Embed Size (px)
Citation preview


I
Abstract Title: Sourcing of Low-tech Components in High-tech Environments
– A Case Study on Screws at Sony Ericsson Authors: Peter Edsinger
Henrik Persson Anders Wallström
Tutors: Fredrik Häglund, Department of Business Administration,
Lund University Fredrik Nilsson, Department of Packaging Logistics, Lund University
Problem: Low-tech components are according to theoretical recommendations
often considered non-critical. However, the quality of components once considered extremely low-tech has probably changed and become more complex according to increased underlying demands in high-tech environments. It is justified to discuss and perhaps redefine the possibly later reprioritised components, which in aggregated form will represent an end product on a system level. How should the process of the possible reprioritisation be conducted and which requirements will affect the company? The increased complexity regarding the product characteristics could also mean that the suppliers have the ambition to become unique which will implicitly affect Sony Ericsson. It would evidently be extremely interesting to establish how Sony Ericsson should relate to the supplier implemented strategies regarding low-tech components, and how sourcing as a function within a high-tech company should react to these changed prerequisites and transformed business context.
Purpose: The purpose of this thesis is to give guidance in how to improve
sourcing of low-tech components for companies in dynamic, high-tech environments.
Method: A case-study approach has been used to facilitate the exploration of the
stated purpose. The method has been customised in order to enable research at both a component and a supplier level. The case company of choice is Sony Ericsson as it operates in a high-tech environment and strives for best practice in sourcing. Both qualitative and quantitative research methods have been used to assure reliable and valid empirical findings. Qualitative interviews were conducted with numerous Sony Ericsson personnel from various departments and with different positions in order to understand the complexity of the issue at hand.

II
Conclusions: Purchasing portfolio models are widely used and often seen as a central tool to improve sourcing as efficiently differentiated purchasing and supplier strategies can be pursued. However, theoretically given component classifications and exemplifications are precarious as a lot has happened since accepted models were established, especially within high-tech environments. To a certain extent low-tech components, such as screws, are because of the product development and their complexed qualities incorrectly defined. If relying on accepted theoretical classifications, implementation of suggested supplier strategies can mean fatal sourcing consequences. We state that certain low-tech components despite being theoretically classified as non-critical can be critical on a system level and therefore have large profit impact on a company.
The COMPASS Framework has been developed to assist in component
evaluation and classification as well as assessing the providing manufacturers. Within high-tech companies the purchasing department is somewhat less prioritised relative the research & development department. The COMPASS Framework is designed to create objectiveness as economical and technical competences are polarised between the departments. As an assisting tool accompanied by the Kraljic portfolio model companies can secure that their limited resources are adequately divided, and improve the prerequisites for efficient sourcing. By applying the COMPASS Framework on Sony Ericsson, not only has its supplier dependency decreased but the validity and applicability of the framework have also been proven.
Key words: Sourcing, low-tech components, high-tech environment, Kraljic,
framework, risk management, supply chain, fasteners, screws, Sony Ericsson.

III

IV
Preface We have been privileged to perform a study on an interesting and global company such as Sony Ericsson. From a cross-functional perspective we have been given the opportunity to explore central functions within the organisation and the interaction between them. The time at Sony Ericsson has been both educating and challenging, which has given us valuable knowledge and insights in extremely exciting areas. This endeavour would not have been possible without our supervisors Jonas Lellky and Lars Nagy. We would like to thank them for their guidance and sharing thoughts, which have improved the quality of this thesis. We also would like to thank Krister Nilsson for his technical assistance and Beatrice Råvik for introducing us to the possibilities and open mindset which Sony Ericsson represents. Thank you, Ebba Rosengren and Peter Böhm, for relentlessly chasing suppliers and setting up meetings. Furthermore, we would like to show our gratitude to the Department of Test & Verification for coaching us throughout the tests and sharing their invaluable experience. We would also express our gratitude to our tutors Fredrik Nilsson and Fredrik Häglund at Lund University for their feedback and directions that helped us throughout this study. In retrospect we would also like to thank each other for an experience which will have a great impact on our future ventures. Lund, May 2007
Peter Edsinger Henrik Persson Anders Wallström
V
Table of Content 1 INTRODUCTION ...........................................................................................................1
1.1 BACKGROUND OF STUDY...........................................................................................1 1.2 PROBLEM DISCUSSION...............................................................................................2 1.3 PURPOSE OF THESIS ...................................................................................................2 1.4 FOCUS AND DELIMITATIONS......................................................................................2
2 METHOD.........................................................................................................................4 2.1 INTRODUCTION ..........................................................................................................4 2.2 IMPLEMENTED METHOD ............................................................................................4
2.2.1 Case study approach ............................................................................................5 2.3 RESEARCH PROCESS/PRACTICAL APPROACH.............................................................7
2.3.1 Pilot interviews.....................................................................................................7 2.3.2 Theoretical study ..................................................................................................7 2.3.3 Empirical study.....................................................................................................8 2.3.4 COMPASS Framework.........................................................................................8 2.3.5 Test phase .............................................................................................................8 2.3.6 Conclusions ..........................................................................................................9
2.4 RELIABILITY AND VALIDITY......................................................................................9 2.4.1 Data collection ...................................................................................................10
2.5 CHOICE OF THEORY .................................................................................................11 3 THEORETICAL FRAMEWORK...............................................................................12
3.1 SUPPLY CHAIN MANAGEMENT ................................................................................12 3.1.1 Definition............................................................................................................13 3.1.2 Global issues ......................................................................................................13 3.1.3 Risk management in supply ................................................................................15 3.1.4 Risk management process...................................................................................16
3.2 SOURCING................................................................................................................18 3.2.1 Definitions ..........................................................................................................19 3.2.2 Forces behind sourcing strategies......................................................................20 3.2.3 Single sourcing ...................................................................................................22 3.2.4 Multiple sourcing................................................................................................23
3.3 KRALJIC’S PORTFOLIO MODEL ................................................................................23 3.3.1 Supplier strategies ..............................................................................................28 3.3.2 Purchasing portfolio criticism and research discussion.....................................30
3.4 SCREW THEORY.......................................................................................................34 3.4.1 Screw fundamentals............................................................................................34 3.4.2 The mechanics of a screw...................................................................................36
4 EMPIRICAL FRAMEWORK .....................................................................................37 4.1 SUPPLY CHAIN MANAGEMENT AT SONY ERICSSON.................................................37
4.1.1 Supplier update...................................................................................................38 4.1.2 Research and development perspective ..............................................................38
4.2 SOURCING AT SONY ERICSSON ................................................................................39 4.2.1 Strategic sourcing...............................................................................................39 4.2.2 Operational sourcing..........................................................................................40 4.2.3 Management of risk ............................................................................................41
4.3 THE KRALJIC FRAMEWORK AT SONY ERICSSON......................................................42 4.4 GLOBAL SCREW SUPPLIER BASE .............................................................................44

VI
4.4.1 Screw mapping ...................................................................................................44 4.4.2 Supplier mapping................................................................................................45
4.5 SCREWS AT SONY ERICSSON....................................................................................46 4.6 TEST PROCEDURE ....................................................................................................48
5 COMPASS FRAMEWORK .........................................................................................49 5.1 COMPONENT DIMENSION.........................................................................................49
5.1.1 Durability tests ...................................................................................................50 5.1.2 Mechanical tests .................................................................................................50 5.1.3 Climatic tests ......................................................................................................50 5.1.4 Substance resistance tests...................................................................................51
5.2 SUPPLIER DIMENSION ..............................................................................................51 5.2.1 Technology .........................................................................................................52 5.2.2 Sony Ericsson/supplier mutual importance ........................................................52 5.2.3 Geographic presence..........................................................................................52 5.2.4 Previous performance.........................................................................................53 5.2.5 Supplier’s strategic objectives............................................................................53 5.2.6 Financial and legal status ..................................................................................53 5.2.7 Price competitiveness .........................................................................................54
5.3 THE COMPASS FRAMEWORK DESIGN ...................................................................54 6 TEST PHASE.................................................................................................................57
6.1 COMPONENT TESTING & EVALUATION....................................................................57 6.1.1 Test vehicles........................................................................................................57 6.1.2 Component test setup..........................................................................................60 6.1.3 Durability ...........................................................................................................61 6.1.4 Mechanical .........................................................................................................63 6.1.5 Climate ...............................................................................................................65 6.1.6 Substance............................................................................................................67 6.1.7 Summary.............................................................................................................69
6.2 SUPPLIER EVALUATION ...........................................................................................71 6.2.1 Test suppliers......................................................................................................71 6.2.2 Technology .........................................................................................................71 6.2.3 Supplier mutual importance ...............................................................................73 6.2.4 Global presence..................................................................................................75 6.2.5 Previous performance.........................................................................................76 6.2.6 Summary.............................................................................................................77
7 DISCUSSION.................................................................................................................79 7.1 SUPPLY CHAIN ANALYSIS........................................................................................79 7.2 RISK ANALYSIS IN SUPPLY ......................................................................................81 7.3 KRALJIC’S/PORTFOLIO APPROACH ..........................................................................82 7.4 TESTING...................................................................................................................85 7.5 SOURCING................................................................................................................87
8 CONCLUSIONS............................................................................................................89 8.1 SELECTIONS.............................................................................................................90 8.2 FUTURE RESEARCH AND RECOMMENDATIONS ........................................................91
REFERENCES .......................................................................................................................92 ARTICLES..............................................................................................................................92 BOOKS ..................................................................................................................................94
VII
ELECTRONIC SOURCES..........................................................................................................94 COMPANY LITERATURE ........................................................................................................95 INTERVIEWS..........................................................................................................................95
APPENDIX .............................................................................................................................97

VIII

IX
Sourcing of Low-tech Components in High-tech Environments
1
1 Introduction This chapter will discuss the background and the underlying theoretical questions on which this Master Thesis is performed. The introduction will also describe the ramifications and scope of why and how the study has been performed.
1.1 Background of Study
Technology companies’ main focus is often set on the components and products which are considered to drive value and have strategic characteristics. The limited organisational resources mean that prioritisation must be pursued to be able to uphold the supply of innovative products. As globalisation is sweeping across the continents and accessibility becomes obvious, customers are able to require that their highly set demands shall be satisfied.1 This occurrence is even more evident for companies that work in high-tech environments2. The prioritisations of components which are considered strategic are often justified by theoretical recommendations. However, it is easy to forget that the high-tech end product not only consists of high-tech and strategic components. It is quite obvious that a value migration to more high-tech products has occurred during the last decades, yet it is not obvious that value can be sustained if disregarding the components defined as non-prioritised and non-critical. The purchasing department has often been seen as an administrative corporate function which drives explicit value to neither the end product nor the company3. The prioritisation and allocation of limited company resources are often in favour of other business functions such as the research & development department, especially within high-tech companies. As a result of this the sourcing allotted resources are often allocated to procurement of strategic high-tech components according to defined prioritisations and recommendations. To be able to visualise and discuss this situation it would be interesting to focus on an industry whose end products are considered extremely high-tech. An accepted high-tech-driven environment is the industry for mobile handsets and it would therefore be fruitful to learn and discuss how sourcing of low-tech components in mobile handsets is pursued. The observation and later analysis will discuss under what conditions a component are considered low-tech, hence an incorrect definition will most likely mean fatal consequences for the end product. Perhaps the classification of many low-tech components must be revised as product development and increased differentiation mean that these components, whose role once were considered static, today are driven and improved in the same way as the high-tech defined components. Inevitably reprioritisation among the components should be pursued as fundamental similarities can be established.
1 D’Aveni, R.A. (1995), p. 46 2 Prahalad, C.K. & Ramaswamy, V. (2003), p. 12 3 Kraljic, P. (1983), p. 109
Sourcing of Low-tech Components in High-tech Environments
2
1.2 Problem Discussion
Though no universal theoretical definition of the term high-tech exists, it is generally accepted that the mobile handset industry is operates in such an industry. Sony Ericsson is a manufacturer of extremely high-tech products and is a significant player in the industry for mobile handsets. At present Sony Ericsson only have two suppliers of screws, an accepted low-tech and non-critical component in mobile handsets. Despite that this component is not to be prioritised relative other more strategic components, according to theoretical recommendations, inadequate specifications can result in fatal consequences for the end product4. A legitimate question is what is worst, a broken mobile camera or a mobile handset that will go apart. It is justified to discuss and perhaps redefine the possibly later reprioritised components, which in aggregated form will represent an end product on a system level. As we all know, a chain is only as strong as its weakest link. It is interesting to observe and analyse how the procurement process of a low-tech component is pursued at a leading company in a high-tech environment. How should the process of the possible reprioritisation be conducted and what requirements will impact the company? A direct result will most likely be changed requirements on the available suppliers and revised supplier relations. To conduct this inquiry and analysis greater understanding of the suppliers’ products must be created. If these low-tech and non-critical components have become more complex it is valuable to define which consequences it will have on the basis of a procurement perspective, and which demands that will arise on the supporting functions of the buying company. The increased complexity regarding the product characteristics should also mean that the suppliers’ ambition to become unique indirectly will affect Sony Ericsson. It would evidently be extremely interesting to establish how Sony Ericsson should relate to the supplier implemented strategies regarding low-tech components, and how sourcing as a function within a high-tech company should react to these changed prerequisites and transformed business context.
1.3 Purpose of Thesis
The purpose of this thesis is to provide guidance in how to improve sourcing of low-tech components for companies in dynamic, high-tech environments.
1.4 Focus and Delimitations
Though it would be preferred to focus on many low-tech components, the thesis has limited its focus on screws. This has helped the authors in not just understanding the sourcing and supply chain of the component, but also the technology in itself. To be able to give guidance on low-tech component sourcing it is crucial not to make assumptions of how new technology can impact product specifications and therefore
4 Porter, M.E. (1996), pp. 70-72

Sourcing of Low-tech Components in High-tech Environments
3
this narrow focus has been set. Having had this focus, the quality of the thesis has improved. Irrelevant information, though sometimes interesting, has been more easily sorted out when as it has not helped in the understanding of the stated purpose. How to accomplish successful component change and how this should be perfected for the Sony Ericsson case will stretch the focus and risk not addressing the key issues of the problem.

Sourcing of Low-tech Components in High-tech Environments
4
2 Method The chapter displays the case research approach on which the research has been founded. Subsequently, it has also been a guide for managing the Master Thesis and to secure reliability and validity.
2.1 Introduction
The method chosen reflects how the research process is perceived by the authors. To create a research strategy takes its toll on innovation, as it limits the possibilities of how to conduct research. At the same time it condenses and focuses the work in a way that a plan for the research can be created. Designed accurately and implemented appropriately the method ensures progress in the field of research and gives the researchers a road map of what lies ahead. The basic assumptions made by the authors reflect the outline of the research and these assumptions occasionally have had to be slightly adjusted. As the prerequisites changes early assumptions sometimes have to be discarded. When this happens the report can acquire new insight to the underlying problem which leads to further and improved analysis.5 Sony Ericsson is among the most recognised high-tech companies in Sweden and has implemented a strategy where no components are manufactured within the company, and therefore a massive focus is put on sourcing and research and development. To analyse the procurement of non-critical components in this fast-moving environment, Sony Ericsson is an ideal company to perform a case study upon. It has accomplished great success by being able to predict customer demands, develop these demands into products and then find the right suppliers to manufacture the components. The authors have chosen a specific target component group, screws, to be able to understand complex aspects of what is perceived as a very simple component. Analysing only one component group has also made it possible to theorise upon technical aspects, that otherwise would have been forgotten in an ordinary supply analysis. To follow this flow of goods and information the authors has implemented a method that ensures that all steps in the procurement of non-critical components is included.
2.2 Implemented Method
Though the thesis has used a certain methodological approach there have been levels of information that have had to be gathered in order to get the complete picture of the problem. To first understand the context in which the case company operates has been crucial before advancing to more component specific matter. By first getting a general view of the problem the issues at hand have been addressed correctly. This has also ensured that the thesis work has focused on the right information and has been able to ignore non-problem solving information. Figure 2.16 illustrates the process of how
5 Lundahl, U. & Skärvad, P-H. (1999), pp. 41-42 6 Modified model from Jacobsen, D.I. (2002), p. 96

Sourcing of Low-tech Components in High-tech Environments
5
information has been gathered in order to succeed in the research. Getting an even better approach on how to analyse the empirical data a case-study approach was used.
2.2.1 Case study approach The methodological concept that has been used for this research is called a case-study. Basically a case study is a selection of empirical data found within a research-unit. This could be defined in time or space or limited by other variables.7 As case-company Sony Ericsson and its suppliers have been selected. The case study approach is needed when addressing how a system works and how to understand it by using numerous angles of attack. It could also be used when addressing how a system interacts within a specific context and to visualise how dependencies within the system relate to each other.8 More importantly is how a system can evolve and how the structure of the system is related to historic events and actions. Case studies are used to exemplify and illustrate or to formulate hypothesis when exploratory.9 By starting from the purpose of the thesis the case study illuminates a hypothesis, if stating this clearly and precise the research process can be condensed and information overflow is avoided.10
7 Jacobsen, D.I. (2002), p. 96 8 Lundahl, U. & Skärvad, P-H. (1999), pp. 185-186 9 Ibid, p. 187 10 Ibid, p. 190
Environment of the Case Company
Intra-organizational aspects
Component aspects
Proc
ess o
f Em
piric
al g
athe
ring
Figure 2.1. - Empirical gathering

Sourcing of Low-tech Components in High-tech Environments
6
The purpose of the thesis has led to the conclusion that a case-study should be applicable to leverage the stated problem. Citing Yin “…the single case study can represent a significant contribution to knowledge and theory-building”, this clearly is aligned with the purpose of this thesis11. Yin identifies four different types of case studies, which are separated by the multitude of cases and the level of analysis as shown in figure 2.212. The method that aids the means of the thesis’ purpose is type two. This type allows an in-depth investigation of the problem and also creates validity since a cross-analysis can be performed.13 Given the extent of the problem and its interconnectivity between departments at Sony Ericsson, the single case study ensures that all aspects are to be taken into account. An embedded analysis gives the advantage of not just focusing on one problem in the analysis. For the purpose of the thesis it has been necessary to use multiple analyses of the empirical findings so that different theoretical frameworks could be applied. Furthermore, multiple-case design will be difficult as the empirical data is difficult to obtain14.
Eisenhardt describes a process for how to tackle case-studies so that stringency in the research is created15. The authors have used this as a backbone when creating a methodological process. Some manipulations had to be done in order to ensure that all stakeholders would be satisfied. The process for how to manage the case-study will be presented by an illustration with a thorough clarification.
11 Yin, R.K. (1994), pp. 38-39 12 Ibid, p. 39 13 Ibid, p. 41 14 Ibid, p. 41 15 Eisenhardt, K.M. (1989), p. 535
Multiple-Case design Single-Case design
Holistic (single unit of analysis)
Embedded (multiple units of analysis)
Type 2
Type 3
Type 1
Type 4
Figure 2.2 - Case Matrix
Sourcing of Low-tech Components in High-tech Environments
7
2.3 Research Process/Practical Approach
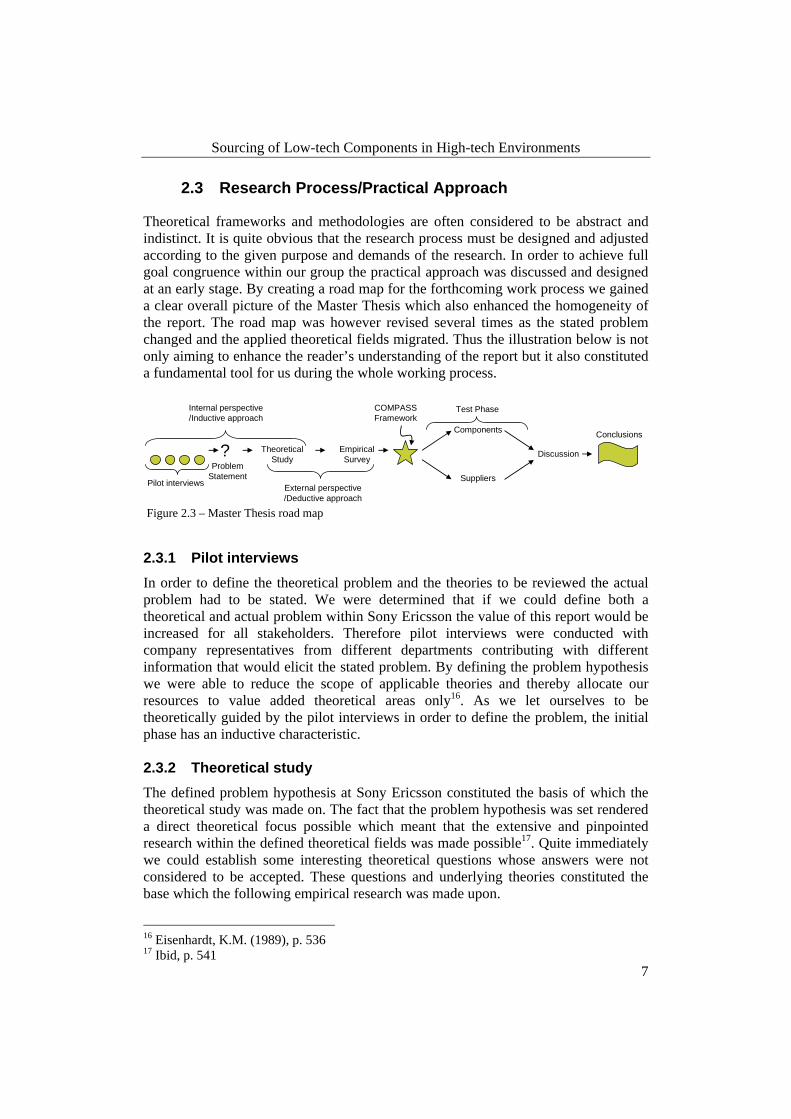
Theoretical frameworks and methodologies are often considered to be abstract and indistinct. It is quite obvious that the research process must be designed and adjusted according to the given purpose and demands of the research. In order to achieve full goal congruence within our group the practical approach was discussed and designed at an early stage. By creating a road map for the forthcoming work process we gained a clear overall picture of the Master Thesis which also enhanced the homogeneity of the report. The road map was however revised several times as the stated problem changed and the applied theoretical fields migrated. Thus the illustration below is not only aiming to enhance the reader’s understanding of the report but it also constituted a fundamental tool for us during the whole working process. 2.3.1 Pilot interviews In order to define the theoretical problem and the theories to be reviewed the actual problem had to be stated. We were determined that if we could define both a theoretical and actual problem within Sony Ericsson the value of this report would be increased for all stakeholders. Therefore pilot interviews were conducted with company representatives from different departments contributing with different information that would elicit the stated problem. By defining the problem hypothesis we were able to reduce the scope of applicable theories and thereby allocate our resources to value added theoretical areas only16. As we let ourselves to be theoretically guided by the pilot interviews in order to define the problem, the initial phase has an inductive characteristic. 2.3.2 Theoretical study The defined problem hypothesis at Sony Ericsson constituted the basis of which the theoretical study was made on. The fact that the problem hypothesis was set rendered a direct theoretical focus possible which meant that the extensive and pinpointed research within the defined theoretical fields was made possible17. Quite immediately we could establish some interesting theoretical questions whose answers were not considered to be accepted. These questions and underlying theories constituted the base which the following empirical research was made upon.
16 Eisenhardt, K.M. (1989), p. 536 17 Ibid, p. 541
Figure 2.3 – Master Thesis road map
Pilot interviews
?Problem
Statement
TheoreticalStudy
EmpiricalSurvey
Internal perspective/Inductive approach
External perspective/Deductive approach
COMPASSFramework
Components
Suppliers
Test Phase
Discussion
Conclusions

Sourcing of Low-tech Components in High-tech Environments
8
2.3.3 Empirical study By having a solid theoretical base when conducting interviews and other data collections we were able to set our focus and secure that valid and value added data were obtained. Thus a deductive approach was taken during this empirical phase of the study as the stated questions with underlying theories were central when performing the empirical studies. Understanding the situation of how supplier selection, component requirements and sourcing strategies are implemented at Sony Ericsson were among the key issues that were needed to be investigated.18 2.3.4 COMPASS Framework The theoretical and empirical studies were highly interrelated with the purchasing and the research & development departments as the defined problems were directly affecting these corporate functions. As our mission was to fulfil the demands set by the school as well the host company we had to secure that these demands were met. Although these demands might appear to be separate it was our intention to merge these to state a main problem and thereby enhance the homogeneity of the report.19 On the basis of underlying demands and earlier discussed theoretical and empirical studies the authors designed a framework called COMPASS. The reason why the Component Purchasing Assessment Framework was developed derives from the considered inapplicability of acceptable theoretical frameworks. As no alternative frameworks did comprise both the supplier and the product perspective the authors established that a need of an efficient, understandable and component optimised framework were existent. The framework was developed to assist the authors during the later evaluation process of the case study but is highly universal and applicable on alternative components as well. By applying and testing the framework on the practical Sony Ericsson issues at hand the functionality and validity of the framework could be improved and guaranteed. 2.3.5 Test phase This test phase has made it possible for the authors to empirically verify the results of the theoretical and first empirical finding. It has penetrated the general supply chain approach and investigated detailed aspects of supplier data and component specifications.20
2.3.5.1 Component testing A part of the empirical study has been to map alternative sources of the component at hand. To fully address this issue component tests were needed to be done. These tests have been specified by Sony Ericsson as a large part of research & development in this industry is based on trial and error. The test set-up, the instrumentation and the test-vehicles themselves has been supplied by Sony Ericsson. Basically a test vehicle, 18 Eisenhardt, K.M. (1989), pp. 539-540 19 Ibid, p. 537-38 20 Ibid, p. 538

Sourcing of Low-tech Components in High-tech Environments
9
i.e. a mobile handset is put through a specified set of tests so that causes to malfunction can be eliminated. For the thesis some of the tests were selected to test a component in the test-vehicle. The tests were a part of the technical contribution in the thesis and the results have had an impact on how Sony Ericsson will mitigate its supply chain risk, and can therefore be considered crucial. The data captured as stated earlier have been analysed using spreadsheets and a multiple of tests so that coincidences in test set-ups were minimised. These results would later constitute the basis of which the following supplier evaluation will be made upon. Only components with adequate qualities are worth investigating further.
2.3.5.2 Supplier evaluation We used diverse methods to get the overall picture of which suppliers are preferable for the selected component. Interviews have been conducted with leading fastener suppliers and focus has lied on exploring which factors that are considered relevant when selecting non-critical components in this fast-moving industry. There has also been a follow-up on the interviews by exploring previous engagements of the suppliers, supply chain qualities and numerous other aspects later discussed in the analysis. This more quantitative empirical data has then been condensed so that an overview of the supplier base could be established. 2.3.6 Conclusions The analysis at both a component level and at a broader supplier level has been conducted by using the developed COMPASS Framework. The different empirical data have been examined and are cross-analysed subordinated to the theoretical framework. To fully complete the purpose of the study a selection has been made on factors considered to have the highest relevance in the industry.21 Thus a supplier selection is made in the Sony Ericsson case; this will exemplify how a high-tech company would choose its supplier or suppliers of non-critical components.
2.4 Reliability and Validity
To ensure that the empirical data is valid and relevant but also reliable and trustworthy the authors have had a defensive approach to new data added. As the most part of the thesis work has been conducted at Sony Ericsson a possible threat is when the established mindset of Sony Ericsson employees is transferred upon the authors. Though there has been creative collaboration the mindset has not changed. Empirical data has been chosen carefully and from various sources so that stringency in the data could be observed. Contradictions between interviewees have been sorted out so that key issues are lifted and problems can be discarded. The authors have been aware of the fact that different functions inside Sony Ericsson could in some ways work against each-other. As multiple interviews has been conducted with various functions at Sony Ericsson, the thesis group have had an objective approach to the gathered empirical data. 21 Eisenhardt, K.M. (1989), pp. 539-540

