Embed Size (px)
Citation preview

“AMI (Advanced Manufacturing Ini�a�ve) Final Report” Presented to the attendees of Stephen C. Nolet Senior Director, Innovation & Technology TPI Composites, Inc. August 26, 2014
Wind Turbine Blade
Workshop 2014

Acknowledgements
› Sandia Na�onal Laboratories/US Department of Energy (Dr. Daniel Laird and Jose Zayas) and the State of Iowa (Shelly Peterson) through the Iowa State Power Fund for their vision and support of the AMI Program.
› Ryan Legg, Venku Kavala, Stephen Johnson at General Electric for their remarkable material and engineering support.
› Rahul Yarala and Eric Harvey at the Wind Turbine Test Center, MassCEC in Charlestown Massachuse�s for their dedicated effort in tes�ng the ATBD.
› NEPTCO (Joel Gruhn), BASF (Tom McKay), Milliken (Sco� Campbell and Tony Brandon) and Henkel (Jason Spencer), and Graco (Todd McDowell) for the material support and process engineering support in the building of the ATBD.
› And a cast of hundreds that in one way or another extended themselves to make the task possible, including the Management and Associates at TPI Composites in Newton, Iowa and the Faculty and students at Iowa State University.
August 26, 2014 | Page 2

Advanced Manufacturing Ini�a�ve (AMI) Three Way Collabora�on of Federal, State and Private Industry
August 26, 2014 | Page 3
Three-‐way Manufacturing Research Collabora�on 3-‐year+ dura�on Equal funding ($2.1MM ea)
– DOE – Iowa OEI – TPI
First DOE Wind Program AMI project Developed Framework for Future AMI Projects
Completed Iowa State Power Fund Project (May 28th 2014)
PI – Daniel Laird & Todd Griffith
PI – Frank Peters
PI – Steve Nolet

