Embed Size (px)
Citation preview

Effects of Different Modes of Hot Cross-Rolling in 7010Aluminum Alloy: Part I. Evolution of Microstructure and Texture
CHANDAN MONDAL, A.K. SINGH, A.K. MUKHOPADHYAY,and K. CHATTOPADHYAY
The current study describes the evolution of microstructure and texture in an Al-Zn-Mg-Cu-Zr-based 7010 aluminum alloy during different modes of hot cross-rolling. Processing of materialsinvolves three different types of cross-rolling. The development of texture in the one-step cross-rolled specimen can be described by a typical b-fiber having the maximum intensity near Copper(Cu) component. However, for the multi-step cross-rolled specimens, the as-rolled texture ismainly characterized by a strong rotated-Brass (Bs) component and a very weak rotated-cubecomponent. Subsequent heat treatment leads to sharpening of the major texture component(i.e., rotated-Bs). Furthermore, the main texture components in all the specimens appear to besignificantly rotated in a complex manner away from their ideal positions because of non-symmetric deformations in the two rolling directions. Detailed microstructural study indicatesthat dynamic recovery is the dominant restoration mechanism operating during the hot rolling.During subsequent heat treatment, static recovery dominates, while a combination of particle-stimulated nucleation (PSN) and strain-induced grain boundary migration (SIBM) causespartial recrystallization of the grain structure. The aforementioned restoration mechanisms playan important role in the development of texture components. The textural development in thecurrent study could be attributed to the combined effects of (a) cross-rolling and inter-passannealing that reduce the intensity of Cu component after each successive pass, (b) recrystal-lization resistance of Bs-oriented grains, (c) stability of Bs texture under cross-rolling, and(d) Zener pinning by Al3Zr dispersoids.
DOI: 10.1007/s11661-013-1626-x� The Minerals, Metals & Materials Society and ASM International 2013
I. INTRODUCTION
AL-ZN-MG-CU-based 7xxx series aluminumalloys possess a good combination of high specificstrength and fracture toughness, and as a result, they arethe potential candidates for aerospace applications. Thisclass of heat-treatable Al alloys is generally fabricatedby hot rolling, forging, or extrusion processes. It is wellknown that during fabrication, the processing parame-ters strongly influence microstructural development andinduce crystallographic texture in the material. Theresultant semi-finished products exhibit anisotropy inmechanical properties causing legitimate concerns onthe applicability of the alloys.[1,2] It is, therefore,important to study the development of anisotropy andthe evolution of texture in 7xxx series alloys to optimizethe processing parameters.
The evolutions of texture during hot-rolling and post-rolling heat treatments of aluminum alloys have been an
interesting subject of investigation over the last twodecades aiming toward characterization and control oftexture components.[3–5] During hot rolling, it has beenobserved that the texture development is influencedmainly by the initial texture,[6] concurrent precipitation,[7]
mode, and temperature of deformation.[8] Depending onthe alloy composition and the rolling temperature andgeometric conditions, various types of texture, which arecharacteristics of fccmetals, can form in aluminumalloys.The typical rolling texture components are Brass (Bs)-{110}h122i, Copper (Cu)-{112}h111i, and the so-calledS-{123}h634i. Moreover, the surface layers of the rolledsemi-products often contain the shear texture compo-nents such as ‘‘rotatedCube’’-{001}h110i, {111}h110i and{111}h112i mostly as a part of c-fiber (h111i || ND). Therecrystallization textures are mainly represented by theCube {100}h100i, and Goss (G)-{110}h100i components.Apart from this, the so-called P-{011}h122i, Q-{013}h231i , and R-{124}h211i texture components are oftenfound to be associated with recrystallization.[9] Evolutionof crystallographic texture and its effect on the anisotropyin mechanical properties of aluminum alloys have beenstudied extensively especially with respect to the Al-Li-based alloys.[1,2,5,10] However, such studies involvinghigh strength 7xxx series aluminum alloys are relativelyscarce. Ehrstrom et al.[11] have investigated the develop-ment of hot deformation texture in 7010 aluminum alloy.They have reported that the characteristic b-fiber texture
CHANDAN MONDAL and A.K. SINGH, Scientists, are with theStructure and Failure Analysis Group, DefenceMetallurgical ResearchLaboratory, Kanchanbagh, Hyderabad 500058, India. Contact e-mail:[email protected] A.K. MUKHOPADHYAY, Scientist,is with the Rolling and Formability Group, Defence MetallurgicalResearch Laboratory. K. CHATTOPADHYAY, Professor, is with theDepartment of Materials Engineering, Indian Institute of Science,Bangalore-560012, India
Manuscript submitted January 12, 2012.Article published online February 5, 2013
2746—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
with strong Bs-component developed at the mid-thick-ness of the hot deformed specimens and such texturecomponents virtually did not change even after significantrecrystallization of microstructure after solution treat-ment. Engler et al.[9] have studied the mechanism ofrecrystallization in hot-rolled 7010 aluminum alloy. Theyhave shown that particle-stimulated nucleation (PSN)and strain-induced grain boundarymigration (SIBM) arethe dominant restorationmechanisms and correspondingchanges in textural features have been correlated. Thevariation of texture and yield strength of 7010-T7451plate across the thickness has been investigated by Zenget al.[12] They have observed a strong variation of texturethrough the thickness of the plate. Near the surface, theb-fiber rolling texture components are dominant and astronger Bs and S components prevail toward the centerof the plate thickness. At the intermediate depths,however, a weak rolling texture and a strong shear texturecomponent {100}h110i has been noticed. Hirsh hasexamined the effects of deformation temperature, heatingrates, alloying elements, and second-phase particles onrecrystallization and their consequences on texture for-mation of 7010 aluminum alloy in comparison with 5xxxseries aluminum alloys.[4]
The aforementioned studies provide a generalizeddescription on the development of texture in high-strength 7xxx series aluminum alloys. A more rigorousstudy on the development of texture with respect to thespecific processing routes (e.g., rolling schedule) andresulting microstructural features would provide valu-able insights into the understanding of this subject. Inthe current study, a thorough investigation on thedevelopment of texture during different modes of cross-rolling and its correlation with microstructure has beenattempted.
II. EXPERIMENTAL DETAILS
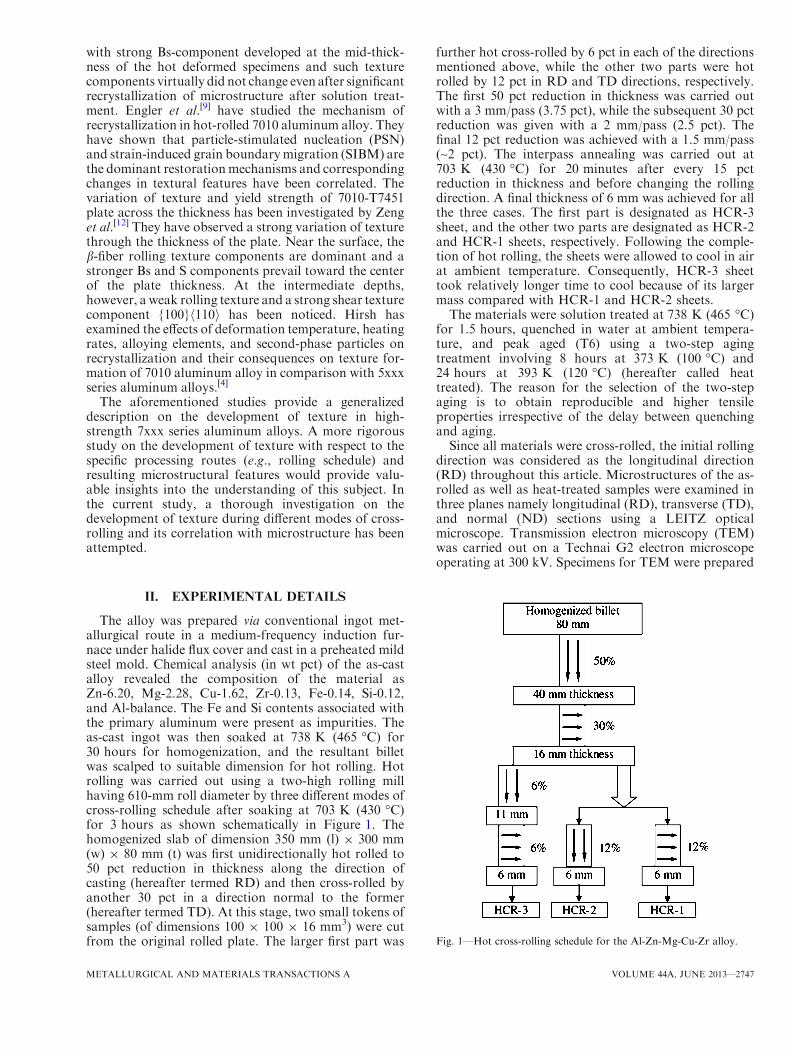
The alloy was prepared via conventional ingot met-allurgical route in a medium-frequency induction fur-nace under halide flux cover and cast in a preheated mildsteel mold. Chemical analysis (in wt pct) of the as-castalloy revealed the composition of the material asZn-6.20, Mg-2.28, Cu-1.62, Zr-0.13, Fe-0.14, Si-0.12,and Al-balance. The Fe and Si contents associated withthe primary aluminum were present as impurities. Theas-cast ingot was then soaked at 738 K (465 �C) for30 hours for homogenization, and the resultant billetwas scalped to suitable dimension for hot rolling. Hotrolling was carried out using a two-high rolling millhaving 610-mm roll diameter by three different modes ofcross-rolling schedule after soaking at 703 K (430 �C)for 3 hours as shown schematically in Figure 1. Thehomogenized slab of dimension 350 mm (l) 9 300 mm(w) 9 80 mm (t) was first unidirectionally hot rolled to50 pct reduction in thickness along the direction ofcasting (hereafter termed RD) and then cross-rolled byanother 30 pct in a direction normal to the former(hereafter termed TD). At this stage, two small tokens ofsamples (of dimensions 100 9 100 9 16 mm3) were cutfrom the original rolled plate. The larger first part was
further hot cross-rolled by 6 pct in each of the directionsmentioned above, while the other two parts were hotrolled by 12 pct in RD and TD directions, respectively.The first 50 pct reduction in thickness was carried outwith a 3 mm/pass (3.75 pct), while the subsequent 30 pctreduction was given with a 2 mm/pass (2.5 pct). Thefinal 12 pct reduction was achieved with a 1.5 mm/pass(~2 pct). The interpass annealing was carried out at703 K (430 �C) for 20 minutes after every 15 pctreduction in thickness and before changing the rollingdirection. A final thickness of 6 mm was achieved for allthe three cases. The first part is designated as HCR-3sheet, and the other two parts are designated as HCR-2and HCR-1 sheets, respectively. Following the comple-tion of hot rolling, the sheets were allowed to cool in airat ambient temperature. Consequently, HCR-3 sheettook relatively longer time to cool because of its largermass compared with HCR-1 and HCR-2 sheets.The materials were solution treated at 738 K (465 �C)
for 1.5 hours, quenched in water at ambient tempera-ture, and peak aged (T6) using a two-step agingtreatment involving 8 hours at 373 K (100 �C) and24 hours at 393 K (120 �C) (hereafter called heattreated). The reason for the selection of the two-stepaging is to obtain reproducible and higher tensileproperties irrespective of the delay between quenchingand aging.Since all materials were cross-rolled, the initial rolling
direction was considered as the longitudinal direction(RD) throughout this article. Microstructures of the as-rolled as well as heat-treated samples were examined inthree planes namely longitudinal (RD), transverse (TD),and normal (ND) sections using a LEITZ opticalmicroscope. Transmission electron microscopy (TEM)was carried out on a Technai G2 electron microscopeoperating at 300 kV. Specimens for TEM were prepared
Fig. 1—Hot cross-rolling schedule for the Al-Zn-Mg-Cu-Zr alloy.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2747
by twin-jet electropolishing in a 30 pct nitric acid and 70pct methanol (by volume) solution at 238 K (�35 �C).
