno. El sistema de control causa que la herramienta de corte se
mueva según un contorno específico de la pieza a maquinar. Se mecaniza la trayectoria definida por
el contorno. La herramienta de corte mecaniza de manera permanente siguiendo el perfil. Ejemplos
de operaciones tecnológicas de este tipo son: fresado de superficies irregulares, fresado de NURBS,
etc. Este control de contorno supone minimizar el error de contorno que ocurren con los movimientos
simultáneos de dos o más ejes.
5
2. TIPOS DE MECANIZADO
A partir del desarrollo tecnológico de las propias máquinas herramienta, hoy en día se distinguen
diferentes tipos de procesos de mecanizado, en función de diferentes variables, tales como exactitud,
precisión, volumen de metal cortado por unidad de tiempo, etc. A continuación se hará una breve
descripción de estas tipologías.
El mecanizado convencional, consiste en maquinar una determinada pieza utilizando las máquinas
herramienta convencionales, es decir, sin la utilización de controles avanzados. Esto implica la obtención
de dimensiones con tolerancias entre 200 µm y 50 µm. El mecanizado de precisión consiste en efectuar el
proceso de corte de metal, para obtener tolerancias muy precisas, que se encuentran en el rango entre 5
µm y 0.5 µm y rugosidad superficial inferior a los 0.18 µm. Existe el denominado maquinado de ultra-
precisión, donde se alcanzan entre 0.05 µm y 0.005 µm de precisión [5].
Actualmente, el maquinado de alta velocidad (MAV) tiene diversas definiciones. No significa
obligatoriamente mecanizar a altas revoluciones del husillo, ya que muchas de las aplicaciones se realizan
con velocidades de husillo moderadas (3000 - 6000 rpm) y herramientas de gran diámetro (25 a 30 mm).
Las condiciones del proceso (velocidad de corte, avance, profundidades de corte radial y axial, etc.)
dependerán del material a mecanizar, así como de las máquinas y herramientas disponibles. Por tanto,
para cada tipo de material existirá un rango de velocidad de rotación del husillo para el MAV [5].
Otro de los conceptos que ha evolucionado es el de mecanizado de alto desempeño o productividad
(HPC). Es una forma de lograr altos niveles de productividad y una reducción de los costos, teniendo en
cuenta los factores de tiempo, precisión o volúmenes de producción. Puede obtenerse por diversos
métodos y técnicas de medición. La implementación de las estrategias y rangos dependen del perfil de la
rama de manufactura que lo pretenda aplicar. En este tipo de proceso, se maximiza el espesor, ancho de la
viruta y el volumen de metal cortado [5].
En el caso del micronmecanizado, se logran maquinar las piezas utilizando máquinas herramienta con
dimensiones generales inferiores a 1 m y que pueden obtenerse piezas con tolerancias entre 10 µm y 0.01
µm, utilizando husillos de alta velocidad, superiores generalmente a 10 000 rpm.
3. ESTUDIO DE CONTROLADORES DE MOVIMIENTO CNC
Existen diversas técnicas de control automático tradicionales, que en la actualidad se encuentran en un
estado de sinergia con técnicas modernas, para lograr mejores resultados de control. Existe una gran
cantidad de algoritmos de control aplicados en máquinas herramienta CNC. En las últimas décadas la
evolución de las máquinas herramienta CNC está en función de las mejoras de los algoritmos de control,
entre otros aspectos.
Diferentes investigadores han enfocado sus esfuerzos y trabajos al desarrollo e implementación de nuevos
controladores de movimiento en máquinas herramienta CNC. Koren [3] realiza una evaluación de los
servo-controladores y los evalúa a través de diferentes variables características del proceso de maquinado
y del estado de la máquina herramienta CNC. Clasifica los servo controladores de la siguiente forma:
1. Controladores de retroalimentación (feedback controllers) que pueden ser P, PID y retroalimentación
de estados (state-feedback controller).
