Embed Size (px)
Citation preview
Proc. Carbon 2004 Conf., Brown University, Providence, Rhode Island, July 11–16, 2004 (in press)
1
ACTIVATED CARBON FROM WASTE TIRESFOR MERCURY EMISSIONS CONTROL
Marek A. Wójtowicz, Elizabeth Florczak, Erik Kroo, Michael A. SerioAdvanced Fuel Research, Inc.
87 Church StreetEast Hartford, CT 06108-3728, USA
Corresponding author's e-mail address: [email protected]
Introduction
The disposal of 280 million tires generated each year in the U.S. is a greatenvironmental problem. The tires take up large amounts of valuable landfill space andalso present fire and health hazards. Tire-pyrolysis plants have been in operation foryears, but the economics are poor, and most of these facilities have been shut down.This is mainly due to the low value of the end products, which are usually fuels (oil,pyrolysis gas, char). It is believed that reprocessing of waste tires into value-addedproducts would improve the economic leverage. The conversion of waste tires intosulfur-rich activated carbons for mercury control is one way of providing such aneconomic leverage. This concept is part of a comprehensive scheme involving waste-tire pyrolysis as the first step, followed by product upgrading to form virgin carbon blackfrom pyrolysis oil and activated carbon from pyrolysis char [1–3].
Coal combustion and incineration of municipal and hazardous wastes result in airpollution due to emissions of sulfur and nitrogen oxides (SOx and NOx) as well as traceamounts of heavy metals (lead, cadmium, mercury, arsenic, etc.). The detrimentaleffects of SOx and NOx on the environment have been known and addressed for a longtime, whereas the question of toxic metal emission is relatively new. In view of theexpected tightening of federal, state, and local regulations on heavy-metal emissions, itis imperative that effective abatement methods should be developed. Due to its highvolatility, mercury (Hg) is extremely difficult to control, and its toxicity has raisedconcerns about emissions of this metal from combustion and incineration processes.Many of the currently pursued technologies for capturing mercury are based on theinjection of sorbents into the flue gas [4], which results in the capture of mercury alongwith fly ash in electrostatic precipitators and baghouses. The high cost of mercurysorbents, usually activated carbons with a market value of about $0.50/lb, is adisadvantage of this approach.
This study addresses mercury adsorption on low-cost, sulfur-rich activated carbonsderived from scrap tires. The sulfur added to tire rubber in the process of vulcanizationmakes the tire-derived sorbents particularly effective in mercury removal due to the highchemical affinity between mercury and sulfur. In this way, the removal of mercury fromcombustion/incineration flue gas can be combined with the simultaneous utilization ofmassive amounts of solid waste (waste tires). The objective of this work was to
2
examine the cost-performance benefits of activated carbons derived from waste tires inthe process of mercury removal from simulated combustion flue gas.
Materials and Experimental Techniques
All activated carbons used in this study were prepared by activation of tire-pyrolysischar obtained from Metso Corporation’s pilot-scale facility. Since the char wasproduced in a pilot facility, the exact time-temperature profile of the tire-pyrolysisprocess is unknown. The char was characterized in terms of elemental compositionand surface are, as shown in Table 1 and Table 2.
Using the Metso tire-pyrolysis char as a starting material, several samples of activatedcarbon were prepared using a quartz packed-bed reactor, two inches in diameter. Thetypical char weight was 50–75 g, and the CO2 flow rates ranged from 150 to 380 ml/min(STP). Steam activation was implemented by introducing a flow of 0.02 ml/min of liquidwater into the hot reactor in which a flow of 250 ml/min of helium carrier gas wasmaintained. The char-activation conditions, carbon burn-off, specific surface area, andelemental compositions of the activated carbons are summarized in Table 1 and Table2. Elemental analysis was carried out by Huffman Laboratories (Golden, Colorado),and surface-area measurements (N2 at 77 K, single-point BET method) were performedby AVEKA Inc. (Woodbury, Minnesota). Samples were outgassed at 350 ºC for 3 hoursprior to surface-area determination.
Table 1. Pyrolysis conditions, carbon burn-off, and specific surface area of tire-derivedactivated carbons used in this study.
BET Surface Area
SampleActivation
AgentActivation
Temperature (ºC)ActivationTime (h)
Burn-off(wt%, daf)
dry basis(m2/g)
dry, ash-freebasis (m2/g)
AFR-1 CO2 N/A N/A 0 95 110AFR-2 CO2 925 8.0 20 139 164AFR-3 CO2 925 16.4 50 294 373AFR-4 CO2 925 29.4 36 219 262AFR-5 CO2 925 2.0 13 89 104AFR-6 H2O 925 13.0 34 226 273
AFR-8H2O
(oxidized*) 925 13.0 34 294 364
AFR-9** CO2 925 20.4 52 271 336* AFR-8 was obtained by oxidizing sample AFR-6 in ambient air at 150 ºC for 101 hours.** A large sample (about 1.0 liter) that was produced by combining four separate batches of activatedcarbon prepared in separate runs.
