Embed Size (px)
Citation preview
Artículo III: Calificación de Habilidad de Soldadores y operadores de equipos de soldeo
QW-300. Descripción General
•QW-310. Tipo y Preparación de las Probetas de Calificación
•QW-320. Recalificación y Renovación
•QW-350. Variables Esenciales para el Soldador(según Proceso) – QW 416 LISTA LAS VARIABLES PARA TODOS LOS PROCESOS
•QW-360. Variables Esenciales para el Operadorde Soldadura
•QW-380. Procesos especiales
Artículo III: Calificación de Habilidad de Soldadores y operadores de equipos de soldeo
QW-300: GENERAL
QW-300.1:
•Este artículo lista las variables esenciales a aplicar para cada proceso para calificar soldadores
•QW-350: variables esenciales para soldadores, definidas en el Artículo IV
•QW-360: variables esenciales para operadores, definidas en el Artículo IV
•Un soldador u operador puede calificarse mediante radiografiado de una probeta, la primera soldadura de producción o mediante plegados excepto lo dicho QW-304 y QW-305.
Artículo III: Calificación de Habilidad de Soldadores y operadores de equipos de soldeoQW-300: GENERAL
QW-300.2:
•El fabricante o Contratista es el responsable de la calificación de los Soldadores/ Operadores de acuerdo a un WPS calificado.
•LEER CUESTIONES CONTRACTUALES Y AGRUPAMIENTOS DE EMPRESAS, ETC.
QW-301: EnsayosQW-301.1: Objetivo de la prueba
• El objetivo de la prueba de calificación es determinar la habilidad del Soldador/Operador para realizar uniones sanas
QW-301.2: Prueba de calificación• Se debe seguir un WPS calificado, excepto que puede omitirse el:
• Precalentamiento• TTPS
QW-301.3: Identificación de los soldadores
QW-301.4: Registros de la prueba• Los registros deben incluir las variables esenciales de QW-350 y QW-
360, el tipo de ensayo y los resultados y los rango calificados según QW-452
• Formatos sugeridos QW-484A
Artículo III: Calificación de Habilidad de Soldadores yoperadores de equipos de soldeo
Artículo III: Calificación de Soldadores
QW-302: Tipos de ensayos requeridos (ver QW-461)
QW-302.1: Ensayos mecánicos* Tipo y número de ensayo en QW-452* Lugar de remoción en QW-463.2 (a) hasta (h)* Filetes en QW-462.4 (a) hasta (d) y QW-463.2 (h)* Requerimientos de aprobación en QW-160 o QW-180
QW 380 PROCESOS ESPECIALES
QW-302.2: Ensayo radiográfico* Largo mínimo del cupón: 152 mm y toda la circunferencia para los caños* Caños de diámetros pequeños: no más de 4 cupones* Criterios de aprobación en QW-191
Artículo III: Calificación de Soldadores
QW-302.3: Probetas de ensayo de caños* Para posición 1G o 2G: 1 plegado de cara y 1 de raíz o 2 laterales* Para posición 5G o 6G: 2plegados de cara y 2 de raíz o 4 laterales* Forma de remoción: QW-463.2 (d) y (e)
QW-302.4: Examen visualPara chapas según QW-194 (menos la parte de descarte)
•Según QW-194. caños: la parte externa y la parte interna
Artículo III: Calificación de Soldadores
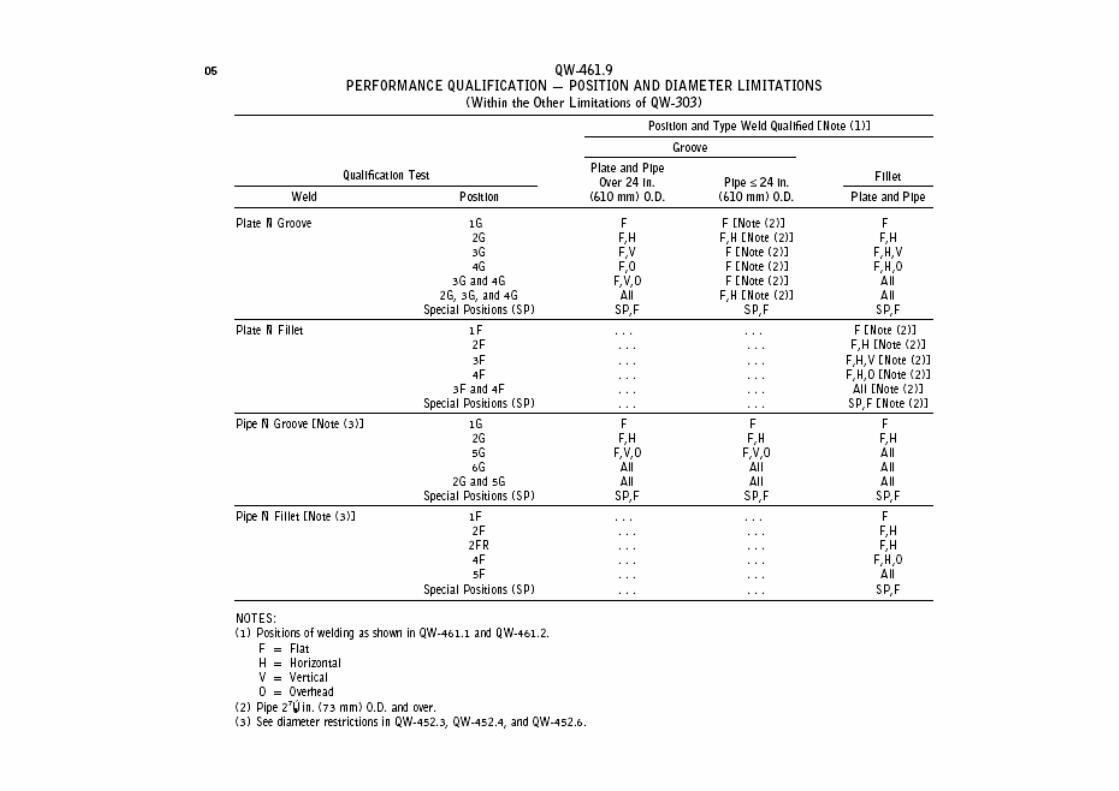
QW-303: Límites de posiciones y diámetros calificados (QW-461)
QW-303.1: Soldaduras en ranura- General* Tope califica tope y filete en las posiciones de QW-461.9* La calificación a tope califica para soldar filetes en :
- Todos los espesores: QW-452.5- Todos los diámetros
* Siempre dentro de las variables de QW-350 y QW-360
Artículo III: Calificación de SoldadoresQW-303.2: Soldadura de Filete: General* Filete califica sólo filete en las posiciones de QW-461.9* La calificación de filete en chapa califica para soldar:- Diámetros y espesores: QW-452.5
* La calificación de filete en caños califica para soldar:- Diámetros pequeños (OD menores que 27/8” -
73mm) y espesores: QW-452.4
QW-303.3: Posiciones especiales* Para posiciones especiales, se califica en esa posición* Rango calificado: bajo mano y esa posición
Artículo III: Calificación de SoldadoresQW-304: Soldadores (no para QW-380)
•Para soldar bajo las reglas de este Código:
•Cada soldador debe pasar el examen visual y las pruebas mecánicas requeridas QW-302-1 y QW-302.4.
