Embed Size (px)
Citation preview

Chemicd Engineering Science, Vol. 44, No. 5, pp. 1183-1193, 1989. OCKS-2509,89 93.00 + cmo
Printed in Great Britain. 0 1989 Pergamon Press plc
ADAPTIVE POLE-ASSIGNMENT CONTROL OF A BATCH POLYMERIZATION REACTOR
VASSILIOS K. TZOUANAS and SIRISH L. SHAH+ Department of Chemical Engineering, University of Alberta, Edmonton, Alberta, Canada T6G 2G6
(First receiued 22 July 1986, accepted in reuised form 26 September 1988)
Abstract-This paper is concerned with the control of important polymerization properties in a batch solution polymerization reactor of methylmethacrylate. Properties such as weight average molecular weight or monomer conversion are controlled using an advanced adaptive pole-assignment controller whose performance is compared to that of a generalized minimum variance controller and a fixed gain PID controller. Simulation and experimental results on the batch polymer reactor demonstrate the need for fast on-line measurements in the polvmerization industry as well as the usefulness of this adaptive pole- assignment control algorithm. _ _
1. INTRODUCTION
The benefits of automation and computer control of polymerization reactors have been emphasized and reviewed by many authors (Amrehen, 1977; Hoogendoorn and Shaw, 1980; MacGregor et al., 1983). In most of the cases, optimal control theory has been applied and open loop control strategies have been derived to produce polymers with desired final product properties in an optimal manner (Ray, 1967; Osakada and Fan, 1970; Ponnuswamy et al., 1985). Although many optimal strategies have been pre- sented in the literature, only a few of them have been applied experimentally (Chen and Jeng, 1978; Chen and Lim, 1980, Ponnuswarny, 1984).
On the other hand, there are many studies where feedback control has been applied to polymer reac- tors. Keyes and Kennedy (1974) applied an adaptive control technique for the control of suspension PVC production. Jo and Bankoff (1976) both experimen- tally and by simulation studied the solution pol- ymerization of vinyl acetate on a CSTR by using the Kalman filter. Kiparissides and Shah (1983) evaluated two adaptive control algorithms and a fixed gain PID controller to a batch PVC reactor. This latter study was extended by Cluett et al. (1985) who used a globally stable adaptive predictive control system (APCS) for temperature setpoint tracking and con- stant rate control.
In this paper, weight average molecular weight or monomer conversion in a batch polymerization reac- tor of methylmethacrylate are controlled using ad- vanced adaptive control algorithms. The paper is organized as follows: Section 2 outlines the control objectives and the justification for pursuit of specific control strategies on the polymerization reactor fol- lowed by a description of the experimental reactor system and details of the measurement techniques. A brief survey of the status of adaptive pole-assignment techniques is provided in Section 3 followed by techni- cal details of the particular pole-assignment controller
‘Author to whom correspondence should be addressed.
applied here. Simulation and experimental results are described and discussed in Section 4 followed by the conclusions in Section 5.
2. POLYMER REACTOR CONTROL
2.1. Control objectives Most of the closed loop control studies in pol-
ymerization reactors have been limited to temperature and pressure control because of the availability of these variables through on-line sensors. However, the more interesting and useful properties which are uniquely associated with the properties of polymeric materials are usually a consequence of their molecular weight. Naturally, molecular weight control of the final product is of prime importance in the polymeriz- ation industry. Another important controlled variable in a batch polymerization process is the monomer conversion. The control of conversion in a batch reactor system is still important because optimal-time or minimal-time control trajectory is achieved via a specific, e.g. ramp type conversion trajectory. Due to the lack of suitable techniques for on-line sampling of the polymer product for subsequent size exclusion chromatography analysis, experimental molecular weight control strategies were not pursued. Instead, a monomer conversion control strategy was identified as a suitable objective on a challenging batch process.
2.2. Experimental reactor system A schematic representation of the experimental set-
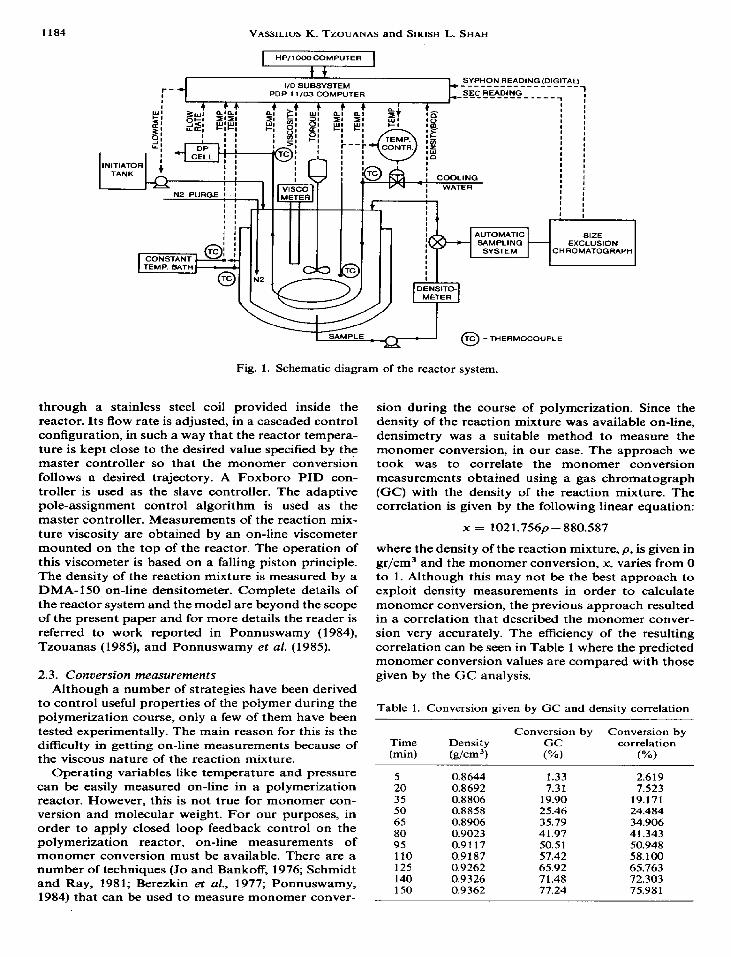
up used in this work is shown in Fig. 1. The reactor shown is a five litre, jacketted, cylindrical glass vessel. Its inside diameter is 152 mm while its height is 280 mm. The mixing of the reactants is done by a stirrer-motor assembly mounted on the reactor. The speed of the stirrer is kept constant throughout the course of the polymerization process. The necessary heating for the initiation of the reaction is continu- ously supplied to the reaction mixture at a constant rate by circulating hot water through the jacket of the reactor. Cooling of the reactor, because of the exo- thermic reaction, is achieved by circulating cold water
1183 CES 14:5-L.
1184 VASSILIOS K. TZOUANAS and SIRISH L. SHAH
Fig. 1. Schematic diagram of the reactor system.
