Embed Size (px)
Citation preview
ANALYSIS OF ALTERNATIVES
and
SOCIO-ECONOMIC ASSESSMENT
Legal name of applicant(s): Bracco Imaging s.p.a
Submitted by: Bracco Imaging s.p.a.
Substance: bis(2-methoxyethyl) ether (diglyme):
EC 203-924-4: CAS 111-96-6
Use title: Use of bis(2-methoxyethyl) ether (diglyme) as a processing
aid in the purification of 5-amino-2,4,6-triiodoisophthalic
acid dichloride (EC 417-220-1; CAS 37441-29-5) by
precipitation.
Use number: 1
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
2
CONTENTS
LIST OF ABBREVIATIONS 5
DECLARATION 6
1 SUMMARY 7
2 ANALYSIS OF SUBSTANCE FUNCTION 9
2.1 X-RAY CONTRAST IMAGING AGENTS 9
2.1.1 Iodine-based contrasting agent 10
2.2 SYNTHESIS ROUTE 12
2.2.1 Common Building Block 12
2.2.2 Injectable Active Pharmaceutical Ingredient (API) 13
2.2.3 Synthesis Development 13
2.2.4 Bracco Imaging s.p.a. Synthesis Route for 5-amino-2,4,6-triiodoisophthalic acid
dichloride 15
2.3 TECHNICAL FUNCTION AND SPECIFICATIONS OF DIGLYME 16
2.3.1 Chemical functionality 16
2.3.2 Process functionality 17
3 ANNUAL TONNAGE 19
4 IDENTIFICATION OF POSSIBLE ALTERNATIVES 20
4.1 LIST OF POSSIBLE ALTERNATIVES 20
4.2 DESCRIPTION OF EFFORTS MADE TO IDENTIFY POSSIBLE ALTERNATIVES 20
4.2.1 Research and development 20
4.2.2 Data searches 21
4.2.3 Consultations 21
5 SUITABILITY AND AVAILABILITY OF ALTERNATIVES 22
5.1 ALTERNATIVE SOLVENTS 22
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
3
5.1.1 Screening against toxicological criteria 22
5.1.2 Screening against physicochemical and commercial criteria 26
5.1.3 Laboratory assessment of selected solvents 32
5.1.4 Detailed assessment of acetone as an alternative solvent 38
5.1.5 Overall Assessment of Alternative Solvents 44
5.2 NEW SYNTHETIC ROUTE FOR IOPAMIDOL 45
6 OVERALL CONCLUSIONS 49
6.1 SUBSTANCE FUNCTION 49
6.2 OVERALL CONCLUSIONS ON ALTERNATIVES 49
7 SOCIO ECONOMIC ANALYSIS 52
7.1 SOCIO-ECONOMIC ANALYSIS (SEA) IN THE CONTEXT OF ADEQUATE CONTROL 52
7.2 THE MOST LIKELY NON-USE SCENARIO 52
7.3 ECONOMIC IMPACT ASSESSMENT 53
7.3.1 Economic impact on Bracco Imaging s.p.a 53
7.3.2 Redundancy costs 53
7.3.3 Loss of profits 53
7.3.4 Decommissioning costs 54
7.3.5 Reduced operational costs 54
7.3.6 Relocation costs 54
7.3.7 Loss of investment in research and development 54
7.3.8 Reputational context 55
7.3.9 Economic impact on the downstream supply chain 55
7.4 SOCIAL IMPACT ASSESSMENT 56
7.5 CONCLUSION 57
7.6 JUSTIFICATION FOR THE REVIEW PERIOD REQUEST 57
TABLES
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
4
Table 4.1 List of relevant Bracco Imaging s.p.a. Patents 20
Table 5.1 Solvent Criteria Matrix – Classification and Toxicological Profile 23
Table 5.2 Solvent Criteria Matrix – Physicochemical and Commercial Criteria 28
Table 5.3 Solvent Criteria Matrix – Laboratory Process Assessment 34
Table 5.4 Typical impurities in the synthesis of 5-amino-2,4,6-triiodoisophthalic acid chloride 37
Table 5.5 Experimental matrix in the optimisation of the use of acetone as a co-solvent 40
Table 5.6 Addition Sequence Variations 41
Table 5.7 Outstanding uncertainties in the new Iopamidol Synthesis route 47
Table 6.1 Risk Comparison of Identified Alternatives 50
Table 6.3 Summary of review period argumentation 58
FIGURES
Figure 2.1 Structures of Iohexol, Iopromide, and Iothalamate 11
Figure 2.2 Structure of Iopamidol 12
Figure 2.3 Structure of 5-amino-2,4,6-triiodoisophthalic acid 12
Figure 2.4 Synthesis of 5-amino-2,4,6-triiodoisophthalic acid chloride 13
Figure 2.5 Bracco Imaging s.p.a Synthetic Route to Iopamidol 16
Figure 5.1 Illustrative HPLC Purity Profile (at two different detection sensitivities) 38
Figure 5.2 Different synthetic pathway 46
Figure 5.3 Investment Cost for alternative synthetic route for Iopamidol Synthesis 48
Figure 6.1 Overview of the main non-use socio-economic impacts 53
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
5
LIST OF ABBREVIATIONS
API Active Pharmaceutical Ingredient
CIN Contrast Induced Nephropathy
CT Computer Tomography
CPME Cyclopentyl methyl ether
IOCM Iso-molar contrast media
LOCM Low osmolar contrast media
MDCT Multi-detector row computer tomography
MIAK Methyl isoamyl ketone (5-methyl-2-hexanone)
MIBK Methyl isobutyl ketone (4-methyl-2-pentanone)
MRI Magnetic Resonance Imaging
SVHC Substance of very high concern
WHO World Health Organisation
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
6
DECLARATION
We, Bracco Imaging s.p.a , request that the information blanked out in the “public version” of
the Analysis of Alternatives is not disclosed. We hereby declare that, to the best of our
knowledge as of today (05/02/2016) the information is not publicly available, and in accordance
with the due measures of protection that we have implemented, a member of the public should
not be able to obtain access to this information without our consent or that of the third party
whose commercial interests are at stake.
Signature: Date: February 5th
2016 Place: Milan, Italy
Fulvio Uggeri
Head of Global Research & Development
Global Business Unit Imaging
Bracco Imaging s.p.a.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
7
1 SUMMARY
Bracco Imaging s.p.a. are applying for an Authorisation under REACH for the use of diglyme in
an intermediate synthetic step in the manufacture of the X-ray contrast agent Iopamidol.
Iopamidol is one of the safest contrasting agents available on the market and, since its
introduction in the early 1980’s, has been administered to over 20 million patients per year in 80
different countries.
Diglyme is used as a purification aid in the synthesis of a key intermediate in the production of
Iopamidol but is not present in the final active pharmaceutical product itself.
The technical function of diglyme as a processing aid in the purification of the intermediate 5-
amino-2,4,6-triiodoisophthalic acid dichloride (EC 417-220-1; CAS 37441-29-5) by
precipitation is specific to the chemical synthesis route and the following requirements need to
be fulfilled:
• key physicochemical properties: boiling point, flash point, water solubility and stability
under acidic conditions
• specific process factors: product yield, product purity profile, final product physical
form
• specific final product quality: 5-amino-2,4,6-triiodoisophthalic acid dichloride is a key
intermediate in the synthesis of the active pharmaceutical ingredient (API) Iopamidol and
there are, therefore, specific quality criteria for final product with regard to impurity
profile that must be achieved in a validated synthetic route.
Two alternative approaches were taken to evaluate whether diglyme could be removed from this
synthesis process:
1. Use of an alternative solvent as a direct replacement for diglyme
2. Use of an alternative synthetic pathway for the manufacture of Iopamidol which avoids the
need to generate and isolate 5-amino-2,4,6-triiodoisophthalic acid dichloride.
Both an alternative solvent (acetone) and alternative process chemistry have been identified as
possible methods to achieve a commercially viable manufacturing route for Iopamidol and have
been investigated in detail.
However, there are significant remaining concerns with regard to the impact of such alternatives
on the final product quality of the active pharmaceutical Iopamidol. Additional process costs
and time would be required to determine whether a commercially viable process can be
implemented at full scale and, as the reduction in risk that might be achieved by in comparison
with the current well-controlled process is negligible, this cannot be justified on either risk
reduction or economic grounds at this time.

ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
8
Justification for the review period request
After over 30 years process research and development, Bracco Imaging s.p.a. have not identified
an alternative solvent that could be used in the existing process to manufacture the intermediate
in acceptable yield and quality for subsequent conversion to Iopamidol. Research into an
alternative synthetic pathway for Iopamidol that would avoid the need for the current purification
step using diglyme have, to date, not resulted in a commercially viable synthetic route. The
Chemical Safety Report, submitted as part of this Application for Authorisation, demonstrates
that the use of diglyme is adequately controlled, with risk characterisation ratios significantly
less than 1 for all worker contributing and man via the environment scenarios.
Therefore, Bracco Imaging s.p.a. is requesting a review period of 12 years for the use of bis(2-
methoxyethyl) ether (diglyme) as a processing aid in the purification of 5-amino-2,4,6-
triiodoisophthalic acid dichloride (EC 417-220-1; CAS 37441-29-5) by precipitation.
Please note that the phrases ‘Bracco Imaging s.p.a.’ and ‘Bracco’ are used interchangeably
throughout this document.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
9
2 ANALYSIS OF SUBSTANCE FUNCTION
Diglyme is used by Bracco Imaging s.p.a. as a processing aid in the purification of 5-amino-
2,4,6-triiodoisophthalic acid dichloride (EC 417-220-1; CAS 37441-29-5; Iodoftaluro) by
precipitation. This is a key intermediate in the synthesis of the iodinated X-ray contrasting agent
Iopamidol.
The use of diglyme in this process is a single addition to a heterogeneous reaction mixture.
Diglyme has been selected based on a number of criteria which are dependent on the nature of
the synthesis and this is primarily due to:
• Solvent dissolution capacity for the intermediate 5-sulfinylamino-2,4,6-
triiodoisophthalic acid dichloride
• Solvent water solubility to allow the precipitation of 5-amino-2,4,6-triiodoisophthalic
acid dichloride from the solvent
• Solvent low reactivity with the chlorinating agent, thionyl chloride
• Solvent high flash point, to limit explosive and flammability risk
The overall synthesis route and details of the function of x-ray contrast imaging agents are
outlined (Sections 2.1-2.2.2) in order to place the solvent technical function in context.
2.1 X-RAY CONTRAST IMAGING AGENTS
Contrasting agents are used extensively in health care for the visualisation of bodily tissues in
the course of medical diagnosis, particularly when it is challenging to identify the interface
between two adjacent tissues or tissues in contact with blood or other physiological fluids.
Contrasting agents perform a number of functions, including increase in the computed
tomography (CT) sensitivity, enhanced differentiation between tissues, provision of specific
biochemical information and evaluation of tissue and organ functional performance (Lusic and
Grinstaff, 2013).
CT contrast imaging agents are often injectable pharmaceutical products and are under
continuous development to maximise imaging capabilities, minimise dose requirements and
reduce potential toxicity. Lusic and Grinstaff (2013) have identified general requirements for
such agents for optimal clinical performance.
There are a number of types of contrasting agents:
• Iodine-based contrasting agents;
• Lanthanide contrasting agents;
• Gold nanoparticle contrasting agents;
• Other metallic contrasting agents;
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
10
• Xenon gas as a contrasting agent.
The use of iodine-based contrasting agents is reviewed briefly below to set the context for the
use of diglyme in Bracco Imaging s.p.a.’s synthetic route for the production of one such
contrasting agent.
2.1.1 Iodine-based contrasting agent
Iodine-based contrasting agents have historically been the agents of choice. Iodine has a high
atomic number and therefore achieves a higher level of X-ray attenuation than that observed for
biological tissues. Covalently-bound iodine contrast agents have been the primary option for
commercially available contrasting agents over the last forty years.
There are a range of iodine-based contrasting agents:
• Small molecule iodinated contrasting agents
o Ionic
o Non-ionic
• Nano-particulate iodine-containing contrasting agents
o Liposomal
o Nanosuspensions, nanoemulsions and nanocapsules
o Polymeric nanoparticles
Small-molecule iodinated contrasting agents have been widely used in clinical applications over
the last forty years. Most ionic iodinated contrast agent are negatively charged, have a tendency
to interact with biological structures and aqueous solutions of these substances have high
osmolality, that may lead to renal toxicity and other physiological problems.
Non-ionic iodinated contrast agent have therefore been developed and optimised over the last
thirty years to avoid these problems and they have a lower osmolality and a lower incidence of
adverse health effects. The design of these agents has largely centred around the use of
functional groups attach to an aromatic nucleus, allowing the physicochemical and
pharmacological properties of the molecules to be specifically manipulated to achieve high
water solubility, low binding to biological receptors, low toxicity and high biotolerability.
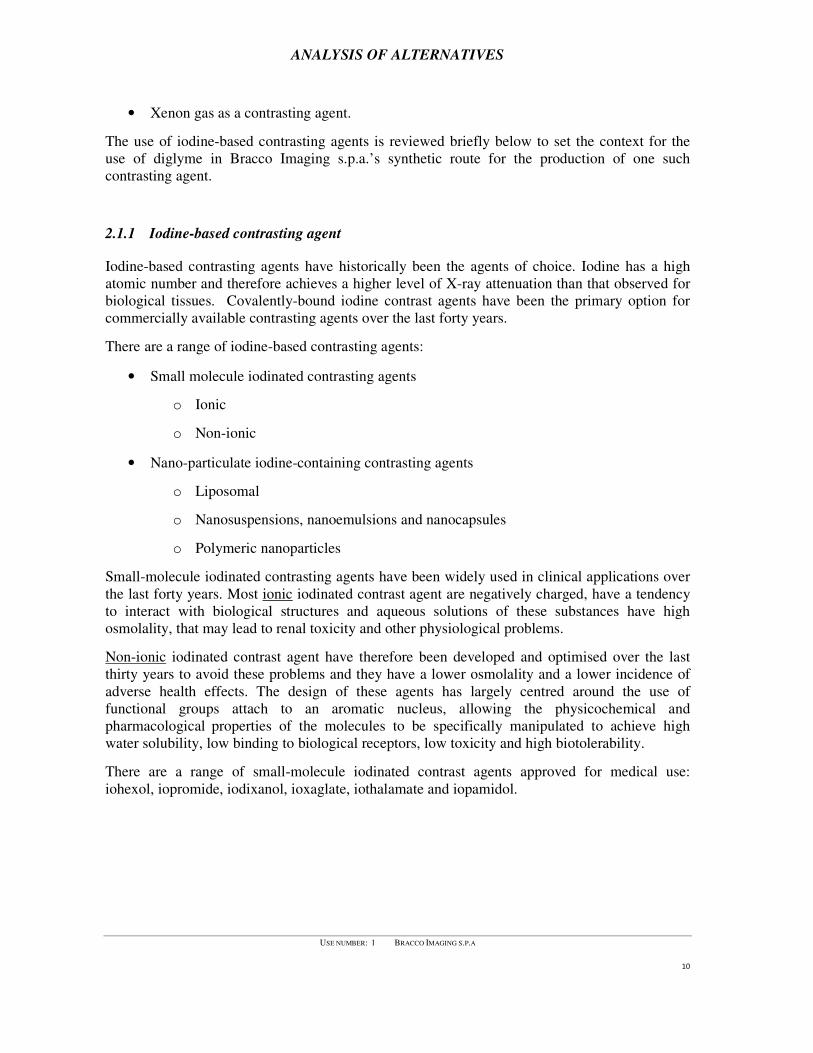
There are a range of small-molecule iodinated contrast agents approved for medical use:
iohexol, iopromide, iodixanol, ioxaglate, iothalamate and iopamidol.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
11
Figure 2.1 Structures of Iohexol, Iopromide, and Iothalamate
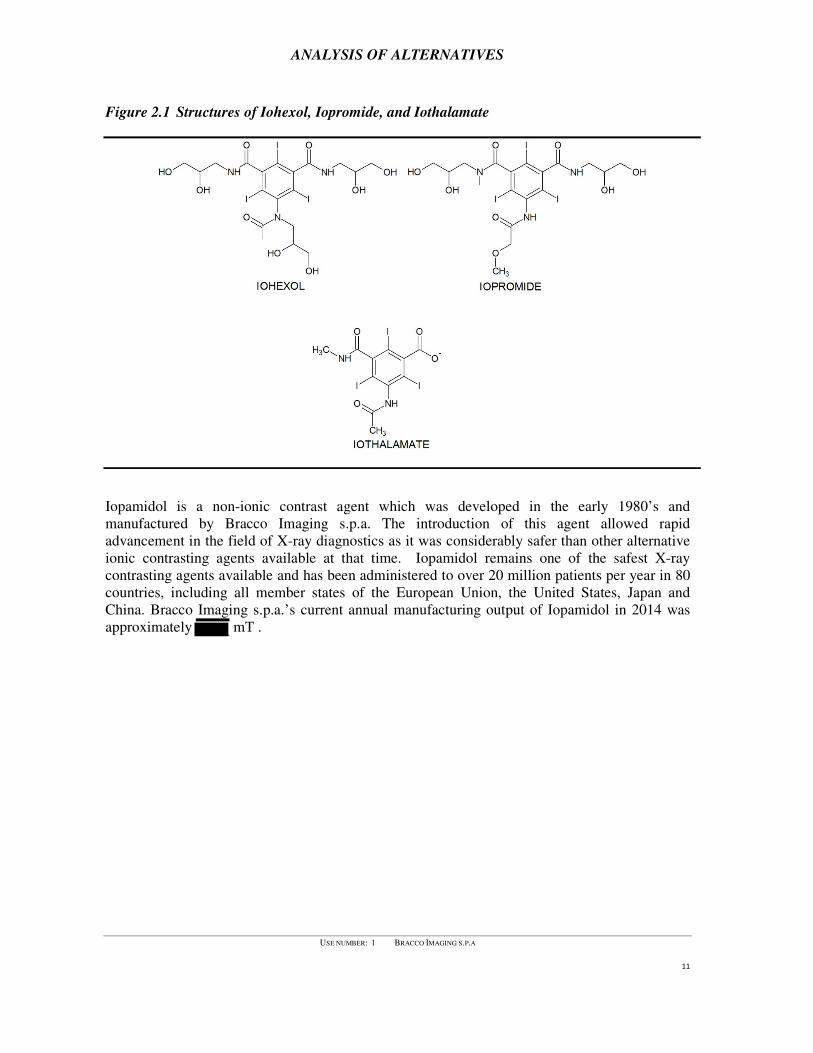
Iopamidol is a non-ionic contrast agent which was developed in the early 1980’s and
manufactured by Bracco Imaging s.p.a. The introduction of this agent allowed rapid
advancement in the field of X-ray diagnostics as it was considerably safer than other alternative
ionic contrasting agents available at that time. Iopamidol remains one of the safest X-ray
contrasting agents available and has been administered to over 20 million patients per year in 80
countries, including all member states of the European Union, the United States, Japan and
China. Bracco Imaging s.p.a.’s current annual manufacturing output of Iopamidol in 2014 was
approximately mT .