•La calificación por radiografía es aceptada en SMAW, SAW, GTAW, PAW y GMAW (excepto CC) y combinación de ellos. Excepto para PNº 21 a PNº25, PNº 51 a PNº 53 y PNº61 a PNº 62) – (GTAW PNº21 a PNº 25; PNº 51 a PNº 53) es aceptado radiografia
Artículo III: Calificación de SoldadoresQW-304.1: Examinaciones
•Inspección visual y ensayos mecánicos o ensayos radiográficos.(Ver QW 304)
•Alternativamente para radiografiado:- Una longitud mínima de 150 mm(6”) de la primera Soldadura de producción (ver como lograrla)
•-Criterios de aceptación en QW-191.1 y QW-191.2
•QW-304.2: Si falla la soldadura de producción este no califica, radiografiar todas las soldadura y reparar con otro sold. (ver QW 320 para retesteo).
Artículo III: Calificación de Soldadores
QW-305: Operadores de Soldadura•Similar a QW-304
QW-306: Combinación de procesos de soldadura•Se puede calificar con una probeta para cada proceso
•Se puede calificar con una probeta dos soldadores utilizando el mismo o diferentes procesos. Los límites de los espesores calificados están dados en QW-452 y se consideran independientemente para cada soldador o para cada proceso de soldadura o cuando haya un cambio en alguna variable esencial.
•Si falla una parte de la probeta combinada se considera rechazada toda la probeta.
Artículo III: Calificación de SoldadoresQW-310: PROBETAS DE CALIFICACIÓN
QW-310.1: Probetas•Pueden estar confeccionadas con chapas, caños u otras formas
•Para calificar en posiciones 2G y 5G en un solo caño, ver QW-461.4, QW-463.2 (f) y (g)
QW-310.2: Soldaduras de ranura con respaldo
•Se utilizarán las dimensiones establecidas en WPS o en la figura QW-469.1
•Una junta con respaldo o soldada de ambos lados se considera conrespaldo.
•Soldadura de penetración parcial y filetes se consideran con respaldo.
QW-310.3: Soldaduras de ranura sin respaldo
•Se utilizarán las dimensiones establecidas en WPS o en figuras QW-469.2
Artículo III: Calificación de SoldadoresQW-320: REPETICIÓN DE LA PRUEBA Y RENOVACIÓN DE LAS CALIFICACIONES
QW-321: RepeticiónUn soldador que falla en una o mas pruebas puede repetir bajo las siguientes condiciones:
QW-321.1: Repetición inmediata utilizando inspección visual-Si la probeta falla en la inspección visual se realizará otra probeta y se someterá a inspección visual antes de enviar a ensayos mecánicos- El soldador debe realizar dos probetas por cada posición que falló y ambas deben pasar el examen visual- El inspector puede seleccionar una de las probetas para realizar los ensayos mecánicos
QW-321.2: Repetición inmediata utilizando ensayos mecánicos-Si la probeta falla en los ensayos mecánicos la repetición del ensayo será por ensayos mecánicos
-El soldador debe realizar dos probetas por cada posición que falló y ambas deben pasar los ensayos mecánicos.
Artículo III: Calificación de Soldadores
QW-320: REPETICIÓN DE LA PRUEBA Y RENOVACIÓN DE LAS CALIFICACIONES
QW-322: Vencimiento y renovación de las calificaciones
QW-322.3: Vencimiento(a) Cuando el soldador no suelda por un periodo de 6 meses o más, su
calificación para ese proceso vence; salvo que, dentro del periodo de los 6meses antes del vencimiento.
1- El soldador haya soldado utilizando un proceso manual o semiautomático, lo que permitirá mantener sus calificaciones para ese proceso manual o semiautomático
2- El operador de soldadura haya soldado con un proceso machine o automático, lo que le permitirá mantener sus calificaciones para ese proceso machine o automático.
(b) Cuando haya alguna razón específica que cuestione la habilidad del soldador, l calificación será abolida. El resto de las calificaciones que no estén cuestionadas se mantendrán en vigencia.
Artículo III: Calificación de Soldadores
QW-320: REPETICIÓN DE LA PRUEBA Y RENOVACIÓN DE LAS CALIFICACIONES
QW-322: Vencimiento y renovación de las calificaciones
QW-322.2: Renovación de las calificaciones
(a)La renovación puede realizarse mediante la soldadura de una probeta tanto en chapa como en caño, en cualquier material, espesor y diámetro y en cualquier posición y se realizarán os ensayos correspondientes
Siempre que se cumpla lo previsto en QW-304 y QW-305, la renovación de las calificaciones puede realizarse bajo QW-322.1 (a) en una soldadura de producción.
Artículo III: Calificación de Soldadores
QW-350: VARIABLES ESENCIALES PARA SOLDADORES
QW-351: General
-Soldador manual: toda la operación es controlada y desarrollada manualmente
-Un soldador será recalificado cuando se realice un cambio en las variables esenciales establecidas para el proceso.