X-ray diffraction (XRD) was used to determine thechanges in the preferred orientation of the materials.Crystallographic texture was measured on the sheetspecimens (of 25 9 15 mm2 dimension) in the as-homogenized, hot-rolled, and heat-treated conditions.An INEL G3000 texture goniometer coupled withcurved position sensitive detector and Cu-Ka radiationwas employed for texture measurement by Schultz backreflection technique.[13,14] An oscillation stage was usedwith 20-mm specimen translation to increase the mea-sured area. Four incomplete pole figures ({111}, {200},{220}, and {311}) of the matrix phase were measuredfrom the t/2-thickness of the specimens. From theexperimental pole figure data, the orientation distribu-tion function (ODF) plots have been calculated usingthe LABOTEX software. The results are presented asODF plots of constant u2 sections with iso-intensitycontours in Euler space defined by the three Euler anglesu1, F, and u2. Volume fractions of the texture compo-nents were calculated through LABOTEX software bymodeling the ODF using a Gaussian function.
Selected samples of the as-rolled and heat-treatedmaterials were subjected to Orientation ImagingMicroscopy using a FEI-SIRION� Field EmissionGun Scanning Electron Microscope (FEG-SEM)equipped with Electron Back-Scattered Diffraction(EBSD) facility. All the samples were sectioned alongthe long-transverse plane (RD–ND) and the EBSDscans were performed at the central region of thespecimen thickness using a step size of 0.5 lm. Theresultant microstructural reconstructions are presentedhere in the form of the inverse pole figure (IPF) mapsafter an appropriate rotation of the reference frame. Thesamples for EBSD scans were first mechanically pol-ished and then electropolished using Struers� standardA2 electrolyte.
Although the relevant results of all the samples arepresented in the text, the discussion is mainly limited tocomparisons between the HCR-1 and HCR-3 specimensbecause the results of these two specimens represent thetwo extremes of the overall scenario.
III. RESULTS
A. Microstructure
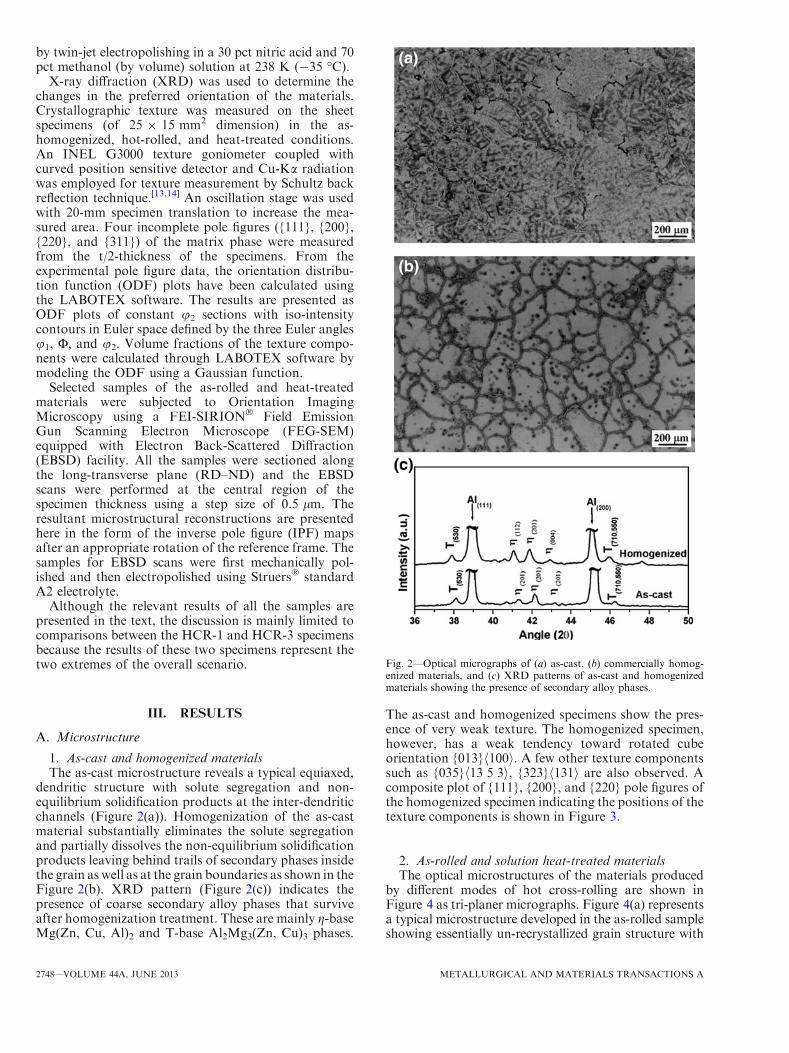
1. As-cast and homogenized materialsThe as-cast microstructure reveals a typical equiaxed,
dendritic structure with solute segregation and non-equilibrium solidification products at the inter-dendriticchannels (Figure 2(a)). Homogenization of the as-castmaterial substantially eliminates the solute segregationand partially dissolves the non-equilibrium solidificationproducts leaving behind trails of secondary phases insidethe grain as well as at the grain boundaries as shown in theFigure 2(b). XRD pattern (Figure 2(c)) indicates thepresence of coarse secondary alloy phases that surviveafter homogenization treatment. These are mainly g-baseMg(Zn, Cu, Al)2 and T-base Al2Mg3(Zn, Cu)3 phases.
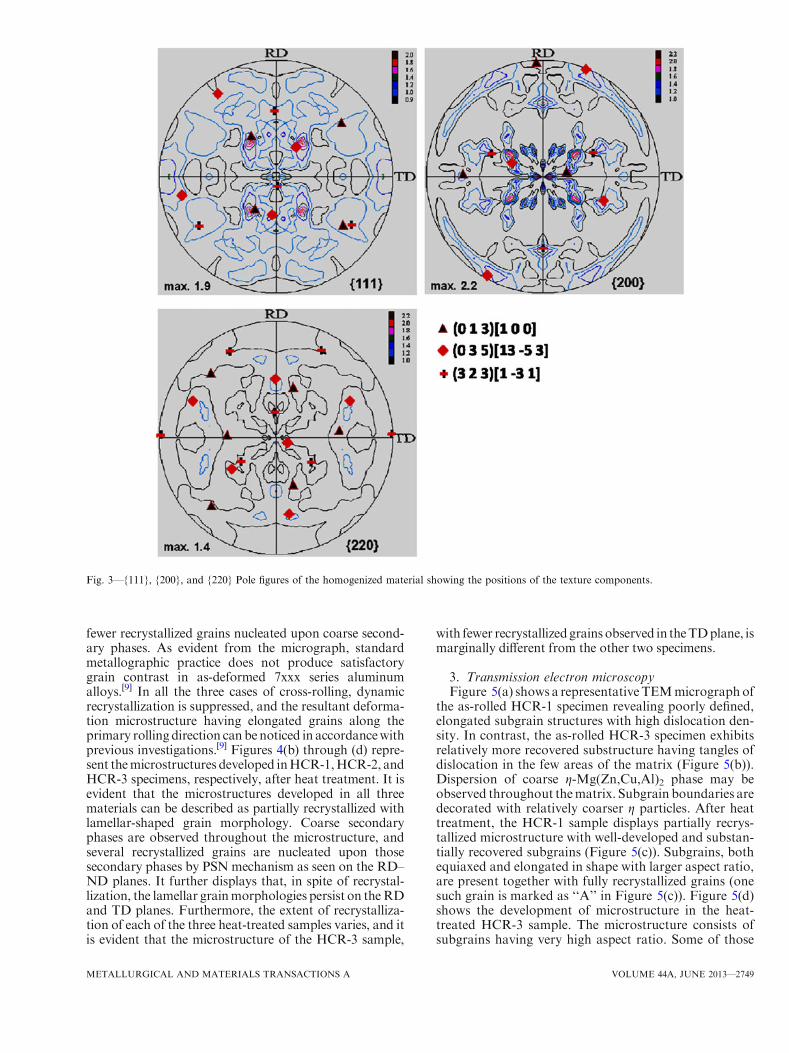
The as-cast and homogenized specimens show the pres-ence of very weak texture. The homogenized specimen,however, has a weak tendency toward rotated cubeorientation {013}h100i. A few other texture componentssuch as {035}h13 5 3i, {323} 131h i are also observed. Acomposite plot of {111}, {200}, and {220} pole figures ofthe homogenized specimen indicating the positions of thetexture components is shown in Figure 3.
2. As-rolled and solution heat-treated materialsThe optical microstructures of the materials produced
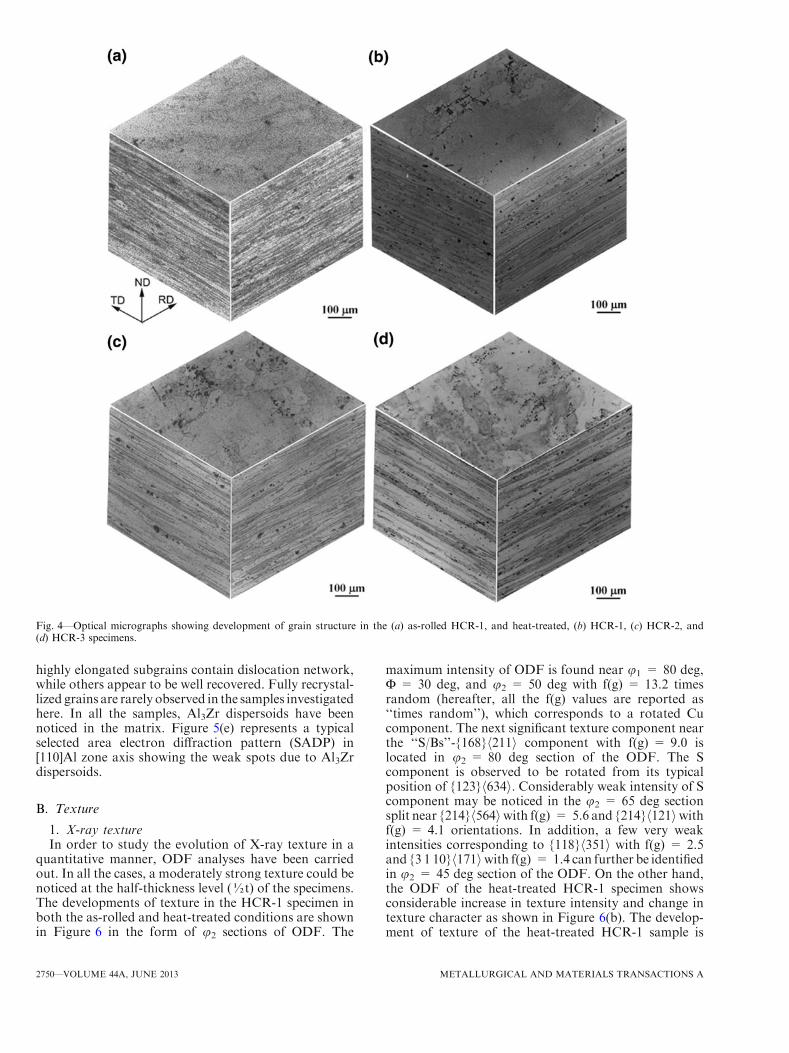
by different modes of hot cross-rolling are shown inFigure 4 as tri-planer micrographs. Figure 4(a) representsa typical microstructure developed in the as-rolled sampleshowing essentially un-recrystallized grain structure with
Fig. 2—Optical micrographs of (a) as-cast, (b) commercially homog-enized materials, and (c) XRD patterns of as-cast and homogenizedmaterials showing the presence of secondary alloy phases.