AMII Scorecard – Cycle Time Reduc�on
AMII Supported Project Previous Cycle Time New Cycle Time Overall Reduc�on % Cycle Red Notes Rota�ng Carts/Material
Handling Systems 38.0 35.5 2.5 6.6% Reduc�on gained in surface prepara�on and peripheral trim opera�ons
Use of B-‐Side Hea�ng for Blade Skin Cure Time Reduc�on 35.5 33.5 2.0 5.3% Cure Time of each Skin (LP 7 HP) reduced
by one hour
Trailing Edge Preform Fabrica�on
33.5 32.5 1.0 2.6% 20 minute reduc�on in infusion �me, 40 minute reduc�on in layup �me.
Component Handling Systems 32.5 30.0 2.5 6.6% Improved material movement eliminates wasted �me wai�ng for overhead bridge crane movements.
Development of Bond Cap Preform Sec�on
30.0 29.0 1.0 2.6% Reduc�on gained by parallel fabrica�on of complex bond cap layup.
Use of 3D Projected Laser Guidelines for Layup and Fixture
Loca�on
29 27.25 1.75 4.6% Gained efficiencies in both dry layup of ki�ed glass layups as well as loca�on of cri�cal bonded components
Proprietary AMII Projects 27.25 24.0 3.25 8.6%
Totals: 14.0 36.8%
… an important AMI goal!
August 26, 2014 | Page 4
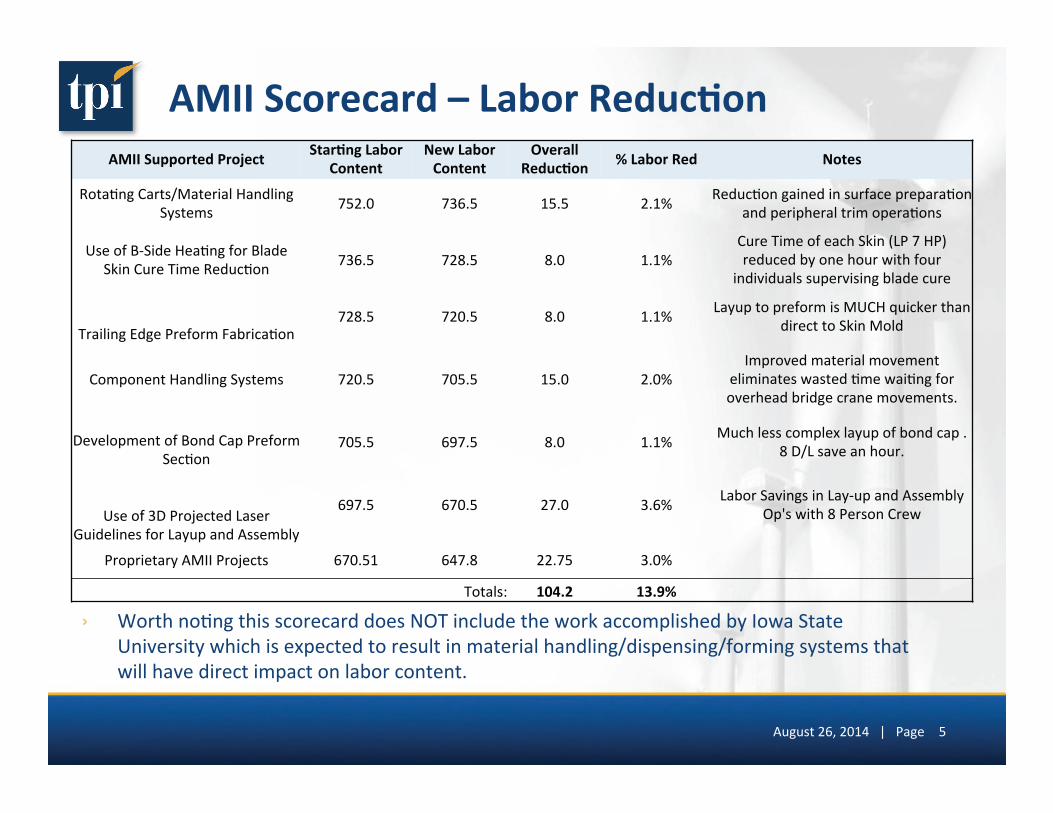
AMII Scorecard – Labor Reduc�on AMII Supported Project Star�ng Labor
Content New Labor
Content Overall
Reduc�on % Labor Red Notes
Rota�ng Carts/Material Handling Systems 752.0 736.5 15.5 2.1% Reduc�on gained in surface prepara�on
and peripheral trim opera�ons
Use of B-‐Side Hea�ng for Blade Skin Cure Time Reduc�on 736.5 728.5 8.0 1.1%
Cure Time of each Skin (LP 7 HP) reduced by one hour with four
individuals supervising blade cure
Trailing Edge Preform Fabrica�on 728.5 720.5 8.0 1.1% Layup to preform is MUCH quicker than
direct to Skin Mold
Component Handling Systems 720.5 705.5 15.0 2.0% Improved material movement
eliminates wasted �me wai�ng for overhead bridge crane movements.
Development of Bond Cap Preform Sec�on