-Combinación de procesos
-Límite de espesores calificados (se excluye el refuerzo) en QW-452
QW-352: Soldadura por oxigas (OFW)
QW-353: Soldadura por arco eléctrico con electrodo revestido (SMAW)
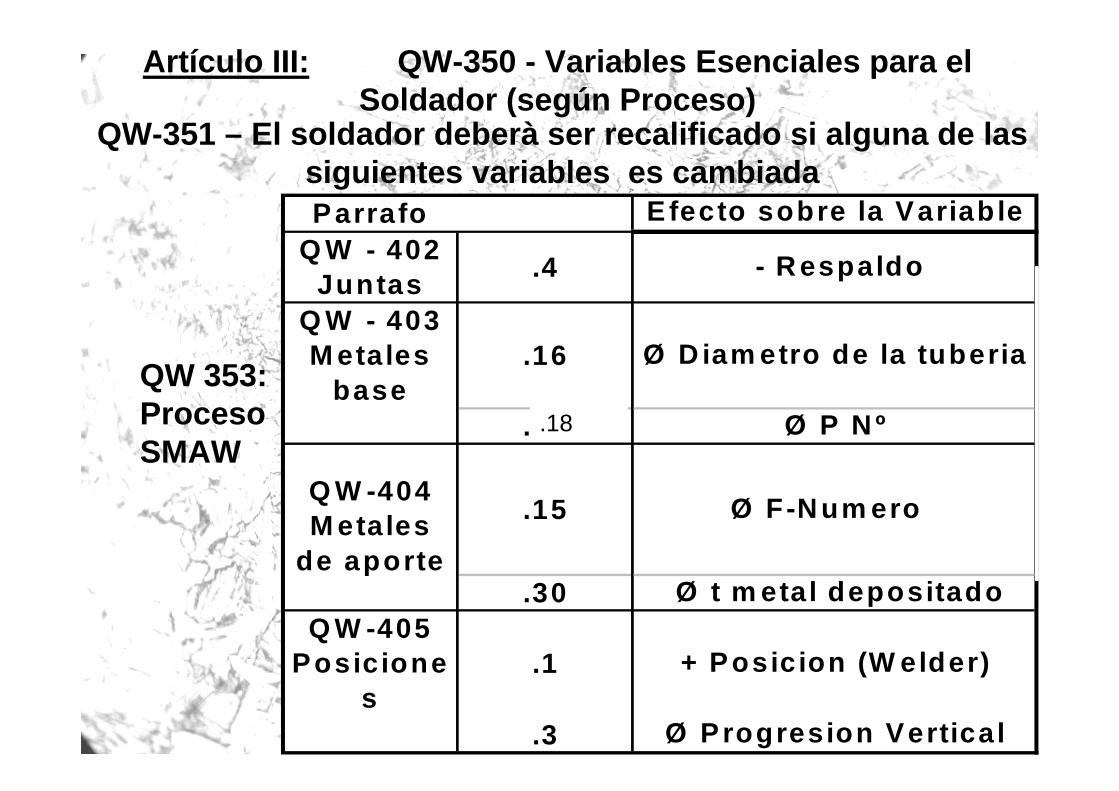
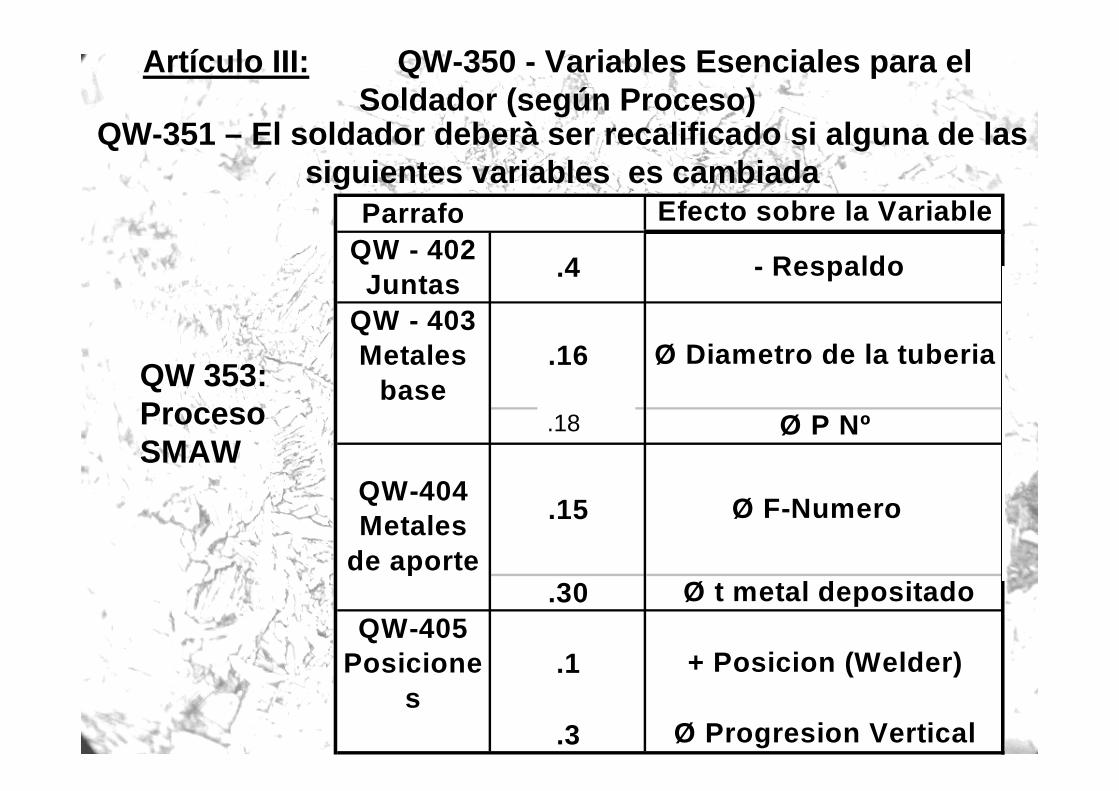
Artículo III: QW-350 - Variables Esenciales para el Soldador (según Proceso)
QW-351 – El soldador deberà ser recalificado si alguna de lassiguientes variables es cambiada
QW 353: Proceso SMAW
ParrafoQ W - 402
Juntas .4
Q W - 403 M etales
base.16
.30
.15
.30Q W -405
Posiciones
.1
.3
E fecto sobre la Variable
- R espaldo
Ø D iam etro de la tuberia
Ø P Nº
Q W -404 M etales
de aporte
Ø F-N um ero
Ø t m etal depositado
+ Posicion (W elder)
Ø Progresion Vertica l
.18
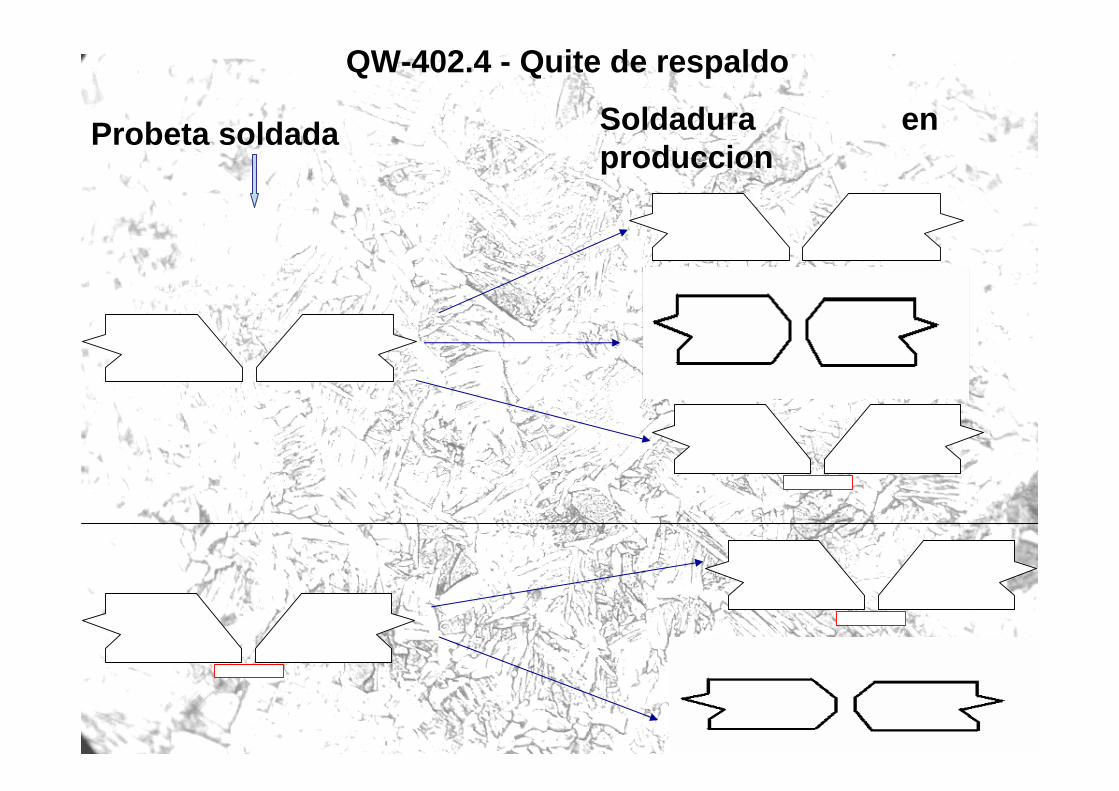
QW-402.4 - Quite de respaldo
