Embed Size (px)
Citation preview
Ensayos para aseguramiento de la calidad en tuberías
Omar Troncoso
DIPLOMATURA DE ESPECIALIZACIÓN
INGENIERÍA DE PIPING
1
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Análisis químico
2
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Procedimientos químicos húmedos básicos para aceros
• Se utiliza para identificar y cuantificar los elementos en metales cuando espectroscopia de emisión óptica y espectroscopia de absorción atómica no se pueden realizar de forma fiable en una muestra.
• Análisis químico húmedo también se realiza como un método de arbitraje cuando se observaron resultados controvertidos de las otras técnicas.
• Se puede realizar para identificación del revestimiento, mediciones químicas cualitativas como la colorimetría (cambios en el color), otros procesos como la volumetría y gravimetría.
Procedimientos químicos húmedos básicos para aceros
• El Procedimiento Químico Húmedo se podría hacer para encontrar:
– Gravedad específica
– Humedad
– Conductividad
– pH
– Salinidad
– Densidad
– Viscosidad
– Punto de enturbiamiento
– Concentración
– Turbidez.
Análisis de acero inoxidable usando espectroscopia de fluorescencia de rayos X (XRF)
• Análisis de fluorescencia de rayos X (XRF) es una de las mejores técnicas analíticas para llevar a cabo el análisis elemental.
• El XRF combina la más alta exactitud y la precisión con la preparación sencilla y rápida de la muestra para el análisis de los elementos de berilio (Be) a uranio (U) en el intervalo de concentración de 100% hasta el nivel de ppm.
Análisis de acero inoxidable usando espectroscopia de fluorescencia de rayos X (XRF)
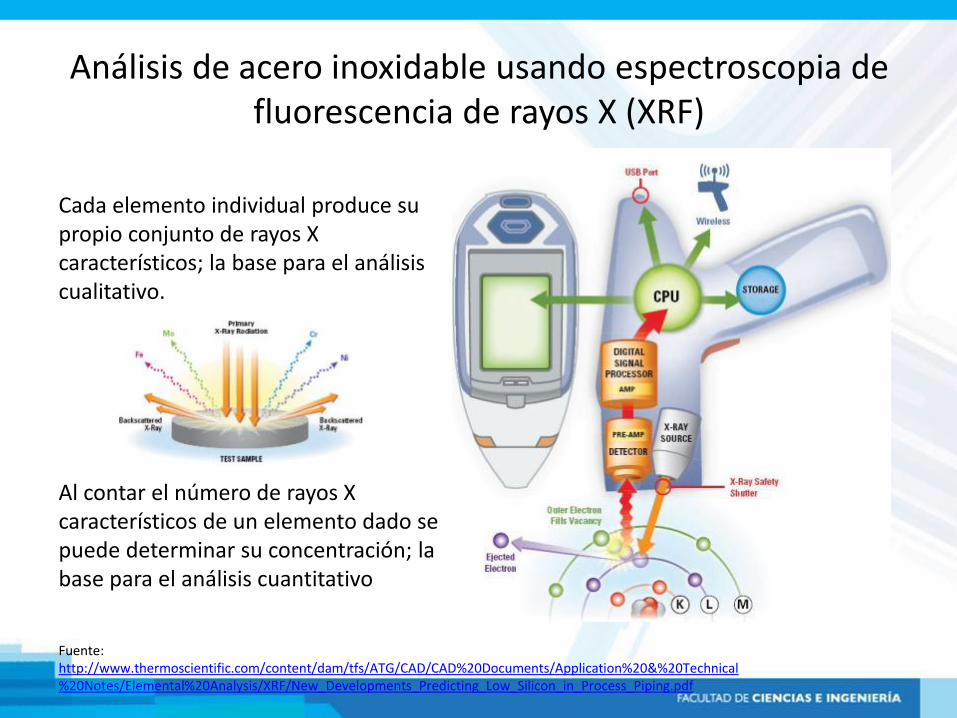
Cada elemento individual produce su propio conjunto de rayos X característicos; la base para el análisis cualitativo. Al contar el número de rayos X característicos de un elemento dado se puede determinar su concentración; la base para el análisis cuantitativo
Fuente: http://www.thermoscientific.com/content/dam/tfs/ATG/CAD/CAD%20Documents/Application%20&%20Technical%20Notes/Elemental%20Analysis/XRF/New_Developments_Predicting_Low_Silicon_in_Process_Piping.pdf
Análisis de acero inoxidable usando espectroscopia de fluorescencia de rayos X (XRF)
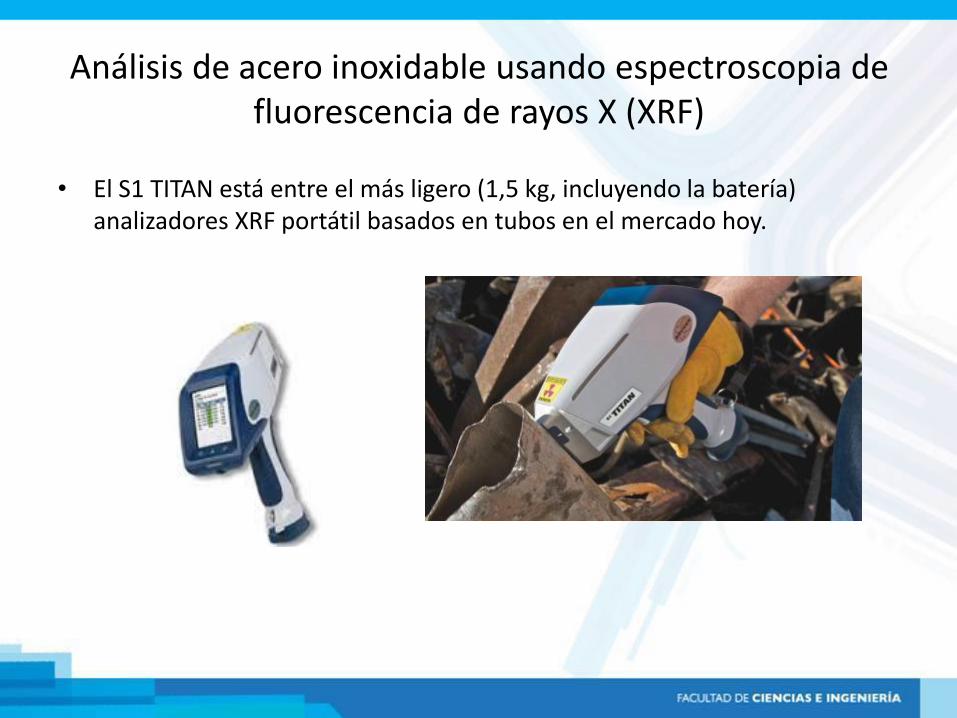
• El S1 TITAN está entre el más ligero (1,5 kg, incluyendo la batería) analizadores XRF portátil basados en tubos en el mercado hoy.
Análisis de acero inoxidable usando espectroscopia de fluorescencia de rayos X (XRF)
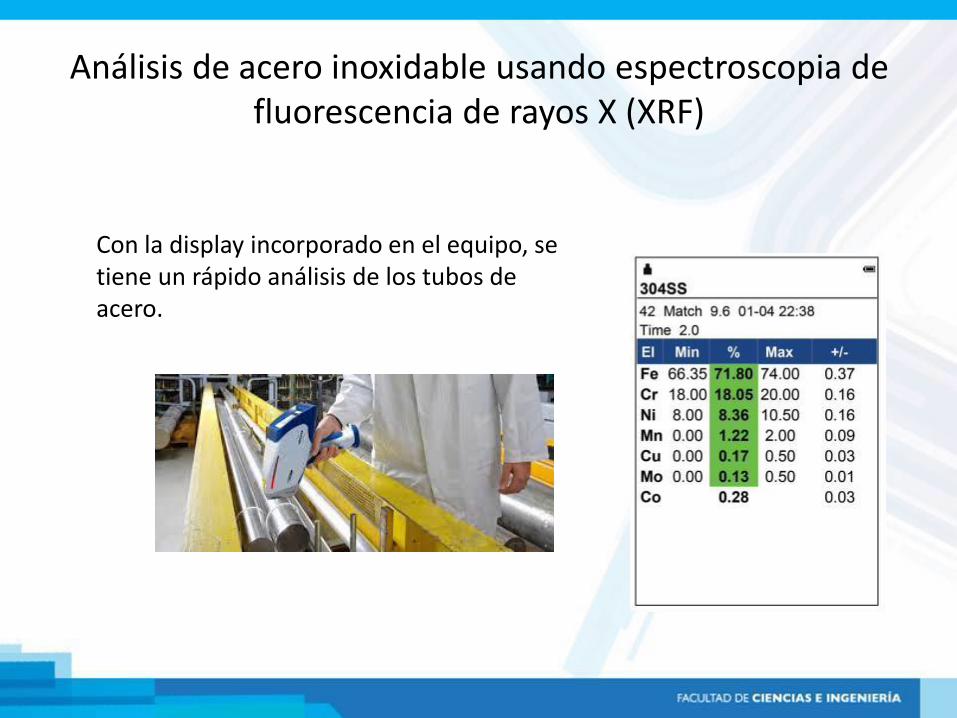
Con la display incorporado en el equipo, se tiene un rápido análisis de los tubos de acero.
Análisis de acero inoxidable usando espectroscopia de emisión de chispas (OES)
• El Espectrómetro de emisión óptica (OES) y la medición de la principal emisión atómica es el método ideal y proporcionan la instrumentación perfecta para el análisis de metales en todas las diferentes empresas industriales productoras de metal y entornos.
• La prueba es fiable, rápida y económica y proporciona la composición química exacta de la mayoría de las aleaciones. Una muestra de aproximadamente cuadrada de 10 mm x 10mm se puede probar sin comprometer la calidad y el retraso.
Análisis de acero inoxidable usando espectroscopia de emisión de chispas (OES)
Q2 ION es una de las espectrómetro de emisión de chispa más pequeña y ligera ultra-compactas para análisis de metales disponibles.
Análisis de acero inoxidable usando espectroscopia de emisión de chispas (OES)
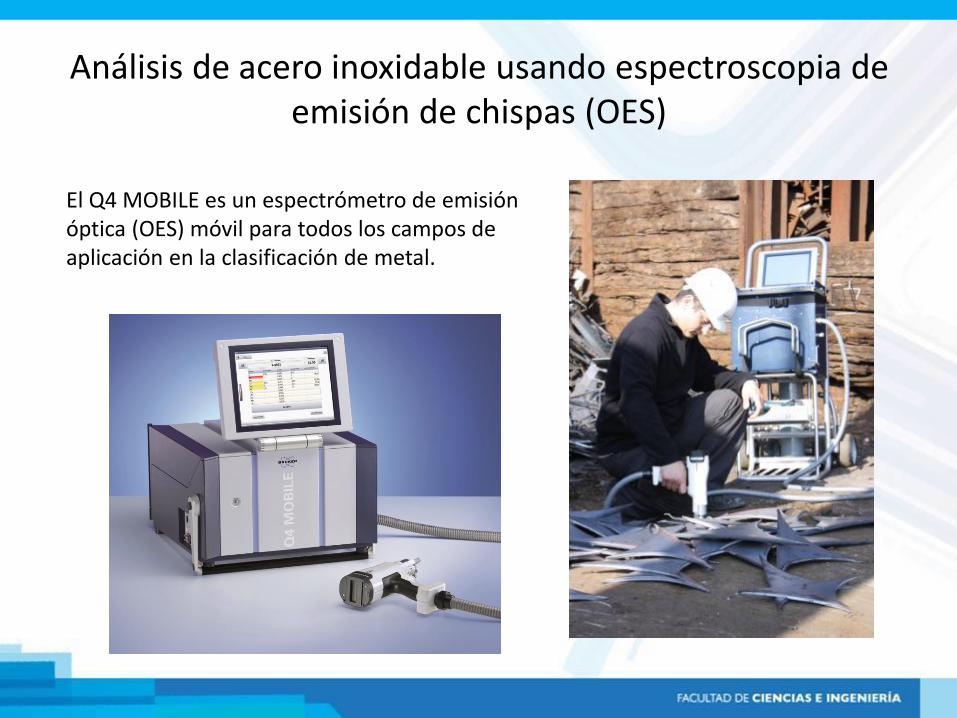
El Q4 MOBILE es un espectrómetro de emisión óptica (OES) móvil para todos los campos de aplicación en la clasificación de metal.
