Embed Size (px)
Citation preview

MEL420: Total Quality Management
Total Productive Maintenance
S G Deshmukh

Contents..
Imperatives
Concepts of maintenance
OEE
Pillars of TPM
Examples
Case study
Closure

Concept of maintenance
A set of various maintenance interventions (corrective, preventive, condition based etc.) and the general structure in which these interventions are foreseen.
Source: Pintelon and Waeyenbergh, 1999

Done By
A B C D
Routine Inspection
38 % 62 %
Periodic Inspection
5 % 93 % 2 %
Minor Repair
1 % 85 % 4 % 10 %
Shutdown 2 % 83 % 4 % 11 %
Practice of Maintenance Function in India
A : Operator B : Maintenance
C : Project/Construction D : Sub-Contractor
Source: Survey 1998 ( of 139 companies)

Generation Characteristics of Equipment
Maintenance technique & Philosophy
I (Before Second World War)
Simple, over designed , easy-to-repair
Basic & Routine
Reactive breakdown service
II (II WW to late 70’s)
Complex, Higher main. Cost relative to other op costs
Planned Preventive Maintenance
Time tested approach
III
(80’s onwards)
Continued complexity
Costly downtime
JIT systems
Rising demand for standards
Safety
Condition monitoring
Reliability Centered Maintenance
Computer aided
Multi-skilled workers
Reliability & availability
Proactive & strategic

Time line…1.. 1950’s
Manpower (simple)
“Fix it when it breaks” Maintenance is a production task
“necessary evil”
1950-1974 Mechanization (complex)
“I operate – You fix” Availability/longevity and PM
Maintenance is a task of maintenance department
“ technical matter”

Time line…2.. > 1975
Automation (more complex)
Reliability , availability, maintainability with safety, quality & environment
CBM, Multi-skiling
Maintenance is NOT an isolated function
“Profit contribution”
2000 onwards Globalization
Trend towards outsourcing
IT and Technology based
Maintenance is external and internal partnerships
”partnership” concept

Types of Maintenance.. Breakdown maintenance:
It means that people wait until equipment fails and repair it. Such a thing could be
used when the equipment failure does not significantly affect the operation or
production or generate any significant loss other than repair cost.

Types of Maintenance.. Preventive maintenance
It is a daily maintenance (cleaning, inspection, oiling and re-tightening), design to retain the healthy condition of equipment and prevent failure through the prevention of deterioration, periodic inspection or equipment condition diagnosis, to measure deterioration. It is further divided into periodic maintenance and predictive maintenance

Types of Maintenance..
Periodic maintenance (Time based maintenance - TBM)
Time based maintenance consists of periodically inspecting, servicing and cleaning equipment and replacing parts to prevent sudden failure and process problems.
Predictive maintenance
Service life of important part is predicted based on inspection or diagnosis, in order to use the parts to the limit of their service life. Compared to periodic maintenance, predictive maintenance is condition based maintenance. It manages trend values, by measuring and analyzing data about deterioration and employs a surveillance system, designed to monitor conditions through an on-line system.

Types of Maintenance Maintenance prevention
It indicates the design of new equipment. Weaknesses of current machines are sufficiently studied (on site information leading to failure prevention, easier maintenance and prevents of defects, safety and ease of manufacturing) and are incorporated before commissioning new equipment.

Remarks.. With profit margins decreasing , need for
good maintenance planning is obvious
In traditional organizations, maintenance is NOT given due importance.
It is a support function, non-productive and a non-core function adding very little value to business or bottom-line
Lack of connection between Maintenance and Profitability

Remarks..
The concept has moved from failure based to use-based maintenance and increasingly towards condition based maintenance
Greater emphasis on availability, reliability, and safety of the production facilities to meet competitive priorities of cost, quality, delivery and service

Different perspectives on TPM General movement on the part of businesses to try
to do more with less
An integrated life-cycle approach to factory maintenance and support
A comprehensive productive-maintenance delivery system
Way of working together to improve equipment effectiveness
Production driven improvement methodology
Intended to bring both functions together by a
combination of good working practices , team
working and continuous improvement
Need to exploit synergy between operation and Equipment
Design of Equipment/Installation/ Tooling operation/QC
Operation Education and Training
Equipment Centered Maintenance system
Overall equipment effectiveness (OEE)
= Availability x Rating x Yield