2. Controladores de pre-compensación como lo son zero phase tracking controller (ZPECT) e inverse
compensation filter (IKF).
3. Controlador Cross-Coupling (CCC).
4. Otros (control óptimo, control predictivo, control adaptativo y control repetitivo).
A partir de las técnicas y herramientas de Inteligencia Artificial, se ha implementado nuevas técnicas de
control inteligente al control de movimiento de las máquinas herramienta CNC. Uno de los más notables
6
es el control automático a través de la lógica difusa, combinado con otras técnicas de control con el fin de
mejorar su precisión.
Una de las principales características del control difuso es que no necesitan del modelado de una planta ni
la ejecución de la identificación en tiempo real. La esencia de este control difuso es que convierte la
estrategia de control lingüístico en una estrategia de control automático, la cual se basa en el
conocimiento de un experto [6]. En el año 1998 se implementó la técnica de compensación de error en
tiempo real [7]. Para finales de los años 90´s la sinergia de técnicas de control se vuelve hacer presente,
Lacerda [8] menciona en su análisis la reducción del error de contorno de 70:1 utilizando técnicas difusas,
comparado contra un controlador convencional PID.
A principios del 2000 se utiliza la técnica de control deslizante (técnica de control estudiada desde los
años 60´s), que bien conocida por su robustez contra modelos con incertidumbres, variación de
parámetros y perturbaciones externas en un sistema [9]. Shih [10] expone un novedoso control de
movimiento, el cual se basa en el diseño básico de Koren, donde menciona la proposición de muchos
controladores con el controlador CCC, como lo son PID, óptimo, adaptativo, lógica difusa y control
robusto.
En el año 2003 se desarrolla un modelo basado en tiempo real para compensar el error, donde
prácticamente se afirma que todos los errores identificados pueden ser completamente compensados. Un
año después se implementa de nuevo un controlador lógico difuso adaptativo [11]. Wang aplica también
el control robusto al control de movimiento con un mejoramiento del tracking error de aproximadamente
0.020 mm [12].
Susanu por su parte utiliza para el control, técnicas de control predictivo [13]. A partir del 2006 se
evidencia una sinergia de tipos de controladores, como lo es el control en cascada y el de modo deslizante
aplicado en una fresadora, donde la precisión con base a la velocidad de avance, varía entre 0.01 mm y
0.02 mm de tracking error [14].
De la misma forma que se ha evolucionado en los tipos y algoritmos de control en las máquinas
herramienta convencionales, se ha iniciado el proceso de evolución en las micro máquinas herramientas,
donde ya se reportan experiencias en este campo [15]. Ling implementa la combinación de las técnicas de
control para obtener mejores resultados [16].
Como se observa, existen múltiples tipos de controladores de movimiento que ha sido desarrollados e
implementados, y no solo para máquinas herramienta, sino también aplicados a robots industriales. Para
el caso específico de las micro máquinas herramientas, donde la dinámica del proceso de maquinado se
diferencia en aspectos esenciales como la calidad superficial o las velocidades de corte, comparado con el
proceso de maquinado convencional, aún se está en una etapa de estudio, donde se requieren mejoras y
adaptaciones de los algoritmos de control existentes.
Así, este artículo tiene como objetivo principal estudiar los algoritmos de control existentes y hacer una
selección de controladores candidatos para que sean implementados en una micro máquina herramienta
reconfigurable, desarrollada en el Tecnológico de Monterrey Campus Ciudad de México.