through a stainless steel coil provided inside the reactor. Its flow rate is adjusted, in a cascaded control configuration, in such a way that the reactor tempera- ture is kept close to the desired value specified by the master controller so that the monomer conversion follows a desired trajectory. A Foxboro PID con- troller is used as the slave controller. The adaptive pole-assignment control algorithm is used as the master controller. Measurements of the reaction mix- ture viscosity are obtained by an on-line viscometer mounted on the top of the reactor. The operation of this viscometer is based on a falling piston principle. The density of the reaction mixture is measured by a DMA- 150 on-line densitometer. Complete details of the reactor system and the model are beyond the scope of the present paper and for more details the reader is referred to work reported in Ponnuswamy (1984) Tzouanas (1985), and Ponnuswamy et al. (1985).
2.3. Conversion measurements Although a number of strategies have been derived
to control useful properties of the polymer during the polymerization course, only a few of them have been tested experimentally. The main reason for this is the difficulty in getting on-line measurements because of the viscous nature of the reaction mixture.
Operating variables like temperature and pressure can be easily measured on-line in a polymerization reactor. However, this is not true for monomer con- version and molecular weight. For our purposes, in order to apply closed loop feedback control on the polymerization reactor, on-line measurements of monomer conversion must be available. There are a number of techniques (IO and Bankoff, 1976; Schmidt and Ray, 1981; Berezkin et al., 1977; Ponnuswamy, 1984) that can be used to measure monomer conver-
sion during the course of polymerization. Since the density of the reaction mixture was available on-line, densimetry was a suitable method to measure the monomer conversion, in our case. The approach we took was to correlate the monomer conversion measurements obtained using a gas chromatograph (GC) with the density of the reaction mixture. The correlation is given by the following linear equation:
x = 1021.756p- 880.587
where the density of the reaction mixture, p. is given in gr/cm3 and the monomer conversion, x, varies from 0 to 1. Although this may not be the best approach to exploit density measurements in order to calculate monomer conversion, the previous approach resulted in a correlation that described the monomer conver- sion very accurately. The efficiency of the resulting correlation can be seen in Table 1 where the predicted monomer conversion values are compared with those given by the GC analysis.
Table 1. Conversion given by GC and density correlation
Time Density (min) (g/cm”)
5 0.8644 20 0.8692 35 0.8806 50 0.8858 65 0.8906 80 0.9023 95 0.9117 110 0.9187 125 0.9262 140 0.9326 150 0.9362
Conversion by Conversion by
;?) correlation
W)
1.33 2.619 7.31 7.523
19.90 19.171 25.46 24.484 35.79 34.906 41.97 41.343 50.51 50.948 57.42 58.100 65.92 65.763 71.48 72.303 77.24 75.98 1
Adaptive pole-assignment control 1185
3. POLE-ASSIGkMENT CONTROL
This section is briefly concerned with the theory and application of adaptive pole-assignment controllers as first introduced by Edmunds (1976), and Wellstead et aI. (1979a, b). Stability issues related to this class of adaptive controllers have been discussed by Goodwin and Sin (1981), Elliott et al. (1983), and Anderson and Johnstone (1985). Goodwin and Sin (1981) first showed local stability of adaptive pole-positioning controllers for deterministic systems. They required a good a priori knowledge of the process, i.e. they assumed existence of good initial process parameter values such that the estimated process polynomials are relatively prime. Elliott et al. (1983) proved global stability results for their hybrid pole-assignment scheme. The use of sinusoidal excitation at the set- point is critical for their proof of stability. They have also used a special hybrid sampling and control parameter update scheme. Anderson and Johnstone (1983) proved global stability results for a first order system. They required use of a special strategy of fixed- gain controllers and a persistently exciting set-point signal. More recently these results have been extended to the general case of an n-th order system (Anderson and Johnstone, 1985). Lozano-Lea1 and Goodwin (1984) have proved global stability of adaptive pole- positioning controllers without requiring the use of a, persistently exciting reference signal. They have modi- fied the least squares algorithm by introducing a normalization factor that ensures that the estimated process parameter polynomials are always relatively prime. All of the previous stability analyses are appli- cable only to deterministic systems.
Tzouanas (1985) has completed a proof of global stability of pole-assignment controllers in the presence of bounded unmeasured disturbances. This analysis is based on the Goodwin and Sin (1981) algorithm. A conditional process parameter adaptation scheme with a recursive least squares algorithm was used. It was shown that a specific parameter used in the conditional adaptation scheme can always be selected in such a way that the estimates of the process parameters form a nonsingular Sylvester matrix. The use of a persistently exciting set-point signal to keep the covariance matrix bounded seems to be critical for the proof of stability of the closed loop system.
This paper provides only statements of the new theoretical results; proofs of convergence and stability are omitted for the sake of brevity.
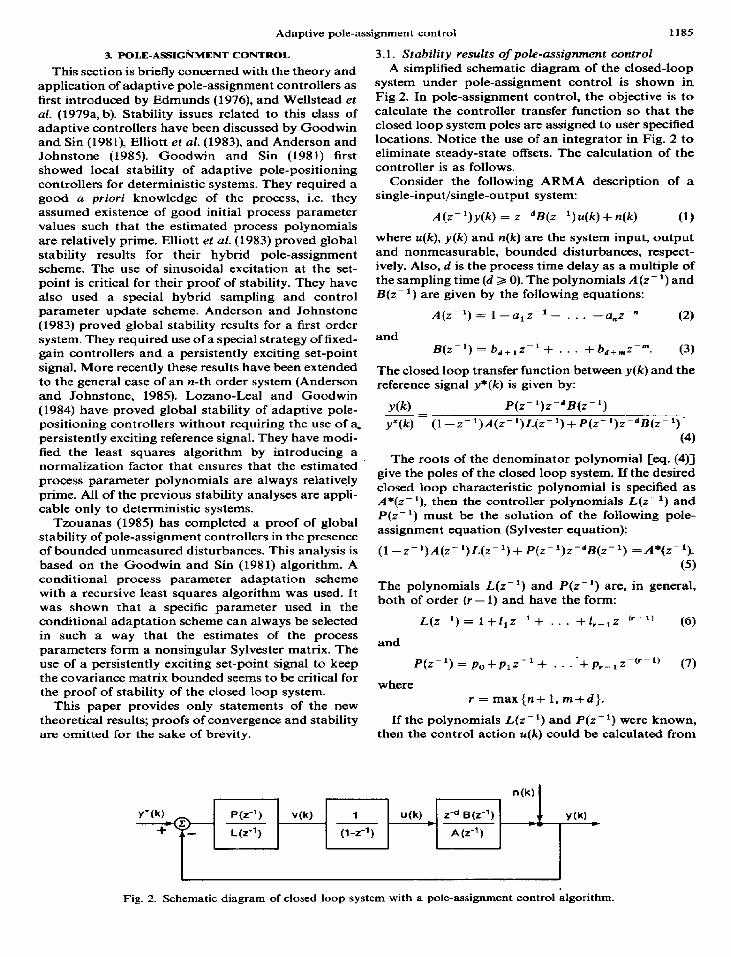
3.1. Stability results of pole-assignment control A simplified schematic diagram of the closed-loop
system under pole-assignment control is shown in Fig 2. In pole-assignment control, the objective is to calculate the controller transfer function so that the closed loop system poles are assigned to user specified locations. Notice the use of an integrator in Fig. 2 to eliminate steady-state offsets. The calculation of the controller is as follows.