Probeta soldada Soldadura en produccion
Ejercicio :
¿Cuál es el rango de diámetros que puede soldar en producción un soldador que soldó una probeta de 4” NPS durante la calificación con proceso SMAW ?
QW -403.16 : QW-452 143.PDF
Artículo III: Calificación de Soldadores
DIAMETRO EXTERIOR MINIMO 27/8”(73mm)
DIAMETRO EXTERIOR MAXIMO ILIMITADO
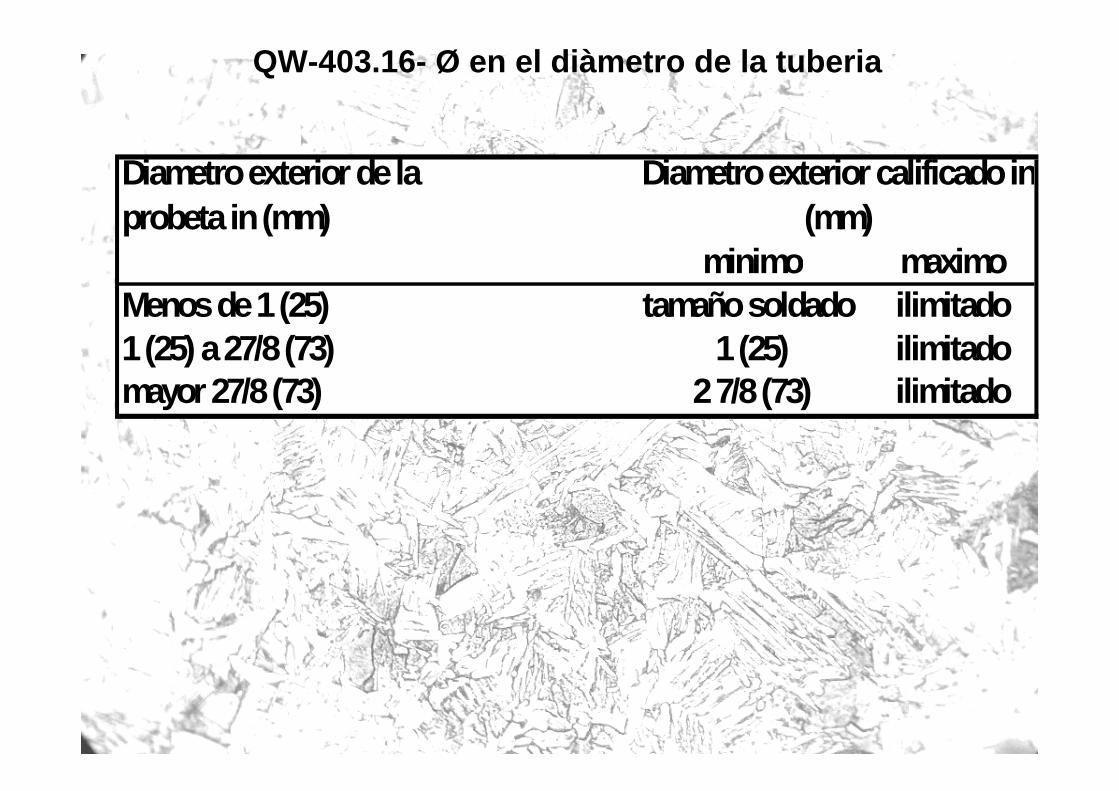
QW-403.16- Ø en el diàmetro de la tuberia
minimo maximoMenos de 1 (25) tamaño soldado ilimitado1 (25) a 27/8 (73) 1 (25) ilimitadomayor 27/8 (73) 2 7/8 (73) ilimitado
Diametro exterior de la probeta in (mm)
Diametro exterior calificado in (mm)
Ejercicio :
¿Cuál es el rango de diámetros que puede soldar en producción un soldador que soldó una probeta de 2 1/2”NPS durante la calificación con proceso SMAW ?