2748—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
fewer recrystallized grains nucleated upon coarse second-ary phases. As evident from the micrograph, standardmetallographic practice does not produce satisfactorygrain contrast in as-deformed 7xxx series aluminumalloys.[9] In all the three cases of cross-rolling, dynamicrecrystallization is suppressed, and the resultant deforma-tion microstructure having elongated grains along theprimary rolling direction canbenoticed in accordancewithprevious investigations.[9] Figures 4(b) through (d) repre-sent themicrostructures developed inHCR-1,HCR-2, andHCR-3 specimens, respectively, after heat treatment. It isevident that the microstructures developed in all threematerials can be described as partially recrystallized withlamellar-shaped grain morphology. Coarse secondaryphases are observed throughout the microstructure, andseveral recrystallized grains are nucleated upon thosesecondary phases by PSN mechanism as seen on the RD–ND planes. It further displays that, in spite of recrystal-lization, the lamellar grainmorphologies persist on theRDand TD planes. Furthermore, the extent of recrystalliza-tion of each of the three heat-treated samples varies, and itis evident that the microstructure of the HCR-3 sample,
with fewer recrystallizedgrains observed in theTDplane, ismarginally different from the other two specimens.
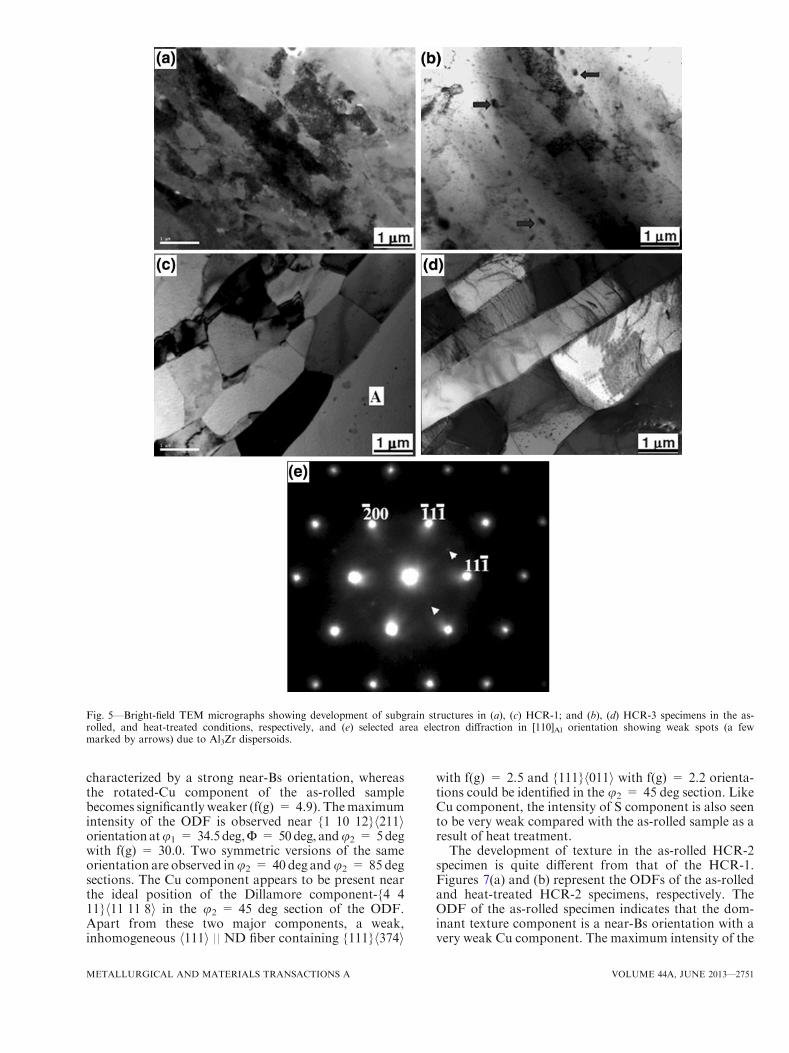
3. Transmission electron microscopyFigure 5(a) shows a representativeTEMmicrograph of
the as-rolled HCR-1 specimen revealing poorly defined,elongated subgrain structures with high dislocation den-sity. In contrast, the as-rolled HCR-3 specimen exhibitsrelatively more recovered substructure having tangles ofdislocation in the few areas of the matrix (Figure 5(b)).Dispersion of coarse g-Mg(Zn,Cu,Al)2 phase may beobserved throughout thematrix. Subgrain boundaries aredecorated with relatively coarser g particles. After heattreatment, the HCR-1 sample displays partially recrys-tallized microstructure with well-developed and substan-tially recovered subgrains (Figure 5(c)). Subgrains, bothequiaxed and elongated in shape with larger aspect ratio,are present together with fully recrystallized grains (onesuch grain is marked as ‘‘A’’ in Figure 5(c)). Figure 5(d)shows the development of microstructure in the heat-treated HCR-3 sample. The microstructure consists ofsubgrains having very high aspect ratio. Some of those
Fig. 3—{111}, {200}, and {220} Pole figures of the homogenized material showing the positions of the texture components.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2749
highly elongated subgrains contain dislocation network,while others appear to be well recovered. Fully recrystal-lized grains are rarely observed in the samples investigatedhere. In all the samples, Al3Zr dispersoids have beennoticed in the matrix. Figure 5(e) represents a typicalselected area electron diffraction pattern (SADP) in[110]Al zone axis showing the weak spots due to Al3Zrdispersoids.
B. Texture
1. X-ray textureIn order to study the evolution of X-ray texture in a
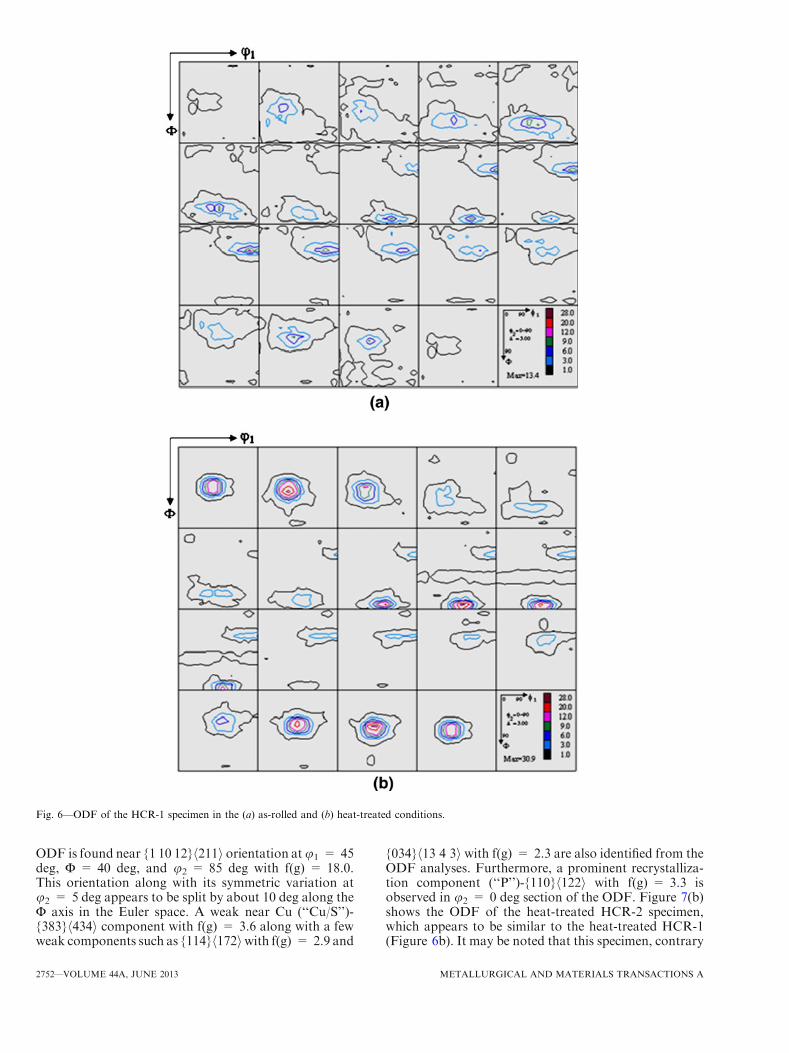
quantitative manner, ODF analyses have been carriedout. In all the cases, a moderately strong texture could benoticed at the half-thickness level (½t) of the specimens.The developments of texture in the HCR-1 specimen inboth the as-rolled and heat-treated conditions are shownin Figure 6 in the form of u2 sections of ODF. The
maximum intensity of ODF is found near u1 = 80 deg,F = 30 deg, and u2 = 50 deg with f(g) = 13.2 timesrandom (hereafter, all the f(g) values are reported as‘‘times random’’), which corresponds to a rotated Cucomponent. The next significant texture component nearthe ‘‘S/Bs’’-{168}h211i component with f(g) = 9.0 islocated in u2 = 80 deg section of the ODF. The Scomponent is observed to be rotated from its typicalposition of {123}h634i. Considerably weak intensity of Scomponent may be noticed in the u2 = 65 deg sectionsplit near {214}h564iwith f(g) = 5.6 and {214}h121iwithf(g) = 4.1 orientations. In addition, a few very weakintensities corresponding to {118}h351i with f(g) = 2.5and {3 1 10}h171iwith f(g) = 1.4 can further be identifiedin u2 = 45 deg section of the ODF. On the other hand,the ODF of the heat-treated HCR-1 specimen showsconsiderable increase in texture intensity and change intexture character as shown in Figure 6(b). The develop-ment of texture of the heat-treated HCR-1 sample is
Fig. 4—Optical micrographs showing development of grain structure in the (a) as-rolled HCR-1, and heat-treated, (b) HCR-1, (c) HCR-2, and(d) HCR-3 specimens.
2750—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
characterized by a strong near-Bs orientation, whereasthe rotated-Cu component of the as-rolled samplebecomes significantly weaker (f(g) = 4.9). Themaximumintensity of the ODF is observed near {1 10 12}h211iorientationatu1 = 34.5deg,F = 50deg, andu2 = 5degwith f(g) = 30.0. Two symmetric versions of the sameorientation are observed inu2 = 40 deg andu2 = 85 degsections. The Cu component appears to be present nearthe ideal position of the Dillamore component-{4 411}h11 11 8i in the u2 = 45 deg section of the ODF.Apart from these two major components, a weak,inhomogeneous h111i || ND fiber containing {111}h374i
with f(g) = 2.5 and {111}h011i with f(g) = 2.2 orienta-tions could be identified in the u2 = 45 deg section. LikeCu component, the intensity of S component is also seento be very weak compared with the as-rolled sample as aresult of heat treatment.The development of texture in the as-rolled HCR-2
specimen is quite different from that of the HCR-1.Figures 7(a) and (b) represent the ODFs of the as-rolledand heat-treated HCR-2 specimens, respectively. TheODF of the as-rolled specimen indicates that the dom-inant texture component is a near-Bs orientation with avery weak Cu component. The maximum intensity of the
Fig. 5—Bright-field TEM micrographs showing development of subgrain structures in (a), (c) HCR-1; and (b), (d) HCR-3 specimens in the as-rolled, and heat-treated conditions, respectively, and (e) selected area electron diffraction in [110]Al orientation showing weak spots (a fewmarked by arrows) due to Al3Zr dispersoids.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2751
ODF is found near {1 10 12}h211i orientation atu1 = 45deg, F = 40 deg, and u2 = 85 deg with f(g) = 18.0.This orientation along with its symmetric variation atu2 = 5 deg appears to be split by about 10 deg along theF axis in the Euler space. A weak near Cu (‘‘Cu/S’’)-{383}h434i component with f(g) = 3.6 along with a fewweak components such as {114}h172iwith f(g) = 2.9 and
{034}h13 4 3i with f(g) = 2.3 are also identified from theODF analyses. Furthermore, a prominent recrystalliza-tion component (‘‘P’’)-{110}h122i with f(g) = 3.3 isobserved in u2 = 0 deg section of the ODF. Figure 7(b)shows the ODF of the heat-treated HCR-2 specimen,which appears to be similar to the heat-treated HCR-1(Figure 6b). It may be noted that this specimen, contrary
Fig. 6—ODF of the HCR-1 specimen in the (a) as-rolled and (b) heat-treated conditions.