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
12
Figure 2.2 Structure of Iopamidol
2.2 SYNTHESIS ROUTE
2.2.1 Common Building Block
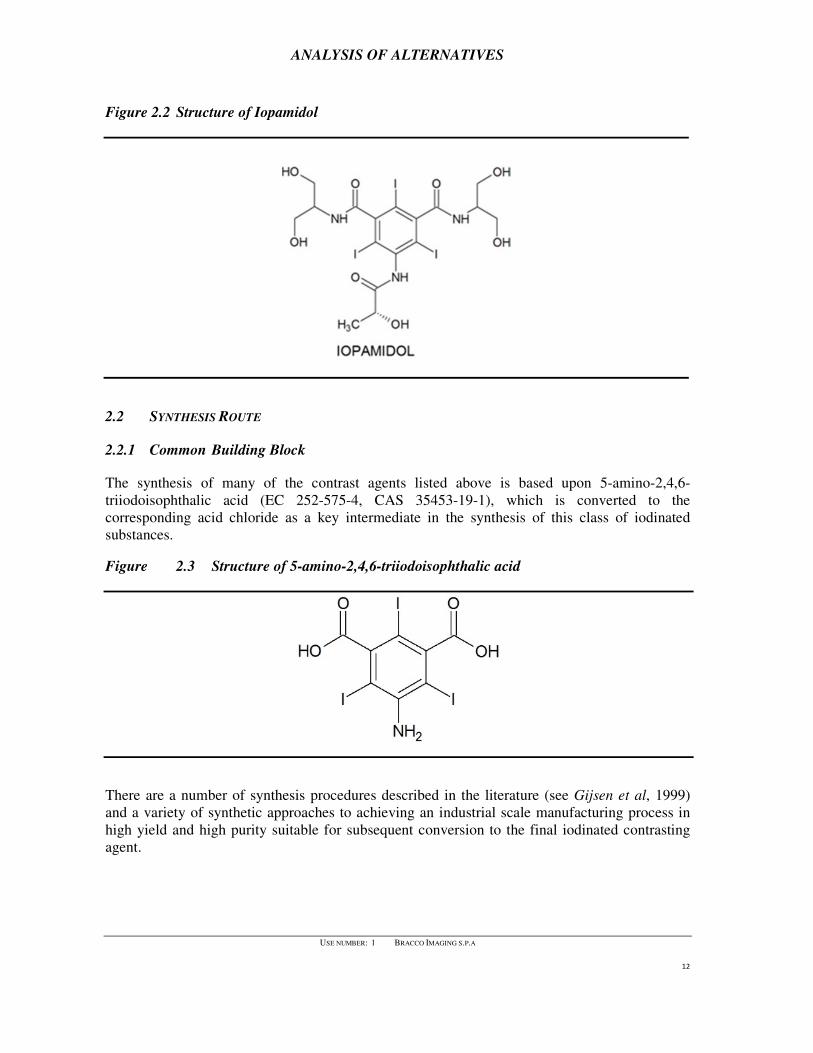
The synthesis of many of the contrast agents listed above is based upon 5-amino-2,4,6-
triiodoisophthalic acid (EC 252-575-4, CAS 35453-19-1), which is converted to the
corresponding acid chloride as a key intermediate in the synthesis of this class of iodinated
substances.
Figure 2.3 Structure of 5-amino-2,4,6-triiodoisophthalic acid
There are a number of synthesis procedures described in the literature (see Gijsen et al, 1999)
and a variety of synthetic approaches to achieving an industrial scale manufacturing process in
high yield and high purity suitable for subsequent conversion to the final iodinated contrasting
agent.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
13
2.2.2 Injectable Active Pharmaceutical Ingredient (API)
This synthesis is an intermediate step in the manufacture of the active pharmaceutical ingredient
iopamidol and, as such, is subject to validation of the production process. All process changes
have to be validated through a regulated process which involves the following:
• Full scale production of at least three batches of the synthesis step subject to the proposed
change
• Full scale production of three batches of the following synthetic step in the
manufacturing route
• Full scale production of three batches of the final API, iopamidol.
Each of these batches must achieve the qualifying criteria of compliance to intermediate
specification and compliance to the final specification and impurity profile for iopamidol. This
initial validation of the process change is then continuously validated through the
implementation of an ongoing monitoring plan.
2.2.3 Synthesis Development
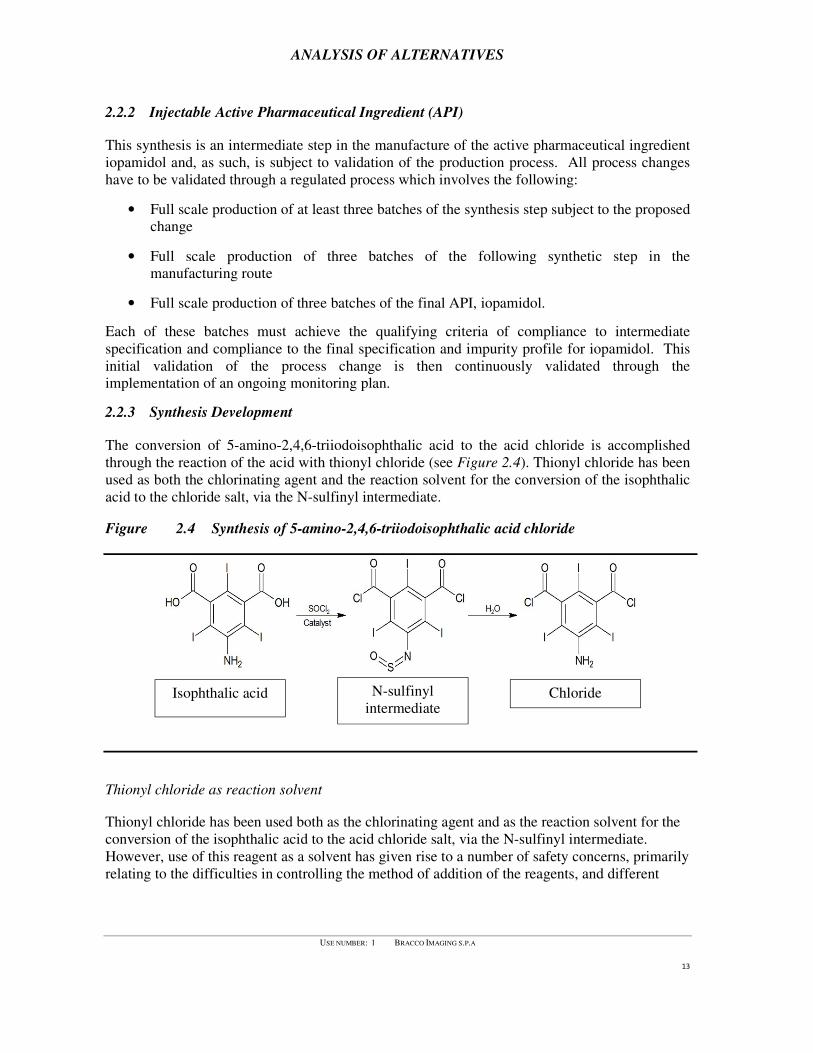
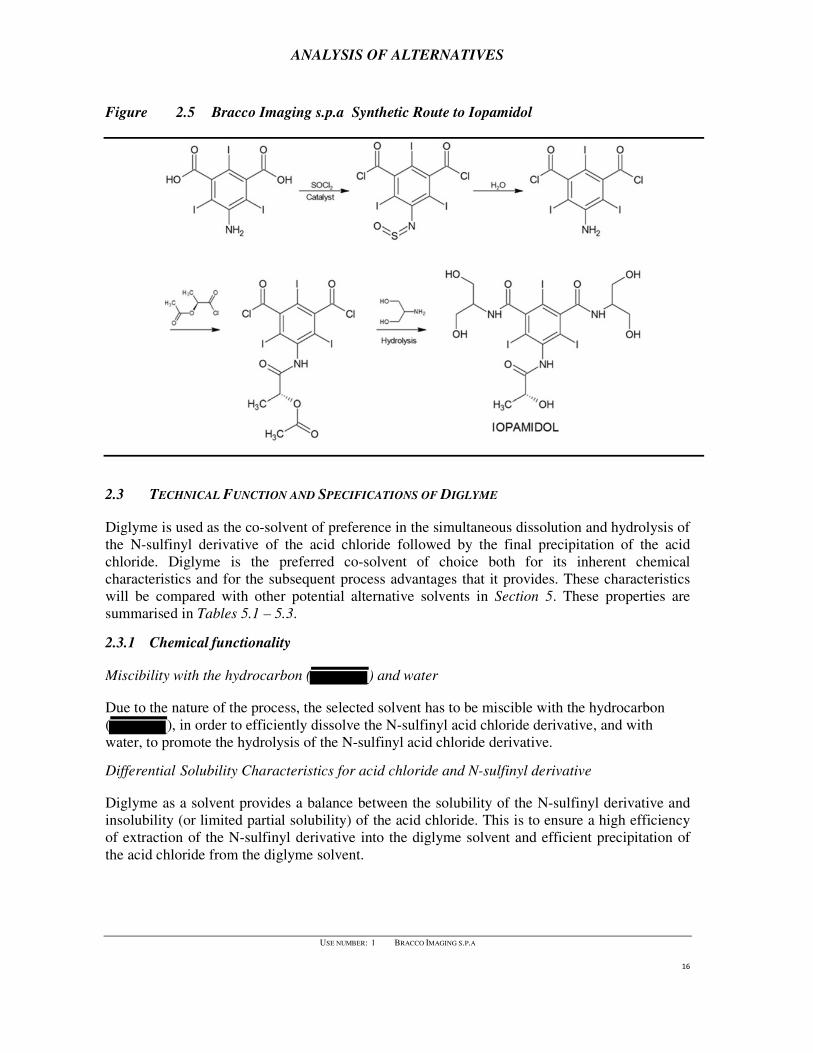
The conversion of 5-amino-2,4,6-triiodoisophthalic acid to the acid chloride is accomplished
through the reaction of the acid with thionyl chloride (see Figure 2.4). Thionyl chloride has been
used as both the chlorinating agent and the reaction solvent for the conversion of the isophthalic
acid to the chloride salt, via the N-sulfinyl intermediate.
Figure 2.4 Synthesis of 5-amino-2,4,6-triiodoisophthalic acid chloride
Thionyl chloride as reaction solvent
Thionyl chloride has been used both as the chlorinating agent and as the reaction solvent for the
conversion of the isophthalic acid to the acid chloride salt, via the N-sulfinyl intermediate.
However, use of this reagent as a solvent has given rise to a number of safety concerns, primarily
relating to the difficulties in controlling the method of addition of the reagents, and different
Isophthalic acid N-sulfinyl
intermediate Chloride
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
14
reaction strategies have been developed to overcome these concerns. There are literature reports
(Gijsen et al, 1999) of the use of thionyl chloride as a reaction solvent.
Use of Co-Solvents
The use of co-solvents in the chlorination reaction has been developed to make the reaction
sequence more controllable, less hazardous during the addition of thionyl chloride, and to avoid
adding a significant excess of the chlorinating reagent. A number of co-solvents have been
identified, such as:
• Ethyl and isopropyl acetates: these were discounted as they produced low conversion
yields and partially decomposed under the acidic reaction conditions.
• Chlorinated solvents: these have been used historically but have since been replaced due
to significant health (suspected carcinogenicity) and environmental (harmful to aquatic
organisms, high volatility and stabity to degradation) concerns.
• A range of aromatic and aliphatic solvents can be used.
Bracco Imaging s.p.a. introduced hydrocarbons ( ) as the co-solvent for the chlorination
reaction (Patent EP 0773924 B1).
Use of Catalysts
The chlorination requires the use of elevated temperatures (up to 90⁰C) and a reaction catalyst to
drive the reaction to completion. The use of elevated temperatures can result in the generation of
a high level of by-products and certain catalysts can undergo decomposition under the reaction
conditions. Dimethylformamide, N-methylmorpholine, tertiary amines, N-methylpyrrolidone
and tetramethylurea have all been proposed as catalysts.
Bracco Imaging s.p.a. use as the reaction catalyst.
Reaction of the amine functionality with thionyl chloride
Thionyl chloride also reacts with the amine functionality of 5-amino-2,4,6-triiodoisophthalic
acid to generate the N-sulfinyl derivative (N-sulfinyl intermediate in Figure 2.4). This
intermediate is relatively stable and can be isolated in its pure form. The hydrolysis can be
achieved by washing the solution of the crude reaction product with another suitable organic
solvent containing water but dissolution of the acid chloride product in the solvent makes
subsequent isolation and purification more difficult.
A successful alternative strategy is to perform the hydrolysis of the N-sulfinyl derivative and
purification of the acid chloride in a single step.
Simultaneous hydrolysis and precipitation process
In most organic solvents the N-sulfinyl derivative is more soluble than the acid chloride.
Addition of water to an organic solvent, in which the N-sulfinyl derivative is more soluble than
the acid chloride, will result in partial precipitation or crystallisation of the acid chloride. As the
acid chloride is being recovered from a solution of the N-sulfinyl derivative, it will always
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
15
contain some level of N-sulfinyl impurity and a solvent with the optimum balance of solubility
of the N-sulfinyl derivative and insolubility of the acid chloride is required to maximise recovery
and minimise product contamination. Water-miscible co-solvents are therefore used in the
precipitation process.
Bracco Imaging s.p.a. have optimised the precipitation process using diglyme as the organic co-
solvent over 20 years since 1995.
2.2.4 Bracco Imaging s.p.a. Synthesis Route for 5-amino-2,4,6-triiodoisophthalic acid
dichloride
The chlorination of 5-amino-2,4,6-triiodoisophthalic acid is executed in a 4000 L glass-lined
reactor, under nitrogen, using a hydrocarbon as the co-solvent ( ).
The reaction is carried out at 65-850C using an excess of thionyl chloride as the chlorination
agent, in presence of a catalyst. At the end of the reaction, excess thionyl chloride is distilled off
under vacuum.
The resulting suspension of N-sulfinyl derivative of 5-amino-2,4,6-triiodoisophthalic dichloride
in the hydrocarbon is cooled to approximately 500C and diglyme added to preferentially dissolve
this derivative.
Water and sodium hydroxide solution are slowly added to hydrolyse the N-sulfinyl derivative to
the desired 5-amino-2,4,6-triiodoisophthalic acid chloride and to neutralize the strongly acidic
reaction medium. The acid chloride precipitates from the diglyme solution during the addition of
water.
The heterogeneous sludge is isolated by filtration or centrifugation of the 5-amino-2,4,6-
triiodoisophthalic acid. The filter cake is rinsed with water to remove all final residues of
diglyme and then dried.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
16
Figure 2.5 Bracco Imaging s.p.a Synthetic Route to Iopamidol
2.3 TECHNICAL FUNCTION AND SPECIFICATIONS OF DIGLYME
Diglyme is used as the co-solvent of preference in the simultaneous dissolution and hydrolysis of
the N-sulfinyl derivative of the acid chloride followed by the final precipitation of the acid
chloride. Diglyme is the preferred co-solvent of choice both for its inherent chemical
characteristics and for the subsequent process advantages that it provides. These characteristics
will be compared with other potential alternative solvents in Section 5. These properties are
summarised in Tables 5.1 – 5.3.
2.3.1 Chemical functionality
Miscibility with the hydrocarbon ( ) and water
Due to the nature of the process, the selected solvent has to be miscible with the hydrocarbon
( ), in order to efficiently dissolve the N-sulfinyl acid chloride derivative, and with
water, to promote the hydrolysis of the N-sulfinyl acid chloride derivative.
Differential Solubility Characteristics for acid chloride and N-sulfinyl derivative
Diglyme as a solvent provides a balance between the solubility of the N-sulfinyl derivative and
insolubility (or limited partial solubility) of the acid chloride. This is to ensure a high efficiency
of extraction of the N-sulfinyl derivative into the diglyme solvent and efficient precipitation of
the acid chloride from the diglyme solvent.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
17
Thermal Stability
Diglyme is stable over the temperature range at which the synthesis is carried out (20 – 50⁰C).
Solvent Stability under Acidic Conditions
The addition of diglyme occurs under strongly acidic conditions (< pH 2.5). A co-solvent used
in the hydrolysis and precipitation process has to be stable at this pH. Any partial decomposition
of the co-solvent under these acidic conditions will affect the purity of the intermediate and thus
the final product.
Flash Point
Hydrocarbons have low electrical conductivity and can undergo static build-up during processing
operations under high velocity of turbulent conditions. The risk of fire and explosion through
static discharge is reduced by earthing of process equipment and nitrogen blanking. In the
process described here, earthing is not possible on the overall equipment surface, since the
reactors are glass lined. The utilisation of diglyme, which has a relatively high flashpoint (51⁰C),
as a solvent will also further minimise this risk. This is an important consideration in the
selection of a suitable co-solvent in this industrial process.
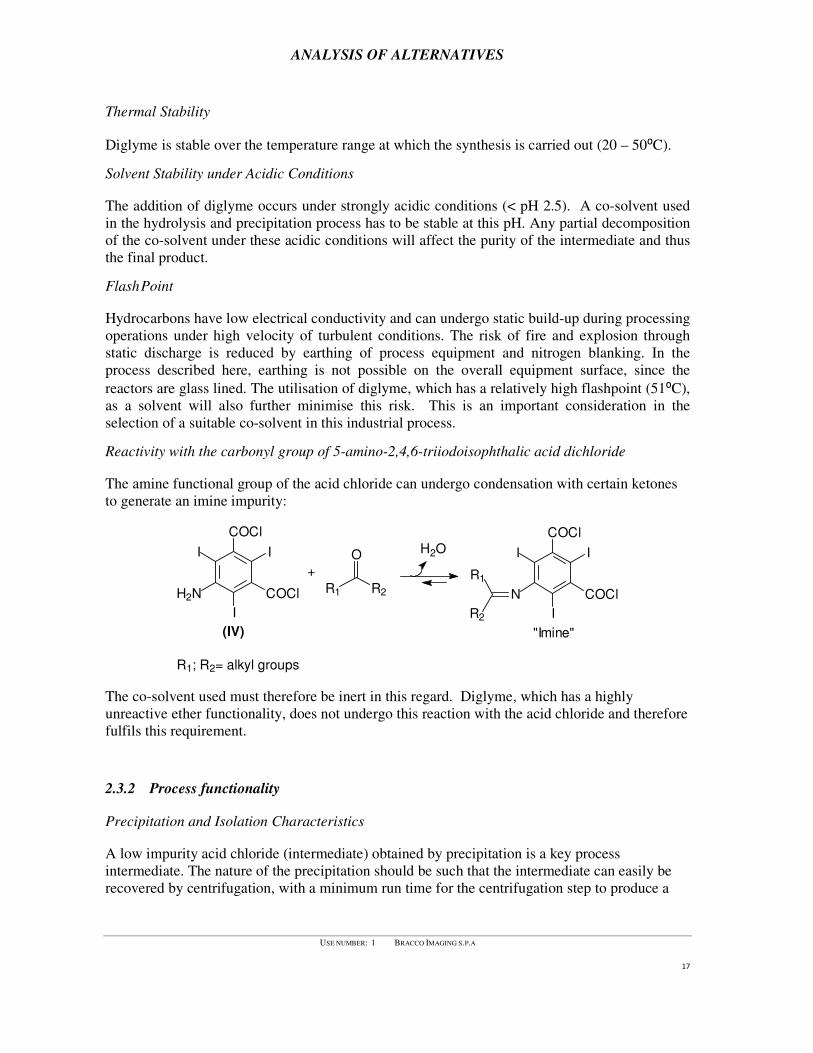
Reactivity with the carbonyl group of 5-amino-2,4,6-triiodoisophthalic acid dichloride
The amine functional group of the acid chloride can undergo condensation with certain ketones
to generate an imine impurity:
COCl
I
I I
COClN
R2
R1+
COCl
I
I I
COClH2N R2R1
O
R1; R2= alkyl groups
(IV) "Imine"
H2O
The co-solvent used must therefore be inert in this regard. Diglyme, which has a highly
unreactive ether functionality, does not undergo this reaction with the acid chloride and therefore
fulfils this requirement.
