Embed Size (px)
Citation preview
http://jcm.sagepub.com/Materials
Journal of Composite
http://jcm.sagepub.com/content/45/2/219The online version of this article can be found at:
DOI: 10.1177/0021998310373520
2011 45: 219 originally published online 1 September 2010Journal of Composite MaterialsH.P.S. Abdul Khalil, M.R. Nurul Fazita, M. Jawaid, A.H. Bhat and C.K. Abdullah
Empty Fruit Bunches as a Reinforcement in Laminated Bio-composites
Published by:
http://www.sagepublications.com
On behalf of:
American Society for Composites
can be found at:Journal of Composite MaterialsAdditional services and information for
http://jcm.sagepub.com/cgi/alertsEmail Alerts:
http://jcm.sagepub.com/subscriptionsSubscriptions:
http://www.sagepub.com/journalsReprints.navReprints:
http://www.sagepub.com/journalsPermissions.navPermissions:
http://jcm.sagepub.com/content/45/2/219.refs.htmlCitations:
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
Empty Fruit Bunches as a Reinforcementin Laminated Bio-composites
H. P. S. ABDUL KHALIL,* M. R. NURUL FAZITA, M. JAWAID, A. H. BHAT
AND C. K. ABDULLAH
Division of Bioresource Technology, School of Industrial Technology, Universiti Sains
Malaysia, 11800 Penang, Malaysia
ABSTRACT: In this article, we study laminated bio-composites that were reinforcedwith empty fruit bunches. Five-ply veneer laminated bio-composites were preparedby alternately arranging oil palm trunk veneer and empty fruit bunch mat.Composites were made with a gluing layer of 250 or 450 g/m2 of phenol formalde-hyde. The mechanical, physical, and thermal (TGA) properties of the composite werestudied. Results indicated an improvement in mechanical, physical, and thermalproperties of the laminated bio-composites with the use of empty fruit bunches asreinforcement. The water absorption and thickness swelling of laminated bio-com-posites that were reinforced with empty fruit bunches were better than bio-compo-sites not reinforced with empty fruit bunches. Laminated bio-composites with the useof empty fruit bunch as reinforcement showed better bending strength, bendingmodulus, and screw withdrawal. Thermal stability for laminated bio-compositeswith empty fruit bunch also improved. Images taken with a scanning electron micro-graph indicated an improvement in the fiber�matrix bonding for the laminated panelglued with 450 g/m2 of phenol formaldehyde.
KEY WORDS: laminated bio-composites, oil palm trunk veneer, empty fruitbunch.
INTRODUCTION
THE OIL PALM (Elaeis guineensis Jacq.) tree cultivation in Malaysia originated fromWest Africa where it was growing wild and later developed into an agricultural crop.
The oil palm is a tropical palm tree therefore it can be cultivated easily in Malaysia. Thefirst commercial oil palm estate in Malaysia was set up in 1917 at Tennamaran Estate,Selangor [1]. Oil palm industries in Malaysia generate about 90 million tonnes of renew-able biomass (trunks, fronds, shells, palm press fiber and empty fruit bunches) per year,including about 8.2 million tonnes of oil palm trunks, 12.9 million tonnes of pruned andfelled fronds, and 15.8 millions tonnes of oil palm empty fruit bunches (EFB) [1,2]. The oil
*Author to whom correspondence should be addressed. E-mail: [email protected]
Journal of COMPOSITE MATERIALS, Vol. 45, No. 2/2011 219
0021-9983/11/02 0219�18 $10.00/0 DOI: 10.1177/0021998310373520� The Author(s), 2011. Reprints and permissions:http://www.sagepub.co.uk/journalsPermissions.nav
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
palm biomass (OPB) is classified a lignocellulosic residues that typically contain 50%cellulose, 25% hemicellulose, and 25% lignin in their cell wall [2]. These excess materialshave the potential to be used as raw materials in wood-based industries. As such, the oilpalm industry must be prepared to take advantage of the situation and utilize the availablebiomass in the best possible manner [3].
A lot of construction material consists of engineered wood products. As such, theintrinsic variability is stabilized, precise specifications are met, and by-products of woodmanufacturing can be processed. An important representative of this group of materials isplywood showing excellent physical and mechanical properties [4]. Conventional plywoodconsists of a flat panel built from sheets of veneer referred to as plies. Multiple plies areplaced under pressure with a bonding agent, producing a panel with an adhesive bondbetween plies as strong as, or stronger, than wood. Plywood is assembled from anodd number of layers, with the grains of adjacent layers arranged in a perpendicularfashion [5]. More recently, new innovative bio-composite products based on naturalfibers, such as agricultural fibers or residues, or wood with natural fiber laminates, havebeen introduced in the market and directly compete with traditional wood composites [6].
The first wood adhesive matrix material used in the mass production of plywood panelswas phenol formaldehyde (PF). Phenol formaldehyde is widely used in applications thatrequire stability in severe weather conditions, such as plywood for exterior construction [7].Despite the emergence of several new classes of thermosets, high-performance polymersand several other new generation materials that are superior in some respects, phenolicresins retain industrial and commercial interest a century after their introduction. Thisrecognition emerges from the fact that these resins have several desirable characteristics,such as superior mechanical strength, heat resistance and dimensional stability as well ashigh resistance against various solvents, acids, and water. They are inherently flame resis-tant, and evolve low smoke upon incineration [8]. PF type adhesives are environmentallyacceptable because of the negligible formaldehyde emission. They are structurally durable,provide high quality wood bonding, and are suitable for use under all climatic conditions.However, conventional PF adhesives are slow curing, require higher curing temperature,and are less tolerant to variations in anatomical features and wood substrate [9].Phenol�formaldehyde adhesives are used to glue the veneer plies of exterior-grade ply-wood panels, the flakes of oriented strandboard (OSB) panels and particleboards panels.PF resins provide high strength and are extremely resistant to moisture, which preventsdelamination and gives excellent temperature stability and low initial viscosity. This is inpart due to the more flexible nature of phenolic resins [10].
There is currently considerable research concerning the use of oil palm biomass as thestructural component in various products, with results showing that these materials havethe potential to replace traditional wood and fiber derived from forests. Previous workusing laminated bio-composites made from only oil palm trunk veneer did not achievesatisfactory properties. Therefore, we investigate the properties of experimental low matrixbio-composites using oil palm trunk veneer reinforced with oil palm empty fruit bunches ina phenol�formaldehyde matrix in this study. Among the other oil palm fiber residues,OPEFB offers the best prospect for commercial exploitation since it is readily available atthe palm oil mill which can minimize transportation and procurement costs. In Malaysia,OPEFB is one of the biomass materials, which is a by-product from the palm oil industry.This OPEFB has high cellulose content and has potential as natural fiber resources, buttheir applications account for a small percentage of the total biomass productions. Severalstudies showed that OPEFB of oil palm with the average of cellulose content of 49�65%
220 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
has the potential to be an effective reinforcement in thermoplastics and thermosettingmaterials [11,12]. In this study, the physical, mechanical, and thermal properties of thislaminated bio-composite were evaluated.
EXPERIMENTAL
Materials
Phenol formaldehyde was supplied by Hexion Specialty Chemicals Sdn. Bhd. Oil palmempty fruit bunch fiber (OPEFB) mats were obtained from Ecofuture Berhad. Oil palmtrunk (OPT) veneer was supplied by Kin Heng Timbers Industries Sdn. Bhd., Perak,Malaysia.