705.5 697.5 8.0 1.1% Much less complex layup of bond cap . 8 D/L save an hour.
Use of 3D Projected Laser Guidelines for Layup and Assembly
697.5 670.5 27.0 3.6% Labor Savings in Lay-‐up and Assembly Op's with 8 Person Crew
Proprietary AMII Projects 670.51 647.8 22.75 3.0% Totals: 104.2 13.9%
› Worth no�ng this scorecard does NOT include the work accomplished by Iowa State University which is expected to result in material handling/dispensing/forming systems that will have direct impact on labor content.
August 26, 2014 | Page 5
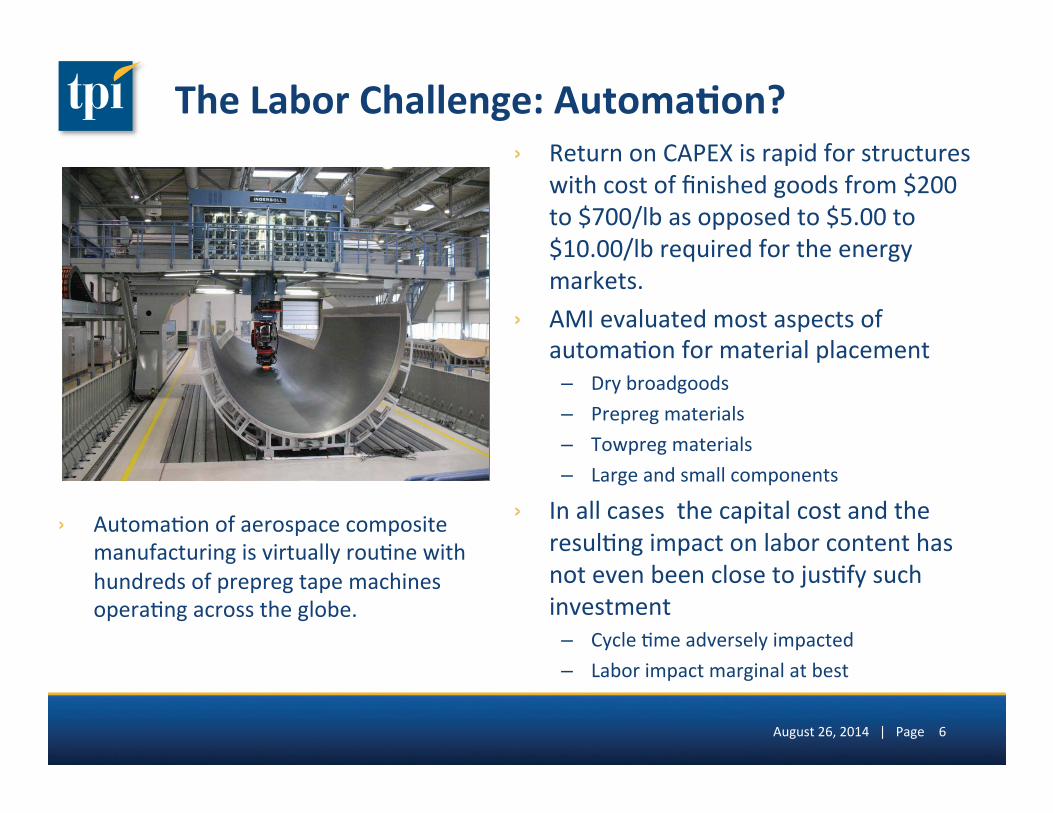
The Labor Challenge: Automa�on?
› Automa�on of aerospace composite manufacturing is virtually rou�ne with hundreds of prepreg tape machines opera�ng across the globe.
› Return on CAPEX is rapid for structures with cost of finished goods from $200 to $700/lb as opposed to $5.00 to $10.00/lb required for the energy markets.
› AMI evaluated most aspects of automa�on for material placement
– Dry broadgoods – Prepreg materials – Towpreg materials – Large and small components
› In all cases the capital cost and the resul�ng impact on labor content has not even been close to jus�fy such investment
– Cycle �me adversely impacted – Labor impact marginal at best
August 26, 2014 | Page 6
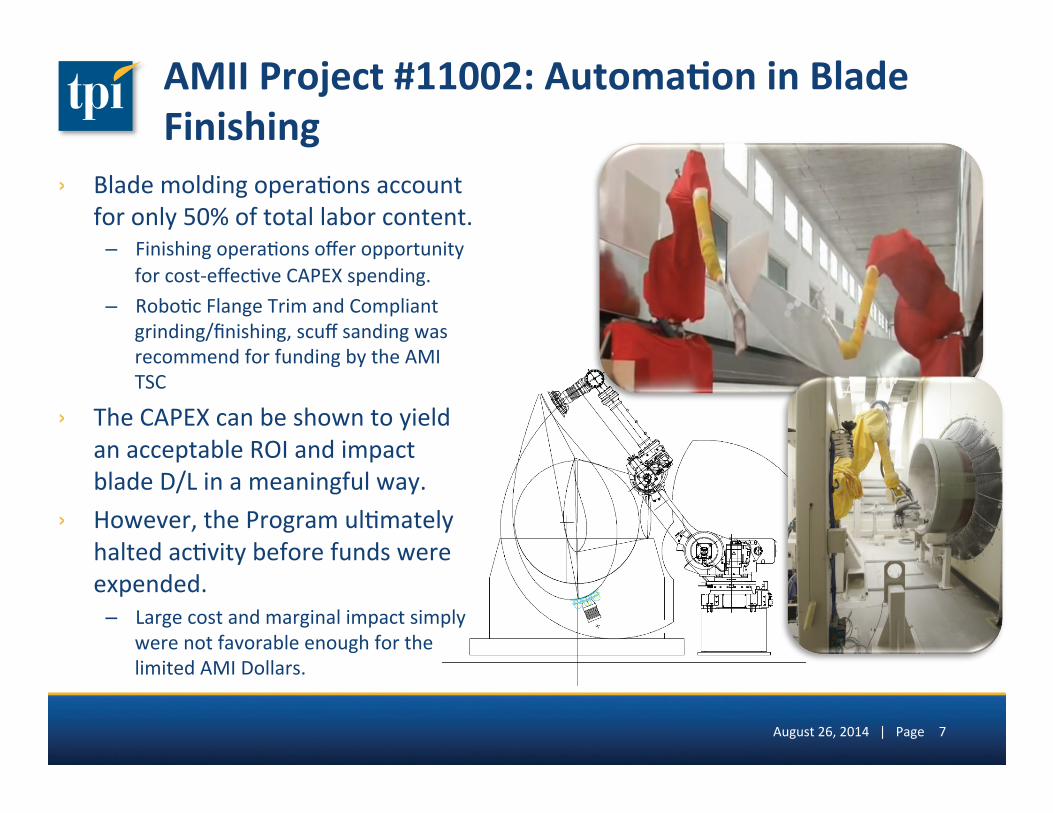
AMII Project #11002: Automa�on in Blade Finishing
› Blade molding opera�ons account for only 50% of total labor content.
– Finishing opera�ons offer opportunity for cost-‐effec�ve CAPEX spending.
– Robo�c Flange Trim and Compliant grinding/finishing, scuff sanding was recommend for funding by the AMI TSC
› The CAPEX can be shown to yield an acceptable ROI and impact blade D/L in a meaningful way.
› However, the Program ul�mately halted ac�vity before funds were expended.
– Large cost and marginal impact simply were not favorable enough for the limited AMI Dollars.
August 26, 2014 | Page 7