Sourcing of Low-tech Components in High-tech Environments
10
As a vast quantity of data has been gathered a process for how to obtain, compile and verify of the data was needed to be implemented. For the interviews a selection of the respondents was required so that the right persons were asked. The interviewees were selected based on their know-how in the specified fields. Names were initially given by the supervisors at Sony Ericsson but as interviews progressed new persons came to mind by the interviewees that had additional knowledge in the specified area. Generally, all these persons had explicit knowledge in either the technical aspects of the problem or the sourcing dimension of it. Making sure to acquire as much knowledge possible from the interview a questionnaire was set up before the interview. Though specific questions were posed, interviewees were allowed to broaden their line of reasoning, so that new aspects to the problem could be lifted. The semi-structured interviews were always compiled within a day from the time they were held. One to two interviewers were responsible for the protocol while another interviewer posed the questions. The protocols were written down separately before being compiled into one document. If the interviewee were unable to answer certain questions their questions were answered later through e-mail or phone conversations. Additional data such as PowerPoint presentations and spread sheets were also sent via these e-mail conversations. When a holistic view of the problem revealed itself a poll went out to interviewees and likes at the company22. I.e. if an interview with a design engineer had taken place, a poll went out to an additional number of design engineers to verify his/her opinion. For mangers which have no direct substitute the interview was followed up with an e-mail conversation verifying the questions with him/her directly. During component testing the validity and reliability can yet again be questioned. The number of tests, the test procedure and the test vehicle are just some of the possible variables that could reduce the reliability of the research. By consulting experienced test engineers at Sony Ericsson and having theorised with help from the University, the authors have minimised these risks. By also following their guidance and using Sony Ericsson’s internal test document, GREAT or Global Reliability and Environmental Test Specification, all the possible risks has been assessed and eliminated23. In GREAT the quantitative importance is lifted so that validity can be ensured. In the second part of our research a quantitative component test was performed so that technical advantages between components could be found. The quantitative data was of high relevance to both Sony Ericsson and the research group. The method for how the tests were conducted and what was measured and why will also be described in the empirical findings. 2.4.1 Data collection As the case study is primarily based on qualitative data rather than quantitative this makes the data collection procedure very important. Introducing the method chosen for data collection the aim is solely to stay objective while at the same time deplete as much information as possible. As the reliability and validity will show, the data 22 See Appendix 23 Castensson, P. et al (2005)

Sourcing of Low-tech Components in High-tech Environments
11
collection methods have been different depending of the various sources that the thesis is based upon. As interviews have been semi structured, the poll has enabled us to also get questions in a more structured way. Furthermore, the test phase with live testing on the test vehicles had to be made and investigated using a spreadsheet, as vast amount of data were needed to be analysed.24
2.5 Choice of Theory
Three fields of research have been applied to reach the stated purpose. These theoretical fields are Supply Chain Management, Sourcing and Kraljic’s portfolio model. To this a theoretical framework has been set up which have required theoretical contribution for how screws work. Understanding how sourcing of non-critical components works, a supply chain approach is needed. This will help the reader to grasp what problems high-tech companies face and what trade-offs that is forced to be done from a supply chain perspective in order to stay ahead of competition. When an understanding of how global products change the supply chain, there are different ways to mitigate the risks which involves the next theoretical field, sourcing. For the case at hand sourcing is a daily routine, yet the impact of how sourcing affect both Sony Ericsson and its suppliers needs to be taken under consideration. Sourcing strategies explains how Sony Ericsson should handle the precarious situation of how non-critical components should be supplied. Kraljic’s portfolio model is also a way of describing how suppliers are to be handled. Illuminating screws in Kraljic’s model and theorise if Sony Ericsson are handling the suppliers of screws according to this theory, the model gives a multiple dimensional to what strategies that should be supported by both a specific company and its suppliers. The screw theory is outlined to support the test phase so that the reader can exhume the results of how the screws are tested. Giving a theoretical approach to a practical test ensures that the test process not only is verified by Sony Ericsson but also enables the results to be theoretically verified. The mentioned theories have enabled the creation of the COMPASS Framework. This framework has cross-fertilised sourcing theory with test theory which will emphasise issues that are of great importance when faced with problem related to low-tech component sourcing in high-tech environments.
24 Jacobsen, D.I. (2002), pp. 98-99

Sourcing of Low-tech Components in High-tech Environments
12
3 Theoretical Framework To ensure appropriate and efficient analysis of the stated problem a theoretical framework has been set up. This framework is created on established theories in the areas of interest for the thesis analysis.
The authors have in an effort to create stringency for the reader intentionally started with a wide definition of the theory at hand. Supply Chain Management is a broad and well established field of research but yet important to get a holistic view of where the theory development are heading. In our case the Risk Management is subordinate to the Supply Chain Management perspective, though this is not always true. Sourcing and the Kraljic portfolio model are strategic frameworks that have been used to mitigate supply chain risk and will later be investigated separately in the analysis.
3.1 Supply Chain Management
The refinement of raw material is probably one of the key issues that separate humans from any other life form of this earth. From a Supply Chain perspective the first “product” from the dawn of our civilization was very easy to manage, turning bone into a knife. However, as civilizations grew and industries rose, the refinement of raw materials advanced. The steps from raw material to end-user product have today multiplied. This has led to an increase in focus on how to secure resources needed for production. Today we call this Supply Chain Management. Supply Chain Management is among the key issues of today’s business environment. As globalisation sweeps across the continents, companies in their pursuit of lower production costs, have a whole new aspect to take in to account. When production turns global, regional effects will have a greater impact on company results25. The supply chain will be the weakest link when producing the complex products of tomorrow, which will force companies to strengthen it today. High-tech companies can not afford down-time as the time each product creates revenue grows shorter and shorter. Many companies have now realised the potential to use supply management as an accelerator for maintaining a competitive advantage and are currently looking for new ways to stabilise and streamline the supply chain.26
25 Niezen, C. et al (2006), p. 2 26 Ibid, p. 1
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test Discussion
Conclusions

Sourcing of Low-tech Components in High-tech Environments
13
In high-tech industries the ability to keep track of supplier relations is a critical factor for success. 27 For these companies it is essential to focus on core competences and leave the rest to their supplier base. In a true Smithsonian spirit each company should focus on its core business. The rest is up to the sourcing division within the company to manage.28 Having an efficient supply chain could be a powerful competitive advantage and though cost is very important, other factors seams to be higher on the agenda when discussing excellent supply chain management. Lee discusses three abilities within the supply chain that are essential; agile, adaptive and aligned. Agility as reacting quickly on changes in demand, adaptive to new markets and aligned to evolving strategies to be able to optimise supply chain performance and maximise common interests. Companies that achieve this gain a sustainable competitive advantage.29 3.1.1 Definition Supply Chain Management - “…the management of all activities, information, knowledge and financial resources associated with the flow and transformation of goods and services up from the raw material suppliers, component suppliers and other suppliers in such a way that the expectations of the end users of the company are being met or surpassed.”30 3.1.2 Global issues Global production gives companies new possibilities of reaching out to new customers but also an excellent option to procure components at lower price, better quality and with more flexibility. According to Schary & Skjött-Larsen, when choosing how to manage the global change there are five factors that are needed to be taken into account;
• Global products • Monetary exchange • Culture • Political levels • Social issues
Global products As production turns global, so does the products. Today approximately 20 percent of all products are considered global. Several studies indicate however that in a 30 year period there will be an increase in global brands making 80 percent of all products global. Customers will see the similarities between these products, which will turn
27 Schary, P.B. & Skjött-Larsen, T. (2001), p. 444 28 Whittington, R. (2001), p. 98 29 Lee, H.L. (2004), p. 104 30 van Weele, A.J. (1994), p. 17

Sourcing of Low-tech Components in High-tech Environments
14
them in to commodities.31 This will increase the importance to develop supply relations with financially strong partners, who can make it through the next downturn32. At a supplier level the global partners will be more of a long term investment and can be seen as an alternative to vertical integration33. Low-cost product of high quality will gain market shares and efficient quality production will become necessary to meet the customers’ future demands. Though this is not the case in all industries, the global products will be difficult to differentiate between market, and prices will have to be set at a global level.34 Monetary exchange Monetary exchange could make the difference between a profitable and non-profitable supply chain. Companies must remain flexible when a fluctuating foreign exchange can have a much greater impact than what companies can have when negotiating with suppliers. To have productions in different regions enables management to hedge foreign exchange risks as they can transfer production to where exchange rates are more lucrative.35 To be able to search for new suppliers globally and developing other means of supply will ensure that suppliers provide their most competitive “total cost”. Leading companies at supply chain management perform competitive reviews of their supplier base every two to three years.36 Culture Culture is another important aspect of how to manage a supply chain. How managerial practice works and how work ethics are perceived are crucial to have an understanding of when new supplier relationships are to be made. The flexibility in the supply chain can be related to the ability to respond to change, which often has a cultural aspect. Languages are another part of the complicity when dealing with culture. Not only is the language a barrier when global suppliers are contacted, but also how the context of communication can shift even though the same language is spoken. To be able to manage the communication and cultural differences are a key and could be considered the glue of the global supply chain.37 Having a rigid process for how global sourcing and the supply chain should be managed helps to overcome cultural differences and aligns the participants38. Political levels Political levels affect the environment of the supply chain. Among the various aspects that can be seen when looking at the global trade scene there are especially three points of interest; protectionism, liberalism and regional trade. These aspects have the ability to change the way the supply chain is managed, and how inter-organisational 31 Schary, P.B. & Skjött-Larsen, T. (2001), p. 358 32 Niezen, C. et al (2006), p. 3 33 Kocabasoglu, C. & Suresh, N.C. (2006), p. 7 34 Schary, P.B. & Skjött-Larsen, T. (2001), p. 358 35 Ibid, p. 359 36 Niezen, C. et al (2006), p. 3 37 Schary, P.B. & Skjött-Larsen, T. (2001), pp. 360-361 38 Trent, R.J., Monczka, R.M (2005), pp. 27-28
Sourcing of Low-tech Components in High-tech Environments
15
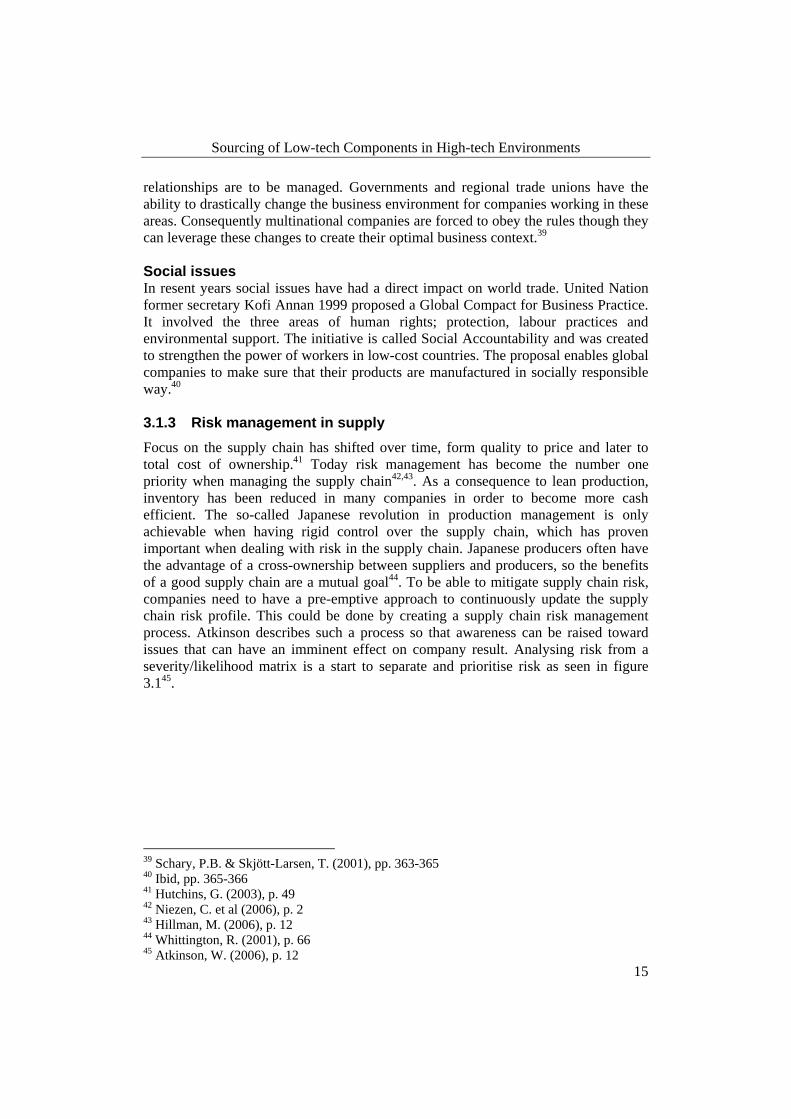
relationships are to be managed. Governments and regional trade unions have the ability to drastically change the business environment for companies working in these areas. Consequently multinational companies are forced to obey the rules though they can leverage these changes to create their optimal business context.39 Social issues In resent years social issues have had a direct impact on world trade. United Nation former secretary Kofi Annan 1999 proposed a Global Compact for Business Practice. It involved the three areas of human rights; protection, labour practices and environmental support. The initiative is called Social Accountability and was created to strengthen the power of workers in low-cost countries. The proposal enables global companies to make sure that their products are manufactured in socially responsible way.40 3.1.3 Risk management in supply Focus on the supply chain has shifted over time, form quality to price and later to total cost of ownership.41 Today risk management has become the number one priority when managing the supply chain42,43. As a consequence to lean production, inventory has been reduced in many companies in order to become more cash efficient. The so-called Japanese revolution in production management is only achievable when having rigid control over the supply chain, which has proven important when dealing with risk in the supply chain. Japanese producers often have the advantage of a cross-ownership between suppliers and producers, so the benefits of a good supply chain are a mutual goal44. To be able to mitigate supply chain risk, companies need to have a pre-emptive approach to continuously update the supply chain risk profile. This could be done by creating a supply chain risk management process. Atkinson describes such a process so that awareness can be raised toward issues that can have an imminent effect on company result. Analysing risk from a severity/likelihood matrix is a start to separate and prioritise risk as seen in figure 3.145.
39 Schary, P.B. & Skjött-Larsen, T. (2001), pp. 363-365 40 Ibid, pp. 365-366 41 Hutchins, G. (2003), p. 49 42 Niezen, C. et al (2006), p. 2 43 Hillman, M. (2006), p. 12 44 Whittington, R. (2001), p. 66 45 Atkinson, W. (2006), p. 12

Sourcing of Low-tech Components in High-tech Environments
16
The need for quantification of risk is preferable and assures that when an incident has happened in a company’s supply chain the financial impact gets noted. If the supply control point is not working properly and the mechanism for alerting on late delivery little can be done to improve supply.46 To ensure an efficient way of managing the supply chain, while at the same time not wasting unnecessary time on thing of lesser importance, a risk management process are widely recognised.47 3.1.4 Risk management process To assure a continuous awareness of supply chain risk management a process has been developed. A six step process has proved to be a way of mitigating risk in the supply-chain.48 Kiser and Cantrell describe the risk management process in detail so it can be implemented in needing companies. Following their approach an extensive understanding of the supply chain is a key criterion for success. Risk is categorised in to internal and external as the measures to reduce these risks are different. The total risk is the sum of the overlapping risk factors and will help managers assign resources to minimise total risk. Following these steps allows companies to mitigate their risk and improve their operational abilities.49
• Profile supplier base • Assess vulnerability • Evaluate implications • Identify mitigation and contingency actions • Complete cost/benefit analysis • Gain management support and implement plan
46 Atkinson, R. (2006), p. 14 47 Ibid 48 Ibid 49 Kiser, J. & Cantrell, G. (2006), pp 15-16
eg., MRO supplies from a domestic supplier
eg., commodity parts for household appliances from an offshore supplier
High Low
Low
High eg., specialised electronic chips in regulated products from an off-shore supplier
eg., fasteners in regulated products from a domestic supplier
Likelihood
Severity
Figure 3.1 – Likelihood/Severity Matrix

Sourcing of Low-tech Components in High-tech Environments
17
Profile supplier base Dealing with an entire company’s supplier base each input component needs to be analysed. By profiling the supplier base supply managers get an understanding of which raw materials that have direct impact on company result or which sole-sourced components that can cause production down-time. Further, readiness for disruption and responsiveness when handling crises should be observed when studying the supplier’s organisational capabilities. Clarification and understanding of all possible risk scenarios enables management to take action.50 In addition, Hillman identifies the relationship between the suppliers and their other customers as a possible threat. The balance of trade risk is imminent when the supplier is reliant on a single customer for its revenues. Hillman also addresses the inter-organisational relationships between suppliers, so that potential parent-child relationships can be identified51. Assess vulnerability When a complete profile of the supplier base has been made, the impact of each single risk event needs to be assessed. This assessment is based upon the risk impact on the production of the company in focus. To facilitate the process when taking all potential risks into account a categorisation needs to be made. Through a labelling of different kinds of risks, appropriate measures can be undertaken. Kiser & Cantrell identifies supply risks, demand risks, environmental risks, process and plant risks, business risks and internal planning and control risks. Supply and demand are related to how the specific industry works. Environmental and process and plant risks are often discrete risks that occur due to political destabilisation, natural disasters or malpractice in supplier facilities that lead to explosions of fatalities. Business risks and internal planning and control risks are related to the financial status of the supplier of the company in focus. Though it is difficult to gain knowledge of suppliers, credit rating and cost of goods could be indicators of the financial stability of suppliers. The internal planning and control risks are problem that could arise when additional production capacity is needed.52 VanderBok et al also implies that a questionnaire along with other tools provide an important part in assessing risks in the supply chain53. Evaluate implications When the assessment is completed it is important to prioritise the risks so that the right measures are taken. The cost of averting risk must be compared to the profit impact if the risk event occurs. To estimate a probable duration of the risk event but also by identifying a worse case scenario, management can relate to the risk events in monetary terms. The evaluations can be made by using anything from simple spread-sheets to advanced Monte-Carlo simulations, as long as risk score has been assigned to each risk event.54 Hillman also suggests that suppliers should be rated as a consequence to the potential impact they could have. By rating suppliers with okay, 50 Kiser, J. & Cantrell, G. (2006), pp. 14-15 51 Hillman, M. (2006), p. 12 52 Kiser, J. & Cantrell, G. (2006), pp. 15-16 53 VanderBok, R. et al (2007), p. 158 54 Kiser, J. & Cantrell, G. (2006), p. 16

Sourcing of Low-tech Components in High-tech Environments
18
monitor and act, the Purchasing Department knows how to act while bargaining. Before a buyer can purchase anything from a supplier on the act list a risk mitigation plan needs to be established. Through this approach combined with accountability and risk management responsibilities within the procurement function, drastic reduction in supplier failures can be made55. Identify mitigation and contingency actions When risk events occur it is important to have contingency plans, especially for high-probability risks. Precise signals and triggers will enable alternate means of supply as soon as the primary supply is overdue. By describing the actions that will be taken a total cost of mitigation can be estimated.56 Often supply failures can have cascading effects, without the use of good modelling tools it is not easy to determine potential disruptions deep within a company’s supply chain.57 Complete cost/benefit analysis When mitigation of the risks has taken place an evaluation of the cost-benefit with each action must be pursued. Kiser & Cantrell suggests that a net present value approach will be the best way of comparing the cost of mitigation of risk with potential revenue loss. Future cash-flows will in an accurate way be discounted and measured to the mitigation investments. This way the best financial option will be presented when dealing with multiple investment alternatives.58 As many risks are common between suppliers a similar strategy can often be successful. By using this portfolio approach the investment to risk exposure can be optimised59. Gain management support and implement plan To gain management support the risk analysis will have to form into a business case, which should be presented to executive management. The identified risks, actions requested and commitments needed have to be clear so that the implementation plan that follows will be accepted to all employees and suppliers involved. Progress reviews are to be frequently distributed so that goals are met and organisational acceptance is ensured.60
3.2 Sourcing
All the incoming goods and services that are to be consumed or refined by a company are somewhere in the procurement process well considered, especially since today’s business environment consistently reduces operating margins. Nothing should be of hazard in this process in order to be as effective as possible. Therefore it is crucial to have a well considered sourcing strategy.61 55 Hillman, M. (2006), p. 12 56 Kiser, J. & Cantrell, G. (2006), p. 16 57 VanderBok, R. et al (2007), p. 158 58 Kiser, J. & Cantrell, G. (2006), pp. 16-17 59 VanderBok, R. et al (2007), p. 158 60 Kiser, J. & Cantrell, G. (2006), p. 17 61 van Weele, A.J. (2005), p. 20

Sourcing of Low-tech Components in High-tech Environments
19
The procurement process must consider objects directly linked to the goods or service like price and quality, but issues like logistics, technology, and support must also be taken into consideration in order to create the perfect sourcing strategy. Depending on goods, services and surrounding environment in the industry there are different overarching strategies, either a single sourcing strategy or a multiple sourcing strategy. However, it is possible for a company to have different strategies for different goods or services as procured goods or services are for example of dissimilar strategic value. Together all of these matters mentioned above must be prioritised in the sourcing strategy and connected to the overall business strategy. It is essential to highlight these areas in the procurement process and all of these matters are taken into consideration within the work of sourcing.62 3.2.1 Definitions
Order function
ContractingSelectingSupplier
Determining Specification
Internalcustomer
Tactical purchasing
Purchasing function
SupplierFollow-up andevaluation
Expanding andevaluation
Ordering
Sourcing Supply
Procurement
Buying
Figure 3.2 - Purchasing function63
The model above demonstrates the purchasing function which is a process that involves all of the common steps in the acquisition process of goods or services within a company. The sourcing activity within the purchasing function encompasses selecting supplier and writing the contract which is among the first steps of the buying process. The specifications determined in order to conduct the best sourcing work complements the sourcing part and makes it tactical sourcing.64 The first step of the sourcing part is to select the best suitable supplier which is executed trough developing processes and routines expressed in a strategy. The sourcing strategy should describe the number of suppliers to prefer for a product or component category and what type of relationship to practice with each supplier. The next part within the sourcing process after the supplier/suppliers are selected is to write a contract based on the agreement establish with the supplier after conducted negotiations.65
62 van Weele, A.J. (2005), p. 14 63 Ibid, p. 15 64 Ibid, p. 13 65 Ibid
Sourcing of Low-tech Components in High-tech Environments
20
Since sourcing is part of the strategic subset of the purchasing function it could be called strategic sourcing as declared in the part above. To explain the strategic sourcing with one sentence a definition for strategic sourcing is adopted: “A logical and systematic process for managing and prioritising an organisation’s spending66.” Obtaining better value is one of the main reasons with the overall strategy and work done within strategic sourcing. Better value is achieved through cheaper prices, favourable warranties and better terms and conditions.67 The process of strategic sourcing could be described in sequential steps. The first step is to know the component and understand how it is being purchased. Second step is to make an industry analysis and market research. This in order to execute the third step which is to develop an understanding in market size, key suppliers and what impels costs and prices within the industry. The understanding about the dynamics within the industry is useful when generating both short and long term component strategies. 68 Strategic sourcing is a term that has become increasingly popular and there are many different definitions. The following definition is a complement to the definition above and expands the concept of strategic sourcing: “The collaborative and structured process of critically analysing an organisations spending and using this information to make business decisions about acquiring commodity and services more effectively and efficiently69”. 3.2.2 Forces behind sourcing strategies A business strategy needs an effective supplier management as a cornerstone to be truly successful70. The purchasing and supplier strategies should therefore be tied to the overall business strategies71. To generate this effective supplier strategy there are several questions that have to be taken into consideration. Depending on the component and external and internal factors there are a certain number of suppliers that are optimal. One component should have the number of suppliers reduced and another component should have the number of suppliers maintained or increased. To find out how many suppliers that is optimal, conducting a purchasing portfolio analysis could be a first step. 72 The underlying fundamentals concerning effective sourcing strategy that reduces costs and complexity in the supplier relations should be based on considerations regarding what type of relationship to pursue with the supplier. This relationship is
66 Newhart, J.F. (2006), p. 26 67 Ibid, p. 26 68 Ibid, p. 28 69 Fox, N. (2006), p. 57 70 van Weele, A.J. (2005), p. 166 71 Ibid, p. 167 72 Ibid, p. 160
Sourcing of Low-tech Components in High-tech Environments
21
very much connected to the numbers of supplier that are optimal for each component and the choice of supplier relations should be based on the total cost of ownership.73 If it concerns a high-tech product for which the specifications often changes and when flexibility and precision is required besides personal communications, local sourcing is a preferred option. If it concerns bulk products or standardised products where price differ between suppliers for similar commodities, a global sourcing strategy is preferred. Large quantities benefit from transportation economies which make it profitable and motivate the global sourcing strategy.74 Other equally important issues that have to be taken into consideration are whether to go for single or multiple sourcing. If a company decides to buy a component from one supplier, that company will become dependent on that supplier which in itself forms a risk. The supply risk is reduced if the similar product or component can be bought from more than one supplier. The one-supplier relationship could be developed to a partnership relation where mutual efforts are done to evolve the product and the surrounding processes.75 The antonym to the partnership relations is competitive bidding. Competitive bidding is utilised when large volumes or commodity products is to be purchased. The competitive bidding tactic means putting out a proposition among a limited number of previously approved suppliers where the outcome is that the total volume is spread over the most attractive suppliers.76 The choice between single sourcing and multiple sourcing depends on the trade off between the benefits connected to the different sourcing strategies77. The performance benefits from the single sourcing strategy is often more important than the benefits of a price centric strategy in multiple sourcing78. The most important criteria when choosing a supplier or developing a supplier base is the supplier’s ability to fulfil quality, quantity, and price79. These criteria are directly linked to the goods itself and don’t take other dimensions into consideration. Objectives of delivery, technology, and supplier support are other dimensions that are supposed to be taken into consideration when choosing supplier for profit maximisation.80 The overall procurement strategy should not only be logical and clearly defined but also response to the business needs or business strategy. The strategy varies between different industries and there is an appropriate procurement strategy that responds to 73 van Weele, A.J. (2005), p. 160 74 Ibid 75 Ibid 76 Ibid 77 Gerard, J.B. (2005), p. 13 78 Ibid, p. 17 79 Ibid, p. 11 80 Ibid

Sourcing of Low-tech Components in High-tech Environments
22
the needs of the business strategy in every industry. An industry with rapid rate of new technology and product development needs a procurement strategy that buys from a superior supplier regarding technical and design capability and not the lowest price compared to the rest of the market. When the purchasing function have identified suppliers with these capabilities, it should also be the purchasing function that facilitate the cross functional relationship between the buyer and the supplier but they should not control the relationship.81 3.2.3 Single sourcing Single sourcing is the conscious choice of only having one supplier for a product or service. Not to be confused with sole sourcing which is the situation where a monopolist supplier is the only choice. Single supplier relationship is common when the component is linked directly to the buying company’s core competencies and is of medium to high levels of specificity82. Four different cases when single sourcing is preferred are presented. First case is when a small series of complex components with high tooling costs are to be made and used. Second case is when small volume client specific products are produced on contract with special license and know-how. Third case is when products have to be produced and delivered with very short lead times, and fourth is when the technology cannot be offered within the own organisation83. Advantages related to single sourcing and scaled down supplier base is quantity discount due to order consolidation. Reduced order lead times and logistical cost reductions are also a result of better and more effective and personal relationship between the buyer and the supplier. Buyers’ administration work will through mutual efforts be reduced and scheduling will be easier with possible cost reduction.84 The lack of competition in a single sourcing strategy will result in a more open relation between the buyer and the supplier. This can also result in an early involvement by the supplier in the buyer’s product development process, but this may also lead to a greater dependence and the buyer can loose contact with the supply market. Single sourcing is not synonymous with partnership relations that largely depend on the power between the supplier and the buyer.85 But the single sourcing strategy often strives to a partnership relation between buyer and supplier to encourage further cooperation and achieve shared benefits86. More integrated supply chain may for some companies result in fewer suppliers which most companies view as far too risky. The general reluctance to single sourcing is either fear of supplier complacency, resulting in failing quality or delivery performance, or fear that emergencies or catastrophes could occur with long-term
81 Mehltretter, S. (1996), p. 15 82 Schary, P.B. & Skjött-Larsen, T. (2003), p. 186 83 van Weele, A.J. (2005), p. 162 84 Schary, P.B. & Skjött-Larsen, T. (2003), p. 186 85 van Weele, A.J. (2005), p. 162 86 Gerard, J.B. (2005), p. 12