Consider the following ARMA description of a single-input/single-output system:
A(z_ ‘)y(k) = 2 -dB(z- ‘) u(k) + n(k) (1)
where u(k), y(k) and n(k) are the system input, output and nonmeasurable, bounded disturbances, respect- ively. Also, d is the process time delay as a multiple of the sampling time (d > 0). The polynomials A(z- ‘) and B(z- I) are given by the following equations:
A(z_‘) = 1 -1112-1 - . . . -aa,z_” 12)
and B(z-‘) = b,+,z-’ + . . . +bd+,,,pm. (3)
The closed loop transfer function between y(k) and the reference signal y*(k) is given by:
y(k) P(z_‘)z-dE(z--1) yX0 = (l--z-‘)A(r-‘)L(z-‘)+P(z_‘)z-dB(z-1)’
(4)
The roots of the denominator polynomial [eq. (4)] give the poles of the closed loop system. If the desired closed loop characteristic polynomial is specified as A*(z- ‘), then the controller polynomials L(z-‘) and P(z-‘) must be the solution of the following pole- assignment equation (Sylvester equation):
(l-z-‘)A(z-‘)L(z-l)+P(z-‘)z-dB(z-1) =A*(z-1). (5)
The polynomials L(z- ‘) and P(z- ‘) are, in general, both of order (r - 1) and have the form:
L(z ‘) = 1 fZ,ZP’ + . . . +f,_lzp”-‘) (6)
and
P(zC1) = po+plz-‘+ . . .-+p,-lZ-(‘-‘) (7)
where r = max(n+ 1, m+d}.
If the polynomials L(z-I) and P(z-‘) were known, then the control action u(k) could be calculated from
P(Z_‘) L (2-1 )
v(k) 1 u(k) z4 B(z-‘) y(k)
(l-r-‘) A@-‘)
Fig. 2. Schematic diagram of closed loop system with a pole-assignment control algorithm.
1186 VASSILIOS K. TZOUANAS and SIRISH L. SHAH
the auxiliary control signal u(k) as follows: Theorem 1.
L(.c’)u(k) = P(zF’)[y’(k)-y(k)] @a) Under the following assumptions:
(1 -z_‘)u(k) = v(k). VW The integrator is introduced to ensure that y(k) tracks y*(k) asymptotically in the presence of step type disturbances and set-points.
(Al) (A2) (A3j (A4)
The main difficulty in pole-assignment control is the solution of the Sylvester equation [eq. (5)]. This equation can be expressed in a matrix-vector form as:
(A5)
- 1
al
a,
0 1 61 0
al 1 b,
a1 h, b, a, b,
a, b, I[ 10 11
L 1
PO
Pl
Pr-1
1
a*
r=max{n+l, m+d}, n(k) is a bounded disturbance for all k, y*(k) is a persistently exciting signal, A*(z- ‘) is a stable manic polynomial of degree 2r-1, Process parameter adaptation is turned on or off according to the modified least squares identification algorithm.
(9)
with
ai = 0 if i>n bi=O if ‘i>m+d or i<d+l.
Equation (9) has a unique solution only if the matrix (Sylvester matrix) on the left hand-side is nonsingular. This requires that the polynomials A (z- ‘) and B(z- ‘) be relatively prime (Sylvester’s theorem). When the parameters a, . _ . a, and b, _ _ _ b, are unknown, they can be replaced by their corresponding estimates and eq. (9) can be solved at each sampling instant. It is clear that there is no guarantee that the Sylvester matrix in terms of the estimated parameters will always be nonsingular [this is true even if the true system has relatively prime A(z- ‘) and B(z- ‘) polynomials]. One way of avoiding this problem is to use in the identifi- cation scheme an initial parameter vector which is close to the true process parameter vector (Goodwin and Sin, 1981). This requires a good a priori knowl- edge about the system which may not be available. A second method is to initially start running the process under fixed-gain control. It is not necessary for the fixed-gain controller to be complex. The only require- ment is that it be able to stabilize the closed loop system. During the period that the fixed-gain con- troller is used, the parameter estimation scheme can be used to identify the process. The Sylvester matrix can be continuously checked for non-singularity, and as soon as the matrix is non-singular adaptive control can commence.
In the present paper, the evaluation of the proposed adaptive pole-assignment controller has been per- formed by obtaining simulation results using the latter (or second) approach. Experimental evaluation has been done using the first approach with the avail- ability of stabilizing fixed-gain control on a stand-by basis should singularity or other control problems be encountered. A new alternative to both of the above approaches is the following result.
The following adaptive algorithm
0(k) = 0(k- l)+K(k)e(k) (10)
K(k) = p(k)P(k- l)Y(k- 1)
l+p(k)‘f’(k-l)‘P(k-l)Y(k-1) (11)
e(k) = y(k) - Y(k - l)‘B(k - 1) (12)
‘I’(k-1) = [y(k-1) _ _ _ y(k-r)u(k-1) _ _ u(k-r)]
(13)
P(k) = & P(k - 1)
p(k)P(k-l)‘E”(k-1) - l+p(k)‘I’(k-l)‘P(k-l)‘I’(k-1) 1 (14)
L 4W
WI = mar- ~c++‘I’(k-l)‘P(k-l)‘P(k-l)]~o
R. .
IlH” if l(k) -=c Lin \ (15)
X0 = a;N, (16)
0 -=Z &in < ;l(k) c ji,,, =Z 1 (17)
when applied to a process represented by eq. -(l) assures global stability in the sense that {y(k)} and {u(k)} are bounded for all k. The parameters Ami,, , A,,,,, (minimum and maximum forgetting factor respect- ively) and N, are user specified. Also, crz stands for the noise variance.