Análisis de acero inoxidable usando espectrofotómetro de absorción atómica
• Puede utilizarse para analizar la concentración de más de 62 metales diferentes en una solución.
• Los concentraciones de metales en las muestras se miden también por ella en el rango bajo de mg / l.
• Mide la radiación absorbida por átomos químicamente unidos.
• Se logra mediante el análisis de la energía transmitida relativa a la energía incidente en cada frecuencia.
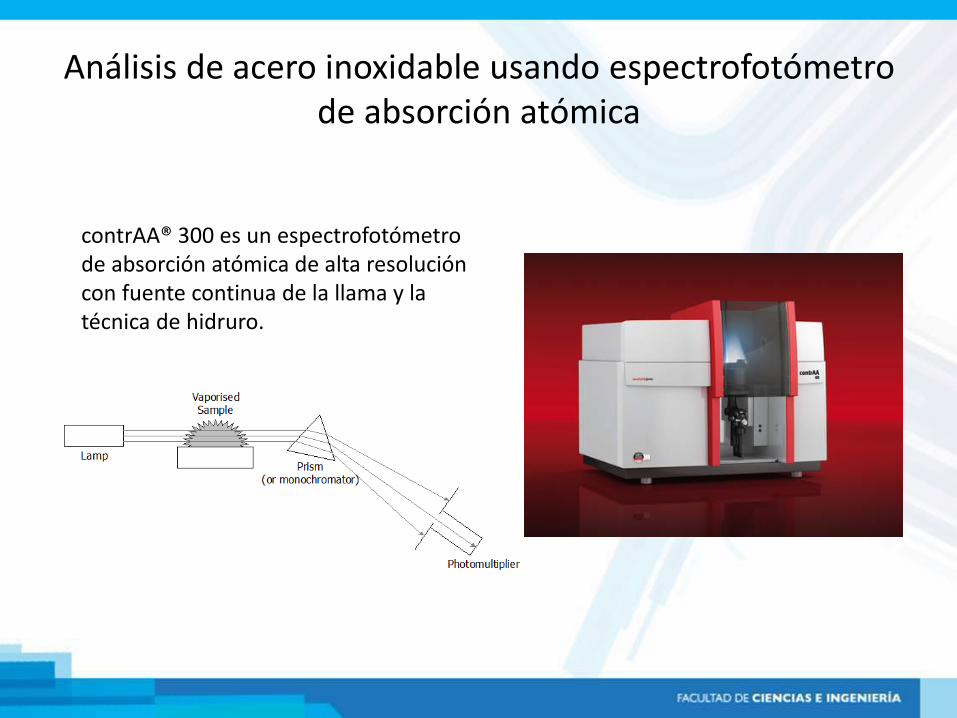
Análisis de acero inoxidable usando espectrofotómetro de absorción atómica
contrAA® 300 es un espectrofotómetro de absorción atómica de alta resolución con fuente continua de la llama y la técnica de hidruro.
Análisis de acero inoxidable usando acoplado inductivamente espectrómetro de emisión de plasma
• Es una técnica analítica utilizada para la detección de trazas de metales.
• Es un tipo de espectroscopia de emisión que utiliza el plasma acoplado inductivamente para producir átomos excitados y los iones que emiten radiación electromagnética a longitudes de onda característica de un elemento en particular.
• La intensidad de esta emisión es indicativo de la concentración del elemento dentro de la muestra.
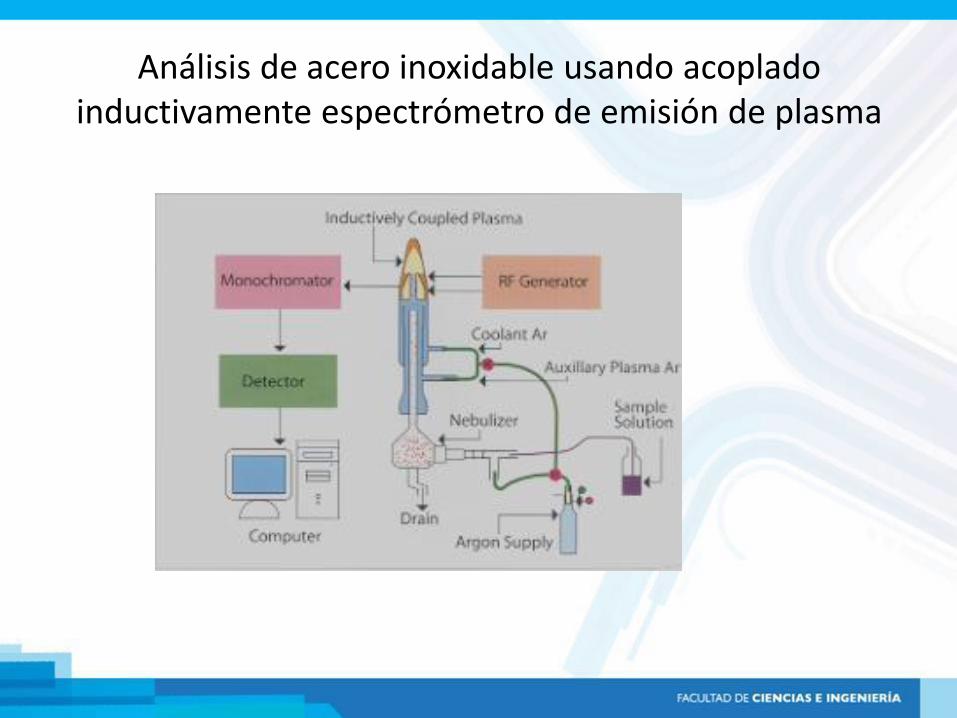
Análisis de acero inoxidable usando acoplado inductivamente espectrómetro de emisión de plasma
Análisis de acero inoxidable usando acoplado inductivamente espectrómetro de emisión de plasma
ICP-AES Espectrofotómetro de arcos
Ensayo de tracción
17
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Ensayo de tracción
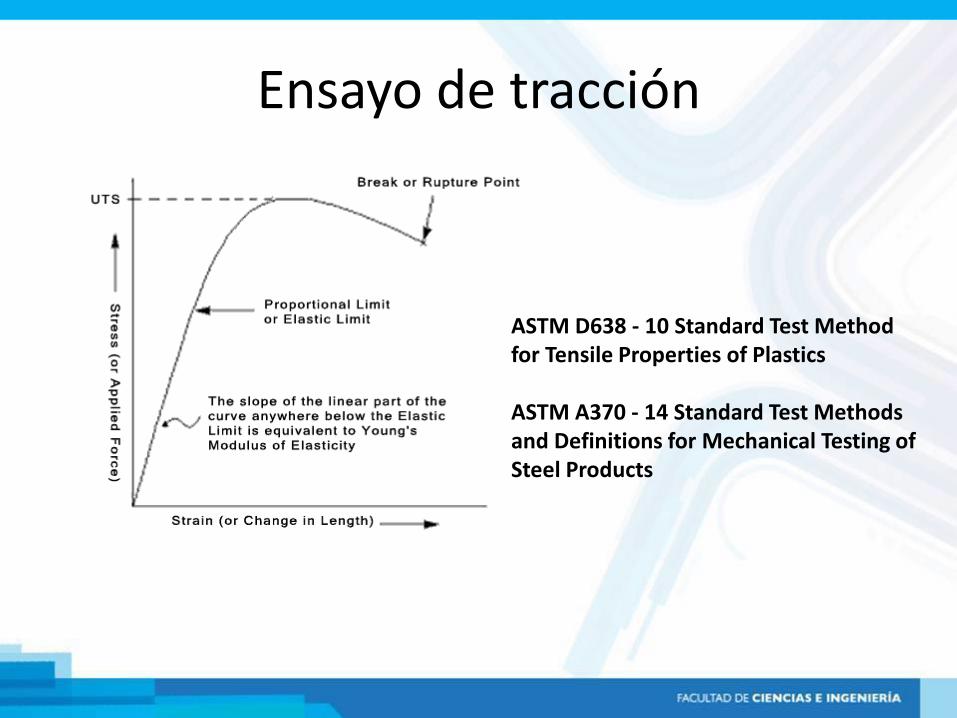
Ensayo de tracción
ASTM D638 - 10 Standard Test Method for Tensile Properties of Plastics ASTM A370 - 14 Standard Test Methods and Definitions for Mechanical Testing of Steel Products

Mordazas

Extensómetros
Ensayo de aplastamiento
22
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
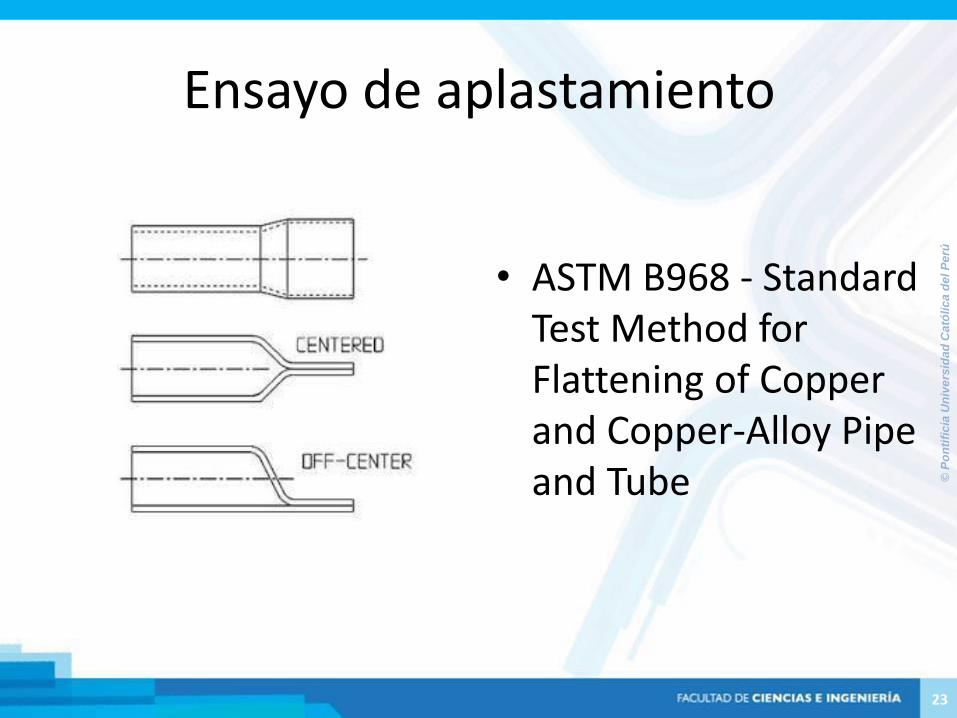
Ensayo de aplastamiento
• ASTM B968 - Standard Test Method for Flattening of Copper and Copper-Alloy Pipe and Tube
23
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Ensayo de aplastamiento
24
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
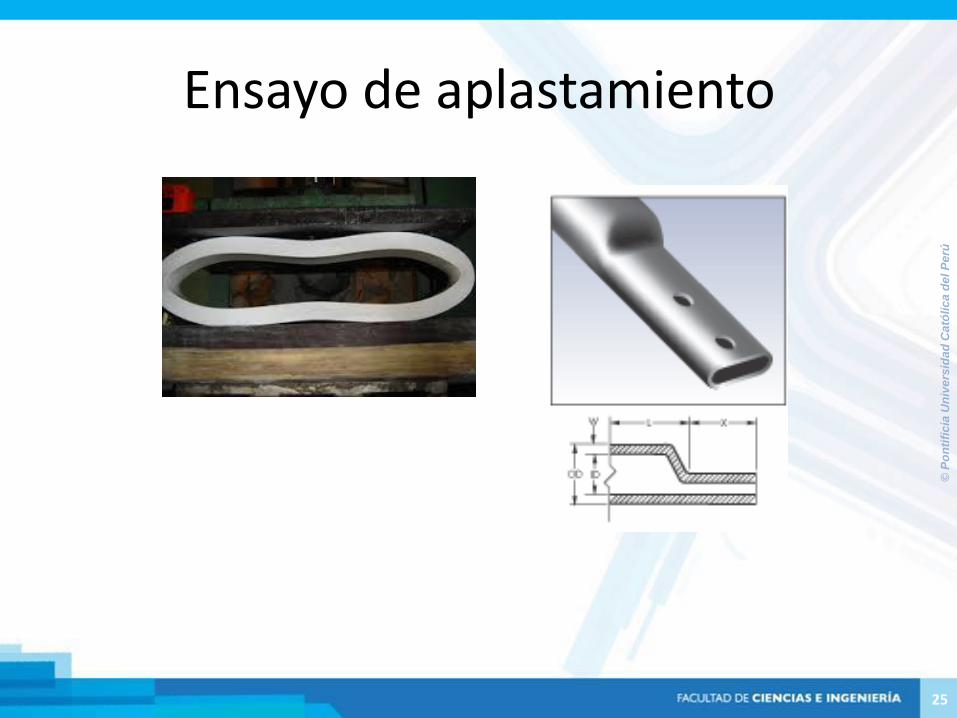
Ensayo de aplastamiento
25
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Ensayos hidrostáticos
26
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Pruebas de presión hidrostática
• Se usan para determinar y verificar la integridad de las líneas de tuberías
• Se usan para tratar de revelar las fallas o defectos en la instalación de las líneas de tuberías
• Se usan para validar un nivel aceptable de sobre presión respecto a la presión de diseño
• Se puede obtener gran variedad de información con este tipo de pruebas
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Parámetros
Las pruebas hidrostáticas requieren adoptar la combinación apropiada de los siguientes parámetros:
• Método • Presión • Duración • Longitud de la sección
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Consideraciones para la selección de parametros
• Material de la tubería • Diámetro de la tubería y presión de trabajo • Longitud de la sección de prueba • Duración de la prueba • Longitud de la sección • Magnitud de la presión de prueba • Presión límite de apoyo • Precisión de los equipos de medición • Cambios de temperatura en el ambiente • Presencia de pequeñas fugas en los equipos de
medición • Posibles fugas en la tubería
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Definiciones importantes
• SMYS: Specified minimum yield strength
• MOP: Maximum operating preassure - presión
máxima de operación.