Sourcing of Low-tech Components in High-tech Environments
23
supply problem as a consequence.87 But tighter relationship and supplier alliances is required for streamlining the supply network and inventory initiatives like just-in-time88. 3.2.4 Multiple sourcing A frequent approach of sourcing is negotiating with many different suppliers and playing them against each other when purchasing goods and choosing supplier. Negotiation with many suppliers makes it possible to receive lower prices and shipping costs since the suppliers have to response on a particular demand and make the best offer among the competitors. With several suppliers present the interpersonal relations decrease and the supplier will become exclusively responsible for maintaining the necessary technology and expertise. The burden of the buyer will also be reduced due to the supplier liability for forecasting ability and delivery competence. The increased responsibility and work situate on the supplier will set back the buyer in longer negotiations and possible delays as a result of this.89 Common reasons for choosing multiple sourcing is to encourage competition among the suppliers and take advantage of this in terms of better prices and access to the latest technology. Another reason is to maintain a stable and secure flow of goods which could be prepared since there are many suppliers to choose from if a supplier cannot deliver.90 Despite increased ordering costs connected with multiple sourcing it is motivated to have a multiple strategy due to the savings made with timely delivery, reduced inventory, and backordering costs. The multiple strategy also provides a great insurance to greater upside volume flexibility and hedge the risk of creating a monopolistic supply base91.
3.3 Kraljic’s Portfolio Model
In the article “Purchasing and Supply Management; Trends and Changes Throughout the 1990s” Trent & Monczka stated that the extensive internationalisation has affected the purchasing activities for companies. On a global scale these activities is considered to be even more complex as additional parameters have to be taken into consideration. Even though it has happened a lot since the 1990s the finding in the article is highly applicable on today’s companies affected by the globalisation. The authors emphasised larger risks and network externalities, combined with cultural and national differences in buyer-supplier relationships, as the internationalisation has grown. To be able to succeed as a purchasing and sourcing professional these changes and trends must be understood and their impact defined. An extensive empirical study of global companies constituted the base of the report on which further definition of
87 Porter, A.M. (1999), p. 22 88 Gerard, J.B. (2005), p. 12 89 Render, B. & Heizer, J. (1997), p. 438 90 Tullous, R. & Utecht, S.L. (1992), p. 6 91 Ramasesh, R.V. et al (1991), p. 442
Sourcing of Low-tech Components in High-tech Environments
24
changes and trends were made upon. The established changes and trends appeared within seven areas affecting the observed companies;
1) Performance improvement requirements 2) Supplier and purchasing/sourcing importance 3) Organisation 4) Systems development 5) Performance measurement 6) Supply base management 7) Purchasing responsibilities and activities92
Thus it is highly important that purchasing and sourcing professionals are truly aware of these changes. If understanding of the underlying aspects can be achieved and responsiveness is effectuated the company can actually gain competitive advantage. It is quite accepted that globalisation can yield increasing returns as the prerequisites for supply management are improved. However the yielded returns can have a tantalised character if a structured approach to globalisation is not taken. 93 In order to manage and control the increasingly global and diverse supplier base, purchasing managers must apply differentiated purchasing strategies for different groups of suppliers. However, the development of such optimised strategies are considered to be quite complex and a proper framework can therefore help to pave the way. There are several purchasing portfolio models but almost all of them are based upon the Kraljic Matrix. 94 An article titled “Purchasing must become supply management” was in 1983 written by a McKinsey consultant named Peter Kraljic. In this article Kraljic foreshadowed the fundamental principles of how purchasing should be managed. Earlier purchasing was considered a tactical and isolated function, a view that was developed during a relatively stable context. However as the globalisation increase and the prerequisites change companies have to define the purchasing function as a more strategic function which should be integrated throughout the whole organisation. The shift in priority to become a highly important organisational function renders it possible for companies to become more flexible and to react to the shifting demands of the global market. A natural effect of the globalisation is increased uncertainty as social, market, political and supply risks are amplified. Hence a need for integrated supply management is established as the context of the companies is progressively more affected. Even though a lot has happened since 1983 when the article were written, it is highly applicable today since supply management has become increasingly necessary as the internalisation and uncertainty have become even greater.95
92 Trent, R.J. & Monczka, R.M. (1998), pp. 2-11 93 Ibid 94 Kraljic, P. (1983), p. 109 95 Ibid, pp. 109-110

Sourcing of Low-tech Components in High-tech Environments
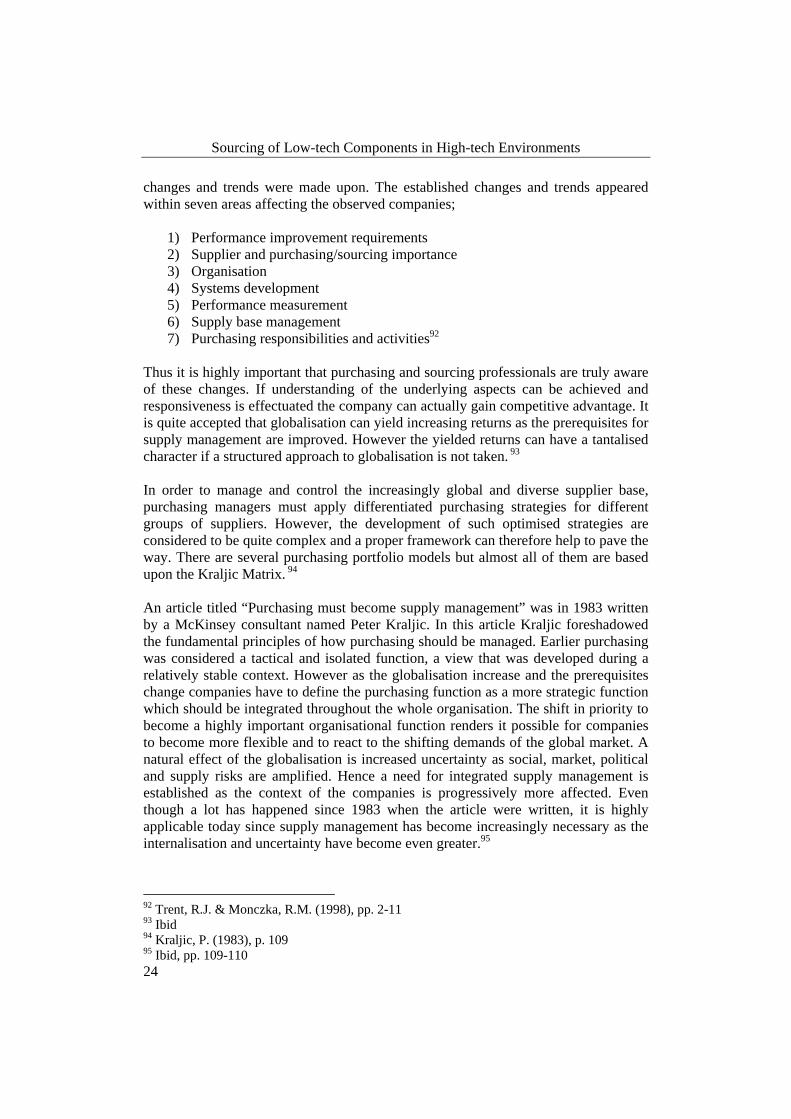
25
Kraljic mentions several techniques and actions that companies must adopt when meeting supply needs to be able to be a significant and competitive player on the market. To become a successful player with the flexibility to compete globally, Kraljic theorises that it can be achieved by efficient supply management that reduces organisational costs. As the flexibility regarding the supply as well the demand increases supply management should be given more attention and be seen as a truly fundamental cornerstone within the organisation. Therefore it is essential that top management understands the importance of a well-functioning supply management and supports the central organisational role it should have. However, to achieve successful implementation further integration with other functions within the organisation must be carried out as interdependency exists and successful supply management is dependent on the internal collaboration.96 As mentioned earlier, Kraljic recommends the portfolio-technique as a highly applicable tool during the purchasing process. The technique is however considered to be explicitly effective when designing commodity strategies. When presenting the approach the fundamental focus lied on the static supplier relations. Kraljic stated that since suppliers are affecting the company in different ways, different and custom-made strategies must be implemented towards each unique supplier. If not separating and optimising the purchasing strategies the balance of power between the company and its key suppliers might be distorted in a negative way. It is quite obvious that dependency on one or few suppliers often means negative power balance and therefore needs to be solved.97 When initially analysing how much financial purchasing resources each product category allocate the 20-80 rule is valid as about 20 percent of all products and its suppliers represent approximately 80 percent of the total purchasing turnover. Thus this analysis is an important first step and constitutes the base for the following use of the Kraljic’s purchasing product portfolio approach to refine the analysis. According to Kraljic the purchasing turnover and the supplier base can be analysed by focusing on two main variables;
• Purchasing’s impact on the bottom line to the company. The profit impact of a given item is measured and compared against other aspects such as different cost specifications, volume purchased, percentage of total purchase cost, or impact on product quality and company growth.
• The supply risk. This risk is measured against aspects such as short-term and long-term availability, number of available and potential suppliers, supplier switching cost, make-or-buy opportunities, and substitution risks as examples.98, 99
96 Kraljic, P. (1983), pp. 109-110 97 van Weele, A.J. (2005), pp. 148-149 98 Ibid, p. 149 99 Kraljic, P. (1983), p. 110

Sourcing of Low-tech Components in High-tech Environments
26
These two variables represent the base of a two-dimensional matrix with four quadrants when combined and divided into different product and supplier categories.
Figure 3.3 - Purchasing product portfolio and supplier portfolio100
100 van Weele, A.J. (2005), p. 150
Supply risk
Supply risk
Routine suppliers -Large supply -many suppliers with dependent position Reduce number of suppliers
Leverage suppliers -Many competitors -Commodity products Buyer dominated segment
High Low
Low
High Strategic suppliers -Market leaders -Specific know-how Balance of power may differ among buyer-supplier
Bottleneck suppliers -Technology leaders -Few, if any, alternative suppliers Supplier-dominated segment
Balance of power
Suppliers’ impact on financial results
Routine products -Large product variety -High logistics complexity -Labour intensive Category management + e-procurement solutions
Leverage products -Alternative sources of supply available -Substitution possible Competitive bidding
High Low
Low
High Strategic products -Critical for product’s cost price -Dependence on supplier Performance-based partnership
Bottleneck products -Monopolistic market -Large entry barriers Secure supply + search for alternatives
Balance of power
Purchasing’s impact on financial results
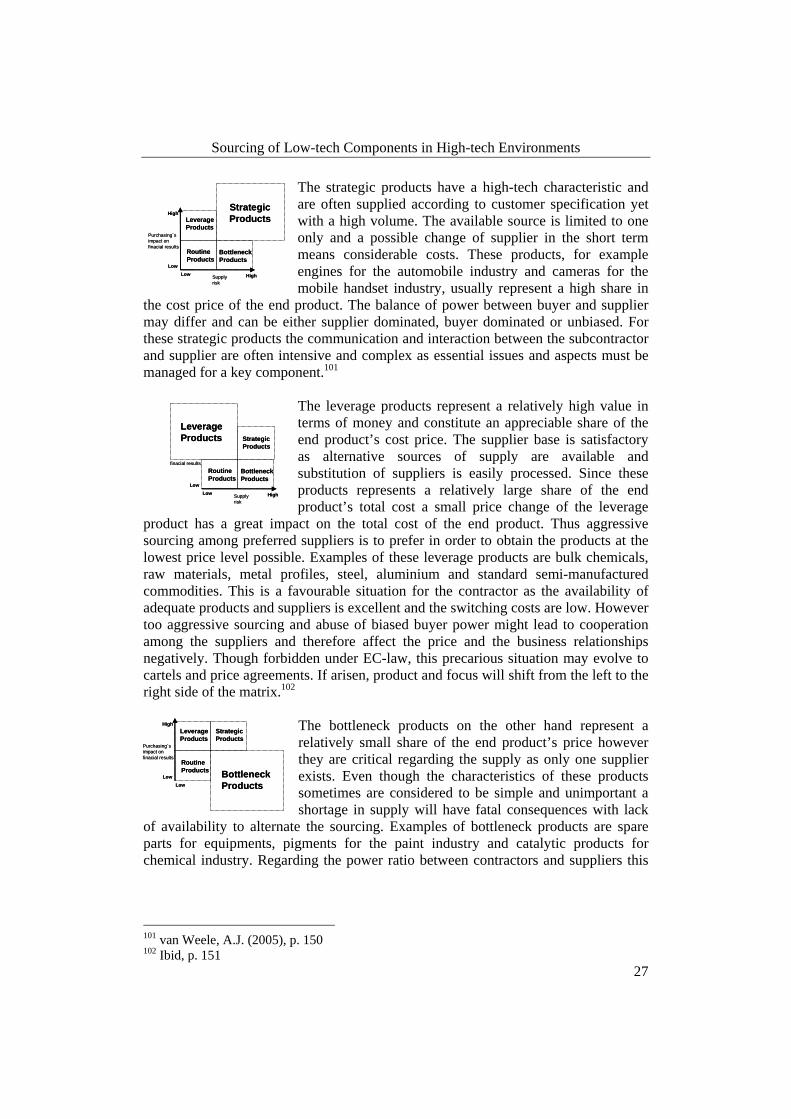
Sourcing of Low-tech Components in High-tech Environments
27
The strategic products have a high-tech characteristic and are often supplied according to customer specification yet with a high volume. The available source is limited to one only and a possible change of supplier in the short term means considerable costs. These products, for example engines for the automobile industry and cameras for the mobile handset industry, usually represent a high share in
the cost price of the end product. The balance of power between buyer and supplier may differ and can be either supplier dominated, buyer dominated or unbiased. For these strategic products the communication and interaction between the subcontractor and supplier are often intensive and complex as essential issues and aspects must be managed for a key component.101
The leverage products represent a relatively high value in terms of money and constitute an appreciable share of the end product’s cost price. The supplier base is satisfactory as alternative sources of supply are available and substitution of suppliers is easily processed. Since these products represents a relatively large share of the end product’s total cost a small price change of the leverage
product has a great impact on the total cost of the end product. Thus aggressive sourcing among preferred suppliers is to prefer in order to obtain the products at the lowest price level possible. Examples of these leverage products are bulk chemicals, raw materials, metal profiles, steel, aluminium and standard semi-manufactured commodities. This is a favourable situation for the contractor as the availability of adequate products and suppliers is excellent and the switching costs are low. However too aggressive sourcing and abuse of biased buyer power might lead to cooperation among the suppliers and therefore affect the price and the business relationships negatively. Though forbidden under EC-law, this precarious situation may evolve to cartels and price agreements. If arisen, product and focus will shift from the left to the right side of the matrix.102
The bottleneck products on the other hand represent a relatively small share of the end product’s price however they are critical regarding the supply as only one supplier exists. Even though the characteristics of these products sometimes are considered to be simple and unimportant a shortage in supply will have fatal consequences with lack
of availability to alternate the sourcing. Examples of bottleneck products are spare parts for equipments, pigments for the paint industry and catalytic products for chemical industry. Regarding the power ratio between contractors and suppliers this
101 van Weele, A.J. (2005), p. 150 102 Ibid, p. 151
Leverage Products
Bottleneck Products
Strategic Products
High
LowLow
finacial results
Supply risk
RoutineProducts
Leverage Products
Bottleneck Products
Strategic Products
High
LowLow
finacial results
Supply risk
RoutineProducts
Leverage Products
Bottleneck Products
Strategic Products
RoutineProducts
High
High
LowLow
Purchasing´s impact on finacial results
Supply risk
Leverage Products
Bottleneck Products
Strategic Products
RoutineProducts
High
High
LowLow
Purchasing´s impact on finacial results
Supply risk
Leverage Products
Bottleneck Products
Strategic Products
LowLow
High
RoutineProducts
Purchasing´s impact on finacial results
Leverage Products
Bottleneck Products
Strategic Products
LowLow
High
RoutineProducts
Purchasing´s impact on finacial results

Sourcing of Low-tech Components in High-tech Environments
28
segment is dominated by the supplier which can lead to bad service, high prices and long delivery time.103
Routine products usually have a relatively limited value and the sourcing possibility is evident as many possible suppliers per item are available and the products have low complexity. This segment contains the largest amount of different articles such as office supplies, cleaning materials and fasteners. From a purchasing perspective these products are considered
to be associated with few technical or commercial problems. The problem with this segment is that the handling time spent is not in parity with generated value. About 80 percent of a purchaser’s time is allocated by routine products whose value is considered to be almost non-existent. Therefore purchasing is, incorrectly, often seen as an administrative function within organisations. Thus, limited time should be allocated to these low-valued routine products in favour of more important and critical components.104 3.3.1 Supplier strategies When the segment and underlying product are defined a specific supplier strategy is to be applied. Each segment of the product portfolio has an optimised strategy which aims to reduce the defined risks that are associated with the given product. Four basic supplier strategies are possible depending on which product that is chosen.
Figure 3.4 – Supplier strategies105
103 van Weele, A.J. (2005), p. 151 104 Ibid 105 Ibid
Systems contracting Objective: Improve operational efficiency, reduce logistics complexity Suitable for: Routine products
Competitive bidding Objective: Obtain “best deal” for short term Suitable for: Leverage products
High Low
Low
High Partnership Objective: Create mutual commitment in long-term relationship Suitable for: Strategic products
Securing supply Objective: Secure short- and long-term supply, reduce supply risk Suitable for: Bottleneck products
Supply risk
Profit Impact
Leverage Products
Bottleneck Products
Strategic Products
RoutineProducts
High
High
Purchasing´s
Supply risk
Leverage Products
Bottleneck Products
Strategic Products
RoutineProducts
High
High
Purchasing´s
Supply risk
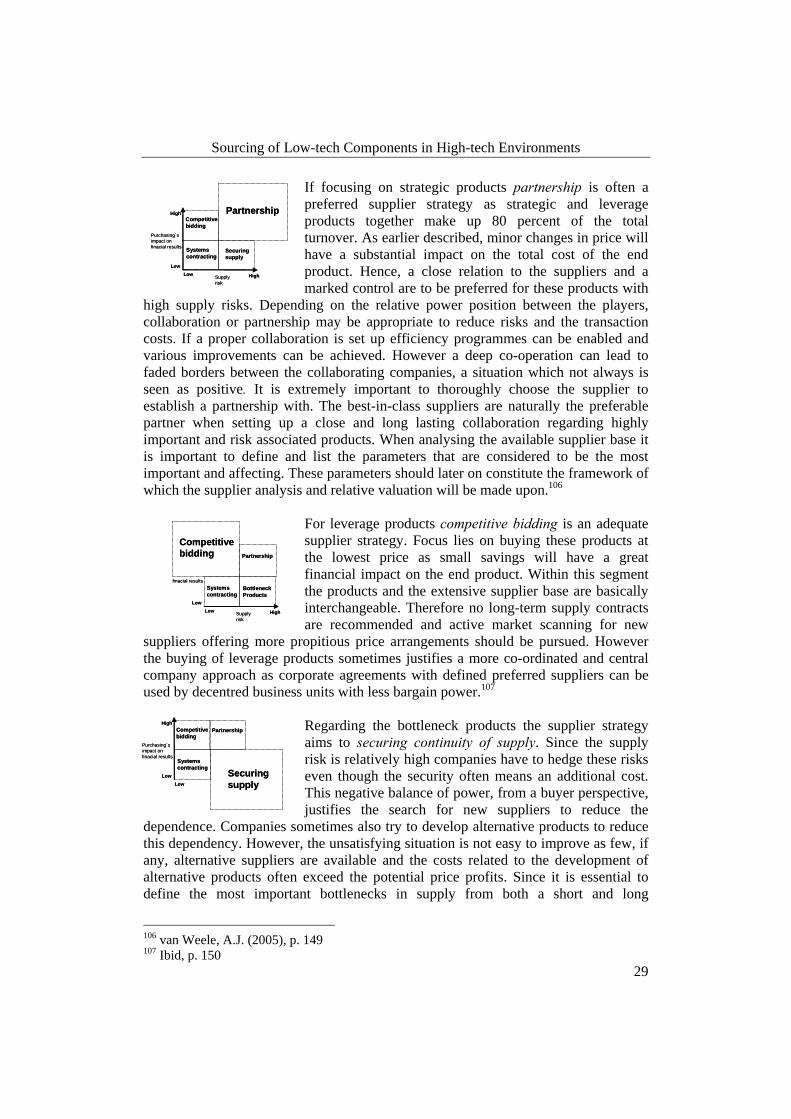
Sourcing of Low-tech Components in High-tech Environments
29
If focusing on strategic products partnership is often a preferred supplier strategy as strategic and leverage products together make up 80 percent of the total turnover. As earlier described, minor changes in price will have a substantial impact on the total cost of the end product. Hence, a close relation to the suppliers and a marked control are to be preferred for these products with
high supply risks. Depending on the relative power position between the players, collaboration or partnership may be appropriate to reduce risks and the transaction costs. If a proper collaboration is set up efficiency programmes can be enabled and various improvements can be achieved. However a deep co-operation can lead to faded borders between the collaborating companies, a situation which not always is seen as positive. It is extremely important to thoroughly choose the supplier to establish a partnership with. The best-in-class suppliers are naturally the preferable partner when setting up a close and long lasting collaboration regarding highly important and risk associated products. When analysing the available supplier base it is important to define and list the parameters that are considered to be the most important and affecting. These parameters should later on constitute the framework of which the supplier analysis and relative valuation will be made upon.106
For leverage products competitive bidding is an adequate supplier strategy. Focus lies on buying these products at the lowest price as small savings will have a great financial impact on the end product. Within this segment the products and the extensive supplier base are basically interchangeable. Therefore no long-term supply contracts are recommended and active market scanning for new
suppliers offering more propitious price arrangements should be pursued. However the buying of leverage products sometimes justifies a more co-ordinated and central company approach as corporate agreements with defined preferred suppliers can be used by decentred business units with less bargain power.107
Regarding the bottleneck products the supplier strategy aims to securing continuity of supply. Since the supply risk is relatively high companies have to hedge these risks even though the security often means an additional cost. This negative balance of power, from a buyer perspective, justifies the search for new suppliers to reduce the
dependence. Companies sometimes also try to develop alternative products to reduce this dependency. However, the unsatisfying situation is not easy to improve as few, if any, alternative suppliers are available and the costs related to the development of alternative products often exceed the potential price profits. Since it is essential to define the most important bottlenecks in supply from both a short and long
106 van Weele, A.J. (2005), p. 149 107 Ibid, p. 150
Competitivebidding
Securingsupply
Partnership
Systems contracting
High
High
LowLow
Purchasing´s impact on finacial results
Supply risk
Competitivebidding
Securingsupply
Partnership
Systems contracting
High
High
LowLow
Purchasing´s impact on finacial results
Supply risk
Competitivebidding
Bottleneck Products
Partnership
High
LowLow
finacial results
Supply risk
Systems contracting
Competitivebidding
Bottleneck Products
Partnership
High
LowLow
finacial results
Supply risk
Systems contracting
Competitivebidding
Securingsupply
Partnership
LowLow
High
Systems contracting
Purchasing´s impact on finacial results
Competitivebidding
Securingsupply
Partnership
LowLow
High
Systems contracting
Purchasing´s impact on finacial results

Sourcing of Low-tech Components in High-tech Environments
30
perspective a risk analysis should be conducted. The defined risks will thereafter be assessed and constitute the base for a contingency planning. This plan aims to illustrate the possible risk scenarios which will affect the company in different ways and should comprise the action plans necessary.108
As earlier mentioned routine products should not allocate resources needed for other more important products. The transaction costs have to be low and the ordering process must be efficient. To accomplish this routines and a mutual interface between the buyer and the supplier should be constructed which can be achieved by system
contracting. For these products certain standardisation is appreciated as this segment contains a wide variety of products and the supplier base is extensive. As the routine product portfolio might be hard to grasp, tools and electronic interfaces such as e-procurement and other Internet-based technologies can help reducing the complexity and labour intensity related to the administration of these products. As these products often allocate unreasonable resources a justified question is whether to have the purchasing function of these products in house or not.109 3.3.2 Purchasing portfolio criticism and research discussion The purchasing portfolio models have become a central tool for many purchasers and the Kraljic Matrix is considered to be the accepted standard of portfolio models110. The publication of the matrix meant a new view regarding the importance of the purchasing as a strategic business function. At the same time the matrix constituted a tool for categorising and analysing different products. However the fundamental aspects of the matrix have been widely discussed especially as the Kraljic Matrix became more accepted. Many authors have tried to revise and improve the matrix, however there are still more similarities than differences when comparing the new models with the original Kraljic matrix111. Lamming and Harrison conducted a study of many organisations within several sectors and according to the conclusion of the report the Kraljic Matrix remains the foundation of purchasing strategy for the companies observed112. Thus, the Kraljic model is accepted within the field of academic research and widely practiced. However there are unanswered questions and critique regarding portfolio models. One of the most common problems regarding portfolio models is the sensitivity of the parameters on which the model and the later analysis are made upon. It is quite difficult to interpret and translate the given dimensions of the model or matrix in order to optimise the model to a given company with its unique conditions. Thus, the questionable dimensions and unclear underlying factors have a negative
108 van Weele, A.J. (2005), p. 150 109 Ibid 110 Gelderman, C.J. & van Weele, A.J. (2003), p. 207 111 Lilliecreutz, J. & Ydreskog, L. (1999), pp. 66-74 112 Lamming, R.C. & Harrison, D. (2001), p. 596
Competitivebidding
Securingsupply
Partnership
System contracting
High
High
Purchasing´s
Supply risk
Competitivebidding
Securingsupply
Partnership
System contracting
High
High
Purchasing´s
Supply risk

Sourcing of Low-tech Components in High-tech Environments
31
impact on the value and applicability of portfolio models.113 When focusing on the Kraljic matrix Nellore and Söderquist highlight the measurement problem and question what profit impact and supply risk exactly means114. The uncertainty can lead to lack of unanimity when measuring the dimensions in practice as the guidelines of proper interpretation are almost non-existent. Another aspect that is questioned is the uncomplicated and simplified business context which many portfolio models are built upon. However the complexity of business decisions is obvious and its dynamic and global context make it hard to outline simple recommendations. Heege emphasises that it is impossible to deduce homogenous and adequate strategies if the portfolio analysis is only based on two dimensions. Further the supplier’s perspective is enlightened, an aspect that not often is considered and discussed.115 In Kraljic’s matrix this aspect regarding the supplier’s side of the buyer-seller relationship is quite disregarded. Thus, by relying on and base the analysis upon the Kraljic matrix only, the possible reactions, actions and strategies of suppliers are not explicitly taken into account.116 According to a survey conducted by Gelderman & Van Weele experienced portfolio users, besides the two dimensions, always include additional information on:
• The overall business strategy • The specific situations on supply markets • The capacities and the intentions of individual suppliers117
It is concluded that this purchasing portfolio model represents the most important single diagnostic and prescriptive tool within the field of purchasing and supply management. However the framework can be considered static to a certain extent even though it is still the dominant approach in the profession. As the business environment becomes more global and dynamic higher demands on supportive strategic frameworks transpire. The different product categories and its supplier strategies have been discussed when presenting the Kraljic matrix. The matrix with its underlying logic does however not discuss nor provide guidelines for movements within the matrix. It is fairly unclear if a migration to a preferred position is possible, and what strategy to implement to obtain this new given position. It is also unclear under which circumstances a movement is to prefer and in which directions the movement should be for different types of components or products.118
113 Gelderman, C.J. & van Weele, A.J. (2003), p. 208 114 Nellore, R. & Söderquist, K. (2000), p. 246 115 Heege, F. (1981), p. 23 116 Gelderman, C.J. & van Weele, A.J. (2005), p. 19 117 Gelderman, C.J. & van Weele, A.J. (2003), p. 215 118 Ibid, p. 209

Sourcing of Low-tech Components in High-tech Environments
32
Some of these complex and unanswered questions are discussed by Gelderman & van Weele. Regarding the measurement problem of the two dimensions in purchasing portfolio models a survey was conducted that aimed to enlighten how these issues handled to the satisfaction of experienced purchasing professionals. Three different methods could be defined; the consensus method, the one-by-one method, and the weighted factor score method were three distinctive measurement techniques.119 The consensus method is mainly based on the process of reasoning and discussing. The underlying discussion and arguing in favour of one’s view are considered extremely important by advocates of this approach. Without profound and open discussions about purchasing issues that comprise what to measure and how to define the different products considering the four given product/supplier categories, adequate purchasing strategies cannot be pursued. The users of this approach are content with the flexibility and the fact substantiation of this consensus-based approach.120 The one-by-one method is quite different as only one key variable is selected per dimension. This approach is easy to use and therefore popular with purchasing professionals. The dimension of the profit impact is represented by the financial value of the given item, and the supply risk is directly dependant on number of suppliers available only.121 The weighted factor score method is considered to be quite complex with a number of underlying factors for each dimension. On the other hand it enables the possibility to customise and adjust the framework according to the company’s unique demands and prerequisites. The model is based on factors, weights and scores which by multiplication are added to a single value per dimension. This method can however be questioned. A user of this additive model should ask if the fundamental aspects of this approach are valid and acceptable. According to the model a lower score on a factor can be compensated by a higher score on another factor. Gelderman & van Weele do however not see any factors that can compensate a situation with only one available supplier, despite how high other scores may be. Other disadvantages are the need of large quantitative data that is hard to access in a purchasing information system and that the vast data processing can blur the overall big picture.122
119 Gelderman, C.J. & van Weele, A.J. (2003), p. 210 120 Ibid 121 Ibid 122 Ibid, p. 211