2.3.2 Process functionality
Precipitation and Isolation Characteristics
A low impurity acid chloride (intermediate) obtained by precipitation is a key process
intermediate. The nature of the precipitation should be such that the intermediate can easily be
recovered by centrifugation, with a minimum run time for the centrifugation step to produce a
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
18
good cake density with minimum water content. The final parameters required for the acid
chloride intermediate are:
• Purity: ≥ 97.0%
• N-sulfinyl derivative impurity: < 1.0%
• Water content: < 1.0%
The use of diglyme allows the acid chloride to be obtained in very high yield (>92%).
Process Temperature / Boiling Point
The addition of diglyme occurs at 50⁰C and, as such, the co-solvent used in the hydrolysis and
precipitation process has to be stable at the process temperature employed.
The boiling point of diglyme is 162⁰C and therefore significantly above the process temperature.
Diglyme recovery and recycling
Diglyme can be easily and economically recovered and recycled into the synthesis process (see
Section 2.2.4). This recycling reduces the overall annual consumption of the solvent by the
applicant. The recovery process is further described in the CSR. It is estimated that the annual
rate of use of diglyme in the process is the equivalent of metric tonnes per annum. Only
about metric tonnes of virgin diglyme are purchased annually, suggesting a recycling rate of
%.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
19
3 ANNUAL TONNAGE
Bracco Imaging s.p.a. uses metric tonnes (mT) of diglyme per annum (1.5 mT of diglyme
per batch; batches per annum) but up to % of this is recovered and recycled into the
process. Bracco Imaging s.p.a. maintains an inventory of mt on site ( mt in bulk storage
and mt in process) and purchases on average about mt of diglyme in order to replace
solvent lost from the process to on-site wastewater treatment.
All purchased diglyme is used as a co-solvent in the synthesis of 5-amino-2,4,6-
triiodoisophthalic acid dichloride.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
20
4 IDENTIFICATION OF POSSIBLE ALTERNATIVES
4.1 LIST OF POSSIBLE ALTERNATIVES
Bracco Imaging s.p.a. have examined two routes for the substitution of diglyme in the synthesis
of 5-amino-2,4,6-triiodoisophthalic acid dichloride:
• Alternative Solvents: screening and testing of solvents that can reproduce the technical
requirements currently fulfilled by diglyme
• Alternative Synthetic Pathway: reconfiguration of the synthetic pathway for
Iopamidol to avoid the need to incorporate the synthesis of the acid chloride as an
intermediate.
4.2 DESCRIPTION OF EFFORTS MADE TO IDENTIFY POSSIBLE ALTERNATIVES
4.2.1 Research and development
Bracco Imaging s.p.a. has been a leader in the synthesis of small-molecule iodinated x-ray
contrast imaging agents for over 80 years.
Bracco Imaging s.p.a. has undertaken a range of research and development activities for the
assessment of different strategies in the synthesis of Iopamidol. A significant internal research
programme was undertaken in the period 2010-2012 to identify alternative solvents that would
be suitable for direct substitution of diglyme and is described in Section 5.
Table 4.1 List of relevant Bracco Imaging s.p.a. Patents
Date of filing
UK Patent Number
EP Number EP
International publication
number WO
Title
11/10/93 2272218A - - Process for the preparation of L—5-(optionally substituted-
amino)2,4,6-triiodo-isophthalic acid bis-(1,3-dihydroxy-propylamide)
24/03/97 2311524A - - Preparation of an intermediate for iopamidol
17/05/96 0773924B1 96/374549 Process for the preparation of a dicarboxylic acid chloride
26/04/99 1075462B1 99/058494 Process for the preparation of S-N,N-bis[2-hydroxy-1-
(hydroxymethyl)ethyl]-5-[(2-hydroxy-1-oxopropryl)-amino]-2,4,6-triiodo-1,3-benzenedicarboxamide
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
21
4.2.2 Data searches
Bracco Imaging s.p.a. has undertaken an extensive literature search on the availability of
alternative co-solvents to diglyme for the synthesis of 5-amino-2,4,6-triiodoisophthalic acid
dichloride. The results of this data search are reported in Section 5.
4.2.3 Consultations
Bracco Imaging s.p.a. has not undertaken any external consultations to identify alternatives
except as identified above as part of their own Research and Development programme.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
22
5 SUITABILITY AND AVAILABILITY OF ALTERNATIVES
5.1 ALTERNATIVE SOLVENTS
A large number of potential alternative solvents in five solvent classes were identified from
publicly available literature. These solvents classes were alcohols, ethers, glymes, ketones and
other miscellaneous solvents. In order to identify suitable candidates to be taken forward to an
internal laboratory testing programme, solvents were initially screened against key toxicological,
physicochemical and commercial criteria as follows:
• toxicological criteria
o Does the solvent have a more benign profile? (e.g. is already classified as a
SVHC?)
• physicochemical criteria
o Is the solvent incompatible with the drastic acidic conditions used?
o Does the solvent have the required boiling point range?
o Does the industrial use of the solvent pose any additional safety issues?
• commercial criteria
o Is the solvent available for industrial application?
o Is the solvent significantly more expensive than diglyme?
5.1.1 Screening against toxicological criteria
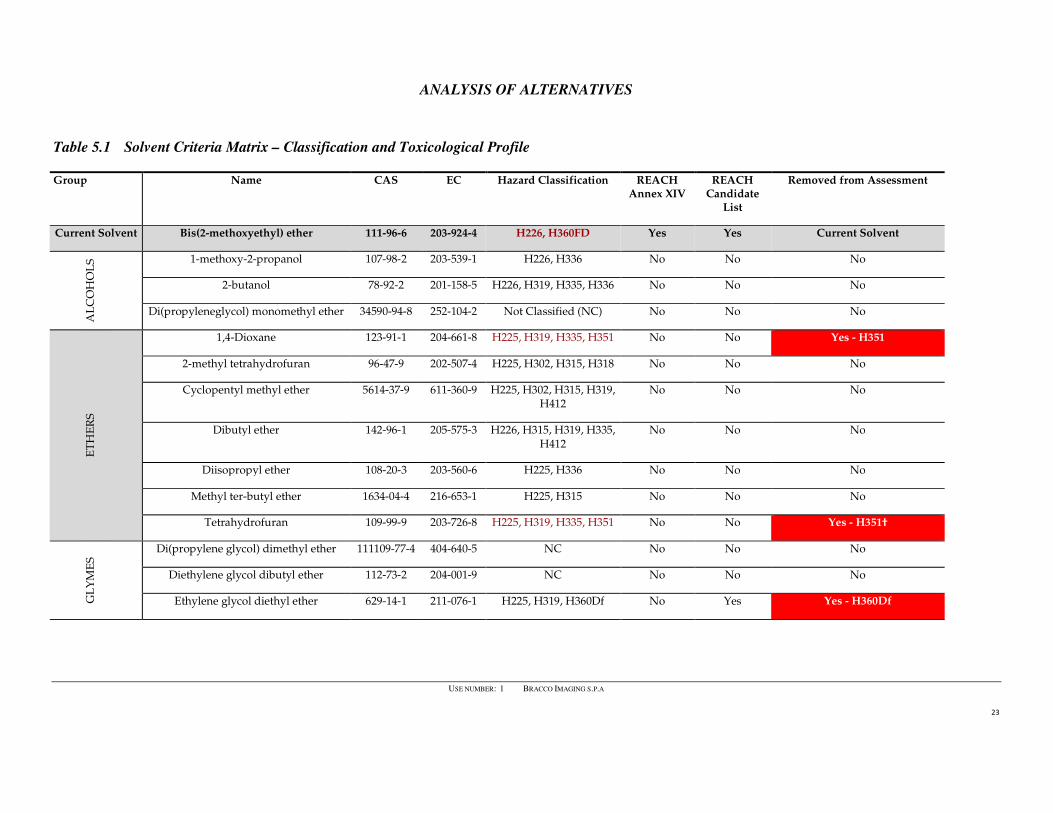
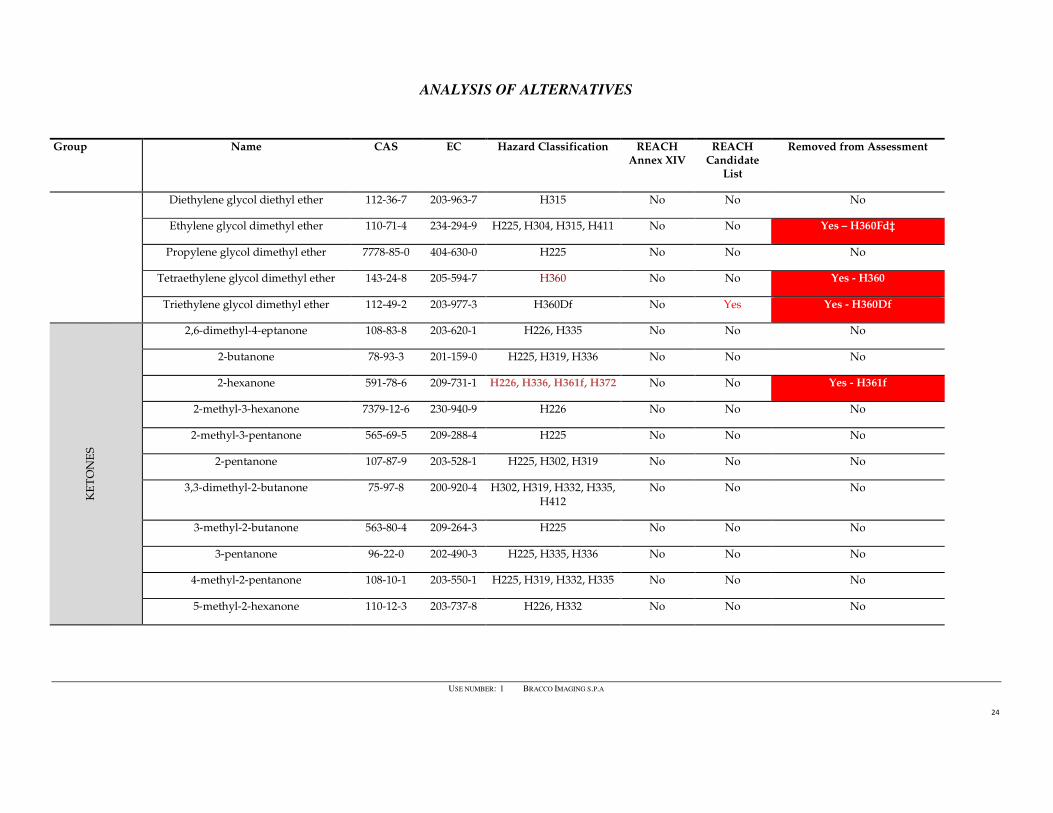
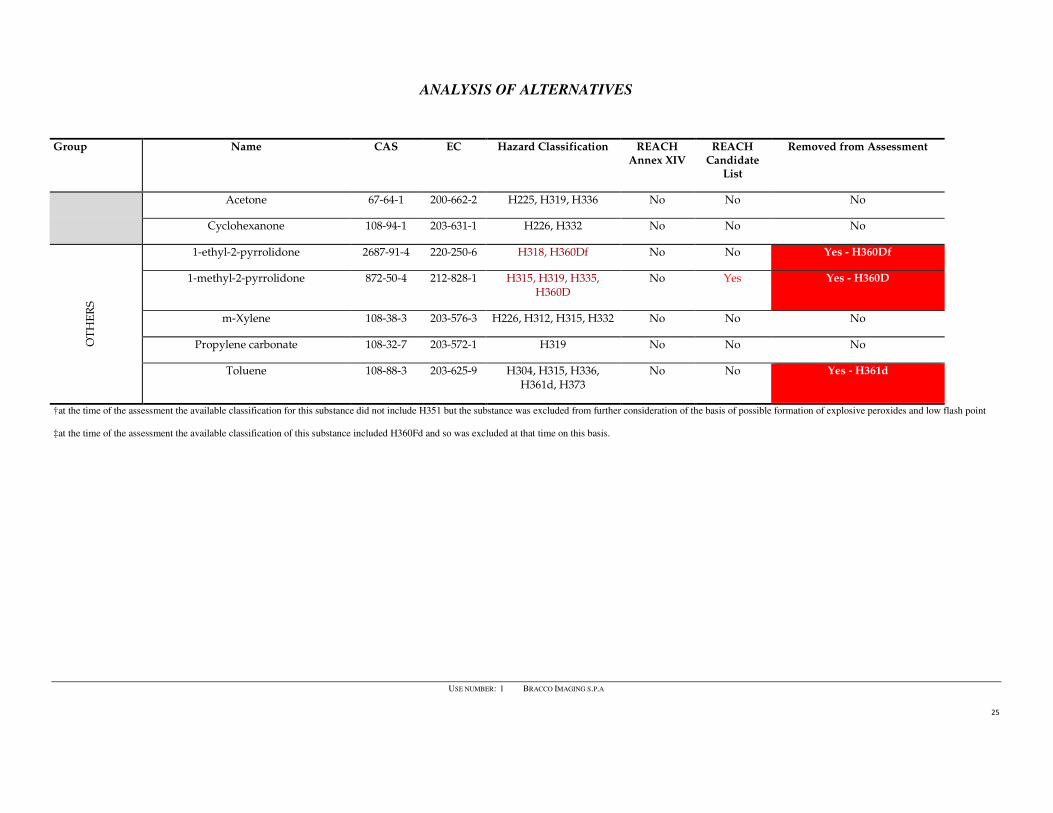
Table 5.1 reviews the screening of solvent candidates based their toxicological profile. Any
solvent whose classification results in identification as a substance of very high concern were not
considered further.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
23
Table 5.1 Solvent Criteria Matrix – Classification and Toxicological Profile
Group Name CAS EC Hazard Classification REACH Annex XIV
REACH Candidate
List
Removed from Assessment
Current Solvent Bis(2-methoxyethyl) ether 111-96-6 203-924-4 H226, H360FD Yes Yes Current Solvent
AL
CO
HO
LS
1-methoxy-2-propanol 107-98-2 203-539-1 H226, H336 No No No
2-butanol 78-92-2 201-158-5 H226, H319, H335, H336 No No No
Di(propyleneglycol) monomethyl ether 34590-94-8 252-104-2 Not Classified (NC) No No No
ET
HE
RS
1,4-Dioxane 123-91-1 204-661-8 H225, H319, H335, H351 No No Yes - H351
2-methyl tetrahydrofuran 96-47-9 202-507-4 H225, H302, H315, H318 No No No
Cyclopentyl methyl ether 5614-37-9 611-360-9 H225, H302, H315, H319, H412
No No No
Dibutyl ether 142-96-1 205-575-3 H226, H315, H319, H335, H412
No No No
Diisopropyl ether 108-20-3 203-560-6 H225, H336 No No No
Methyl ter-butyl ether 1634-04-4 216-653-1 H225, H315 No No No
Tetrahydrofuran 109-99-9 203-726-8 H225, H319, H335, H351 No No Yes - H351†
GL
YM
ES
Di(propylene glycol) dimethyl ether 111109-77-4 404-640-5 NC No No No
Diethylene glycol dibutyl ether 112-73-2 204-001-9 NC No No No
Ethylene glycol diethyl ether 629-14-1 211-076-1 H225, H319, H360Df No Yes Yes - H360Df
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
24
Group Name CAS EC Hazard Classification REACH Annex XIV
REACH Candidate
List
Removed from Assessment
Diethylene glycol diethyl ether 112-36-7 203-963-7 H315 No No No
Ethylene glycol dimethyl ether 110-71-4 234-294-9 H225, H304, H315, H411 No No Yes – H360Fd‡
Propylene glycol dimethyl ether 7778-85-0 404-630-0 H225 No No No
Tetraethylene glycol dimethyl ether 143-24-8 205-594-7 H360 No No Yes - H360
Triethylene glycol dimethyl ether 112-49-2 203-977-3 H360Df No Yes Yes - H360Df
KE
TO
NE
S
2,6-dimethyl-4-eptanone 108-83-8 203-620-1 H226, H335 No No No
2-butanone 78-93-3 201-159-0 H225, H319, H336 No No No
2-hexanone 591-78-6 209-731-1 H226, H336, H361f, H372 No No Yes - H361f
2-methyl-3-hexanone 7379-12-6 230-940-9 H226 No No No
2-methyl-3-pentanone 565-69-5 209-288-4 H225 No No No
2-pentanone 107-87-9 203-528-1 H225, H302, H319 No No No
3,3-dimethyl-2-butanone 75-97-8 200-920-4 H302, H319, H332, H335, H412
No No No
3-methyl-2-butanone 563-80-4 209-264-3 H225 No No No
3-pentanone 96-22-0 202-490-3 H225, H335, H336 No No No
4-methyl-2-pentanone 108-10-1 203-550-1 H225, H319, H332, H335 No No No
5-methyl-2-hexanone 110-12-3 203-737-8 H226, H332 No No No
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
25
Group Name CAS EC Hazard Classification REACH Annex XIV
REACH Candidate
List
Removed from Assessment
Acetone 67-64-1 200-662-2 H225, H319, H336 No No No
Cyclohexanone 108-94-1 203-631-1 H226, H332 No No No
OT
HE
RS
1-ethyl-2-pyrrolidone 2687-91-4 220-250-6 H318, H360Df No No Yes - H360Df
1-methyl-2-pyrrolidone 872-50-4 212-828-1 H315, H319, H335, H360D
No Yes Yes - H360D
m-Xylene 108-38-3 203-576-3 H226, H312, H315, H332 No No No
Propylene carbonate 108-32-7 203-572-1 H319 No No No
Toluene 108-88-3 203-625-9 H304, H315, H336, H361d, H373
No No Yes - H361d
†at the time of the assessment the available classification for this substance did not include H351 but the substance was excluded from further consideration of the basis of possible formation of explosive peroxides and low flash point
‡at the time of the assessment the available classification of this substance included H360Fd and so was excluded at that time on this basis.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
26
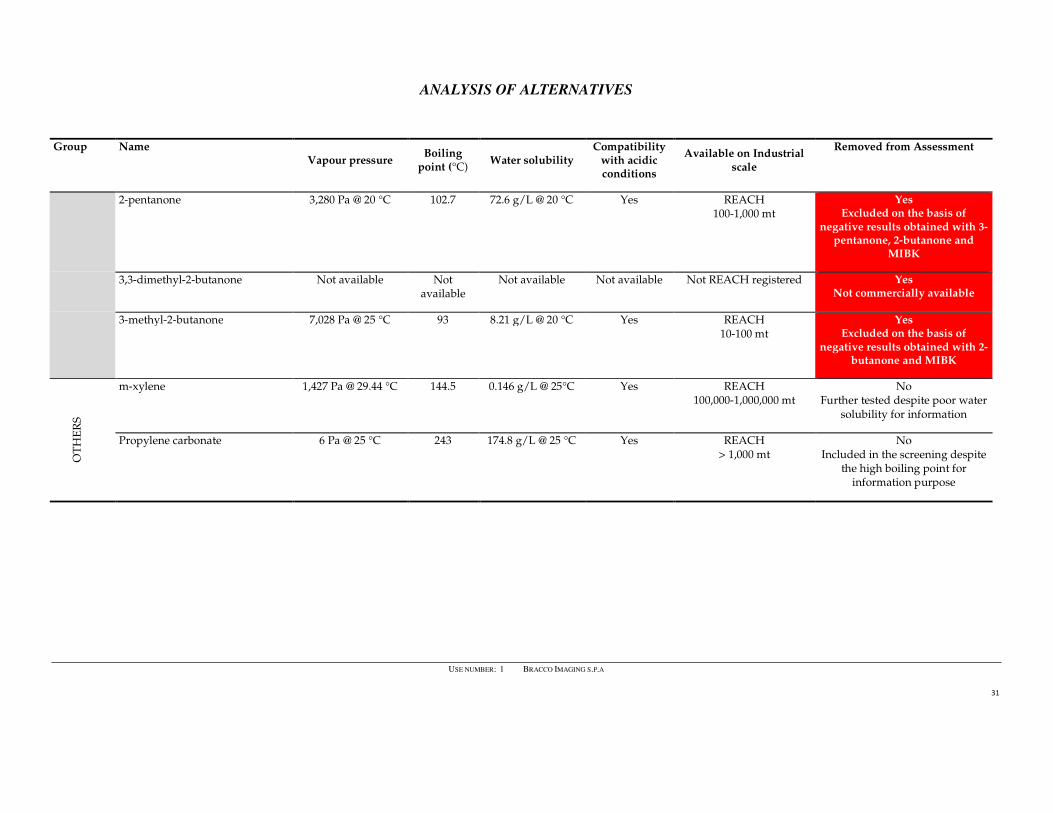
5.1.2 Screening against physicochemical and commercial criteria
Candidate solvents were further screened on the basis of their suitability for industrial
application, which included consideration of their suitability for recycling, any possible safety
issues or further general commercial information about availability or cost which would
adversely impact the economics of the manufacturing process.