Preparation of Laminated Bio-composites
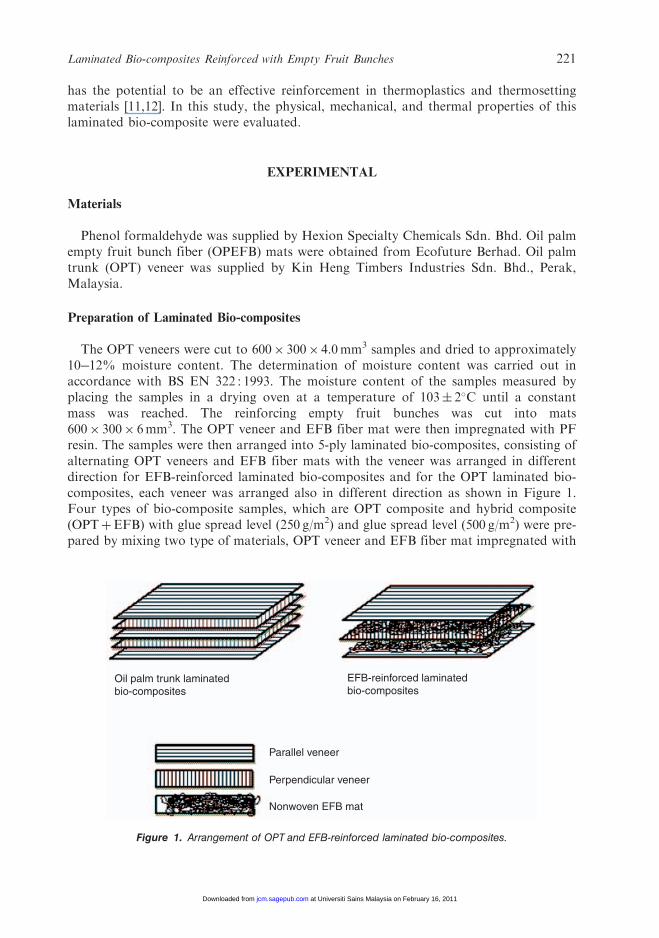
The OPT veneers were cut to 600� 300� 4.0mm3 samples and dried to approximately10�12% moisture content. The determination of moisture content was carried out inaccordance with BS EN 322 : 1993. The moisture content of the samples measured byplacing the samples in a drying oven at a temperature of 103� 2�C until a constantmass was reached. The reinforcing empty fruit bunches was cut into mats600� 300� 6mm3. The OPT veneer and EFB fiber mat were then impregnated with PFresin. The samples were then arranged into 5-ply laminated bio-composites, consisting ofalternating OPT veneers and EFB fiber mats with the veneer was arranged in differentdirection for EFB-reinforced laminated bio-composites and for the OPT laminated bio-composites, each veneer was arranged also in different direction as shown in Figure 1.Four types of bio-composite samples, which are OPT composite and hybrid composite(OPTþEFB) with glue spread level (250 g/m2) and glue spread level (500 g/m2) were pre-pared by mixing two type of materials, OPT veneer and EFB fiber mat impregnated with
Oil palm trunk laminatedbio-composites
EFB-reinforced laminatedbio-composites
Parallel veneer
Perpendicular veneer
Nonwoven EFB mat
Figure 1. Arrangement of OPT and EFB-reinforced laminated bio-composites.
Laminated Bio-composites Reinforced with Empty Fruit Bunches 221
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
PF resin. Composite was then cold pressed for 10min and then it was placed in hotpressing machine with processing temperature of 150�C for 25min under pressure of200 bars (3000 psi).
Mechanical Testing
Three types of mechanical testing were conducted: flexural, shear, and screw with-drawal. A minimum of 10 samples were tested in each case.
FLEXURAL TESTThe flexural tests were performed according to BS EN 310 : 1993, using an Instron
Testing Machine Model 4204. Samples for flexural testing were cut into rectangularstrips with dimensions of approximately 240� 50� 12mm3. The exact lengths, widths,and thicknesses of the samples were measured and recorded. Samples were tested at acrosshead speed of 10mm/min over a span of 240mm. All the specimens were conditionedat ambient temperature (25� 3�C) and at relative humidity of 30% (� 2%) before testing.
SCREW WITHDRAWAL TESTThe screw withdrawal tests were performed using an Instron Testing Machine Model
4204. The length, width, and thickness were measured and recorded. The tests were carriedout in accordance to BS EN 320 : 1993. The screw withdrawal tests were carried out onsamples with dimensions of 75� 75� 12mm3. The test pieces were conditioned to constantmass in an atmosphere with a mean relative humidity of 65� 5% and a temperature of20� 2�C. For this test, a steel screw, nominal size 4.2� 38mm2 was used. The screw wasinserted into the hole to the full thickness of the board. The testing machine was set to acrosshead speed of approximately (10� 1)mm/min and until maximum load is achieved.
SHEAR TESTShear tests were performed according to BS EN 314-1 : 2004, using an Instron Testing
Machine Model 4204. The shear tests were performed on rectangular strips with dimen-sions of approximately 135� 25� 12mm3. The length, width, and thickness of eachsample was measured and recorded. Samples were tested at a crosshead speed of1.5mm/min. All of the specimens were conditioned at ambient temperature (25� 3�C)and a relative humidity of 30% (�2%) before testing.
Prior to shear tests, phenol formaldehyde laminated bio-composites were subjected to awater boil proof treatment (WBP). Samples were immersed for 4 h in boiling water, driedin a ventilated drying oven for 16�20 h at 60� 3�C, immersed for a second time in boilingwater for 4 h, and finally cooled in water at a temperature of 20� 3�C for at least 1 h.Before the water treatment, the length and width of the shear area were measured withaccuracy to within �0.1mm. The shear tests were carried out on wet test pieces, allowingfor the use of a wiping based process. The shear test pieces were arranged in the center ofthe clamping devices in such a way to allow the load to be transmitted from the testingmachine, through the ends of the test pieces and to the shear area without any transverseloads. Slipping is only allowed in the initial stage of the loading. The clamp is positionedon the sample faces. The load was applied at a constant moving rate, designed to inducerupture within 30� 10 s. Samples were tested at a crosshead speed of 1.5mm/min.
222 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
Physical Testing
Four different physical tests were conducted in this study to test the following proper-ties: density, water absorption, thickness swelling, and delamination.
DENSITYThe densities of the bio-composites were determined by measuring the mass and volume
of each sample. Each test sample was weighed with an accuracy of 0.01 g. The mass of eachsample was obtained by calculating the arithmetic mean of the mass of all of the testsamples taken from the same board. Accurate determination of test sample dimensionswas made using a sliding calliper, in accordance with BS EN 325 : 1993. The volumes of thesamples were obtained using the measured dimensions. The density, D was then calculatedusing the formula in Equation (1):
D ¼m
v
g
cm3
� �, ð1Þ
where m is the mass and v is the volume of the bio-composite sample.
WATER ABSORPTION AND THICKNESS SWELLINGTo test water absorption and thickness swelling, samples were soaked in water for seven
days. The rate of water absorption initially increased with immersion time, until eventualstabilization. The absorbed water in the samples (A) and the thickness swelling of thesamples (G) was calculated as a percentage according to the procedure given in BS EN317 : 1993. The amount of absorbed water was calculated using Equation (2):
A %ð Þ ¼M1 �M2
M2
� �� 100, ð2Þ
where M2 is the weight before the test and M1 is the measured weight (g).The thickness swelling was calculated using Equation (3):
G %ð Þ ¼A1 � A2
A2
� �� 100, ð3Þ
where A2 is the thickness before the test and A1 is the thickness (mm) after the test.
DELAMINATION TESTThe delamination test was done following the standard BS EN 391 : 2002. It measured
the perimeter of failed glue line over the total perimeter of glue line available. The delam-ination results are evaluated using Equation (4):
D ¼PglF
Pgl �N� 100, ð4Þ
where D is delamination; PglF is the perimeter of failed glue line and Pgl the perimeter ofglue line, and N the number of gluelines.
Ten replications of bio-composite panels were constructed with OPT veneers and oilpalm EFB layers, using phenol formaldehyde resin. Samples were made in dimensions of50� 150mm2 and were pre-treated. Test pieces were impregnated with water (vacuum at
Laminated Bio-composites Reinforced with Empty Fruit Bunches 223
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
70�85 kPa for 5min, pressure at 500�600 kPa for 1 h, vacuum at 70�85 kPa for 5min,pressure at 500�600 kPa for 1 h), drying at 60�70�C for 21�22 h.
Thermogravimetric Analysis
Thermal stability of the bio-composites panels was investigated using thermogravimetricanalysis (TGA). Thermograms were obtained with a Perkin Elmer (TGA-6) instrumentwith a heating rate of 20�C/min, over a temperature range of 25�900�C. All TGA runswere performed under a nitrogen atmosphere.