Sourcing of Low-tech Components in High-tech Environments
33
Another question regarding the Kraljic matrix was the possibility to migrate to another product category and how this was to be pursued. According to the case study performed by Gelderman & van Weele practitioners were aware of strategies, additional to Kraljic’s theory, which aimed to optimise and enhance the ability to implement different strategies for each product group. Two different strategic directions could be established for each product category:
• Actions to hold the same positions in the matrix • Actions to pursue other positions in the matrix
Holding on to a position means that the prerequisites and circumstances are taken for granted. The acceptance of a certain position can for different reasons be affecting the company positively or negatively. Maintaining a position is preferred when being convinced that the current position reduces the supplier dependence and increases the buying power more than any other position for the given item. A position might also be accepted when alternative options are non-existent and no realistic possibilities for change can be pursued. In figure 3.5 a conceptual model of the strategic directions for each product category in the Kraljic matrix is illustrated and amplified, which is based upon the dichotomy between holding position and moving to another position. As the strategies for the products to the right in the matrix aim to reduce the supply risk, a movement to the left for the bottleneck and the strategic quadrant is desired. The non-critical items should me moved upwards if a change of position is preferred. The leverage products could be changed to the right if the strategic conditions are tantalising.123
Figure 3.5 – Movements within the Kraljic Matrix124
123 Gelderman, C.J. & van Weele, A.J. (2003), p. 213 124 Ibid, p. 212
Leverage products
Non-critical products
High Low
Low
High
Bottleneck products
Strategic products
Profit impact
Supply risk
1
2
Terminate partnership, find new supplier
Accept locked-in partnership, or maintain strategic partnership
Exploit buying power
Develop a strategic partnership
Individual ordering, pursue efficient processing
Reduce dependence and risk, find other solutions
Accept dependence, reduce negative consequences Pooling of requirements

Sourcing of Low-tech Components in High-tech Environments
34
According to Kraljic, in 1983, screws are considered a typical non-critical component. As screws are the components of which this thesis’ focus lies on the discussion regarding possible strategic movements therefore will be pursued for the non-critical components only. However, the movements that will affect or are related to the lower left quadrant will also be considered.
1) To manage the movement of the bottleneck products the item should be decomplexed or the specifications be broadened. Alternatively a search for new suppliers can also lead to a lower level of supply risk and an improvement of the negative power balance. Thus, these bottleneck items that are of low value and high risk should be shifted towards the non-critical quadrant.125
2) As the non-critical products often are very time consuming relative as a
result of the vast amount of products within this category, a pooling strategy is often preferred. These items should be aggregated as the large quantities mean increasing of the company’s buying power. Adequate tools for this action can be a Vendor Management Inventory System or an e-procurement solution. As the strategic direction aims to lower direct and indirect purchasing costs, a shift to the leverage quadrant should always be pursued.126
3.4 Screw Theory
At first glance a layman would believe that screws are bought in standardised sizes and lengths and that is all to it, but the world of screws is more entangled than it seems. Depending on application, an abundance of thread types and drive types are available on the market. You are deceived to believe that there is only one suitable screw for a specific application which naturally depends on the application itself and the material involved. In fact there are a vast number of combinations with reference to applications and material and there is probably more than one screw type that is suitable for an application. To make the situation even more complicated, all of the thread and drive types are patented and only manufactures with licenses are authorised to manufacture a specific thread or drive type. The license agreement depends on which country the patent derives from. 3.4.1 Screw fundamentals A screw is a reusable fastener that merges different components. A material requirement on the screw is that vibrations should not make the screw loosen. The thread on a screw is self locking and should not loosen if tightened correctly.127 A threaded fastener with a cylindrical or conical shaft and a head are the fundamentals of a screw. The inclined surface around the shaft is either helical ridge or thread formed. A complimentary helix in the assembled material mates with the thread of the 125 Gelderman, C.J. & van Weele, A.J. (2003), p. 213 126 Ibid 127 Broberg, H & Gustafsson, C-G. (1983), p. 13

Sourcing of Low-tech Components in High-tech Environments
35
screw and a joint is achieved. The thread direction is normally clockwise and the screw is then also driven in clockwise128. The head prevents the screw from passing through the assembled material that is supposed to be fastened and provides compression. The head of the screw is also specially shaped to allow a screwdriver or wrench to grip the screw when driving it in129. Two different types of thread are common on screws; it is machine screw and self-tapping screws. A machine screw is threaded the entire cylindrical shaft and fits into a nut, a tapped hole, or a tapped insert. The machine screw is manufactured and specified according to the ISO 261 and 262 standards, which makes a machine screw the same all over the world. It is specified in millimetres prefixed by the capital letter M. A self-tapping screw, on the other hand, is either thread cutting or thread forming. They both have sharp threads that cut or form a thread in material such as metal or plastic. The threads of self-tapping screws differ depending on which type of material the screw is engineered for. The material used and the installation geometry determines which thread design that is optimum for the particular situation. The different self-tapping thread designs are patented and a license must be acquired in order to manufacture them.130 The shape of the thread varies depending on patent. The screws for thermoplastic applications have different distances between the threads, which is called pitch, and along with that the angle of the pitch varies as well. The flank of the thread is also different depending on the patent. The head shape can be varied in many different designs depending on application. Figure 3.6 displays the most common screw heads. (a) A pan head is a low disc with chamfered outer edges. (b) A button or dome head is cylindrical with a rounded top. (c) A round head is dome designed and common on machine screws. (d) Truss head is a lower profile dome shaped head used to avoid tampering. (e) Flat head or countersunk allows the screw to sink into the material because of its conical tapering inner face with flat outer face. (f) Oval or raised head is similar to the countersunk but with a rounded top.131
There is also wide variety of design on the screw drive in the head, each requiring a different type of tool to fit when driving in or extracting them. All of the drive design solutions are patented and a license must be acquired in order to manufacture them. The most common ones are the TORX-head (d) and the cross-head/Phillips (b).
128 Karlebo Handbok (1992), pp. 319-320 129 Rosengren, E. (2007), p. 3 130 Ibid, p. 7 131 Ibid, p. 4
Figure 3.6 - Head designs
Figure 3.7 - Drive designs

Sourcing of Low-tech Components in High-tech Environments
36
3.4.2 The mechanics of a screw The mechanics of a screw is based on the more standardised machine screw where also the equations are more established. With the machine thread as a foundation it is possible to calculate the momentum (Mtot) that is needed to drive in the screw and get it fixed. The calculations are based on the profile of the thread where the pitch is one of the crucial features together with the profile angle.132
mrsπ
λ2
tan =
λαα costantan sn =
The momentum to drive in a screw joint must overcome the friction between the threads (μ) and the friction between the screw head against the compressed material which is related to the axial force (μFax). This force is located in the middle of the free space on the head at a distance (R) from the centre of the shaft. When the screw no longer rotates is it stretch with the axial force (Fax). The total momentum is then:133
RFrFM axmn
naxtot μ
λμαμλα
+−
+=
tancostancos
132 Vedmar, L. (2006), pp. 71-72 133 Ibid, pp. 72-73
Figure 3.8 – Screw forces

Sourcing of Low-tech Components in High-tech Environments
37
4 Empirical Framework Based on the theoretical studies and recommendations an empirical survey is initiated. The survey aims to increase the understanding of how theoretical concerns are managed by the chosen case company and how the current practical test procedure is pursued. To render the later supplier analysis and evaluation possible, available suppliers of the chosen low-tech component have been initially surveyed.
The basis of the empirical framework has evolved as key issues of the case company have been discovered. Sony Ericsson has a unique situation in many levels when it comes to non-critical components. Again, supply chain and the management of it along with the processes that leads to its greatness or fall have been the starting point of this empirical study. Sourcing and risk management will follow before an approach is being made to give a helicopter view of the global supplier base. These empirical findings will then be used for the setup of the framework of which the test phase is based upon.
4.1 Supply Chain Management at Sony Ericsson
Today Sony Ericsson has global production to meet the requirements of its customers. By being global it also means being shattered on a production level. Sony Ericsson therefore needs to have both flexibility and agility in the supply chain. This is especially true since Sony Ericsson does not produce any of the components to the handsets and are consequently completely dependent on its suppliers for establishing the success of Sony Ericsson products. Though the mobile handsets are produced in almost every continent the main production site is located in China where around 90 percent of the handsets are produced. This facility employs approximately 10,000 workers and production is almost continuous. Supply management of this facility is vital and all components in the handset must be available otherwise the production is compromised.134 As mentioned earlier the chain is not stronger than its weakest link and this is especially true if a component would cause stand-still because of late or non-delivery.
134 Carlsson, C., Sourcing Manager, (070214)
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test Discussion
Conclusions
Sourcing of Low-tech Components in High-tech Environments
38
4.1.1 Supplier update The flow of materials from Sony Ericsson’s suppliers has evolved during the years of the company. When the mobile handset divisions of Sony and Ericsson merged a lot of restructuring naturally was required. At an early stage Sony Ericsson had Sony as a supply channel for some of its non-critical components. Regardless of the convenience, the cost of the component was amazingly more expensive than if Sony Ericsson would buy the component from the supplier directly. Cutting one distributor in the supply chain cuts both cost and possible whiplash effects due to instable supply. Some of the components are of strategic importance and because of the joint-venture structure of the company the Ericsson and Sony common components are naturally important. Other suppliers are in something called preferred supplier base. These suppliers are currently those who Sony Ericsson’s Purchasing Department wants research and development to use, but as the environment of the company is very fast-moving this supplier base is very dynamic. There is a supplier audit of all Sony Ericsson suppliers every three months.135 Fasteners are supplied from two producers, ETO Co., Ltd (ETO) and Acument Global Technologies (Acument). These are at the moment preferred though current events have made both slide down on that list. ETO, a Japanese producer, has production only in Japan and is therefore a long way from the global footprint that Sony Ericsson desire from its suppliers. Acument has this global footprint and should have been preferred from a supply chain perspective. Unfortunately the disadvantages of a large cooperation only make them mildly attractive. The rigidness of the organisation is apparent when the responsiveness and customer service level are well below the one of ETO. Furthermore Acument has been unable to meet toll gates set up by Sony Ericsson so that build phases have had to be postponed.136 4.1.2 Research and development perspective From a research and development perspective the responsiveness of the fastener suppliers are crucial. When a new mobile handset is developed screws are among the things considered least important. To be blunt the screws are often specified when everything else is in place and the design engineer knows how much space he/she has available for the screws.137 In an ideal development process the design engineer would be able to choose from screws already used in older projects, but this is not always the case138. As mobile handsets become thinner the tolerances decrease. Today the “re-use” of screws do not occur at the same level as it used to. When a new screw is needed to be produced the Purchasing Department of Sony Ericsson gets hold of the preferred suppliers and a test series of screws are produced. The test series is frequently the critical line in the development process which makes supplier responsiveness a key- 135 Carlsson, C., Sourcing Manager, (070214) 136 Rosengren, E., Buyer Officer, (070129) 137 Nagy, L., Section Manager, (070223) 138 Nerman, J., Staff Engineer, (070219)

Sourcing of Low-tech Components in High-tech Environments
39
issue for the Research & Development Department. If a supplier could not give a test series of screws within four weeks after a quotation for a new screw has been sent, this is regarded as an unresponsive supplier. Often the design engineer assigned for developing the new screw makes a smaller alteration on an existing screw. I.e. it could be an existing screw that is needed to be prolonged by 0.5 mm, and the design engineer naturally has to change this. However, since the thread of the screw is also specified on the blueprint it automatically leads to that only the supplier who has a license for the specified thread could be used.139
4.2 Sourcing at Sony Ericsson
4.2.1 Strategic sourcing Sony Ericsson has a vision of becoming the sourcing benchmark. This tells something of how important this function is for the company. Sony Ericsson assembles most of its products in China, where labour is cheap and most component are imported from various suppliers. The relatively low entry barrier for a competitor to enter the market makes it imperative to have a sourcing function that not only procure materials at a competitive price, but who also signs non-disclosure agreement so that manufacturing and research processes are not revealed.140 The Strategic Sourcing Department at Sony Ericsson consistently tries to foresee which components that will be important in the future, so that appropriate strategies can be applied.141 For most components Sony Ericsson has a dual-sourcing strategy so that there is always more than one supplier who can manufacture the specific component. This way risk is reduced by having a possibility to divert production from one supplier to another, if there are any problems at a certain site. Often this is more costly than to single-source, as long as everything goes as planed. Due to the extensive profit impact that would occur if a component is not in time when production starts, the dual-sourcing strategy is preferred today. The number of suppliers that is chosen for each component is related this strategy but not optimised for all components. As Sony Ericsson will not risk an embarrassing news scoop where work ethics or environmental issues are raised against Sony Ericsson the overall trend is that the Purchasing Department tries to reduce the supplier base, so that suppliers can be controlled and supervised.142 By having a restrictive approach and keeping the amount of suppliers to one or two another important aspect weighs in positively. The risk of unveiling business secretes to new entrants or competitors are reduced if a controlled and limited number of suppliers are allowed from the Purchasing Department. Currently Sony Ericsson has a very close relation to many of its suppliers. There are many reasons for this but one obvious reason is that Sony Ericsson does not have the competences needed for
139 Nilsson, K., Senior Staff Engineer, (070209) 140 Rosengren, E., Buyer Officer, (070129) 141 Landenhed, M., Associate Strategic Buyer, (070220) 142 Carlsson, C., Sourcing Manager, (070214)

Sourcing of Low-tech Components in High-tech Environments
40
developing all components without the help of its suppliers. However in some cases the control and rigor in the supplier relations are not the best way to proceed. ETO has a thread type called Wave which Sony Ericsson uses. This thread is only available through ETO and as design engineers only updates existing blue prints when creating new screws a sort of lock-in occurs. The fast moving environment which Sony Ericsson is a part of enables no time for re-engineering of screws, therefore the incremental approach that Sony Ericsson today uses have been necessary.143 4.2.2 Operational sourcing For screws there are two suppliers that have been approved, Acument and ETO. These companies have proved themselves to live up to Sony Ericsson’s high set standard. The suppliers provide two different types of screws and as no effort has been done from Sony Ericsson’s side to understand the differences in technology, none of these suppliers can be spared. Though trouble has occurred with these suppliers before the project related work environment does not allow purchase to investigate alternate means of supply. When a need for a new component is requested from research and development, Sony Ericsson’s sourcing team search for possible suppliers within the company’s supplier base and if none found new suppliers could be assessed. Figure 4.1 illustrates the normal procedure for sourcing new components and the demand is always first expressed by Research & Development.144
In a development project a design engineer is typically responsible for a number of components and how they should be implemented in the new mobile handset. During this development process time is of the essence. The design engineer is forced to prioritise between the components and how this is done is extremely individual. It is very clear that high-tech components tend to only take more time to implement. The high-tech components also attract more attention, add customer value and are probably more interesting for a design engineer to develop. This evidently means that non-critical components such as screws do not get the attention as required.145
143 Rosengren, E., Buyer Officer, (070129) 144 Böhm, P., Strategic Buyer, (070220) 145 Nagy, L., Section Manager, (070223)
R&D
Sourcing
1. Request for new component
2. Scanning supplier base
Sourcing
3. Searching for new suppliers
Supplier
4. NDA approval before pre-production
New component procurement at Sony Ericsson
Figure 4.1 – Procurement process

Sourcing of Low-tech Components in High-tech Environments
41
4.2.3 Management of risk In the development of new mobile handsets a process approach is being used to handle the complexity of refining an idea into a functional product. For the development process a parallel approach is made for the Purchasing Department. To secure supply Sony Ericsson has tollgates for each project, where certain criteria have to be met for the continuation of the project. At a certain point in the project Sony Ericsson needs to be ensured that all components are ready for production in the suppliers’ production facilities. Not being ingenious Sony Ericsson also uses Supplier Quality Engineers (SQE) to ensure that the supplier’s promises realises. These engineers check the supplier on a numerous of categories such as ramp up capabilities, supply chain, know-how and that the ethical and environmental standards are met. Before production ramp-up volume approvals need to be ready, this is an approval which means that the SQE believes that the supplier will be able to meet the production levels required. Potential disruptions in the suppliers’ production are followed by the SQE so that the suppliers can exploit the SQE’s knowledge and improving production.146 The disruptions in the supply chain can easily propagate from a small problem to a much larger one due to the interdependence between suppliers. Sony Ericsson has a strategy to push inventory back into the suppliers’ supply chain and make the suppliers responsible for that there are enough components so that production in any of the manufacturing sites are not affected. Instead of measuring how long the production can manage if supply of a component is strained Sony Ericsson measure on-time delivery to its customers. Measuring time to stand-still if a component shortage occurs is difficult as demand swiftly changes and can never be taken for granted. All components that need to be imported to the production site also run the risk of larger transportation time and customs clearance. Producing in China for example requires a great deal of adjusting to local and regional regulations which means that there needs to be a margin for error as components occasionally gets stuck in China’s regulatory body. This has made Sony Ericsson understand the advantages with having producers in the same country as the manufacturing site. In some cases Sony Ericsson tries to push suppliers towards its manufacturing site, in order to reduce the supply risk.147 Another more immediate way to mitigate risk and make suppliers aware of their misbehaviour is to penalise them according to the agreement signed when becoming a supplier to Sony Ericsson. For instance when a supplier for any reason is not able to meet the tollgates set up by the supply agreement the supplier is forced to pay a fine for the production disruption.148
146 Nagy, L., Section Manager, (070123) 147 Carlsson, C., Sourcing Manager, (070214) 148 Ibid

Sourcing of Low-tech Components in High-tech Environments
42
4.3 The Kraljic Framework at Sony Ericsson
Peter Kraljic has definitely made an impact on how Sony Ericsson handles sourcing issues. Sony Ericsson mobile handsets constitutes of a large number of components and for the Purchasing Department a prioritisation has to be made based upon the importance of each component. This is the primary usage of the portfolio model at Sony Ericsson. As resources are limited focus must lie on customer value adding components and on suppliers that are of strategic importance to Sony Ericsson. Though difficult Sony Ericsson has put different component groups inside the portfolio model so that appropriate strategies can be applied for each component group. This gives sourcing a good but static view of the supplier relations and how individual suppliers should be approached and dealt with. Figure 4.2 shows how this portfolio model could look like at Sony Ericsson and for each cell in the portfolio model a different strategy is applied.149
The screws can be found in the group called Other Mechanics and is according to the model at Sony Ericsson among the most standard component group of all. Sony Ericsson has an objective to reduce the amount of suppliers in this category, standardise, reduce administration, reduce transactions costs and consider outsourcing. Though effective in some cases, this has now left Sony Ericsson with two suppliers of screws that combined is undesirable.150 The portfolio model is used to handle different components and to what extent they have a profit and risk impact on the company. The model is also used by the Purchasing Department to understand how suppliers rate Sony Ericsson. By understanding the supplier’s needs Sony Ericsson can leverage these needs in 149 Johnsson, C. (2005) p. 39 150 Ibid
Suppliers’ impact on financial results
High Low
Low
High
Supply risk
Batteries
Plastics
PWB
Me.RAM
Memory stick
Other mech
Std. connectors
Antennas
Software
Chargers
Keypads
Classification of Commodities - Example
Figure 4.2 – Classification of Commodities

Sourcing of Low-tech Components in High-tech Environments
43
appropriate ways. When understanding the mutual objectives and relations to the supplier a categorisation can be made of how this relationship should be developed. For this Sony Ericsson uses a pyramid to visualise the development of supplier relationships as shown in figure 4.3151. The idea is to create a framework to map and display where Sony Ericsson’s suppliers are today. Depending on the importance and technology development of the supplier different measures can be made to tie the suppliers closer to Sony Ericsson.152
To understand how the process of supplier development is achieved at Sony Ericsson and how movements within the portfolio model can affect suppliers a performance assessment tool is used. Potential suppliers can this way be absorbed into the Sony Ericsson supply network. When a potential supplier is considered it is usually due to technology or other total cost offerings. For the same reasons phase-out suppliers does not have an offering attractive to Sony Ericsson. This happens when technology advancements are being made in a way that a supplier no longer is needed or when an effective sourcing strategy has been implemented that leads to a reduced supplier base. Sony Ericsson is well aware of the fact that a large supplier base leads to additional administrative tasks and therefore should be avoided. To continuously have an optimal number of suppliers and that the supplier offering is aligned with what Sony Ericsson demands a Performance Assessment tool is used. The tool should re-rate the active supplier base so that proper strategies are applied. Because of the vast amount of components and fast technology advancement in the mobile handset industry, this framework is does not always give a correct image. For screws only two suppliers are used though the performance of them has not always been up to standard. In this case the process described in figure 4.4 does not work properly and suppliers of certain components have not been dealt with.153
151 Johnsson, C. (2005) p. 56 152 Carlsson, C., Sourcing Manager, (070214) 153 Johnsson, C. (2005) p. 62
New suppliers
Phase-out suppliers
Suppliers under observat.
Strategic suppliers
Preferred suppliers
Figure 4.3 – Supplier Categorisation
Supplier Categorisation

Sourcing of Low-tech Components in High-tech Environments
44
4.4 Global Screw Supplier Base
The market for fasteners and especially fasteners for plastics is fragmented and difficult to grasp. There are many types of fasteners but the main interest for this thesis is miniature sized thread forming screws applicable to plastics. There are a couple of companies that have either a patent or a license for a particular thread type or types. This makes a handful of similar products available from many suppliers and producers. With a small but fixed amount of thread types to choose from there are a number of suppliers to evaluate. The Asian producers are of course attractive in a cost perspective, but do they reach the high demands set buy Sony Ericsson? An Asian manufacturer without a proper interface to the western part of the world is very hard to find and communicate with. 4.4.1 Screw mapping As earlier discussed there are only a few screw types with a particular thread that are suitable for Sony Ericsson’s conditions and applications. The industry and the people within the industry are only promoting three different thread types in these specific sizes and applications. The large handset manufactures Nokia and Motorola are purchasing the Remform thread which has its origin in soft metal applications. The other suitable and recommended threads are already in some cases used for the Sony Ericsson handsets. This thread is called Delta PT and it is the most common thread type for plastics. The third thread applicable is the Wave thread and Sony Ericsson also uses this screw in handsets today. There are a few other patented thread types that are used for plastics but are not recommended due to size or design like trilobular shaped shaft e.g. Plastite.154 Therefore only three thread types have been selected as these are the ones suitable for the test performed in this thesis. This is ones again narrowing the suppliers to map since they have to supply one or more of the three thread types; Remform, Delta PT and Wave.
154 Haywood, P., Senior Application Engineer, (070427)
Supplier Life Cycle at Sony Ericsson
Strategic suppliers
Preferred suppliers
Suppliers under observation
Rating
New suppliers Phase-out suppliers Potential suppliers
Active suppliers
Figure 4.4 – Supplier Life Cycle
Sourcing of Low-tech Components in High-tech Environments
45
4.4.2 Supplier mapping The supplier market for fasteners, and more specific screws for plastics, have been searched and analysed. Synonymously for all suppliers is that they all want to be unique and supply unique products. It is natural that companies are forming unique concepts and products in order to create competitive advantage within their industry. This mentioned and adding the fact that there are no standards for screws designed for plastics, which makes it difficult for the purchaser to select both the screw component and the supplier. The suppliers are almost always interested in a closer relationship to the buyer. This in order to minimise the risk of being replaced by another supplier that are able to satisfy the set needs of the buying company in a better and more favourable way. Taking part of the research and development function is a desirable state from the supplier’s point of view that also could be an attractive situation for the buying and involved company. The service provided by the supplying company is very important for the research and development function of the buying company as support and similar facilitate the design work. The suppliers that are present on the market for screws in plastic applications have been mapped for further investigation. The companies selected so far have been able to supply a screw suitable for plastics and the application looked at within this case. The suppliers must also at this stage show global accessibility. The global footprint is important but it is more important that the production site used is relatively close to the Sony Ericsson production site.155 The suppliers selected for the first audition are presented below: Acument with headquarters in Troy, Michigan, USA has manufacturing and distribution facilities all across the globe. Acument can provide many thread-forming screws for plastics with threads as Delta PT, PT, and Plastite.156 Bufab Stainless AB (Bufab) is a Swedish based company with own production facilities in production plants in Värnamo, Svartå and Åshammar but most of the products are purchased from manufacturers in East Asia and Europe. Bufab provides the thread forming screw Plastite.157 EJOT GmbH & Co. KG (EJOT) with its 20 distribution and production companies has a global footprint. The distribution companies that represent the entire EJOT product range are managed by the EJOT HOLDING GmbH & Co. KG with headquarters in Bad Berleburg-Berghausen, Germany and the Industrial Fasteners Division provides screws for plastics with the Delta PT thread.158
155 ETO Co., Ltd. Company presentation handout 156 http://www.acument.com/, (070318) 157 http://www.bufab-stainless.se/, (070318) 158 http://www.ejot.com/, (070318)

Sourcing of Low-tech Components in High-tech Environments
46
ETO is based in Japan and is the sole supplier of the Wave thread. ETO has a global network containing 11 offices and 4 factories in 7 countries. The net work in Japan has 22 bases which includes manufacturing and retail centres. The Wave screw is manufactured in Japan at the affiliated factory Furiya Giken Co., Ltd (Furiya Giken) at two locations. PSM International is licensed to manufacture the PT range including the Delta PT. The company is a member of the McKechnie Group PLC and calls itself the local fastener company worldwide. The global capabilities are 26 manufacturing and distribution operations around the world.159 Semblex with its headquarters in Elmhurst, Illinois, is a licensed manufacturer of the PT series including Delta PT.160 SFS intec (SFS) has fastening solutions for plastics with the patented Remform thread. The company has global accessibility with 14 distribution organisations with production facilities, 17 distribution organisations, and 30 distribution partners.161 TR Fastenings with its origin in United Kingdom has its own brand of Micro-Diameter Thread Forming Screws. The company also has a global footprint with 37 locations around the globe 6 Manufacturing plants in Europe and Asia.162
4.5 Screws at Sony Ericsson
Today Sony Ericsson is a consumer of various types of screws. Generally speaking about the screw situation at Sony Ericsson is that the smartphones developed in Kista are assembled with machine screws and threaded inserts which is possible since the handsets are bigger and more expensive, and the handsets developed in Lund are assembled with self threading screws which makes it possible to create smaller handsets. The self threading screws do not need an insert since the screw is making its own thread which makes it possible to fit the screws into smaller places and geometries. The trend is however that the self threading screws are getting more common at all the development units at Sony Ericsson. Regarding the subject of self threading screws Sony Ericsson are today using two different types of threads, Wave and Delta PT. The Wave thread is patented and sold by ETO and manufactured in Japan by subcontractors, primary Furiya Giken which also is a Japan based company. This is the most common thread at Sony Ericsson today and the thread can only be manufactured by Furiya Giken due to license by ETO.163 The Wave thread is double helical, which means that the screw have two
159 http://www.psminternational.com/, (070318) 160 http://www.semblex.com/, (070318) 161 http://www.sfsintec.biz/, (070318) 162 http://www.trfastenings.com/, (070318) 163 Alex, Y.K. Ho, Assistant General Manager, (070424)