For the general class of ketones, additional evaluation considered the potential reactivity of their
carbonyl group with the amino group of 5-amino-2,4,6-triiodoisophthalic acid dichloride to give
the corresponding imine. In order to clarify the behavior of this class of solvents and to acquire
more information on the risk of formation of these impurities, a set of preliminary tests was run
only on a selected group of representative candidates. Six ketones, differing in chemical
structure (linear, cyclic and with branched chains) and molecular weight, were selected to
represent a wide range of solvent properties in term of steric hindrance and lipophilicity. This
allowed further evaluation of the influence of these properties both on the potential formation of
the “imine” impurity and on elimination of the impurity in the subsequent work up.
Candidate solvents were further screened for the following parameters against publically
available data:
• Boiling point: selected solvents are required to have a boiling point similar to diglyme in
order to provide the same or similar opportunities for economic solvent recycling.
Solvents with boiling points > 200⁰C were not further considered on this basis.
• Water Solubility:
• Compatibility with acidic conditions: based on in-house chemical knowledge and
available literature data (e.g. R. P. Pohanish and S. A. Greene, Rapid Guide to Chemical
Incompatibilities, VNR Rapid Guide Series, Wiley, 1997; ISBN-13 978-0-471-28802-2.
Now available as Wiley Guide to Chemical Incompatibilities, 3rd
Edition, 2009, ISBN
978-0-470-38763-4)
• Cost: No limiting criteria established but high unit costs factored into the screening
process.
• Commercial availability: the current status of REACH registration of the solvents was
used as a qualifying criteria for commercial availability. Any solvent that has not yet
been registered under REACH or has been registered for intermediate use only was not
considered to be commercially available.

ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
27
• Comparative results with similar substances already tested in phase 3 of the
screening process: some solvents were removed from screening at this stage if similar
substances had already been subject to laboratory assessment and given unfavourable
results (e.g. solvents similar to MIAK and MIBK).
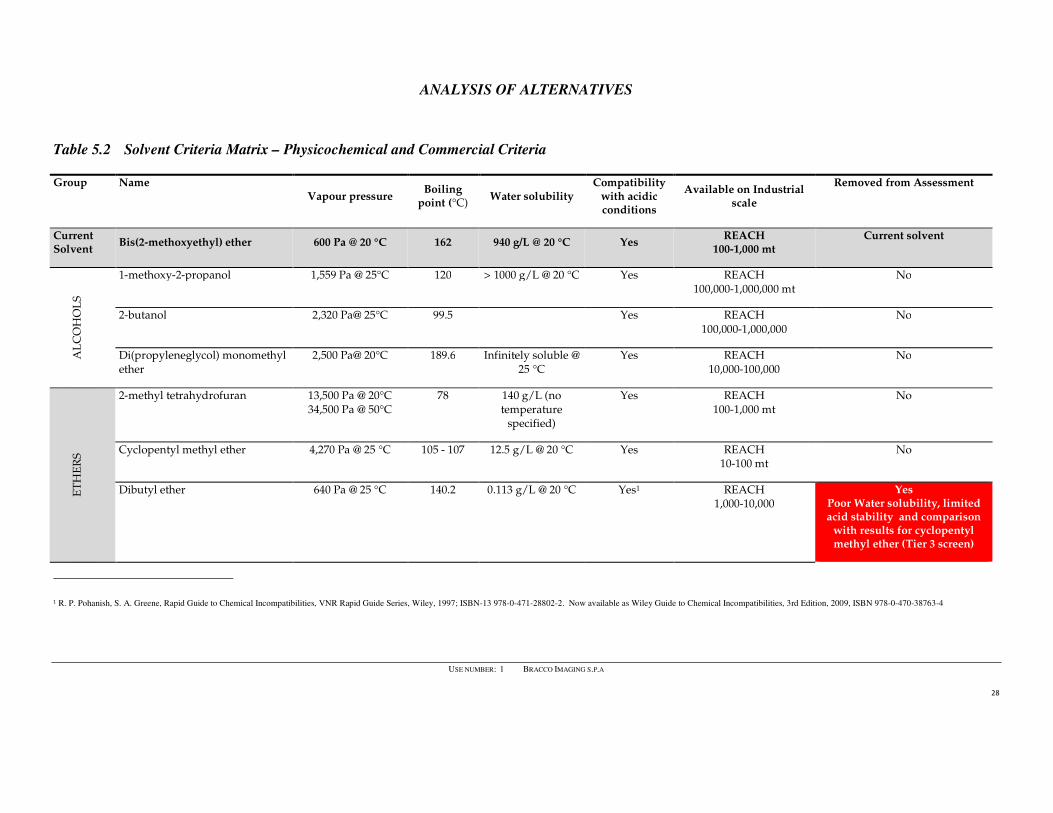
The results of this second level of screening is summarised in Table 5.2.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
28
Table 5.2 Solvent Criteria Matrix – Physicochemical and Commercial Criteria
Group Name Vapour pressure
Boiling point (°C)
Water solubility Compatibility
with acidic conditions
Available on Industrial scale
Removed from Assessment
Current Solvent
Bis(2-methoxyethyl) ether 600 Pa @ 20 °C 162 940 g/L @ 20 °C Yes REACH
100-1,000 mt Current solvent
AL
CO
HO
LS
1-methoxy-2-propanol 1,559 Pa @ 25°C 120 > 1000 g/L @ 20 °C Yes REACH 100,000-1,000,000 mt
No
2-butanol 2,320 Pa@ 25°C 99.5 Yes REACH 100,000-1,000,000
No
Di(propyleneglycol) monomethyl ether
2,500 Pa@ 20°C 189.6 Infinitely soluble @ 25 °C
Yes REACH 10,000-100,000
No
ET
HE
RS
2-methyl tetrahydrofuran 13,500 Pa @ 20°C 34,500 Pa @ 50°C
78 140 g/L (no temperature
specified)
Yes REACH 100-1,000 mt
No
Cyclopentyl methyl ether 4,270 Pa @ 25 °C 105 - 107 12.5 g/L @ 20 °C Yes REACH 10-100 mt
No
Dibutyl ether 640 Pa @ 25 °C 140.2 0.113 g/L @ 20 °C Yes1 REACH 1,000-10,000
Yes Poor Water solubility, limited acid stability and comparison
with results for cyclopentyl methyl ether (Tier 3 screen)
1 R. P. Pohanish, S. A. Greene, Rapid Guide to Chemical Incompatibilities, VNR Rapid Guide Series, Wiley, 1997; ISBN-13 978-0-471-28802-2. Now available as Wiley Guide to Chemical Incompatibilities, 3rd Edition, 2009, ISBN 978-0-470-38763-4
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
29
Group Name Vapour pressure
Boiling point (°C)
Water solubility Compatibility
with acidic conditions
Available on Industrial scale
Removed from Assessment
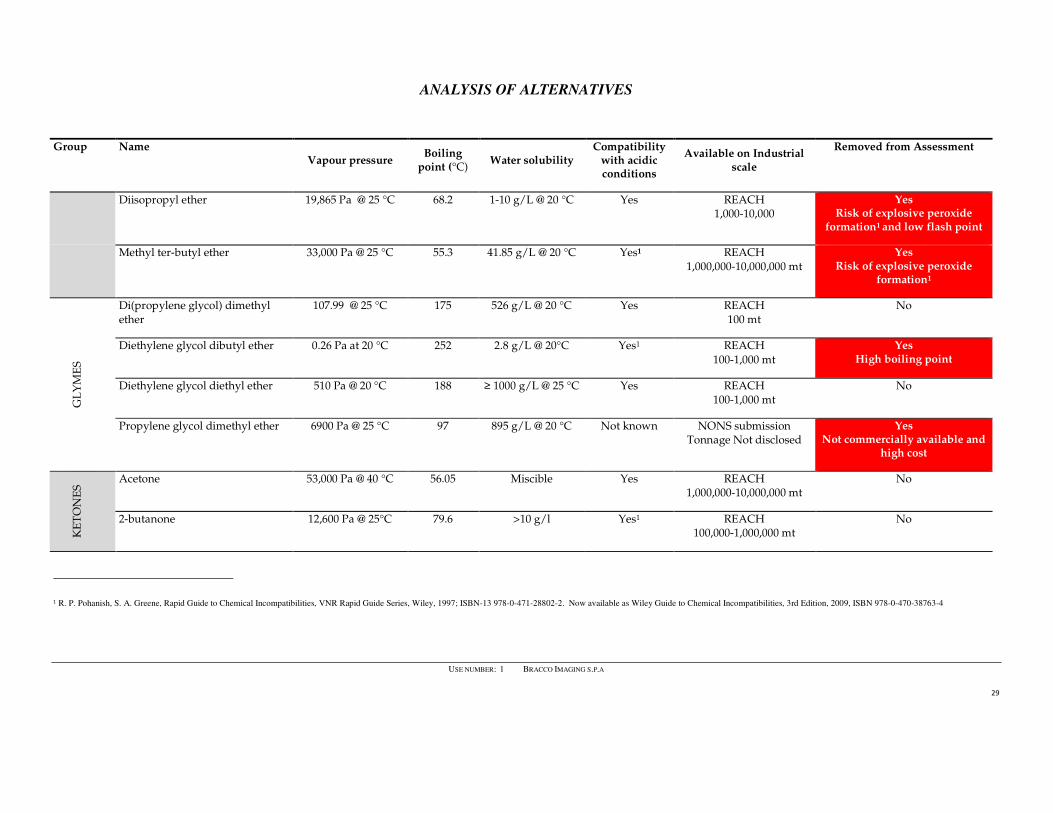
Diisopropyl ether 19,865 Pa @ 25 °C 68.2 1-10 g/L @ 20 °C Yes REACH 1,000-10,000
Yes Risk of explosive peroxide
formation1 and low flash point
Methyl ter-butyl ether 33,000 Pa @ 25 °C 55.3 41.85 g/L @ 20 °C Yes1 REACH 1,000,000-10,000,000 mt
Yes Risk of explosive peroxide
formation1
GL
YM
ES
Di(propylene glycol) dimethyl ether
107.99 @ 25 °C 175 526 g/L @ 20 °C Yes REACH 100 mt
No
Diethylene glycol dibutyl ether 0.26 Pa at 20 °C 252 2.8 g/L @ 20°C Yes1 REACH 100-1,000 mt
Yes High boiling point
Diethylene glycol diethyl ether 510 Pa @ 20 °C 188 ≥ 1000 g/L @ 25 °C Yes REACH 100-1,000 mt
No
Propylene glycol dimethyl ether 6900 Pa @ 25 °C 97 895 g/L @ 20 °C Not known NONS submission Tonnage Not disclosed
Yes Not commercially available and
high cost
KE
TO
NE
S Acetone 53,000 Pa @ 40 °C 56.05 Miscible Yes REACH
1,000,000-10,000,000 mt No
2-butanone 12,600 Pa @ 25°C 79.6 >10 g/l Yes1 REACH 100,000-1,000,000 mt
No
1 R. P. Pohanish, S. A. Greene, Rapid Guide to Chemical Incompatibilities, VNR Rapid Guide Series, Wiley, 1997; ISBN-13 978-0-471-28802-2. Now available as Wiley Guide to Chemical Incompatibilities, 3rd Edition, 2009, ISBN 978-0-470-38763-4
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
30
Group Name Vapour pressure
Boiling point (°C)
Water solubility Compatibility
with acidic conditions
Available on Industrial scale
Removed from Assessment
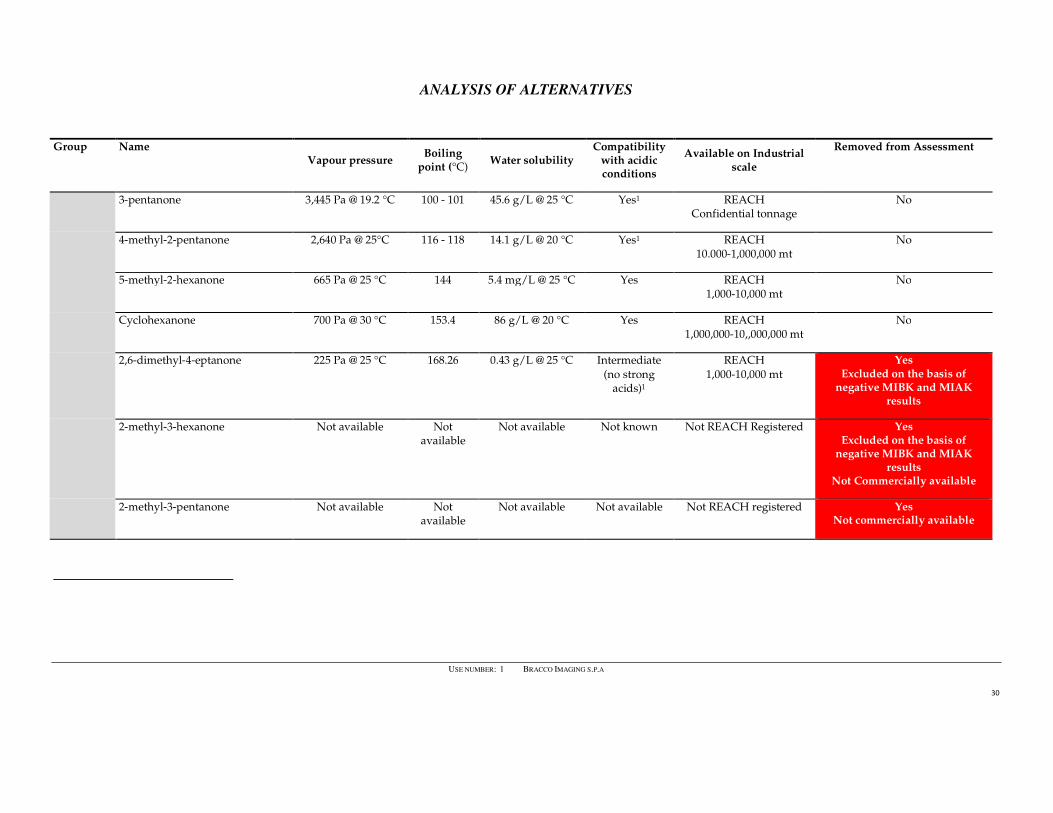
3-pentanone 3,445 Pa @ 19.2 °C 100 - 101 45.6 g/L @ 25 °C Yes1 REACH Confidential tonnage
No
4-methyl-2-pentanone 2,640 Pa @ 25°C 116 - 118 14.1 g/L @ 20 °C Yes1 REACH 10.000-1,000,000 mt
No
5-methyl-2-hexanone 665 Pa @ 25 °C 144 5.4 mg/L @ 25 °C Yes REACH 1,000-10,000 mt
No
Cyclohexanone 700 Pa @ 30 °C 153.4 86 g/L @ 20 °C Yes REACH 1,000,000-10,,000,000 mt
No
2,6-dimethyl-4-eptanone 225 Pa @ 25 °C 168.26 0.43 g/L @ 25 °C Intermediate (no strong
acids)1
REACH 1,000-10,000 mt
Yes Excluded on the basis of
negative MIBK and MIAK results
2-methyl-3-hexanone Not available Not available
Not available Not known Not REACH Registered Yes Excluded on the basis of
negative MIBK and MIAK results
Not Commercially available
2-methyl-3-pentanone Not available Not available
Not available Not available Not REACH registered Yes Not commercially available
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
31
Group Name Vapour pressure
Boiling point (°C)
Water solubility Compatibility
with acidic conditions
Available on Industrial scale
Removed from Assessment
2-pentanone 3,280 Pa @ 20 °C 102.7 72.6 g/L @ 20 °C Yes REACH 100-1,000 mt
Yes Excluded on the basis of
negative results obtained with 3-pentanone, 2-butanone and
MIBK
3,3-dimethyl-2-butanone Not available Not available
Not available Not available Not REACH registered Yes Not commercially available
3-methyl-2-butanone 7,028 Pa @ 25 °C 93 8.21 g/L @ 20 °C Yes REACH 10-100 mt
Yes Excluded on the basis of
negative results obtained with 2-butanone and MIBK
OT
HE
RS
m-xylene 1,427 Pa @ 29.44 °C 144.5 0.146 g/L @ 25°C Yes REACH 100,000-1,000,000 mt
No Further tested despite poor water
solubility for information
Propylene carbonate 6 Pa @ 25 °C 243 174.8 g/L @ 25 °C Yes REACH > 1,000 mt
No Included in the screening despite
the high boiling point for information purpose
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
32
5.1.3 Laboratory assessment of selected solvents
Solvents selected from the first two screening exercises were then evaluated in a standard
laboratory protocol for direct comparison with diglyme under similar conditions.
Standard Protocol:
Testing was carried out on a laboratory scale using the same process conditions as the current
industrial procedure using diglyme.
Assessment:
The following criteria were used for the comparison of solvent performance:
• Solubility of the reaction mixture at the end of the thionyl chloride distillation (N-
sulfinyl derivative of 5-amino-2,4,6-triiodoisophthalic acid dichloride suspension in
): the solvent is considered suitable for this process if, on addition, it achieves
the complete dissolution of the reaction mixture at the end of the thionyl chloride
distillation, without formation of insoluble residues.
• Overall process yield for the synthesis of 5-amino-2,4,6-triiodoisophthalic acid
dichloride: the process yield with diglyme is >92% and a solvent was considered to have
achieved this criterion if a minimum yield of 92% was determined.
• Purity profile of 5-amino-2,4,6-triiodoisophthalic acid dichloride: a purity of about
98.5% (w/w) is achieved using diglyme and a solvent was considered to have achieved
this criterion if the specification limit is fulfilled (a minimum purity of 97%) and if no
new unknown impurities are detected in the impurity profile
• Maximum level of N-sulfinyl derivative of 5-amino-2,4,6-triiodoisophthalic acid
dichloride in 5-amino-2,4,6-triiodoisophthalic acid dichloride: the specification for

ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
33
this is <1% (w/w) and a solvent was considered to have achieved this criterion if the
specification limit was fulfilled .
• Precipitated form of 5-amino-2,4,6-triiodoisophthalic acid dichloride and ease of
isolation: the product must be obtained in a filterable form and with the appearance of a
free flowing powder after drying.