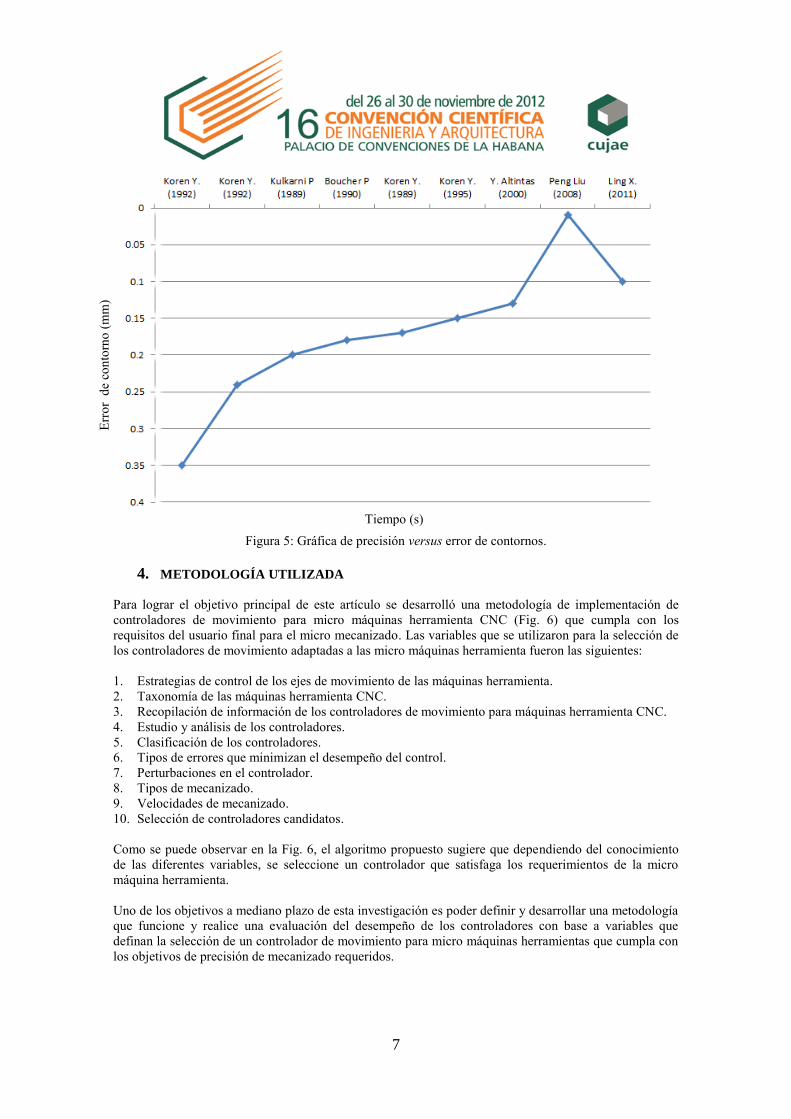
En la Fig. 5 se muestra una gráfica de precisión versus error de los controladores, en función de cómo ha
evolucionado en las últimas décadas.
7
Figura 5: Gráfica de precisión versus error de contornos.
4. METODOLOGÍA UTILIZADA
Para lograr el objetivo principal de este artículo se desarrolló una metodología de implementación de
controladores de movimiento para micro máquinas herramienta CNC (Fig. 6) que cumpla con los
requisitos del usuario final para el micro mecanizado. Las variables que se utilizaron para la selección de
los controladores de movimiento adaptadas a las micro máquinas herramienta fueron las siguientes:
1. Estrategias de control de los ejes de movimiento de las máquinas herramienta.
2. Taxonomía de las máquinas herramienta CNC.
3. Recopilación de información de los controladores de movimiento para máquinas herramienta CNC.
4. Estudio y análisis de los controladores.
5. Clasificación de los controladores.
6. Tipos de errores que minimizan el desempeño del control.
7. Perturbaciones en el controlador.
8. Tipos de mecanizado.
9. Velocidades de mecanizado.
10. Selección de controladores candidatos.
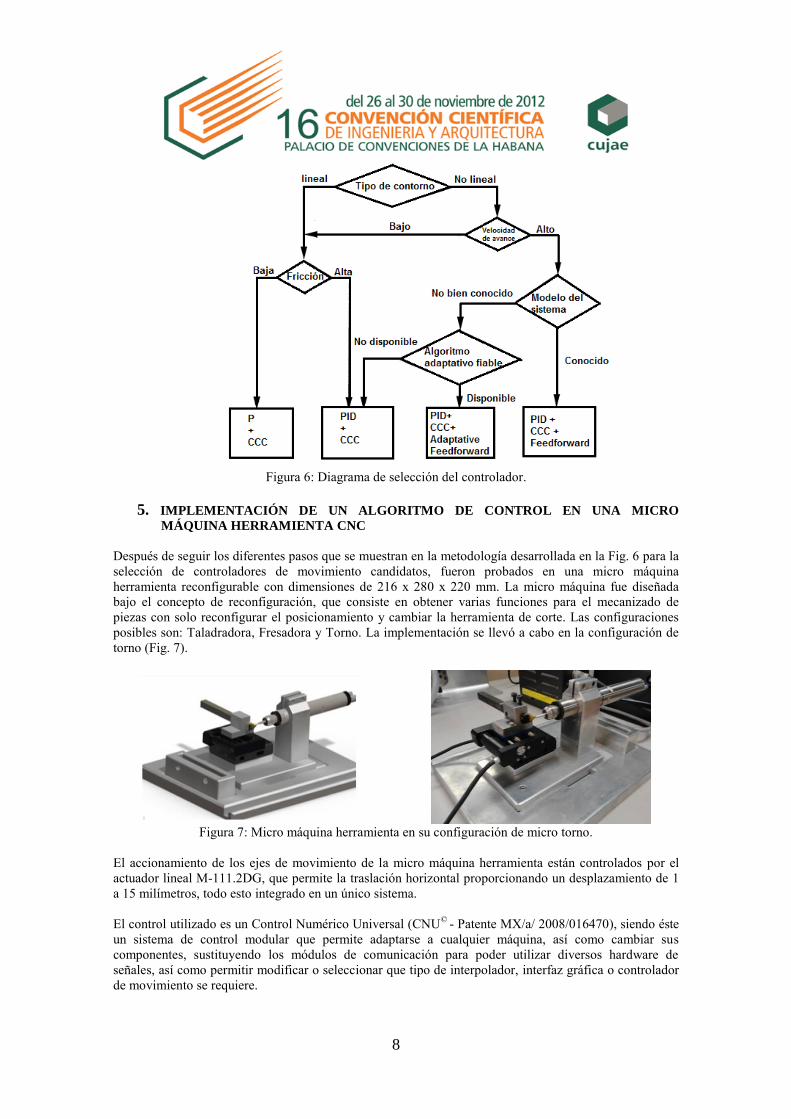
Como se puede observar en la Fig. 6, el algoritmo propuesto sugiere que dependiendo del conocimiento
de las diferentes variables, se seleccione un controlador que satisfaga los requerimientos de la micro
máquina herramienta.
Uno de los objetivos a mediano plazo de esta investigación es poder definir y desarrollar una metodología
que funcione y realice una evaluación del desempeño de los controladores con base a variables que
definan la selección de un controlador de movimiento para micro máquinas herramientas que cumpla con
los objetivos de precisión de mecanizado requeridos.
Time (s)
Err
or
de
con
torn
o (
mm
)
Tiempo (s)
8
Figura 6: Diagrama de selección del controlador.
5. IMPLEMENTACIÓN DE UN ALGORITMO DE CONTROL EN UNA MICRO
MÁQUINA HERRAMIENTA CNC
Después de seguir los diferentes pasos que se muestran en la metodología desarrollada en la Fig. 6 para la
selección de controladores de movimiento candidatos, fueron probados en una micro máquina
herramienta reconfigurable con dimensiones de 216 x 280 x 220 mm. La micro máquina fue diseñada
bajo el concepto de reconfiguración, que consiste en obtener varias funciones para el mecanizado de
piezas con solo reconfigurar el posicionamiento y cambiar la herramienta de corte. Las configuraciones
posibles son: Taladradora, Fresadora y Torno. La implementación se llevó a cabo en la configuración de
torno (Fig. 7).