The previous adaptive algorithm is a recursive least squares algorithm with a conditional adaptation par- ameter, p(k). The criteria for choosing p(k) are anal- ogous to the choice of the conditional adaptation gain in the gradient algorithm of the adaptive predictive control system (Martin-Sanchez et al., 1984). The scalars p(k) which are positive numbers are defined in the Appendix and used to determine a criterion for stopping or continuing the process parameter adap- tation.
Adaptive pole-assignment control 1187
The previous modified least squares identification algorithm will stop process parameter adaptation when [e(k)1 is inside a dead-zone of variable bound. During periods when le(k)\ is greater than the bound of the dead-zone, the scalar p(k) has a non-zero value and turns the adaptation mechanism on. For the proof of stability and details about the modified least squares identification algorithm, the reader is referred to Tzouanas (1985).
4. SIMULATION AND EXPERIMENTAL RESULTS
A number of simulation and experimental runs were performed in order to illustrate the applicability of the advanced adaptive control strategies in the control of important polymerization variables. The performance of the adaptive pole-assignment control algorithm is compared with that of the classical self-tuning con- troller and that of the fixed gain PID controller. The controlled variables considered are the monomer con- version (for experimental runs) and weight average molecular weight (simulated runs) for the free-radical polymerization of methylmethacrylate.
A summary of the molecular weight simulation runs is provided in Table 2. For the simulation purposes, the kinetic model developed by Ponnuswammy (1984) was used. In order to facilitate the heat exchange and eliminate the gel-effect, a large solvent to monomer volume fraction of 0.6 was used in all of the runs.
The characteristic that makes the closed loop con- trol of molecular weight in a polymerization reactor a real problem is the lack of fast, on-line measurements. Unlike monomer conversion control where the sam- pling time can be very small (0.5 min in our exper- imental runs), the sampling time for the molecular weight control is very large (in the order of 5 to 10 min).
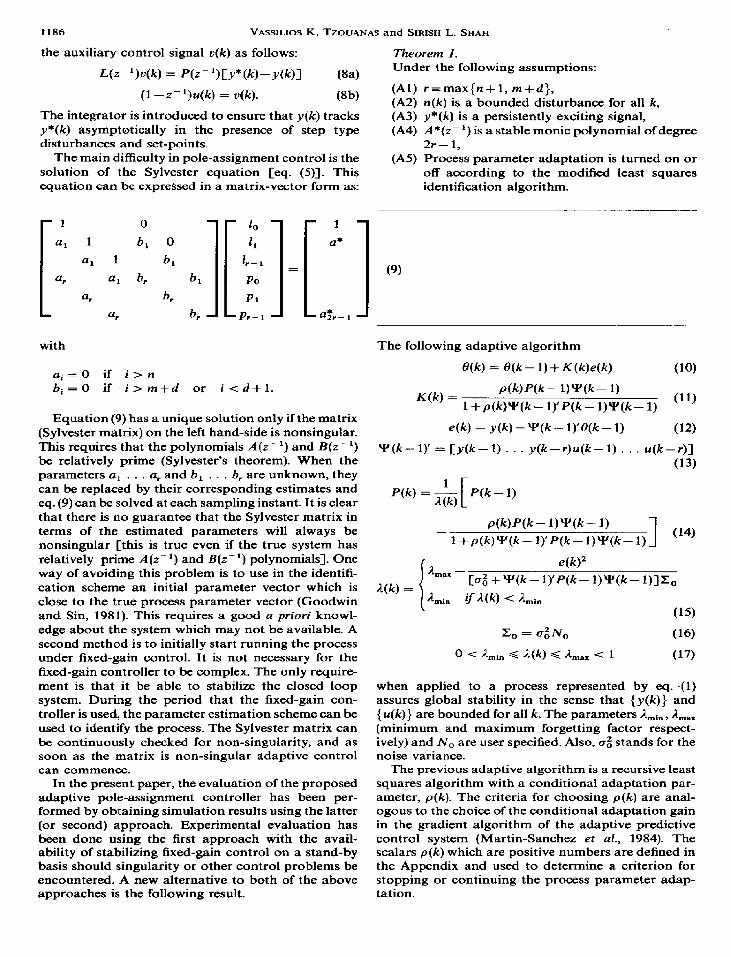
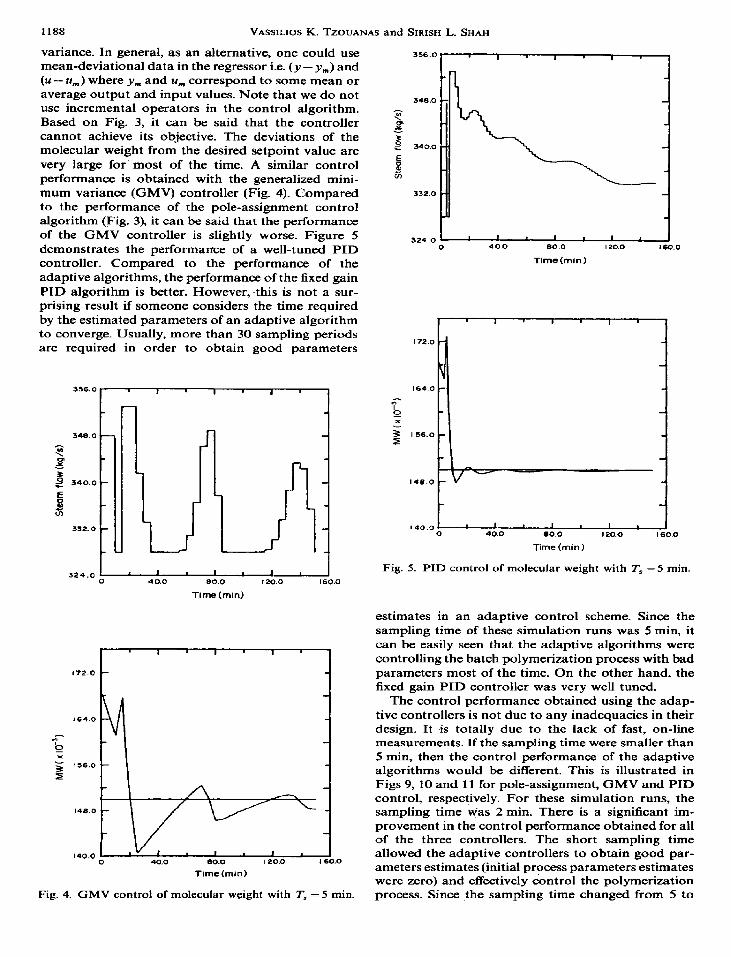
Figure 3 shows the control performance of the pole- assignment algorithm when controlling the weight average molecular weight at the desired value of I50,OOO. The sampling time used for this run was 5 min. For the purposes of adaptive identification, the highly non-linear polymer process was assumed to be reptesented by a linear, discrete ARMA model of second order. Because of the large absolute values of the correlated variables, incremental values were used
324.0 1 I I I I 0 40.0 800 110.0 160.0
Twne (mm)
Time (min)
Fig. 3. Pole-assignment control of molecular weight with r, = 5 min.