Mercury adsorption tests were carried out at URS Corporation, formerly RadianInternational LLC, using a mercury bench-scale test unit described by Carey et al. [5]. Asimulated flue gas was prepared by mixing known volumes of various reagent gasstreams. Moisture was added to the reaction gas by flowing a known volume ofnitrogen gas through a temperature-controlled saturator. Mercury was added to the gasby flowing a nitrogen carrier stream through a temperature-controlled permeationchamber containing elemental mercury.
3
Table 2. Elemental analysis of activated carbons used in the project. Sampledesignations as in Table 1. All data are expressed in weight per cent; oxygendetermined by difference. Loss on drying was determined under vacuum at 105 ºCovernight and allowed to cool under vacuum.
Sample Description Basis Moisture Ash C H N S Oas received 1.30
AFR-1 0% burn-off dry 13.8dry ash-free 94.6 0.80 0.29 3.32 0.98
20% burn-off as received 0.30AFR-2 CO2 activated dry 15.2
dry ash-free 97.4 0.31 0.20 3.94 < 0.150% burn-off as received 0.37
AFR-3 CO2 activated dry 21.2dry ash-free 96.8 0.22 0.25 5.85 < 0.1
36% burn-off as received 0.07AFR-4 CO2 activated dry 16.4
dry ash-free 97.1 0.33 0.20 4.05 < 0.113% burn-off as received 0.26
AFR-5 CO2 activated dry 14.4dry ash-free 98.0 0.46 0.23 3.32 < 0.1
13% burn-off as received < 0.05AFR-5* CO2 activated dry 14.0
dry ash-free 97.5 0.46 0.20 3.40 < 0.134% burn-off as received < 0.05
AFR-6 H2O activated dry 17.3dry ash-free 97.1 0.63 0.10 4.04 < 0.1
34% burn-off as received < 0.05AFR-8 H2O activated dry 19.1
oxidized dry ash-free 96.2 1.25 0.10 3.99 < 0.150% burn-off as received < 0.05
AFR-9 CO2 activated dry 19.3dry ash-free 98.5 0.43 0.12 4.51 < 0.1
* a repeated analysis of AFR-5
Table 3. Simulated flue gas composition for baseline and parametric tests (low-sulfureastern bituminous simulation).
Flue Gas Parameter Baseline Test Value Parametric Test ValueSO2 (ppm) 400 1,200
NOx (ppm) [95% as NO] 200 600HCl (ppm) 50 -H2O (%) 7 2.0 and 4.5CO2 (%) 12 -O2 (%) 5 -
Hg0 (µg Hg/Nm3) ~20 -Temperature (°C) 135 165 and 200
Flow Rate (L/min @ 24 °C) 1.0 -
4
The simulated flue gas used in the laboratory screening tests corresponded to theconditions expected from a power plant firing a low-sulfur eastern bituminous coal. Thetest conditions are listed in Table 3.
To perform the mercury adsorption tests, a known mass of the sorbent was mixed in asand diluent (white quartz; -50+70 mesh) at a sample loading of 1 mg sorbent/g sand-sorbent mixture. This represented the “standard” concentration used by URS for mostactivated carbons.
Prior to mercury adsorption testing, the sorbent-sand mixture was loaded into a quartztube (0.5-inch ID) and heated to the desired temperature (135 °C; no flow) for at least30 minutes. During this period, the simulated flue gas was measured for “inlet” mercuryconcentration. Tests were started by flowing simulated flue gas downward through thesorbent bed at a flow rate of 1 L/min (actual flow rate at 24 °C). The effluent gas streamflowed through heated lines to a semi-continuous mercury analyzer for analysis. Themercury analyzer has been described in reference [5].