TPM Implications for various functions - Design - Manufacturing - Distribution - Customer feedback Quality - Through Design - Through Service - Through Operations Top Management Support Examples: Photostat Machine, Mixer etc

TPM … Strives for maximum equipment effectiveness
Establishes a total system of preventive maintenance for the entire life of the equipment
Participation by all sectors of the organization that plan, use and maintain equipment
Participation from top management to the frontline staff
Execution based on small group activity (SGA): team approach

TPM … according to JIPM (Japanese Institute of Plant Maintenance )
Establishes a corporate culture that will maximize system effectiveness
Organizing a practical shop-floor system to prevent losses before they occur throughout the entire production system life cycle with a view of achieving zero accidents, zero defects, and zero breakdowns
Involving all functions of organization including production, development, sales and management
Achieving zero losses through the activities of overlapping small groups
Remarks..
TPM is a Low Cost People Intensive System for Maximizing Equipment Effectiveness by Involving entire Company in a Preventive maintenance program
Operators are Expected to :
Understand how machine operate
Perform all Routine PM (Lubrication, Cleaning etc)
Inspect machine daily
Handle all Basic Repairs

TPM.. TOTAL ALL Encompassing by maintenance, production Individuals working together.
PRODUCTIVE Production of Goods, Services that meet or exceed Customers Expectations.
MAINTENANCE Keeping equipment, Plant in as good or better than the Original conditions at all times.

Goals
•Maintaining & Improving Equipment Capacity
•Maintaining Equipment for Life
•Using Support from all areas of the operations
•Encouraging Input from all employees
•Using Teams for continuous improvement
Major Loss Areas in a Typical
Plant
Planned downtime loss
Unplanned downtime loss
Idling and minor stoppages
Slow down
Process non conformities
Scrap

Equipment Utilization
Fundamental Premise - All equipment is available to be run 7 X 24
Equipment Utilization
24 hours x 7 days
Unscheduled
Time
Scheduled
Downtime
Running Time
7 Major Losses

Unscheduled Time
Is the time the equipment is available to run more production. This measures how much more output is available from the current assets if needed
Holidays
Mid-Week idle time
Weekends
Rate is reduced due to lack of scheduled demand
Stopped or Off State

Scheduled Downtime
Is the time allocated to scheduled activities on the equipment
Planned Maintenance / Shutdowns
Meetings / Training / Breaks
Trials
Planned Cleaning
Stopped, Off or Standby State

Major Losses
Breakdowns
Major Stoppages (Stopped, Off, Standby)
Change Over (Stopped, Off, Standby)
Start Up / Shut Down (Starting, Stopping, Aborting)
Performance Losses
Minor Stoppages (Standby, Stopped)
Speed Losses (Producing)
Defects
Quality Losses (Producing)

Running Time
Is the time that is left (Producing)
Asset ( Capacity ) Utilization This defines how effective an asset is being utilized
The inverse reveals how much more output is
available from the current asset if needed today.
Graphically Presented :
Asset ( Capacity )
Utilization =

Minor Stoppages
These are all stoppages less than 10 minutes
For example - equipment jams
Minor stoppages, although short in duration, are often a significant total loss when summed up
Minor stops highlight the area of operator frustration and increasing trends can identify deterioration of the equipment
The actual # of minor stoppages are to be recorded and we will back into the minor stoppage time.
Be very accurate in capturing the time for the other equipment losses !
Major Stoppages
These are all stoppages 10 minutes or greater
Equipment Failures - Are failures due to
Electrical
Mechanical
Other Failures
Stoppages due to packaging defects
Supplier related downtime
Warehouse downtime
For each major stoppage, each individual event should be recorded noting the duration
Major Stoppages cont..
The stoppage time is the total time from the equipment stopping, until it starts again.
These stoppages should be grouped into Equipment and Other failures.
Equipment failures are stoppages resulting from equipment deterioration.
It is the major responsibility of planned maintenance to eliminate Equipment Failures.
Over time, effective planned maintenance will reduce the mean time between failures (MTBF).