in the identification scheme. In other words, the regressor consisted of past and present incremental input and output values. However, the assumed model parameters are invariant to this type of operation on the regressor. Clearly, the use of the incremental regressor has the effect of doubling the Ay and Au
Table 2. Details of molecular weight simulation runs
Pole-assignment algorithm
Self-tuning controller
n=2, m=2 n=2, m=2 d=O d=O e(o) = m0,0,01 P(0) = lo6 z u,=340K pole at z=O.S T, = 5 min (Fig. 3) T. = 2 min (Fig. 6)
W) = E&W,01 P(O)= 1061 C=O.Ol T, = 5 min (Fig. 4) T, = 2 min (Fig. 7)
PID controller
K,= -0.0001 if ttl8 min K,= -0.001 if t> 18 min ri=200 s 7,=6clos
T,=5 min (Fig. 5)
K,= -0.00001 if t -=z 18 min K,= -0.001 if f> 18 min 7;=8Os y,=240 s T,= 2 min (Fig. 8)
1188 VASSILIOS K. TZOUANAS and SIRISH L. SHAH
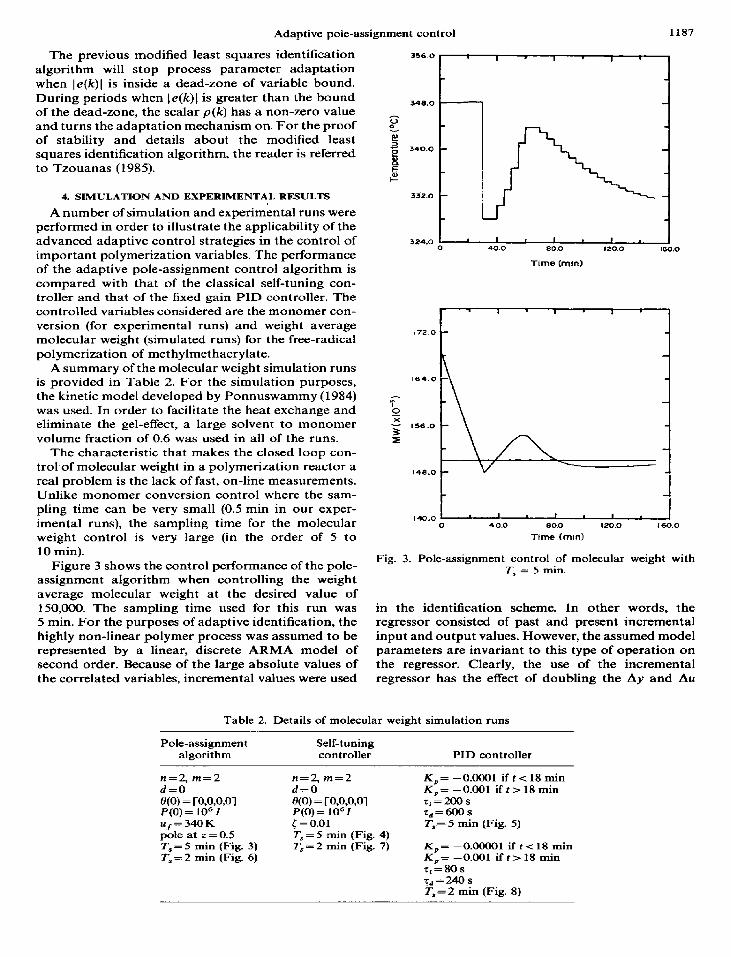
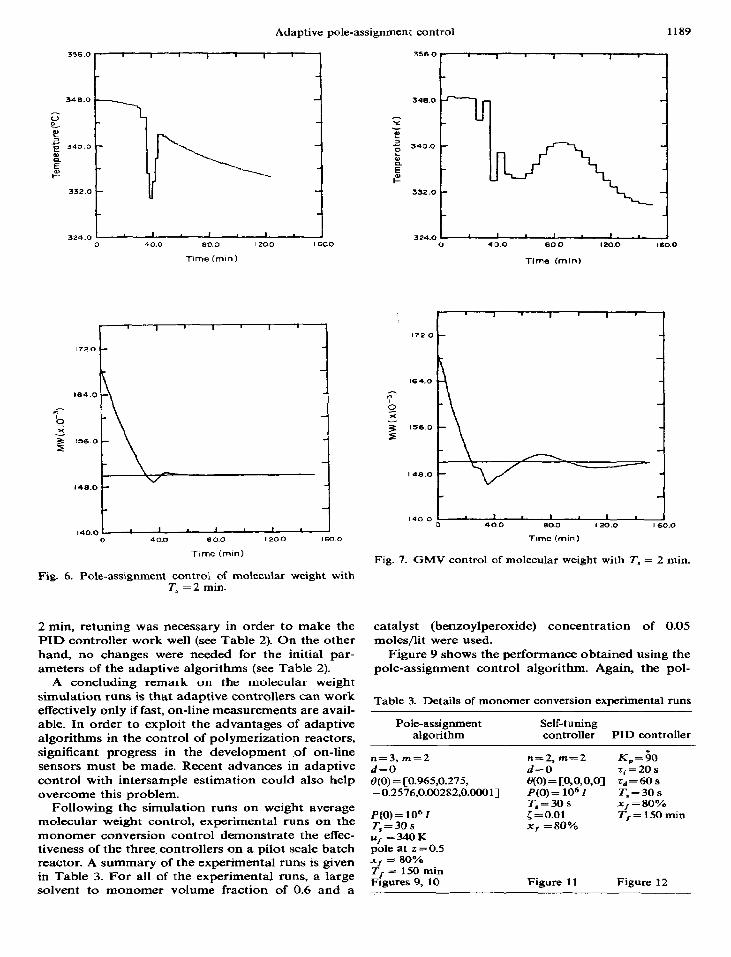
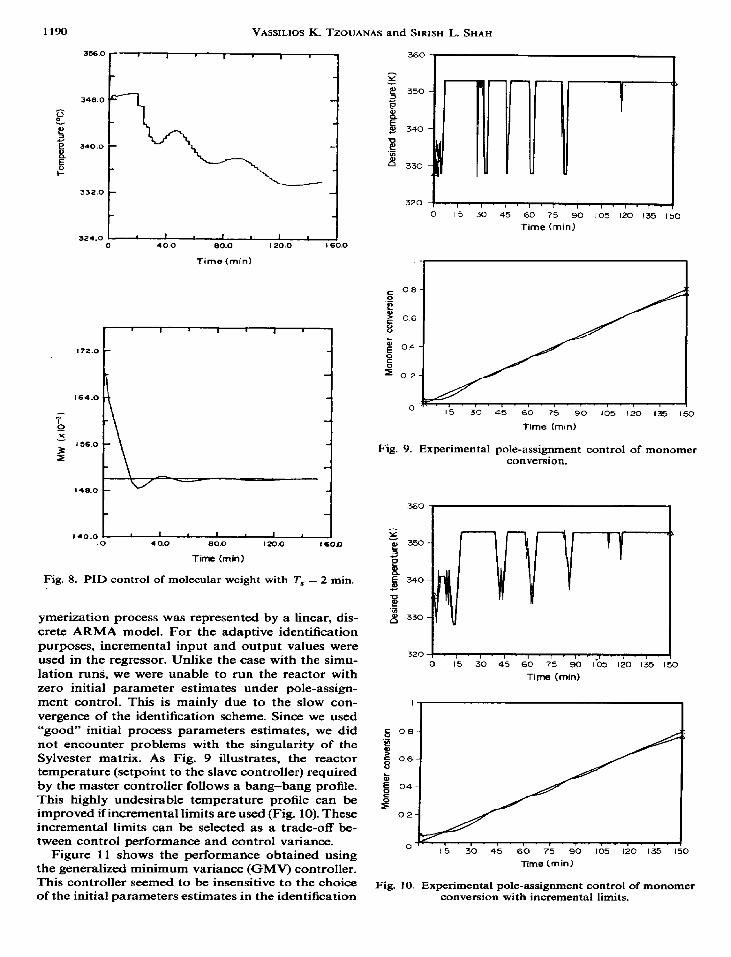
variance. In general, as an alternative, one could use mean-deviational data in the regressor i.e. ( y - y,) and (U - u,,,) where y, and u, correspond to some mean or average output and input values. Note that we do not use incremental operators in the control algorithm. Based on Fig. 3, it can be said that the controller cannot achieve its objective. The deviations of the molecular weight from the desired setpoint value are very large for most of the time. A similar control performance is obtained with the generalized mini- mum variance (GMV) controller (Fig. 4). Compared to the performance of the pole-assignment control algorithm (Fig. 3), it can be said that the performance of the GMV controller is slightly worse. Figure 5 demonstrates the performartce of a well-tuned PID controller. Compared to the performance of the adaptive algorithms, the performance of the fixed gain PID algorithm is better. However, .this is not a sur- prising result if someone considers the time required by the estimated parameters of an adaptive algorithm to converge. Usually, more than 30 sampling periods are required in order to obtain good parameters
3s6.0 I J
324.0 z.,._,._, Time (rnln)
I 1 1
172.0 -
140.0 0 40.0 BO.0 120.0 I6O.O
Timsbnin)
Fig. 4. GMV control of molecular weight with T, =5 min.
356.0. I I I
324.0 I I I 0 400 60.0 I20.0 160.0
Time(min)
164.0 -
140.0 I I I 0 40.0 (10.0 I20.0 160.0
Time (mm 1
Fig. 5. PID control of molecular weight with T, =5 min.
estimates in an adaptive control scheme. Since the sampling time of these simulation runs was 5 min, it can be easily seen that the adaptive algorithms were controlling the batch polymerization process with bad parameters most of the time. On the other hand, the fixed gain PID controller was very well tuned.