Scanning Electron Microscopy
A scanning electron microscope (SEM; Leo Supra, 50VP, Carl Ziess, SMT, Germany)was used to analyze the morphology of the bio-composites materials. A thin section of thesample was mounted on an aluminum stub using conductive silver paint and the samplewas sputter-coated with gold. The SEM micrographs were obtained under conventionalsecondary electron imaging conditions using an acceleration voltage of 15 kV.
RESULTS AND DISCUSSION
Mechanical Properties
FLEXURAL PROPERTIESFlexural test results were obtained for OPT laminated bio-composites and EFB-rein-
forced laminated bio-composites using phenol formaldehyde. Tests were performed toinvestigate the effects of reinforcing oil palm trunk veneer with EFB on the mechanicalproperties of the laminated bio-composites. Figure 2 shows the flexural strength andflexural modulus of EFB-reinforced laminated bio-composites compared to OPT lami-nated bio-composites.
Clearly, the flexural strength of the EFB-reinforced laminated bio-composite panels ishigher than that of OPT laminated bio-composites. This can be attributed to the higherdensity of the EFB-reinforced laminated bio-composites, compared to OPT laminated bio-composites (Table 1). Overall, the results showed that laminated bio-composites usingphenol formaldehyde exhibited high flexural strength. Interaction between cellulose fiberwith PF resin is excellent due to the hydrophilic nature of cellulosic fiber and PF resin.Cellulosic hydroxyl groups (�OH) and lignin hydroxyl groups are the major component ofthe fibers. These can easily form hydrogen bonds with the methylol and phenolic hydroxylgroups of the resin and at 100�C these group can undergo condensation reaction leading tothree-dimensional network between fiber and matrix [13].
The flexural strengths of the laminated bio-composites and EFB-reinforced laminatedbio-composites that used a higher glue spread level (450 g/m2), were found to be higherthan the flexural strengths of the laminated bio-composites that used a lower adhesivespread level (250 g/m2). The higher spread level allowed adhesive that was spread on thesurface of the OPT and EFB to enter the pores, where it solidified and anchored. Thisimplies that the lower glue spread amount of 250 g/m2 is inadequate to form full adhesionbetween laminated bio-composite layers (both reinforced and not).
224 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
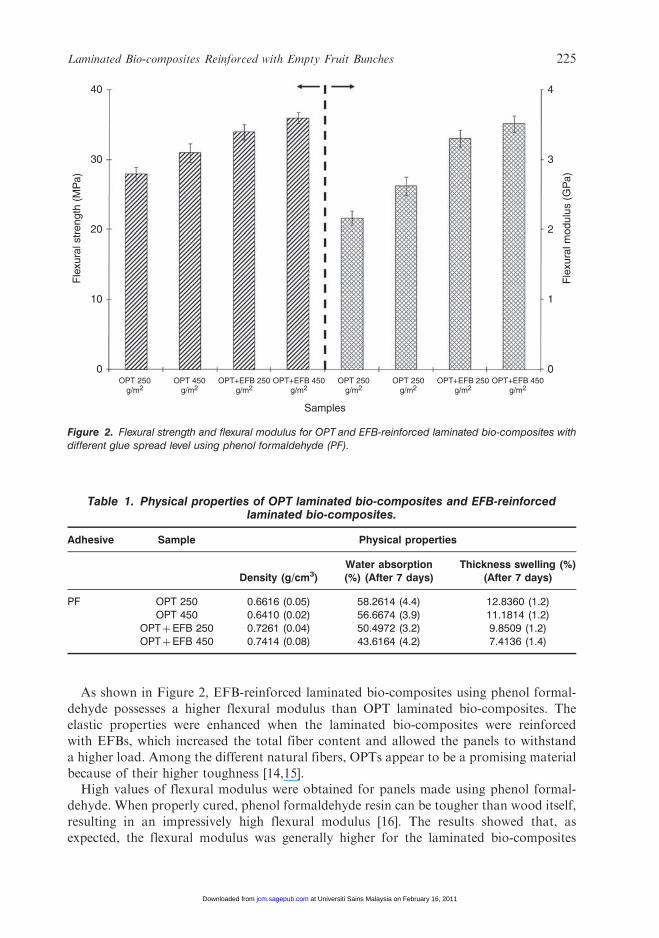
As shown in Figure 2, EFB-reinforced laminated bio-composites using phenol formal-
dehyde possesses a higher flexural modulus than OPT laminated bio-composites. Theelastic properties were enhanced when the laminated bio-composites were reinforcedwith EFBs, which increased the total fiber content and allowed the panels to withstand
a higher load. Among the different natural fibers, OPTs appear to be a promising materialbecause of their higher toughness [14,15].
High values of flexural modulus were obtained for panels made using phenol formal-
dehyde. When properly cured, phenol formaldehyde resin can be tougher than wood itself,resulting in an impressively high flexural modulus [16]. The results showed that, as
expected, the flexural modulus was generally higher for the laminated bio-composites
Table 1. Physical properties of OPT laminated bio-composites and EFB-reinforcedlaminated bio-composites.
Adhesive Sample Physical properties
Density (g/cm3)Water absorption(%) (After 7 days)
Thickness swelling (%)(After 7 days)
PF OPT 250 0.6616 (0.05) 58.2614 (4.4) 12.8360 (1.2)OPT 450 0.6410 (0.02) 56.6674 (3.9) 11.1814 (1.2)
OPTþEFB 250 0.7261 (0.04) 50.4972 (3.2) 9.8509 (1.2)OPTþEFB 450 0.7414 (0.08) 43.6164 (4.2) 7.4136 (1.4)
40F
lexu
ral s
tren
gth
(MP
a)
30
20
10
0OPT 250
g/m2OPT 450
g/m2OPT+EFB 250
g/m2OPT+EFB 450
g/m2
Samples
OPT 250g/m2
OPT 250g/m2
OPT+EFB 250g/m2
OPT+EFB 450g/m2
Fle
xura
l mod
ulus
(G
Pa)
0
1
2
3
4
Figure 2. Flexural strength and flexural modulus for OPT and EFB-reinforced laminated bio-composites withdifferent glue spread level using phenol formaldehyde (PF).
Laminated Bio-composites Reinforced with Empty Fruit Bunches 225
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
that were made from a higher glue spread level, regardless of the adhesive used.This is again attributed to the improved fiber-adhesive contact when a higher gluespread level is used.
SCREW WITHDRAWAL PROPERTIESScrew withdrawal strength varies with the type of tree from which the materials were
produced, the moisture content, the orientations of grains within a section, the duration ofextraction, the method of screwing, the panel dimensions, and the surface roughness [17].The resistance of a screw shank against the direct withdrawal from a piece of wood dependson the density of the laminated bio-composite material, the diameter of the screw, and thedepth of penetration. The surface condition of the screw at the time of driving and the gluethickness also serve to influence the initial withdrawal resistance. The screw will fail intension when its strength is less than the withdrawal strength of the bio-composite.