• MAOP: Maximun allowable operating preasure – máxima presión permitible de operación
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Selección de la presión de prueba
• Generalmente la máxima presión hisdrostática de la prueba es 1.25 veces la presión nominal de operación y 1.5 veces la presión de diseño
• La norma ASME B31.4 requiere una presión de prueba 1.25 veces la MAOP para tuberías de acero
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Identificación de fallas
Se pueden identificar los siguientes tipos de fallas:
• Fallas presentes en el material • Agrietamiento por estrés y corrosión • Células activas de corrosión • Ubicación de puntos críticos que pueden
provocar fallas
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Identificación de fallas
No se pueden identificar los siguientes tipos de fallas:
• Fallas del material no-críticas, pero la prueba
influye en el comportamiento post prueba de este tipo de fallas
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Presión de tuberías
• Es importante determinar la correcta presión
de prueba para cada tubería con la finalidad de obtener los resultados deseados.
• Las líneas de tubería deben ser probadas a la presión máxima de operación (MOP) antes de ponerlas en funcionamiento.
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Presiones de prueba
• Existen códigos y regulaciones que indican seleccionar una presión de prueba menor a 72% del SMYS y en otros casos mayor al 80% del SMYS.
• Existen argumentos que sugieren probar las tuberías por encima del 100% del SMYS con la finalidad de reducir el costo de la construcción.
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
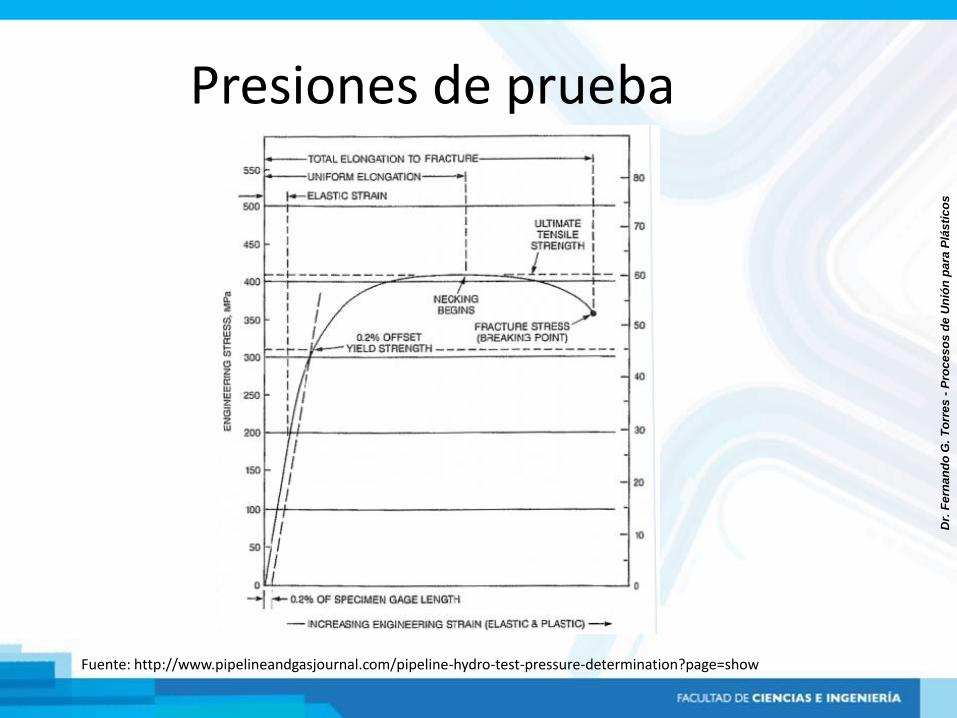
Presiones de prueba
Fuente: http://www.pipelineandgasjournal.com/pipeline-hydro-test-pressure-determination?page=show
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Medidas críticas de fallas
• La presión máxima de la prueba debe ser mayor a la máxima presión de operación (MOP).
• Los defectos sub-críticos no fallan en las pruebas de un solo tiempo, por lo que es necesario realizar una prueba de presión hidrostática continua manteniendo una presión 5-10% mayor que la MOP.
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
Reversión de presión
• Es un fenómeno que ocurre cuando un defecto no falla en un prueba a alta presión hidrostática pero falla a baja presión en un represurización subsecuente.
• Factores que provocan este fenómeno son la reducción del grosor de las paredes de la tubería y también la apretura de grietas.
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
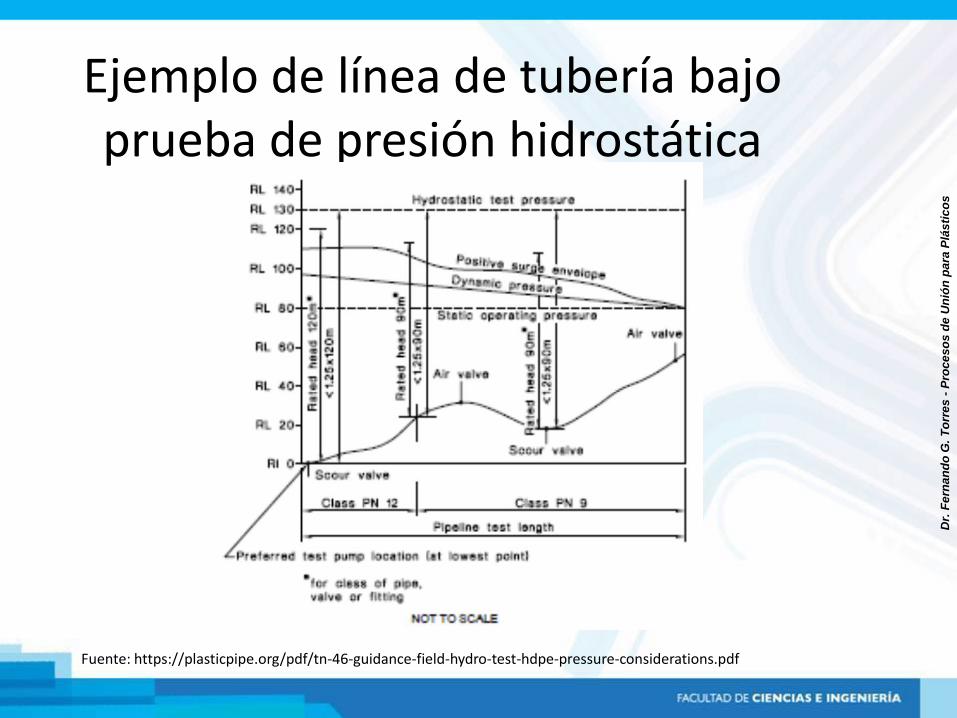
Ejemplo de línea de tubería bajo prueba de presión hidrostática
Fuente: https://plasticpipe.org/pdf/tn-46-guidance-field-hydro-test-hdpe-pressure-considerations.pdf
Dr.
Fe
rna
nd
o G
. T
orr
es
- P
roc
es
os
de
Un
ión
pa
ra P
lás
tic
os
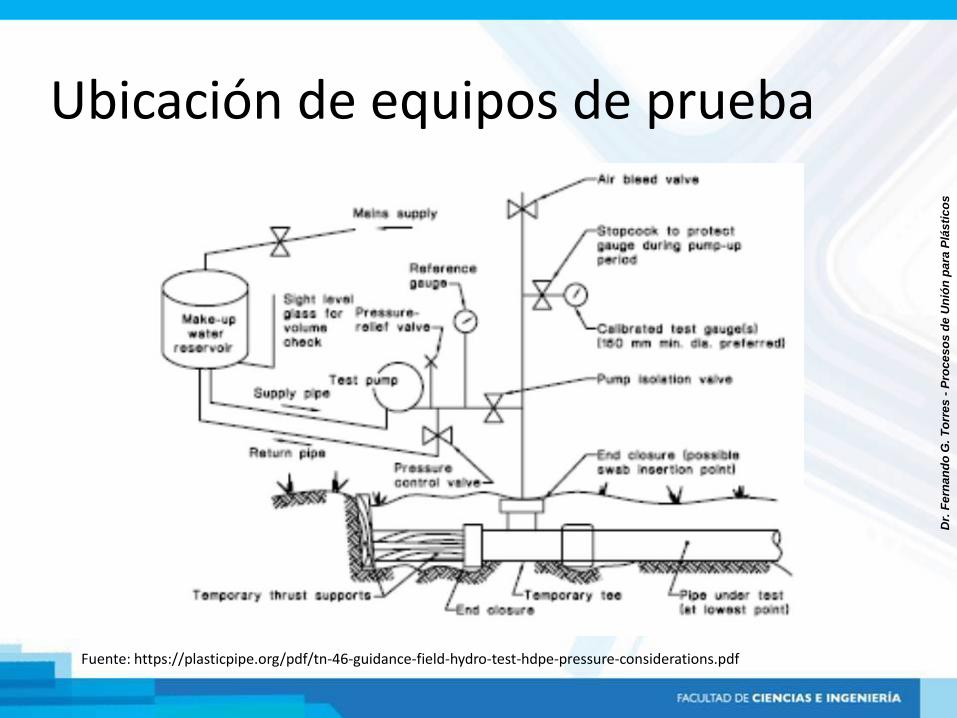
Ubicación de equipos de prueba
Fuente: https://plasticpipe.org/pdf/tn-46-guidance-field-hydro-test-hdpe-pressure-considerations.pdf
Ensayos en tuberías no metálicas
41
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Densidad
42
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
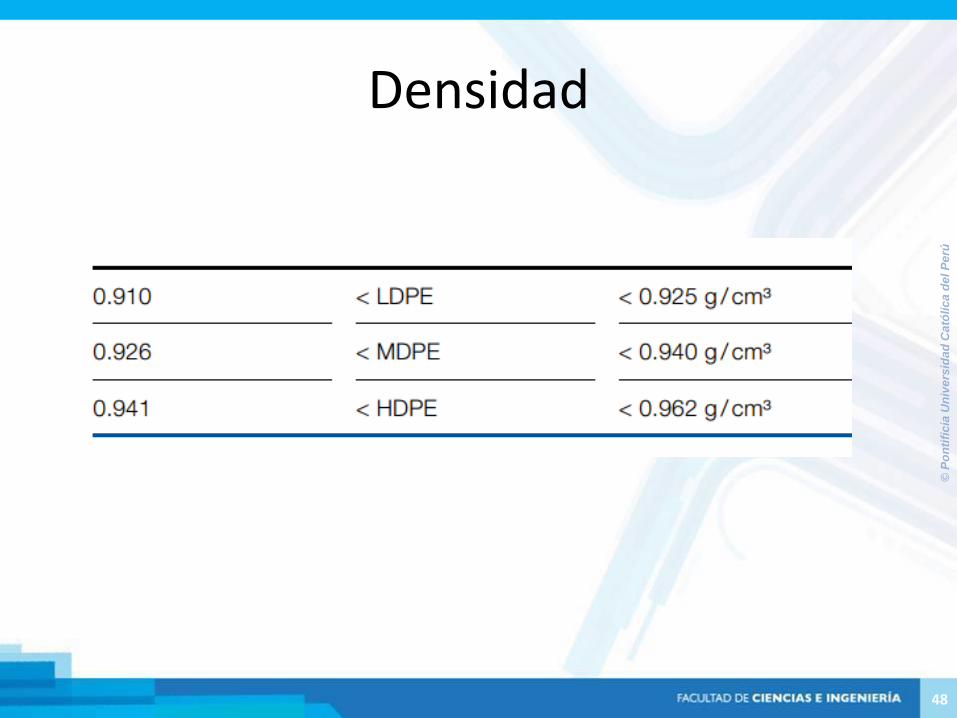
Densidad
• La densidad es la masa por unidad de volumen de un material.