2752—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
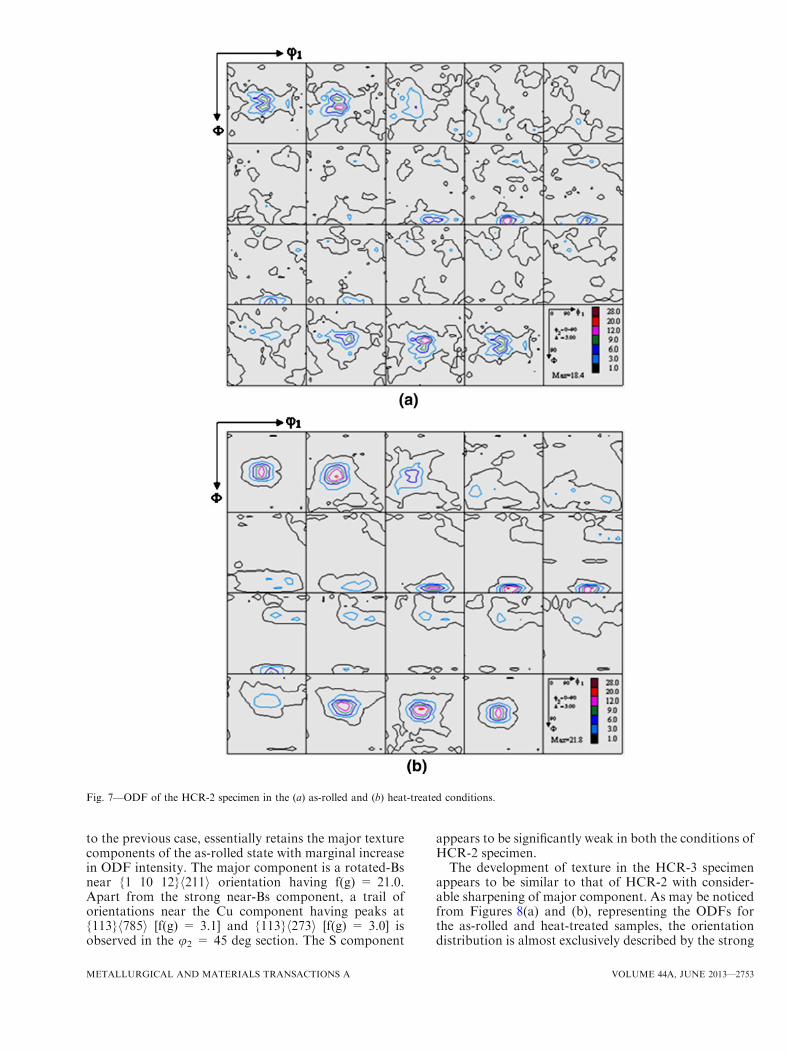
to the previous case, essentially retains the major texturecomponents of the as-rolled state with marginal increasein ODF intensity. The major component is a rotated-Bsnear {1 10 12}h211i orientation having f(g) = 21.0.Apart from the strong near-Bs component, a trail oforientations near the Cu component having peaks at{113}h785i [f(g) = 3.1] and {113}h273i [f(g) = 3.0] isobserved in the u2 = 45 deg section. The S component
appears to be significantly weak in both the conditions ofHCR-2 specimen.The development of texture in the HCR-3 specimen
appears to be similar to that of HCR-2 with consider-able sharpening of major component. As may be noticedfrom Figures 8(a) and (b), representing the ODFs forthe as-rolled and heat-treated samples, the orientationdistribution is almost exclusively described by the strong
Fig. 7—ODF of the HCR-2 specimen in the (a) as-rolled and (b) heat-treated conditions.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2753
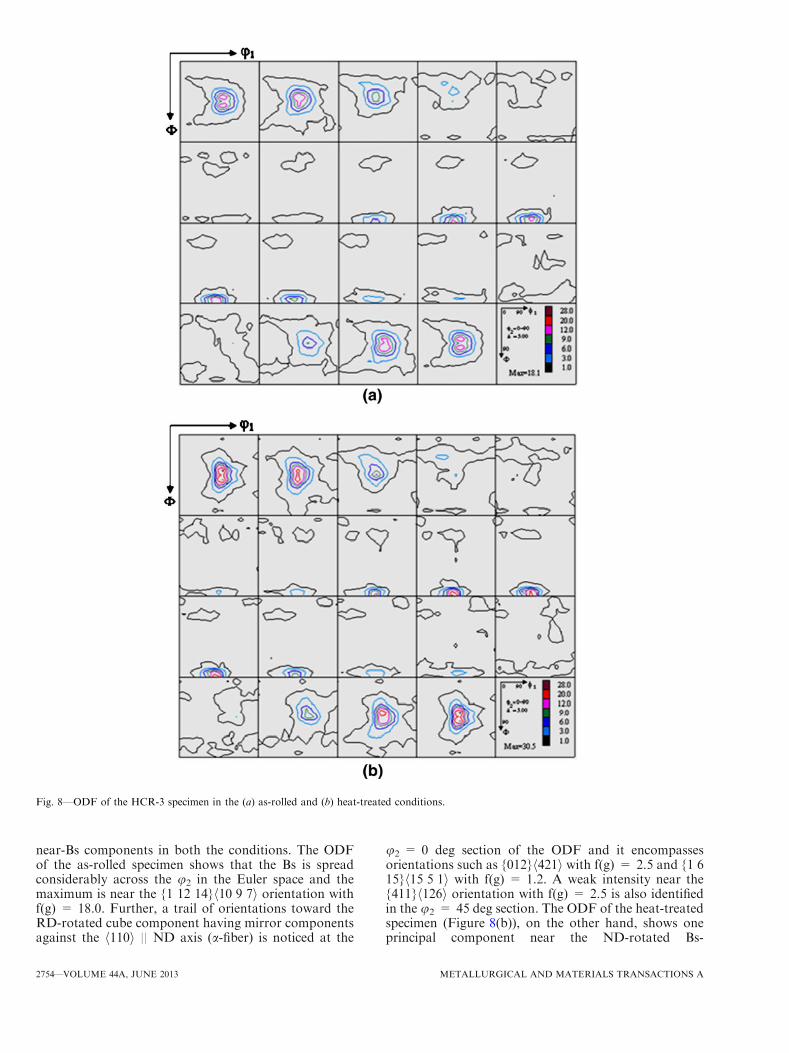
near-Bs components in both the conditions. The ODFof the as-rolled specimen shows that the Bs is spreadconsiderably across the u2 in the Euler space and themaximum is near the {1 12 14}h10 9 7i orientation withf(g) = 18.0. Further, a trail of orientations toward theRD-rotated cube component having mirror componentsagainst the h110i || ND axis (a-fiber) is noticed at the
u2 = 0 deg section of the ODF and it encompassesorientations such as {012}h421i with f(g) = 2.5 and {1 615}h15 5 1i with f(g) = 1.2. A weak intensity near the{411}h126i orientation with f(g) = 2.5 is also identifiedin the u2 = 45 deg section. The ODF of the heat-treatedspecimen (Figure 8(b)), on the other hand, shows oneprincipal component near the ND-rotated Bs-
Fig. 8—ODF of the HCR-3 specimen in the (a) as-rolled and (b) heat-treated conditions.
2754—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
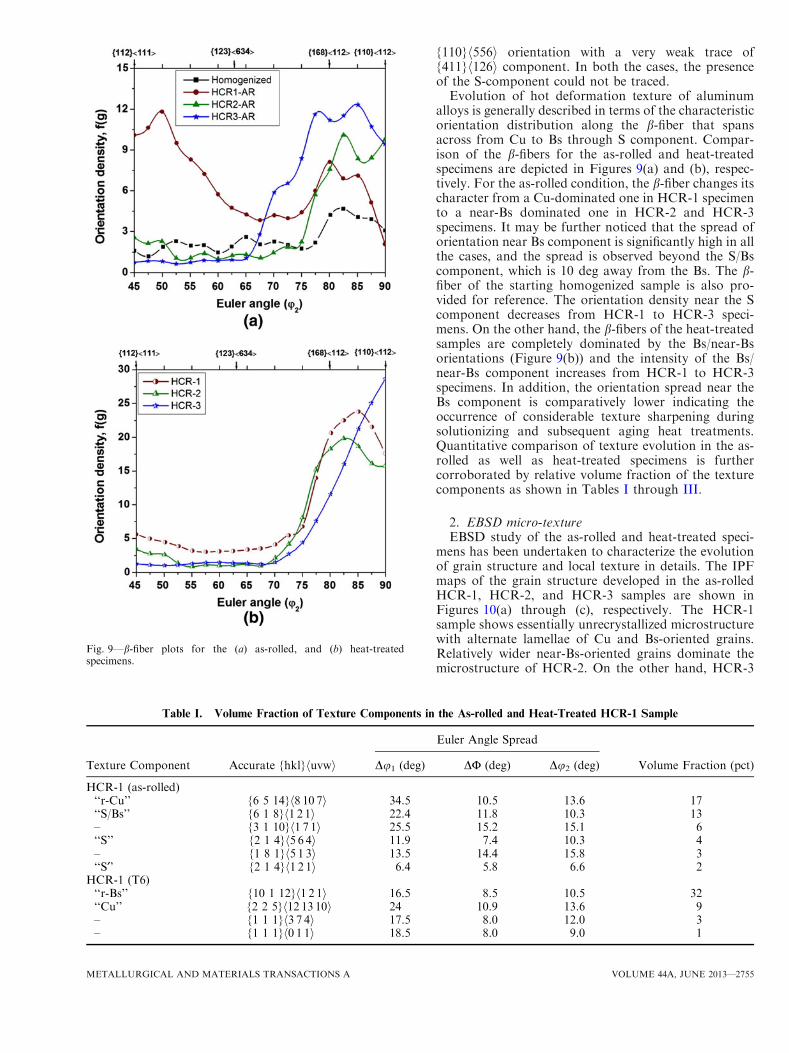
{110}h556i orientation with a very weak trace of{411}h126i component. In both the cases, the presenceof the S-component could not be traced.Evolution of hot deformation texture of aluminum
alloys is generally described in terms of the characteristicorientation distribution along the b-fiber that spansacross from Cu to Bs through S component. Compar-ison of the b-fibers for the as-rolled and heat-treatedspecimens are depicted in Figures 9(a) and (b), respec-tively. For the as-rolled condition, the b-fiber changes itscharacter from a Cu-dominated one in HCR-1 specimento a near-Bs dominated one in HCR-2 and HCR-3specimens. It may be further noticed that the spread oforientation near Bs component is significantly high in allthe cases, and the spread is observed beyond the S/Bscomponent, which is 10 deg away from the Bs. The b-fiber of the starting homogenized sample is also pro-vided for reference. The orientation density near the Scomponent decreases from HCR-1 to HCR-3 speci-mens. On the other hand, the b-fibers of the heat-treatedsamples are completely dominated by the Bs/near-Bsorientations (Figure 9(b)) and the intensity of the Bs/near-Bs component increases from HCR-1 to HCR-3specimens. In addition, the orientation spread near theBs component is comparatively lower indicating theoccurrence of considerable texture sharpening duringsolutionizing and subsequent aging heat treatments.Quantitative comparison of texture evolution in the as-rolled as well as heat-treated specimens is furthercorroborated by relative volume fraction of the texturecomponents as shown in Tables I through III.