0
20
40
60
80
100
120
0 50 100 150 200 250 300 350 400 450
Time (min)
Hg(
0) B
reak
thro
ugh
(% o
f Inl
et H
g(0)
)
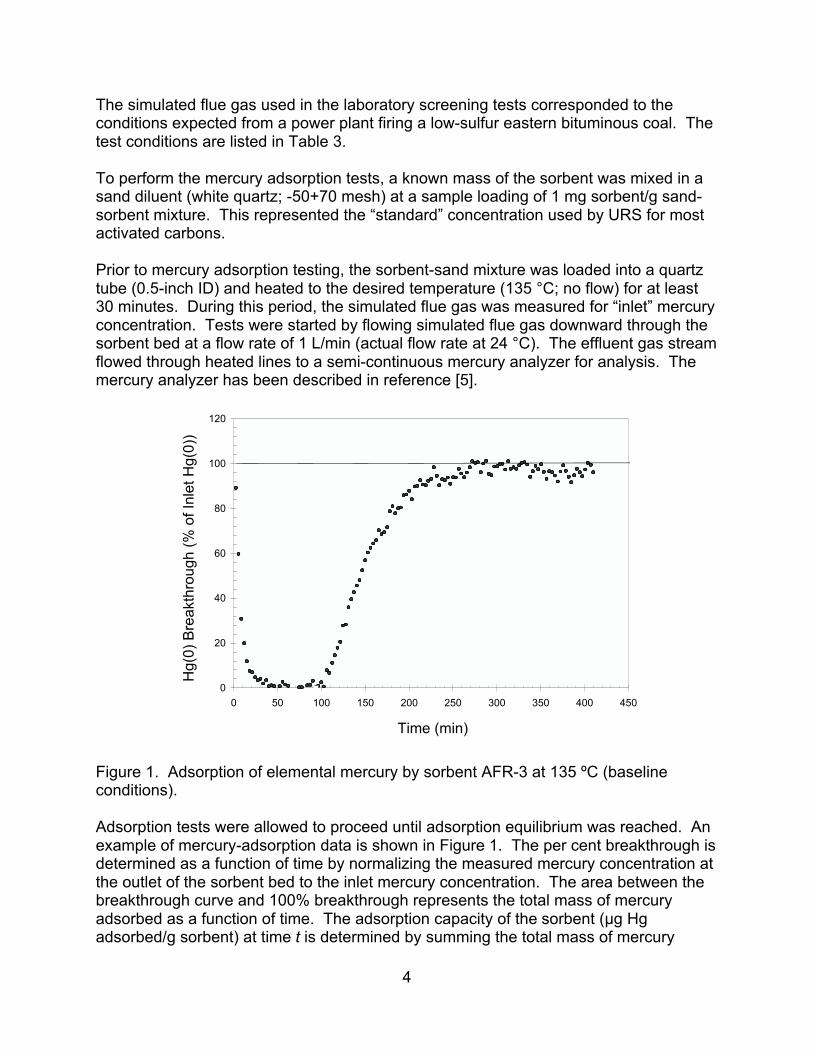
Figure 1. Adsorption of elemental mercury by sorbent AFR-3 at 135 ºC (baselineconditions).
Adsorption tests were allowed to proceed until adsorption equilibrium was reached. Anexample of mercury-adsorption data is shown in Figure 1. The per cent breakthrough isdetermined as a function of time by normalizing the measured mercury concentration atthe outlet of the sorbent bed to the inlet mercury concentration. The area between thebreakthrough curve and 100% breakthrough represents the total mass of mercuryadsorbed as a function of time. The adsorption capacity of the sorbent (µg Hgadsorbed/g sorbent) at time t is determined by summing the total mass of mercury
5
adsorbed through time t (area above the breakthrough curve) and dividing by thesorbent mass. The initial breakthrough capacity is defined at the time when mercury isfirst detected at the outlet; this value is generally only determined when initialbreakthroughs of less than 5% are achieved. The 100% breakthrough (equilibrium)capacity is defined at the time when the outlet mercury concentration is first equal to theinlet concentration.
Because it is generally difficult to control the inlet mercury concentration precisely, andbecause mercury adsorption is affected by mercury concentration, results for differentsorbents cannot be directly compared without correcting for differences inconcentration. To do this, URS corrects all lab and field measurements to an inletmercury concentration of 50 µg/Nm3 by assuming a linear dependence of capacity onconcentration. This is a reasonable estimate for Norit FGD activated carbon based onthe laboratory results, but may not be valid for all sorbents at all conditions; this valuewas chosen since a large number of previous laboratory tests were conducted at aconcentration close to this.