The Advanced Technology Blade Demonstrator (ATBD) › AMI-‐ Blades Program has iden�fied material technologies that offer
significant benefit to the manufacturing of mul�-‐megawa� scale wind turbine blades.
› The ATBD incorporated these technologies in the fabrica�on of a 48.7m mul�-‐megawa� wind turbine blade to demonstrate – Impact on manufacturing cycle �me, – Reduc�on of labor content and – Improve product robustness and performance
Lower rotor mass Reduc�on in cost of quality
› The fabricated ( August 2013) rotor blade completed full structural sta�c and fa�gue tes�ng at the MassCEC Wind Turbine Test Center – Validate the ability of these advanced materials to with stand the rigors wind
blade applica�ons – Shorten �me to acceptance
› Purpose of tes�ng was to remove the apparent risk of applying novel materials into the design and use of a mul�-‐megawa� scale wind blades.
August 26, 2014 | Page 8
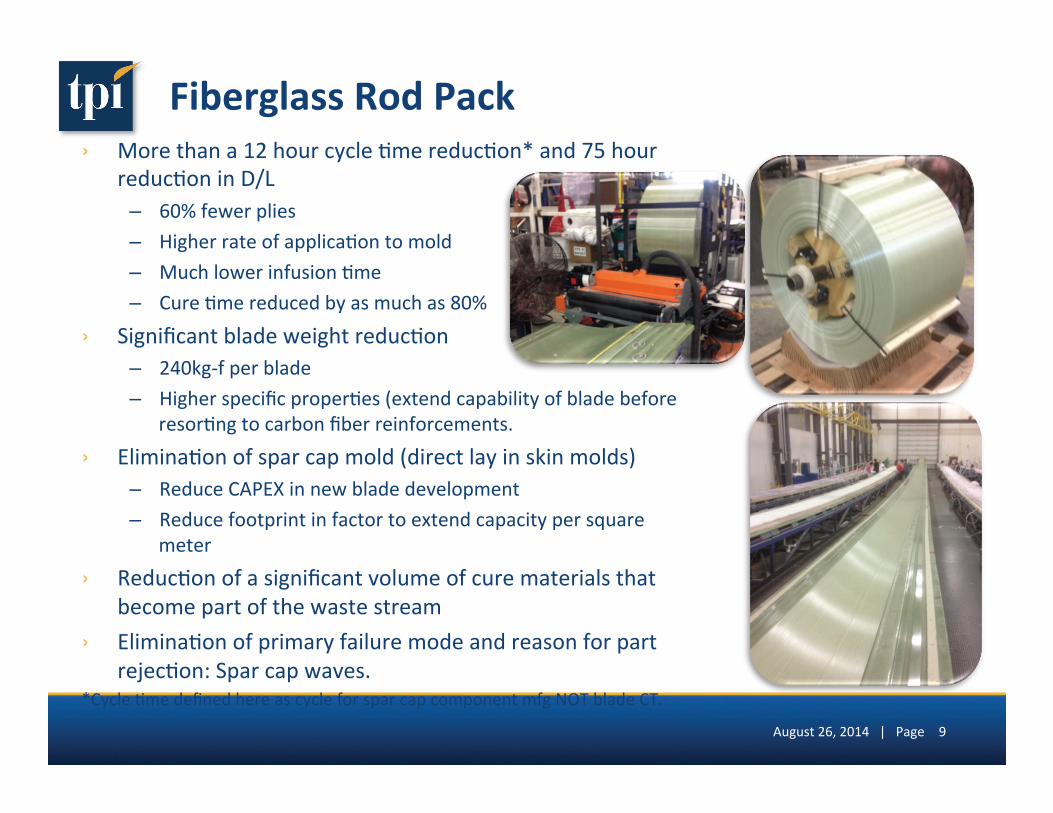
Fiberglass Rod Pack › More than a 12 hour cycle �me reduc�on* and 75 hour
reduc�on in D/L – 60% fewer plies – Higher rate of applica�on to mold – Much lower infusion �me – Cure �me reduced by as much as 80%
› Significant blade weight reduc�on – 240kg-‐f per blade – Higher specific proper�es (extend capability of blade before
resor�ng to carbon fiber reinforcements.
› Elimina�on of spar cap mold (direct lay in skin molds) – Reduce CAPEX in new blade development – Reduce footprint in factor to extend capacity per square
meter
› Reduc�on of a significant volume of cure materials that become part of the waste stream
› Elimina�on of primary failure mode and reason for part rejec�on: Spar cap waves.
*Cycle �me defined here as cycle for spar cap component mfg NOT blade CT.
August 26, 2014 | Page 9