QW -403.16 : QW-452 143.PDF
Artículo III: Calificación de Soldadores
DIAMETRO EXTERIOR MINIMO 1”(25mm)
DIAMETRO EXTERIOR MAXIMO ILIMITADO
Artículo III: QW-350 - Variables Esenciales para el Soldador (según Proceso)
QW-351 – El soldador deberà ser recalificado si alguna de lassiguientes variables es cambiada
QW 353: Proceso SMAW
ParrafoQW - 402
Juntas .4
QW - 403 Metales
base.16
.30
.15
.30QW-405
Posiciones
.1
.3
Efecto sobre la Variable
- Respaldo
Ø Diametro de la tuberia
Ø P Nº
QW-404 Metales
de aporte
Ø F-Numero
Ø t metal depositado
+ Posicion (Welder)
Ø Progresion Vertical
.18
Ejercicio :
¿Que metales base PNº puede soldar en producción un soldador que realizo la probeta en un acero SA 53 GrB, ¿Puede soldar un acero SA 249 TP304L
QW -403.18: QW-423 128.PDF
Artículo III: Calificación de Soldadores
P/S Nº 1 a 11; P/S nº 34; P/S nº 41 a 49
Si puede soldar un PNº 8
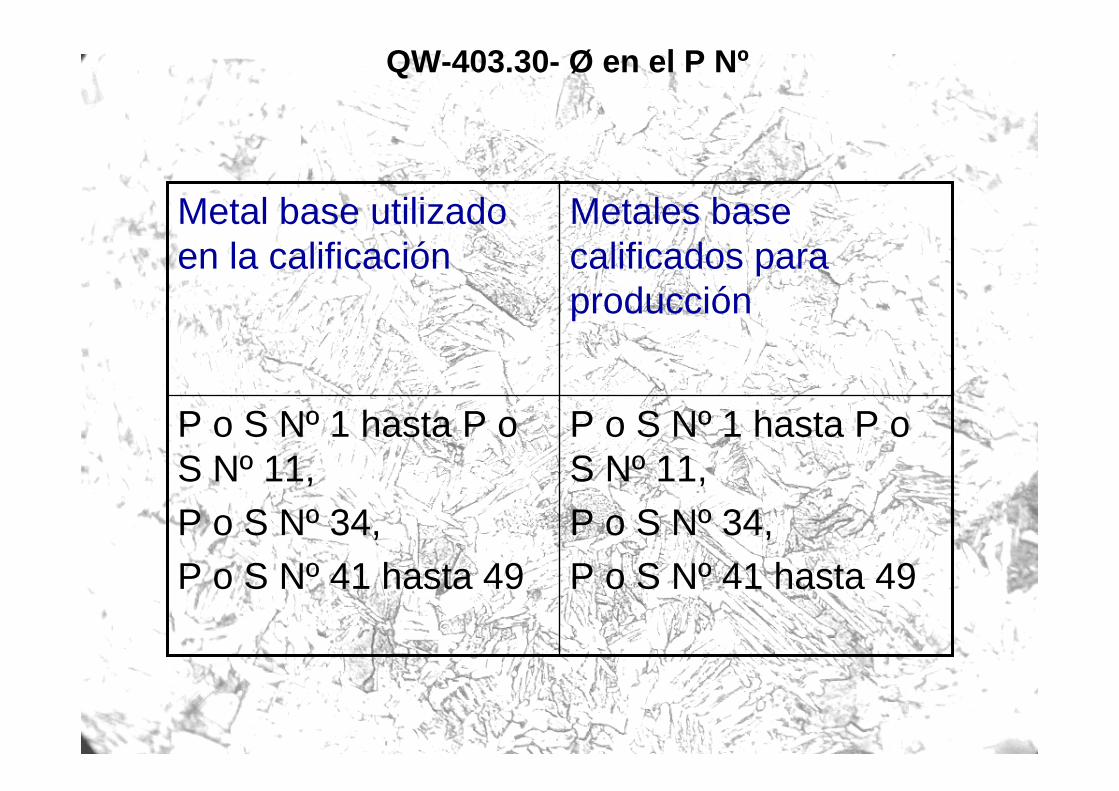
QW-403.30- Ø en el P Nº
P o S Nº 1 hasta P o S Nº 11,P o S Nº 34,P o S Nº 41 hasta 49
P o S Nº 1 hasta P o S Nº 11,P o S Nº 34,P o S Nº 41 hasta 49
Metales base calificados para producción
Metal base utilizado en la calificación
Ejercicio :
¿Un soldador que realiza la probeta con los siguientes consumibles AWS 5.1: raíz E 6010 relleno E7018 ¿ que consumibles puede soldar en producción?