• La gravedad específica es una medida de la proporción de masa de un volumen dado de material a 23 ° C en el mismo volumen de agua desionizada.
• Peso específico y densidad son relevantes porque el plástico se vende en un costo por kilo y una menor densidad o gravedad específica significa más material por peso.
43
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Densidad
• ISO 1183-1:2004 Plastics -- Methods for determining the density of non-cellular plastics -- Part 1: Immersion method, liquid pyknometer method and titration method
• Método A: método de inmersión.
• Método B: Método picnómetro líquido, para las partículas, polvos, copos, gránulos o trozos pequeños de piezas acabadas.
• Método C: método de titulación.
44
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
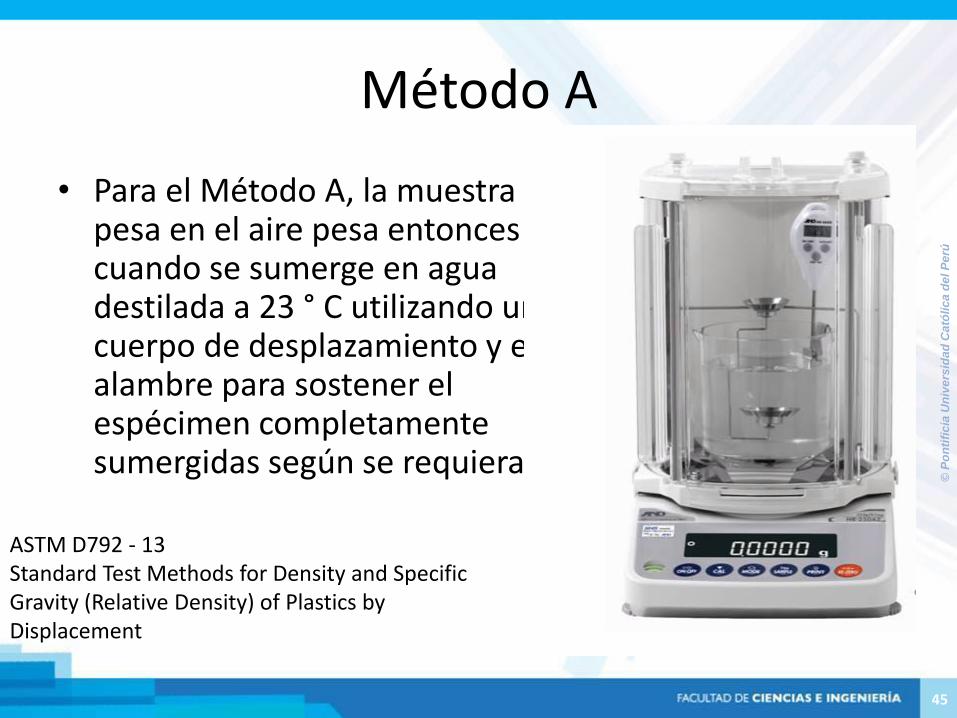
Método A
• Para el Método A, la muestra se pesa en el aire pesa entonces cuando se sumerge en agua destilada a 23 ° C utilizando un cuerpo de desplazamiento y el alambre para sostener el espécimen completamente sumergidas según se requiera.
45
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
ASTM D792 - 13 Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement

Método B
46
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
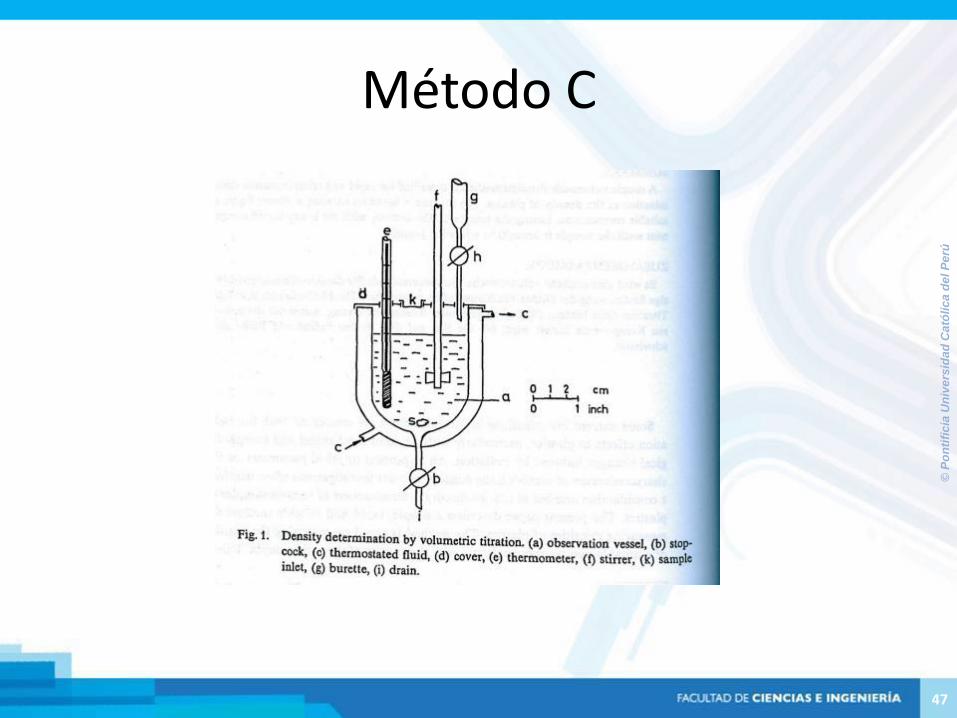