Sourcing of Low-tech Components in High-tech Environments
47
parallel threads around the shaft with two entrances.164 This makes the pitch longer but it looks smaller, however it is still fast to drive in and when in place there are many threads engaged which could contribute to a solid joint.165 The Wave screws are manufactured on Sony Ericsson’s request, usually with two different drive types, TORX Plus and Phillips. TORX drive is preferred by the industrialisation process function and should have at least 0.8 mm grip as the screw must be easy to pick up and drive in. If the head of the screw is thinner the Phillips drive is the one to prefer. This since the Phillips drive grip could utilise some of the volume of the shaft due to the drive design. The TORX drive’s inability to utilise the shaft volume of the thread means that the grip must be shallower and thereby more difficult to pick up and drive in.166 The TORX drive patent is owned by Acument.167 The other self threading screw type used by Sony Ericsson is the Delta PT thread. This thread is patented by EJOT and manufactured on license by many manufacturers around the world which makes it very accessible. Sony Ericsson has only ordered Delta PT screws with the TORX drive design so far but it is fully possible to manufacture and order with the smaller Phillips drive design which is necessary if a thinner head is to be manufactured. The Delta PT thread has one entrance and has a pitch smaller than the Wave. At a visual inspection it seams to be the opposite due to the double helix Wave thread. The Delta PT thread has been used in the Z1010 project at Sony Ericsson Lund with not that good result. The problem was that the screw backed out due to relaxation in this particular project which was solved with tighter bosses.168 The Delta PT is a common thread in thermoplastic applications and the specifications, recommendations, and support from the suppliers are distinctly written and easy to understand.169 Acument is today the supplier of Delta PT screws to Sony Ericsson.170 However, there are several thread types for thermoplastics on the market today, but the demands and applications from Sony Ericsson narrow the supply opportunity. The screw must be small, the largest screw used by Sony Ericsson today is 1.7mm in diameter and the trend is that the screws are getting even smaller.171 There are only a few thread types that are possible to manufacture in this small sizes. Nokia is using a thread type called Remform which is possible to manufacture in dimensions suitable for Sony Ericsson’s applications. The Remform thread looks similar to the Delta PT thread but the pitch is a little bit bigger. The Remform thread is a registered trademark of the Reminc Company, and is supplied by various suppliers around the world through license which makes it accessible.172
164 Nyman, J., Senior Staff Engineer, (070219) 165 Alex, Y.K. Ho, Assistant General Manager, (070424) 166 Luyckx, J., Project Leader, (070208) 167 Alex, Y.K. Ho, Assistant General Manager, (070424) 168 Nyman, J., Senior Staff Engineer, (070219) 169 Nilsson, K., Senior Staff Engineer, (070209) 170 Rosengren, E., Buyer Officer, (070129) 171 Ibid 172 Löfman, N., Sales Manager, (070413)

Sourcing of Low-tech Components in High-tech Environments
48
4.6 Test Procedure
All Sony Ericsson mobile handsets on the market today have gone through a significant amount of tests. Generic reliability and environmental resistibility tests are performed on Sony Ericsson handsets and specific requirements must be attained in order to pass. All of these tests procedures are comprised in the GREAT specification. GREAT has as main focus to detect potential field failures of the products that could result in lower costumer satisfaction or warranty claims. The different types of tests described in GREAT are:
• Climatic tests which include high and low temperature, humidity, solar radiation, thermal chock etc.
• Durability tests like repeated operations and fatigue • Electrical tests with electro static discharge, excessive voltage etc. • Functional tests with performance check, inspections, acoustical checks etc. • Mechanical tests where the device under test is exposed to free fall,
vibration, bend, pressure etc. • Reliability tests where handsets are put through accelerating aging • Substance resistance tests e.g. particle and water ingress, chemical resistance
etc. Detailed descriptions regarding test procedures are included in the GREAT specification together with pass and fail criteria. All the tests within GREAT should be applied on a complete system, in other words, on complete mobile handsets. It is very important to have an approved specification that is usable and repeatable around the world. This as the globalisation of Sony Ericsson continues and especially since Sony Ericsson is an original equipment manufacturer which makes it important to establish and guarantee the quality.173 173 Castensson, P. et al (2005)
Figure 4.5 - The different thread types represented in dimensions 1.7x7.0, 1.7x6.5, 1.7x6.0 and 1.4x5.0 From left: Wave, Delta PT and Remform

Sourcing of Low-tech Components in High-tech Environments
49
5 COMPASS Framework The earlier defined empirical base will in this chapter be discussed and analysed. Adequate empirical areas will be defined on which the COMPASS Framework will be based upon. The framework will constitute the base for the following test phase.
As discussed Sony Ericsson has a solid framework for supplier evaluation. When scouting new supplier possibilities the parameters should however be limited to enable an efficient survey174. Therefore prioritisation must be made to be able to define the most important key parameters which the developed COMPASS Framework is based upon. The framework have been optimised to comprise only the parameters required to render the following testing of the chosen low-tech components possible. Initially the parameters must be analysed to enable the definition of the evaluation criteria. The framework will be used to analyse both the suppliers and their available components to be tested. Therefore two dimensions will constitute the ramification of the forthcoming analysis and supplier selection.
5.1 Component Dimension
The first dimension to set ramifications for is the evaluation of the low-tech component chosen. In the light of the earlier presentation of the GREAT specification adequate test criteria are defined on the basis of theoretical recommendations available and discussions with mechanical experts175,176. When defining the parameters for the first dimension regards has to be taken to the specifications and type of low-tech component. When testing a component it is important to analyse what kind of test that is to prefer and gives adequate data to enable increased reliability and durability of the given component. The focus in this thesis is set on fasteners as a product group and especially screws as the observation object. Therefore the defined parameters must be based on the unique aspects that are associated to screws. However, many parameters are most likely to be applicable on other fastening components as well. In the light of the GREAT specification several crucial test parameters have been evaluated and condensed into the most essential parameters only, given the purpose of this thesis.
174 Olsen, R.F. & Elram, L.M. (1997), p. 102 175 Eneroth, S., Senior Staff Engineer, (070208) 176 Bengtsson, R., Staff Engineer, (070204)
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test Discussion
Conclusions

Sourcing of Low-tech Components in High-tech Environments
50
The defined test parameters for screw testing are: • Durability tests • Mechanical tests • Climatic tests • Substance resistance tests
5.1.1 Durability tests This test aims to indicate the durability of the physical product body which will have impact on the internally related components. Thus the tests are designed to stress the external as well as the internal components of the end product. The tests comprise several different mechanical tests which are expected to indicate normal usage during an expected lifecycle and extreme conditions will therefore be excluded from this test. Durability tests are mainly applied during the prototype phase to ensure that the product on a system level is well built and that it will meet the set customer expectations and match warranty premises. The purpose of this test, if focusing on screws, is to put the test vehicles through repeated mechanical stress in random directions that could loosen the screw-joint.177 5.1.2 Mechanical tests The mechanical tests are similar to the durability tests, however often the requirements differ regarding number of test cycles and impact power. The mechanical tests do not aim to indicate normal usage but to test a system or a component by mechanical impact. Detached mechanical tests are often used when pushing the limits to indicate maximum stress of the material. However several different mechanical tests with lower test limits can constitute a durability test. The mechanical tests in the following test phase are primarily focusing on the degradation in the screw joints.178 5.1.3 Climatic tests These tests aim to simulate environmental impact that may affect the equipment or component. The climatic test can consist of various tests simulating different environments. Examples of different environmental aspects may be varying altitude, humidity and temperature. The test aims to simulate the set requirements on the component, alternatively to purposely exceed the expected environmental affections in order to provide a factor of safety. If choosing screws as a test component the purpose of this test is to create high axial forces in the screw-joint that could lead to failure.179
177 Castensson, P. et al (2005), p. 41 178 Ibid, pp. 92-94 179 Ibid, pp. 23-25

Sourcing of Low-tech Components in High-tech Environments
51
5.1.4 Substance resistance tests Simulating a normal usage of a mobile handset various substances can be applied. In daily life we are in contact with different substances, which affect us and our products in different ways. Example of substances can be sand, grease, water and different chemicals with various affecting characteristics. However, substances can also be used as catalysts to point out possible screw related defects occurring during mechanical tests.180
5.2 Supplier Dimension
The second dimension to heed and set ramifications for is the criteria on which the suppliers will be evaluated upon. The supplier dimension will not heed the underlying technology or component qualities as these parameters are tested when applying the first dimension of the COMPASS Framework. Some of the current parameters for supplier evaluation applied by Sony Ericsson purchasers will serve as starting point for the build-up of the second dimension. The current parameters will also be analysed and evaluated according to discussed applicable supplier theory. The evaluation criteria differ from the ones constituting the first dimension as the supplier evaluation has more general characteristics. Therefore this dimension is more applicable on various components as less customisation is required respecting the given component. Many portfolio models for managing supplier relationships are existent. However, in the light of the earlier discussion regarding the criticism of portfolio models the applied evaluation parameters must be chosen carefully. Based on literature reviews and the critique of portfolio models, Olsen and Ellram propose parameters and a portfolio model for managing supplier relationships.181 Their recommendations combined with the existing internal Sony Ericsson evaluation parameters have constituted the base of which the suppliers are assessed upon in the COMPASS Framework. The defined parameters on which supplier testing and evaluation will be based upon are:
• Technology • Sony Ericsson/Supplier mutual importance • Geographic presence • Previous performance • Supplier’s strategic objectives • Financial and legal status • Price competitiveness182, 183
180 Castensson, P. et al (2005), p. 136 181 Olsen, R.F. & Elram, L.M. (1997), p. 101 182 Johnsson, C. (2005) p. 18 183 Olsen, R.F. & Elram, L.M. (1997), pp. 106-107

Sourcing of Low-tech Components in High-tech Environments
52
5.2.1 Technology Even though screws often are considered basic non-critical, non-complex components there are several different technologies existing today. Product development has turned the standardised attributes of a screw into a tailor made fastening solution with optimal specifications according to the demands of the given material to be fastened. This parameter gives an estimate of how innovative a supplier is and how solid the product portfolio is considered to be. As end products are developed so must also the inherent components, therefore screw suppliers should be evaluated on the basis of their available technologies per product group. If many alternatives are existent in a supplier’s product portfolio risk will be hedged and transaction costs will be reduced. The criteria which the supplier evaluation will be based upon are;
The ability to cope with changes in technology The types and depth of supplier’s current technological capabilities The supplier’s design capabilities The supplier’s speed in development The supplier’s patent protection184
5.2.2 Sony Ericsson/supplier mutual importance A parameter that is easily and quite often forgotten is how the relationship between buyer and seller is viewed and how the relative prioritisation is defined. However this aspect can be very important if for instance the supplier lack capacity and has to prioritise the preferred customers. It is quite obvious that the supplier will primarily ensure the key customers of that ordered items will be processed and delivered on time despite manufacturing problems or lack of capacity. However if the supplier is too dependent of a single customer the financial status and resources allocated to research & development can be negatively affected if order level is not maintained. The criteria which the supplier evaluation will be based upon are;
The types and depth of supplier’s current capabilities and capacity The internal and external integration of the supplier The strategic fit between buyer and supplier General risk and uncertainty of dealing with the supplier185
5.2.3 Geographic presence As earlier discussed, geographical presence is important from a risk and sourcing perspective. If the suppliers have several factories around the globe it is possible to secure the supply even if a total stop at one factory will occur. Suppliers that have factories close to Sony Ericsson plants also are to prefer as long transportations are a risk element itself and often represent a relatively large share of the total price.
184 Olsen, R.F. & Elram, L.M. (1997), p. 106 185 Ibid

Sourcing of Low-tech Components in High-tech Environments
53
The criteria which the supplier evaluation will be based upon are; Geographical distance Cultural distance Social distance Time distance186
5.2.4 Previous performance The track record of a previous or current supplier is an easily available parameter if documented properly. This parameter is consistent of many of the other supplier evaluation parameters and often takes time to measure if full validity is to be obtained. However, this estimate can be quite subjective therefore universal and uniform evaluation criteria should be established. The criteria which the supplier evaluation will be based upon are;
Delivery Quality Responsiveness187
5.2.5 Supplier’s strategic objectives The supplier’s ambitions and strategic objectives are important in various aspects. It is primarily regarding the strategic components a strategic partnership is to prefer. However, relationship establishment cost time and money. Therefore it is natural to search for and find suppliers that have the ambition to get or maintain a considerable market share. If choosing suppliers whose strategic objectives fit a valuable relationship can easily be established and risk can be minimised. The criteria which the supplier evaluation will be based upon are;
Top management capability Compatibility across levels and functions of buyer and suppler firm Trust in relationship188
5.2.6 Financial and legal status It is important that suppliers are financially secure as low liquidity and solidity can have negative effects on possibility to deliver. A potential bankruptcy of the supplier can evidently mean fatal financial consequences for the customer as well, in particular when the ordered amount is substantial or a non-delivery will increase time-to-market for the customer end product. Other legal aspects can be the working conditions at the factory. Sony Ericsson must assure that its suppliers are sharing the same values and views regarding employee policy and humanely working conditions.
186 Olsen, R.F. & Elram, L.M. (1997), p. 106 187 Ibid 188 Ibid

Sourcing of Low-tech Components in High-tech Environments
54
The criteria which the supplier evaluation will be based upon are; The supplier’s financial stability Barriers to the supplier’s entry and exit Slack189
5.2.7 Price competitiveness Price is naturally often one of the most important factors from a purchasing perspective. However, its importance as a supplier evaluation parameter may differ depending on which type of product to purchase. According to the earlier discussed Kraljic theory price competitiveness is a very important factor when procuring non-critical items. However, if focusing on the more strategic components price is often considered secondary. The criteria which the supplier evaluation will be based upon are;
Economies of scale Cost structure The supplier’s margins190
5.3 The COMPASS Framework Design
The Component Purchasing Assessment Framework has been developed to navigate and facilitate the component portfolio for sourcing of low-tech components in high-tech environments. The framework will enable companies operating in this environment to allocate resources to the most impact giving parameters. The framework heeds parameters required to assess the given component as well as the provider of it. The defined assessment parameters are exclusively chosen to enable an adequate later analysis. The parameters are divided into two dimensions. The dimension to first address covers the aspects of the chosen component. Not until this dimension has been thoroughly analysed the second dimension is to be applied. The second dimension aims to analyse the suppliers of the component earlier processed in the first dimension. By following these instructions resources can be allocated to components with satisfying qualities as it is only the suppliers of approved components that are to be evaluated. By dividing the evaluation criteria into two separated dimensions the cornerstones of the COMPASS Framework design is to be considered mutually exclusive, collectively exhaustive. The discussed parameters of which the two dimensions are based upon cover all aspects initially essential when performing a supplier evaluation. Even if the framework is applicable on all components its parameters must however be revised and defined according to the unique qualities and demands of the given component to source191. 189 Olsen, R.F. & Elram, L.M. (1997), p. 106 190 Ibid 191 Ibid
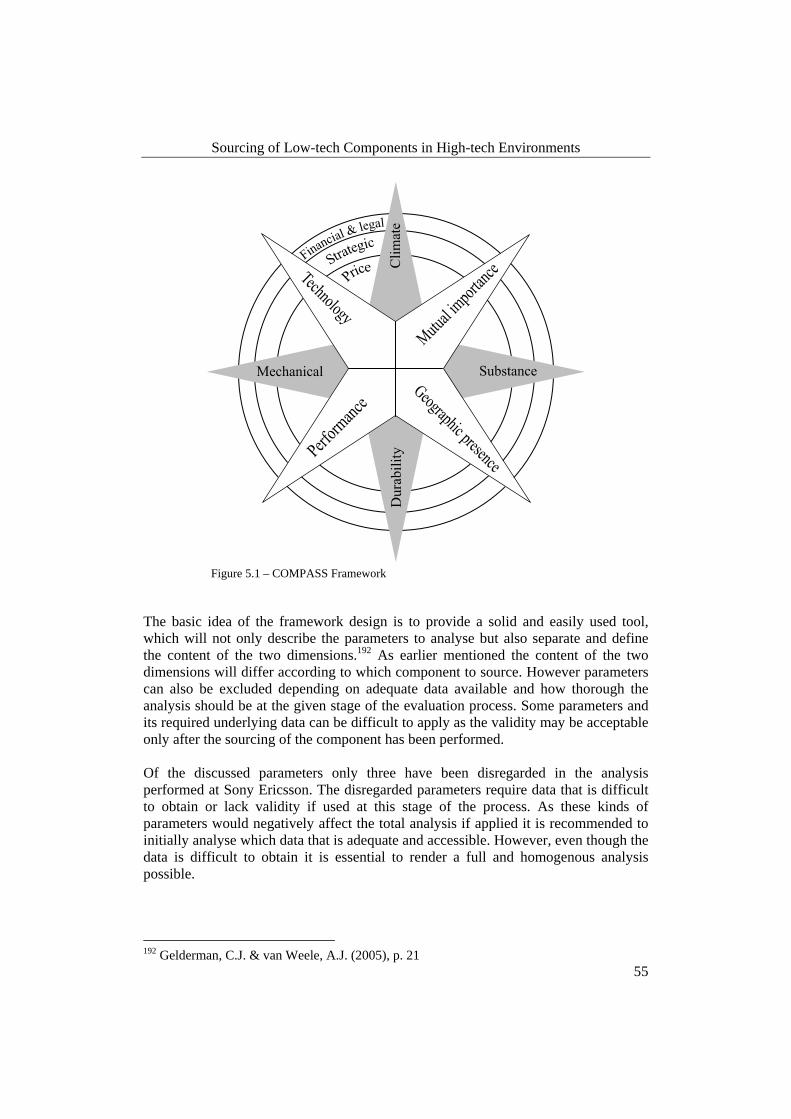
Sourcing of Low-tech Components in High-tech Environments
55
The basic idea of the framework design is to provide a solid and easily used tool, which will not only describe the parameters to analyse but also separate and define the content of the two dimensions.192 As earlier mentioned the content of the two dimensions will differ according to which component to source. However parameters can also be excluded depending on adequate data available and how thorough the analysis should be at the given stage of the evaluation process. Some parameters and its required underlying data can be difficult to apply as the validity may be acceptable only after the sourcing of the component has been performed. Of the discussed parameters only three have been disregarded in the analysis performed at Sony Ericsson. The disregarded parameters require data that is difficult to obtain or lack validity if used at this stage of the process. As these kinds of parameters would negatively affect the total analysis if applied it is recommended to initially analyse which data that is adequate and accessible. However, even though the data is difficult to obtain it is essential to render a full and homogenous analysis possible.
192 Gelderman, C.J. & van Weele, A.J. (2005), p. 21
Figure 5.1 – COMPASS Framework

Sourcing of Low-tech Components in High-tech Environments
56
The first and shaded dimension is tailored according to the chosen component, which in this study is a screw in a mobile handset. As the component dimension is specific and not as universal as the supplier dimension of the framework, it was possible to ensure that adequate and valid data could be obtained as all testing were performed in-house at the Sony Ericsson’s Test & Verification Department. To be able to conduct the analysis based on the supplier dimension we were however to a certain extent in a position of dependence of external secondary data. Thus, the disregarded parameters arise from the supplier dimension only. Screw prices are quite difficult to define as many factors affect the end price of each screw. As prototype screws had to be developed in order to compare screws from different suppliers the prices would naturally differ as some suppliers already hade the given screw dimensions in stock and the adequate manufacturing tool needed. Suppliers also have different pricing policies. As the potential order size of screws will most definitely be vast economies of scale will affect the end price for each screw. As only samples were ordered the different prices will therefore be misleading. Even if several meetings and interviews were conducted with supplier representatives an appraisal of the supplier’s strategic objectives is quite difficult to define and have subjective characteristics. The accessible information regarding this aspect were quite simply hard to assess as different representatives had varying selling approaches and some of the suppliers’ were owned by private equity companies with unclear objectives. The strategic objectives of a supplier are also naturally easier to assess after a relationship has been established and potential strategic differences have occurred and become obvious. The financial & legal aspects of a supplier are important but often hard to assess. The financial information can vary and be misleading as some suppliers are not public and insight into the company therefore is limited. Regarding the legal aspects an audit has to be performed at the manufacturing plant. Even if Chinese suppliers guarantee the security and working conditions of their employees the perception can differ as our cultures define these parameters differently. Therefore an audit performed by Sony Ericsson representatives must be conducted as inhumane working conditions at a supplier will negatively affect the Sony Ericsson corporate social responsibility.

Sourcing of Low-tech Components in High-tech Environments
57
6 Test Phase Based upon the defined parameters of the COMPASS Framework a test phase will be initiated. The test will designate the perspective of components and suppliers. Initially potential suppliers will be mapped on the basis of the defined evaluation criteria of the framework. Components of the chosen suppliers will be simultaneously parallel tested.
6.1 Component Testing & Evaluation
The component testing and evaluation is done in order to identify how different threads perform under the test set up by the COMPASS Framework. 6.1.1 Test vehicles Two Sony Ericsson handset pieces that are available on the handset market today are in this project selected as test vehicles. The tests performed in this survey are chiefly made on a system level, i.e. on a complete and physical working handset. The handset pieces are today assembled with six thread forming screws in four different sizes, all with the identical thread design and all with the same supplier. The head design varies depending on the geometry and the drive solution varies as well. The screws in the corners of the handset with a diameter of 1.7 mm have TORX drive solution whilst the screws in the middle of the handset with 1.4 mm diameter have Phillips drive solution.
Discussion
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test
Conclusions
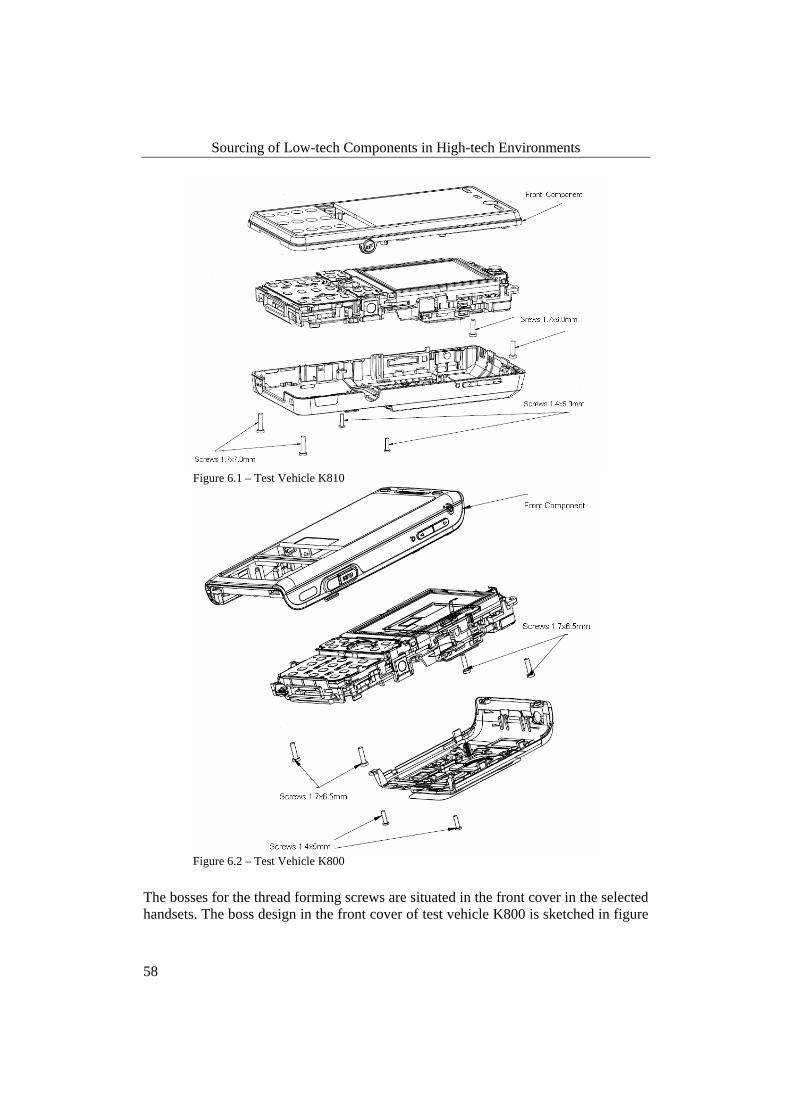
Sourcing of Low-tech Components in High-tech Environments
58
The bosses for the thread forming screws are situated in the front cover in the selected handsets. The boss design in the front cover of test vehicle K800 is sketched in figure
Figure 6.1 – Test Vehicle K810
Figure 6.2 – Test Vehicle K800
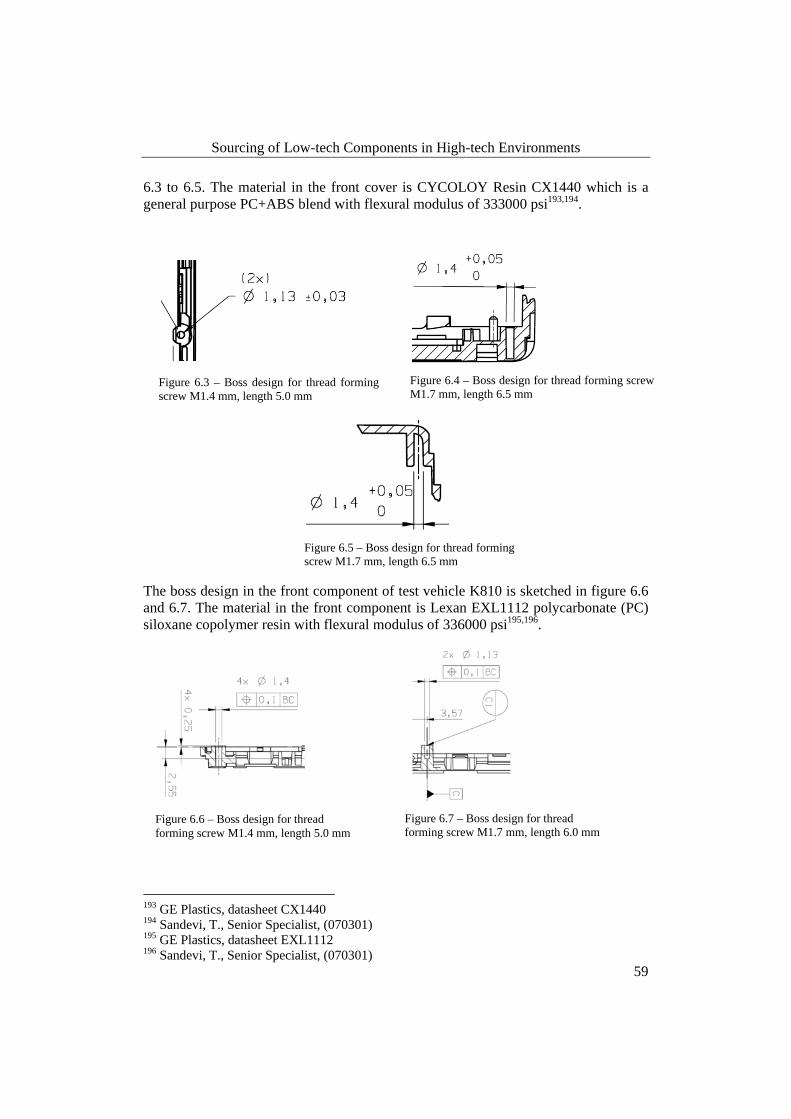
Sourcing of Low-tech Components in High-tech Environments
59
6.3 to 6.5. The material in the front cover is CYCOLOY Resin CX1440 which is a general purpose PC+ABS blend with flexural modulus of 333000 psi193,194.
The boss design in the front component of test vehicle K810 is sketched in figure 6.6 and 6.7. The material in the front component is Lexan EXL1112 polycarbonate (PC) siloxane copolymer resin with flexural modulus of 336000 psi195,196.
193 GE Plastics, datasheet CX1440 194 Sandevi, T., Senior Specialist, (070301) 195 GE Plastics, datasheet EXL1112 196 Sandevi, T., Senior Specialist, (070301)
Figure 6.4 – Boss design for thread forming screw M1.7 mm, length 6.5 mm
Figure 6.7 – Boss design for thread forming screw M1.7 mm, length 6.0 mm
Figure 6.6 – Boss design for thread forming screw M1.4 mm, length 5.0 mm
Figure 6.5 – Boss design for thread forming screw M1.7 mm, length 6.5 mm
Figure 6.3 – Boss design for thread forming screw M1.4 mm, length 5.0 mm
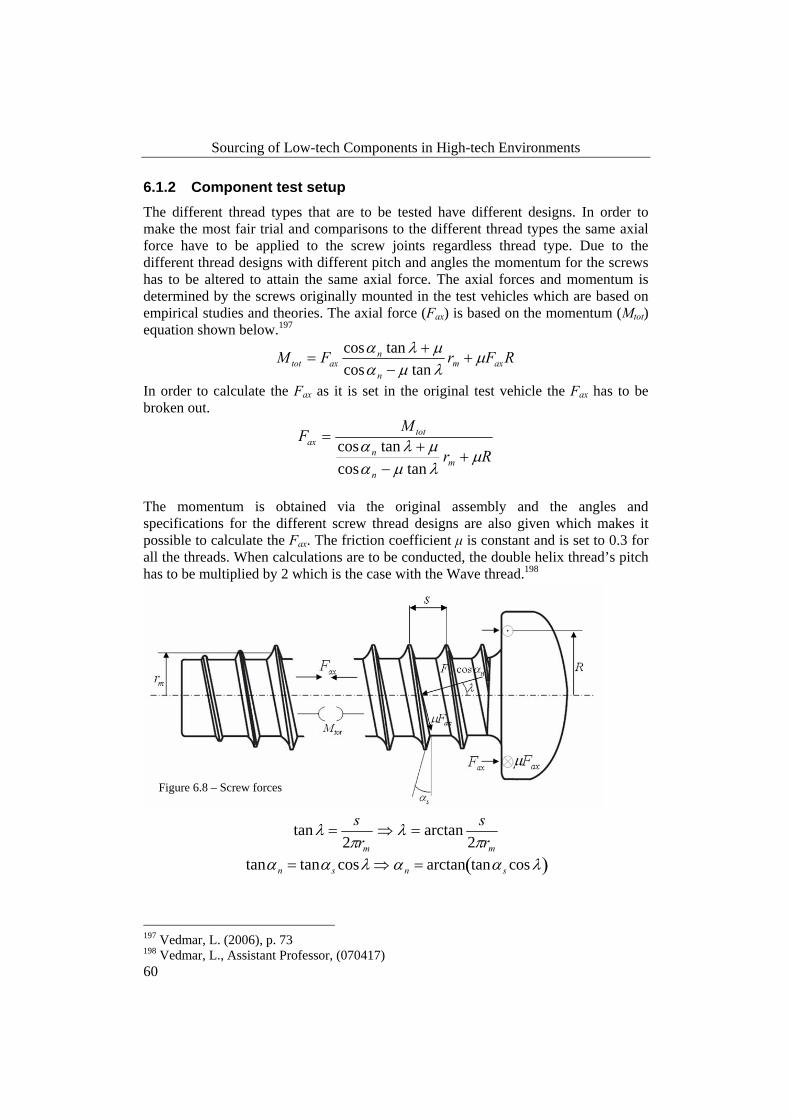
Sourcing of Low-tech Components in High-tech Environments
60
6.1.2 Component test setup The different thread types that are to be tested have different designs. In order to make the most fair trial and comparisons to the different thread types the same axial force have to be applied to the screw joints regardless thread type. Due to the different thread designs with different pitch and angles the momentum for the screws has to be altered to attain the same axial force. The axial forces and momentum is determined by the screws originally mounted in the test vehicles which are based on empirical studies and theories. The axial force (Fax) is based on the momentum (Mtot) equation shown below.197
RFrFM axmn
naxtot μ
λμαμλα
+−
+=
tancostancos
In order to calculate the Fax as it is set in the original test vehicle the Fax has to be broken out.
Rr
MFm
n
n
totax
μλμαμλα
+−
+=
tancostancos
The momentum is obtained via the original assembly and the angles and specifications for the different screw thread designs are also given which makes it possible to calculate the Fax. The friction coefficient μ is constant and is set to 0.3 for all the threads. When calculations are to be conducted, the double helix thread’s pitch has to be multiplied by 2 which is the case with the Wave thread.198
mrsπ
λ2
tan = ⇒mr
sπ
λ2
arctan=
tanαn = tanα s cosλ ⇒ α n = arctan tanα s cosλ( )
197 Vedmar, L. (2006), p. 73 198 Vedmar, L., Assistant Professor, (070417)
Figure 6.8 – Screw forces