Results and Discussion
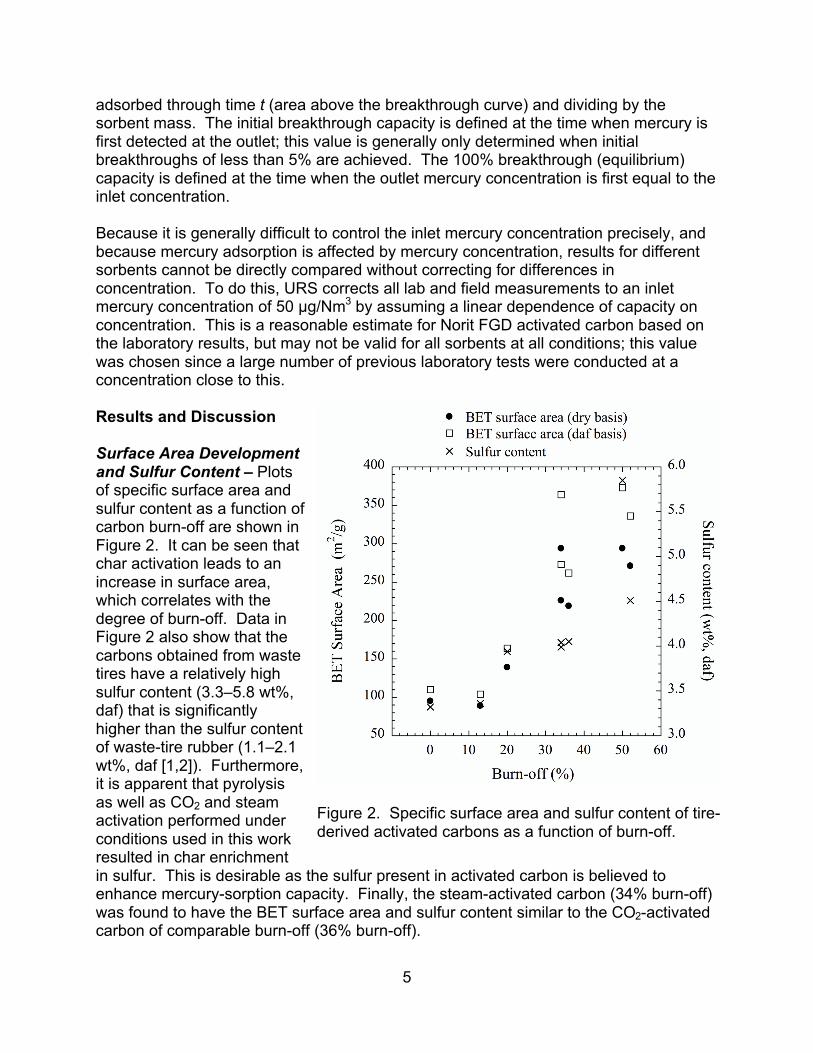
Surface Area Developmentand Sulfur Content – Plotsof specific surface area andsulfur content as a function ofcarbon burn-off are shown inFigure 2. It can be seen thatchar activation leads to anincrease in surface area,which correlates with thedegree of burn-off. Data inFigure 2 also show that thecarbons obtained from wastetires have a relatively highsulfur content (3.3–5.8 wt%,daf) that is significantlyhigher than the sulfur contentof waste-tire rubber (1.1–2.1wt%, daf [1,2]). Furthermore,it is apparent that pyrolysisas well as CO2 and steamactivation performed underconditions used in this workresulted in char enrichmentin sulfur. This is desirable as the sulfur present in activated carbon is believed toenhance mercury-sorption capacity. Finally, the steam-activated carbon (34% burn-off)was found to have the BET surface area and sulfur content similar to the CO2-activatedcarbon of comparable burn-off (36% burn-off).
Figure 2. Specific surface area and sulfur content of tire-derived activated carbons as a function of burn-off.
6
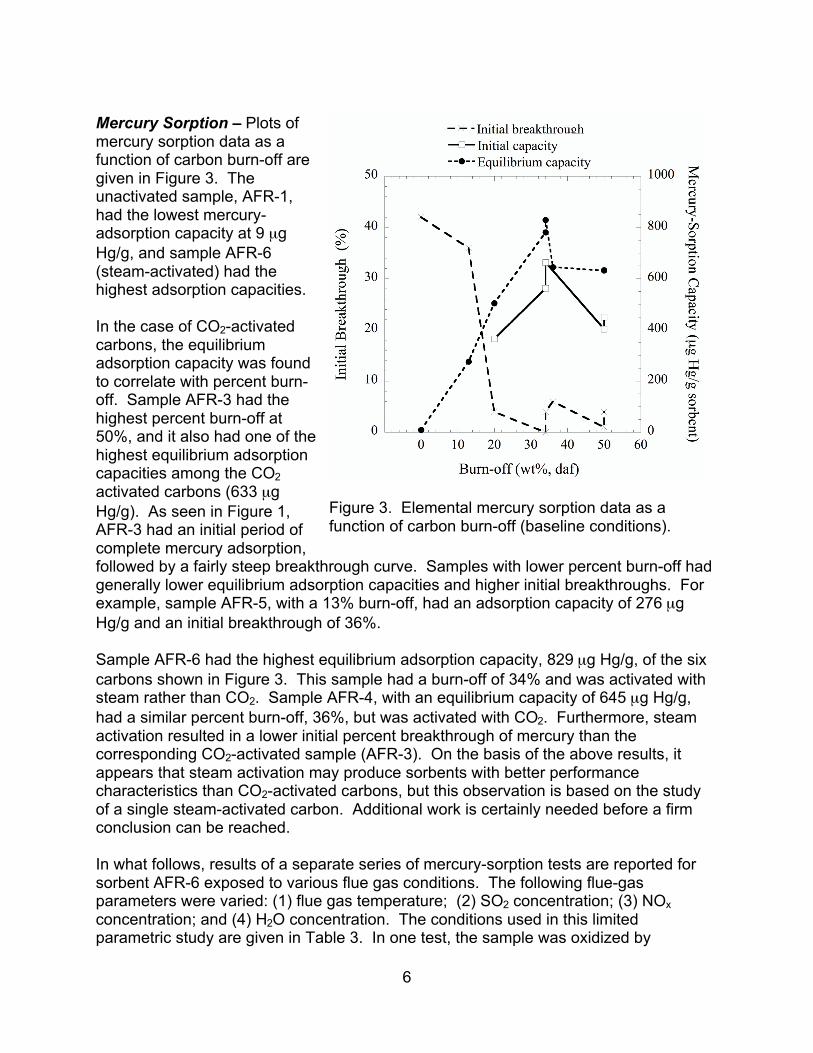
Mercury Sorption – Plots ofmercury sorption data as afunction of carbon burn-off aregiven in Figure 3. Theunactivated sample, AFR-1,had the lowest mercury-adsorption capacity at 9 µgHg/g, and sample AFR-6(steam-activated) had thehighest adsorption capacities.