Figura 7: Micro máquina herramienta en su configuración de micro torno.
El accionamiento de los ejes de movimiento de la micro máquina herramienta están controlados por el
actuador lineal M-111.2DG, que permite la traslación horizontal proporcionando un desplazamiento de 1
a 15 milímetros, todo esto integrado en un único sistema.
El control utilizado es un Control Numérico Universal (CNU©
- Patente MX/a/ 2008/016470), siendo éste
un sistema de control modular que permite adaptarse a cualquier máquina, así como cambiar sus
componentes, sustituyendo los módulos de comunicación para poder utilizar diversos hardware de
señales, así como permitir modificar o seleccionar que tipo de interpolador, interfaz gráfica o controlador
de movimiento se requiere.
9
El CNU©
tiene una arquitectura modularizada que consta de unidades funcionales (UF´s), las cuales son
módulos de programas de aplicación que realizan tareas específicas requeridas por el usuario o el proceso
(Fig. 8).
Figura 8: Arquitectura del Control Numérico Universal
©.
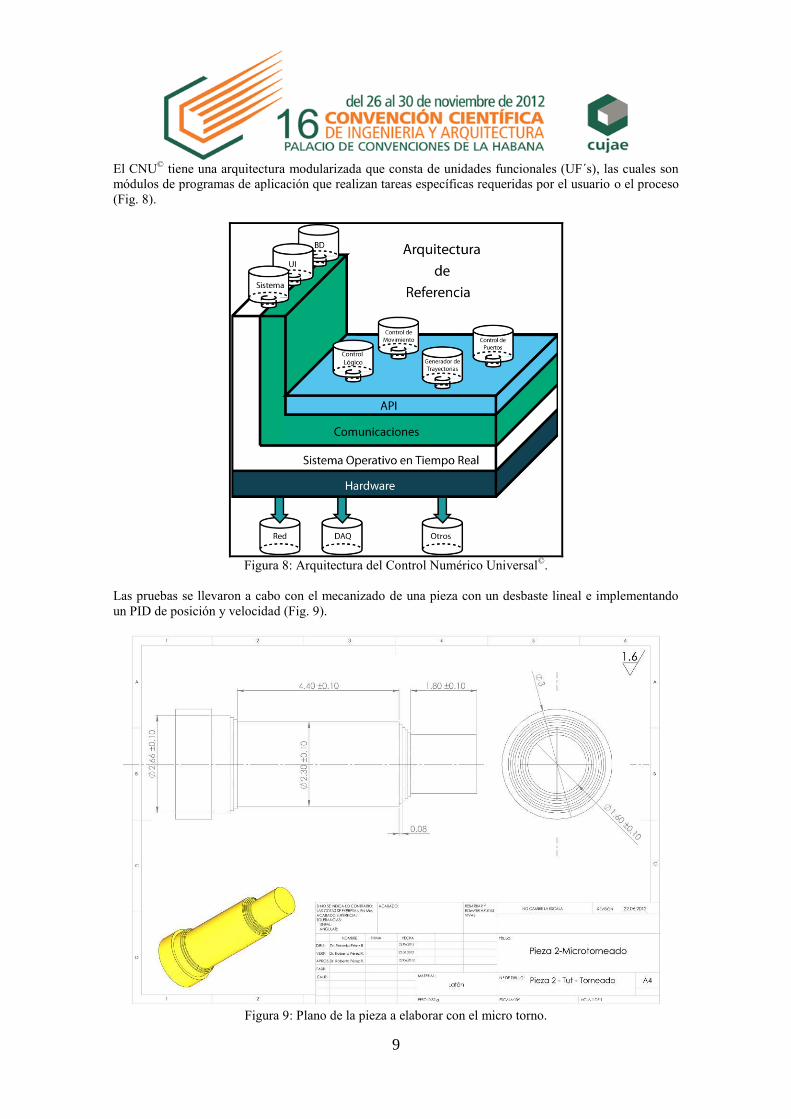
Las pruebas se llevaron a cabo con el mecanizado de una pieza con un desbaste lineal e implementando
un PID de posición y velocidad (Fig. 9).