QW -404.15 QW-432 –QW -433 137.PDF
Artículo III: Calificación de Soldadores
E6010 FNº 3: ; E7018-1 F Nº 4
FNº 1 ; FNº 2 con respaldo; FNº 3 con y sin respaldo
FNº4 con respaldo
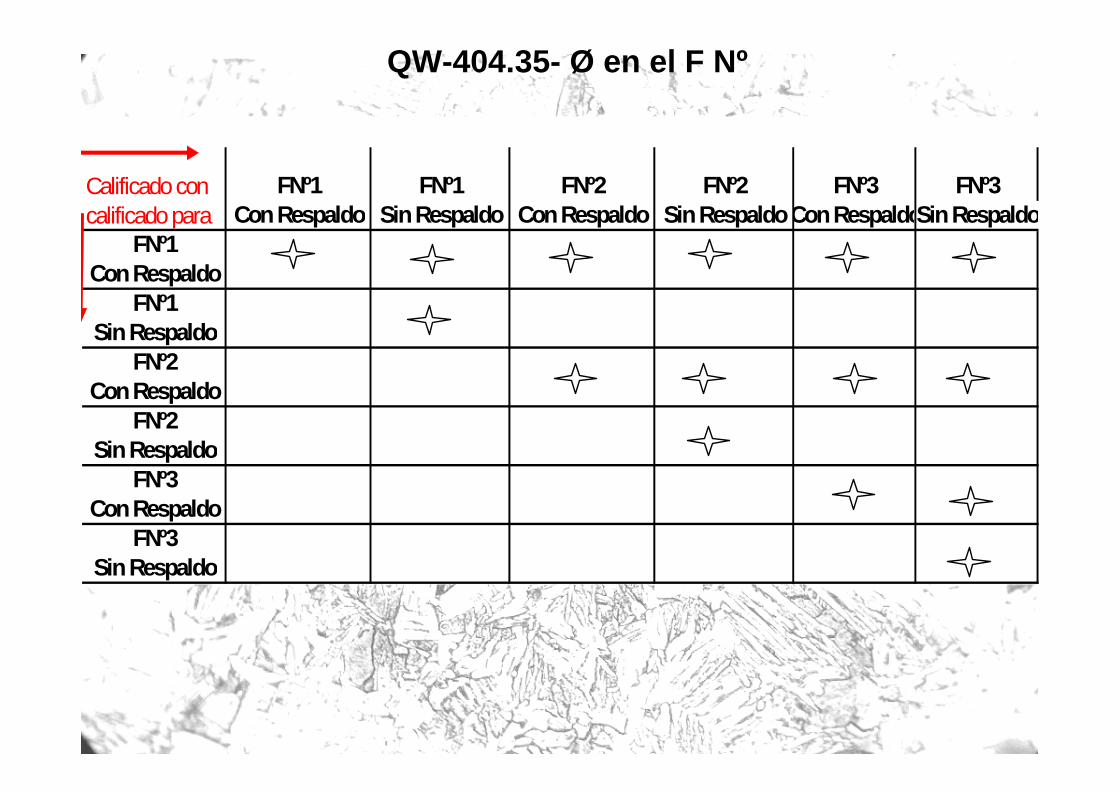
QW-404.35- Ø en el F Nº
Calificado con FNº1 FNº1 FNº2 FNº2 FNº3 FNº3calificado para Con Respaldo Sin Respaldo Con Respaldo Sin RespaldoCon RespaldoSin Respaldo
FNº1Con Respaldo
FNº1Sin Respaldo
FNº2Con Respaldo
FNº2Sin Respaldo
FNº3Con Respaldo
FNº3Sin Respaldo
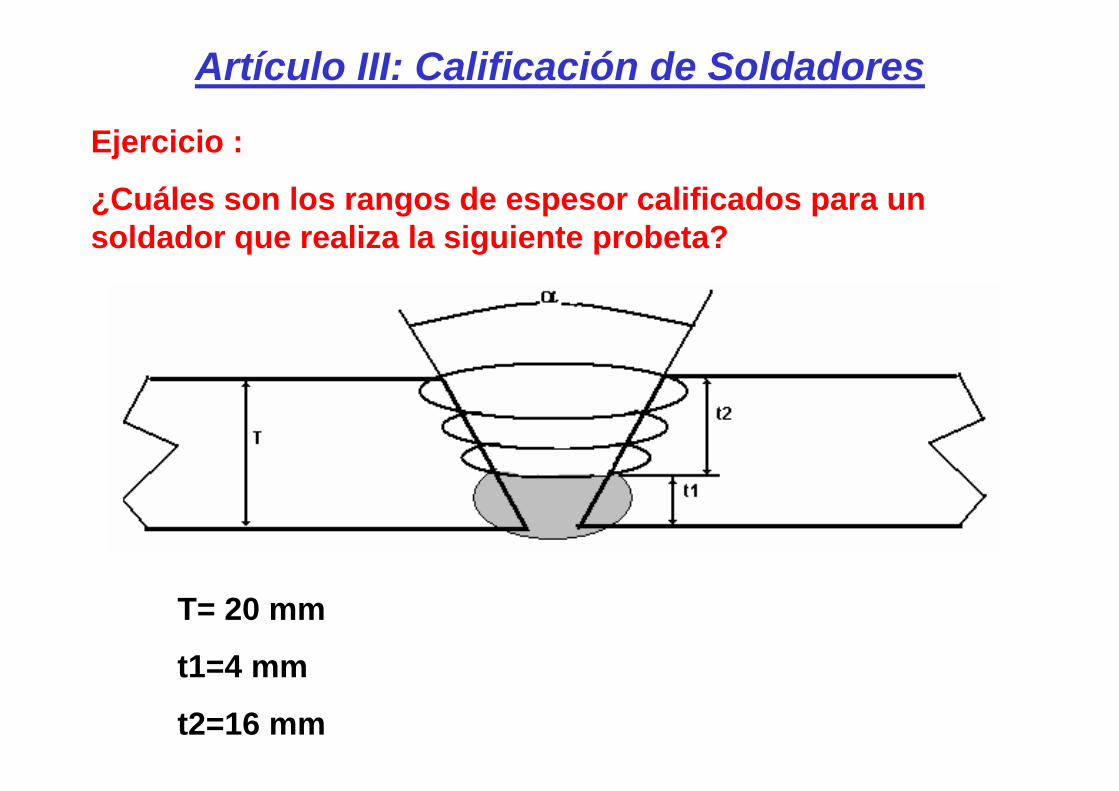
Ejercicio :
¿Cuáles son los rangos de espesor calificados para un soldador que realiza la siguiente probeta?