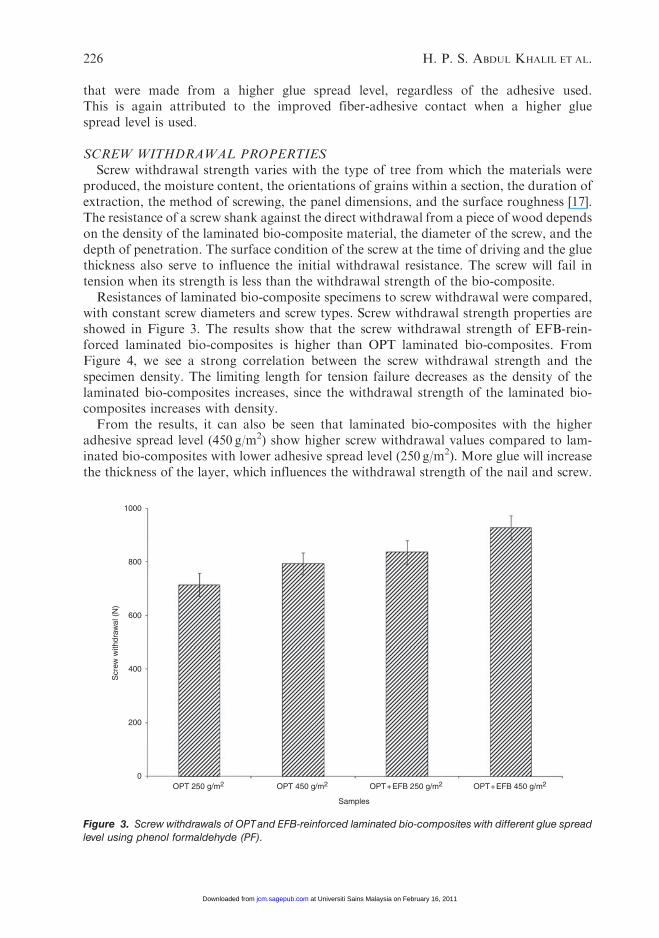
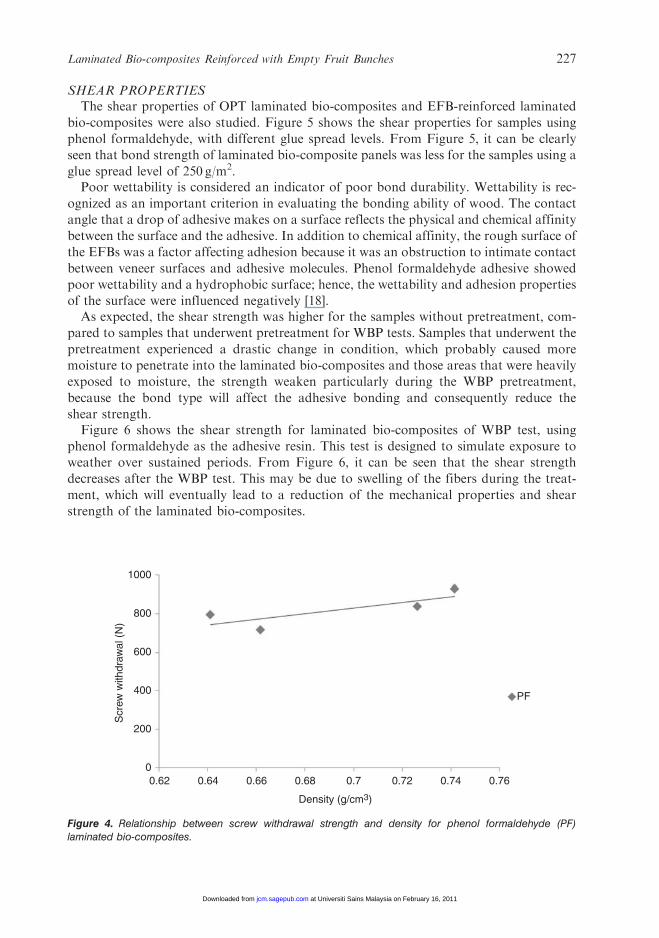
Resistances of laminated bio-composite specimens to screw withdrawal were compared,with constant screw diameters and screw types. Screw withdrawal strength properties areshowed in Figure 3. The results show that the screw withdrawal strength of EFB-rein-forced laminated bio-composites is higher than OPT laminated bio-composites. FromFigure 4, we see a strong correlation between the screw withdrawal strength and thespecimen density. The limiting length for tension failure decreases as the density of thelaminated bio-composites increases, since the withdrawal strength of the laminated bio-composites increases with density.
From the results, it can also be seen that laminated bio-composites with the higheradhesive spread level (450 g/m2) show higher screw withdrawal values compared to lam-inated bio-composites with lower adhesive spread level (250 g/m2). More glue will increasethe thickness of the layer, which influences the withdrawal strength of the nail and screw.
OPT 250 g/m2 OPT 450 g/m2 OPT+EFB 250 g/m2
Samples
Scr
ew w
ithdr
awal
(N
)
0
200
400
600
800
1000
OPT+EFB 450 g/m2
Figure 3. Screw withdrawals of OPT and EFB-reinforced laminated bio-composites with different glue spreadlevel using phenol formaldehyde (PF).
226 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
SHEAR PROPERTIESThe shear properties of OPT laminated bio-composites and EFB-reinforced laminated
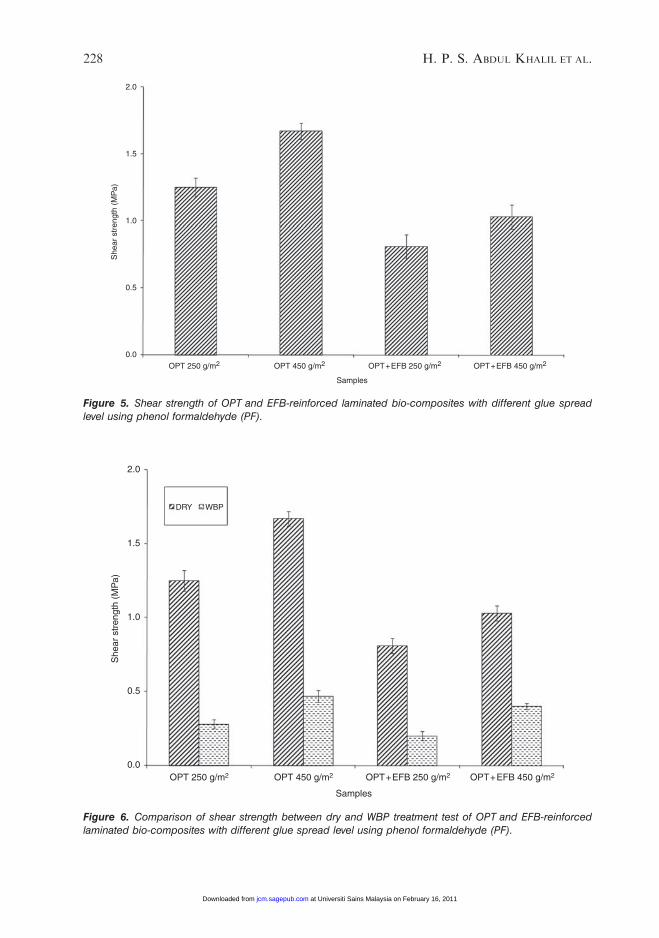
bio-composites were also studied. Figure 5 shows the shear properties for samples using
phenol formaldehyde, with different glue spread levels. From Figure 5, it can be clearly
seen that bond strength of laminated bio-composite panels was less for the samples using a
glue spread level of 250 g/m2.Poor wettability is considered an indicator of poor bond durability. Wettability is rec-
ognized as an important criterion in evaluating the bonding ability of wood. The contact
angle that a drop of adhesive makes on a surface reflects the physical and chemical affinity
between the surface and the adhesive. In addition to chemical affinity, the rough surface of
the EFBs was a factor affecting adhesion because it was an obstruction to intimate contact
between veneer surfaces and adhesive molecules. Phenol formaldehyde adhesive showed
poor wettability and a hydrophobic surface; hence, the wettability and adhesion properties
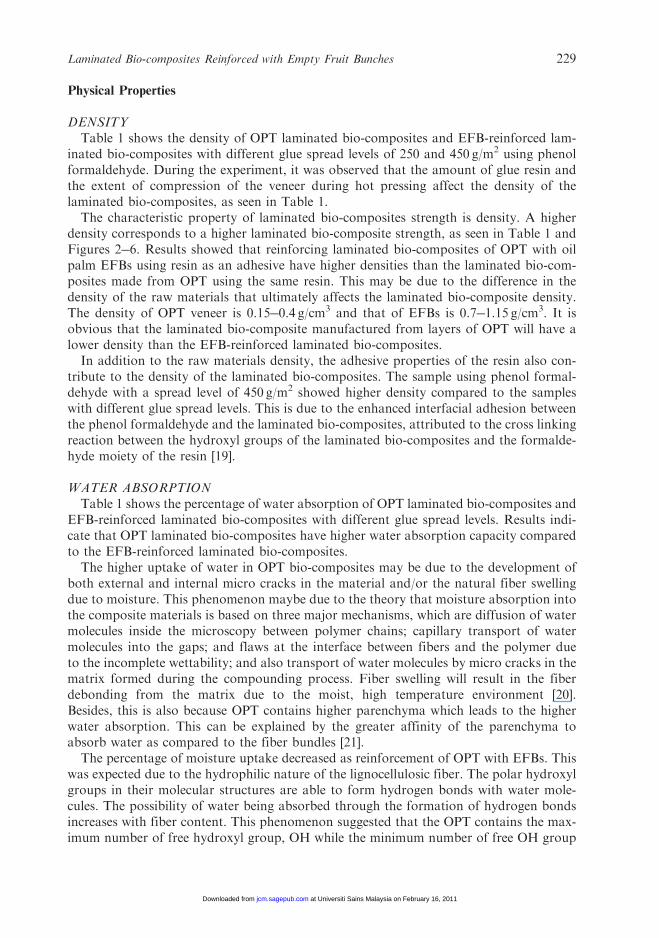
of the surface were influenced negatively [18].As expected, the shear strength was higher for the samples without pretreatment, com-
pared to samples that underwent pretreatment for WBP tests. Samples that underwent the
pretreatment experienced a drastic change in condition, which probably caused more
moisture to penetrate into the laminated bio-composites and those areas that were heavily
exposed to moisture, the strength weaken particularly during the WBP pretreatment,
because the bond type will affect the adhesive bonding and consequently reduce the
shear strength.Figure 6 shows the shear strength for laminated bio-composites of WBP test, using
phenol formaldehyde as the adhesive resin. This test is designed to simulate exposure to
weather over sustained periods. From Figure 6, it can be seen that the shear strength
decreases after the WBP test. This may be due to swelling of the fibers during the treat-
ment, which will eventually lead to a reduction of the mechanical properties and shear
strength of the laminated bio-composites.