Change Overs
Change Overs are defined as any “change process” that needs to be managed on the production floor.
Change overs include size change overs, washouts, deal changes, line Sanitizations, etc.
Change Overs are considered to be non-value added because they contribute a significant amount of lost time that should be available for running more demand.

“Running” Change Overs The running change over time begins when the line
is shut down to start the change and ends when the line is re-started and the hourly case count has reached 50% of its scheduled rate.

Quality ( Defect ) Losses Quality Losses occur when equipment is used to produce
product, which is not immediately available for distribution.
All product which is not immediately released for distribution is considered a loss, because of the delay created in the supply chain.
Often some of the material can be release after inspection, but this increases inventory costs and reduces customer service.
Quality Losses are normally calculated.
The quantity of material initially held divided by the design rate produces the equipment time used to generate Quality Losses.
Example:
Initial Hold 2300 units
Design Speed 100 units/min
Quality Loss 23 min.

Start Up and Shut Down Losses
These losses occur when equipment has been shutdown. Often there are delays in equipment or man power preventing immediate resumption of production.
Examples include:
Start up after annual shutdown
Start up after holidays or weekends
Start up after lunches and breaks
Startup losses include the “ramp up time”. Therefor, the time required to achieve 50% of the design rate. This is measured in the same way as Changeovers.
If the break or other scheduled event exceeds the scheduled
down time the excess time is considered part of the Shutdown
Loss.

Computing Speed Loss Time and Minor Stoppage Time
Example
Available Time: 8 hours
Actual Production: 1100 Units
Designed Speed: 300 Units / hr
Actual Speed: 250 Units / hr
Losses accounted for:
Change Over = 1 hour
S/U & S/D = .5 hours
Major Stoppages = 1 hour
Quality = .5 hours

Computing Speed Loss Time and Minor
Stoppage Time example cont..
Step 1. Subtract the known losses from the available time
8 – 1 - .5 –1 - .5 = 5 hours of Remaining Time
Step 2. Calculate Speed Loss assuming no minor stoppages.
Speed Loss Factor ( SLF ) = 1 – 250 / 300 = .167
Speed Loss Time = Remaining Time * SLF
Speed Loss Time = 5*.167 = .83 hours
Step3. Calculate the total time for Speed Loss & Minor Stoppages.
To produce 1100 Units at the design speed should have taken
1100 Units @ 300 Units / hour = 3.67 hours of Theoretical Production Time
Challenges: Provide Usable Data and Information to the Users to Make
decisions.
Ensure Flexible Standardization for the User to define what is being captured and how it is used.
Stratification - Factory, Department, Line, Machine Center, Component.
Clarification - What caused the change of state:
User Input
Blocked
Starved
Electrical or Mechanical Failure
Protocol for the Myriad of Possibilities, Definitions and local Environments.

Other way of computing OEE

Formulas and Abbreviations A = Availability = MTBF/(MTBF+MTTR) MTBF: Mean Time Between Failure MTTR: Mean Time to Repair OEE = Ax PE x Q OEE = Overall equipment Effectiveness PE= Performance Efficiency= RE x SE RE = Rate Efficiency = (Actual Production Vol.) x Actual CT/ Actual Running Time SE = Speed Efficiency = Design cycle Time (DCT)/Actual Cycle Time (ACT) Q= Quality Rate = (Actual Production Volume – Defective Volume)/ Actual Production Volume

Equipment Effectiveness = M/C Availability x Perf. Eff. x Quality
= (PT-DT/PT)x (TCT/ACT) x (QP-D/QP)
PT= Planned Time
DT= Down Time
TCT= Theor. Cycle Time
ACT= Actual Cycle Time
QP= Quantity Produced
D= No. of defects

OEE… To three measurable:
Availability (Time), Performance (Speed) & Yield (Quality).
When the losses from
Time X Speed X Quality are multiplied together, thus resulting in OEE