Método C
47
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Densidad
48
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Índice de fluidez
49
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
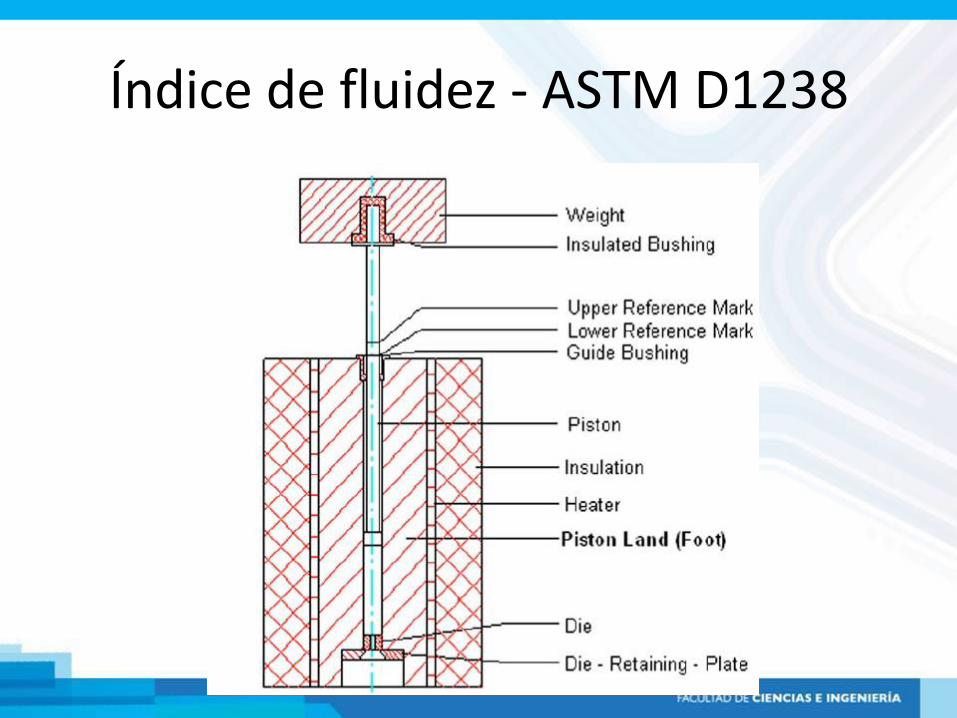
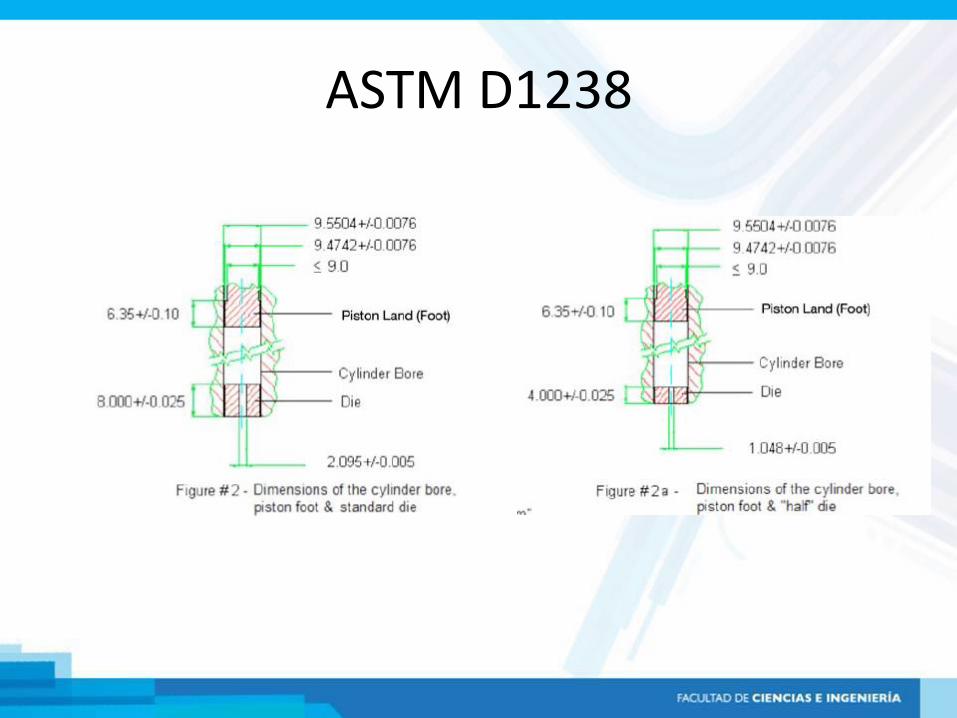
Índice de fluidez - ASTM D1238
ASTM D1238
ASTM D1238
ASTM D1238
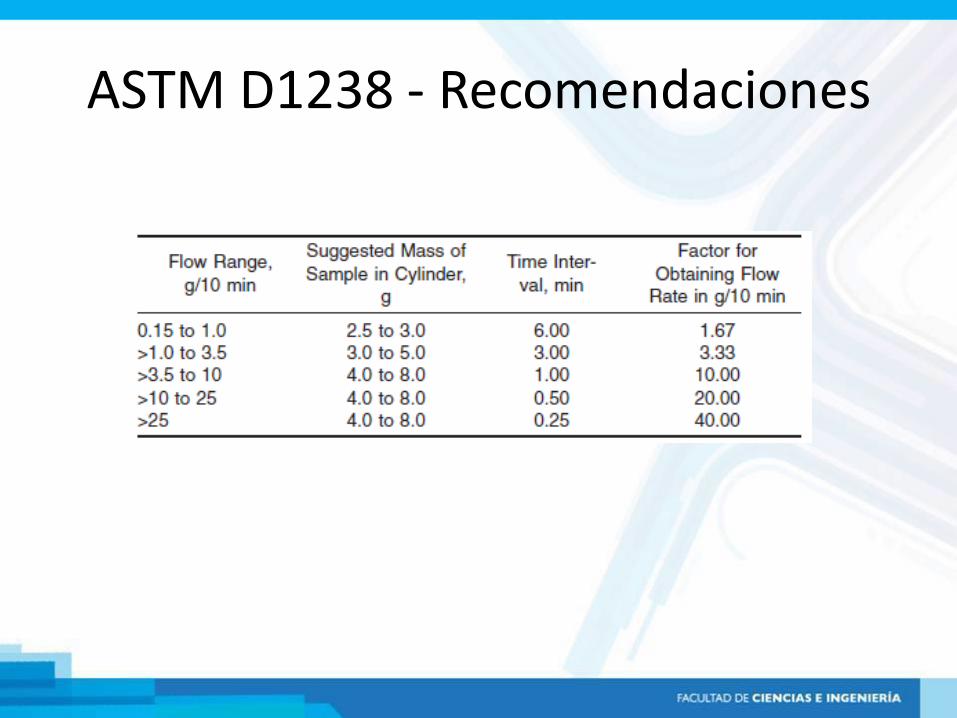
ASTM D1238 - Recomendaciones
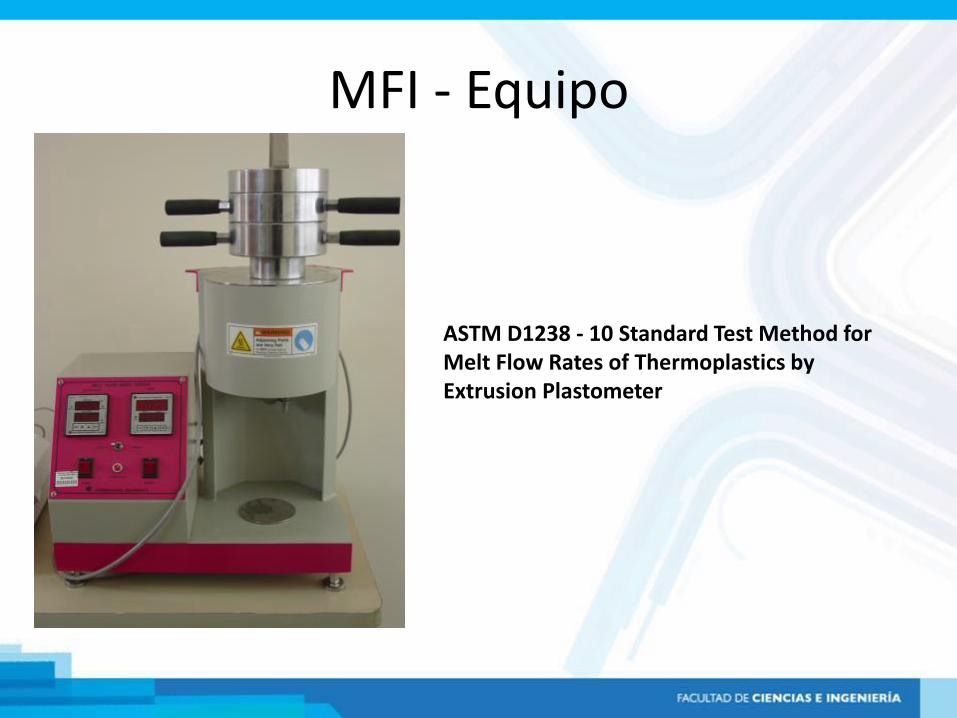
MFI - Equipo
ASTM D1238 - 10 Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer
MFI
• Para tuberías de PE el MFI debe ser menor de 0.7 g/ 10 min
• La variación luego de la extrusión debe ser menor al 20% (tubería – materia prima)
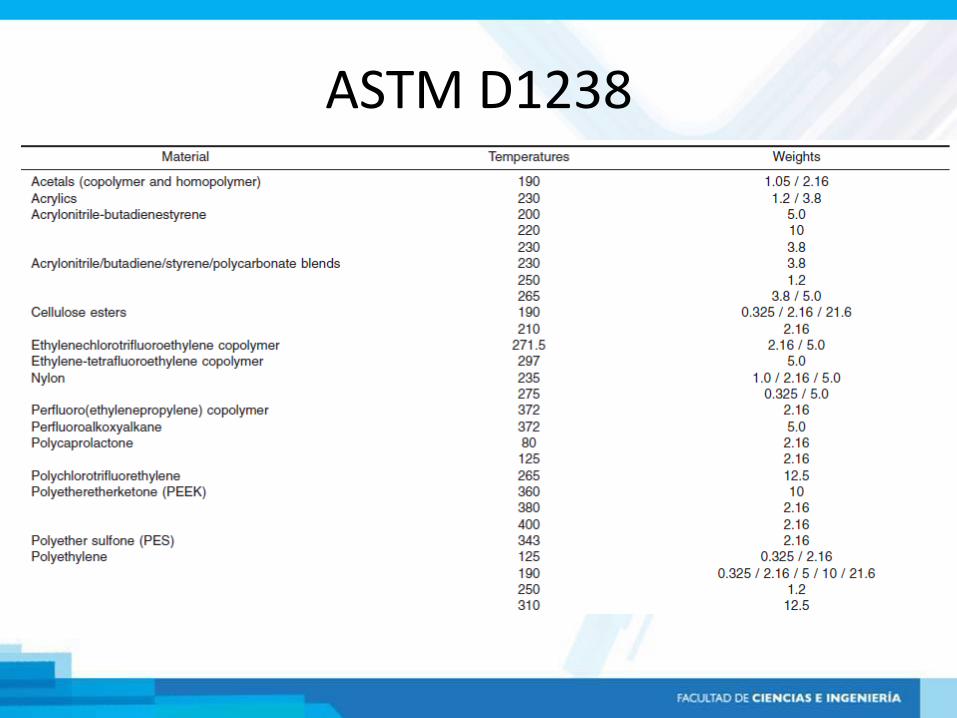
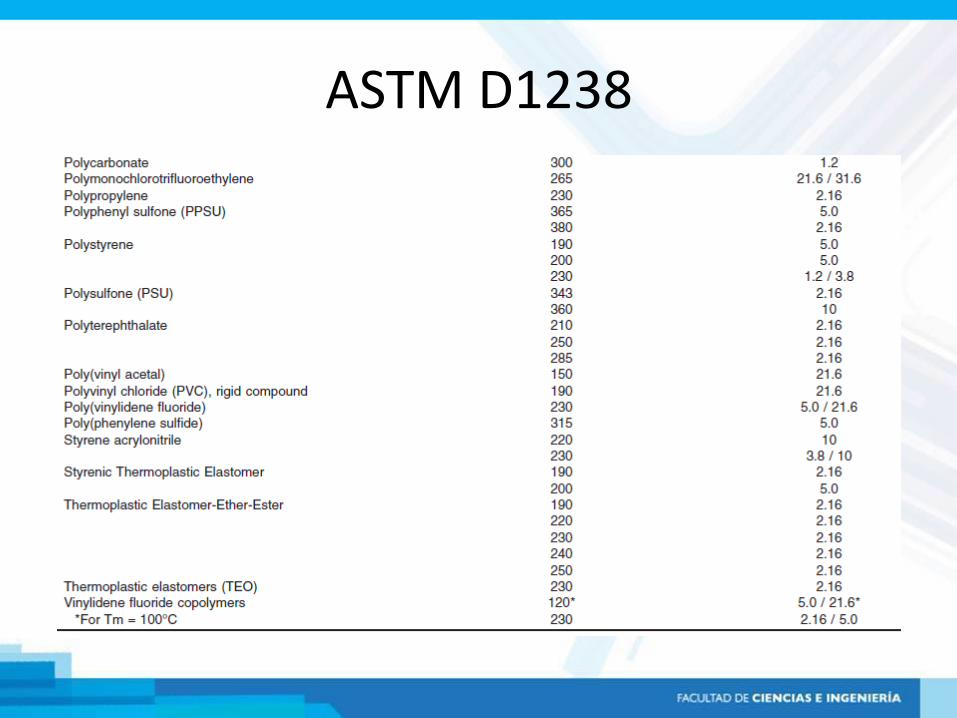
• Para HDPE se usan 190 C y 5kg. Para LDPE se usan 2.16 kg.
56
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Tiempo de oxidación inductiva
57
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Tiempo de Oxidación Inductiva (OIT)
58
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
El OIT indica el contenido de antioxidante en una tubería. Debe ser de al menos 20 minutos a 200 C
ASTM D3895-07 Standard Test Method for Oxidative-Induction Time of Polyolefins by Differential Scanning Calorimetry