In the case of CO2-activatedcarbons, the equilibriumadsorption capacity was foundto correlate with percent burn-off. Sample AFR-3 had thehighest percent burn-off at50%, and it also had one of thehighest equilibrium adsorptioncapacities among the CO2
activated carbons (633 µgHg/g). As seen in Figure 1,AFR-3 had an initial period ofcomplete mercury adsorption,followed by a fairly steep breakthrough curve. Samples with lower percent burn-off hadgenerally lower equilibrium adsorption capacities and higher initial breakthroughs. Forexample, sample AFR-5, with a 13% burn-off, had an adsorption capacity of 276 µgHg/g and an initial breakthrough of 36%.
Sample AFR-6 had the highest equilibrium adsorption capacity, 829 µg Hg/g, of the sixcarbons shown in Figure 3. This sample had a burn-off of 34% and was activated withsteam rather than CO2. Sample AFR-4, with an equilibrium capacity of 645 µg Hg/g,had a similar percent burn-off, 36%, but was activated with CO2. Furthermore, steamactivation resulted in a lower initial percent breakthrough of mercury than thecorresponding CO2-activated sample (AFR-3). On the basis of the above results, itappears that steam activation may produce sorbents with better performancecharacteristics than CO2-activated carbons, but this observation is based on the studyof a single steam-activated carbon. Additional work is certainly needed before a firmconclusion can be reached.
In what follows, results of a separate series of mercury-sorption tests are reported forsorbent AFR-6 exposed to various flue gas conditions. The following flue-gasparameters were varied: (1) flue gas temperature; (2) SO2 concentration; (3) NOx
concentration; and (4) H2O concentration. The conditions used in this limitedparametric study are given in Table 3. In one test, the sample was oxidized by
Figure 3. Elemental mercury sorption data as afunction of carbon burn-off (baseline conditions).
7
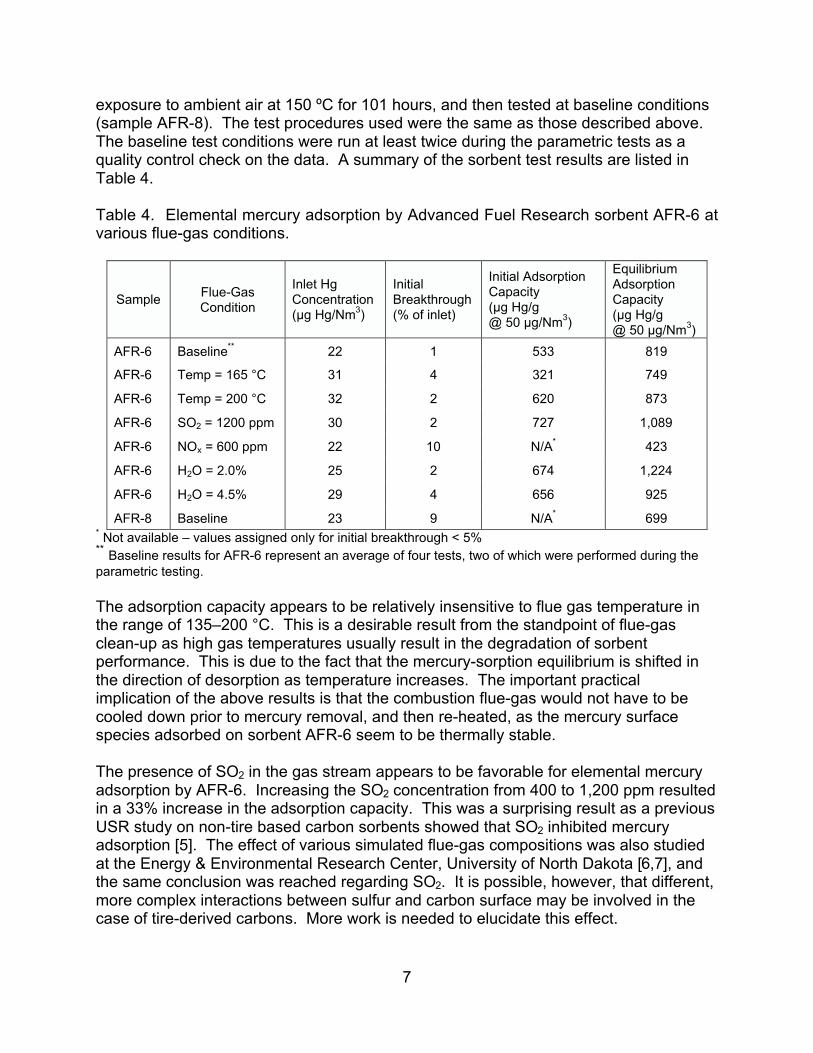
exposure to ambient air at 150 ºC for 101 hours, and then tested at baseline conditions(sample AFR-8). The test procedures used were the same as those described above.The baseline test conditions were run at least twice during the parametric tests as aquality control check on the data. A summary of the sorbent test results are listed inTable 4.
Table 4. Elemental mercury adsorption by Advanced Fuel Research sorbent AFR-6 atvarious flue-gas conditions.
Sample Flue-GasCondition
Inlet HgConcentration(µg Hg/Nm3)
InitialBreakthrough(% of inlet)
Initial AdsorptionCapacity(µg Hg/g@ 50 µg/Nm3)