2. EBSD micro-textureEBSD study of the as-rolled and heat-treated speci-
mens has been undertaken to characterize the evolutionof grain structure and local texture in details. The IPFmaps of the grain structure developed in the as-rolledHCR-1, HCR-2, and HCR-3 samples are shown inFigures 10(a) through (c), respectively. The HCR-1sample shows essentially unrecrystallized microstructurewith alternate lamellae of Cu and Bs-oriented grains.Relatively wider near-Bs-oriented grains dominate themicrostructure of HCR-2. On the other hand, HCR-3
Fig. 9—b-fiber plots for the (a) as-rolled, and (b) heat-treatedspecimens.
Table I. Volume Fraction of Texture Components in the As-rolled and Heat-Treated HCR-1 Sample
Texture Component Accurate {hkl}huvwi
Euler Angle Spread
Volume Fraction (pct)Du1 (deg) DF (deg) Du2 (deg)
HCR-1 (as-rolled)‘‘r-Cu’’ {6 5 14}h8 10 7i 34.5 10.5 13.6 17‘‘S/Bs’’ {6 1 8}h1 2 1i 22.4 11.8 10.3 13– {3 1 10}h1 7 1i 25.5 15.2 15.1 6‘‘S’’ {2 1 4}h5 6 4i 11.9 7.4 10.3 4– {1 8 1}h5 1 3i 13.5 14.4 15.8 3‘‘S¢’ {2 1 4}h1 2 1i 6.4 5.8 6.6 2
HCR-1 (T6)‘‘r-Bs’’ {10 1 12}h1 2 1i 16.5 8.5 10.5 32‘‘Cu’’ {2 2 5}h12 13 10i 24 10.9 13.6 9– {1 1 1}h3 7 4i 17.5 8.0 12.0 3– {1 1 1}h0 1 1i 18.5 8.0 9.0 1
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2755
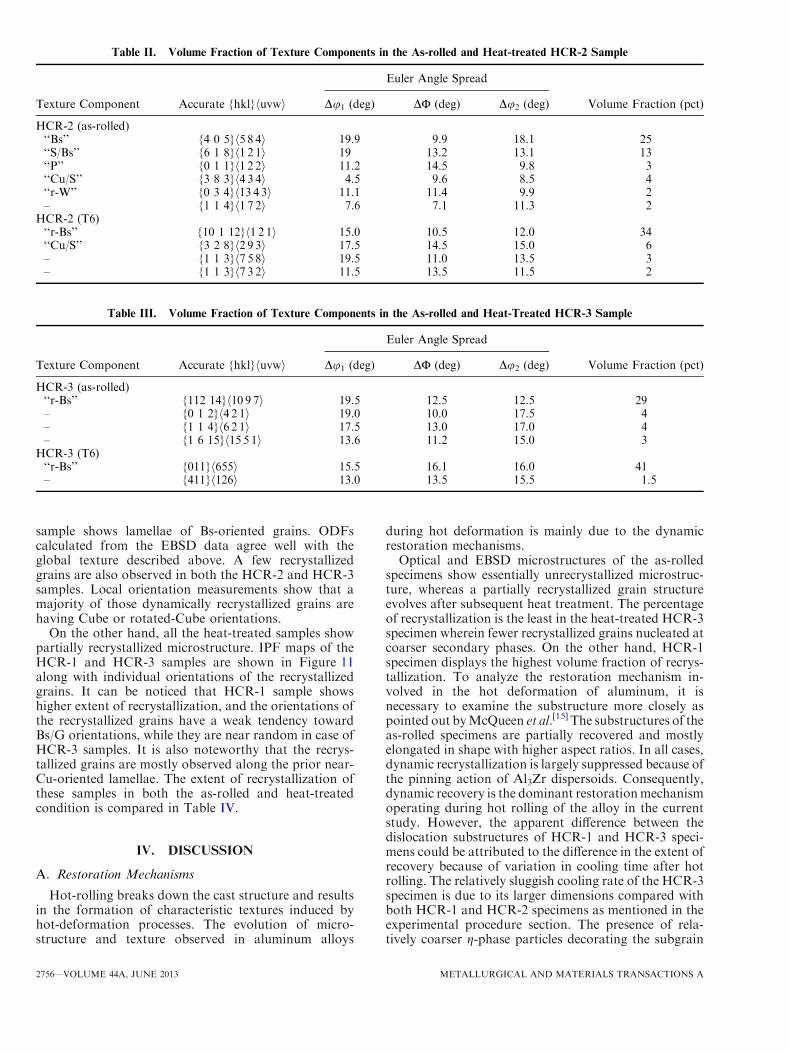
sample shows lamellae of Bs-oriented grains. ODFscalculated from the EBSD data agree well with theglobal texture described above. A few recrystallizedgrains are also observed in both the HCR-2 and HCR-3samples. Local orientation measurements show that amajority of those dynamically recrystallized grains arehaving Cube or rotated-Cube orientations.
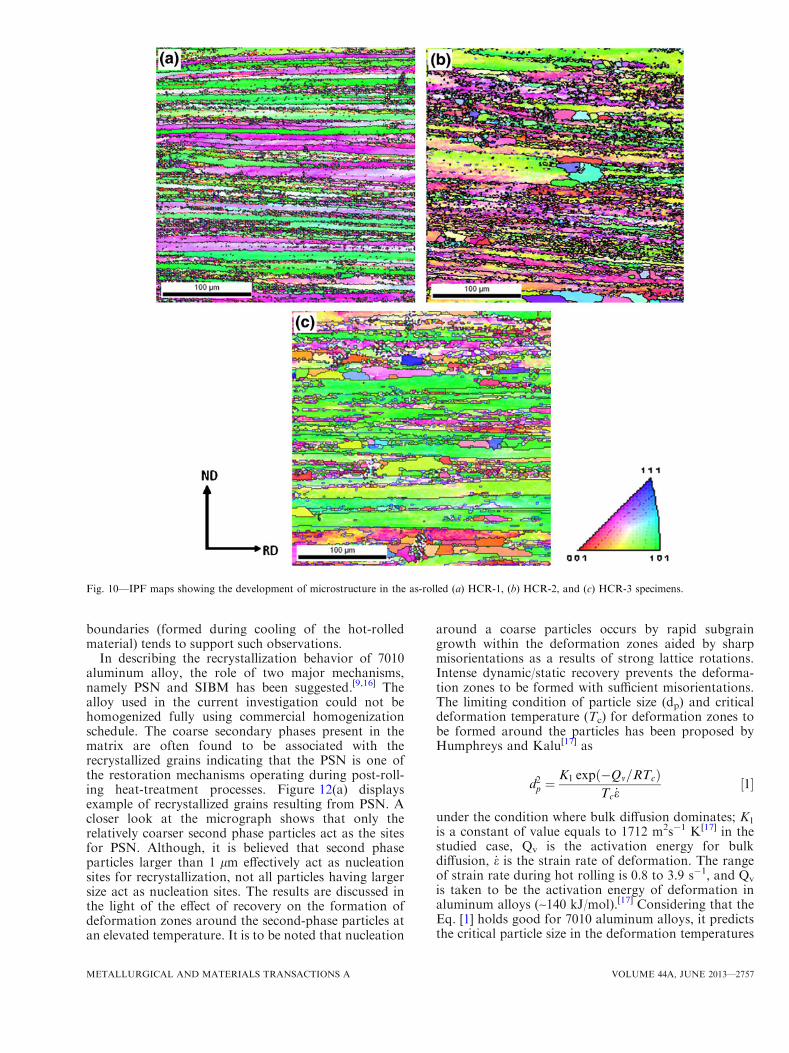
On the other hand, all the heat-treated samples showpartially recrystallized microstructure. IPF maps of theHCR-1 and HCR-3 samples are shown in Figure 11along with individual orientations of the recrystallizedgrains. It can be noticed that HCR-1 sample showshigher extent of recrystallization, and the orientations ofthe recrystallized grains have a weak tendency towardBs/G orientations, while they are near random in case ofHCR-3 samples. It is also noteworthy that the recrys-tallized grains are mostly observed along the prior near-Cu-oriented lamellae. The extent of recrystallization ofthese samples in both the as-rolled and heat-treatedcondition is compared in Table IV.
IV. DISCUSSION
A. Restoration Mechanisms
Hot-rolling breaks down the cast structure and resultsin the formation of characteristic textures induced byhot-deformation processes. The evolution of micro-structure and texture observed in aluminum alloys
during hot deformation is mainly due to the dynamicrestoration mechanisms.Optical and EBSD microstructures of the as-rolled
specimens show essentially unrecrystallized microstruc-ture, whereas a partially recrystallized grain structureevolves after subsequent heat treatment. The percentageof recrystallization is the least in the heat-treated HCR-3specimen wherein fewer recrystallized grains nucleated atcoarser secondary phases. On the other hand, HCR-1specimen displays the highest volume fraction of recrys-tallization. To analyze the restoration mechanism in-volved in the hot deformation of aluminum, it isnecessary to examine the substructure more closely aspointed out byMcQueen et al.[15] The substructures of theas-rolled specimens are partially recovered and mostlyelongated in shape with higher aspect ratios. In all cases,dynamic recrystallization is largely suppressed because ofthe pinning action of Al3Zr dispersoids. Consequently,dynamic recovery is the dominant restorationmechanismoperating during hot rolling of the alloy in the currentstudy. However, the apparent difference between thedislocation substructures of HCR-1 and HCR-3 speci-mens could be attributed to the difference in the extent ofrecovery because of variation in cooling time after hotrolling. The relatively sluggish cooling rate of the HCR-3specimen is due to its larger dimensions compared withboth HCR-1 and HCR-2 specimens as mentioned in theexperimental procedure section. The presence of rela-tively coarser g-phase particles decorating the subgrain
Table II. Volume Fraction of Texture Components in the As-rolled and Heat-treated HCR-2 Sample
Texture Component Accurate {hkl}huvwi
Euler Angle Spread
Volume Fraction (pct)Du1 (deg) DF (deg) Du2 (deg)
HCR-2 (as-rolled)‘‘Bs’’ {4 0 5}h5 8 4i 19.9 9.9 18.1 25‘‘S/Bs’’ {6 1 8}h1 2 1i 19 13.2 13.1 13‘‘P’’ {0 1 1}h1 2 2i 11.2 14.5 9.8 3‘‘Cu/S’’ {3 8 3}h4 3 4i 4.5 9.6 8.5 4‘‘r-W’’ {0 3 4}h13 4 3i 11.1 11.4 9.9 2– {1 1 4}h1 7 2i 7.6 7.1 11.3 2
HCR-2 (T6)‘‘r-Bs’’ {10 1 12}h1 2 1i 15.0 10.5 12.0 34‘‘Cu/S’’ {3 2 8}h2 9 3i 17.5 14.5 15.0 6– {1 1 3}h7 5 8i 19.5 11.0 13.5 3– {1 1 3}h7 3 2i 11.5 13.5 11.5 2
Table III. Volume Fraction of Texture Components in the As-rolled and Heat-Treated HCR-3 Sample
Texture Component Accurate {hkl}huvwi
Euler Angle Spread
Volume Fraction (pct)Du1 (deg) DF (deg) Du2 (deg)
HCR-3 (as-rolled)‘‘r-Bs’’ {112 14}h10 9 7i 19.5 12.5 12.5 29– {0 1 2}h4 2 1i 19.0 10.0 17.5 4– {1 1 4}h6 2 1i 17.5 13.0 17.0 4– {1 6 15}h15 5 1i 13.6 11.2 15.0 3
HCR-3 (T6)‘‘r-Bs’’ {011}h655i 15.5 16.1 16.0 41– {411}h126i 13.0 13.5 15.5 1.5
2756—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
boundaries (formed during cooling of the hot-rolledmaterial) tends to support such observations.