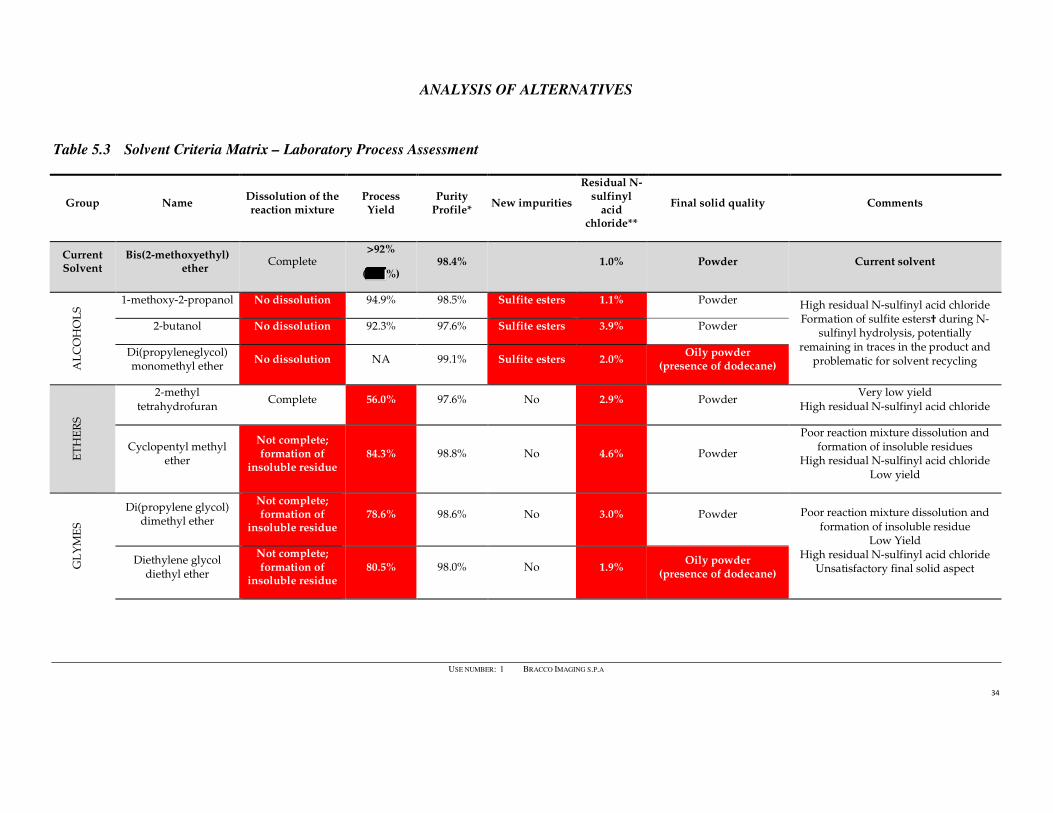
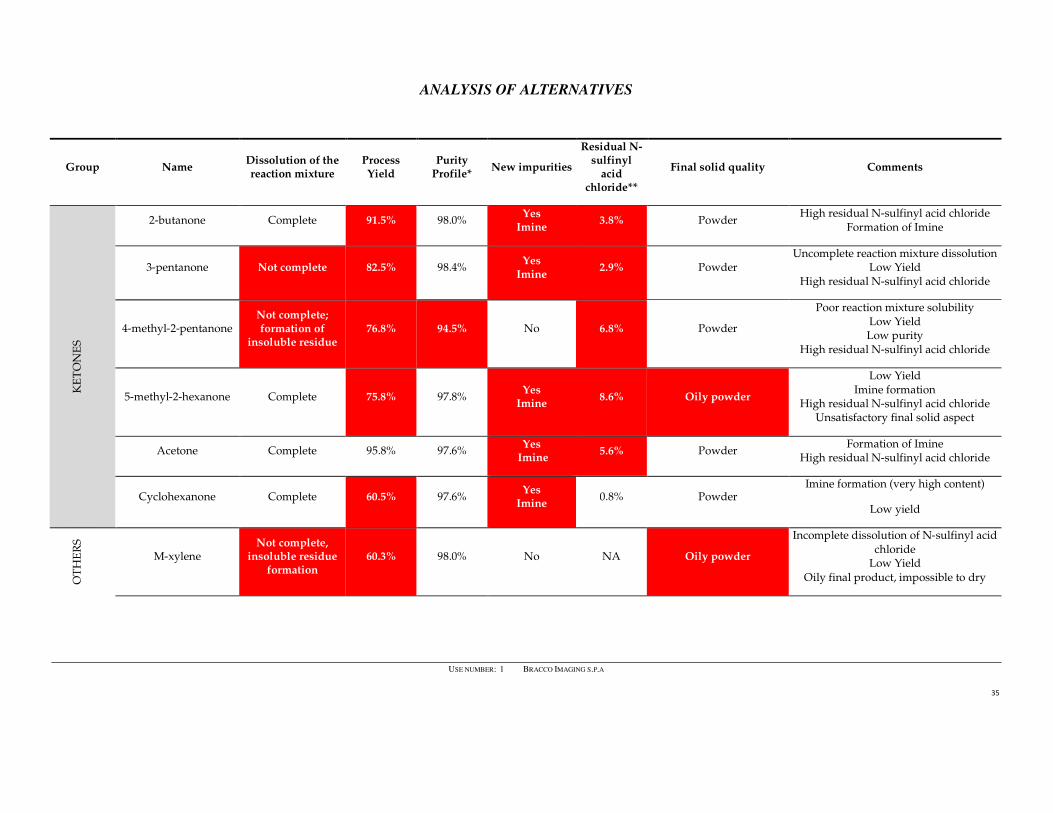
The results of this laboratory process assessment in summarized in Table 5.3.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
34
Table 5.3 Solvent Criteria Matrix – Laboratory Process Assessment
Group Name Dissolution of the reaction mixture
Process Yield
Purity Profile*
New impurities
Residual N-sulfinyl
acid chloride**
Final solid quality Comments
Current Solvent
Bis(2-methoxyethyl) ether
Complete >92%
( %) 98.4% 1.0% Powder Current solvent
AL
CO
HO
LS
1-methoxy-2-propanol No dissolution 94.9% 98.5% Sulfite esters 1.1% Powder High residual N-sulfinyl acid chloride Formation of sulfite esters† during N-
sulfinyl hydrolysis, potentially remaining in traces in the product and
problematic for solvent recycling
2-butanol No dissolution 92.3% 97.6% Sulfite esters 3.9% Powder
Di(propyleneglycol) monomethyl ether
No dissolution NA 99.1% Sulfite esters 2.0% Oily powder
(presence of dodecane)
ET
HE
RS
2-methyl tetrahydrofuran
Complete 56.0% 97.6% No 2.9% Powder Very low yield
High residual N-sulfinyl acid chloride
Cyclopentyl methyl ether
Not complete; formation of
insoluble residue 84.3% 98.8% No 4.6% Powder
Poor reaction mixture dissolution and formation of insoluble residues
High residual N-sulfinyl acid chloride Low yield
GL
YM
ES
Di(propylene glycol) dimethyl ether
Not complete; formation of
insoluble residue 78.6% 98.6% No 3.0% Powder Poor reaction mixture dissolution and
formation of insoluble residue Low Yield
High residual N-sulfinyl acid chloride Unsatisfactory final solid aspect
Diethylene glycol diethyl ether
Not complete; formation of
insoluble residue 80.5% 98.0% No 1.9%
Oily powder (presence of dodecane)
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
35
Group Name Dissolution of the reaction mixture
Process Yield
Purity Profile*
New impurities
Residual N-sulfinyl
acid chloride**
Final solid quality Comments
KE
TO
NE
S
2-butanone Complete 91.5% 98.0% Yes
Imine 3.8% Powder
High residual N-sulfinyl acid chloride Formation of Imine
3-pentanone Not complete 82.5% 98.4% Yes
Imine 2.9% Powder
Uncomplete reaction mixture dissolution Low Yield
High residual N-sulfinyl acid chloride
4-methyl-2-pentanone Not complete; formation of
insoluble residue 76.8% 94.5% No 6.8% Powder
Poor reaction mixture solubility Low Yield Low purity
High residual N-sulfinyl acid chloride
5-methyl-2-hexanone Complete 75.8% 97.8% Yes
Imine 8.6% Oily powder
Low Yield Imine formation
High residual N-sulfinyl acid chloride Unsatisfactory final solid aspect
Acetone Complete 95.8% 97.6% Yes
Imine 5.6% Powder
Formation of Imine High residual N-sulfinyl acid chloride
Cyclohexanone Complete 60.5% 97.6% Yes
Imine 0.8% Powder
Imine formation (very high content)
Low yield
OT
HE
RS
M-xylene Not complete,
insoluble residue formation
60.3% 98.0% No NA Oily powder
Incomplete dissolution of N-sulfinyl acid chloride
Low Yield Oily final product, impossible to dry
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
36
Group Name Dissolution of the reaction mixture
Process Yield
Purity Profile*
New impurities
Residual N-sulfinyl
acid chloride**
Final solid quality Comments
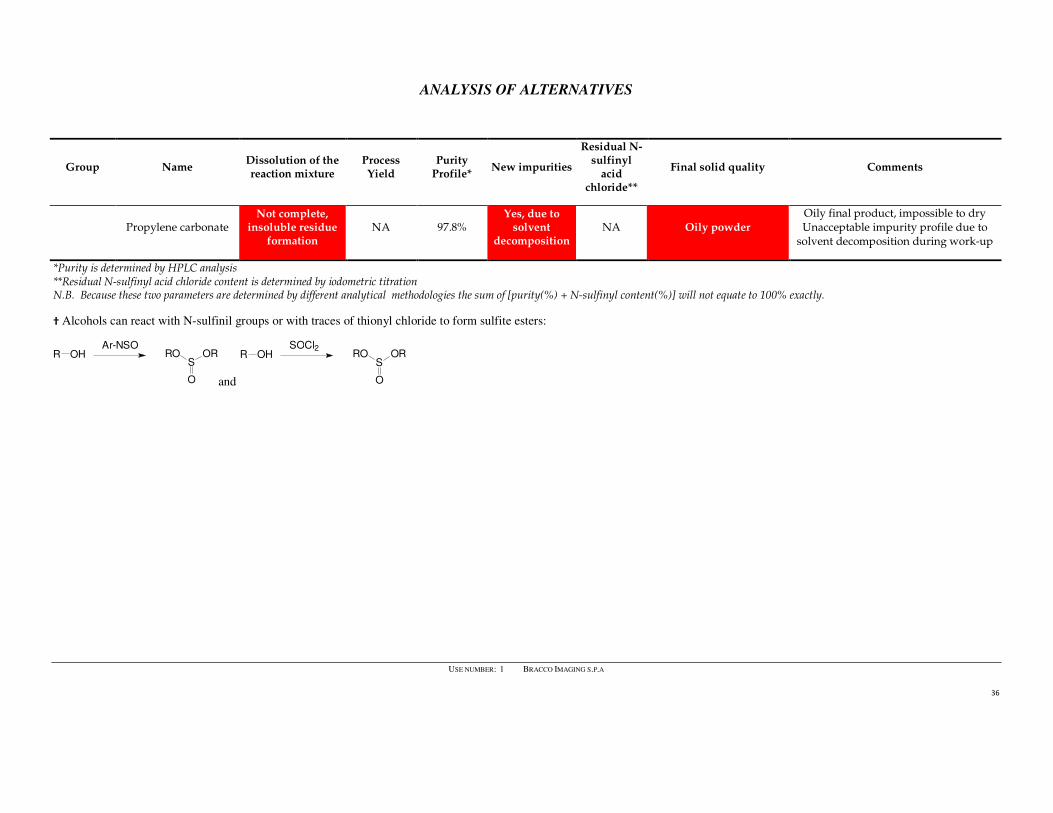
Propylene carbonate Not complete,
insoluble residue formation
NA 97.8% Yes, due to
solvent decomposition
NA Oily powder
Oily final product, impossible to dry Unacceptable impurity profile due to
solvent decomposition during work-up
*Purity is determined by HPLC analysis **Residual N-sulfinyl acid chloride content is determined by iodometric titration N.B. Because these two parameters are determined by different analytical methodologies the sum of [purity(%) + N-sulfinyl content(%)] will not equate to 100% exactly.
† Alcohols can react with N-sulfinil groups or with traces of thionyl chloride to form sulfite esters:
and
R OH ROS
OR
O
Ar-NSOR OH RO
SOR
O
SOCl2
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
37
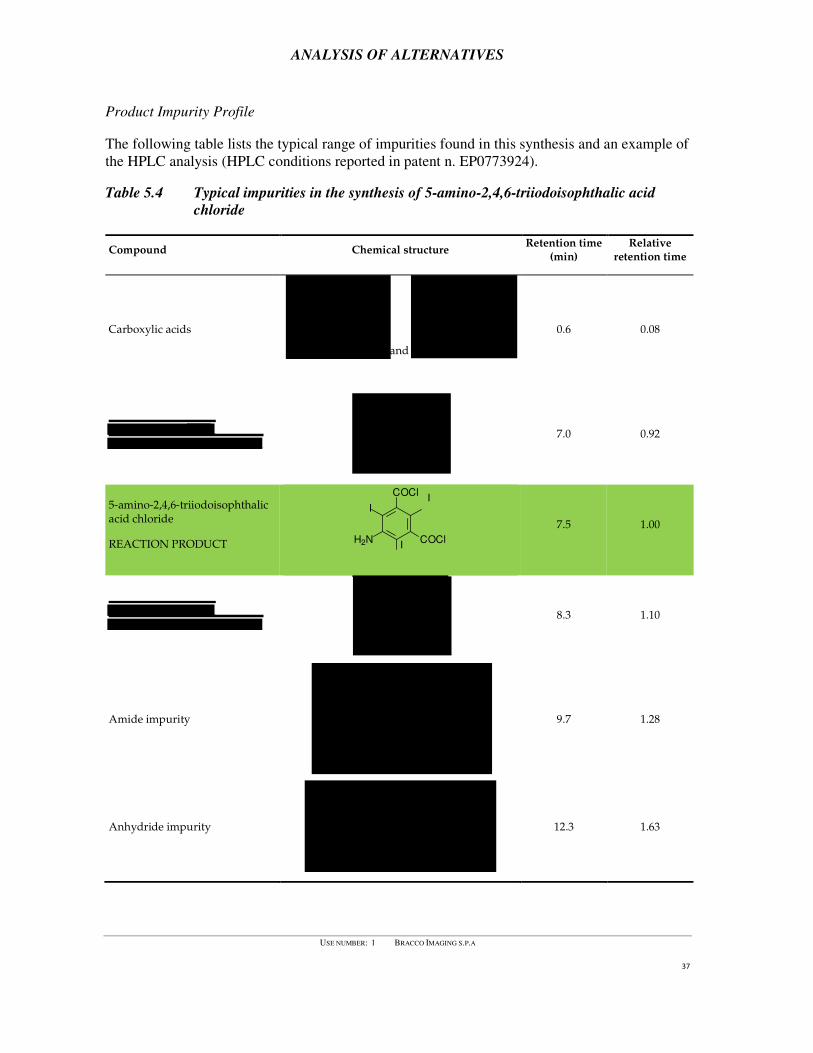
Product Impurity Profile
The following table lists the typical range of impurities found in this synthesis and an example of
the HPLC analysis (HPLC conditions reported in patent n. EP0773924).
Table 5.4 Typical impurities in the synthesis of 5-amino-2,4,6-triiodoisophthalic acid
chloride
Compound Chemical structure Retention time
(min) Relative
retention time
Carboxylic acids
and
0.6 0.08
7.0 0.92
5-amino-2,4,6-triiodoisophthalic acid chloride
REACTION PRODUCT
7.5 1.00
8.3 1.10
Amide impurity 9.7 1.28
Anhydride impurity 12.3 1.63
COCl
COClH2N
II
I
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
38
Figure 5.1 Illustrative HPLC Purity Profile (at two different detection sensitivities)
5.1.4 Detailed assessment of acetone as an alternative solvent
Acetone is the only solvent that emerges from the three tiered screening process as a potential
alternative solvent for diglyme in this synthetic process, despite the propensity for imine
formation with this ketone as described above. Acetone has been reported in the literature
(Gijsen et al, 1999) as a solvent in the isolation of 5-amino-2,4,6-triiodoisophthalic acid
dichloride in high yield and purity, with the presence of any imine impurity surprisingly not
cited.
Five other ketones were also include in the Tier 3 screening process, as reported above, with
increasing molecular weight with both linear and branched chains, in order to evaluate ketones
with a higher flash point than acetone.
However, acetone was the most effective alternative solvent, demonstrating:
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
39
• excellent dissolution of the reaction mixture containing N-sulfinyl derivative of 5-amino-
2,4,6-triiodoisophthalic acid dichloride
• hydrolysis to produce the 5-amino-2,4,6-triiodoisophthalic acid dichloride in good yield
• good powder form for subsequent isolation.
Two significant quality issues remained when used under the same process conditions as
diglyme:
• higher than specification levels of the N-sulfinyl derivative of 5-amino-2,4,6-
triiodoisophthalic acid dichloride in the 5-amino-2,4,6-triiodoisophthalic acid dichloride
• presence of the imine impurity, which is not present in the product currently
manufactured using diglyme.
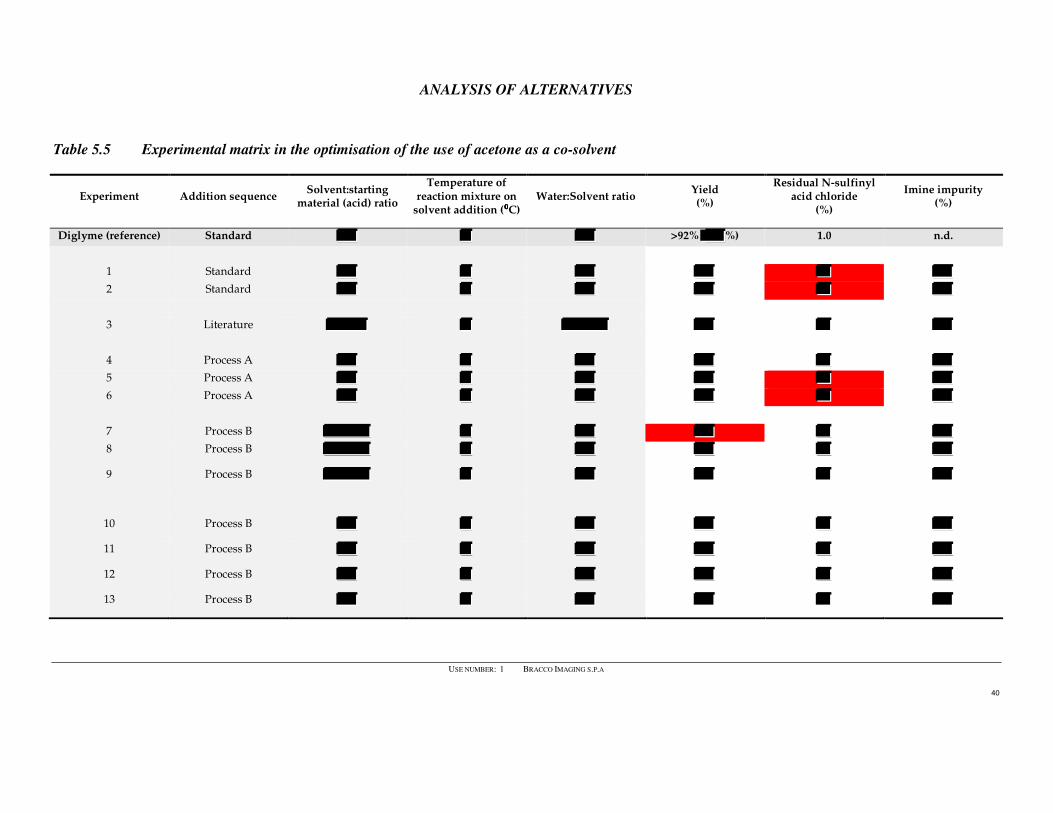
Further optimization studies were therefore carried out with acetone as the processing aid in the
isolation of the acid dichloride to determine whether these impurity levels could be controlled
and reduced to levels acceptable for the development of a robust commercial process.