RodPack Design of Suc�on Side (LP) Spar Cap for the ATBD
› S�ffness Match (EA) RodPack laminate with 970gsm infused UD glass
August 26, 2014 | Page 10
0.00
10.00
20.00
30.00
40.00
50.00
60.00
0 5,000 10,000 15,000 20,000 25,000 30,000 35,000 40,000 45,000 50,000
Spar Cap Total Thickne
ss (mm)
Blade Span Location (mm)
Spar Cap Thickness vs. Span Location UD 970 and RodPack Designs
UD 970 Spar Cap
RodPack Spar Cap
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
1400.00
0 5,000 10,000 15,000 20,000 25,000 30,000 35,000 40,000 45,000 50,000
Sect
ion
Mod
ulus
of L
amin
ate,
EA
(MPa
*m^2
)
Blade Span Location (mm)
Spar Cap Section Modulus vs. Span Location UD 970 and RodPack Designs
UD 970 Spar Cap
RodPack Spar Cap
› Result is a nearly 20% thinner (and lighter) spar

TYCOR Sandwich Core › Up to a 90 minute cycle �me reduc�on
projected › More accurate ki�ng and be�er fit in mold
– More dimensionally stable than balsa – Easily machined and shaped with compressive
compliance to fit up more quickly and accurately than foam
› 15 hour reduc�on in D/L (less �me fi�ng core) › Reduc�on in BoM cost
– Lower material cost vis-‐à-‐vis SAN foam – Lower resin consump�on
› Poten�al Reduc�on of 100kg in blade weight › Posi�ve impact on downstream finishing
opera�ons may reduce labor content further › Shortened infusion �me
August 26, 2014 | Page 11