Example XYZ Plant runs TWO shifts (2x8 = 16 hours), during each shift, 2 Hours of planned down-time:
Planned Running Time = 16-2x2= 12 Hours
110 minutes for set ups + 75 min for breakdowns/ repairs
Actual running time = 12x60-(110+75)= 535 min
A = Availability = (535/12x60)= 0.7431

Average daily throughput of machine = 830 units Actual cycle time= 0.6 min/part In theory it should take 830x0.6 = 498 minutes/ days parts to produce RE= Rate Efficiency= (Actual Prod Vol. x Actual CT)/ Actual run time = 830x0.6/535= 498/535 = 0.9308 Suppose machine is designed to produce 2 parts/min
=0.5min/part SE = Speed Efficiency = Design CT/Actual CT = 0.5/0.6= 0.8333 PE = RE x SE= 0.9308x0.833 = 0.7756 The machine produces 800 good units Quality rate = 800/830 = 0.9639 OEE = A x PE x P=0.7431 x 0.7756 x 0.9639 =0.5555 OEE = 55.55%

Typical Losses
Downtime for equipment set-up or adjustments
Downtime from Sporadic/Chronic equipment Breakdown
Idling & Minor stoppages
Reduced speed of Operations
Defects Caused by variability in equipment Performance
Reduced Yield caused by Non-Optimal operation

PILLARS for TPM Autonomous Maintenance Continuous Improvement Planned Maintenance Quality Maintenance-
Material Planning & Design
Education & Training Office TPM Safety/ Hygiene of Environmental
Control
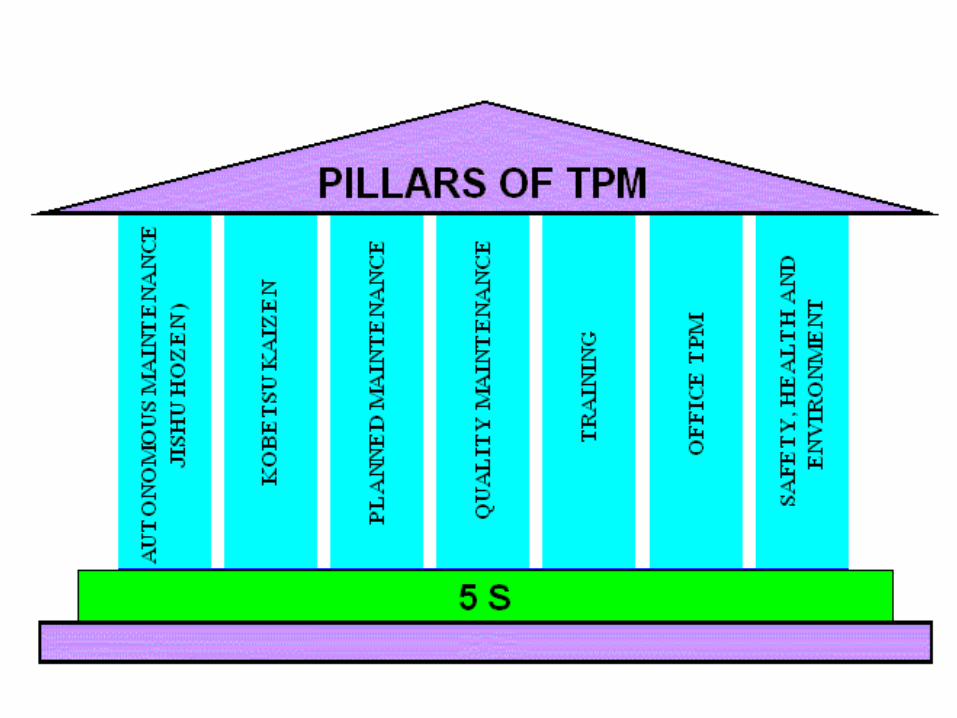

Good Housekeeping (5-S)
A place for everything
Everything in its place
Everything Visible
Everyone involved in cleaning, checking & anticipating Problems

Philosophy of 5-S
Based on Japanese words that begin with ‘S’, the 5S Philosophy focuses on effective work place organization and standardized work procedures. 5S simplifies work environment, reduces waste and non-value activity while improving quality efficiency and safety

5-S : Housekeeping Practices
Sort means to separate needed tools, parts, and instructions from unneeded materials and to remove the latter.
Systematize means to neatly arrange and identify parts and tools for ease of use.
Sweep means to conduct a cleanup campaign.
Standardize means to conduct Sort, Simplify, and Scrub at frequent, indeed daily, intervals to maintain a workplace in perfect condition
Self-discipline means to form the habit of always
following the first four Ss.