EquilibriumAdsorptionCapacity(µg Hg/g@ 50 µg/Nm3)
AFR-6 Baseline** 22 1 533 819
AFR-6 Temp = 165 °C 31 4 321 749
AFR-6 Temp = 200 °C 32 2 620 873
AFR-6 SO2 = 1200 ppm 30 2 727 1,089
AFR-6 NOx = 600 ppm 22 10 N/A* 423
AFR-6 H2O = 2.0% 25 2 674 1,224
AFR-6 H2O = 4.5% 29 4 656 925
AFR-8 Baseline 23 9 N/A* 699* Not available – values assigned only for initial breakthrough < 5%** Baseline results for AFR-6 represent an average of four tests, two of which were performed during theparametric testing.
The adsorption capacity appears to be relatively insensitive to flue gas temperature inthe range of 135–200 °C. This is a desirable result from the standpoint of flue-gasclean-up as high gas temperatures usually result in the degradation of sorbentperformance. This is due to the fact that the mercury-sorption equilibrium is shifted inthe direction of desorption as temperature increases. The important practicalimplication of the above results is that the combustion flue-gas would not have to becooled down prior to mercury removal, and then re-heated, as the mercury surfacespecies adsorbed on sorbent AFR-6 seem to be thermally stable.
The presence of SO2 in the gas stream appears to be favorable for elemental mercuryadsorption by AFR-6. Increasing the SO2 concentration from 400 to 1,200 ppm resultedin a 33% increase in the adsorption capacity. This was a surprising result as a previousUSR study on non-tire based carbon sorbents showed that SO2 inhibited mercuryadsorption [5]. The effect of various simulated flue-gas compositions was also studiedat the Energy & Environmental Research Center, University of North Dakota [6,7], andthe same conclusion was reached regarding SO2. It is possible, however, that different,more complex interactions between sulfur and carbon surface may be involved in thecase of tire-derived carbons. More work is needed to elucidate this effect.
8
For sample AFR-6, the presence of NOx in the gas stream was found to inhibitelemental mercury sorption. The adsorption capacity decreased from 819 µg Hg/g to423 µg Hg/g when the NOx concentration was increased from 200 ppmv to 600 ppmv.A similar trend was observed for Norit FGD carbon [5].
Decreasing the water contentof the flue gas resulted in anincrease in mercury-sorptioncapacity. At 7% water, theequilibrium capacity was 819µg Hg/g. Decreasing the waterconcentration to 4.5% resultedin a capacity of 925 µg Hg/g.Further decreasing the waterconcentration to 2% resulted ina capacity of 1,224 µg Hg /g.Again, similar results wereobserved in the case of NoritFGD carbon [5].