The control performance obtained using the adap- tive controllers is not due to any inadequacies in their design. It is totally due to the lack of fast, on-line measurements. If the sampling time were smaller than 5 min, then the control performance of the adaptive algorithms would be different. This is illustrated in Figs 9, 10 and 11 for pole-assignment, GMV and PID control, respectively. For these simulation runs, the sampling time Was 2 min. There is a significant im- provement in the control performance obtained for all of the three controllers. The short sampling time allowed the adaptive controllers to obtain good par- ameters estimates (initial process parameters estimates were zero) and effectively control the polymerization process. Since >he sampling time changed from 5 to
Adaptive pole-assignment control 1189
324.0 t I I I 1 324.0 I I I 1 0 40.0 80.0 1200 I600 0 400 coo IEO.0 ,600
Time Cm! n) Time (inin)
0 4 0.0 800 IZOO 160 0 Tme (n-in)
Time (mln) Fig. 7. GMV control of molecular weight with T, = 2 min.
Fig. 6. Pole-assignment control of molecular weight with T, =2 min.
2 min, retuning was necessary in order to make the PID controller work well (see Table 2). On the other hand, no changes were needed for the initial par- ameters of the adaptive algorithms (see Table 2).
A concluding remark on the molecular weight simulation runs is that adaptive controllers can work effectively only if fast, on-line measurements are avail- able. In order to exploit the advantages of adaptive alnorithms in the control of oolvmerization reactors.
catalyst (benzoylperoxide) concentration of 0.05 moles/lit were used.
Figure 9 shows the performance obtained using the pole-assignment control algorithm. Again, the pol-
Table 3. Details of monomer conversion experimental runs
Pole-assignment algorithm
Self-tuning controller PID controller
control with intersample estimation could also help
significant progress in the development ,of on-line
overcome this problem.
sensors must be made. Recent advances in adaptive
Following the simulation runs on weight average molecular weight control, experimental runs on the monomer conversion control demonstrate the effec- tiveness of the three. controllers on a pilot scale batch reactor. A summary of the experimental runs is given in Table 3. For all of the experimental runs, a large solvent to monomer volume fraction of 0.6 and a
6’(O) = [0.965,0.275, -0.25~76,0.00282,0.0001]
n=3, m=2 d=O
P(O)=lO"I T,=3Os uf =34OK pole at z =OS X/ = 80% TJ - 150 min Figures 9, IO
e(0)=[0,0,0,0] r,=6os P(0) = 10s z
n=2, m=2
z-,=30 s T,=303
K,& d=O
X/ = 80% [=O.Ol
r..=2os
T,=l50min x, =80%
Figure 11 Figure 12
1190 VASSILIOS K. TZOUANAS and SIRISH L. SHAH
3e6’o l-r 360
348.0
z3 0 e 3 340.0 -
E l-
332.0 -
3P4.0 1 I I , 0 400 80.0 120.0 I 60.0
320f .,.,, I ,,I,.,.,.,. . 0 I5 30 45 60 75 so to5 120 135 I
Time (min)
Time (mid
I .o.o I I I I 0 4 0.0 80x) 120.0 I6Or)
Time (min)
Fig. 8. PID control of molecular weight with r, = 2 min.