BASF Latent Cure Epoxy Matrix
› Up to a 2 ½ hour skin mold cycle �me benefit › Shortened cure �me and more reac�ve/faster
infusion with reduced resin viscosity – Latent system allows for higher infusion
temperatures reducing viscosity – Shortening cure �me
› Lower exotherm resul�ng in less matrix cracking – Extended tool life – Thick root sec�ons remain cooler and less prone to
voids, resin cracking and root waves
› Cycle �me reduc�on translates into 8 to 12 hour D/L reduc�on
Latent cure epoxy infusion resins remain liquid under higher ambient conditions but polymerize quickly once above a given “target temperature”. Combining high reaction rates while maintaining low exothermicity
August 26, 2014 | Page 12
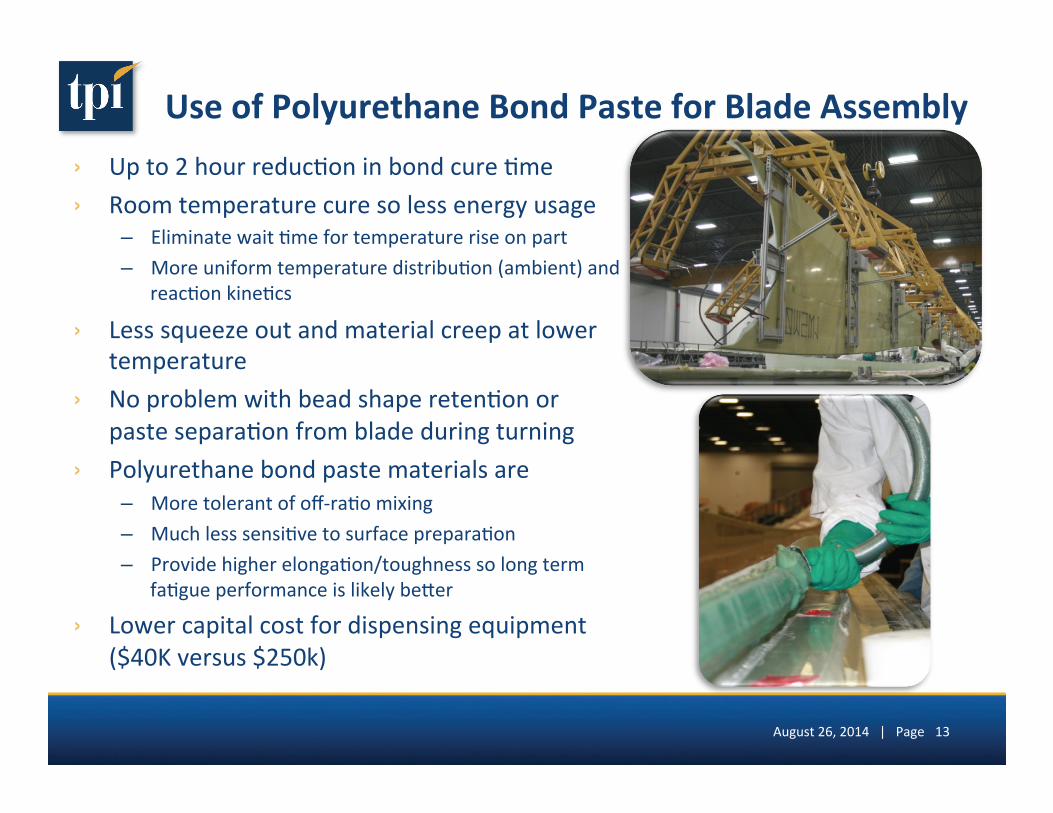
Use of Polyurethane Bond Paste for Blade Assembly › Up to 2 hour reduc�on in bond cure �me
› Room temperature cure so less energy usage – Eliminate wait �me for temperature rise on part – More uniform temperature distribu�on (ambient) and
reac�on kine�cs
› Less squeeze out and material creep at lower temperature
› No problem with bead shape reten�on or paste separa�on from blade during turning
› Polyurethane bond paste materials are – More tolerant of off-‐ra�o mixing – Much less sensi�ve to surface prepara�on – Provide higher elonga�on/toughness so long term
fa�gue performance is likely be�er
› Lower capital cost for dispensing equipment ($40K versus $250k)
August 26, 2014 | Page 13
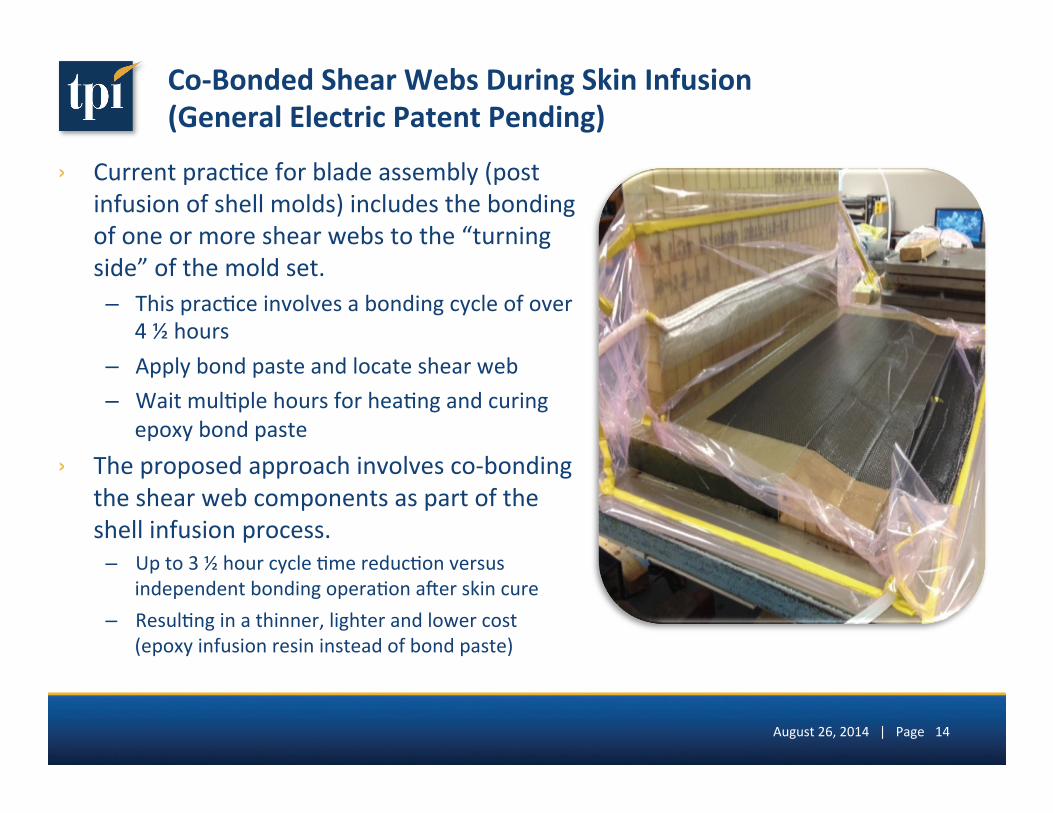
Co-‐Bonded Shear Webs During Skin Infusion (General Electric Patent Pending)
› Current prac�ce for blade assembly (post infusion of shell molds) includes the bonding of one or more shear webs to the “turning side” of the mold set. – This prac�ce involves a bonding cycle of over
4 ½ hours – Apply bond paste and locate shear web – Wait mul�ple hours for hea�ng and curing
epoxy bond paste › The proposed approach involves co-‐bonding
the shear web components as part of the shell infusion process.
– Up to 3 ½ hour cycle �me reduc�on versus independent bonding opera�on a�er skin cure
– Resul�ng in a thinner, lighter and lower cost (epoxy infusion resin instead of bond paste)
August 26, 2014 | Page 14

Projected Impact on AMI Program Goals
Advanced Technology Blade Ac�vity
Cycle Time Reduc�on (hr)
Labor Reduc�on (hr)
Fiberglass RodPack -‐-‐ 75
TYCOR Sandwich Core 1.5 15
Latent Cure Epoxy Resin 2.5 12
Use of MMA/PU Bond Paste 2.0 16
Implementa�on of Co-‐Bonded Shear Webs 3.5 28
Totals 6.0 118
August 26, 2014 | Page 15