The following process parameters were therefore evaluated:
• amount of water and profile of water addition
• the temperature at which the hydrolysis/precipitation process is performed
• addition procedure.
The experimental conditions and results are summarized in the tables below.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
40
Table 5.5 Experimental matrix in the optimisation of the use of acetone as a co-solvent
Experiment Addition sequence Solvent:starting
material (acid) ratio
Temperature of reaction mixture on
solvent addition (⁰⁰⁰⁰C) Water:Solvent ratio
Yield (%)
Residual N-sulfinyl acid chloride
(%)
Imine impurity (%)
Diglyme (reference) Standard >92% %) 1.0 n.d.
1 Standard
2 Standard
3 Literature
4 Process A
5 Process A
6 Process A
7 Process B
8 Process B
9 Process B
10 Process B
11 Process B
12 Process B
13 Process B
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
41
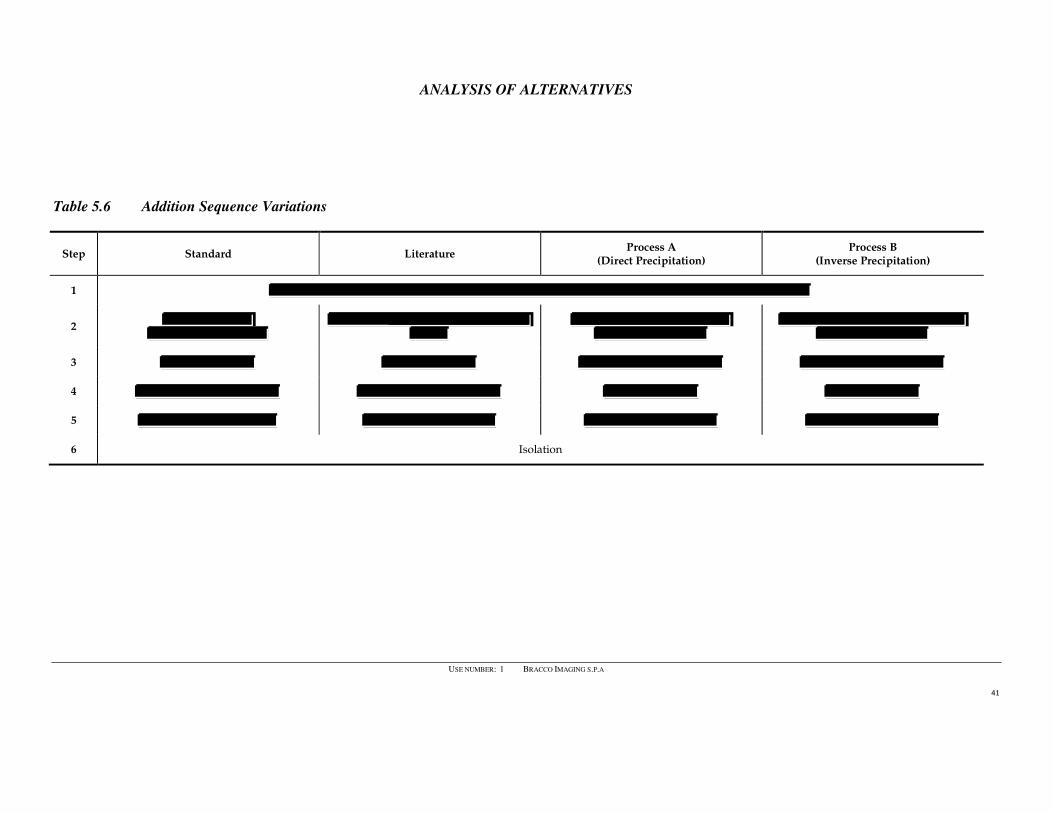
Table 5.6 Addition Sequence Variations
Step Standard Literature Process A
(Direct Precipitation) Process B
(Inverse Precipitation)
1
2
3
4
5
6 Isolation

ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
43
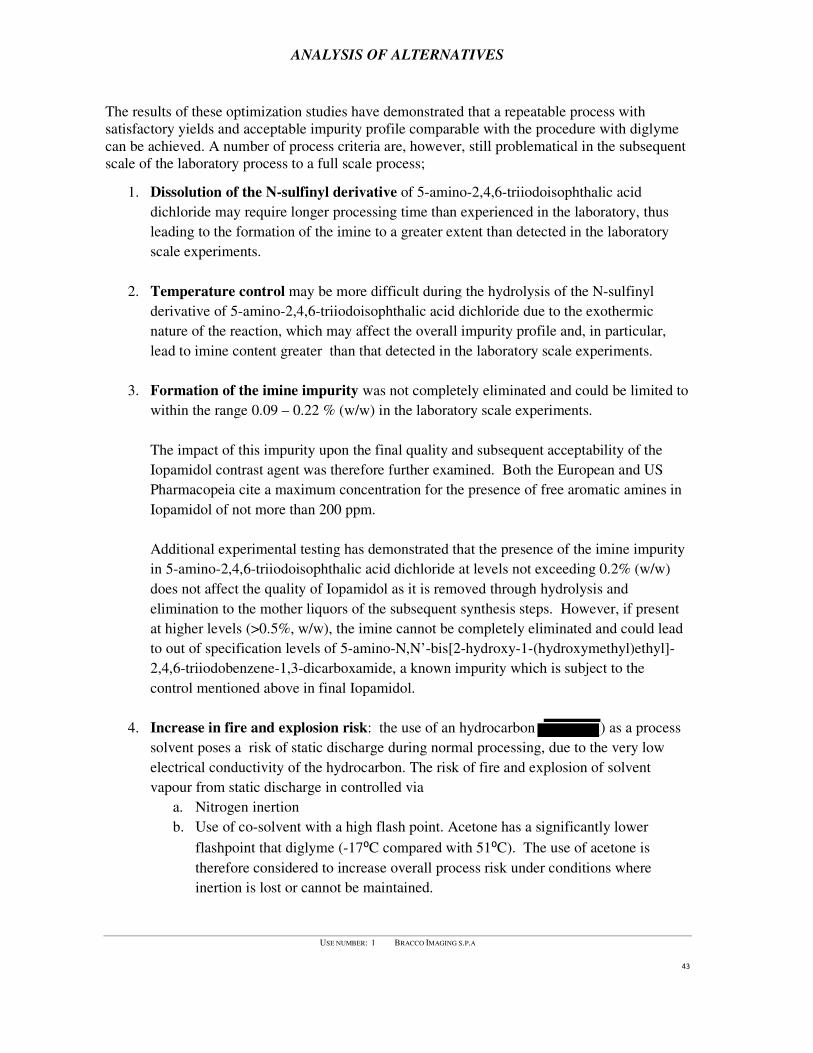
The results of these optimization studies have demonstrated that a repeatable process with
satisfactory yields and acceptable impurity profile comparable with the procedure with diglyme
can be achieved. A number of process criteria are, however, still problematical in the subsequent
scale of the laboratory process to a full scale process;
1. Dissolution of the N-sulfinyl derivative of 5-amino-2,4,6-triiodoisophthalic acid
dichloride may require longer processing time than experienced in the laboratory, thus
leading to the formation of the imine to a greater extent than detected in the laboratory
scale experiments.
2. Temperature control may be more difficult during the hydrolysis of the N-sulfinyl
derivative of 5-amino-2,4,6-triiodoisophthalic acid dichloride due to the exothermic
nature of the reaction, which may affect the overall impurity profile and, in particular,
lead to imine content greater than that detected in the laboratory scale experiments.
3. Formation of the imine impurity was not completely eliminated and could be limited to
within the range 0.09 – 0.22 % (w/w) in the laboratory scale experiments.
The impact of this impurity upon the final quality and subsequent acceptability of the
Iopamidol contrast agent was therefore further examined. Both the European and US
Pharmacopeia cite a maximum concentration for the presence of free aromatic amines in
Iopamidol of not more than 200 ppm.
Additional experimental testing has demonstrated that the presence of the imine impurity
in 5-amino-2,4,6-triiodoisophthalic acid dichloride at levels not exceeding 0.2% (w/w)
does not affect the quality of Iopamidol as it is removed through hydrolysis and
elimination to the mother liquors of the subsequent synthesis steps. However, if present
at higher levels (>0.5%, w/w), the imine cannot be completely eliminated and could lead
to out of specification levels of 5-amino-N,N’-bis[2-hydroxy-1-(hydroxymethyl)ethyl]-
2,4,6-triiodobenzene-1,3-dicarboxamide, a known impurity which is subject to the
control mentioned above in final Iopamidol.
4. Increase in fire and explosion risk: the use of an hydrocarbon ) as a process
solvent poses a risk of static discharge during normal processing, due to the very low
electrical conductivity of the hydrocarbon. The risk of fire and explosion of solvent
vapour from static discharge in controlled via
a. Nitrogen inertion
b. Use of co-solvent with a high flash point. Acetone has a significantly lower
flashpoint that diglyme (-17⁰C compared with 51⁰C). The use of acetone is
therefore considered to increase overall process risk under conditions where
inertion is lost or cannot be maintained.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
44
5. Solvent recovery: the literature reports examples of reactions between thionyl chloride
and acetone or methyl ketones, describing the formation of condensation or chlorination
products (Adiwidjaja et al, 1980; Pizeya et al, 1980; Hu et al, 2005; Loth et al, 1894).
Moreover, Bracco Imaging s.p.a. has laboratory evidence to indicate that acetone can
react exothermically with thionyl chloride. In the process in subject thionyl chloride is
removed by distillation before acetone addition; nevertheless residual small amounts or
traces of thionyl chloride can still be present in the reaction mixture at the end of the
distillation and could potentially react with acetone forming impurities, which may pose
additional quality, environmental or health problems during solvent recovery and re-use,
if such impurities have significant toxicity and accumulate during the solvent recovery
and recycling process. No study has been made yet of the acetone recovery process from
this reaction system and its hazard and economic profile.
5.1.5 Overall Assessment of Alternative Solvents
Reduction of overall risk due to transition to an alternative solvent
The Chemical Safety Report submitted as part of this Authorisation Application clearly
demonstrates that this use of diglyme is adequately controlled by the application of the hierarchy
of controls as follows:
• Engineering design: fully contained processing plant with limited opportunity for
exposure to diglyme.
• Containment and treatment of environmental emissions: a) emissions to air treated
through wet scrubbing or thermal oxidation process; b) emissions to water treated
through on-site biological waste water treatment plant.
• Detailed management procedures and training for the handling, storage and use of
diglyme.
• Use of Personal Protective Equipment as a measure of last resort to mitigate any potential
exposure.
The current overall risk to workers and to man via the environment is therefore already
demonstrated to be extremely low through on-site monitoring programme and quantitative and
qualitative assessments of exposure patterns described in detail in the CSR.
Bracco Imaging s.p.a. have undertaken an extensive research programme to identify a suitable
replacement solvent that can provide the same technical function, process capabilities and
economics for the large scale production of 5-amino-2,4,6-triiodoisophthalic acid dichloride.
Even if such a solvent were identified there would be no reduction in overall risk compared to
the current production operation as the risks are already very low.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
45
Acetone has been identified from this extensive research and development programme as the
only potential solvent that might be used to give a robust commercial production process
resulting in comparable yield, purity profile and operability and which would not compromise
the final quality of the active pharmaceutical product, Iopamidol. However, implementation of
this solvent alternative still requires significant development work in
a. transforming the laboratory-based process onto the commercial production scale on an economic basis that does not increase operational risk. Bracco Imaging s.p.a.
have concerns about the use of a solvent of low flash point in the current equipment
configuration and have no further substantive data with regard to the potential reaction
of acetone with thionyl chloride, the generation of impurities and the impact this
would have on the economics of the solvent recovery process and on environment.
b. the control of intermediate product quality on the large scale: although the
laboratory studies indicate this may be possible, the impact of impurity carryover to
the final API and the potential need for final product revalidation has not been
examined in detail.
Availability
The commercial availability of alternative solvents was one of the screening criteria used in the
evaluation. Acetone, as the primary alternative candidate, is, of course, commercially available.
Conclusion on suitability and availability for Alternative Solvent
Given that there is no reduction in health risk to be obtained from solvent replacement and
potential increase final API product quality risk and possibly in process safety, Bracco Imaging
s.p.a. conclude the none of the alternative solvents examined offer any significant overall risk
reduction which would justify further investment in research and development at this time to
develop a commercially viable process alternative.
5.2 NEW SYNTHETIC ROUTE FOR IOPAMIDOL
Bracco Imaging s.p.a. have also conducted a thorough lab-scale study has been conducted to
develop a completely new synthetic pathway in order to allow the formation of amide bonds on
isophthalic acid groups without proceeding through the acyl chlorides, and therefore without
using thionyl chloride, hydrocarbons and diglyme.
The study led to the identification of the candidate synthesis in Figure 5.1, which is partly
covered by patent application WO2015/067601.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
46
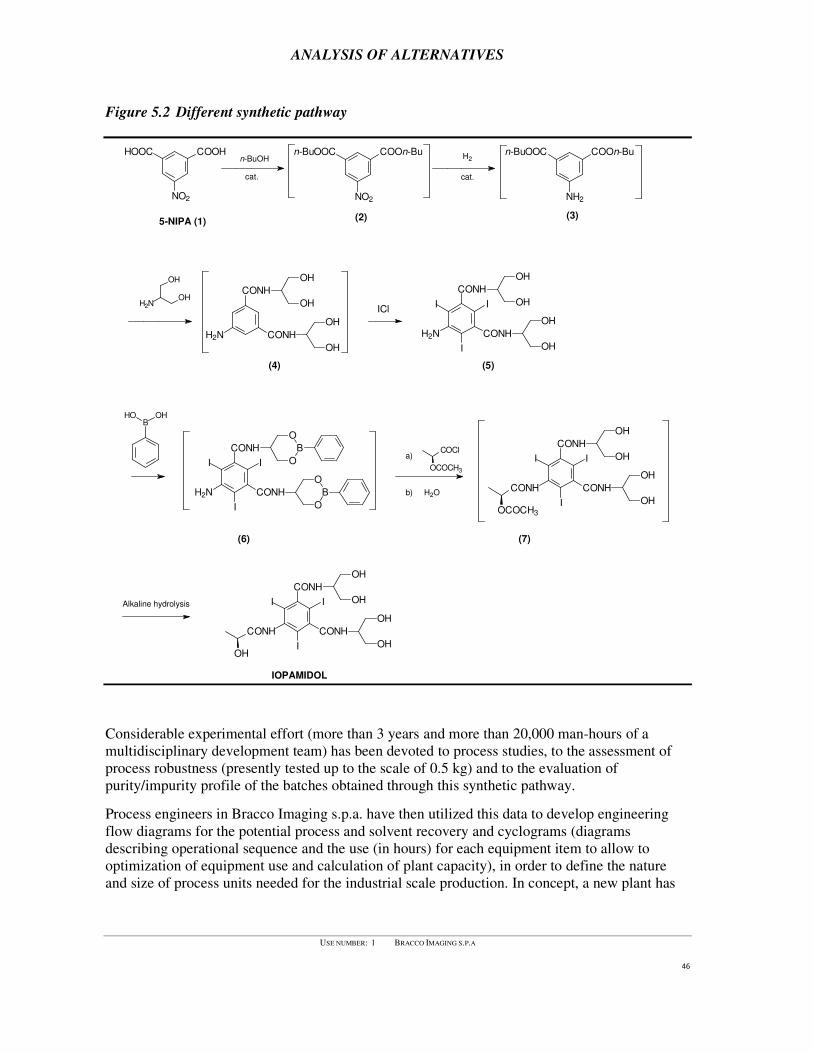
Figure 5.2 Different synthetic pathway
NO2
COOHHOOC
NO2
COOn-Bun-BuOOCn-BuOH
cat.
H2
cat.
NH2
COOn-Bun-BuOOC
5-NIPA (1) (2)
OH
OH
H2N
CONH
CONHH2N
OH
OH
OH
OH
CONH
CONHH2N
I I
I
O
B
O
O
B
O
ICl
COCl
OCOCH3
CONH
CONHH2N
OH
OH
OH
OH
I I
I
CONH
CONHCONH
OH
OH
OH
OH
I I
IOH
IOPAMIDOL
BHO OH
(6)
Alkaline hydrolysis
(7)
CONH
CONHCONH
OH
OH
OH
OH
I I
IOCOCH3
a)
b) H2O
(3)
(4) (5)
Considerable experimental effort (more than 3 years and more than 20,000 man-hours of a
multidisciplinary development team) has been devoted to process studies, to the assessment of
process robustness (presently tested up to the scale of 0.5 kg) and to the evaluation of
purity/impurity profile of the batches obtained through this synthetic pathway.
Process engineers in Bracco Imaging s.p.a. have then utilized this data to develop engineering
flow diagrams for the potential process and solvent recovery and cyclograms (diagrams
describing operational sequence and the use (in hours) for each equipment item to allow to
optimization of equipment use and calculation of plant capacity), in order to define the nature
and size of process units needed for the industrial scale production. In concept, a new plant has
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
47
been designed which would be located in existing buildings in Bracco Imaging s.p.a. Ceriano
site, and which would also make use common equipment from the existing Iopamidol plant,
such as the final purification, final precipitation, centrifugation, and drying and packaging
equipment.
There are, however, a number of additional process and quality issues that still need to be fully
identified and defined before a decision can be taken on whether this alternative process is
technically and economically robust enough to replace the current synthetic route to Iopamidol.
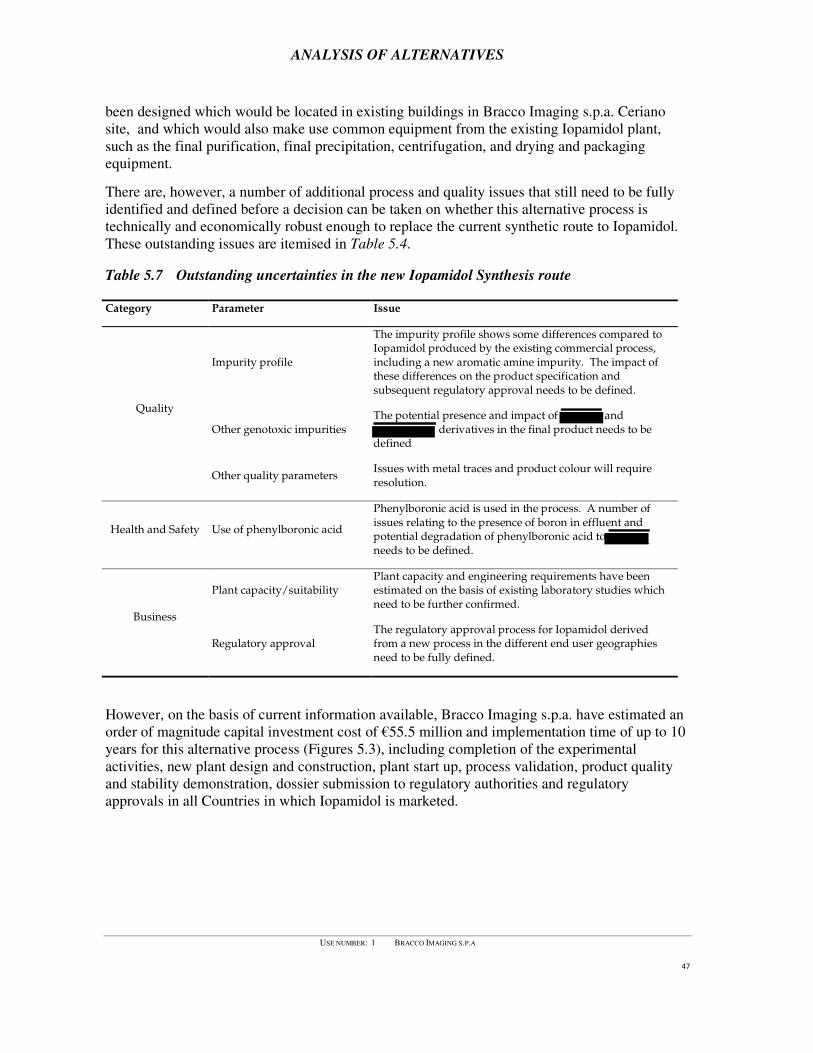
These outstanding issues are itemised in Table 5.4.