1000
800
600
400
200
00.62 0.64
Density (g/cm3)
Scr
ew w
ithdr
awal
(N
)
0.66 0.68 0.7 0.72 0.74 0.76
PF
Figure 4. Relationship between screw withdrawal strength and density for phenol formaldehyde (PF)laminated bio-composites.
Laminated Bio-composites Reinforced with Empty Fruit Bunches 227
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
OPT 250 g/m2 OPT 450 g/m2 OPT+EFB 250 g/m2 OPT+EFB 450 g/m2
Samples
DRY
She
ar s
tren
gth
(MP
a)
2.0
1.5
1.0
0.5
0.0
WBP
Figure 6. Comparison of shear strength between dry and WBP treatment test of OPT and EFB-reinforcedlaminated bio-composites with different glue spread level using phenol formaldehyde (PF).
2.0
She
ar s
tren
gth
(MP
a)
1.5
1.0
0.5
0.0
OPT 250 g/m2 OPT 450 g/m2 OPT+EFB 250 g/m2 OPT+EFB 450 g/m2
Samples
Figure 5. Shear strength of OPT and EFB-reinforced laminated bio-composites with different glue spreadlevel using phenol formaldehyde (PF).
228 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
Physical Properties
DENSITYTable 1 shows the density of OPT laminated bio-composites and EFB-reinforced lam-
inated bio-composites with different glue spread levels of 250 and 450 g/m2 using phenolformaldehyde. During the experiment, it was observed that the amount of glue resin andthe extent of compression of the veneer during hot pressing affect the density of thelaminated bio-composites, as seen in Table 1.
The characteristic property of laminated bio-composites strength is density. A higherdensity corresponds to a higher laminated bio-composite strength, as seen in Table 1 andFigures 2�6. Results showed that reinforcing laminated bio-composites of OPT with oilpalm EFBs using resin as an adhesive have higher densities than the laminated bio-com-posites made from OPT using the same resin. This may be due to the difference in thedensity of the raw materials that ultimately affects the laminated bio-composite density.The density of OPT veneer is 0.15�0.4 g/cm3 and that of EFBs is 0.7�1.15 g/cm3. It isobvious that the laminated bio-composite manufactured from layers of OPT will have alower density than the EFB-reinforced laminated bio-composites.
In addition to the raw materials density, the adhesive properties of the resin also con-tribute to the density of the laminated bio-composites. The sample using phenol formal-dehyde with a spread level of 450 g/m2 showed higher density compared to the sampleswith different glue spread levels. This is due to the enhanced interfacial adhesion betweenthe phenol formaldehyde and the laminated bio-composites, attributed to the cross linkingreaction between the hydroxyl groups of the laminated bio-composites and the formalde-hyde moiety of the resin [19].
WATER ABSORPTIONTable 1 shows the percentage of water absorption of OPT laminated bio-composites and
EFB-reinforced laminated bio-composites with different glue spread levels. Results indi-cate that OPT laminated bio-composites have higher water absorption capacity comparedto the EFB-reinforced laminated bio-composites.
The higher uptake of water in OPT bio-composites may be due to the development ofboth external and internal micro cracks in the material and/or the natural fiber swellingdue to moisture. This phenomenon maybe due to the theory that moisture absorption intothe composite materials is based on three major mechanisms, which are diffusion of watermolecules inside the microscopy between polymer chains; capillary transport of watermolecules into the gaps; and flaws at the interface between fibers and the polymer dueto the incomplete wettability; and also transport of water molecules by micro cracks in thematrix formed during the compounding process. Fiber swelling will result in the fiberdebonding from the matrix due to the moist, high temperature environment [20].Besides, this is also because OPT contains higher parenchyma which leads to the higherwater absorption. This can be explained by the greater affinity of the parenchyma toabsorb water as compared to the fiber bundles [21].
The percentage of moisture uptake decreased as reinforcement of OPT with EFBs. Thiswas expected due to the hydrophilic nature of the lignocellulosic fiber. The polar hydroxylgroups in their molecular structures are able to form hydrogen bonds with water mole-cules. The possibility of water being absorbed through the formation of hydrogen bondsincreases with fiber content. This phenomenon suggested that the OPT contains the max-imum number of free hydroxyl group, OH while the minimum number of free OH group
Laminated Bio-composites Reinforced with Empty Fruit Bunches 229
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
are present in EFBs. This is due to the presence of OH group that enhances the waterabsorption by forming the hydrogen bonding with water molecules [22].
The panels using a higher adhesive spread level (450 g/m2) have lower water absorptioncompared to panels using a lower adhesive spread level (250 g/m2). This may be due to thehigher compatibility between the hydrophilic fiber and adhesive in the panels that usehigher adhesive spread level. The weak compatibility between the fiber surface and adhe-sive could lead to the formation of void structures within the composites, which facilitateswater absorption [23].
THICKNESS SWELLINGMany physical properties of laminated bio-composites are affected by the amount of
moisture present in the laminated bio-composite. Laminated bio-composites exhibitgreater dimensional stability compared to most other wood-based building products.Thickness swelling is independent of panel size and veneer thickness [24].
Table 1 shows that the OPT laminated bio-composites made with phenol formaldehydeadhesives exhibited a higher degree of thickness swelling than EFB-reinforced laminatedbio-composites. This may be due to the structure of oil palm EFB mats, which have higherdensities, leading to a decrease in thickness swelling.
This test also showed that the thickness swelling of the composites increases with anincrease in the period of water exposure. The increase in water exposure time allows asignificant amount of water to be absorbed, resulting in fiber swelling. The EFB-reinforcedlaminated bio-composites using phenol formaldehyde, a resin with an aromatic backbone,showed a decrease in thickness swelling. The hydrophilic nature of the fibers that arisesfrom an abundance of hydroxyl groups makes them incompatible with the hydrophobicmatrices of phenol formaldehyde, resulting in lesser water absorption [19].
DELAMINATION TESTThe performance of laminated bio-composite panels depends a great deal on the bond-
ing strength between the resin and the substrate. Any failure in the glue bond weakens themechanical strength. Furthermore, good durability is associated with the absence ofdelamination of laminated bio-composites samples [25]. Typically, in such an outdoorout of ground application, plywood is not continuously wet but can be subjected to fre-quent wetting and drying subsequently. It is generally known that moisture has a signif-icant influence on the mechanical and physical properties of wood, plywood, and otherwood-based materials. As wood-based panels are hygroscopic and since their surface tovolume ratio is very high, physical deformations and cracks are possible. In the case ofplywood the strength properties of the glue lines are affected by changing moisture, result-ing in a risk of delamination and panel failure [4].