In describing the recrystallization behavior of 7010aluminum alloy, the role of two major mechanisms,namely PSN and SIBM has been suggested.[9,16] Thealloy used in the current investigation could not behomogenized fully using commercial homogenizationschedule. The coarse secondary phases present in thematrix are often found to be associated with therecrystallized grains indicating that the PSN is one ofthe restoration mechanisms operating during post-roll-ing heat-treatment processes. Figure 12(a) displaysexample of recrystallized grains resulting from PSN. Acloser look at the micrograph shows that only therelatively coarser second phase particles act as the sitesfor PSN. Although, it is believed that second phaseparticles larger than 1 lm effectively act as nucleationsites for recrystallization, not all particles having largersize act as nucleation sites. The results are discussed inthe light of the effect of recovery on the formation ofdeformation zones around the second-phase particles atan elevated temperature. It is to be noted that nucleation
around a coarse particles occurs by rapid subgraingrowth within the deformation zones aided by sharpmisorientations as a results of strong lattice rotations.Intense dynamic/static recovery prevents the deforma-tion zones to be formed with sufficient misorientations.The limiting condition of particle size (dp) and criticaldeformation temperature (Tc) for deformation zones tobe formed around the particles has been proposed byHumphreys and Kalu[17] as
d2p ¼K1 expð�Qv=RTcÞ
Tc _e½1�
under the condition where bulk diffusion dominates; K1
is a constant of value equals to 1712 m2s�1 K[17] in thestudied case, Qv is the activation energy for bulkdiffusion, _e is the strain rate of deformation. The rangeof strain rate during hot rolling is 0.8 to 3.9 s�1, and Qv
is taken to be the activation energy of deformation inaluminum alloys (~140 kJ/mol).[17] Considering that theEq. [1] holds good for 7010 aluminum alloys, it predictsthe critical particle size in the deformation temperatures
Fig. 10—IPF maps showing the development of microstructure in the as-rolled (a) HCR-1, (b) HCR-2, and (c) HCR-3 specimens.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2757
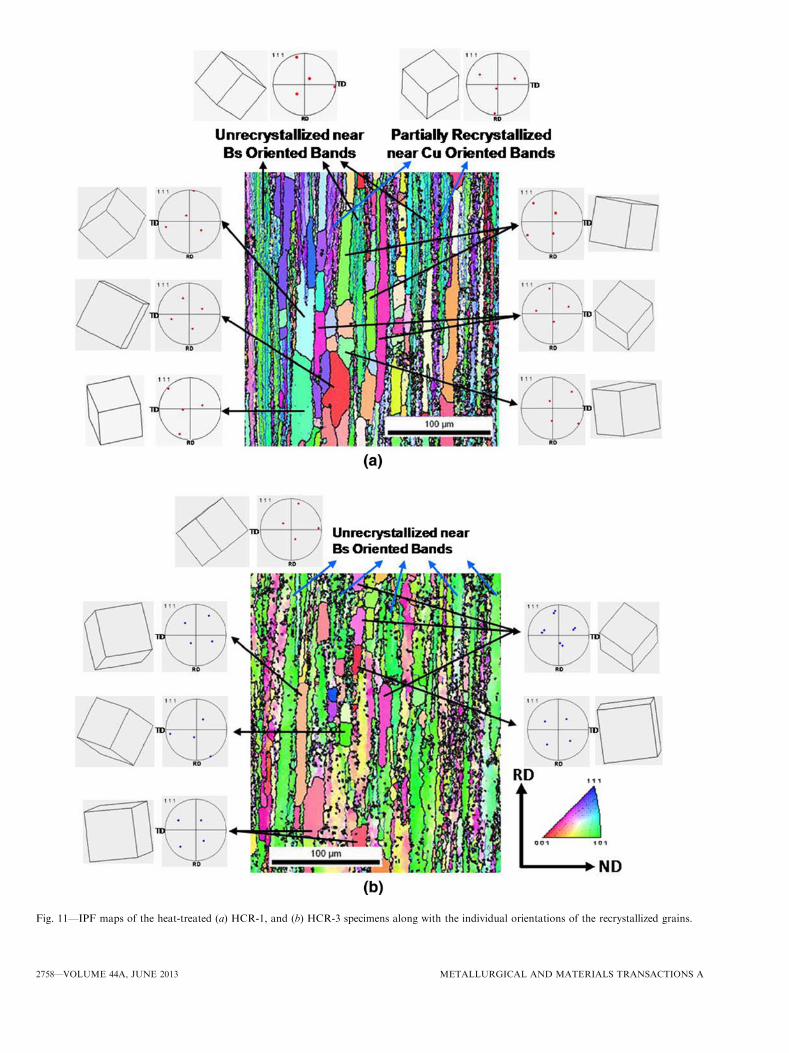
Fig. 11—IPF maps of the heat-treated (a) HCR-1, and (b) HCR-3 specimens along with the individual orientations of the recrystallized grains.
2758—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
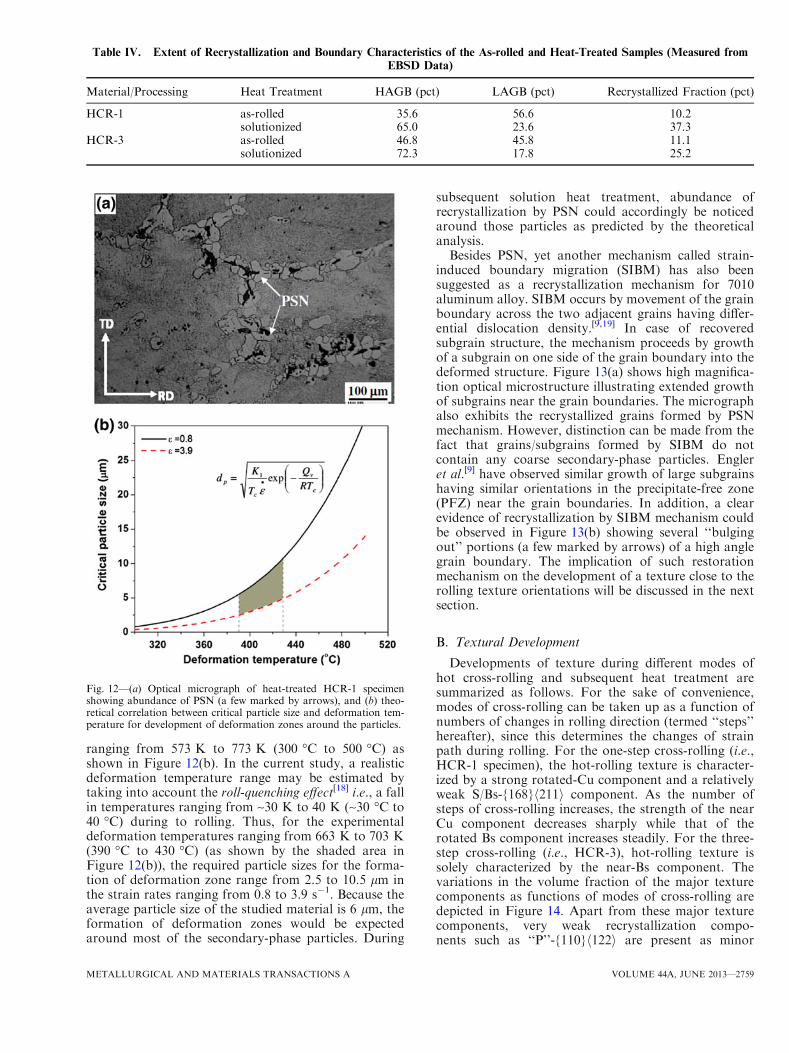
ranging from 573 K to 773 K (300 �C to 500 �C) asshown in Figure 12(b). In the current study, a realisticdeformation temperature range may be estimated bytaking into account the roll-quenching effect[18] i.e., a fallin temperatures ranging from ~30 K to 40 K (~30 �C to40 �C) during to rolling. Thus, for the experimentaldeformation temperatures ranging from 663 K to 703 K(390 �C to 430 �C) (as shown by the shaded area inFigure 12(b)), the required particle sizes for the forma-tion of deformation zone range from 2.5 to 10.5 lm inthe strain rates ranging from 0.8 to 3.9 s�1. Because theaverage particle size of the studied material is 6 lm, theformation of deformation zones would be expectedaround most of the secondary-phase particles. During
subsequent solution heat treatment, abundance ofrecrystallization by PSN could accordingly be noticedaround those particles as predicted by the theoreticalanalysis.Besides PSN, yet another mechanism called strain-
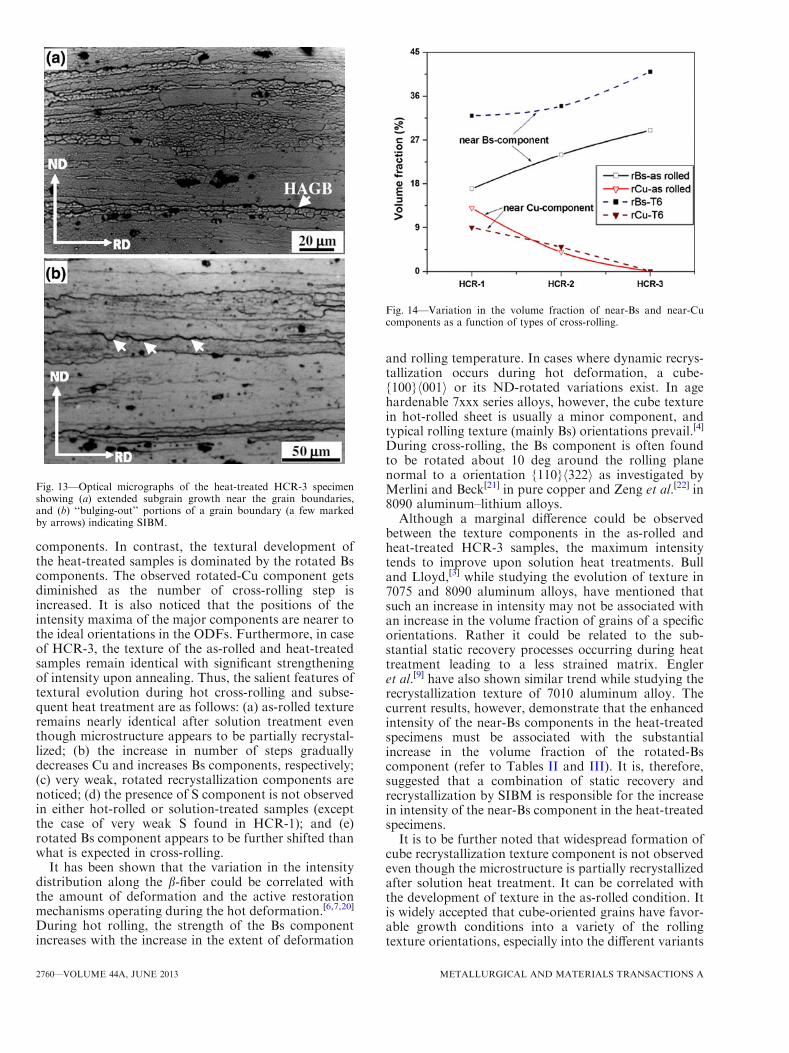
induced boundary migration (SIBM) has also beensuggested as a recrystallization mechanism for 7010aluminum alloy. SIBM occurs by movement of the grainboundary across the two adjacent grains having differ-ential dislocation density.[9,19] In case of recoveredsubgrain structure, the mechanism proceeds by growthof a subgrain on one side of the grain boundary into thedeformed structure. Figure 13(a) shows high magnifica-tion optical microstructure illustrating extended growthof subgrains near the grain boundaries. The micrographalso exhibits the recrystallized grains formed by PSNmechanism. However, distinction can be made from thefact that grains/subgrains formed by SIBM do notcontain any coarse secondary-phase particles. Engleret al.[9] have observed similar growth of large subgrainshaving similar orientations in the precipitate-free zone(PFZ) near the grain boundaries. In addition, a clearevidence of recrystallization by SIBM mechanism couldbe observed in Figure 13(b) showing several ‘‘bulgingout’’ portions (a few marked by arrows) of a high anglegrain boundary. The implication of such restorationmechanism on the development of a texture close to therolling texture orientations will be discussed in the nextsection.