Sourcing of Low-tech Components in High-tech Environments
61
Spec. 1.7 Wave Delta PT Remform S (mm) 0.5x2 0.67 0.9 rm (mm) 0.725 0.7 0.7 R (mm) 1.1 1.1 1.1
λ 12.8º 8.7º 8º αs 20º 15º 12.5º αn 19.5º 14.8º 12.4º
Spec. 1.4 Wave Delta PT Remform S (mm) 0.5x2 0.57 0.75 rm (mm) 0.55 0.55 0.55
R 0.975 0.975 0.975 λ 16.1º 8.9º 8º αs 20º 15º 12.5º αn 19.2º 14.8º 12.4º
With the calculated values above inserted into the earlier mentioned equations, first to calculate is Fax and then the Mtot which in this case reach the momentum of 19.5cNm for the Delta PT thread and 19.1cNm for the Remform thread. Both are approximated to 19.0cNm. The 1.4 mm screw with an original momentum of 10cNm for the Wave thread gives in recalculated values 8.5cNm for the Delta PT thread and 8.3cNm for the Remform thread. Both values are approximated to 8cNm. 6.1.3 Durability The purpose of the Disassembly/Re-assembly Life Cycle test is to simulate the service, repair and factory rework function. This is done in order to determine if the reliability of the assembly is compromised with disassembly and re-assembly operations for a numerous times. The tests done within this category are primarily focusing on the degradation in the screw joints. By using a manual torque driver the test vehicle are disassembled and re-assembled at a total of six times. The main purpose of this single durability test is to evaluate the performance and durability of the three selected thread types. The front cover where the screw bosses are located is always replaced with a brand new one at the start of the test and then used for six disassemblies/re-assemblies. For each test a new frame and new screws are used for the re-assemblies. Throughout the tests the different thread types are separated to guarantee validity and reliability. When the screws have been re-assembled six times the remaining momentum of the screws are measured. The remaining momentum is obtained via a data collector which displays the torque needed after having driven in the screw for 5º
Table 6.1 – Specifications for 1.7 mm screws
Table 6.2 – Specifications for 1.4 mm screws
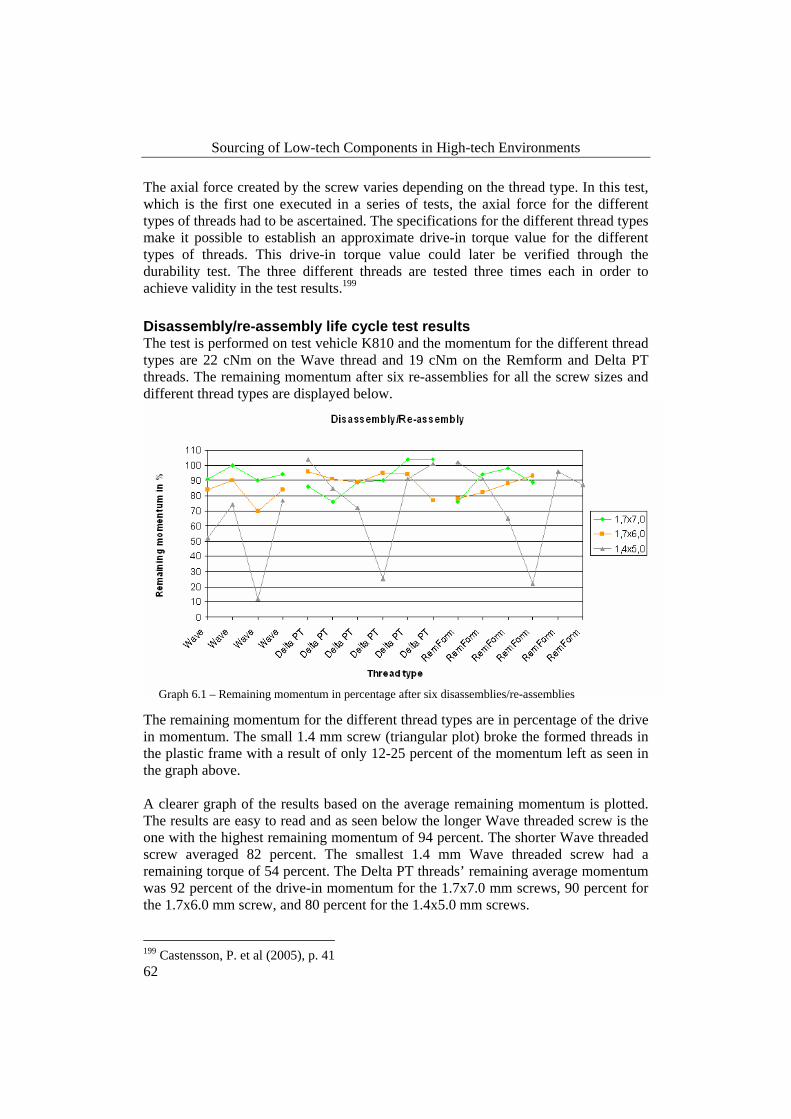
Sourcing of Low-tech Components in High-tech Environments
62
The axial force created by the screw varies depending on the thread type. In this test, which is the first one executed in a series of tests, the axial force for the different types of threads had to be ascertained. The specifications for the different thread types make it possible to establish an approximate drive-in torque value for the different types of threads. This drive-in torque value could later be verified through the durability test. The three different threads are tested three times each in order to achieve validity in the test results.199 Disassembly/re-assembly life cycle test results The test is performed on test vehicle K810 and the momentum for the different thread types are 22 cNm on the Wave thread and 19 cNm on the Remform and Delta PT threads. The remaining momentum after six re-assemblies for all the screw sizes and different thread types are displayed below.
The remaining momentum for the different thread types are in percentage of the drive in momentum. The small 1.4 mm screw (triangular plot) broke the formed threads in the plastic frame with a result of only 12-25 percent of the momentum left as seen in the graph above. A clearer graph of the results based on the average remaining momentum is plotted. The results are easy to read and as seen below the longer Wave threaded screw is the one with the highest remaining momentum of 94 percent. The shorter Wave threaded screw averaged 82 percent. The smallest 1.4 mm Wave threaded screw had a remaining torque of 54 percent. The Delta PT threads’ remaining average momentum was 92 percent of the drive-in momentum for the 1.7x7.0 mm screws, 90 percent for the 1.7x6.0 mm screw, and 80 percent for the 1.4x5.0 mm screws.
199 Castensson, P. et al (2005), p. 41
Graph 6.1 – Remaining momentum in percentage after six disassemblies/re-assemblies

Sourcing of Low-tech Components in High-tech Environments
63
The Remform thread had similar results with 89 percent remaining momentum as an average for the 1.7x7.0 mm screw and 85 percent remaining in average for 1.7x6.0 mm screw and 77 percent average remaining momentum for the 1.4x5.0 mm screw.
Average remaining momentum
01020
3040506070
8090
100
Screw size with average remaining momentum in %
Rem
aini
ng m
omen
tum
in %
Wave 94 82 54
Delta PT 92 90 80
RemForm 89 85 77
1,7x7,0mm 1,7x6,0mm 1,4x5,0mm
6.1.4 Mechanical The purpose of the Repeated Rotating Free Fall followed by Random Vibration test is to put the test vehicles through repeated mechanical stress in random directions that could loosen the screw-joint. The test unit is dropped from one meter to simulate an accidental drop of the mobile handset. Where the impact occurs on the handset is random and therefore a number of drops are simulated. Following this test is a random vibration test where the test vehicle is vibrated on all three axes. The purpose of following up the repeated rotating free fall with this test is to propagate any existing imperfections in the screw-joints. If the falls have created something that could lead to a screw-joint failure the random vibration test would ensure that these are discovered. The random vibration test is created to simulate a normal usage of the mobile handset.200 The setup for this test is a rotating chamber and a vibrator set to vibrate at a certain frequency span with an adjusted power spectral density. For the rotation chamber the drop rate is between 10-12 falls per minute so that it is ensured that the handset hits
200 Castensson, P. et al (2005), pp. 92-94
Graph 6.2 – Average remaining momentum in percentage after six disassemblies/re-assemblies
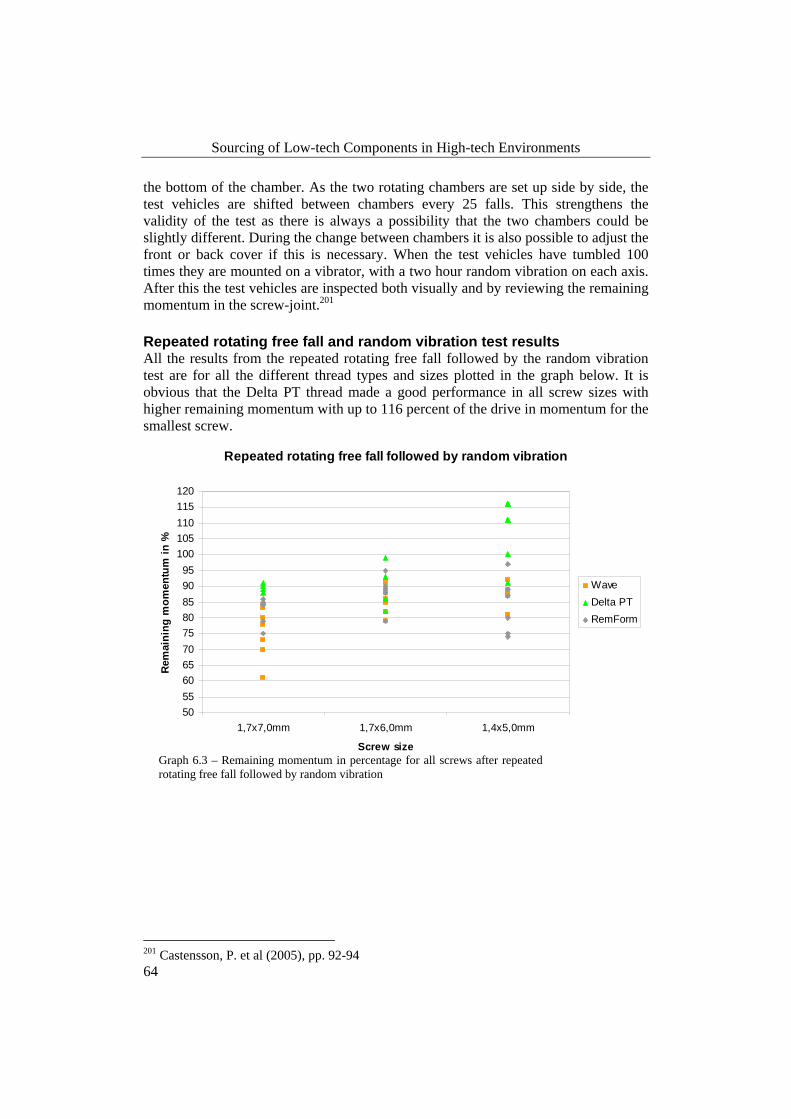
Sourcing of Low-tech Components in High-tech Environments
64
the bottom of the chamber. As the two rotating chambers are set up side by side, the test vehicles are shifted between chambers every 25 falls. This strengthens the validity of the test as there is always a possibility that the two chambers could be slightly different. During the change between chambers it is also possible to adjust the front or back cover if this is necessary. When the test vehicles have tumbled 100 times they are mounted on a vibrator, with a two hour random vibration on each axis. After this the test vehicles are inspected both visually and by reviewing the remaining momentum in the screw-joint.201 Repeated rotating free fall and random vibration test results All the results from the repeated rotating free fall followed by the random vibration test are for all the different thread types and sizes plotted in the graph below. It is obvious that the Delta PT thread made a good performance in all screw sizes with higher remaining momentum with up to 116 percent of the drive in momentum for the smallest screw.
Repeated rotating free fall followed by random vibration
50556065707580859095
100105110115120
1,7x7,0mm 1,7x6,0mm 1,4x5,0mm
Screw size
Rem
aini
ng m
omen
tum
in %
WaveDelta PTRemForm
201 Castensson, P. et al (2005), pp. 92-94
Graph 6.3 – Remaining momentum in percentage for all screws after repeated rotating free fall followed by random vibration

Sourcing of Low-tech Components in High-tech Environments
65
Average remaining momentum
50
69
87
106
124
Screw size with average remaining momentum in %
Rem
aini
ng m
omen
tum
in %
WaveDelta PTRemForm
Wave 74 85 88
Delta PT 88 91 108
RemForm 82 88 84
1,7x7,0mm 1,7x6,0mm 1,4x5,0mm
The average remaining momentum makes it easier to read and analyse the results. As seen above the Delta PT thread has the highest average remaining momentum with 88, 91, and 108 percent. The Remform thread was second best with 82, 88, and 84 percent of the drive in momentum. The original Wave thread showed results with 74, 85, and 88 percent of the drive in momentum. 6.1.5 Climate The purpose of the thermal shock test is to create high axial forces in the screw-joint that could lead to failure. The test vehicles are cycled in temperatures between +85 ºC and -40 ºC, changing every 30 minutes. These sudden rise and falls in temperature is created by using a cradle that ascend and descend between an oven and a freezer. Totally, the test vehicles are cycled 256 times before the test vehicles are inspected both visually and by measuring the remaining momentum in the screw-joints. 202 Thermal shock test results The thermal shock test is performed on the K800 test vehicle with four 1.7x6.5 mm screws and two 1.4x5.0 mm screws in each vehicle. All the results are presented in graph 6.5 and the average remaining momentum after the test is displayed in graph 6.6. The results are similar but the Wave thread performed best with the larger dimension’s average remaining momentum of 43 percent of the drive in momentum, 202 Castensson, P. et al (2005), p. 23
Graph 6.4 – Average remaining momentum in percentage after repeated rotating free fall followed by random vibration
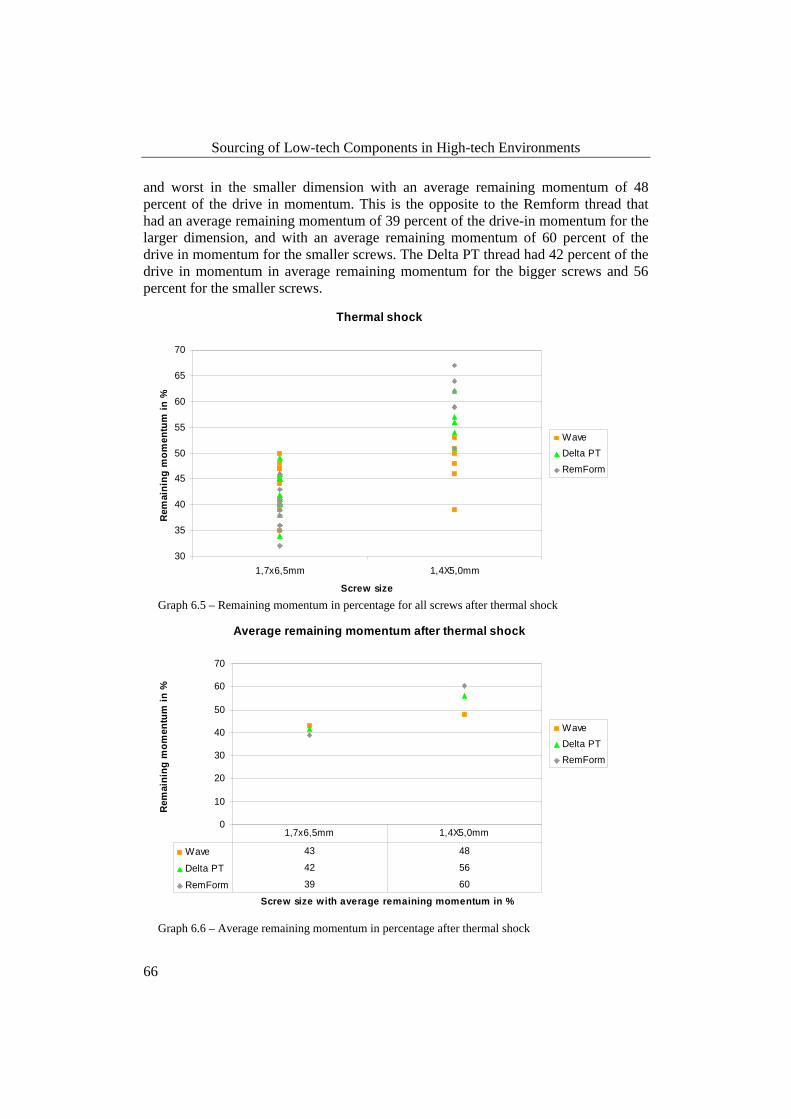
Sourcing of Low-tech Components in High-tech Environments
66
and worst in the smaller dimension with an average remaining momentum of 48 percent of the drive in momentum. This is the opposite to the Remform thread that had an average remaining momentum of 39 percent of the drive-in momentum for the larger dimension, and with an average remaining momentum of 60 percent of the drive in momentum for the smaller screws. The Delta PT thread had 42 percent of the drive in momentum in average remaining momentum for the bigger screws and 56 percent for the smaller screws.
Thermal shock
30
35
40
45
50
55
60
65
70
1,7x6,5mm 1,4X5,0mm
Screw size
Rem
aini
ng m
omen
tum
in %
Wave Delta PTRemForm
Average remaining momentum after thermal shock
0
10
20
30
40
50
60
70
Screw size with average remaining momentum in %
Rem
aini
ng m
omen
tum
in %
WaveDelta PTRemForm
Wave 43 48
Delta PT 42 56
RemForm 39 60
1,7x6,5mm 1,4X5,0mm
Graph 6.6 – Average remaining momentum in percentage after thermal shock
Graph 6.5 – Remaining momentum in percentage for all screws after thermal shock

Sourcing of Low-tech Components in High-tech Environments
67
6.1.6 Substance The Purpose of the Organic fat test is to simulate the exposure to skin fat (organic fat). Stressed polymers may crack when exposed to organic fat. If the screw joint is under stress the organic fat will cause the plastic to crack even under low stress. This test makes it possible to determine how stressed the screw joint is with different thread types and also possible to compare the different thread types.203 Olive oil is applied on the areas around the screw joints in the test vehicles and then exposed to elevated temperature during 72 hours in order to accelerate the process. The test vehicles are afterwards dissembled and examined for cracks around the screw bosses. Compared to the other tests this test is more to be seen as a catalyst to define and indicate stress in the plastic. Therefore the importance of this test relative the others could be discussed.204 Organic fat test results The organic fat test made the frame of test vehicle K810 to crack in many cases. The Wave thread screws caused the frame to crack due to stress in 25 percent of the tests for the 1.7x7.0 mm screws and in 50 percent of the cases for the 1.4x5.0 mm screw. The 1.7x6.0 mm screws elicited the frame to crack zero times but the loop in the PCB cracked in 50 percent of the tests. The Delta PT thread caused cracks in the frame component in 83 percent of the tests when using 1.7x7.0 mm and 1.7x6.0 mm screws. The 1.4x5.0 mm screw caused cracks in the bosses in all tries. The Remform thread with 1.7x7.0 mm dimension caused cracks in the bosses in 63 percent of the cases. The 1.7x6.0 mm Remform thread screw caused the frame to crack in 13 percent of the cases and the loops in the PCB cracked 67 percent of the cases. The smaller dimensions of the Remform thread screws caused cracks in 25 percent of the tests. Examples of the cracked bosses and the PCB loop are displayed below.
203 Castensson, P. et al (2005), p. 136 204 Ibid

Sourcing of Low-tech Components in High-tech Environments
68
Figure 6.9 – Crack in the 1.4 mm screw boss
Figure 6.10 – Crack in the 1.7 mm screw boss compared to a human hair
Figure 6.11 – Cracks in the loop in the PCB
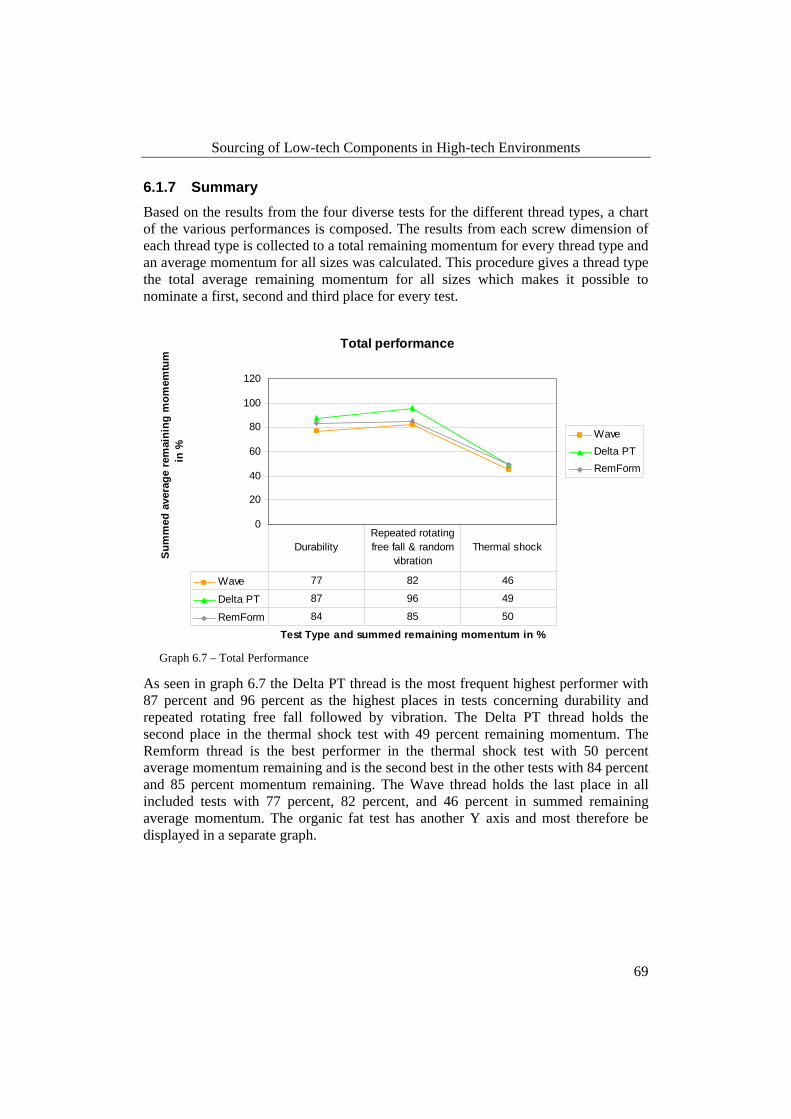
Sourcing of Low-tech Components in High-tech Environments
69
6.1.7 Summary Based on the results from the four diverse tests for the different thread types, a chart of the various performances is composed. The results from each screw dimension of each thread type is collected to a total remaining momentum for every thread type and an average momentum for all sizes was calculated. This procedure gives a thread type the total average remaining momentum for all sizes which makes it possible to nominate a first, second and third place for every test.
Total performance
0
20
40
60
80
100
120
Test Type and summed remaining momentum in %
Sum
med
ave
rage
rem
aini
ng m
omem
tum
in
%
Wave Delta PTRemForm
Wave 77 82 46
Delta PT 87 96 49
RemForm 84 85 50
DurabilityRepeated rotating free fall & random
vibrationThermal shock
As seen in graph 6.7 the Delta PT thread is the most frequent highest performer with 87 percent and 96 percent as the highest places in tests concerning durability and repeated rotating free fall followed by vibration. The Delta PT thread holds the second place in the thermal shock test with 49 percent remaining momentum. The Remform thread is the best performer in the thermal shock test with 50 percent average momentum remaining and is the second best in the other tests with 84 percent and 85 percent momentum remaining. The Wave thread holds the last place in all included tests with 77 percent, 82 percent, and 46 percent in summed remaining average momentum. The organic fat test has another Y axis and most therefore be displayed in a separate graph.
Graph 6.7 – Total Performance
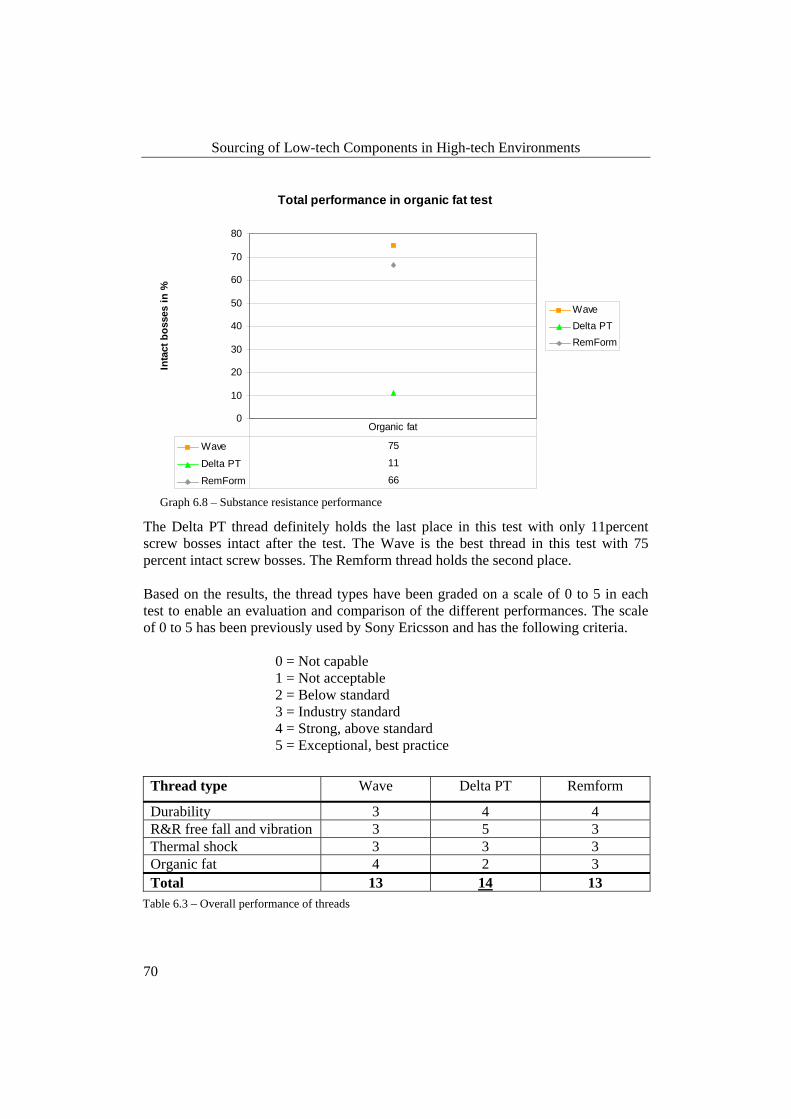
Sourcing of Low-tech Components in High-tech Environments
70
Total performance in organic fat test
0
10
20
30
40
50
60
70
80
Inta
ct b
osse
s in
%
WaveDelta PTRemForm
Wave 75
Delta PT 11
RemForm 66
Organic fat
The Delta PT thread definitely holds the last place in this test with only 11percent screw bosses intact after the test. The Wave is the best thread in this test with 75 percent intact screw bosses. The Remform thread holds the second place. Based on the results, the thread types have been graded on a scale of 0 to 5 in each test to enable an evaluation and comparison of the different performances. The scale of 0 to 5 has been previously used by Sony Ericsson and has the following criteria.
0 = Not capable 1 = Not acceptable 2 = Below standard 3 = Industry standard 4 = Strong, above standard 5 = Exceptional, best practice
Thread type Wave Delta PT Remform
Durability 3 4 4 R&R free fall and vibration 3 5 3 Thermal shock 3 3 3 Organic fat 4 2 3 Total 13 14 13
Graph 6.8 – Substance resistance performance
Table 6.3 – Overall performance of threads