Observations.. Once fully implemented, the 5S process
can increase morale,
create positive impressions on customers, and increase efficiency and organization.
Not only will employees feel better about where they work, the effect on continuous improvement can lead to less waste, better quality and faster lead times. Any of which will make your organization more profitable and competitive in the market place.

JAPANESE
ENGLISH
MEANING
TYPICAL EXAMPLE
Seiri
Sort
Organization
Throw away rubbish
Seiton
Systematize
Neatness
30-second retrieval of document
Seiso
Sweep
Cleaning
Individual cleaning
responsibility
Seiketsu
Standardize
Standardization
Transparency of storage
Shitsuke
Self-discipline
Discipline
Do 5 “S” daily

5-S • SEIRI
- Identifying Unnecessaries ,Getting Rid of the Unnecessary , and Stratification Management • SEITON - Functional Layout ; Deciding Where to Put What?
- Promoting Neatness • SEISO - Workplace and Equipment Cleaning
- The “To Clean is to Inspect” Attitude • SEIKETSU - Visual Management and and Tools and Methods for Visual Control • SHITSUKE - Habit Formation and Discipline , and Personal
Responsibility
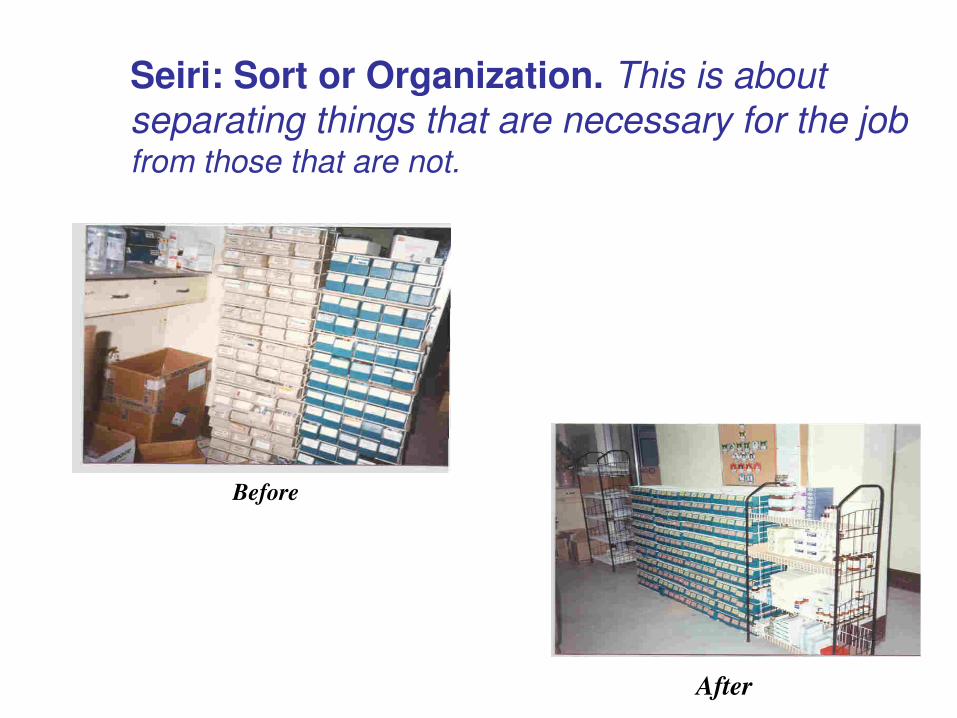
Seiri: Sort or Organization. This is about
separating things that are necessary for the job from those that are not.
After
Before

TQM and TPM
Category
TQM
TPM
Object
Quality (Output and effects)
Equipment
(Input and
cause)
Means of
attaining
goal
Systematize the management. It is software
oriented
Employees
participation and it
is hardware
oriented
Target
Quality for PPM
Elimination of losses and wastes.