Table 5.7 Outstanding uncertainties in the new Iopamidol Synthesis route
Category Parameter Issue
Quality
Impurity profile
The impurity profile shows some differences compared to Iopamidol produced by the existing commercial process, including a new aromatic amine impurity. The impact of these differences on the product specification and subsequent regulatory approval needs to be defined.
Other genotoxic impurities The potential presence and impact of and
derivatives in the final product needs to be defined
Other quality parameters Issues with metal traces and product colour will require resolution.
Health and Safety Use of phenylboronic acid
Phenylboronic acid is used in the process. A number of issues relating to the presence of boron in effluent and potential degradation of phenylboronic acid to needs to be defined.
Business
Plant capacity/suitability Plant capacity and engineering requirements have been estimated on the basis of existing laboratory studies which need to be further confirmed.
Regulatory approval The regulatory approval process for Iopamidol derived from a new process in the different end user geographies need to be fully defined.
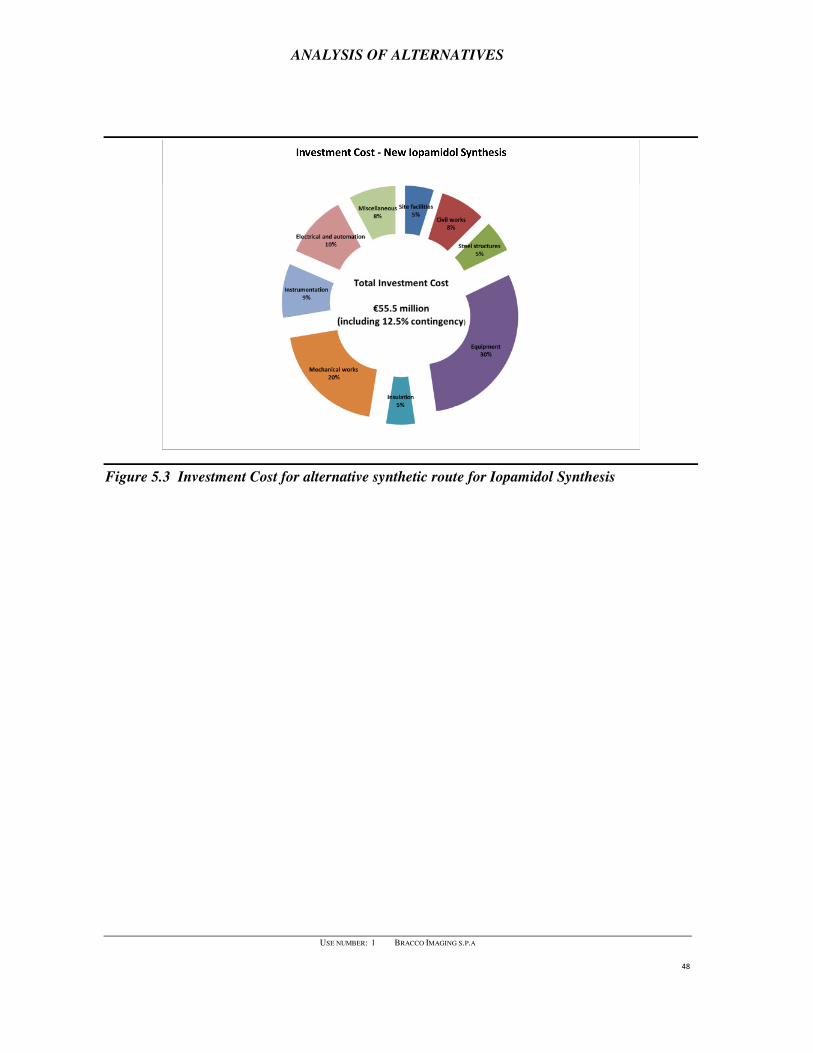
However, on the basis of current information available, Bracco Imaging s.p.a. have estimated an
order of magnitude capital investment cost of €55.5 million and implementation time of up to 10
years for this alternative process (Figures 5.3), including completion of the experimental
activities, new plant design and construction, plant start up, process validation, product quality
and stability demonstration, dossier submission to regulatory authorities and regulatory
approvals in all Countries in which Iopamidol is marketed.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
48
Figure 5.3 Investment Cost for alternative synthetic route for Iopamidol Synthesis
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
49
6 OVERALL CONCLUSIONS
6.1 SUBSTANCE FUNCTION
The technical function of diglyme as a processing aid in the purification of the intermediate 5-
amino-2,4,6-triiodoisophthalic acid dichloride (EC 417-220-1; CAS 37441-29-5) by
precipitation is specific to the chemical synthesis route and the following requirements need to
be fulfilled:
• key physicochemical properties: boiling point, flash point, water solubility and stability
under acidic conditions
• specific process factors: product yield, product purity profile, final product physical
form
• specific final product quality: 5-amino-2,4,6-triiodoisophthalic acid dichloride is a key
intermediate in the synthesis of the active pharmaceutical ingredient (API) Iopamidol and
there are, therefore, specific quality criteria for final product with regard to impurity
profile that must be achieved in a validated synthetic route.
6.2 OVERALL CONCLUSIONS ON ALTERNATIVES
Two alternative approaches were taken to evaluate whether diglyme could be removed from this
synthesis process:
1. Use of an alternative solvent as a direct replacement for diglyme
2. Use of an alternative synthetic pathway for the manufacture of Iopamidol which avoids
the need to generate and isolate 5-amino-2,4,6-triiodoisophthalic acid dichloride.
Both an alternative solvent (acetone) and alternative process chemistry have been identified as
possible methods to achieve a commercially viable manufacturing route for Iopamidol and have
been investigated in detail.
However, there are significant remaining concerns with regard to the impact of such alternatives
on the final product quality of the active pharmaceutical Iopamidol. Additional process costs
and time would be required to determine whether a commercially viable process can be
implemented at full scale and, as the reduction in risk that might be achieved by in comparison
with the current process is negligible, this cannot be justified on either risk reduction or
economic grounds at this time.
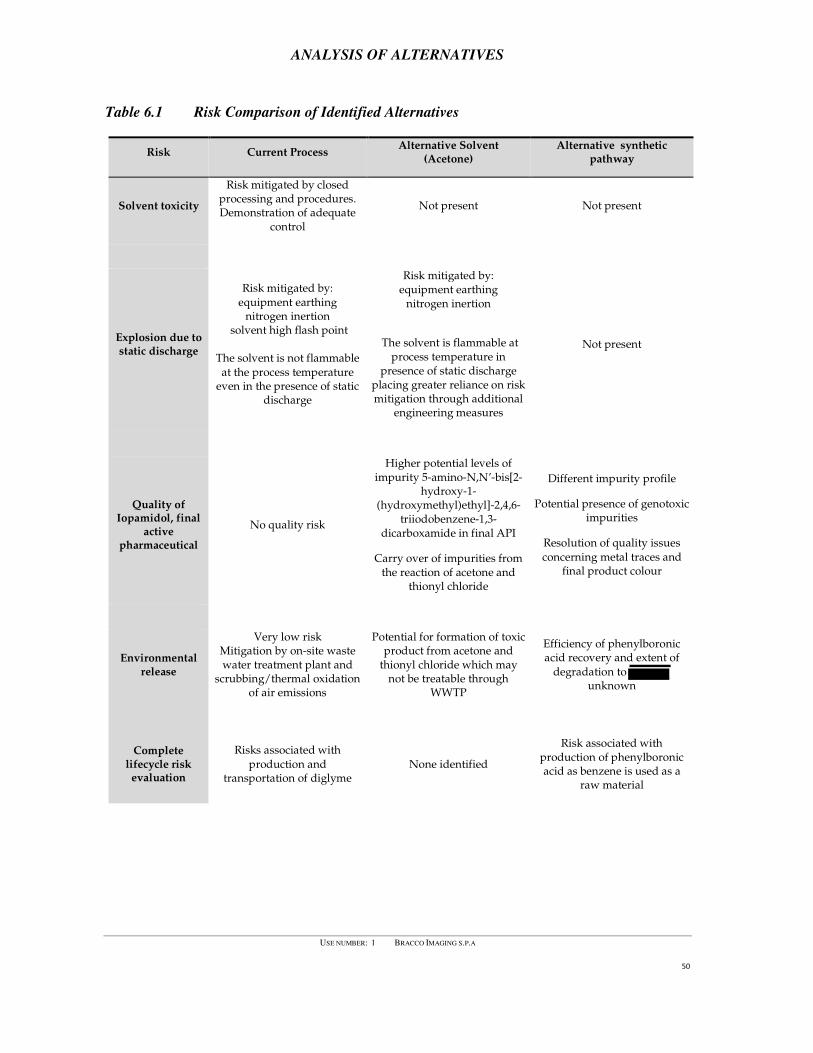
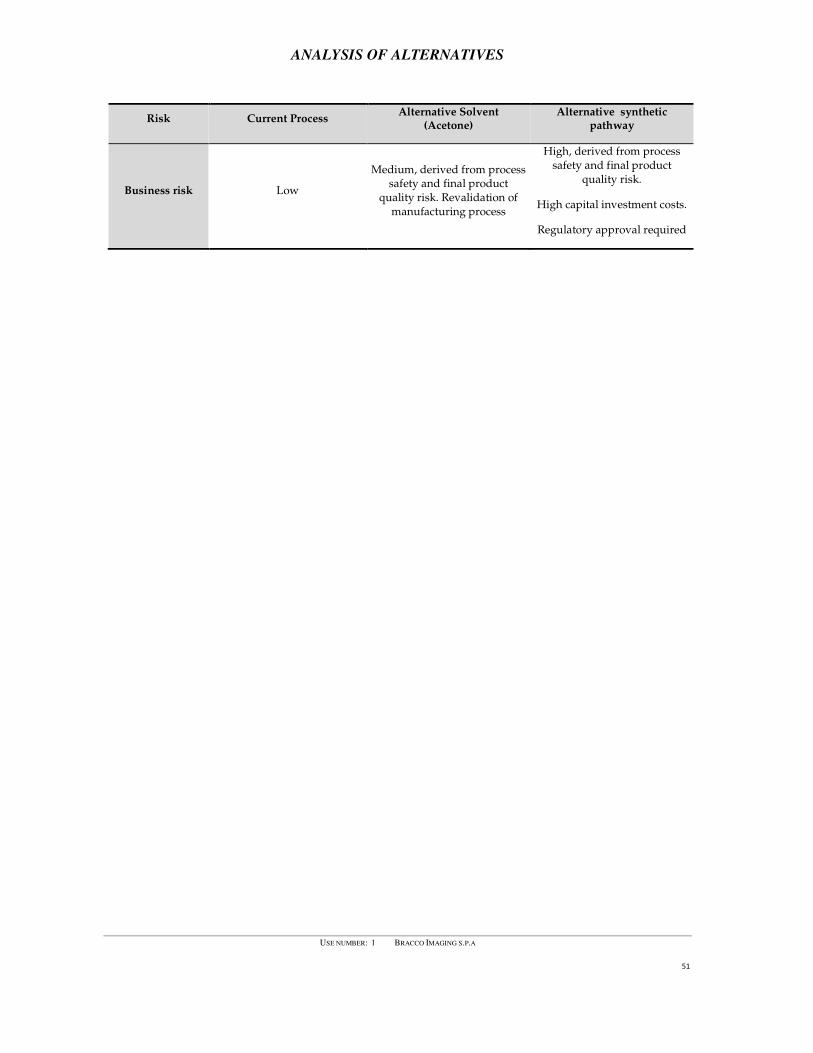
Table 6.1 compares the risk profiles of the two alternatives against existing manufacturing
process.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
50
Table 6.1 Risk Comparison of Identified Alternatives
Risk Current Process Alternative Solvent
(Acetone) Alternative synthetic
pathway
Solvent toxicity
Risk mitigated by closed processing and procedures. Demonstration of adequate
control
Not present Not present
Explosion due to static discharge
Risk mitigated by: equipment earthing
nitrogen inertion solvent high flash point
The solvent is not flammable
at the process temperature even in the presence of static
discharge
Risk mitigated by: equipment earthing
nitrogen inertion
The solvent is flammable at
process temperature in presence of static discharge
placing greater reliance on risk mitigation through additional
engineering measures
Not present
Quality of Iopamidol, final
active pharmaceutical
No quality risk
Higher potential levels of impurity 5-amino-N,N’-bis[2-
hydroxy-1-(hydroxymethyl)ethyl]-2,4,6-
triiodobenzene-1,3-dicarboxamide in final API
Carry over of impurities from the reaction of acetone and
thionyl chloride
Different impurity profile
Potential presence of genotoxic impurities
Resolution of quality issues concerning metal traces and
final product colour
Environmental release
Very low risk Mitigation by on-site waste water treatment plant and
scrubbing/thermal oxidation of air emissions
Potential for formation of toxic product from acetone and
thionyl chloride which may not be treatable through
WWTP
Efficiency of phenylboronic acid recovery and extent of
degradation to unknown
Complete lifecycle risk
evaluation
Risks associated with production and
transportation of diglyme None identified
Risk associated with production of phenylboronic acid as benzene is used as a
raw material
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
51
Risk Current Process Alternative Solvent
(Acetone) Alternative synthetic
pathway
Business risk Low
Medium, derived from process safety and final product
quality risk. Revalidation of manufacturing process
High, derived from process safety and final product
quality risk.
High capital investment costs.
Regulatory approval required
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
52
7 SOCIO ECONOMIC ANALYSIS
7.1 SOCIO-ECONOMIC ANALYSIS (SEA) IN THE CONTEXT OF ADEQUATE CONTROL
The submission of an SEA is not mandatory for applicants following the ‘adequate control’
route. Bracco has not provided a full monetized SEA for the following reasons.
• The procedure for Applications for Authorisation (AfA) by the adequate control
route has been followed meticulously;
• There is no doubt in Bracco’s opinion that the adequate control of diglyme in this use
has been demonstrated;
• This is supported through quantitative monitoring for inhalation exposure and
qualitative modelling for dermal exposure;
• As the exposure levels for all workers and man via the environment are well below
the risk characterisation ratio of 1 in all cases, there is no human health impact from
Bracco’s use of diglyme; and
• Cessation of use of diglyme in this case would not provide any human health benefit.
Detail economic modelling to determine the most likely non-use scenario is deemed
disproportionate where adequate control has been clearly demonstrated. Instead, an outline of
key socio-economic considerations is presented.
This chapter is only included in case that, for some unforeseen reason, RAC disagrees with the
case for adequate control. In this event, Bracco is prepared to provide SEAC with additional
data, based on the following key socio-economic argumentation.
7.2 THE MOST LIKELY NON-USE SCENARIO
It has been clearly demonstrated in the AoA that there is currently no economically or
technically feasible alternative solvent that Bracco could use as a replacement for diglyme in the
synthesis of the key intermediate 5-amino-2,4,6-triiodoisophthalic acid dichloride. This
intermediate is used subsequently in a further two step synthesis for the manufacture of the final
active pharmaceutical ingredient, Iopamidol. Bracco is the original developer and world leader
in the manufacture of Iopamidol.
In the event that Bracco is not granted Authorisation, the non-use scenario would involve the
closure of EU-based Iopamidol API synthesis. Given that the manufacturing plant in Ceriano
Laghetto is Bracco’s only Iopamidol manufacturing facility, Bracco would potentially relocate
Iopamidol manufacturing to an (as yet non-existent) plant outside the EU, or, as a worst case,
permanently cease the manufacture of Iopamidol.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
53
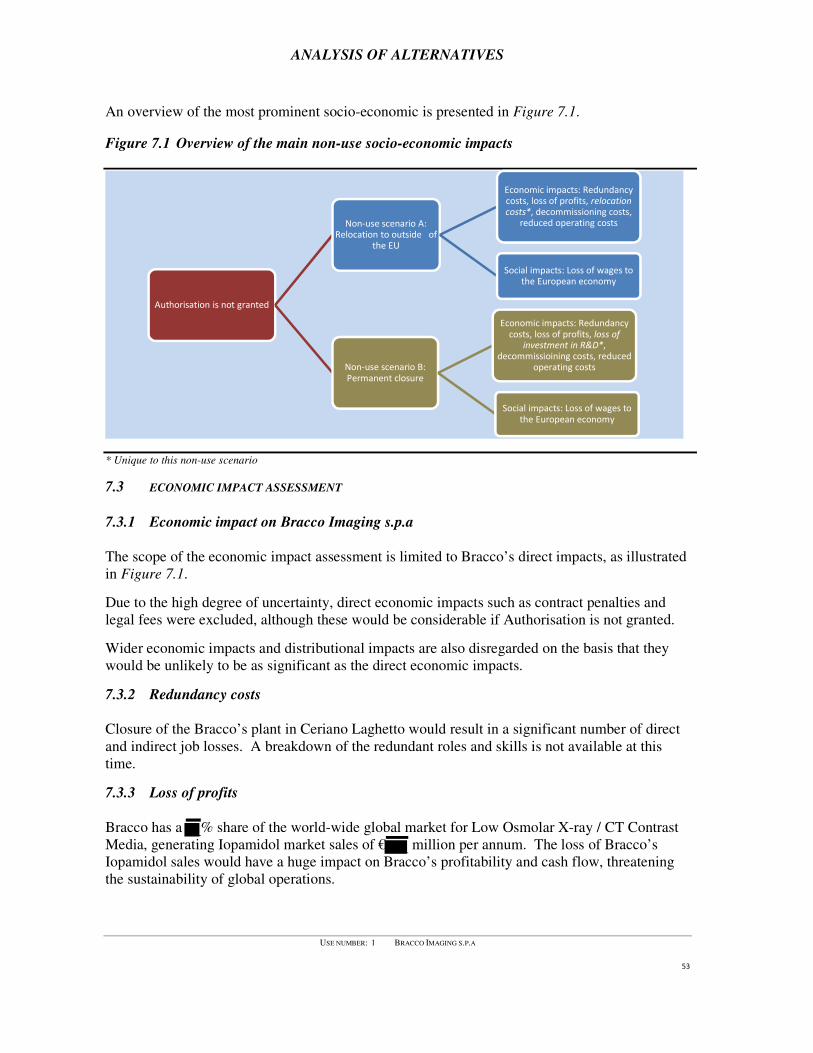
An overview of the most prominent socio-economic is presented in Figure 7.1.