› RodPack Spars and Root Prefabs
August 26, 2014 | Page 16
Manufacturing ATBD
Manufacturing ATBD
› Shear Web Fabrica�on
August 26, 2014 | Page 17

Manufacturing ATBD › Shell fabrica�on
August 26, 2014 | Page 18

Manufacturing ATBD
› Mold Shells
August 26, 2014 | Page 19
Manufacturing ATBD › Blade Assembly
August 26, 2014 | Page 20

Manufacturing ATBD
Assembled Blade
August 26, 2014 | Page 21

ATBD Weight and Balance
Blade Serial Number 60179ATB Produc�on
Nominal Balance Informa�on
Final Weight Z=0m weight 4,133 kg
Z=28.7657m weight 4,756.5 kg
Balance Mass 8,889.5 kg 9,078.6 Balance Moment about
R=0 148,220 kg-‐m 150,634
Center of Gravity, R 16.7 m Center of Gravity from
end face, Z 15.4 m
Engineering Estimate of another 200kg+ weight saved by:
Eliminating biax “filler” plies need to fill bond gap formed by production shear web height. o biax filler plies alone added 186.5kg back to spar cap weight in this blade
Use of TYCOR W2.0 where W4.0 was mistakenly placed in wide area of trailing edge on LP surface.
August 26, 2014 | Page 22

ATBD Blade Tes�ng at Mass CEC WTTC › Full Sta�c and Fa�gue test regime based
upon the requirements of the GE 1.7-‐100 Class III Wind Turbine.
› Fully instrumented tes�ng included comprehensive use of Digital Image Correla�on for wide area displacement/strain imaging (University of Massachuse�s at Lowell).
› Test Protocol: – 100% maximum flapwise and edgewise
loading – 2 x 106 cycles edgewise loading – 1 x 106 cycles flapwise loading – 100% maximum sta�c edgewise loading – Test to failure sta�c flapwise loading.
August 26, 2014 | Page 23
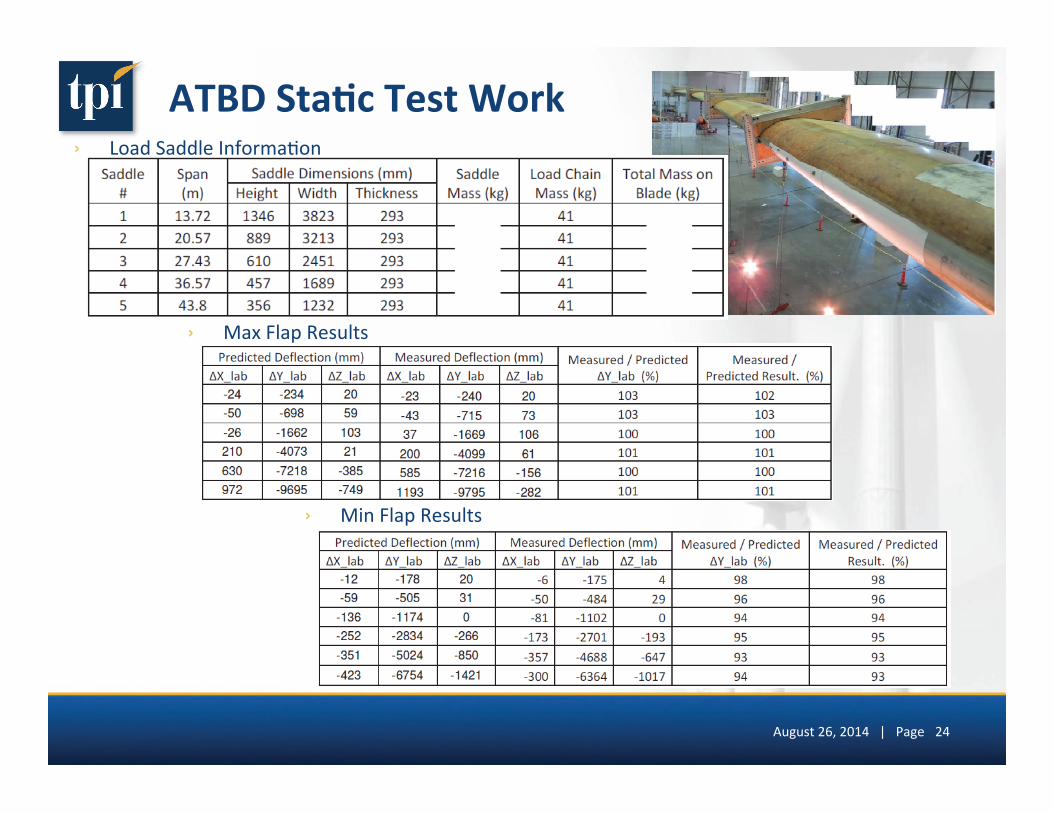
ATBD Sta�c Test Work › Load Saddle Informa�on
August 26, 2014 | Page 24
› Max Flap Results
› Min Flap Results