Delamination assessment on 10 specimens from each OPT laminated bio-compositesand EFB-reinforced laminated bio-composites with different glue spread level revealedthat all of the laminated bio-composite panels presented almost no delamination.
It was observed that the laminated bio-composite specimens delaminated at the glue lineand cracks occurred on the edge of the sample. One in 10 samples of OPT laminated bio-composites with glue spread level 250 g/m2 presented 0.6% delamination; and three in 10samples of EFB-reinforced laminated bio-composites with glue spread 250 g/m2 presented1.9% delamination as shown in Table 2. The samples of EFB-reinforced laminated bio-composites with glue spread 250 g/m2 presented the highest delamination. No delamina-tion was observed in the OPT laminated bio-composites with glue spread level 450 g/m2
230 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
and EFB-reinforced laminated bio-composites with glue spread 450 g/m2. The proportionof samples (each combination was done with 10 replications) affected by the delaminationalso is presented in Table 2. This result indicated that the laminated bio-composites withhigher glue spread (450 g/m2) exhibited better bonding strength between resin and thesubstrate with no delamination compared to laminated bio-composites with lower gluespread (250 g/m2).
Thermogravimetric Analysis
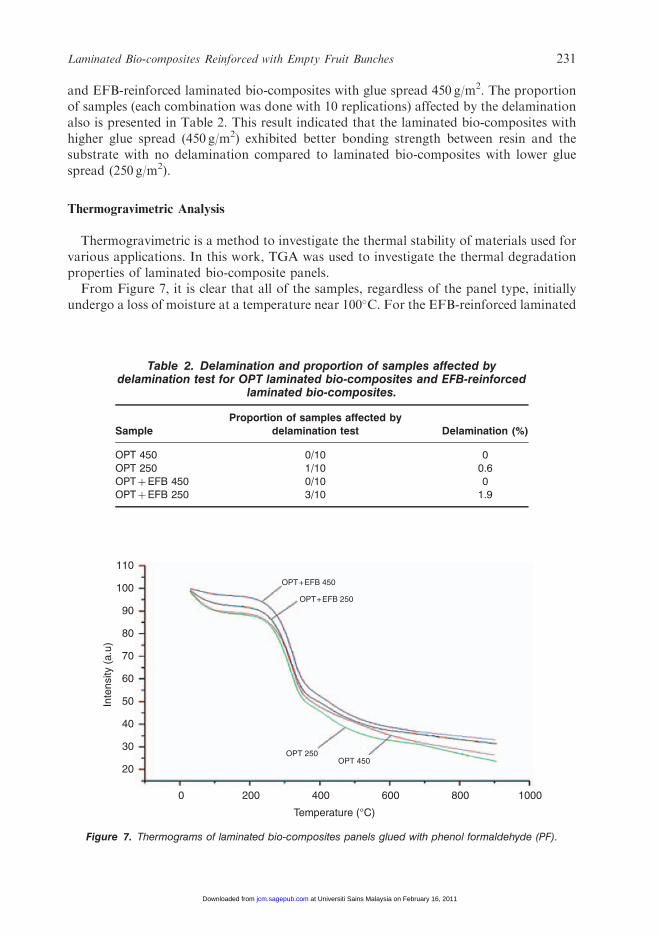
Thermogravimetric is a method to investigate the thermal stability of materials used forvarious applications. In this work, TGA was used to investigate the thermal degradationproperties of laminated bio-composite panels.
From Figure 7, it is clear that all of the samples, regardless of the panel type, initiallyundergo a loss of moisture at a temperature near 100�C. For the EFB-reinforced laminated
Table 2. Delamination and proportion of samples affected bydelamination test for OPT laminated bio-composites and EFB-reinforced
laminated bio-composites.
SampleProportion of samples affected by
delamination test Delamination (%)
OPT 450 0/10 0OPT 250 1/10 0.6OPTþEFB 450 0/10 0OPTþEFB 250 3/10 1.9
100
90
80
70
60
50
40
30
20
0 200 400 600 800 1000
110
Temperature (°C)
OPT 250OPT 450
OPT+EFB 250
OPT+EFB 450
Inte
nsity
(a.
u)
Figure 7. Thermograms of laminated bio-composites panels glued with phenol formaldehyde (PF).
Laminated Bio-composites Reinforced with Empty Fruit Bunches 231
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
bio-composites, the initial degradation temperature occurs at a higher temperature com-pared to the OPT laminated bio-composite materials. The EFB-reinforced laminated panelwith a phenol formaldehyde glue spread of 450 g/m2 did not show signs of initial degra-dation until approximately 245�C, indicating good thermal stability. The EFB-reinforcedlaminated bio-composites with 450 g/m2 of phenol formaldehyde had a final degradationtemperature of 350 �C and an ash content of 32%. Both the degradation temperature andthe ash content were higher for the EFB-reinforced laminated sample, compared to theOPT panels (Table 3). For the EFB-reinforced laminated samples, the thermograms showdegradation upto a temperature of around 370�C, after which the thermogram plateaus, asonly ash is remaining.
Overall, panels glued with phenol formaldehyde with a spread level of 450 g/m2 had thebest thermal stability.
Scanning Electron Microscopy
SEM was used to conduct morphological analysis of the bio- composite panels. Theinteraction of the adhesive in OPT laminated bio-composites and EFB-reinforced lami-nated bio-composites, as observed from the FESEM, are shown in Figures 8(a) and (b)and 9(a) and (b).
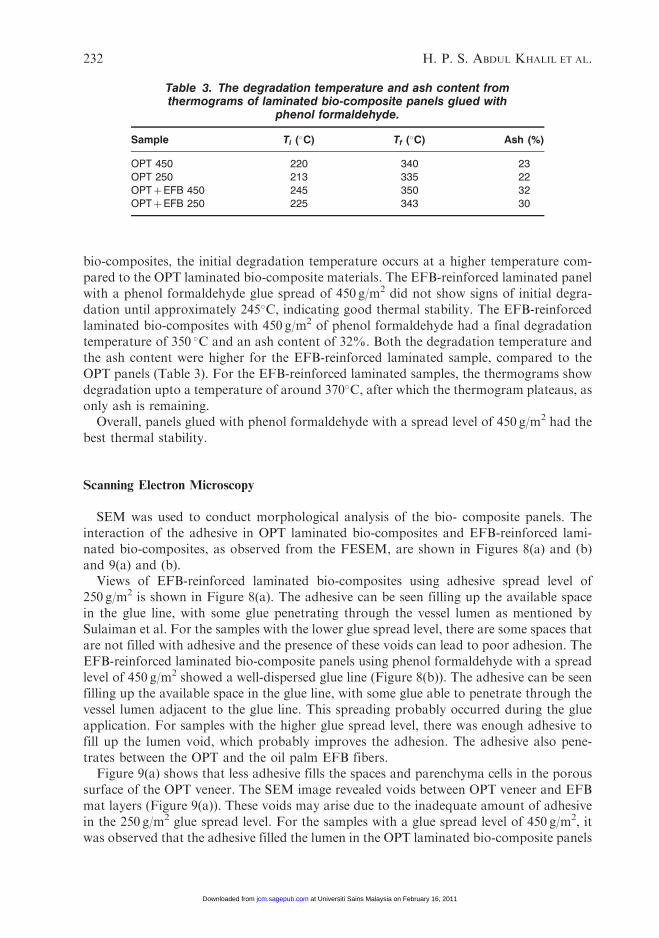
Views of EFB-reinforced laminated bio-composites using adhesive spread level of250 g/m2 is shown in Figure 8(a). The adhesive can be seen filling up the available spacein the glue line, with some glue penetrating through the vessel lumen as mentioned bySulaiman et al. For the samples with the lower glue spread level, there are some spaces thatare not filled with adhesive and the presence of these voids can lead to poor adhesion. TheEFB-reinforced laminated bio-composite panels using phenol formaldehyde with a spreadlevel of 450 g/m2 showed a well-dispersed glue line (Figure 8(b)). The adhesive can be seenfilling up the available space in the glue line, with some glue able to penetrate through thevessel lumen adjacent to the glue line. This spreading probably occurred during the glueapplication. For samples with the higher glue spread level, there was enough adhesive tofill up the lumen void, which probably improves the adhesion. The adhesive also pene-trates between the OPT and the oil palm EFB fibers.