B. Textural Development
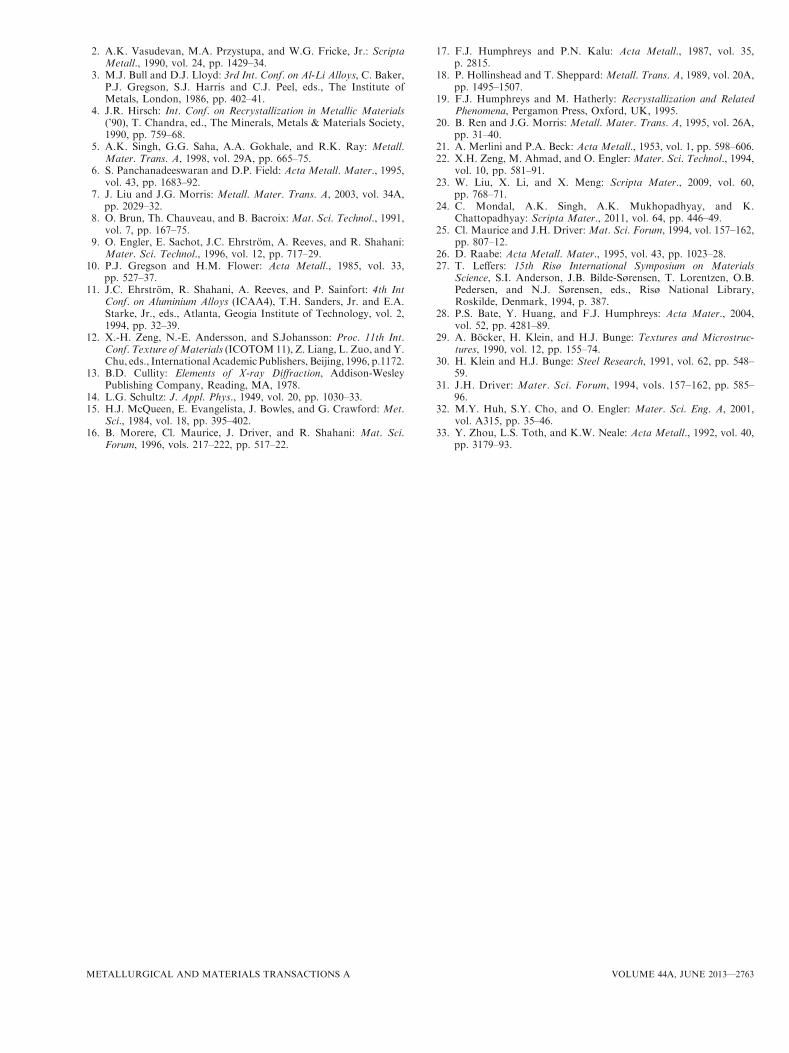
Developments of texture during different modes ofhot cross-rolling and subsequent heat treatment aresummarized as follows. For the sake of convenience,modes of cross-rolling can be taken up as a function ofnumbers of changes in rolling direction (termed ‘‘steps’’hereafter), since this determines the changes of strainpath during rolling. For the one-step cross-rolling (i.e.,HCR-1 specimen), the hot-rolling texture is character-ized by a strong rotated-Cu component and a relativelyweak S/Bs-{168}h211i component. As the number ofsteps of cross-rolling increases, the strength of the nearCu component decreases sharply while that of therotated Bs component increases steadily. For the three-step cross-rolling (i.e., HCR-3), hot-rolling texture issolely characterized by the near-Bs component. Thevariations in the volume fraction of the major texturecomponents as functions of modes of cross-rolling aredepicted in Figure 14. Apart from these major texturecomponents, very weak recrystallization compo-nents such as ‘‘P’’-{110}h122i are present as minor
Table IV. Extent of Recrystallization and Boundary Characteristics of the As-rolled and Heat-Treated Samples (Measured from
EBSD Data)
Material/Processing Heat Treatment HAGB (pct) LAGB (pct) Recrystallized Fraction (pct)
HCR-1 as-rolled 35.6 56.6 10.2solutionized 65.0 23.6 37.3
HCR-3 as-rolled 46.8 45.8 11.1solutionized 72.3 17.8 25.2
Fig. 12—(a) Optical micrograph of heat-treated HCR-1 specimenshowing abundance of PSN (a few marked by arrows), and (b) theo-retical correlation between critical particle size and deformation tem-perature for development of deformation zones around the particles.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2759
components. In contrast, the textural development ofthe heat-treated samples is dominated by the rotated Bscomponents. The observed rotated-Cu component getsdiminished as the number of cross-rolling step isincreased. It is also noticed that the positions of theintensity maxima of the major components are nearer tothe ideal orientations in the ODFs. Furthermore, in caseof HCR-3, the texture of the as-rolled and heat-treatedsamples remain identical with significant strengtheningof intensity upon annealing. Thus, the salient features oftextural evolution during hot cross-rolling and subse-quent heat treatment are as follows: (a) as-rolled textureremains nearly identical after solution treatment eventhough microstructure appears to be partially recrystal-lized; (b) the increase in number of steps graduallydecreases Cu and increases Bs components, respectively;(c) very weak, rotated recrystallization components arenoticed; (d) the presence of S component is not observedin either hot-rolled or solution-treated samples (exceptthe case of very weak S found in HCR-1); and (e)rotated Bs component appears to be further shifted thanwhat is expected in cross-rolling.
It has been shown that the variation in the intensitydistribution along the b-fiber could be correlated withthe amount of deformation and the active restorationmechanisms operating during the hot deformation.[6,7,20]
During hot rolling, the strength of the Bs componentincreases with the increase in the extent of deformation
and rolling temperature. In cases where dynamic recrys-tallization occurs during hot deformation, a cube-{100}h001i or its ND-rotated variations exist. In agehardenable 7xxx series alloys, however, the cube texturein hot-rolled sheet is usually a minor component, andtypical rolling texture (mainly Bs) orientations prevail.[4]
During cross-rolling, the Bs component is often foundto be rotated about 10 deg around the rolling planenormal to a orientation {110}h322i as investigated byMerlini and Beck[21] in pure copper and Zeng et al.[22] in8090 aluminum–lithium alloys.Although a marginal difference could be observed
between the texture components in the as-rolled andheat-treated HCR-3 samples, the maximum intensitytends to improve upon solution heat treatments. Bulland Lloyd,[3] while studying the evolution of texture in7075 and 8090 aluminum alloys, have mentioned thatsuch an increase in intensity may not be associated withan increase in the volume fraction of grains of a specificorientations. Rather it could be related to the sub-stantial static recovery processes occurring during heattreatment leading to a less strained matrix. Engleret al.[9] have also shown similar trend while studying therecrystallization texture of 7010 aluminum alloy. Thecurrent results, however, demonstrate that the enhancedintensity of the near-Bs components in the heat-treatedspecimens must be associated with the substantialincrease in the volume fraction of the rotated-Bscomponent (refer to Tables II and III). It is, therefore,suggested that a combination of static recovery andrecrystallization by SIBM is responsible for the increasein intensity of the near-Bs component in the heat-treatedspecimens.It is to be further noted that widespread formation of
cube recrystallization texture component is not observedeven though the microstructure is partially recrystallizedafter solution heat treatment. It can be correlated withthe development of texture in the as-rolled condition. Itis widely accepted that cube-oriented grains have favor-able growth conditions into a variety of the rollingtexture orientations, especially into the different variants
Fig. 13—Optical micrographs of the heat-treated HCR-3 specimenshowing (a) extended subgrain growth near the grain boundaries,and (b) ‘‘bulging-out’’ portions of a grain boundary (a few markedby arrows) indicating SIBM.
Fig. 14—Variation in the volume fraction of near-Bs and near-Cucomponents as a function of types of cross-rolling.
2760—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A

of the S component, giving them a 40 deg h111i growthadvantage. Since the as-rolled texture (particularlyHCR-2 and HCR-3) consists mainly of rotated-Bstexture component, such growth advantage is notprovided. As a result, this leads to a weak Cubeintensity in the solution heat-treated materials. This isin agreement with a recent study by Liu et al.[23]
As mentioned above, the intensity of rotated-Bscomponents increases and that of Cu componentdecreases with the increase in number of cross-rollingsteps. This can be explained based on the IPF maps ofHCR-1 and HCR-3 samples (Figures 10 and 11). Theas-rolled sample of HCR-1 exhibits alternate lamellae ofrotated-Bs and Cu orientations, while that of HCR-3specimen displays only rotated Bs orientation in lamel-lar morphology. The microstructure of HCR-1 sampleconsists mainly of unrecrystallized grains. On the otherhand, the HCR-3 sample shows a small fraction ofrecrystallized grains that are close to cube orienta-tion.[24] A comparison of the microstructures of the as-rolled and heat-treated HCR-1 samples shows thatrotated Bs-oriented grains are highly recovered, whilethe newly recrystallized grains are observed within theCu-oriented lamellae (Figure 11(a)). These recrystallizedgrains have orientations different from those of parent-rotated Cu orientation. It is suggested that such com-ponents would have also formed by inter-pass annealingat the expense of the Cu-oriented regions of the matrix.This mechanism is further strengthened by the fact thatelongated deformed grains having near-Bs orientationsare also particularly resistant to recrystallization.[4,18]
This is evident from the IPF map of the as-rolledsamples showing that the unrecrystallized, elongatedgrains are predominantly having a near-Bs orientation.It implies that during subsequent inter-pass annealings,Cu-oriented regions are preferentially eliminated bystatic recrystallization, while the near-Bs-oriented, un-recrystallized grains are retained. Consequently, thedevelopments of texture in the HCR-2 and HCR-3specimens, wherein the processing involves more num-ber of inter-pass annealing, is dominated by the rotated-Bs components and progressively weak Cu components.
This implies that the observed strong rotated Bscomponents in HCR-2 and HCR-3 samples can, there-fore, be attributed to the combined effect of cross-rollingand inter-pass annealings, which reduces the intensity ofCu component after each successive pass.[24] In addition,the following attributes such as recrystallization resis-tance of Bs-oriented grains, stability of Bs texture undercross-rolling, Zener pinning by Al3Zr dispersoids alsoplay a critical role in the evolution of the strong rotated-Bs texture.[24] In the next section, the role of thesevariables in the development and stability of Bs textureis illustrated in details.