Artículo III: Calificación de Soldadores
T= 20 mm
t1=4 mm
t2=16 mm
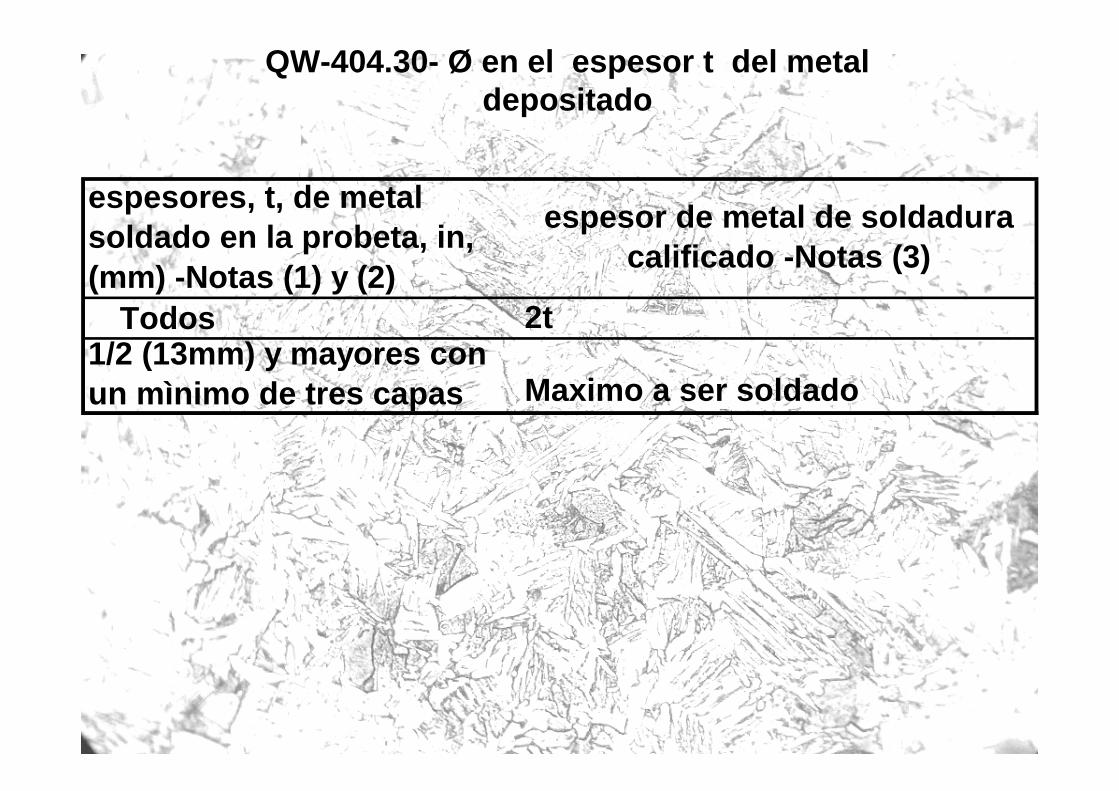
QW-404.30- Ø en el espesor t del metal depositado
Todos 2t
Maximo a ser soldado
espesores, t, de metal soldado en la probeta, in, (mm) -Notas (1) y (2)
1/2 (13mm) y mayores con un mìnimo de tres capas
espesor de metal de soldadura calificado -Notas (3)
Ejercicio :
¿Que posición puede soldar en producción un soldador que realizo la probeta en la posición 5G durante la calificación con proceso SMAW ?
Artículo III: Calificación de Soldadores
QW 461.9
SOLDADURA EN RANURA: CHAPA Y CAÑERÍA EN POSICION: PLANA, VERTICAL, SOBRECABEZA
SOLDADURA EN FILETE TODAS Y EN TODAS POSICIONES
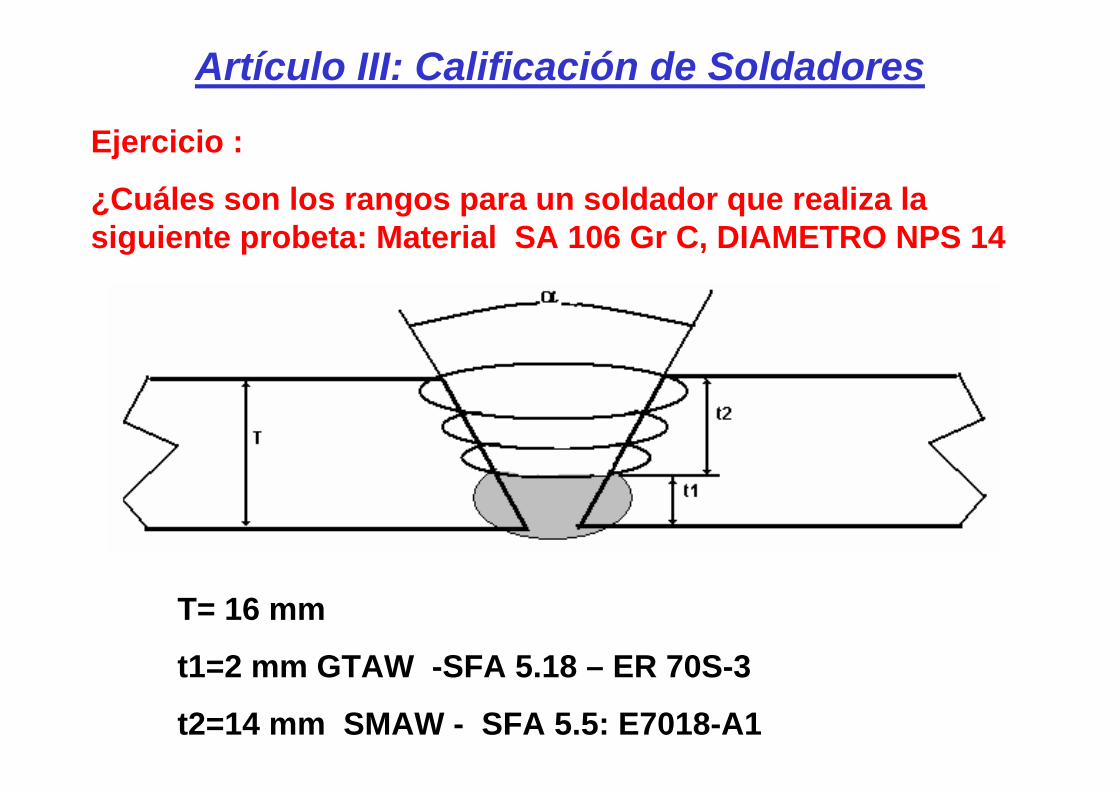
Ejercicio :
¿Cuáles son los rangos para un soldador que realiza la siguiente probeta: Material SA 106 Gr C, DIAMETRO NPS 14
Artículo III: Calificación de Soldadores
T= 16 mm
t1=2 mm GTAW -SFA 5.18 – ER 70S-3
t2=14 mm SMAW - SFA 5.5: E7018-A1
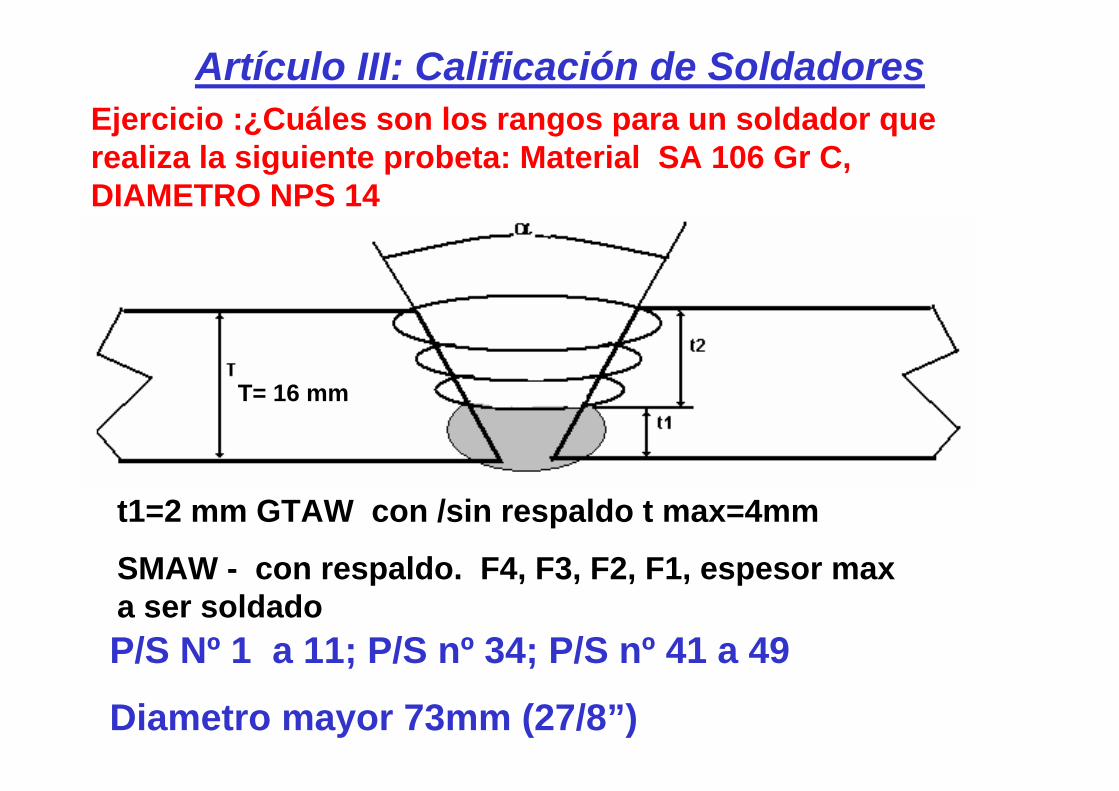
Ejercicio :¿Cuáles son los rangos para un soldador que realiza la siguiente probeta: Material SA 106 Gr C, DIAMETRO NPS 14
Artículo III: Calificación de Soldadores
t1=2 mm GTAW con /sin respaldo t max=4mm
SMAW - con respaldo. F4, F3, F2, F1, espesor maxa ser soldadoP/S Nº 1 a 11; P/S nº 34; P/S nº 41 a 49
Diametro mayor 73mm (27/8”)
T= 16 mm
Artículo III: Calificación de Soldadores
QW-350: VARIABLES ESENCIALES PARA SOLDADORES
QW-354: Soldadura por arco sumergido semiautomático (SAW)
QW-355: Soldadura por arco alambre y protección gaseosa (GMAW) y Soldadura por arco alambre tubular (FCAW)
QW-356: Soldadura por arco con electrodo de tungsteno y protección gaseosa manual y semiautomático (GTAW)
QW-357: Soldadura por plasma manual y semiautomático (PAW)
Artículo III: Calificación de Soldadores
QW-360: VARIABLES ESENCIALES PARA OPERADORES DE SOLDADURA
QW-361: General
Un operador de soldadura debe ser recalificado cuando se producealgún cambio en las variables esenciales QW-361.1 y QW-361.2.Welding Operator: es la persona que opera un equipo machine orautomático.
Artículo III: Calificación de Soldadores
QW-360: VARIABLES ESENCIALES PARA OPERADORES DE SOLDADURA
QW-361.1: Variables esenciales- Soldadura automática