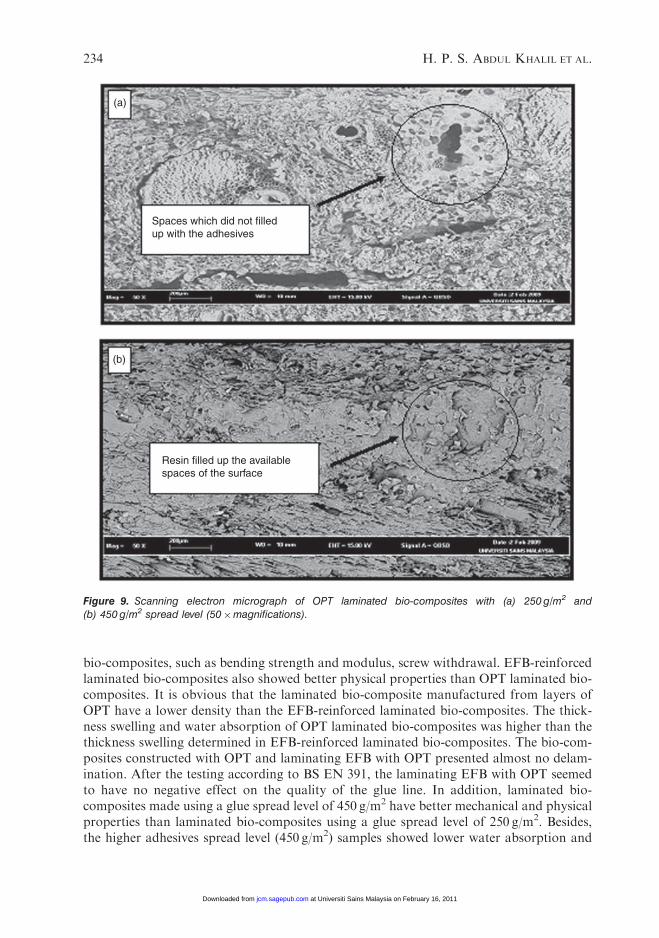
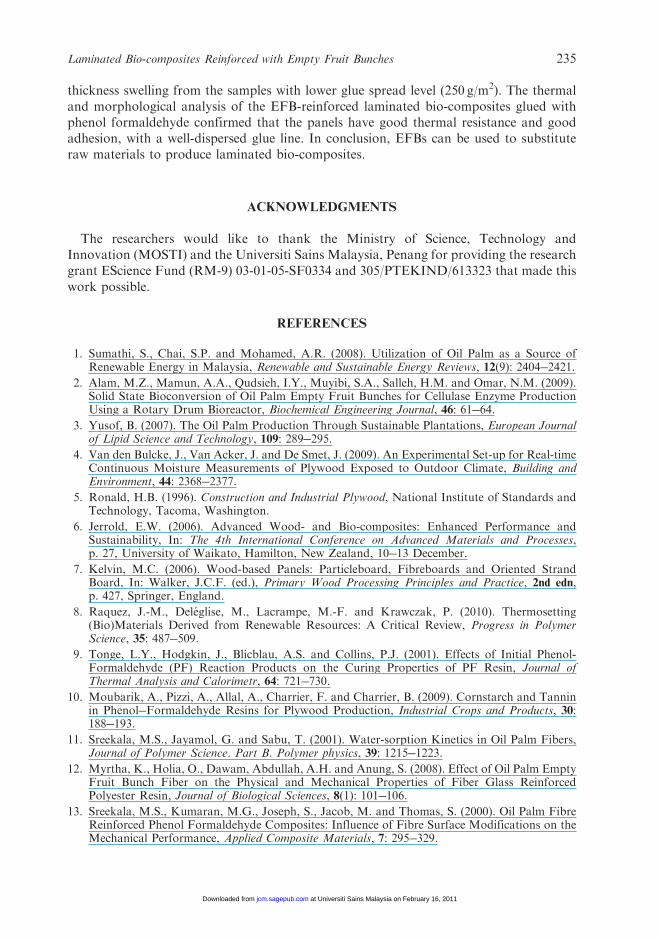
Figure 9(a) shows that less adhesive fills the spaces and parenchyma cells in the poroussurface of the OPT veneer. The SEM image revealed voids between OPT veneer and EFBmat layers (Figure 9(a)). These voids may arise due to the inadequate amount of adhesivein the 250 g/m2 glue spread level. For the samples with a glue spread level of 450 g/m2, itwas observed that the adhesive filled the lumen in the OPT laminated bio-composite panels
Table 3. The degradation temperature and ash content fromthermograms of laminated bio-composite panels glued with
phenol formaldehyde.
Sample Ti (�C) Tf (�C) Ash (%)
OPT 450 220 340 23OPT 250 213 335 22OPTþEFB 450 245 350 32OPTþEFB 250 225 343 30
232 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
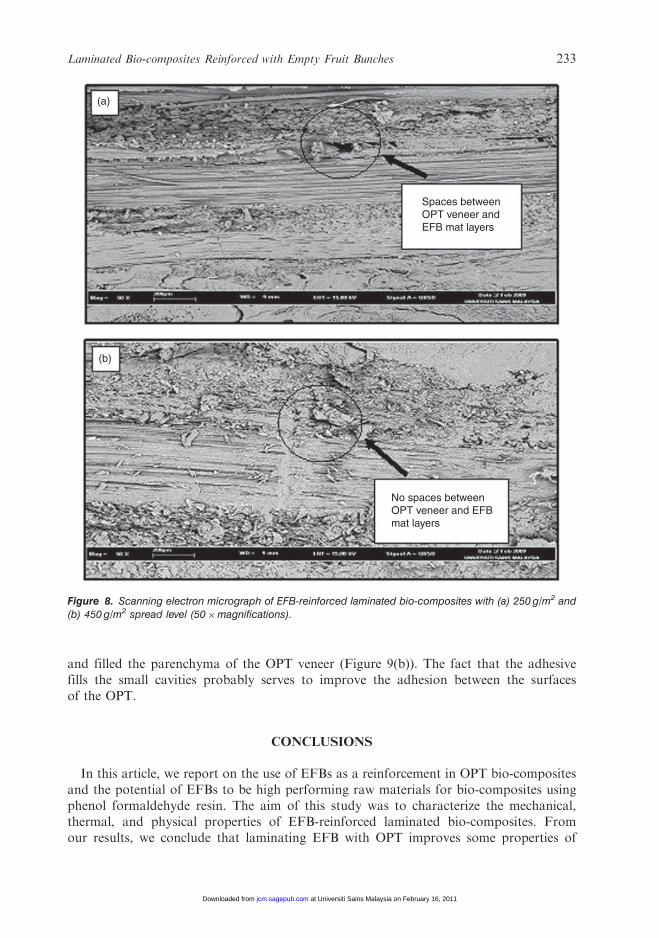
and filled the parenchyma of the OPT veneer (Figure 9(b)). The fact that the adhesivefills the small cavities probably serves to improve the adhesion between the surfacesof the OPT.
CONCLUSIONS
In this article, we report on the use of EFBs as a reinforcement in OPT bio-compositesand the potential of EFBs to be high performing raw materials for bio-composites usingphenol formaldehyde resin. The aim of this study was to characterize the mechanical,thermal, and physical properties of EFB-reinforced laminated bio-composites. Fromour results, we conclude that laminating EFB with OPT improves some properties of
(a)
(b)
No spaces betweenOPT veneer and EFBmat layers
Spaces betweenOPT veneer and EFB mat layers
Figure 8. Scanning electron micrograph of EFB-reinforced laminated bio-composites with (a) 250 g/m2 and(b) 450 g/m2 spread level (50�magnifications).