Sample AFR-8 was preparedby oxidizing AFR-6 sorbent byexposure to ambient air at 150ºC for 101 hours. Surfaceoxidation did not lead to animprovement in adsorptioncapacity; rather, the adsorptioncapacity decreased by 15%.
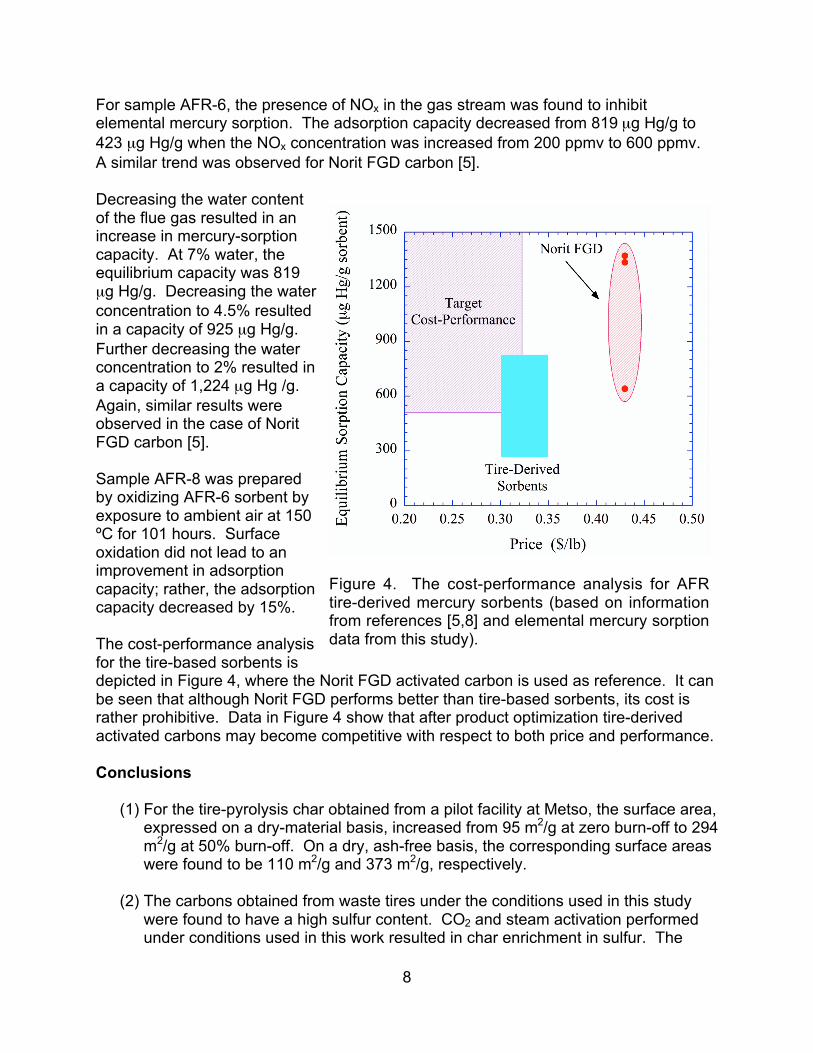
The cost-performance analysisfor the tire-based sorbents isdepicted in Figure 4, where the Norit FGD activated carbon is used as reference. It canbe seen that although Norit FGD performs better than tire-based sorbents, its cost israther prohibitive. Data in Figure 4 show that after product optimization tire-derivedactivated carbons may become competitive with respect to both price and performance.
Conclusions
(1) For the tire-pyrolysis char obtained from a pilot facility at Metso, the surface area,expressed on a dry-material basis, increased from 95 m2/g at zero burn-off to 294m2/g at 50% burn-off. On a dry, ash-free basis, the corresponding surface areaswere found to be 110 m2/g and 373 m2/g, respectively.
(2) The carbons obtained from waste tires under the conditions used in this studywere found to have a high sulfur content. CO2 and steam activation performedunder conditions used in this work resulted in char enrichment in sulfur. The
Figure 4. The cost-performance analysis for AFRtire-derived mercury sorbents (based on informationfrom references [5,8] and elemental mercury sorptiondata from this study).
9
Metso tire-pyrolysis char had a sulfur content of 3.3 wt% (daf), which increasedto 5.8 wt% (daf) upon CO2 activation to 50% burn-off. The limited data availableto date do not reveal substantial differences in surface area and sulfur contentbetween CO2-activated carbons and the ones activated using steam.