TPM Starters
BIRLA TYRES
GABRIEL
BHARAT SEATS
BAJAJ AUTO
M&M
BPL SANYO
SUNDARAM
CLATTON
SONA
SUNDARAM
FASTNERS
CLUTCH AUTO
VIKRAM CEMENT
HLL
Observations..
TPM is a manufacturing led initiative that emphasizes the importance of people,
a 'can do' and 'continuous improvement' philosophy and the importance of production and maintenance staff working together.

TPM & Other concepts
The major difference between TPM and other concepts is that the operators are also made to involve in the maintenance process. The concept of "I ( Production operators ) Operate,
You ( Maintenance department ) fix" is not followed.
Example As an example, in one manufacturing plant, one
punch press was selected as a problem area. The machine was studied and evaluated in extreme
detail by the team. Production over an extended period of time was used to establish a record of productive time versus nonproductive time.
Some team members visited a plant several kms away which had a similar press but which was operating much more efficiently. This visit gave them ideas on how their situation could be improved.
A course of action to bring the machine into a "world class" manufacturing condition was soon designed and work was initiated.

Example .. contd The work involved taking the machine out of
service for cleaning, painting, adjustment, and replacement of worn parts, belts, hoses, etc.
As a part of this process, training in operation and maintenance of the machine was reviewed. A daily check list of maintenance duties to be performed by the operator was developed. A factory representative was called in to assist in some phases of the process

Example .. contd
After success has been demonstrated on one machine and records began to show how much the process had improved production, another machine was selected, then another, until the entire production area had been brought into a "world class" condition and is producing at a significantly higher rate

Learnings..
Note that in the example above, the operator was required to take an active part in the maintenance of the machine. This is one of the basic innovations of TPM.
The attitude of "I just operate it!" is no longer acceptable. Routine daily maintenance checks, minor adjustments, lubrication, and minor part change out become the responsibility of the operator.
Extensive overhauls and major breakdowns are handled by plant maintenance personnel with the operator assisting. Even if outside maintenance or factory experts have to be called in, the equipment operator must play a significant part in the repair process

Direct benefits of TPM
Increase productivity and OPE ( Overall Plant Efficiency ) by 1.5 or 2 times.
Rectify customer complaints.
Reduce the manufacturing cost
Satisfy the customers needs by Delivering the right quantity at the right time, in the required quality. )
Reduce accidents.
Follow pollution control measures.

Indirect benefits of TPM
Higher confidence level among the employees.
Keep the work place clean, neat and attractive.
Favorable change in the attitude of the operators.
Achieve goals by working as team.
Horizontal deployment of a new concept in all areas of the organization.
Share knowledge and experience.
The workers get a feeling of owning the machine.