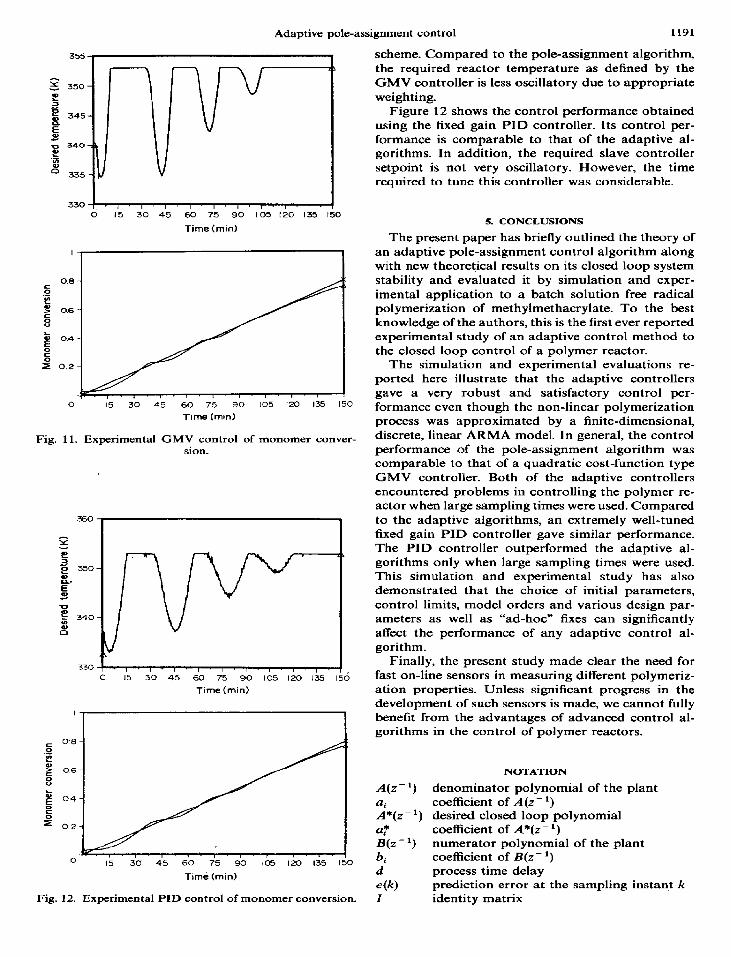
ymerization process was represented by a linear, dis- crete ARMA model. For the adaptive identification purposes, incremental input and output values were used in the regressor. Unlike the case with the simu- lation runs, we were unable to run the reactor with zero initial parameter estimates under pole-assign- ment control. This is mainly due to the slow con- vergence of the identification scheme. Since we used “good” initial process parameters estimates, we did not encounter problems with the singularity of the Sylvester matrix. As Fig. 9 illustrates, the reactor temperature (setpoint to the slave controller) required by the master controller follows a bang-bang profile. This highly undesirable temperature profile can be improved ifincremental limits are used (Fig. 10). These incremental limits can be selected as a trade-off be- tween control performance and control variance.
Figure 11 shows the performance obtained using the generalized minimum variance (GMV) controller. This controller seemed to be insensitive to the choice of the initial parameters estimates in the identification
Time (mid
Fig. 9. Experimental pole-assignment control of monomer conversion.
k g O4
E 02
0 15 30 45 60 75 SO 105 120 135 150 Time (min)
Fig. 10. Experimental pole-assignment control of monomer conversion with incremental limits.
Adaptive pole-assignment control 1191
scheme. Compared to the pole-assignment algorithm, the required reactor temperature as defined by the GMV controller is less oscillatory due to appropriate weighting.
Figure 12 shows the control performance obtained using the fixed gain PID controller. Its control per- formance is comparable to that of the adaptive al- gorithms. In addition, the required slave controller setpoint is not very oscillatory. However, the time required to tune this controller was considerable.
3301, d .,,I, I.,,,,,.,.,. 0 15 30 45 60 75 90 105 120 135
Time (min) 5. CONCLUSIONS
___/___
The present paper has briefly outlined the theory of
1 an adaptive pole-assignment control algorithm along with new theoretical results on its closed loop system stability and evaluated it by simulation and exper- imental application to a batch solution free radical polymerization of methylmethacrylate. To the best knowledge of the authors, this is the first ever reported experimental study of an adaptive control method to the closed loop control of a polymer reactor.
-/ -l 0 15 30 45 60 75 90 105 120 135 150
Time (mm)
Fig. 11. Experimental GMV control of monomer conver- sion.
-_
Q
3 e 350- aB a- E s q .c 340- 0 0
The simulation and experimental evaluations re- ported here illustrate that the adaptive controllers gave a very robust and satisfactory control per- formance even though the non-linear polymerization process was approximated by a finite-dimensional, discrete, linear ARMA model. In general, the control performance of the pole-assignment algorithm was comparable to that of a quadratic cost-function type GMV controller. Both of the adaptive controllers encountered problems in controlling the polymer re- actor when large sampling times were used. Compared to the adaptive algorithms, an extremely well-tuned fixed gain PID controller gave similar performance. The PID controller outperformed the adaptive al- gorithms only when large sampling times were used. This simulation and experimental study has also demonstrated that the choice of initial parameters, control limits, model orders and various design par- ameters as well as “ad-hoc” fixes can significantly affect the performance of any adaptive control al- gorithm.
330: ., .,., ( / ., , , , . 0 15 30 45 60 75 90 105 120 135 156
Time (mid
Finally, the present study made clear the need for fast on-line sensors in measuring different polymeriz- ation properties. Unless significant progress in the development of such sensors is made, we cannot fully benefit from the advantages of advanced control al- gorithms in the control of polymer reactors.
,; 3,0 4T5 6,0 & & ,& I r
I.20 135 Time (mid
Fig. 12. Experimental PID control of monomer conversion.