ISO 11357 Plastics — Differential scanning calorimetry (DSC) — Part 6: Determination of oxidation induction time (isothermal OIT) and oxidation induction temperature (dynamic OIT)
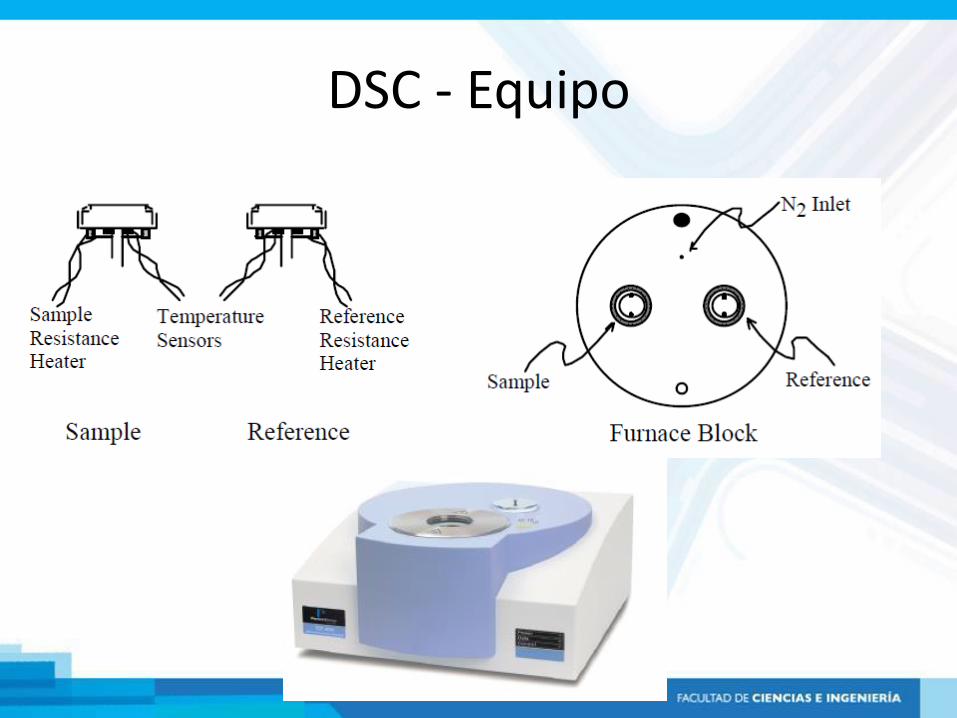
DSC - Equipo
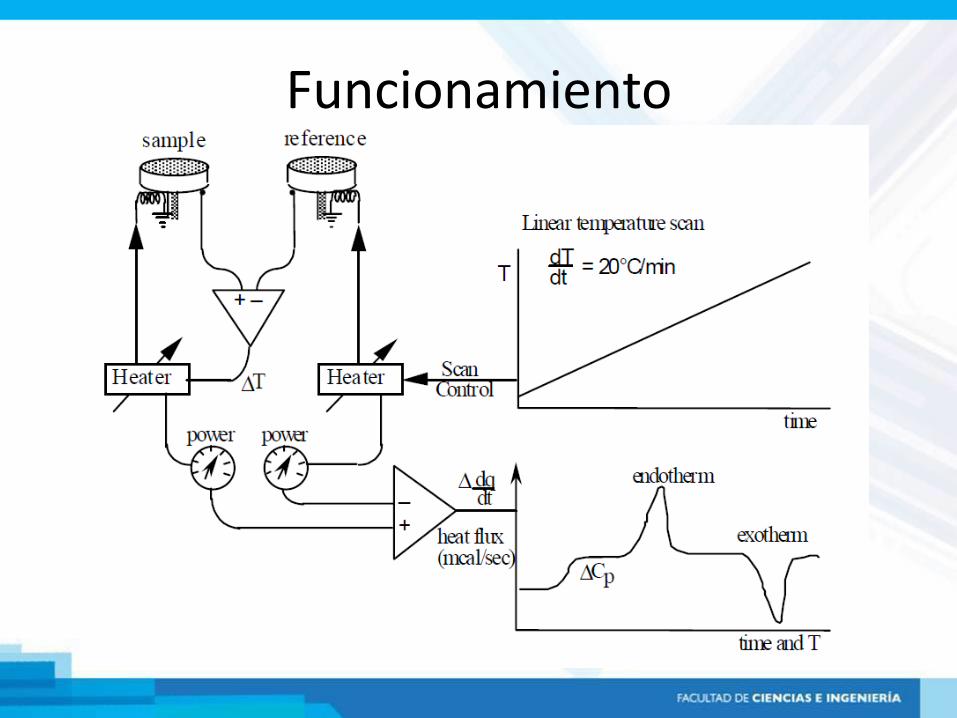
Funcionamiento
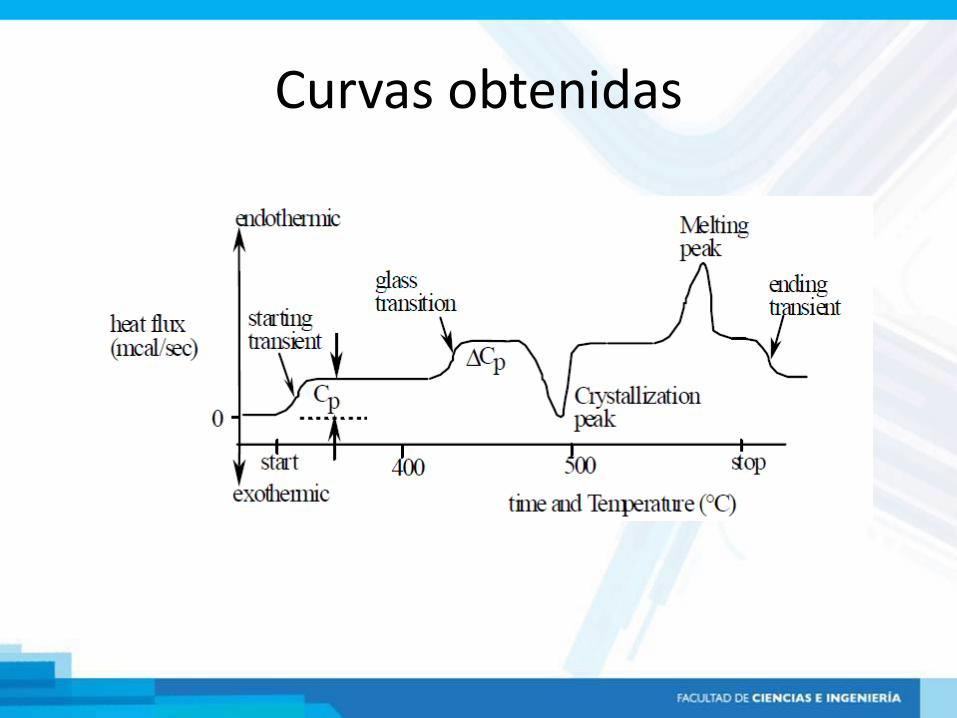
Curvas obtenidas
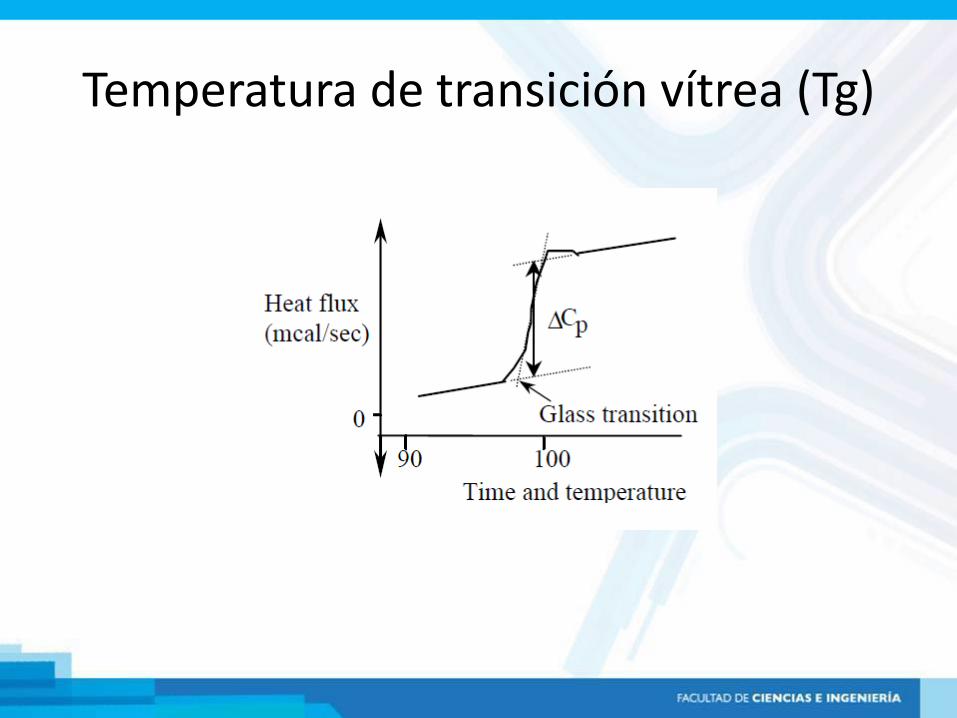
Temperatura de transición vítrea (Tg)
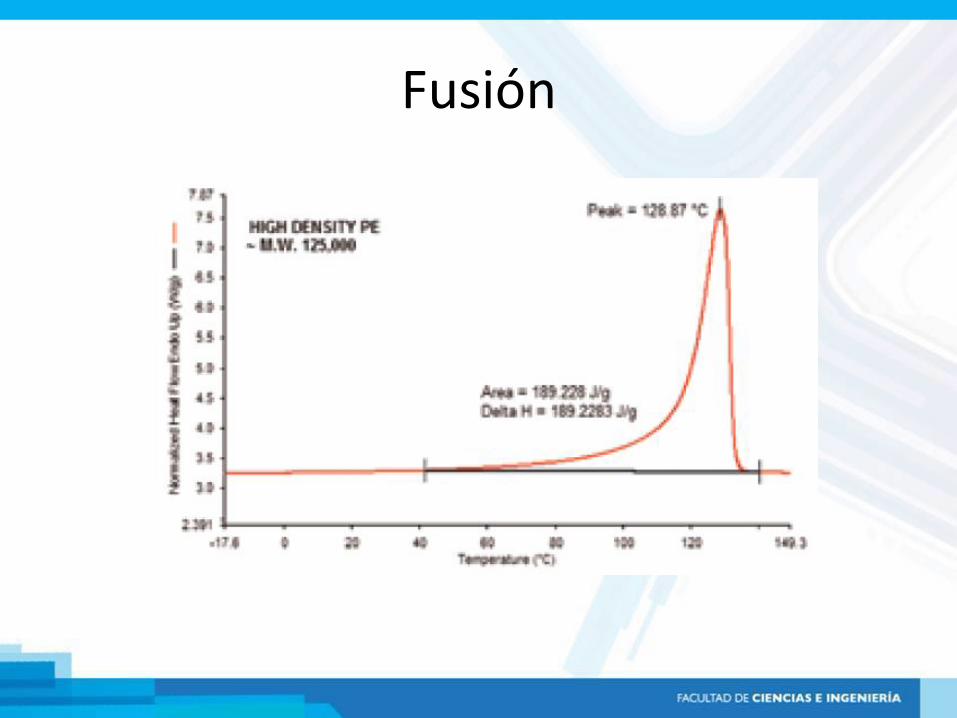
Fusión
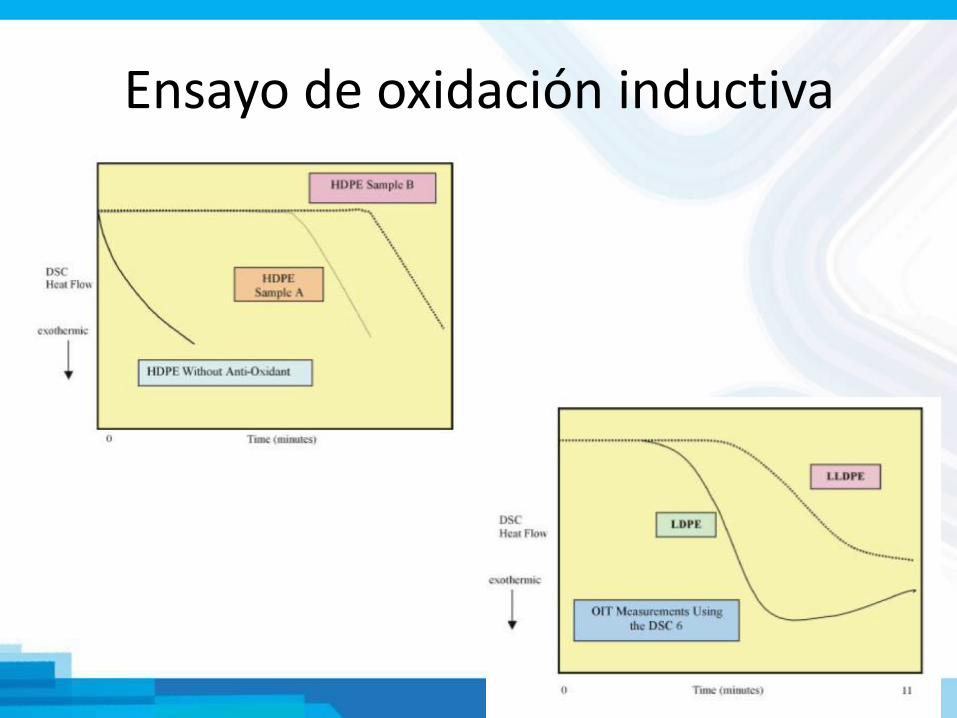
Ensayo de oxidación inductiva
Contenido de negro de humo
65
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Contenido de negro de humo
66
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
El negro de humo es el único pigmento para tuberías negras. El negro de humo aumenta la resistencia a los UV. El negro de humo disminuye las propiedades mecánicas. El contenido de negro de humo debe estar por debajo de 2-2.5%
ASTM D1603 – 14 Standard Test Method for Carbon Black Content in Olefin Plastics ISO/NP 6964 Polyolefin pipes and fittings -- Determination of carbon black content by calcination and pyrolysis -- Test method and basic specification
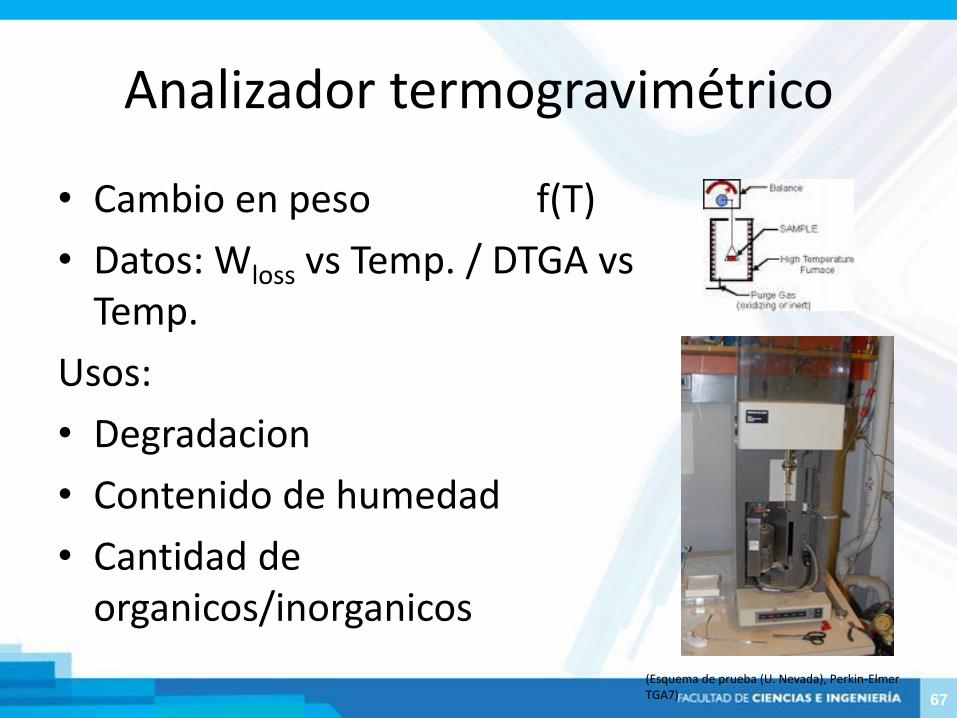
Analizador termogravimétrico
• Cambio en peso f(T)
• Datos: Wloss vs Temp. / DTGA vs Temp.