Sourcing of Low-tech Components in High-tech Environments
71
According to the evaluation the Delta PT thread is the total winner throughout the tests but shows weakness in the organic fat test. The substandard result could depend on too narrow screw bosses as earlier discussed. It is neither likely that the screw-joint will be exposed to this vast quantity of oil during normal usage. The Wave and Remform thread shares second place in the total evaluation.
6.2 Supplier Evaluation
For the supplier evaluation four criteria have been lifted. These criteria have aided the selection process and illuminates key aspects that will be used when analysing the potential suppliers. 6.2.1 Test suppliers The test phase of this study is initially based on the chosen screw threads. The second dimension of the framework aims to evaluate suppliers of the defined screws. This means that the evaluation process would be extremely extensive if no restrictions were to be made. This is verified as the main purpose of this evaluation is to test the second dimension of the framework by applying it on significant current suppliers. By reducing the number of tested suppliers deeper and more thorough analyses can be pursued which will increase the value of this study. On the basis of the earlier pursued and discussed supplier mapping three significant screw suppliers have been defined and chosen as test suppliers. The choices originate from their ability to provide the three different thread types which have been chosen for the component testing. The chosen suppliers have a previous track record as a significant supplier of screws to Sony Ericsson, which guarantee that many test parameters can be surveyed. The three chosen suppliers have also been very accommodating and have shown a sincere interest and willingness to strengthen the relation to Sony Ericsson. Based on these conditions SFS has been chosen as test supplier of the Remform thread. ETO will naturally be chosen as supplier of the Wave thread as no other suppliers of this thread exist. Acument will serve as provider and test supplier of the widely used Delta PT. 6.2.2 Technology The technology aspect is among the most important factors when choosing new suppliers. The potential suppliers of screws have different technologies foremost the thread form and the head of the screw, which usually are patented. Sony Ericsson requires thread forming screws for plastics and is also in need of suppliers who have a global footprint, i.e. have multiple production facilities and are large enough to handle Sony Ericsson as a customer. Understanding which technologies different suppliers use also

Sourcing of Low-tech Components in High-tech Environments
72
enables Sony Ericsson to act pre-emptively when choosing future technologies in its mobile handsets.205 Acument is the supplier that offers the vastest amount of technologies for fasteners and also owns the patent of the TORX drive. This drive is widely considered to be the best drive for screws, as it requires minimal axial force for insertion. By heavily promoting the unique characteristics Acument has tried to set this drive as a new standard for screws and has as a consequence to this licensed the technology to many competitors. Further, Acument has license agreements for a numerous of threads such as Delta PT, Remform and other thread forms which also can be used in plastics. To help the design engineers Acument can provide screw joint testing at its research facility and also has a data program to optimise the boss design for a specified screw.206 The distributor ETO holds the patent of the Wave thread that is used in most current Sony Ericsson fastening applications. This thread is not licensed to other fastener manufacturers as the Delta PT and Remform thread are which means that only ETO is able to supply this thread type in the whole world. The thread has been used in the Japanese high-tech industry and has been inherited from Sony. ETO uses the Japanese manufacturer Furiya Giken to produce the screws and is currently constrained to produce the screws in Japan due to difficulties to reach a license agreement with Acument regarding the TORX drive. ETO has very good relations to Sony Ericsson’s Research & Development Department and has in collaboration with them been able to create unique solutions where other suppliers have faltered. Though very helpful, communication is difficult with ETO since it is a Japanese supplier and only a few of customer relation and support personnel speak English.207 Swiss SFS is currently licensing Remform which is preferred by competitors to Sony Ericsson such as Nokia. This thread type has been developed from a thread cutting screw and has a broad spectrum of usage. The Remform thread can be used for anything from soft plastics to lighter metal alloys. This enables flexibility for the customer and could prove useful when implementing new materials in mobile handsets. SFS requires a batch of 50,000 screws to start production of a new screw. This is to cover the tooling cost and the setup cost for production. SFS has a research facility where customers can send samples for testing. SFS has also been able to create new and exiting products where other materials than stainless steel is used for producing screws. Though SFS does not own neither thread nor drive patents the knowledge and experience in the fastener industry show that the company has the technological capabilities for incorporating Sony Ericsson in the customer base.208
205 Rosengren, E., Buyer Officer, (070225) 206 Heywood, P., Senior Application Engineer, (070427) 207 Alex, Y.K. Ho, Assistant General Manager, (070424) 208 Löfman, N., Sales Manager, (070413)

Sourcing of Low-tech Components in High-tech Environments
73
Generally the diameter is an issue to the manufacturers of fasteners as tolerances disappear when smaller fasteners are demanded.209 For fastener manufacturers it is crucial to have total control over the production flow and the manufacturing process so that there are minimal differences between any two screws. Therefore the ability to create small diameter fasteners at a high quality is a sign of good manufacturing practice.210 To get an illustrative view of what technologies are used by supplier please regard to table 6.4. 6.2.3 Supplier mutual importance Sony Ericsson is a big player on the market of mobile handsets which guarantee the position as an attractive customer. The vast orders will have direct and considerable positive impact on the revenue streams of any screw supplier. However the relative financial impact will naturally differ as the suppler turnover varies. Therefore relatively small screw suppliers will find Sony Ericsson a more important customer as the dependency is more obvious. Nevertheless bigger screw suppliers with Sony Ericsson competitors as key customer may have the willingness to reduce its dependency of few, yet big customers, and thereby finding it important to search for alternative customers. Thus, this parameter is associated with risk aspects as both buyers, as well as sellers, strive for a favourable risk level with adequate number of business relations. Acument is a $1.8 billion company of which 70 percent of the total turnover derives from the automobile industry. Acument has been a significant provider of fastening solutions for many years and its relations to Sony Ericsson is considered very close as it during a considerable time has been the main supplier of the Sony Ericsson widely used Delta PT thread. Acument is a high-capacity company and a big player on the fastening market with several different industries as customers. However a structural rationalisation will mean that a new division exclusively focusing only on electronics will be established. This indicates that the industry for mobile handsets is considered an important market as Acument aims to position themselves more clearly as a fastening supplier to manufacturers of electronics. Acument is defining the relation to Sony Ericsson as a long-term relation with mutual interests. The representatives uphold that they aim and want to grow the relation even deeper with integrated
209 Löfman, N., Sales Manager, (070413) 210 Heywood, P., Senior Application Engineer, (070427)
Supplier Acument ETO SFS Status Current supplier Current supplier Supplies Nokia Drive design TORX, Philips TORX, Philips TORX, Philips Thread types Delta PT, Remform Wave Remform Table 6.4 – Supplier technology overview

Sourcing of Low-tech Components in High-tech Environments
74
processes already during the design phase with knowledge exchange as result. This indicates that a genuine interest of long-term relations exists and that they consider mutual knowledge exchange to benefit both companies.211 ETO is the only supplier of the Wave screw and a significant provider of screws in current Sony Ericsson mobile handsets. The company has been a supplier to Sony for many decades and as the merger between Ericsson and Sony was a fact so was the establishment of a relation to Sony Ericsson. Today Sony is the biggest customer and Sony Ericsson comes shortly thereafter. Thus, Sony Ericsson is considered a very important and prioritised customer. Even though ETO’s two factories have satisfactory free capacity today, it is important to be prioritised if production and delivery problems occur. ETO is known for its accommodating and flexible approach towards Sony Ericsson with accurate deliveries. ETO defines the relation to Sony Ericsson as a long-term relation which will contribute to mutual success. When Sony Ericsson questioned the Japan-concentrated production from a risk perspective, ETO launched a management program to satisfy and secure Sony Ericsson demands. A new manufacturing plant in China close to Sony Ericsson’s factories has reached an advanced stage of planning. This indicates that the ambition to become a close partner to Sony Ericsson is obvious as their compliance and venture is evident.212 SFS has currently no production in Asia, however plans of an Asian establishment is existent. The company’s Swiss origin guarantees high level of design and manufacturing quality and many of their key customers have production in Europe. SFS states that it is a considerable supplier of fastening solutions to the mobile handset industry. Company representatives bring out the extremely deep relation to Nokia and the implemented Vendor Managed Inventory system as examples of the company’s focus and expertise within this industry. This dependence can obviously mean a Sony Ericsson disadvantage if production problems occur and supply prioritisation has to be pursued. Despite the high current order levels SFS means that adequate production capacity will exist to meet Sony Ericsson demands. SFS is a high-tech fastening supplier with a strong research & development department. The offered free access to the SFS test lab indicated that the company wants to grow the Sony Ericsson relation deeper and integrate the design and development phase. Despite, or perhaps because of, the close relation to Nokia SFS possesses vast knowledge about the mobile handset industry which from a research & development perspective can be extremely valuable.213
211 Heywood, P., Senior Application Engineer, (070427) 212 Alex, Y.K. Ho, Assistant General Manager, (070424) 213 Löfman, N., Sales Manager, (070413)

Sourcing of Low-tech Components in High-tech Environments
75
6.2.4 Global presence The global presence is important to Sony Ericsson in many ways. The most important issues are, as earlier mentioned, reducing risk and improve logistics. All the suppliers discussed before have already proved that they have a global footprint, but are they the right footprints? Acument is expanding its global footprint since its new owner, a private equity company, are investing in new sites in both India and Taiwan. The site in India is located in the area of a Nokia production facility. The production sites interesting today are the ones in Malaysia and China.214 Acument’s Research & Development Department is located in United Kingdom. As Acument is a big company its global presence is almost total with offices in Canada, United States, Mexico, Brazil, France, Germany, Italy, Spain, United Kingdom, Australia, China, Japan, Singapore and Korea.215 ETO who supplies the Wave thread screw has the screws only made by the Furiya Giken in Japan near Tokyo. Furiya Giken, on the other hand, has another subcontractor ready to manufacture the Wave screw in another part of Japan and is discussing the possibilities to manufacture the Wave screw at a plant in China. ETO has a network of subcontractors around the world that, excluding Japan, comprises 11 offices and 4 factories in 7 countries. Being a high-performance manufacturer situated in Japan where Sony Ericsson has some of its roots, cultural and social differences are not a big concern except for the fact that ETO does not have English as corporate language.216 Though there are time distances between research and development at Sony Ericsson an ETO this has not been perceived as a problem for design engineers.217 SFS whom provides the Remform thread has global accessibility. The production sites are primarily located in Europe with production close to the headquarters in Switzerland but also in United Kingdom, Sweden, Germany, France, Czech Republic, Austria and the US. SFS also has distribution organisations and partners in many other countries like China and Japan and similarly to the Acument spread. Currently the Remform thread is produced in the facilities in Switzerland and the Czech Republic. Being a European producer and an English speaking organisation helps to reduce cultural a social distance, and the time distance from Sony Ericsson’s Research & Development Department can be neglected.218
214 Heywood, P., Senior Application Engineer, (070427) 215 http://www.acument.com/, (070318) 216 Alex, Y.K. Ho, Assistant General Manager, (070424) 217 Nyman, J., Senior Staff Engineer, (070219) 218 http://www.sfsintec.biz/, (070318)

Sourcing of Low-tech Components in High-tech Environments
76
To know which supplier that has the best suitable global presence and live up to the other demands, the global footprint of Sony Ericsson also has to be presented. One interesting issue to discuss is where the production sites are located. Sony Ericsson’s Asian production sites are located in Beijing, Kuala Lumpur, Singapore and Tokyo. There are sites located in Brazil, South America and another in Mexico. The only European site is located in Alsace, France. The other important issue to take into consideration is where the development units are. Sony Ericsson development centres are divided in different product groups like entry products, smartphones and high-end products. The global units are located in Lund and Kista, Beijing, Tokyo and USA.219 6.2.5 Previous performance How suppliers have performed in the past gives a good indication of what track record you could expect in the future. As all suppliers have a history it is also important to illuminate what challenges that have faced each supplier. All the suppliers looked at have a history within the mobile handset industry which provides evidence that they have met the standard requirements to be in the business. Acument has a previous relation with Sony Ericsson as the company provides the Delta PT threaded screws. Acument has performed well from a research and development perspective as it has provided good design guidelines for the design engineers.220 As a global supplier it also has a strong track record from multinational companies such as Ford Motor Company, Airbus and Nokia.221 Sony Ericsson’s Purchasing Department has experienced some imprecise deliveries with Acument which have to be improved in order to meet Sony Ericsson’s requirements. The relatively slow responsiveness and sometimes inflexible organisation makes Acument a less attractive supplier in this aspect.222 ETO on the other hand has had a rigorous control over its customer responsiveness which has led to that Sony Ericsson today is very pleased with the performance of this supplier. Where Acument in some cases has been perceived as somewhat slow ETO appears more agile.223 However, in research and development there is a mixed message on how good ETO is at providing design guidelines. The cultural boundaries are imminent in these aspects, as a Japanese design engineer easily can understand how to design the bosses where a non-Japanese speaking design engineer finds it very difficult. Though there is a knowledge transfer within Sony Ericsson, there is not always time for looking up the right person who understands the design guidelines.224
219 Nagy, L., Section Manager, (070123) 220 Nilsson, K., Senior Staff Engineer, (070209) 221 http://www.acument.com/, (070504) 222 Rosengren, E., Buyer Officer, (070129) 223 Ibid 224 Nilsson, K., Senior Staff Engineer, (070209)

Sourcing of Low-tech Components in High-tech Environments
77
ETO has production in two facilities in Japan and is a much smaller company than Acument. This also has a down side as this makes these facilities more exposed to risk if anything should happen to them.225 SFS is not currently a supplier to Sony Ericsson but are currently supplying Nokia with fasteners for mobile handsets. Their Swiss engineering expertise has proven helpful when fulfilling the needs of the currently largest mobile handset producer in the world. SFS also has a large database of test results that could improve the know how of how the screw joint is affected when changing material in the screw or the plastics. Furthermore SFS owns all tools which are created when developing a new screw. This allows Sony Ericsson to look at SFS’s current roster of produced screws which could mean that Sony Ericsson could reuse tools, if finding screws of appropriate dimensions. This would both reduce development time for research and development at Sony Ericsson and SFS as well as cutting cost for tooling at SFS. This could affect Sony Ericsson negatively if new screws are developed by Sony Ericsson, which later will be available to other SFS customers.226 6.2.6 Summary To visualise and concretise the various aspects that have been high-lighted during this phase the authors have summarised the supplier’s performance in a matrix, shown in table 6.5. All three suppliers are in absolute terms worthy suppliers to the mobile handset industry, and shown below are the relative strengths and weaknesses for each discipline. Acument has showed its strength as a global supplier and a patent holder to important technologies for fasteners in Sony Ericsson handsets. Having a track record that still can be improved Acument has an unparallel global presence and widely recognised threads. Should problem occur with Acument in the future Sony Ericsson will be able to mitigate risk as other screw manufacturers uses the same technology. ETO has a magnificent track record but is weak from a supply chain and risk management perspective. Not being able to produce the screw outside Japan is the same as not having a global footprint, which Sony Ericsson requires from its suppliers. By being the only one who produces the Wave thread Sony Ericsson are forced to sole-source, a very dangerous strategy especially for products with a short life span. SFS has a good track record with Nokia and are considered one of the key players in the fastener industry today. Though this strength is appealing, the heavy reliance on Nokia creating approximately 90 percent of the revenues in this segment is more to be considered a threat.
225 Rosengren, E., Buyer Officer, (070129) 226 Löfman, N., Sales Manager, (070413)

Sourcing of Low-tech Components in High-tech Environments
78
The scale for the supplier evaluation is the same as for the component tests and the same criteria have been used. The parameters on which the suppliers are valuated upon are considered to be equally important.
Supplier Acument ETO SFS
Technology 5 3 4 Mutual importance 3 4 2 Global presence 5 2 3 Previous performance 3 5 4 Total 16 14 13
Table 6.5 – Overall performance of suppliers

Sourcing of Low-tech Components in High-tech Environments
79
7 Discussion A theoretical and empirical analysis will be pursued based on central areas discussed. Theoretical findings and obtained test data will be discussed and constitute the base of recommendations when defining preferred suppliers of low-tech components. Based on these recommendations preferred screw suppliers of the case company will be defined.
7.1 Supply Chain Analysis
Sony Ericsson has realised the importance of an effective supply chain. The fact that the company operates in a high-tech industry has been well established and today the supply chain is streamlined after this. Sony Ericsson has close relations to its suppliers and work with these during the research & development process. While Sony Ericsson’s research & development teams can focus on innovative and creative solutions the underlying components needs to be developed by Sony Ericsson’s suppliers. For non-critical components the prototype phase should be as short as possible, especially since no customer value is added for these components. From a research & development perspective value adding components should be prioritised when developing mobile handsets, and non-value adding components such as screws, should be fitted swiftly as a final step. Unfortunately this is rarely the case as the size and thickness of the handset are attributes that appeal to the consumer. For screws this mean that a design engineer always needs to see what space is left and design the screw joint there after. This keeps Sony Ericsson’s design engineers in the laps of their suppliers. The prevailing opinion at Sony Ericsson is that screws are non-critical components, yet the complexity of them none of the design engineers fully understand. This has made it an important complication to be lifted, which not only negatively affect design recommendations but also limits the iterative process with the fastener supplier. The suppliers on one hand want to supply much more than a non-critical component to Sony Ericsson. The suppliers, being aware that the product they supply are not prioritised at a component level, tries to expand their offering. By giving access to research data, screw joint optimisation data programs and free disposal of service centres, the design engineers are given extensive assistance during the design phase. However the suppliers aim to complex the component and by differentiate the product they implicitly create a need for assistance. Thus, the suppliers benefit from making the screws into a more complex and difficult component to understand.
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test Discussion
Conclusions
Sourcing of Low-tech Components in High-tech Environments
80
Since the screws are complex and in themselves are very important for the functionality of the mobile handset Sony Ericsson’s Purchasing Department currently have no possibility to shift sourcing. Acument and ETO are the suppliers that can be used by Sony Ericsson today and they provide one unique thread type each. If a Wave thread is recommended by a design engineer in a handset today no other supplier can be used than ETO. As the ETO screws already have been used in Sony Ericsson projects and time is critical, any smart design engineer would try to re-use an old screw for the new application. This saves time for the design engineer but is not to prefer from a supply chain perspective as this forces Sony Ericsson to pursue a sole source strategy. For the Delta PT thread multiple sourcing could be efficiently used but as Sony Ericsson recommends a few numbers of suppliers for non-critical items because of the time and resource consuming relations, the number of preferred suppliers should be somewhat limited. Further, within Sony Ericsson there are diverging opinions regarding which thread is best. Interpreting the requirements of what is required for a non-critical component at Sony Ericsson the screws must be able to replace each other in order to enable a dual sourcing strategy. Therefore a change is needed to make the threads more standardised, like the Delta PT thread, so that the Purchasing Department can increase its control of what screw is used in each mobile handset. Sony Ericsson produces the most part of its products in China. As for screws not all suppliers fall into the category global producers. Though a global supplier base is preferred by Sony Ericsson production in Asia is almost a prerequisite. This shortens distance between Sony Ericsson’s facility in China and wherever in Asia the screws are being produced. As China has a high level of bureaucracy when importing and exporting goods, it is also preferred that the supplier have a subcontractor that are within the borders of China. Though important the monetary effect of where suppliers are located has shown to have little impact. Fluctuations in currency exchange are much more obvious on leverage components. As screws are not that complex Sony Ericsson can foresee the price as a function of component prices and labour costs. The possibility to reduce labour costs has not just led Sony Ericsson to the Asian market but many of its suppliers as well. Labour is cheap in China, but Sony Ericsson as a Swedish company needs to take more action against the down sides of capitalism. Child labour, ethics and environmental issues are social issues that easily damage Sony Ericsson as a company if these risks are not mitigated appropriately. Sony Ericsson has a framework for making sure that neither Sony Ericsson nor its suppliers abuse their rights and that regulations are met. This also creates difficulties when choosing new suppliers. How can Sony Ericsson possibly know for sure that a fastener supplier not used before are compliant with Sony Ericsson’s requirements? This makes changes in the supplier base even more inert.

Sourcing of Low-tech Components in High-tech Environments
81
Having analysed Sony Ericsson’s supply chain and assessed how global issues affect the production and development of new mobile handsets, it has not been easy to suggest which supplier should be preferred for a specific component. The fast moving mobile handset industry spits out new products in an effort to differentiate them against the competition. For Sony Ericsson its products are global and are expected to have the same quality and level of technology around the globe. Suppliers of non-critical components to Sony Ericsson have to adjust to this fact. Given the framework that Sony Ericsson uses and the strive to standardise components at a global product level it seams very convenient to standardise the screws into one thread type so that the Purchasing Department at Sony Ericsson can use this chosen thread from one or multiple suppliers.
7.2 Risk Analysis in Supply
In the case of low-tech components in the mobile handsets, risk management is indeed a key priority. These low-tech components, such as screws, are never in stock at Sony Ericsson’s production facility. Instead Sony Ericsson pushes inventories backwards in the supply chain and is today reliant upon vendor managed inventories. This helps Sony Ericsson to become leaner and does not require the same level of inventory control. The short product life cycles would create a lot of abundant material if the production was not set up as it currently is. Much of the responsibility is laid in the hands of the suppliers and suppliers get penalised when they are not able to deliver. Though penalised a suppler relationship come not from penalties but from trust. For non-critical components this applies too, but according to theory, if problems with one supplier exist it should be easy to change supplier. At the moment this is not the case for screws as the different thread types possibly would require redesigning screw bosses for exiting handsets, which would also impact the routines of how design engineers select screws. Hence, transaction costs for this non-critical component is very high which it should not be according to the portfolio model. If a massive failure in ETO production facilities would occur there is no way of telling to what extent the impact would be for Sony Ericsson. Whether the reason is due to a natural disaster, supply shortage, strike in distribution or other internal malfunctions Sony Ericsson only has a few days supply of screws in its factories before production is affected. There are many possible scenarios that can be analysed but they all can be eliminated by changing supplier. Sole-sourced components as the Wave screws are in this aspect a high risk item and by minimising this risk Sony Ericsson stabilises the supply chain and averts potential risk. Acument is in this aspect a better supplier having multiple sourcing in both China and around the globe. Acument does have the muscles to make a good supply chain but its large organisation makes the company less agile than ETO, which is of outmost importance in the mobile handset industry. To weigh supply and agility against each other is difficult, as one must weigh the severity against the likelihood of the events over time. SFS also provides a possibility to provide multiple sourcing in Switzerland and the Czech Republic. Though SFS operates in a relatively more secure region, as

Sourcing of Low-tech Components in High-tech Environments
82
far as natural disasters and political stability are concerned, the distance to Sony Ericsson’s main facility in China is obvious. Further, SFS’s deep involvement with Nokia creates a risk on the behalf of Sony Ericsson. Should supply be strained and SFS needs to prioritise its output to any of its customers, SFS will naturally select the one customer who is considered most profitable. Competing for the same production capacity with a larger competitor could from a Sony Ericsson perspective be fatal. Sony Ericsson today uses an assessment tool that divides suppliers into different categories depending on their previous performance. Due to the risks involved with the current supplier base both current suppliers of screws would today be on the act list. Action is needed to be taken in order to secure a stable source of supply.
7.3 Kraljic’s/Portfolio Approach
The Kraljic framework is an accepted purchasing tool at Sony Ericsson Purchasing Department. The framework helps purchasers to define, categorise and design tailor made strategies for each category of similar strategically defined components. As time and money are needed to be allocated to the strategic and important components Sony Ericsson uses this framework as an assisting tool when to prioritise and divide the limited resources. The prioritisation is based on the underlying definition and categorisation of each component. However, if the definition is incorrectly applied sourcing strategies are most likely ineffective or even directly fatal. If inadequate component definitions are made not only will the limited company resources be incorrectly divided but incorrect sourcing strategies will probably also be applied. This will evidently affect the company negatively in many ways. The most important factors concern the risk and profit of the company. If a bottleneck item is defined as a non-critical item a sudden fail-to-deliver may mean devastating consequences as no other providers of the given component are available. This will mean scarcity of required components and will affect the ability to deliver the end product to the market. Thus, this incorrect risk appraisal is directly connected to the profit of the company. Inversely bottleneck items will most likely not be given adequate resources if defined as a non-critical component. A direct consequence can be that incorrectly applied sourcing strategies will negatively affect the relation to the only existing supplier which will put Sony Ericsson in a non-favourable position. This is an important aspect particularly if the suppler has to prioritise if manufacturing capacity is decreased. A lot has happened since Kraljic introduced his framework. Not only has the business environment changed but so have also the underlying products in each defined category. The product development and change in component specifications will evidently have a direct affect on the basis of which products are classified according to Kraljic. When presenting a theoretical framework it is precarious to exemplify and give suggestions of how to apply the framework for given products. Implicitly the designer of the framework assumes a static business context with no product development. It is quite accepted that earlier defined components need to be revised