Figure 7.1 Overview of the main non-use socio-economic impacts
* Unique to this non-use scenario
7.3 ECONOMIC IMPACT ASSESSMENT
7.3.1 Economic impact on Bracco Imaging s.p.a
The scope of the economic impact assessment is limited to Bracco’s direct impacts, as illustrated
in Figure 7.1.
Due to the high degree of uncertainty, direct economic impacts such as contract penalties and
legal fees were excluded, although these would be considerable if Authorisation is not granted.
Wider economic impacts and distributional impacts are also disregarded on the basis that they
would be unlikely to be as significant as the direct economic impacts.
7.3.2 Redundancy costs
Closure of the Bracco’s plant in Ceriano Laghetto would result in a significant number of direct
and indirect job losses. A breakdown of the redundant roles and skills is not available at this
time.
7.3.3 Loss of profits
Bracco has a % share of the world-wide global market for Low Osmolar X-ray / CT Contrast
Media, generating Iopamidol market sales of € million per annum. The loss of Bracco’s
Iopamidol sales would have a huge impact on Bracco’s profitability and cash flow, threatening
the sustainability of global operations.
Authorisation is not granted
Non-use scenario A: Relocation to outside of
the EU
Economic impacts: Redundancy costs, loss of profits, relocation
costs*, decommissioning costs, reduced operating costs
Social impacts: Loss of wages to the European economy
Non-use scenario B: Permanent closure
Economic impacts: Redundancy costs, loss of profits, loss of
investment in R&D*, decommissioining costs, reduced
operating costs
Social impacts: Loss of wages to the European economy
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
54
Data on the gross profits generated from Iopamidol sales is not provided at this time.
7.3.4 Decommissioning costs
In the event that Authorisation is not granted, Bracco would close and decommission the
Iopamidol manufacturing facility in Ceriano Laghetto. Bracco does not have any experience of
decommissioning in Italy, and no industry case studies of decommissioning projects in Italy
were available.
7.3.5 Reduced operational costs
The costs of closure and decommissioning would be offset to some extent by a reduction in
operational overheads. The savings from reduced operational costs would only be a fraction of
the other direct economic impacts (loss of profits, redundancy costs, and decommissioning
costs).
7.3.6 Relocation costs
The Bracco Group has links to countries throughout the world, either directly or indirectly
through branches, joint-ventures, partnerships, or distribution and agency agreements.
Manufacturing activities are located in Italy (Ceriano Laghetto, Torviscosa, and Colleretto
Giacosa), Switzerland (Geneva), Japan (Saitama) and China (Shanghai). The Torviscosa plant is
where of the other main Iopamidol intermediates manufactured; however, Iopamidol is
only manufactured at the Ceriano Laghetto facility and the Group does not operate other
manufacturing sites for this API either within or outside the European Union (EU).
In the relocation non-use scenario, investment costs in the relocation and validation of a new
manufacturing facility outside of the EU would exceed the capital investment profile of €55
million referred to in Section 5.2 and would be expected to in the order of magnitude between
€ million. In all likelihood, the magnitude of this cost would mean that the relocation
non-use scenario would not be economically feasible.
Furthermore, given that Bracco does not currently have a site available for non-EU Iopamidol
manufacture, a new site would need to be designed and built from scratch, bringing in additional
time and cost constraints, including important implications for product availability.
7.3.7 Loss of investment in research and development
Bracco does not have a specific breakdown of the investment in the development of the
Iopamidol manufacturing route; however, based on the process described in Section 5.2 for the
evaluation of an alternative synthetic pathway to Iopamidol, it is likely that investment has
exceeded € million over the last thirty years.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
55
7.3.8 Reputational context
Bracco was established in 1927 but did not enter the highly specialised field of diagnostic
imaging until the 1950s when a major R&D investment strategy was launched.
During the 1970s the Group developed the Iopamidol molecule, the first ready-to-use non-ionic
contrast medium.
Following the launch of Iopamidol in 1981, Bracco established its presence in the contrast
imaging agent market and, following a programme of international expansion, achieved a
leading role in X-ray/CT within the main geographical areas around the world.
Three generations of the Bracco family have transformed a small pharmaceuticals distributor on
the Italian market into a world leader in diagnostic imaging. Despite the development of a
generic manufacturing capabilities around the world, Bracco’s reputation for a high quality,
optimum efficiency, safe product has allowed the company to retain its global market share for
Iopamidol.
Bracco has extended the company portfolio over the years, entering the MRI market with
ProHance®
(gadoteridol) and MultiHance®
(gadobenate dimeglumine), consolidating its
leadership in X-Ray/CT with Iomeprol and entering the nuclear medicine segment, with a
leading position in fast-growing niche areas of PET cardiology and hepatobiliary imaging.
7.3.9 Economic impact on the downstream supply chain
Bracco’s Iopamidol is sold in over sixty different countries worldwide, with North America
accounting for % of the market. Europe and Asia/Latin America account for % and % of
the market respectively.
In terms of Bracco’s Iopamidol usage, over % of its applications are in computed tomography
procedures, while % are in X-ray radiological procedures and % in interventional cardiology
procedures.
Iopamidol is manufactured as a generic drug (1) by a number of other companies worldwide,
including Imax Diagnostic Imaging (a pharmaceutical company subsidiary of Hovione, located
in Portugal). A number of other European and non-European (mostly Asian) companies
formulate generic Iopamidol into the final medical product. The capacity of generic Iopamidol
manufacturing operations tends to be fairly limited and is estimated to be in the region of % of
Bracco’s capacity.
In terms of the impact on the immediate downstream supply chain, if Bracco could no longer
supply Iopamidol API, customers would be forced to switch to other formulated generic products
or other similar products. The sudden loss of a % of the global capacity of this extremely
(1) According to the World Health Organisation (WHO), a generic drug is a pharmaceutical product, usually intended to be interchangeable with an
innovator product, that is manufactured without a licence from the innovator company and marketed after the expiry date of the patent or other
exclusive rights.
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
56
important pharmaceutical could not be taken up in either the quantity or the quality required by
the worldwide medical profession.
Iopamidol manufactured by Bracco is formulated into medicinal products that are administered
to twenty million patients per annum, the majority by injection for computer tomography
procedures where Iopamidol is a key component for the visualisation of body organs and
functions in the diagnosis and management of a number of pathologies. The high quality API
manufactured by Bracco has an extremely significant brand reputation within the worldwide
medical community for its safety and efficacy, often not achievable using generic alternatives.
The potential loss of % of the global manufacturing capacity would therefore have an
extremely significant global economic and health impact upon the diagnosis and management of
human health pathologies using X-ray procedures. This loss of Iopamidol would not be
replaceable, in the short to medium term, in the quantity and quality required by either other
equivalent products or diagnostic procedures.
Iopamidol is one of the most important and well-established representatives of this group of low-
osmolar contrast monomers (LOCM). Since its launch in 1981, it has established itself as a
leading diagnostic agent for imaging, with extensive safety records in the general population as
well as within special at-risk groups such as elderly patients, neonates, infants, children and
critically ill patients.
The main considerations in choosing a non-ionic contrast agent are image quality, product
characteristics of viscosity, osmolality, iodine content and administration volume, and safety.
Iopamidol is the forerunner of the class of non-ionic monomers.
Iopamidol is approved in a wide range of indications covering all the diagnostic imaging
procedures in conventional radiology, computed tomography (CT) and catheterisation.
Iopamidol is well accepted in both adults and children and offers excellent contrast and image
quality. Available in formulations providing a high iodine concentration, Iopamidol has
demonstrated its efficacy for use with the most advanced multidetector-row CT (MDCT)
scanners for neurological, hepatic, cardiac and vascular imaging.
In the last decade, the safety profile of Iopamidol has been proven in the highly critical context
of contrast-induced nephropathy (CIN). In various large and controlled studies, Iopamidol
proved to be associated with a very low rate of CIN, not significantly different from that
associated with the use of the iso-osmolar contrast media (IOCM). Moreover, Iopamidol has
shown a lower rate of long-term adverse events compared to IOCM following CIN.
7.4 SOCIAL IMPACT ASSESSMENT
The social impact assessment is limited to the loss of wages from the European economy in the
event that Bracco’s workers would be made redundant.
The loss of employment at Bracco’s Ceriano Laghetto plant, if the business was to cease
operations, would not have a significant impact on European society as a whole. However,
given the relatively high unemployment rate in the Lombardia region of 8.2% (2014) (1), it is fair
(1) http://www.asr-lombardia.it/RSY/employment/labour-force-survey/lombardia-and-provinces/tables/13565/
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
57
to assume that Bracco’s employees may not immediately find new employment. Typical
earnings in Italy are €2,167.84 per month (1), therefore for each year of unemployment, the loss
of wages for per redundant worker would be €26K.
7.5 CONCLUSION
This high-level semi-quantitative socio-economic assessment clearly shows that the cessation of
the use of diglyme in the manufacture of 5-amino-2,4,6-triiodoisophthalic acid dichloride (EC
417-220-1; CAS 37441-29-5) in the synthesis route to the final API Iopamidol would have
significant socio-economic implications, with no benefit to improvement in human health
through exposure to this substance during this use.
Furthermore, the closure of Bracco’s EU Iopamidol operations would result in a shortfall in
global capacity for Iopamidol as a contrasting agent for the diagnosis and management of a
number of human pathologies. Although not further quantified here, the enormity of the
economic and human health impacts resulting from this shortfall would alone be sufficient to
support Bracco’s continued use of diglyme in the manufacture of this beneficial pharmaceutical
product.
7.6 JUSTIFICATION FOR THE REVIEW PERIOD REQUEST
After over thirty years of process research and development, Bracco has not identified an
alternative solvent that could be used in the existing process to manufacture the intermediate, 5-
amino-2,4,6-triiodoisophthalic acid dichloride (EC 417-220-1; CAS 37441-29-5), in acceptable
yield and quality for subsequent conversion to Iopamidol.
Research into an alternative synthetic pathway for Iopamidol that would avoid the need for the
current purification step using diglyme have, to date, not resulted in a commercially viable
synthetic route. It has been estimated that any new synthetic route for the manufacture of
Iopamidol would take in excess of €55 million investment and an implementation time of ten
years.
The Chemical Safety Report (CSR), submitted as part of this Application for Authorisation
(AfA), demonstrates that the use of diglyme is adequately controlled, with risk characterisation
ratios significantly less than 1 for all worker contributing and man via the environment scenarios.
Therefore, Bracco is requesting a minimum review period of 12 years (if this is considered to be
the longest period possible) for the use of bis(2-methoxyethyl) ether (diglyme) as a processing
aid in the purification of 5-amino-2,4,6-triiodoisophthalic acid dichloride (EC 417-220-1; CAS
37441-29-5) by precipitation.
The case for a long review period is further supported by the summary presented in
Table 7.1.
(1) http://www.tradingeconomics.com/italy/wages
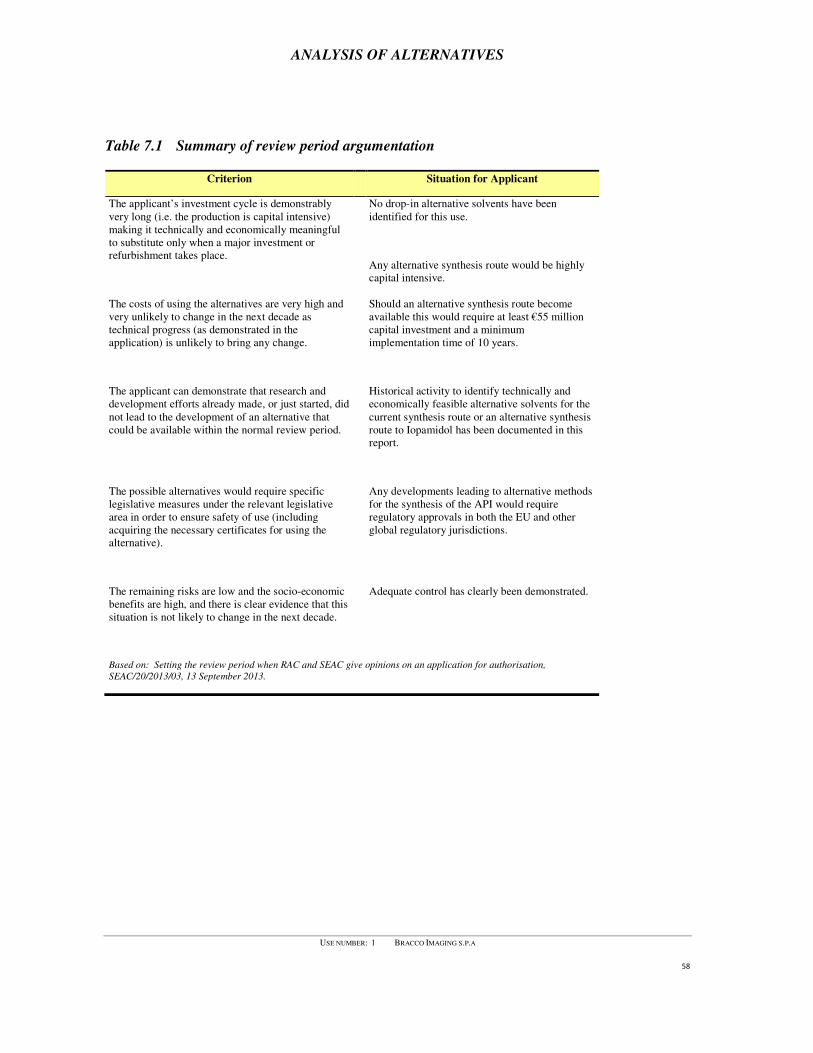
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
58
Table 7.1 Summary of review period argumentation
Criterion Situation for Applicant
The applicant’s investment cycle is demonstrably
very long (i.e. the production is capital intensive)
making it technically and economically meaningful
to substitute only when a major investment or
refurbishment takes place.
No drop-in alternative solvents have been
identified for this use.
Any alternative synthesis route would be highly
capital intensive.
The costs of using the alternatives are very high and
very unlikely to change in the next decade as
technical progress (as demonstrated in the
application) is unlikely to bring any change.
Should an alternative synthesis route become
available this would require at least €55 million
capital investment and a minimum
implementation time of 10 years.
The applicant can demonstrate that research and
development efforts already made, or just started, did
not lead to the development of an alternative that
could be available within the normal review period.
Historical activity to identify technically and
economically feasible alternative solvents for the
current synthesis route or an alternative synthesis
route to Iopamidol has been documented in this
report.
The possible alternatives would require specific
legislative measures under the relevant legislative
area in order to ensure safety of use (including
acquiring the necessary certificates for using the
alternative).
Any developments leading to alternative methods
for the synthesis of the API would require
regulatory approvals in both the EU and other
global regulatory jurisdictions.
The remaining risks are low and the socio-economic
benefits are high, and there is clear evidence that this
situation is not likely to change in the next decade.
Adequate control has clearly been demonstrated.
Based on: Setting the review period when RAC and SEAC give opinions on an application for authorisation,
SEAC/20/2013/03, 13 September 2013.
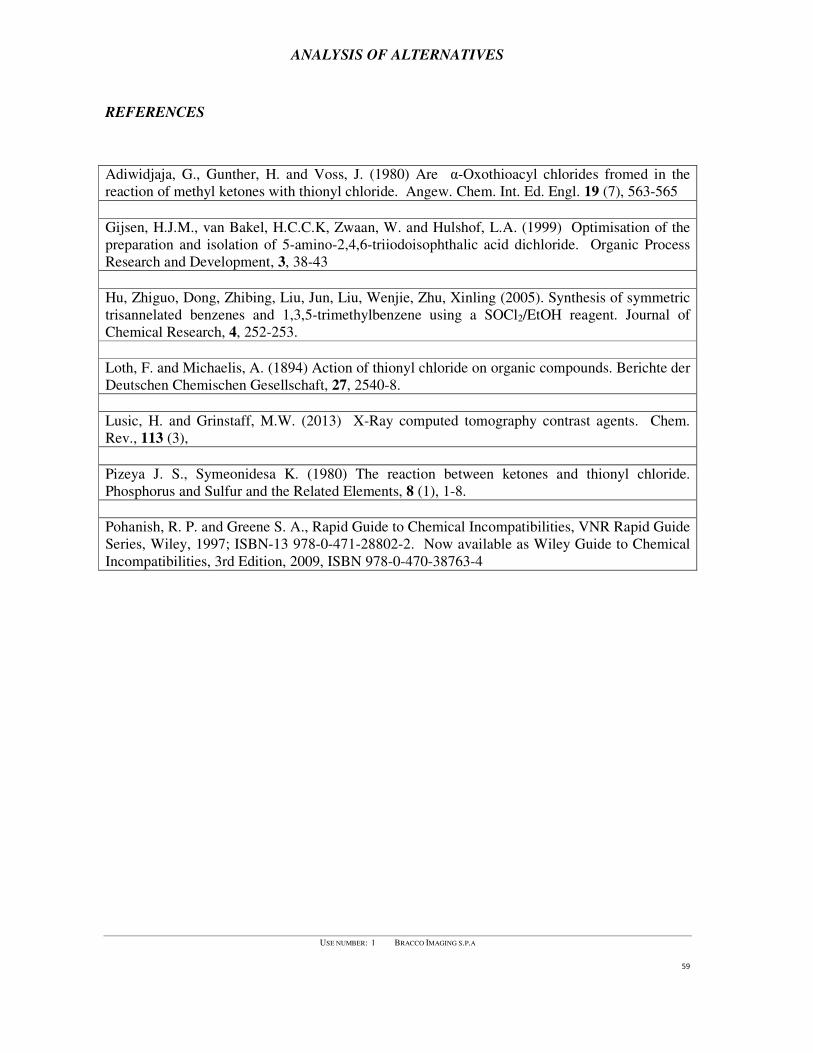
ANALYSIS OF ALTERNATIVES
USE NUMBER: 1 BRACCO IMAGING S.P.A
59
REFERENCES
Adiwidjaja, G., Gunther, H. and Voss, J. (1980) Are α-Oxothioacyl chlorides fromed in the
reaction of methyl ketones with thionyl chloride. Angew. Chem. Int. Ed. Engl. 19 (7), 563-565
Gijsen, H.J.M., van Bakel, H.C.C.K, Zwaan, W. and Hulshof, L.A. (1999) Optimisation of the
preparation and isolation of 5-amino-2,4,6-triiodoisophthalic acid dichloride. Organic Process
Research and Development, 3, 38-43
Hu, Zhiguo, Dong, Zhibing, Liu, Jun, Liu, Wenjie, Zhu, Xinling (2005). Synthesis of symmetric
trisannelated benzenes and 1,3,5-trimethylbenzene using a SOCl2/EtOH reagent. Journal of
Chemical Research, 4, 252-253.
Loth, F. and Michaelis, A. (1894) Action of thionyl chloride on organic compounds. Berichte der
Deutschen Chemischen Gesellschaft, 27, 2540-8.
Lusic, H. and Grinstaff, M.W. (2013) X-Ray computed tomography contrast agents. Chem.
Rev., 113 (3),
Pizeya J. S., Symeonidesa K. (1980) The reaction between ketones and thionyl chloride.
Phosphorus and Sulfur and the Related Elements, 8 (1), 1-8.
Pohanish, R. P. and Greene S. A., Rapid Guide to Chemical Incompatibilities, VNR Rapid Guide
Series, Wiley, 1997; ISBN-13 978-0-471-28802-2. Now available as Wiley Guide to Chemical
Incompatibilities, 3rd Edition, 2009, ISBN 978-0-470-38763-4





