Usos:
• Degradacion
• Contenido de humedad
• Cantidad de organicos/inorganicos
(Esquema de prueba (U. Nevada), Perkin-Elmer TGA7) 67

Accesorios de enfriamiento
Chiller
Intracooler
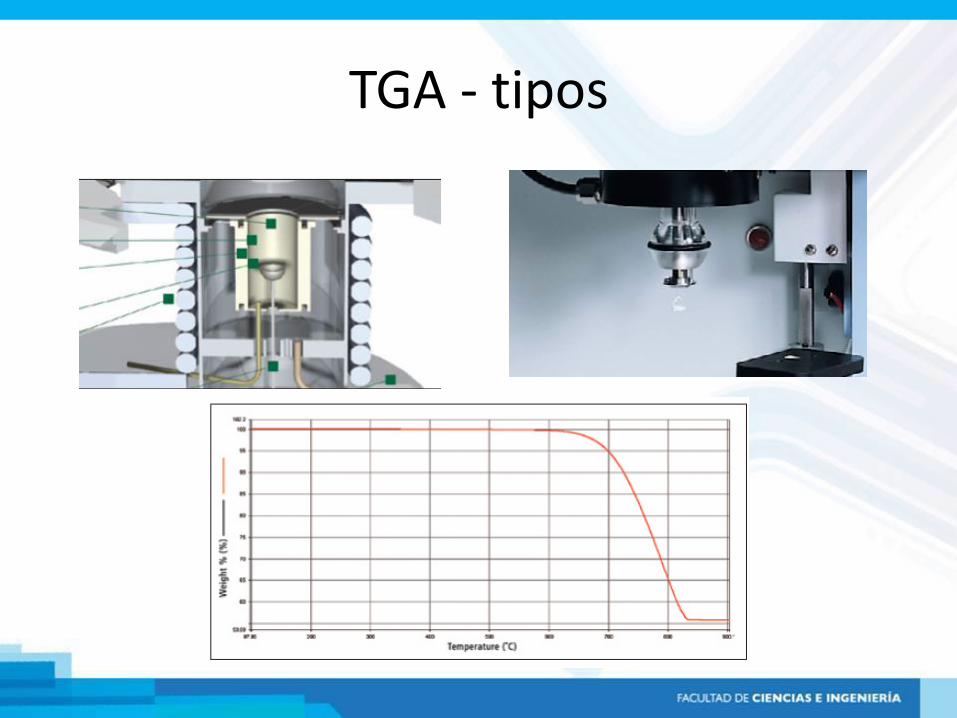
TGA - tipos
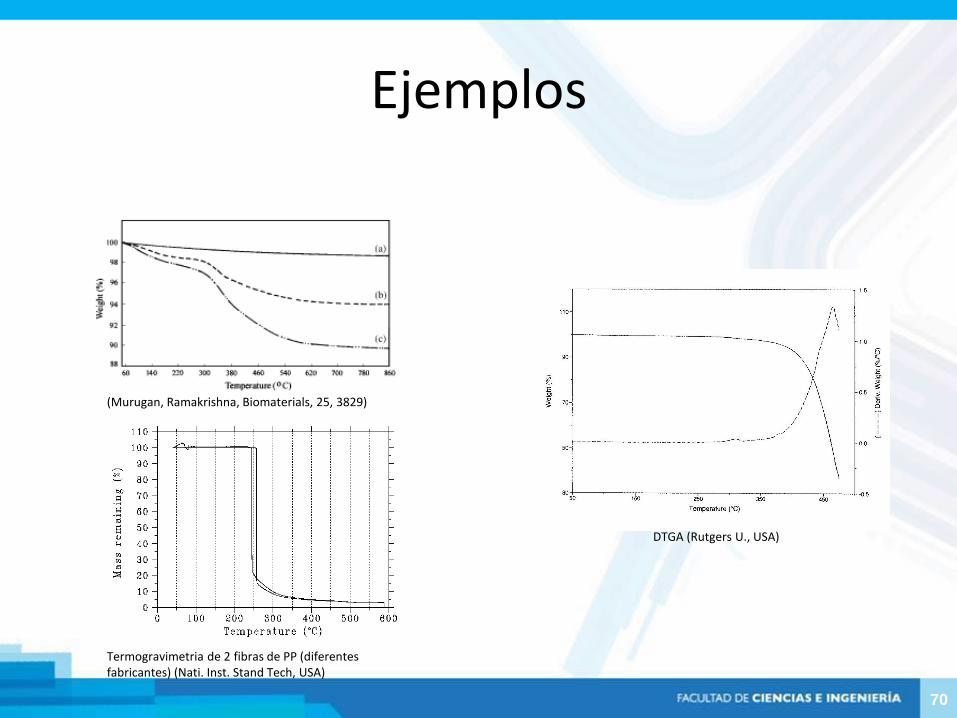
Ejemplos
(Murugan, Ramakrishna, Biomaterials, 25, 3829)
Termogravimetria de 2 fibras de PP (diferentes fabricantes) (Nati. Inst. Stand Tech, USA)
DTGA (Rutgers U., USA)
70
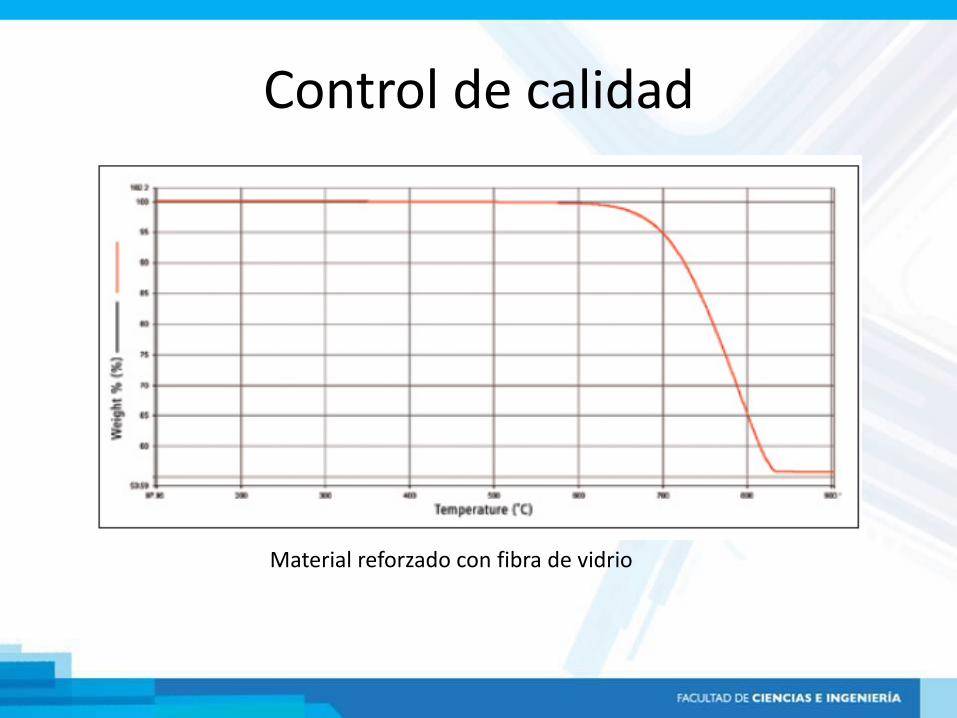
Control de calidad
Material reforzado con fibra de vidrio
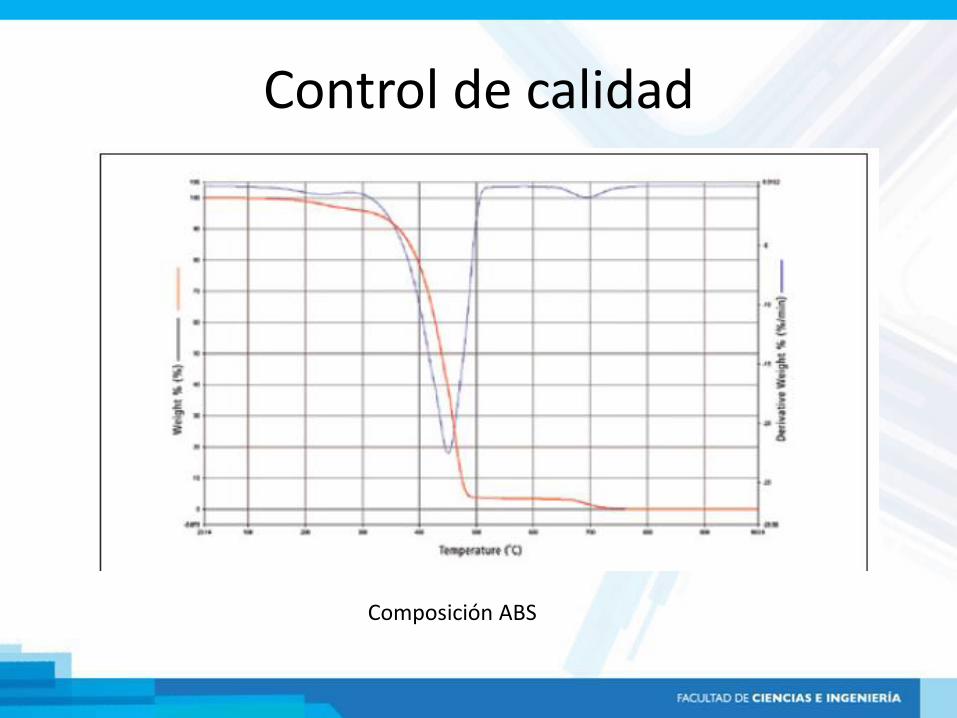
Control de calidad
Composición ABS
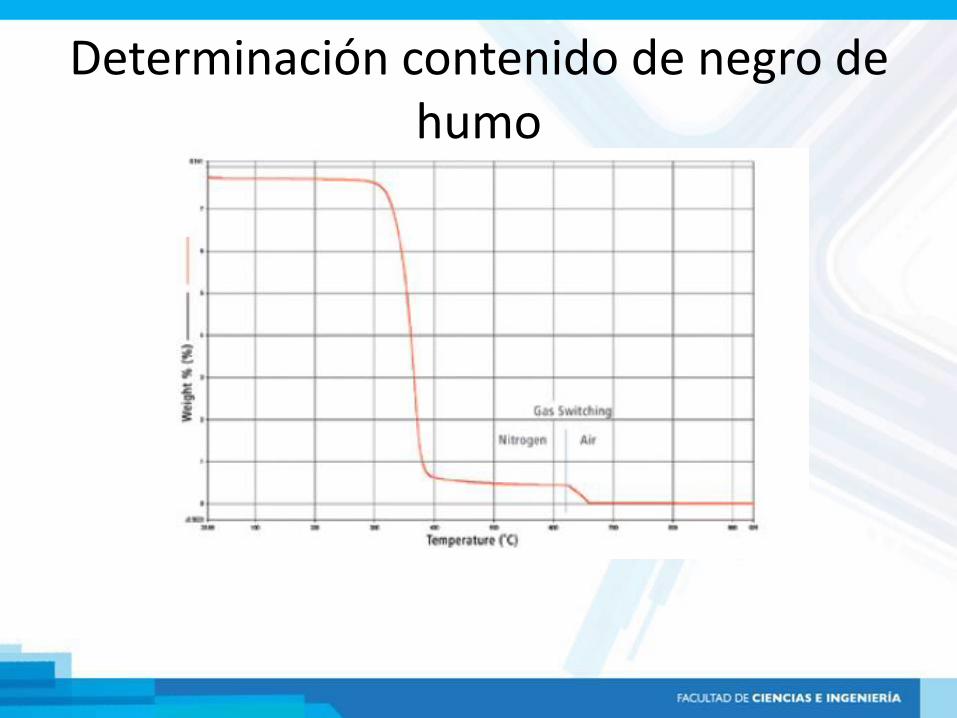
Determinación contenido de negro de humo

Dispersión de negro de humo y pigmentos
• Si durante el procesamiento del compounding el negro de humo no se mezcla bien con el PE, se aglomera
74
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Contenido de volátiles y contenido de humedad
75
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Contenido de volátiles
• Dependiendo de la eficiencia del proceso Ziegler-Nata cuando se sintetiza el PE sintetiza, algunos disolventes o volátiles inactivados pueden quedar en el PE
• Podrían llegar a la superficie de la tubería durante la producción
• El contenido volátil no podrá ser superior a 350 mg / kg después de evaporación 1 hora en un horno a 105 ° C.