Sourcing of Low-tech Components in High-tech Environments
83
as its product specifications change according to the product development process. Thus, product definitions and categorisation to a certain extent seem to migrate. Since the introduction of the Kraljic matrix a lot has happened regarding fasteners and screws in particular. The accepted very low-tech and non-critical qualities of certain components have during the years dramatically changed and are today considered to be somewhat the opposite. The vast amount of different screw types with tailor made design has made the product more complex as its applicability and variation have radically changed and improved according to underlying fastener demands. This will implicitly affect the definition and categorisation of screws in the Kraljic matrix. According to Kraljic routine and non-critical components have a relatively limited value and the sourcing possibility is evident as many possible suppliers per item are available and the products have low complexity. If we look at Sony Ericsson regarding the present sourcing of screws the situation is the direct opposite. The screws are today considered very complex and often constitute a bottleneck during the test & verification phase on system level. There are also only two existing suppliers of screws. These suppliers, ETO and Acument, are furthermore providing only one satisfactory thread type each. Thus, the component is neither low-tech, according to accepted definition, nor is the sourcing possibility evident as none or few suppliers are existent. It should be mentioned that this discussion is based on the relatively very complex micro fasteners which are used in mobile handsets and other high-tech products. This might also be a part of the explanation why a redefinition has to be pursued. It is quite simply obvious that if the end product is becoming more high-tech and complex so will the components underneath the product cover. As the mobile handsets become smaller the available space allocated for screws is smaller. This evidently means that the function of the screw must be maintained despite its decreased size, which demand a more complex screw with specifications not considered to be low-tech. Let us assume that screws today are as non-critical and low-tech as when the Kraljic matrix was presented. Then one can ask why sourcing implications are at all existent at Sony Ericsson. The routine and non-critical items should be easily sourced as many suppliers of these products are available. A parallel can be drawn to post-its. Many companies and their employees are finding post-its as an accepted and central component/product on the desktop. The patent owner and only provider of post-its is the 3M Corporation. What if all factories producing post-its would tomorrow be non-existing? As 3M is the only provider of post-its, panic would probably occur among the white-collar workers as this is an accepted bottleneck product with one existing supplier only. However, we do know that there are a vast amount of alternative suppliers of similar sticky notes with adequate product specifications. Therefore no panic would probably occur and after a few days no employees would miss the unique “post-it-yellow colour” wallpaper on half their desk. The product changeability probably depends on

Sourcing of Low-tech Components in High-tech Environments
84
the non-complexity of the product and the availability of satisfactory substitutes. However someone has to test available substitutes to be able to define them as actual substitutes with adequate and similar product specifications. The post-it example can be applied on screws and other low-tech components. Even though the product might be categorised as a non-critical it will directly become a bottleneck item if no substitutes or alternative suppliers are existent. Since ETO is the only provider of the developer preferred Wave screw, component testing has to be pursued to be able to find new thread types with similar and satisfactory specifications. Depending on the outcome of the screw testing sourcability can be improved as the screws are re-categorised in the Kraljic matrix. Therefore, the lack of component testing and comparison of available thread forming screws implicitly mean that Sony Ericsson has unnecessary put themselves in a sourcing dilemma as no satisfactory components or new suppliers is available. An additional important aspect regarding the definition of screws is the product scope. Quite often screws are evaluated based on its qualities and fastening ability. However this aspect only covers a part of the total product. The screw itself constitutes the core products. Yet surrounding soft values may be not in the least as important. These values constitute the augmented product which together with the core product, the screw, constitutes the base on which components should be assessed and suppliers should be chosen. This will have implications on the definition and categorisation of screws in the Kraljic matrix. Not only has the product itself become more complex, the actual product is containing additional important parameters which to a certain extent were disregarded when Kraljic categorised screws as low-tech and non-critical components. Even though this should only be seen as an example from 1983 probably many purchasers see it as valid recommendations today. This aspect is most likely to be evident for companies in a high-tech environment. External expertise is often required during the design and development phase, information and assistance which often are supplied by the screw manufacturer. As the suppliers ambition is to become more involved in and to be seen as a natural assisting part of the development process the augmented product are increasing and becoming more complex. Therefore the actual product is complexed and the comparison between different screw types is harder to pursue as the evaluation parameters are consisting of more difficult assessable soft values. Therefore it can be hard to define which parameters to demarcate to the product evaluation respectively the supplier evaluation, as the augmented product contains aspects which constitute the base of which suppliers often are assessed upon. This touches the criticism of the Kraljic matrix and its lack of noticing supplier perspectives. It is obvious that suppliers aim to differentiate and move their products from the non-critical category to adjacent product categories. This action comprises underlying strategies which to a certain extent counteract the strategies of the buying companies. As suppliers are becoming more involved in the development process of their customers not only has the augmented product increased and thereby complexed

Sourcing of Low-tech Components in High-tech Environments
85
the end product, but strategies to re-categorise their low-tech components have evidently been successfully implemented. Concerning the theoretical discussion and criticism of the Kraljic framework the measurement difficulties were lifted. This is an interesting aspect to consider especially when focusing on screws and other low-tech components. Despite its limited financial value of the total end price of the product the component is highly important from a profit perspective. Even though the component may be categorised as low-tech it constitutes a part of the end product. As mobile handsets must be seen as a product on a system level the end product is only as strong as its weakest link. Thus, an inferior component will have direct negative profit impact as the quality and customer satisfaction of the end product will be decreased. It can therefore be questioned if components, despite its low-tech characteristics, can be categorised as non-critical for system products.
7.4 Testing
The different thread types have been tested and compared to each other. The Wave thread has acted as reference thread since it is the thread originally used in the test vehicles, more specifically the K800 and the K810. The boss design is communicated to the suppliers of the competitive threads and their screw recommendations for these designs were the same dimensions as used today, the 1.7 mm and the 1.4 mm. The tests can be considered a fair trial for all of the threads as customised momentum have been taken into consideration. The test vehicle as it is sold on the market today has already been through the entire test phase that should be performed according to the GREAT specifications. The Wave thread should therefore probably be considered as a screw good enough for the market. However, this project aims to compare the different thread types and evaluate them to determine if all of them are good enough for the market. The durability test with six times disassembly/re-assembly is a tough test and, as seen in the results, the smaller screws with a dimension of 1.4 mm in diameter are more susceptible and are more likely to brake. This concerns all of the thread types which make them tantamount. When comparing the average remaining momentum on the 1.4 mm screw it could be ascertain that the Delta PT is the best performer throughout the test. It is followed by the Remform thread and the Wave thread which holds the last place. The Delta PT thread is the best in this test and it also has the most equal test results. The Remform thread also has even results but not as high remaining momentum as the Delta PT. However, it is a fact that the Wave thread is a sufficient screw for the system which should make the better performing thread types applicable in a system as well. During the test in which repeated rotating free fall was performed followed by the random vibration in all of the three axes, the Delta PT thread outperformed the other threads. The remaining momentum for the screws with the Delta PT thread was between 3 and 24 percentage points higher than for all the other threads in the
Sourcing of Low-tech Components in High-tech Environments
86
different dimensions. The remaining momentum in the smaller 1.4 mm screws was probably higher than the bigger ones with 1.7 mm diameter since the bigger ones are located in the more exposed corners in the system geometry. The Remform thread and the Wave thread had similar results from this test but with a small advantage for the Remform that had a slightly higher remaining momentum. With the Wave thread as a reference in what is good enough the conclusion is that the Delta PT and Remform threads are completely sufficient as substitutes for the Wave thread in these tests. All of the screws and thread types show results that are good enough and the complete test vehicles, which in this case were the K810, never fell apart because of the screws. The thermal shock test was performed with the K800 as test vehicle. In this handset the four 1.7 mm screws has equal dimensions with a length of 6.5 mm. This gives plenty of data of how each screw dimension with different threads performs. It is obvious that this test affects the momentum of the screws a lot. About half of the drive in momentum is left after each conducted test. The different thread types affected the test almost equally but it is still possible to out-read which the best suitable thread for this test is. The Wave thread was the best one of the three compared 1.7 mm screws with a result of 43 percent momentum left. On the other hand the Wave thread was the worst performer among the small 1.4 mm screws with 48 percent. It was the other way around for the Remform thread that is the best thread in the 1.4 mm dimension with 60 percent of the drive in momentum left and 39 percent remaining on the 1.7 mm screws. The Delta PT was then intermediate with 42 percent remaining on the 1.7 mm screw and 56 percent on the 1.4 mm screw. The conclusion from this test is that all of the thread types are passable in the context that this test offers. The organic fat test was in this project also modified to only test the threads effect in the system. It turned out to be a very hard test for some of the thread types. The thread forming process created when driving in the screw develops great stress in the frame component and particular the screw bosses. The Delta PT thread, that so far has a great record, caused cracks in 83 percent of the cases with the 1.7 mm screw. All of the bosses for the 1.4 mm Delta PT screw cracked. In 63 percent of the tests with the 1.7x7.0mm dimension the Remform thread caused cracks in the bosses. The 1.7x6.0mm Remform thread screw made the frame crack in 13 percent of the cases and the loops in the PCB cracked 67 percent of the cases. It could however be that the axial force is too big that makes the PCB crack as well. The smaller dimensions of the Remform threaded screws caused cracks in 25 percent of the cases which is a good result compared to the Wave thread where cracks were found in 50 percent of the cases. Therefore, it is also better than the Delta PT thread. The 1.7x7.0 mm Wave threaded screw caused cracks in 25 percent of the cases and the 1.7x6.0 mm caused no cracks in the frame but the loop in the PCB cracked 50 percent of the times. The Wave thread is the one that causes least stress in the material according to the research. The Remform thread is second best and the Delta PT is worst. However, screw bosses are not located in the handset so that the screw joint will be exposed for organic fat, especially not to the quantity used in this test. But it is definitely the Delta

Sourcing of Low-tech Components in High-tech Environments
87
PT thread that causes the most amount of stress in the screw boss. It is a possibility that the boss design is a slightly too narrow for the Delta PT thread. A boss design with a larger diameter may solve the problem with cracks in the boss. Conducted tests with the different thread types show that the Delta PT thread is a worthy substitute to the Wave thread in all dimensions in a system. The Remform thread is also a substitute good enough relatively the Wave thread results. It is possible to replace the Wave thread screw with both of the competing thread types. This fact opens up for many supply and sourcing solutions. The screws in an ongoing batch could possibly be exchanged if any problem, for whatever reason, with the supply occurs. The possibility to select a supplier regardless of the thread performance could make the sourcing procedure more pleasant.
7.5 Sourcing
According to the theories of sourcing and strategic sourcing in particular, the core and first step of the sourcing process is to understand the components that will be purchased. The essentials of the specific component, in this case screws, have through this research been mapped and the understanding of the screw and its entire attribute is clarified both theoretically and practically. The pursuit of theoretical knowledge about supply of screws has lead to a re-categorisation of the screws in the Kraljic matrix. The situation today, with screws positioned as a non-critical item in the Kraljic matrix, is wrong since screws to a certain extent are considered very complex and often constitute a bottleneck during the test & verification phase on a system level. This has lead to a sourcing dilemma as there is only one supplier to choose from when a bottleneck occurs, which also makes the screw a bottleneck item according to Kraljic. After having analysed the results from the component testing, the practical knowledge about the component is extended, and it is now a fact that the performances of the screws are not as unique as the designs. This new finding makes it possible to eliminate bottlenecks, since this now permits the component to be sourced from various suppliers. The practical knowledge translated to theory makes it possible to re-position the screws in the Kraljic matrix back to the non-critical category. The accessible market of suppliers becomes much wider since the performance of the screws and thread has been established. With the possibility to select the supplier or suppliers regardless of chosen thread type there are great opportunities to reduce the supplier risk. The market of these screw types has been analysed in order to reach the key suppliers. With a couple of key suppliers selected and evaluated according to the COMPASS Framework specifications, the implementation of efficient supplier strategies is the only question mark remaining. The question whether screws are to be considered a low-tech product or not has now been discussed enough. However, if it was considered a high-tech product with often changing specifications the supplier should preferably be local. But as some screws

Sourcing of Low-tech Components in High-tech Environments
88
now most likely are considered to be standardised, since there are many suppliers available to produce the screw to choose from, a more global sourcing strategy is possible. The global sourcing strategy also allows Sony Ericsson to apply competitive bidding among the available suppliers in order to reduce costs. However, Sony Ericsson must also be considered a preferred customer to be able to pursue this strategy. If Sony Ericsson continues to purchase screws from ETO the problem with no alternative supplier of the Wave threaded screw remains. If complications with the supply from ETO occur there is no opportunity to change to another supplier of the Wave threaded screw. It is neither optimal to change the thread type in an ongoing batch since the boss designs often are optimised to the thread. The Wave supplier is not a match to the intended sourcing strategy. If Sony Ericsson purchases screws with the Delta PT thread, opportunity exists to select a second supplier if problems occur. This since many sagacious suppliers in the market provide this thread type. The analysed screw test results encourage this reasoning as well since the Delta PT thread has adequate performance. According to the COMPASS Framework specifications, Acument is the most suitable supplier of screws with the Delta PT thread type. A sourcing strategy with Acument as preferred supplier and another Delta PT thread supplier as second source could be the best solution for Sony Ericsson to reduce risk. An implemented global strategy will in this case contribute to the advantages of a local strategy as the production sites of the supplier and Sony Ericsson are located in the same country. Corresponding situation could be created with Remform threaded screw suppliers but the test results were not as good as the Delta PT thread yet good enough. The advantages of having more than one supplier of screws are not only to achieve better prices, an even greater reason for Sony Ericsson is to maintain a stable and secure flow of screws. This also enables prepared actions since there are many suppliers to choose from if a supplier can not deliver. The relative cost of screws is not high, it is first when they not show up at the production site as it becomes really expensive.

Sourcing of Low-tech Components in High-tech Environments
89
8 Conclusions The key aspects of this thesis will be discussed and recommendations of how to optimise sourcing of low-tech components for companies in dynamic, high-tech environments will be given. The listed preferred suppliers are defined according to the given limitations of the chosen case company and selected component, however suggestions for future research studies and applicable areas will be given.
Purchasing portfolio models are widely used and often seen as a central tool to improve sourcing as efficiently differentiated purchasing and supplier strategies can be pursued. Low-tech components are often non-prioritised components from a purchasing and sourcing perspective. Accepted theoretical recommendations, such as the Kraljic theory, support this prioritisation and resource allotment in favour of more strategic components. However, component classifications and exemplifications are precarious as they are contemporary only when the theory and framework were developed and not necessarily valid in today’s context, especially when addressing high-tech environments. Not only has the business context and company prerequisites dramatically changed over the years but so have also components once considered extremely low-tech. In this study screws in mobile handsets have been the chosen low-tech component. However, it can be questioned if the characteristics of these screws are to be considered low-tech and non-critical. The vast amount of different screw types with tailor made design has made the product more complex as its applicability and variation have radically changed and improved according to underlying fastener demands. Furthermore as the suppliers become more involved in and is seen as a natural assisting part of the development process the actual product becoming more complex. We also question the Kraljic statement regarding screws as a non critical item with low profit impact. Despite its limited financial value of the total end price of the product the component is highly important from a profit perspective especially if having a system perspective. A product is only as strong as its weakest component. Despite the characteristics of many low-tech components, the components can constitute bottleneck items although theory often classifies them as routine and non-critical. If no alternative suppliers or existing substitute are available the component will inevitably constitute a bottleneck as ability to source is non-existing. Therefore, component and supplier surveys should be pursued in order to secure correct
Pilot interviews
? Problem
Statement
Empirical Survey
Theoretical Study
COMPASS Framework
Test Discussion
Conclusions

Sourcing of Low-tech Components in High-tech Environments
90
component definition and classification which enables the possibility to establish and maintain a propitious sourcing position. The lack of component testing and comparison of available thread forming screws implicitly mean that Sony Ericsson has unnecessarily put themselves in a sourcing dilemma as no satisfactory components or new suppliers are available. The COMPASS Framework has by the authors been developed and designed to be an assisting tool helping companies to improve their sourcing. The framework is applicable on different components in various environments. The flexible design and interchangeable parameters enable the universal usefulness across different industries. The COMPASS Framework is to be seen as an assisting tool accompanied by the Kraljic Matrix. The first dimension designates the component to analyse. Before alternative suppliers can be analysed and chosen their underlying component variants must be evaluated and compared, especially if only one supplier per variant is existent. Not until tested component variants are proven to have adequate product qualities the definition as substitutes are possible, the later improved sourcing can be enabled. An interesting observation is that within high-tech companies the purchasing department is somewhat less prioritised relative the research & development department. The COMPASS Framework is designed to create objectiveness as economical and technical competences are polarised between the departments. To be properly assessed the two dimensions of the framework require different competences, hence cross-functional collaboration is required. By the interaction and knowledge exchange value is created and mutual goals can be reached. It is the combination of the cross-dimensional COMPASS Framework accompanied with a continuously updated Kraljic matrix that constitutes a powerful tool improving possibilities of efficient sourcing of low-tech components in high-tech environments.
8.1 Selections
Within Sony Ericsson diverging opinions exist regarding which screw thread to prefer. We have performed adequate screw tests to be able to establish the potential differences between different thread types, which enables the repositioning of screws towards the non-critical components and improves the ability to source. The tests show that the performances of the different screws are not as unique as the designs. Yet the established similarities render a certain selection and preferred thread possible. According to the component testing the Delta PT is best performing thread. However, the lead to the other tested threads is so small that the difference in performance can be neglected. On the basis of our testing we have defined satisfactory substitutes which enable improved ability of efficient sourcing for Sony Ericsson.
Sourcing of Low-tech Components in High-tech Environments
91
The supplier evaluation also propagates that given the circumstances Acument is the best supplier for handling this component. Their global network and continuous investments in manufacturing facilities along with the possibility to source the thread from other producers minimise environmental risks as well as bargaining power. Should dual sourcing be applied for this component, which is recommended, the COMPASS Framework should be used to verify compliance with Sony Ericsson’s requirements.
8.2 Future Research and Recommendations
During the progress of our thesis questions have arisen that would require additional research. The interconnectivity between buyer and supplier in a supply chain relation are often very delicate. Though there is a need for close collaboration often the secrecy of new products and processes reduces the possibility for an optimal supplier-buyer relation. How to manage these relationships for high-tech companies where optimal performance and short lead times are a day to day problem is both difficult and precarious. Recommendations for future studies would also be to pursue how technologies within low-tech components change over time. As high-tech markets consistently develop so does the technologies that support them. Wherein lay the boundaries for where technologies overlap so that a re-engineering approach would be needed to be implemented? Further recommendations will be to extend the use of the COMPASS Framework to include aspects lifted out of the original framework to obtain a solid and completely valid analysis. Price, strategic and legal & financial aspects could be highlighted when initiation has been done with a new supplier. By exploring these aspects the impact of the model would be enhanced and an even more well-founded guidance for companies within high-tech industries can be provided.
Sourcing of Low-tech Components in High-tech Environments
92
References Articles
Atkinson, W. (2006). Supply Chain Management: New Opportunities for Risk Managers, Risk Management June, 53(6), pp. 10-15. D’Aveni, R.A. (1995). Coping with Hypercompetition – Utilizing the new 7S’s framework, Academy of Management Executive, 9(3), pp. 45-60 Eisenhardt, K.M. (1989). Building Theories from Case Study Research, The Academy of Management Review, 14(4), pp. 532-550. Fox, N. (2006). Dynamic Strategic Sourcing, Contract Management, 46(11), pp. 57-58. Gelderman, C.J. & van Weele, A.J (2003). Handling Measurement Issues and Strategic Directions in Kraljic’s Purchasing Portfolio Model, Journal of Purchasing and Supply Management, 9(5-6), pp. 207-216. Gelderman, C.J. & van Weele, A.J (2005). Purchasing Portfolio Model: A Critique and Update, Journal of Supply Chain Management, 41(3), pp. 19-28. Gerard J.B. (2005). Sourcing Strategies in a Supply Chain, PhD dissertation, University of Florida. Heege, F. (1981). Portfolio-Management in der beschaffung, Der Betriebswirtschaft, Februari, pp. 17-23. Hillman, M. (2006). Strategies for managing Supply Chain Risk, Supply Chain Management Review, 10(5), pp. 11-13. Hutchins, G. (2003). Risk Management in the supply chain, ASQ´s Annual Quality Congress Proceedings, 57, pp. 49-58. Kiser, J. & Cantrell, G. (2006). 6 Steps to Managing RISK, Supply Chain Management Review, 10(3), pp. 12-17. Kocabasoglu, C. & Suresh, N.C. (2006). Strategic Sourcing: An empirical Investigation of the Concept and Its Practices in U.S. Manufacturing Firms, The Journal of Supply Chain Management, 44(2), pp. 4-16. Kraljic, P. (1983). Purchasing must become supply management, Harvard Business Review, 61(5), pp. 109-117.

Sourcing of Low-tech Components in High-tech Environments
93
Lamming, R.C & Harrison, D. (2001). Smaller customers and larger suppliers: the potential for strategic purchasing approach: a case study, Proceedings of the 10th international IPSERA Conference, Jönköping, Sweden, pp. 595-610. Lee, H.L. (2004). The Triple - A Supply Chain, Harvard Business Review, 82(10), pp. 102-112. Lilliecreutz, J. & Ydreskog, L. (1999). Supplier Classifications as an Enabler for a Differentiated Purchasing Strategy, Global Purchasing & Supply Chain Management, 11, pp. 66-74. Mehltretter, S. (1996). Strategic sourcing means just that – sourcing strategically, The Canadian Manager, 21(1), pp. 15-17. Nellore, R. & Söderquist, K. (2000). Portfolio approaches to procurement – analysing the missing link to specifications, Long Range Planning, 33(2), pp. 245-267. Newhart, J.F. (2006). Strategic Sourcing: What’s All the Buzz About?, Contract Management, 46(1), pp. 26-30. Niezen, C., Weller, W. & Deringer, H. (2006). Supply management: Strategy’s hidden accelerator, Bain & Co Report. Olsen, R.F. & Ellram, L.M. (1997). A Portfolio Approach to Supplier Relationships, Industrial Marketing Management, 26(2), pp. 101-113. Porter, A.M. (1999). Single Sourcing – some love it, most hate it, Purchasing, 126(9), pp. 22-24. Porter, M.E. (1996). What is Strategy?, Harvard Business Review, 74(6), pp. 61-78. Prahalad, C.K. & Ramaswamy, V. (2003). The new frontier of Experience Innovation, MIT Sloan Management Review, 44(4), pp. 12-18. Ramasesh, R.V., Ord, J.K., Hayya, J.C. & Pan, A. (1991). Sole Versus Dual Sourcing in Stochastic Lead-Time (s, Q) Inventory Models, Management Science, 37(4), pp. 428-443. Trent, R.J. & Monczka, R.M. (1998). Purchasing and supply management; trends and changes throughout the 1990s, International Journal of Purchasing and Materials Management, 34(4), pp. 2-11. Trent, R.J. & Monczka, R.M. (2005). Achieving Excellence in Global Sourcing, MIT Sloan Management Review, 47(1), pp. 24-32.
Sourcing of Low-tech Components in High-tech Environments
94
Tullous, R. & Utecht, S.L. (1992). Multiple or Single Sourcing?, The Journal of Business & Industrial Marketing, 7(3), pp. 5-19. VanderBok, R., Sauter, J.A., Bryan, C., Horan, J. (2007). Manage Your Supply Chain Risk, Manufacturing Engineering, 138(3), pp. 153-161. Books
Broberg, H. & Gustafsson, C-G. (1983). Skruvförband – dimensionering – montering, Sveriges Mekanikförbund, Stockholm, Sweden. Jacobsen, D. I. (2002). Vad, hur och varför?, Studentlitteratur, Lund. Karlebo Handbok (1992). utgåva 14, Liber Utbildning, Stockholm. Lundahl, U & Skärvad, P-H. (1999). Utredningsmetodik för samhällsvetare och ekonomer, Studentlitteratur, Lund. Render, B. & Heizer, J. (1997). Operations management, Upper Saddle River, N.J. Prentice Hall. Schary, P.B. & Skjøtt-Larsen, T. (2001). Managing the global supply chain, Copenhagen Business School Press, Copenhagen. van Weele, A.J. (2005). Purchasing & Supply Chain Management – Analysis, Strategy, Planning and Practice, Thomson Learning, London. Vedmar, L. (2006). Transmissioner, Maskinelement, Lunds Tekniksa Högskola. Whittington, R. (2001). What is strategy - and does it matter?. Thomson Learning, London. Yin, R.K. (2003). Case study research: design and method, Thousand Oaks, Sage Publications. Electronic Sources
Acument, http://www.acument.com/, (070318) Bufab Stainless AB, http://www.bufab-stainless.se/, (070318) EJOT, http://www.ejot.com/, (070318) PSM International, http://www.psminternational.com/, (070318) Semblex, http://www.semblex.com/, (070318)
Sourcing of Low-tech Components in High-tech Environments
95
TR Fastenings, http://www.trfastenings.com/, (070318) Company Literature
Castensson, P. et al (2005). GREAT Test Specification, Sony Ericsson Mobile Communication AB internal document. ETO Company Presentation Handout, ETO Co., Ltd. GE Plastics, PC+ABS datasheet CX1440, General Electric Company. GE Plastics, Resins, PC/Siloxane copolymer datasheet EXL1112, General Electric Company. Johnsson, C. (2005). Commodity Strategy Process & Handbook, Sony Ericsson Mobile Communication AB internal document. Rosengren, E. (2007), How to buy screws, Sony Ericsson Mobile Communication AB internal document. Interviews
Alex, Y.K. Ho, Assistant General Manager, ETO Co., Ltd. (070424) Bengtsson, Roland, Staff Engineer, Test & Verification Department, Sony Ericsson. (070204) Böhm, Peter, Strategic Buyer, Purchasing Department, Sony Ericsson. (070220) Carlsson, Christian, Sourcing Manager, Purchasing Department, Sony Ericsson. (070214) Eneroth, Sven, Senior Staff Engineer, Test & Verification Department, Sony Ericsson. (070208) Heywood, Paul, Senior Application Engineer (Electronics), Acument Global Technologies, Inc. (070427) Landenhed, Märta, Associate Strategic Buyer, Purchasing Department, Sony Ericsson. (070220) Luyckx, Jakob. Project Leader, Industrialisation Project, Sony Ericsson. (070208) Löfman, Nils, Sales Manager, SFS Intec. (070413)
Sourcing of Low-tech Components in High-tech Environments
96
Nagy, Lars. Section Manager Mechanics Development, Mechanics Development, Sony Ericsson. (070123) (070223) Nerman, Johan. Staff Engineer, Mechanics Development, Sony Ericsson. (070219) Nilsson, Krister. Senior Staff Engineer, Mechanics Development, Sony Ericsson. (070219) Nyman, Johan. Senior Staff Engineer, Mechanics Development, Sony Ericsson. (070219) Rosengren, Ebba, Buyer Officer, Purchasing Department, Sony Ericsson. (070129) Sandevi, Tommy, Senior Specialist, Mechanical Specialists, Sony Ericsson. (070301) Vedmar Lars, Assistant Professor, Mechanical Engineering, Faculty of Engineering, LTH. (070227)

Sourcing of Low-tech Components in High-tech Environments
97
Appendix This inquiry aims to investigate the different factors that are taken into consideration when choosing self tapping screws at Sony Ericsson Lund. The survey is divided into three parts. The first part is focusing on your opinion regarding the subject. The second part is about screws in a system, and third part covers the common screws used at Sony Ericsson Lund.
Part 1 Have you been responsible or in direct contact in deciding screws any of Sony Ericsson’s products? Yes () No () Which are the most important aspects when choosing screws? Most important first 1. 2. 3.
Part 2 The thread type is the most important factor in the joint. Totally agree () Agree () Partly agree () Don’t agree at all () Don’t know () Why? Motivate your answer: The boss design is the most important factor in the joint. Totally agree () Agree () Partly agree () Don’t agree at all () Don’t know () Why? Motivate your answer:

Sourcing of Low-tech Components in High-tech Environments
98
The support from the screw supplier is the most important factor. Totally agree () Agree () Partly agree () Don’t agree at all () Don’t know () Why? Motivate your answer: The screw supplier responsiveness is the most important factor. Totally agree () Agree () Partly agree () Don’t agree at all () Don’t know () Why? Motivate your answer:
Part 3 Sony Ericsson Lund is up until today using two different thread types, Delta PT® and Wave®, which one do you prefer? Delta PT® () Wave® () Why? Motivate your answer: Sony Ericsson Lund is up until today using two different screw drives, TORX® and ”cross-head/Phillips”, which one do you prefer? TORX® () ”cross-head/Phillips” () Why? Motivate your answer:

Sourcing of Low-tech Components in High-tech Environments
99
Are you applying ”re-use” (inherited screws from previous projects) when choosing screws? Totally agree () Agree () Partly agree () Don’t agree at all () Don’t know () Why? Motivate your answer: Which criteria’s do you use when choosing screw? Are there any other aspects that you consider important when choosing screws?





