Industry Practice Ford, Eastman Kodak, Dana Corp., Allen Bradley, Harley Davidson; these
are just a few of the companies that have implemented TPM successfully. All report an increase in productivity using TPM.
Kodak reported that a $5 million investment resulted in a $16 million increase in profits which could be traced and directly contributed to implementing a TPM program.
One appliance manufacturer reported the time required for die changes on a forming press went from several hours down to twenty minutes! This is the same as having two or three additional million dollar machines available for use on a daily basis without having to buy or lease them.
Texas Instruments reported increased production figures of up to 80% in some areas. Almost all the above named companies reported 50% or greater reduction in down time, reduced spare parts inventory, and increased on-time deliveries. The need for out-sourcing part or all of a product line was greatly reduced in many cases.
Birla Cement, TVS, HLL, Tata Steel, Rallis are some of the Indian companies going for TPM
Tata Steel conferred “The TPM Excellence Award – 2004” by Japan Institute of Plant Maintenance (JIPM)
-November 15, 2004
Four units of Tata Steel have been adjudged winners of the ‘TPM Excellence Award - 2004’ by Japan Institute of Plant Maintenance (JIPM). Every year the institute confers the TPM awards to applicants from all over the world, who are doing remarkably well in implementing TPM to increase plant efficiency. This is the first time in India, when a hot strip mill, a bearings plant or a precision tube mill has achieved the distinction of getting the JIPM TPM Excellence Award.
Press Release of Tata Steel (Contd)
Competitiveness, sustainability and the need to maintain its position as the lowest cost producer in the world had prompted Tata Steel to adopt various improvement initiatives which helped the company in achieving its goal of being the lowest cost producer of steel in the world. As part of this effort, in 1999-2000 the company undertook to implement “Total Productive Maintenance” or TPM at some of its critical units. These were the hot strip mill, precision tube mills (tubes division), bearings division (Kharagpur) and the Wire Rod Mill.
The prime objective of deployment of TPM at Tata Steel has been to achieve a status of “Zero Accident”, “Zero Breakdown”, “Zero Customer Complaint” and “Zero Defect”. The remarkable deployment results of TPM in the four units had encouraged Tata Steel to challenge the coveted ‘TPM Excellence Award - First category” of JIPM, for all these four units. Buoyed by the significant improvements achieved in these units, the deployment of this TPM philosophy has now been done at all the manufacturing and support service areas of the company including mines and collieries. As of now, more than 50 units of the company have initiated the TPM journey and are at various stage of its deployment.

Office TPM
Office TPM should be started after activating shop floor TPM
Office TPM must be followed to improve productivity, efficiency in the administrative functions and identify and eliminate losses. This includes analyzing processes and procedures towards increased office automation.

Major Losses in office Office TPM addresses twelve major losses. They are
Processing loss Cost loss including in areas such as procurement, accounts,
marketing, sales leading to high inventories Communication loss Idle loss Set-up loss Accuracy loss Office equipment breakdown Communication channel breakdown, telephone and fax lines Time spent on retrieval of information Non availability of correct on line stock status Customer complaints due to logistics Expenses on emergency dispatches/purchases

How to start Office TPM? Providing awareness about office TPM to all support
departments
Helping them to identify P, Q, C, D, S, M in each function in relation to plant performance
Identify the scope for improvement in each function
Collect relevant data
Help them to solve problems in their circles
Make up an activity board where progress is monitored on both sides – results and actions along with Kaizens.
Fan out to cover all employees and circles in all functions.

P Q C D S M in Office TPM
P – Production output lost due to want of material, Manpower productivity, Production output lost due to want of tools.
Q – Mistakes in preparation of cheques, bills, invoices, payroll, Customer returns/warranty, Rejection/rework in POs/job work, Office area rework.
C – Buying cost/unit produced, Cost of logistics – inbound/outbound, Cost of carrying inventory, Cost of communication, Demurrage costs.
D – Logistics losses (Delay in loading/unloading) Delay in delivery due to any of the support functions Delay in payments to suppliers Delay in information
S – Safety in material handling/stores/logistics, Safety of soft and hard data.
M – Number of kaizens in office areas.

TPM Part of Strategy Proactive to eliminate breakdowns Planned & Controlled expenses with specific measures Maintenance as a part of equipment selection & design Carefully Planned Inventory Everybody’s Job Generates & Implement Ideas Quality – Everybody’s Job! Part of manufacturing team TQC+TEI = TPM

Some Comments
Education and knowledge of TPM
Ignoring the yardstick
TPM is NOT a maintenance system documentation
Reset priorities
TPM cannot be implemented overnight
Address all human issues
Closure…
TPM is a people initiative
Involvement of all
Support from top management
It is NOT a maintenance program but to be treated as a plant wide philosophy in the spirit of continual improvement






![Total Productive Maintenance Policy to Increase ... · 2.2. Total Productive Maintenance (TPM) TPM involves all workers through small group activities [23]. TPM is a comprehensive](https://img.dokumen.tips/doc/110x75/5f01d30f7e708231d401383f/total-productive-maintenance-policy-to-increase-22-total-productive-maintenance.jpg)






