76
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
BS EN 12099-1997 Plastics piping systems - Polyethylene piping materials and components - Determination of volatile content
Contenido de humedad • Debido al negro de carbono, el
compound de PE es capaz de absorber agua.
• Si por cualquier razón las materias primas se almacenan durante un largo período de tiempo, la absorción de agua puede aumentar
• Esto puede causar algunos problemas de procesamiento: cavidades o burbujas en la pared o en la superficie de la tubería.
• El contenido de agua no debe ser mayor de 300 mg / kg.
77
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
BS EN 12118:1998, BS 2782-11:Method 1103C:1998 Plastics piping systems. Determination of moisture content in thermoplastics by coulometry ASTM D6869 - 03(2011) Standard Test Method for Coulometric and Volumetric Determination of Moisture in Plastics Using the Karl Fischer Reaction (the Reaction of Iodine with Water) ISO 15512:2008 Plastics -- Determination of water content

Reversión longitudinal
78
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

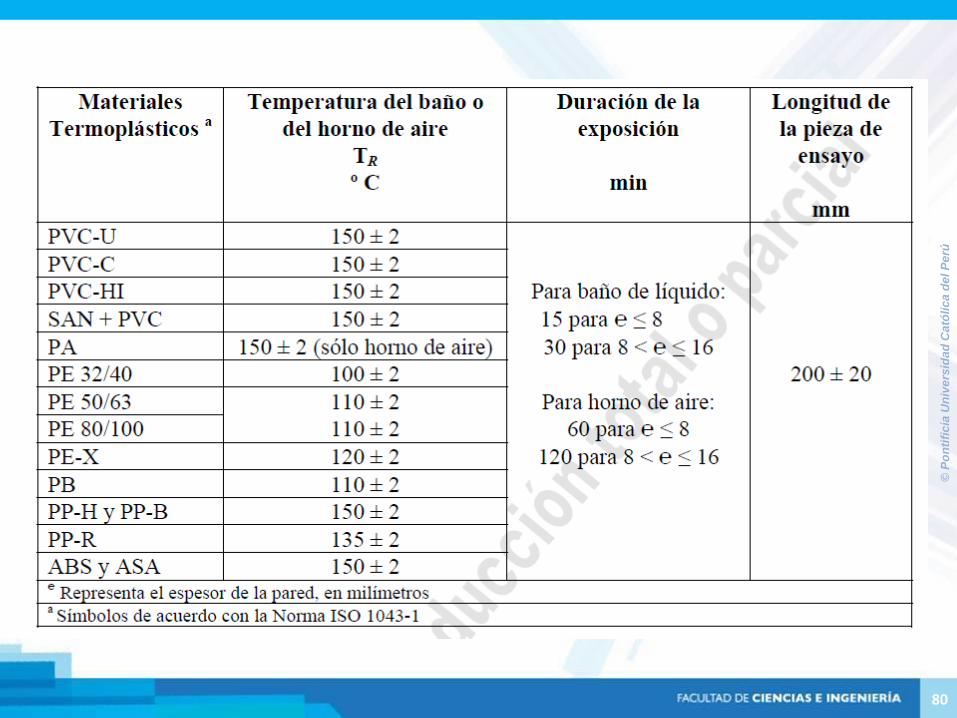
Reversión longitudinal • Durante esta prueba, las
muestras se colocan en un horno con aire caliente (110 ± 2 ° C) durante al menos 60 min (dependiendo en el espesor de la pared de la tubería)
• Se calcula la disminución de la longitud de la muestra en comparación con la longitud original.
• Después de la exposición térmica y después de enfriar la longitud de muestra de tubería será más corta. Esto podría dar lugar al cambio en la redondez de los tubos instalados.
79
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
ISO 2505:2005 Thermoplastics pipes -- Longitudinal reversion -- Test method and parameters
80
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
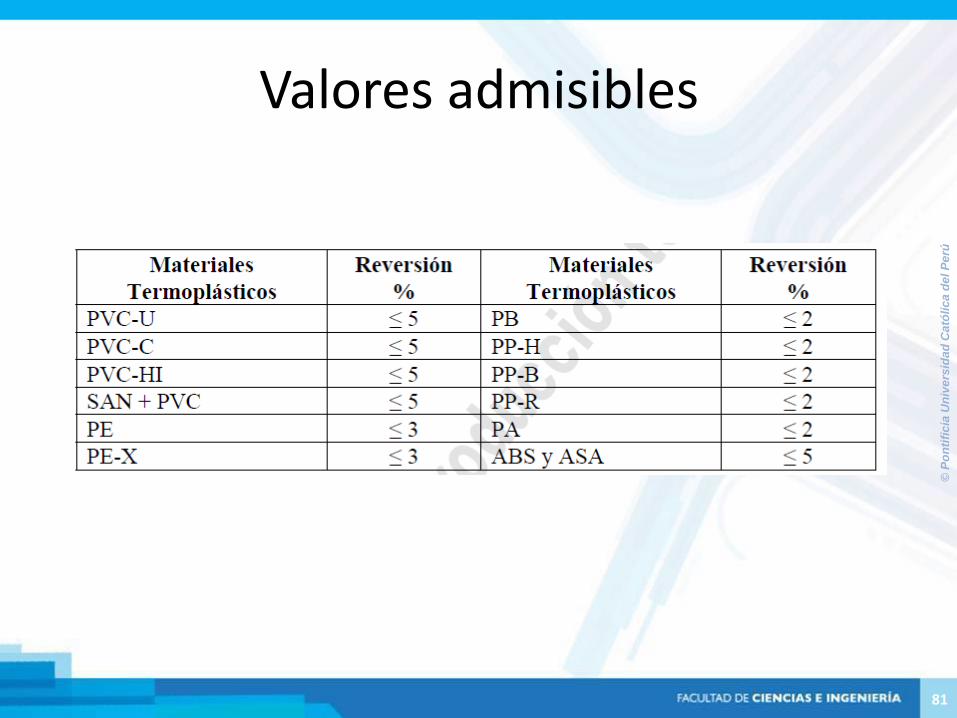
Valores admisibles
81
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Tuberías corrugadas
82
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Tuberías corrugadas
• Rigidez
• Creep
• Flexibilidad
83
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Ensayos en tuberías de PVC
84
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Densidad aparente (bulk density)
85
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
Un embudo se suspende por encima de un medidor cilíndrico. El embudo se llena con una muestra del material que se deja fluir libremente en el cilindro de medición. El exceso de material en la parte superior del cilindro de medición es retirado. Se pesa para determinar la densidad aparente.

Velocidad de flujo
• ASTM D1895
86
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú

Punto de ablandamiento VICAT
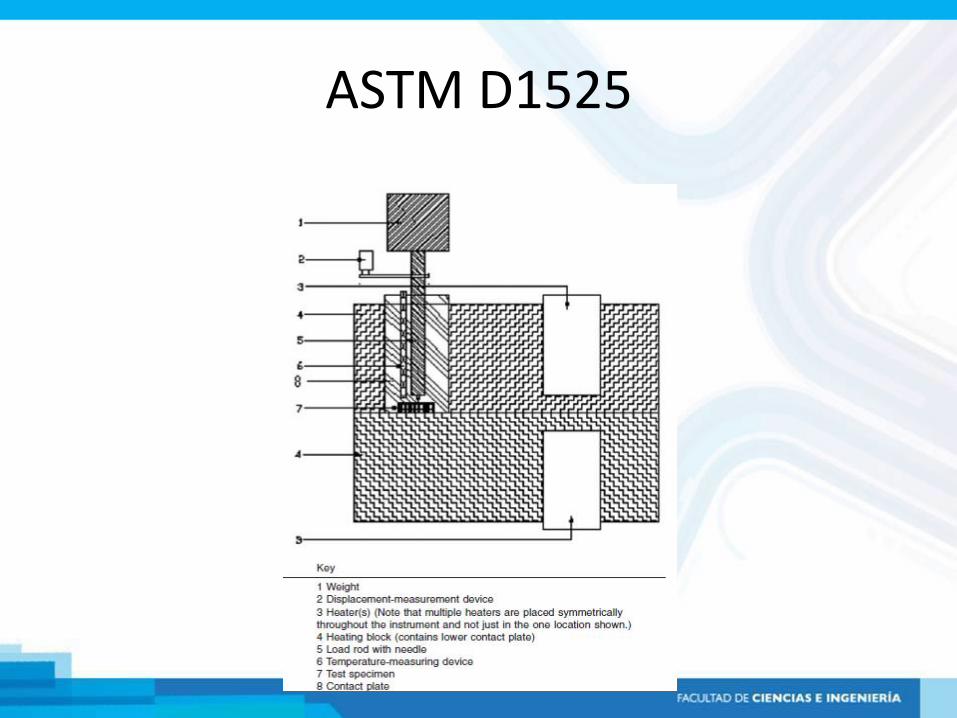
ASTM D1525 - 09 Standard Test Method for Vicat Softening Temperature of Plastics
Una aguja de 1mm2 penetra 1mm
Punto de ablandamiento VICAT
• La aguja plana (1mm2) se pone en contacto con el material. La masa aplicada puede ser: – 10 N (Carga 1)
– 50 N (Carga 2)
• Se calienta la aguja y la muestra a: – 50 °C/h (Método A)
– 10 °C/h (Método B)
• La temperatura a la cual la aguja penetra 1mm se registra como la temperatura de ablandamiento VICAT
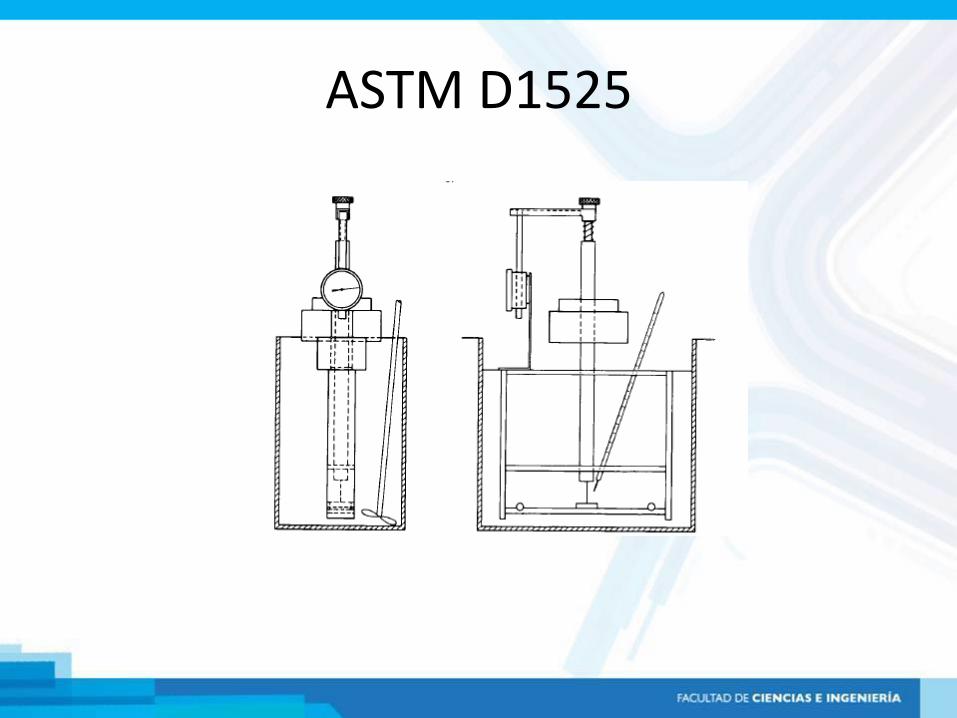
ASTM D1525
ASTM D1525

Resistencia a Diclorometano
91
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
EN 580

Valor-k
92
© P
on
tifi
cia
Un
ive
rsid
ad
Cató
lic
a d
el P
erú
ISO 1628





