(3) The tire-derived carbons were tested for elemental mercury adsorption at fluegas conditions simulating those typical for the combustion of a low-sulfur Easternbituminous coal. Except for the unactivated Metso tire-pyrolysis char, allsorbents met the industrial requirement for effective mercury sorption (equilibriumsorption capacity higher than 150 µg Hg/g sorbent [9]). According to otherestimates, the threshold requirement for the equilibrium sorption capacity is 500µg Hg/g [5]. In either case, the performance of non-optimized tire-derivedcarbons must be viewed as promising as the equilibrium sorption capacity wasfound to range from 276 to 829 µg Hg/g. In addition, most sorbents exhibitedexcellent initial adsorption capacity (up to 663 µg Hg/g). Mercury adsorption atearly stages of sorbent exposure to mercury-laden gas is important due to therelatively low residence time of carbon in the flue-gas duct (1–2 s) [10]. Theabove data compare favorably with previous results obtained at URS for eightactivated carbons derived from various carbonaceous precursors [10]. Therange of values for the equilibrium sorption capacity for these carbons wasreported to be 40–847 µg Hg/g. The tire-based sorbents, as well as most otheractivated carbons, show lower mercury sorption than Norit FGD, a referencematerial frequently used to in mercury-sorption testing.
(4) For the samples activated with CO2, adsorption-capacity results were found tocorrelate with percent burn-off, specific surface area, and sulfur content. It isunclear at this time which of the above factors has the strongest direct effect onmercury sorption.
(5) On the basis of the limited data, it appears that steam activation may producesorbents with better performance characteristics than CO2-activated carbons.This observation is based on the study of a single steam-activated carbon, andadditional work is needed to elucidate this point.
(6) A preliminary parametric study was conducted on tire-derived carbons. Due tothe limited scope, the results summarized below should be interpreted withcaution.
a. Mercury sorption on tire-derived carbons was found to be relativelyinsensitive to flue gas temperature in the range 135–200 °C.
b. The presence of SO2 in the gas stream enhanced mercury sorption.c. The presence of NOx in the gas stream inhibited mercury sorption.d. Decreasing the water content of the flue gas resulted in an increase in
mercury-sorption capacity.e. Surface oxidation did not lead to an improvement in adsorption capacity;
rather, the adsorption capacity decreased by 15%.
10
Acknowledgments
The authors gratefully acknowledge the financial support of the U.S. EnvironmentalProtection Agency under Contract No. 68-D-02-004 and the technical advice andencouragement of Mr. James Gallup. The authors wish to thank Mr. William Petrich ofIndependent Environmental Services, Inc. for the numerous comments and suggestionshe made as well as for his help with obtaining the pyrolysis char used in this study. Weare also grateful to Dr. Carl Richardson and Ms. Katherine Dombrowski, both of URSCorporation, for mercury-sorption testing, and to Professor Eric Suuberg of BrownUniversity for valuable discussions.
References
[1] Serio MA, Wójtowicz MA, Teng H, Solomon PR. Pyrolytic Reprocessing of ScrapTires into Value-Added Products. Chapter 6 in Khan MR, editor. Conversion andUtilization of Waste Materials, Washington, DC: Taylor & Francis, 1996:105-122.
[2] Wójtowicz MA, Serio MA. Pyrolysis of scrap tires: Can it be profitable? CHEMTECH1996;26(10):48-53.
[3] Teng H, Serio MA, Wójtowicz MA, Bassilakis R, Solomon PR. Reprocessing of usedtires into activated carbon and other products. Industrial & Engineering ChemistryResearch 1995;34:3102-3111.
[4] Brown TD, Smith DN, Hargis RA Jr, O’Dowd WJ. Mercury measurement and itscontrol: What we know, have learned, and need to further investigate. J. Air &Waste Manage. Assoc. 1999 (June):1-97.
[5] Carey TR, Hargrove OW, Richardson CF, Chang R, Meserole FB. Factors affectingmercury control in utility flue gas using activated carbon. J. Air & Waste Manage.Assoc. 1998;48:1166-1174.
[6] Miller SJ, Dunham GE, Olson ES, Brown TD. Flue gas effects on a carbon-basedmercury sorbent. Fuel Process. Technol. 2000;65-66:343-363.
[7] Olson ES, Miller SJ, Sharma RK, Dunham GE, Benson SA. Catalytic effects ofcarbon sorbents for mercury capture. J. Hazard. Mater. 2000;74:61-79.
[8] William Petrich, Independent Environmental Services. Private communication.[9] Bustard J., ADA Environmental Solutions, LLC. Private communication with Ken
Wexler; 12 March, 2002.[10] Rostam-Abadi M, Chen S, Lizzio AA, His H-C, Lehmann CMB, Rood MJ, Chang R,
Richardson C, Machalek T, Richardson M. Development of low-cost sorbents formercury removal from utility flue gas. The US EPA/DOE/EPRI combined powerplant air pollutant control symposium: The Mega symposium. Chicago (Illinois.USA): August 20-23, 2001.





