C. Evolution and Stability of Rotated Brass Component
As mentioned above, the evolution of texture in thecurrent study is mainly due to hot cross-rolling withfrequent inter-pass annealing that has resulted in single,rotated-Bs component in the HCR-3 sample. Beforeproposing a plausible mechanism for such an observa-
tion of the single, rotated-Bs component, a briefoverview of the evolution of the Bs component inaluminum alloys is presented here.It is widely accepted that increase in deformation
temperature increases the intensity of Bs texture inaluminum alloys. Furthermore, in explaining the evolu-tion of Bs texture component during hot deformation, asignificant contribution of non-octahedral slip activityhas been proposed.[25] Raabe has simulated the evolu-tion of texture during hot rolling of aluminum alloysusing a Taylor type model incorporating grain interac-tions and non-octahedral slip activity.[26] This haspredicted the relative stability of Cube and Bs compo-nents during hot rolling for various ratios of criticalresolved shear stress on {111}h110i and {110}h110i slipsystems. It has been observed that Cu and S componentsare weakly influenced, while strengths of Bs and Cubecomponents are strongly affected by the {110}h110iglides. Although the non-octahedral slip activity cannotbe ruled out during high-temperature deformation ofaluminum alloys, it is rather difficult to justify why mustit occur in preference to normal octahedral slip aspointed out by Leffers[27] and Bate et al.[28] Contrary tothe unidirectional rolling deformation, cross-rollingtends to facilitate the strengthening of Bs componentas shown by Bunge and co-workers[29,30] in Al-1Mnalloy. Their model calculations of the development ofcross-rolling texture further points out that evolution ofstrong Bs texture could be replicated by means of a fullyconstrained Taylor model with {111}h110i glide only.[30]The key features that promote the evolution of texture
in the above mentioned studies mainly are (i) the discretenature and inhomogeneity of sub-boundaries, and (ii)extensive dynamic recovery in the presence of a Zenerdrag. It has further been shown that the relative stabilityof Bs texture can be increased by deformation ofaluminum having an initial cube texture at highertemperature.[6] Contrary to the idea of preferential slipon {110}h110i systems, the experimental evidencessuggest the simultaneous activation of {111}h110i and{112}h110i slips during high-temperature (~673 K)deformation of aluminum single crystal.[31] Such acombination of slips reduces the eRD-TD shear signifi-cantly and results in b-fiber orientations dominated bythe Bs component.[25] It also demonstrates that aprogressive increase in non-octahedral slip activity onseveral systems such as {110}h110i, {112}h110i and{001}h110i produces the strengthening of Bs at theexpense of Cu and S components.It is to be noted that the above mentioned observa-
tions are mainly due to unidirectional and true cross-rolling. In contrast, the current results deal with theeffect of the selected processing path comprising anumber of steps of cross-rolling and frequent inter-passannealing. The deformation process is thus significantlydifferent from industrial production schedule. As aresult, the nature of observed texture in the studied alloyis significantly different. Therefore, the effects of changein rolling directions and frequent inter-pass annealingsare discussed below in terms of (1) orientation rotation,(2) stability of texture components, and (3) changes inthe restoration mechanisms.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2761

It is known that during plain strain deformation of fccmetals lattices rotate toward some specific string oforientations called fibers (e.g., a-, b-fibers) and evolveparticularly along the b-fiber. However, during cross-rolling, the b-fiber orientation, as is typical of unidirec-tionally rolled sheets, becomes highly unstable, and atexture consisting of a pronounced a-fiber ({011}|| ND)is developed. According to the explanations provided byHuh et al.,[32] the development of such texture can beexplained by means of a stability consideration underthe two different reference frame of specimens andTaylor-type deformation texture simulations by consid-ering 90 deg ND-rotation. The as-rolled texture ofHCR-1 specimen typically resembles such spread oforientations along the a-fiber having orientation con-centrating toward higher values of u1 (>45 deg). Unlikethe observations of Huh et al.,[32] however, traces of b-fiber in terms of Cu component can still be observed inHCR-1 specimens. This is partly due to the low amountof deformations applied along the cross-rolling directionand hence, the material retains partial Cu componentformed during unidirectional rolling along RD. Furtherconsiderations of rotation of components as a functionof cross-rolling steps and concomitant inter-pass anneal-ing are necessary to account for the simultaneousreduction of Cu component and increase in Bs compo-nent. Zhou et al.,[33] have shown by means of stabilityanalyses of texture orientations that while all theorientations around Cu converges toward Cu texture,strengthening of Bs component can occur by orientationrotation along the a-fiber only. In addition, materialswith initial Cube orientations shows strong tendency ofrotation toward the a-fiber during deformation.
In the current study, it has already been shown that inaddition to the initial weak rotated cube components({013}h100i), ND- and RD-rotated cube componentsfurther form during the initial stages of hot rolling andintermittent annealing. During deformation, the RD-rotated cube orientation tends to spread toward the a-fiber, whereas the ND-rotated cube converges towardCu orientation. The resultant texture shows propensitytoward b-fiber orientations as expected. The formationof a non-uniform b-fiber having stronger intensities atboth ends is expected when this mechanism is continuedfor large deformation, as in the case of HCR-1-rollingschedule. However, it has previously been noticed thatdeformed microstructure with near-Bs orientation areparticularly resistant to recrystallization during inter-pass annealing,[4,18] while Cu orientation is not. Astronger Bs texture is, therefore, expected after rollingwith multiple inter-pass annealing as in the case of theHCR-2 and HCR-3 samples.
The increase in mechanical stability of the rotated Bscomponent after increase in number of cross-rolling stepscan further be illustrated from its symmetry point of viewwith respect to the cross-rolling condition. It is to be notedthat the rotated Bs component has near-four-fold sym-metry in {011} pole figure when superimposed withspecimen reference frame.[24] As a result, the location ofthis component is not affected, and it remains stable. Incontrast, the other orientations present in b-fiber do nothave such symmetric characteristics.
It is, therefore, evident that development of strong,rotated Bs texture in the as-rolled and heat-treatedspecimens can be attributed to (i) stability of rotated-Bsorientations under multi-step cross-rolling deformation,(ii) partially recrystallized microstructure having highpropensity of rotated-cube and -Goss orientationsduring inter-pass annealing, (iii) strong recrystallizationresistance of near Bs-oriented elongated grains, and (iv)retention of elongated grain morphology produced byZener pinning during hot rolling.
V. CONCLUSIONS
The current study deals with the effect of the selectedprocessing path comprising non-symmetric deforma-tions in the two rolling directions during cross-rollingand frequent inter-pass annealings. The deformationprocess is significantly different from industrial produc-tion schedule. Introduction of such a processing routesubstantially affects the development of texture in 7010aluminum alloy. The following conclusions can bedrawn from the experimental results presented here:
(i) One step cross-rolling results in the typical b-fiberorientations. The increase in number of stepschanges the overall nature of the typical b-fiber.The strength of the rotated-Bs component in-creases with the increasing number of cross-rollingsteps, while that of the rotated-Cu componentdiminishes sharply because of the combined effectof changes in rolling direction and inter-passannealing.
(ii) Dynamic recovery is the dominant restorationmechanism operative during the hot cross-rollingof the studied alloy.
(iii) During subsequent heat treatment, static recoverydominates, while the partial recrystallization ofthe grain structure occurs by a combination ofPSN and SIBM.
(iv) Mechanisms associated with stability of rotated Bscomponent are (a) stability of rotated-Bs orienta-tions under multi-step cross-rolling deformation,(b) partially recrystallized microstructure, (c)strong recrystallization resistance of near Bs-ori-ented grains, and (d) retention of elongated grainmorphology.
ACKNOWLEDGMENTS
The authors wish to acknowledge the financial sup-port by the DRDO, Government of India. The micro-texture studies were carried out using the FEG-SEMfacility at the Institute Nano-Science Initiative, theIndian Institute of Science, Bangalore.
REFERENCES1. K.V. Jata, A.K. Hopkins, and R.J. Rioja: Mater. Sci. Forum,
1996, vols. 217–222, pp. 647–52.
2762—VOLUME 44A, JUNE 2013 METALLURGICAL AND MATERIALS TRANSACTIONS A
2. A.K. Vasudevan, M.A. Przystupa, and W.G. Fricke, Jr.: ScriptaMetall., 1990, vol. 24, pp. 1429–34.
3. M.J. Bull and D.J. Lloyd: 3rd Int. Conf. on Al-Li Alloys, C. Baker,P.J. Gregson, S.J. Harris and C.J. Peel, eds., The Institute ofMetals, London, 1986, pp. 402–41.
4. J.R. Hirsch: Int. Conf. on Recrystallization in Metallic Materials(’90), T. Chandra, ed., The Minerals, Metals & Materials Society,1990, pp. 759–68.
5. A.K. Singh, G.G. Saha, A.A. Gokhale, and R.K. Ray: Metall.Mater. Trans. A, 1998, vol. 29A, pp. 665–75.
6. S. Panchanadeeswaran and D.P. Field: Acta Metall. Mater., 1995,vol. 43, pp. 1683–92.
7. J. Liu and J.G. Morris: Metall. Mater. Trans. A, 2003, vol. 34A,pp. 2029–32.
8. O. Brun, Th. Chauveau, and B. Bacroix: Mat. Sci. Technol., 1991,vol. 7, pp. 167–75.
9. O. Engler, E. Sachot, J.C. Ehrstrom, A. Reeves, and R. Shahani:Mater. Sci. Technol., 1996, vol. 12, pp. 717–29.
10. P.J. Gregson and H.M. Flower: Acta Metall., 1985, vol. 33,pp. 527–37.
11. J.C. Ehrstrom, R. Shahani, A. Reeves, and P. Sainfort: 4th IntConf. on Aluminium Alloys (ICAA4), T.H. Sanders, Jr. and E.A.Starke, Jr., eds., Atlanta, Geogia Institute of Technology, vol. 2,1994, pp. 32–39.
12. X.-H. Zeng, N.-E. Andersson, and S.Johansson: Proc. 11th Int.Conf. Texture ofMaterials (ICOTOM11), Z. Liang, L. Zuo, and Y.Chu, eds., InternationalAcademic Publishers, Beijing, 1996, p.1172.
13. B.D. Cullity: Elements of X-ray Diffraction, Addison-WesleyPublishing Company, Reading, MA, 1978.
14. L.G. Schultz: J. Appl. Phys., 1949, vol. 20, pp. 1030–33.15. H.J. McQueen, E. Evangelista, J. Bowles, and G. Crawford: Met.
Sci., 1984, vol. 18, pp. 395–402.16. B. Morere, Cl. Maurice, J. Driver, and R. Shahani: Mat. Sci.
Forum, 1996, vols. 217–222, pp. 517–22.
17. F.J. Humphreys and P.N. Kalu: Acta Metall., 1987, vol. 35,p. 2815.
18. P. Hollinshead and T. Sheppard: Metall. Trans. A, 1989, vol. 20A,pp. 1495–1507.
19. F.J. Humphreys and M. Hatherly: Recrystallization and RelatedPhenomena, Pergamon Press, Oxford, UK, 1995.
20. B. Ren and J.G. Morris: Metall. Mater. Trans. A, 1995, vol. 26A,pp. 31–40.
21. A. Merlini and P.A. Beck: Acta Metall., 1953, vol. 1, pp. 598–606.22. X.H. Zeng, M. Ahmad, and O. Engler: Mater. Sci. Technol., 1994,
vol. 10, pp. 581–91.23. W. Liu, X. Li, and X. Meng: Scripta Mater., 2009, vol. 60,
pp. 768–71.24. C. Mondal, A.K. Singh, A.K. Mukhopadhyay, and K.
Chattopadhyay: Scripta Mater., 2011, vol. 64, pp. 446–49.25. Cl. Maurice and J.H. Driver: Mat. Sci. Forum, 1994, vol. 157–162,
pp. 807–12.26. D. Raabe: Acta Metall. Mater., 1995, vol. 43, pp. 1023–28.27. T. Leffers: 15th Risø International Symposium on Materials
Science, S.I. Anderson, J.B. Bilde-Sørensen, T. Lorentzen, O.B.Pedersen, and N.J. Sørensen, eds., Risø National Library,Roskilde, Denmark, 1994, p. 387.
28. P.S. Bate, Y. Huang, and F.J. Humphreys: Acta Mater., 2004,vol. 52, pp. 4281–89.
29. A. Bocker, H. Klein, and H.J. Bunge: Textures and Microstruc-tures, 1990, vol. 12, pp. 155–74.
30. H. Klein and H.J. Bunge: Steel Research, 1991, vol. 62, pp. 548–59.
31. J.H. Driver: Mater. Sci. Forum, 1994, vols. 157–162, pp. 585–96.
32. M.Y. Huh, S.Y. Cho, and O. Engler: Mater. Sci. Eng. A, 2001,vol. A315, pp. 35–46.
33. Y. Zhou, L.S. Toth, and K.W. Neale: Acta Metall., 1992, vol. 40,pp. 3179–93.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 44A, JUNE 2013—2763





