Figura 9: Plano de la pieza a elaborar con el micro torno.

10
Los resultados mostraron un error de contorno de 0.2 mm, lo cual es un resultado muy apegado a lo que
se esperaba (Fig. 10). En las siguientes etapas tiene por objetivo mejorar esta presición con la
implementación de mejores controladores y con la sinergia de métodos de Inteligencia Artificial.
Figura 10: Modelo CAD de la pieza (izquierda) y pieza maquinada en el micro torno (derecha)
La utilización de la metodología mostrada, favoreció la selección del tipo de algoritmo de control para el
caso de las trayectorias definidas en el caso de estudio, para la micro máquina herramienta
reconfigurables en un configuración de micro torno.
6. CONCLUSIONES
El resultado del análisis realizado muestra la diversidad existente de algoritmos de control CNC para
máquinas herramienta. La metodología utilizada permite determinar el tipo de algoritmo de control que se
debe implementar de acuerdo a las demandas del proceso de mecanizado y requerimientos finales del
cliente con respecto a las piezas a mecanizar. La principal aportación del presente trabajo es la
clasificación de los diferentes algoritmos de control CNC de acuerdo a su conveniencia de aplicación en
los diversos procesos de mecanizado y requerimientos finales del cliente con respecto a las piezas a
mecanizar. Los resultados obtenidos sientan las bases para la determinación automática de módulos de
control en sistemas de control numérico reconfigurables donde es posible cambiar algoritmos de control
cuando se tengan diferentes requerimientos en el proceso de micro mecanizado.
RECONOCIMIENTOS
Se agradece al grupo de investigación “Automatización orientada al costo basada en Máquinas
Reconfigurables”, de la línea de investigación y desarrollo del Instituto Tecnológico y de Estudios
Superiores de Monterrey Campus Ciudad de México, por todo el apoyo brindado.
REFERENCIAS
1. SUK, S. A, et al. Theory and Design of CNC Systems. Springer Verlag London: Editorial Springer,
2008. 447 pp. ISBN 184-800-335-8.
2. KOREN, Y. “Design of Computer Control for Manufacturing Systems”. ASME Transaction Journal of
Dynamic Systems, Measurement and Control, 1979, DE-Vol. 102, pp. 326-332.
3. KOREN, Y. "Advanced Controller for Feed Drives". CIRP Proc – Manufacturing Systems, 1992, DE-
Vol. 41, No 2, pp. 689-698.
4. LUGGEN, W. Fundamentals of Numerical Control. Albany, N.Y: Editorial Delmar Publishers, 1988.
287 pp. ISBN 10:0827331398.
5. HERNÁNDEZ, L.W. “Estudio experimental del desgaste del flanco y de las fuerzas de corte en el
torneado en seco de alta velocidad del acero AISI 1045”. Tesis Doctoral. Universidad de Holguín.
6. JEE, S. et al. Cross-coupling control by fuzzy logic. Editorial Society of Manufacturing Engineers,
1995, 8 pp.
7. YUAN, J. et al. “The real-time error compensation technique for CNC machining systems,
Mechatronics, 1998, pp. 359-380.
11
8. LACERDA, H.B. et al. “Application of a pid+fuzzy Controller on the Motion control Systems in
Machine Tools, J.Braz.Soc.Mech.Sci, 1999, DE-Vol. 21.
9. ALTINTAS, Y. et al. “Sliding Mode Controller design for High Speed feed Drives”, CIRP Annals –
Manufacturing Technology, 2000, pp. 265-270.
10. SHIH, Yi-Ti. et al. “A novel cross-coupling control design for Bi-axis motion”, International Journal
of Machine Tools and Manufacture, 2002, DE-Vol 42, pp. 1539-1548.