A(z - ‘)
z*(,- 1)
*
Z(z - 1) bi d e(k) Z
NOTATION
denominator polynomial of the plant coefficient of A(z- ‘) desired closed loop polynomial coefficient of A*(z-‘) numerator polynomial of the plant coefficient of B(z-‘) process time delay prediction error at the sampling instant k identity matrix
VASSILIOS K. TZOUANAS and SIRISH L. SHAH 1192
KU4 parameter estimator gain at the time instant k
K, L(z_ ‘)
proportional gain of a PID controller denominator polynomial of pole-assignment control law
b m NO n n(k) W) P(z_ 1)
coefficient of L(z - ‘) order of polynomial B(z- l) parameter in the identification scheme order of polynomial A(z- ‘) bounded disturbance at time instant k covariance matrix at time instant k numerator polynomial of pole-assignment control law
Pi Tf Ts X
;&I
y*(k)
coefficient of P(z- ‘) final reaction time sampling time monomer conversion final monomer conversion process output at the time instant k desired reference signal value at the time instant k
z -1 backward shift operator
Greek letters
Ab upper bound of the disturbances E(k) tracking error at time instant k i weighting factor in the self-tuning controller O(k) estimate of process parameters at time in-
stant k variable forgetting factor at time instant k maximum value of the forgetting factor minimum value of the forgetting factor reaction mixture density stopping criterion for the parameter adap- tation
p,(k) upper limit of p(k) lower limit of p(k) maximum upper limit of p(k) parameter in the identification scheme noise variance derivative gain of the PID controller integral gain of the PID controller
REFERENCES
Amrehen, H., 1977, Computer control in polymerization industry. Automatica 13, 533
Anderson, B. D. 0. and Johnson, C. R., 1982, Exponential convergence of adaDtive identification and control al- gorithms. Auroma& 18, 1.
Anderson. B. D. 0. and Johnstone. R. M.. 1983. Global adaptive pole placement: detailed &talysis’of a f&t order system. IEEE Trans. Auto. Control AC-28, August.
Anderson, B. D. 0. and Johnstone, R. M., 1985, Global adaptive pole placement. IEEE Trans. Auto. Control AC- 30, January.
Cergell, T. and Hedqvist, T., 1974, A new approach to continuous dieester control. Presented at the IFAC Swm. Digital Compu&r Applications to Process Control. _ _
Chen, S. and Jeng, W., 1978, Minimum end time policies for batchwise radical polymerization--I. Chem. En&g Sci. 23, 735.
Chen, S. and Lim, K., 1980, Minimum end time policies for batchwise radical polymerization-II. Chem. Engng Ski. 35, 2325.
Cluett, W. R., Shah, S. L. and Fisher, D. G., 1985, Adaptive control of a batch reactor. Chem. Engng Commun. 38, 67.
Edmunds, J. M., 1976, Digital adaptive pole-shifting regu- lators. Ph.D. Thesis, Control Systems Centre, UMIST, Manchester, U.K.
Elliot, H., Cristi, R. and Das, M., 1983, Global stability of a direct hybrid adaptive pole assignment algorithm. P;oc. of IEEE CDC, San Antonio, TX, Vol. 1, D. 187.
Goodwin, G. C. and Sin, k. S.,. 1981, khaptive control of nonminimum phase systems. IEEE Trans. Auto. Control AC-26,478.
Hoogendoorn, K. and Shaw, R., 1980, Control of polymeriz- ation processes. IFAC PRP 4th Automation Conf, Ghent, Belgium, June.
Jo, J. H. and Bankoff, S. G., 1976, Digital monitoring and estimation of polymerization reactors. A.1.Ch.E. J. 22,361.
Kiparissides, C. and Shah, S. L., 1983, Self-tuning and stable adaptive control of a batch polymerization reactor. Auto- mtica 19, 215.
Keyes, M. A. and Kennedy, J. P., 1974, Adaptive control techniques for control of suspension PVC processes. Proc. 2nd Purdue Conf: on Process Control Adaptive Control, p. 89.
Lozano-Leal, R. and Goodwin, G. C., 1984, A stable adaptive pole-placement controller. Proc. ofIEEE CDC, Las Vegas, December.
MacGregor, F. J., Hamielec, A. E. and Penlidis, A., 1983, Control of polymerization reactors. ZFAC 5th Automation Con$, Antwerp, Belgium, October.
Martin-Sanchez, J. M., Shah, S. L. and Fisher, D. G., 1984, A stable adaptive predictive control system. Int. J. Control 39, 215.
Matheson, M. S., Auer, A. E., Bevilagua, E. B. and Hart, E. J., 1949, Rate and constants in free radical polymerizations- I. J. Am. them. Sot. 71, 497.
Osakada, K. and Fan, L. T., 1970, Computerization of near optimal control policies for free radical polymerization reactors. J. Appl. Pal. Sci., 14, 3065.
Ponnuswamy, S., 1984, On-line measurements and control of a batch polymerization reactor. Ph.D. Thesis, Department of Chemical Engineering, University of Alberta, Edmon- ton, Alberta.
Ponnuswamy, S., Shah, S. L. and Kiparissides, C., 1985, Optimal feedback control of a batch polymerization reac- tor. Proc. of ACC Co& Boston, June.
Ray, W. H., 1967, Modelling polymerization reactors with ;$ications to optimal design. Can. J. Chem. Engng 45,
Schmidt, A. D. and Ray, W. H., 1981, The dynamic behaviour of continuous polymerization reactors-I. Chem. Engng Sci. 36, 1401.
Tzouanas, V. K., 1985, Theory and experimental evaluation of adaptive control and identification methods. M.Sc. Thesis, Department of Chemical Engineering, University of Alberta, Edmonton, Alberta, May.
Wellstead, P. E., Edmunds, J. M., Prager, D. and Zanker, P. (1979b) Self-tuning pole/zero assignment regulators. Int. J. Control 30, 1.
Wellstead, P. E., Prager, D. and Zanker, P. (1979a), Pole- assignment self-tuning regulators. Proc. IEE 126, 781.
APPENDIX: CONDITIONAL ADAPTATION CRITERIA
The scalars p(k) which are positive numbers are defined below and used to determine a criterion for stopping or continuing the process parameter adaptation. They are de- fined as:
(a) p(k)=0
if and only if
(18)
Adaptive pole-assignment control 1193
where (1) d4=Pu if Ah,, 4, W -e IdWl.
AtpI. A,,, k) = 2+2p,‘f’(k-l)‘P(k-l)Y’(k-1)
2+p,Y(k-l)‘P(k-l)‘I’(k-1) Ab (19)
while 0 c pI < cc and A,, 3 max {I n(k)1 } for all k.
(b) PZ -= p(k) G p,(k) -= P. -c m if and only if
(2) p,(k) = Xl44 -&I
[2A,-Ie(k)l]Y(k-l)‘P(k~l)‘l’(k-1) (22)
if Ah &, 4 < Id4 -= Ah A,,0 (23) In the previous equations, pI and p. are the lower and
(20) where p,(k) is defined as follows:
(21)
upper bounds of the scalars p(k) while As is an estimate of a constant upper bound on the absolute value of the bounded noise n(k) affecting the system.





