Laminated Bio-composites Reinforced with Empty Fruit Bunches 233
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
bio-composites, such as bending strength and modulus, screw withdrawal. EFB-reinforcedlaminated bio-composites also showed better physical properties than OPT laminated bio-composites. It is obvious that the laminated bio-composite manufactured from layers ofOPT have a lower density than the EFB-reinforced laminated bio-composites. The thick-ness swelling and water absorption of OPT laminated bio-composites was higher than thethickness swelling determined in EFB-reinforced laminated bio-composites. The bio-com-posites constructed with OPT and laminating EFB with OPT presented almost no delam-ination. After the testing according to BS EN 391, the laminating EFB with OPT seemedto have no negative effect on the quality of the glue line. In addition, laminated bio-composites made using a glue spread level of 450 g/m2 have better mechanical and physicalproperties than laminated bio-composites using a glue spread level of 250 g/m2. Besides,the higher adhesives spread level (450 g/m2) samples showed lower water absorption and
Spaces which did not filledup with the adhesives
Resin filled up the availablespaces of the surface
(b)
(a)
Figure 9. Scanning electron micrograph of OPT laminated bio-composites with (a) 250 g/m2 and(b) 450 g/m2 spread level (50�magnifications).
234 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
thickness swelling from the samples with lower glue spread level (250 g/m2). The thermaland morphological analysis of the EFB-reinforced laminated bio-composites glued withphenol formaldehyde confirmed that the panels have good thermal resistance and goodadhesion, with a well-dispersed glue line. In conclusion, EFBs can be used to substituteraw materials to produce laminated bio-composites.
ACKNOWLEDGMENTS
The researchers would like to thank the Ministry of Science, Technology andInnovation (MOSTI) and the Universiti Sains Malaysia, Penang for providing the researchgrant EScience Fund (RM-9) 03-01-05-SF0334 and 305/PTEKIND/613323 that made thiswork possible.
REFERENCES
1. Sumathi, S., Chai, S.P. and Mohamed, A.R. (2008). Utilization of Oil Palm as a Source ofRenewable Energy in Malaysia, Renewable and Sustainable Energy Reviews, 12(9): 2404�2421.
2. Alam, M.Z., Mamun, A.A., Qudsieh, I.Y., Muyibi, S.A., Salleh, H.M. and Omar, N.M. (2009).Solid State Bioconversion of Oil Palm Empty Fruit Bunches for Cellulase Enzyme ProductionUsing a Rotary Drum Bioreactor, Biochemical Engineering Journal, 46: 61�64.
3. Yusof, B. (2007). The Oil Palm Production Through Sustainable Plantations, European Journalof Lipid Science and Technology, 109: 289�295.
4. Van den Bulcke, J., Van Acker, J. and De Smet, J. (2009). An Experimental Set-up for Real-timeContinuous Moisture Measurements of Plywood Exposed to Outdoor Climate, Building andEnvironment, 44: 2368�2377.
5. Ronald, H.B. (1996). Construction and Industrial Plywood, National Institute of Standards andTechnology, Tacoma, Washington.
6. Jerrold, E.W. (2006). Advanced Wood- and Bio-composites: Enhanced Performance andSustainability, In: The 4th International Conference on Advanced Materials and Processes,p. 27, University of Waikato, Hamilton, New Zealand, 10�13 December.
7. Kelvin, M.C. (2006). Wood-based Panels: Particleboard, Fibreboards and Oriented StrandBoard, In: Walker, J.C.F. (ed.), Primary Wood Processing Principles and Practice, 2nd edn,p. 427, Springer, England.
8. Raquez, J.-M., Deleglise, M., Lacrampe, M.-F. and Krawczak, P. (2010). Thermosetting(Bio)Materials Derived from Renewable Resources: A Critical Review, Progress in PolymerScience, 35: 487�509.
9. Tonge, L.Y., Hodgkin, J., Blicblau, A.S. and Collins, P.J. (2001). Effects of Initial Phenol-Formaldehyde (PF) Reaction Products on the Curing Properties of PF Resin, Journal ofThermal Analysis and Calorimetr, 64: 721�730.
10. Moubarik, A., Pizzi, A., Allal, A., Charrier, F. and Charrier, B. (2009). Cornstarch and Tanninin Phenol�Formaldehyde Resins for Plywood Production, Industrial Crops and Products, 30:188�193.
11. Sreekala, M.S., Jayamol, G. and Sabu, T. (2001). Water-sorption Kinetics in Oil Palm Fibers,Journal of Polymer Science. Part B. Polymer physics, 39: 1215�1223.
12. Myrtha, K., Holia, O., Dawam, Abdullah, A.H. and Anung, S. (2008). Effect of Oil Palm EmptyFruit Bunch Fiber on the Physical and Mechanical Properties of Fiber Glass ReinforcedPolyester Resin, Journal of Biological Sciences, 8(1): 101�106.
13. Sreekala, M.S., Kumaran, M.G., Joseph, S., Jacob, M. and Thomas, S. (2000). Oil Palm FibreReinforced Phenol Formaldehyde Composites: Influence of Fibre Surface Modifications on theMechanical Performance, Applied Composite Materials, 7: 295�329.
Laminated Bio-composites Reinforced with Empty Fruit Bunches 235
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from
14. Abdul Khalil, H.P.S., Hanida, S., Kang, C.W. and Nik Fuaad, N.A. (2007). Agro-HybridComposite: The Effects on Mechanical and Physical Properties of Oil Palm Fiber (EFB)/Glass Hybrid Reinforced Polyester Composites, Journal of Reinforced Plastics andComposites, 26: 203�218.
15. Jacob, M., Thomas, S. and Varughese, K.T. (2004). Mechanical Properties of Sisal/Oil PalmHybrid Fiber Reinforced Natural Rubber Composites, Composites Science and Technology, 64:955�965.
16. Richard, F.B. (1995). Adhesives and Bonding Techniques, In: Plywood and Veneer-BasedProducts Manufacturing Practices, p. 256, Miller Freeman Inc, California, USA.
17. Celebi, G. and Kilic, M. (2007). Nail and Screw Withdrawal Strength of Laminated VeneerLumber Made Up Hardwood and Softwood Layers, Construction and Building Materials, 21:894�900.
18. Ismail, A. and Gursel, C. (2007). Variation in Surface Roughness, Wettability and SomePlywood Properties After Preservative Treatment with Boron Compounds, Building andEnvironment, 42: 3837�3840.
19. Abdul, Khalil, H.P.S., Issam, A.M., Ahmad, Shakri, M., Suriani, R. and Awang, A.Y. (2007).Conventional Agro-composites from Chemically Modified Fibres, Industrial Crops andProducts, 26: 315�323.
20. Suhara, P. and Mohini, S. (2007). Studies on the Water Absorption Properties of ShortHemp�Glass Fiber Hybrid Polypropylene Composites, Journal of Composite Materials, 41:1871�1883.
21. Siti Norralakmam, Y. (2007). Particleboards, In: Turning Oil Palm Residues into Products,Research Pamphlets No.127, p. 27, Forest Research Institute Malaysia (FRIM) Kepong,Malaysia.
22. Lai, J.C. (2007). Mechanical and Water Absorption Properties of Lignocellulosic PhenolicComposites, MSc Thesis, UTM, Skudai, Johor, Malaysia.
23. Sreekala, M.S., Kumaran, M.G. and Thomas, S. (2002). Water Sorption in Oil Palm FiberReinforced Phenol Formaldehyde Composite, Composites Part A: Applied science andmanufacturing, 33: 763�777.
24. Kelly, A. (1994). Plywood, In: Concise Encyclopedia of Composite Materials, revised edn, p. 240,Pergamon, England.
25. Sellers, T. (1985). Plywood and Adhesives Technology, p. 535, Marcel Dekker, New York.
236 H. P. S. ABDUL KHALIL ET AL.
at Universiti Sains Malaysia on February 16, 2011jcm.sagepub.comDownloaded from All in-text references underlined in blue are linked to publications on ResearchGate, letting you access and read them immediately.





