11. JEE, S. et al. “Adaptive Fuzzy Logic Controller for Feed Drives of a CNC Machine Tools”,
Mechatronics, 2004, pp. 299-326.
12. WANG, J. et al. “ROBUST TRACKING CONTROLLER DESIGN WITH APPLICATION TO THE
MOTION CONTROL OF AN X-Y FEED TABLE FOR HIGH-SPEED MACHINING”. Tesis.
Universidad de Leuven, 2004.
13. SUSANU, M. “Using Predictive Techniques within CNC Machine Tools for Feed Drives”, 44th IEEE
conference on Decisión and Control, 2005.
14. JAMALUDN, Z. et al. “Tracking Performance of Cascade and Sliding Mode Controllers with
Application to a XY Milling Table, PROCEEDINGS of ISMA, 2006.
15. CABALLERO, L. et al. “Geometrical error analysis of a CNC micro-machine tool, Mechtronics,
2007, pp. 231-243.
16. LING, X. et al. “Research and Design of motion controller for CNC base don fuzzy PID algorithm
with feedforward control”, Control, Automation and Systems Engineering, 2011.
SOBRE LOS AUTORES
José Guillermo Tello Albarrán. Ingeniero Mecatrónico egresado del Instituto Tecnológico Superior de
Ciudad Hidalgo, Michoacán en 2010. Actualmente estudiante de Maestría en Ciencias de la Ingeniería en
el Tecnológico de Monterrey, Campus Ciudad de México.
Miguel Ramírez-Cadena. Director del Departamento de Mecatrónica del Tecnológico de Monterrey
(ITESM), Campus Ciudad de México. Doctorando del Programa de Sistemas Mecatrónicos del ITESM.
Ha realizado estancias de investigación en la Universidad de Loughborough (Reino Unido), y en el
Instituto de Automatización Industrial de España. Posee el grado de Máster en Sistemas Electrónicos
(1998) por el ITESM. Posee la Certificación de “Manufacturing Technologist” por la “Society of
Manufacturing Engineers”. Es miembro de IFAC TC-WG 4.4 “International Technical Committee in
Cost Oriented Automation”.
Arturo Molina. Vicerrector de Investigación, Emprendimiento y Desarrollo Social del Tecnológico de
Monterrey, México. Recibió el grado de Doctor en Manufacturing Engineering en la Universidad
Tecnológica de Loughborough, Reino Unido (1995), el grado de Doctor en Ingeniería Mecánica por la
Universidad Técnica de Budapest, Hungría (1992), y el grado de Máster en Ciencias de la Computación
por el Tecnológico de Monterrey, Campus Monterrey, México (1992). Miembro del Sistema Nacional de
Investigadores de México (SNI-Nivel II), de la Academia Mexicana de Ciencias, y miembro de IFAC
TC-WG 5.3 “Enterprise Integration and Enterprise Networking”, IFIP WG5.12 “Enterprise Integration
Architectures e IFIP WG 5.3 Cooperation of Virtual Enterprises and Virtual Organizations”.
Roberto Pérez. Profesor Titular en el Departamento de Ingeniería Mecánica en la Universidad de
Holguín. Ingeniero Mecánico por la Universidad de Holguín. Doctor por la Universitat Politècnica de
Catalunya (Barcelona, España, 2002). Actualmente realiza una estancia de investigación postdoctoral en
el Departamento de Mecatrónica del Tecnológico de Monterrey (ITESM), Campus Ciudad de México. Ha
sido profesor visitante en la cátedra de investigación “Rapid Products Development for Emergent
Markets” en el ITESM (Campus Ciudad de México) y en el Centro de Innovación en Diseño y
Tecnología (ITESM, Campus Monterrey). Sus intereses investigativos están relacionados con la
Ingeniería Concurrente, la Teoría y Metodología del Diseño, Tolerancias Asistidas por Ordenador, Micro-
Máquinas Herramienta y Sistemas CAD/CAM para la industria.





