Soldadura automática: la soldadura se desarrolla con un equipo que no requiere el ajuste de los controles por parte del operador desoldadura. El equipo puede realizar o no la carga de la pieza.
QW-361.2: Variables esenciales – Soldadura machine
Soldadura machine: la soldadura se desarrolla con un equipo que requiere la constante observación y control del operador de soldadura. El equipo puede realizar o no la carga de la pieza.
QW-380: PROCESOS ESPECIALES
QW-381: soldadura resistente a la corrosión (Overlay)
(a)El tamaño de la probeta de calificación, los límites de espesor de metal base calificados, los ensayos y pruebas y los especimenes de ensayo están especificados en la tabla QW-453
(b)La calificación en overlay califica sólo overlay
(c)Las variables esenciales de QW-350 y QW-360 se aplican a los soldadores y a los operadores de soldadura, excepto que:
- No hay límite en el espesor máximo depositado (t)
- Si la posición y el diámetro están especificados como variables esenciales al calificar en ranura, al soldar overlay el límite del diámetro se aplica sólo a los depósitos circunferenciales.
Artículo III: Calificación de Soldadores
QW-380: PROCESOS ESPECIALES
QW-382: Soldadura de recargue resistente al desgaste (hardfacing)(a) El tamaño de la probeta de calificación, los límites de espesores de metal base calificados, los ensayos y pruebas y los especimenes de ensayo están especificados en la tabla QW-453. Los metales base permitidos: QW-423
(b) La calificación en hardfacing califica solo para hardfacing.
(c) Las variables esenciales de QW-350 y QW-360 se aplican a los soldadores y a los operadores de soldadura, excepto que:
-No hay límites en el espesor máximo depositado (t)
-Si la posición y el diámetro están especificados como variables esenciales al calificar en ranura, al soldar overlay el límite del diámetro se aplica sólo a los depósitos circunferenciales.
(d) La calificación hecha con un aporte con clasificación AWS dentro de la clasificación SFA, califica a todas las otras clasificaciones AWS en esa especificación SFA
Artículo III: Calificación de Soldadores
QW-380: PROCESOS ESPECIALESQW-383: Soldadura de unión de materiales clad y de revestimientos aplicados (aplied lining)
QW-384: Clasificación de Operadores de Soldadura por Resistencia
QW-385: Clasificación de Operadores de Soldadura por Flash Welding





