ATBD Edgewise Fa�gue Test Work › Actual Test Running Time of Test
August 26, 2014 | Page 25
› Applied Edge Moment and Target

ATBD Flapwise Fa�gue › Tes�ng used MTS/NREL GREX (Ground based
Resonance Excita�on) actuator for cyclic loading.
August 26, 2014 | Page 26
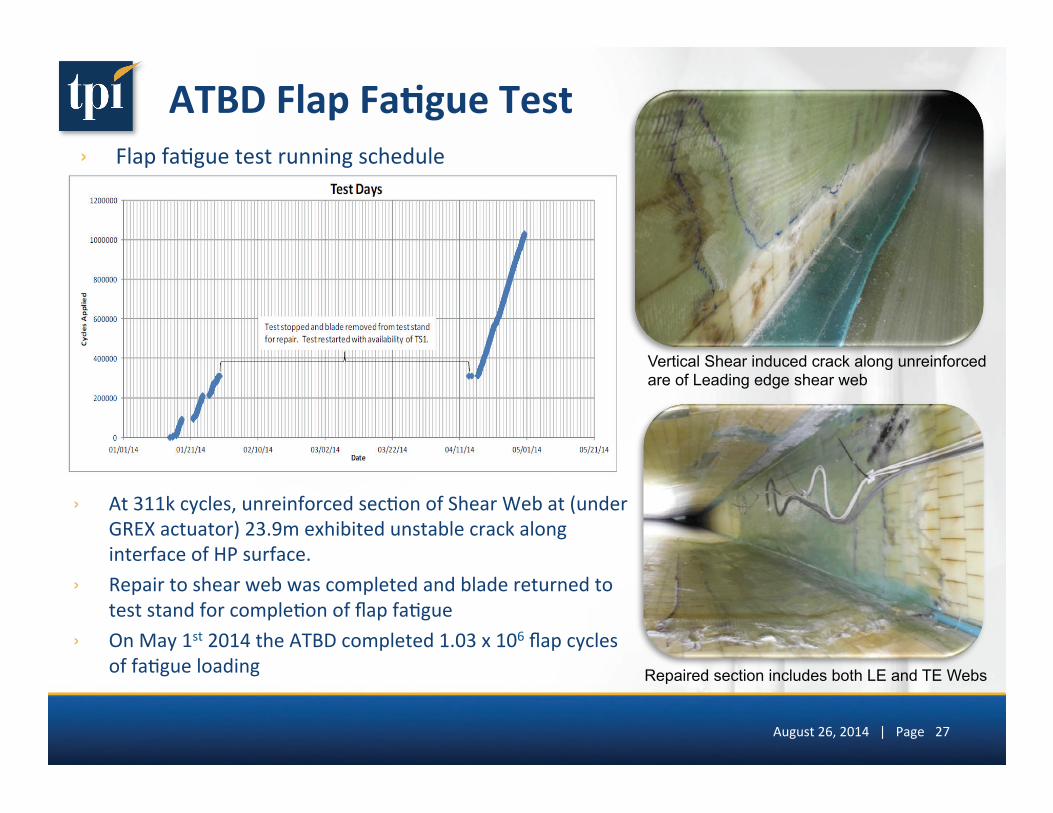
ATBD Flap Fa�gue Test
› At 311k cycles, unreinforced sec�on of Shear Web at (under GREX actuator) 23.9m exhibited unstable crack along interface of HP surface.
› Repair to shear web was completed and blade returned to test stand for comple�on of flap fa�gue
› On May 1st 2014 the ATBD completed 1.03 x 106 flap cycles of fa�gue loading
August 26, 2014 | Page 27
› Flap fa�gue test running schedule
Vertical Shear induced crack along unreinforced are of Leading edge shear web
Repaired section includes both LE and TE Webs

Post Fa�gue Sta�c Tes�ng
› Min/Max edge and Min/Max Flap sta�c test pulls were completed to 100% ul�mate design load.
› Addi�onal work sta�c test work was approved and included sta�c tes�ng at 115% of Target Sta�c Load.
› 115% Min Flap Load condi�on completed
› At 115% of Max Flap Target Load, ATBD blade failed in a catastrophic mode.
› Valida�on of the performance was complete.
August 26, 2014 | Page 28

Post Fa�gue Maximum Flapwise Sta�c Test
› At 115% of Target Max Flap Sta�c Load the ATBD had had enough
August 26, 2014 | Page 29
Maxim Flap Test – preload condition Static load failure at 115% of Target Max Flap Load

Impact of ATBD on AMI Blade Cycle Time Scorecard
AMII Supported Project Previous Cycle Time New Cycle Time Overall Reduction % Cycle Red Notes
Rotating Carts/Material Handling Systems
38.0 35.5 2.5 6.6%Reduction gained in surface preparation and
peripheral trim operationsUse of B-‐Side Heating for Blade Skin
Cure Time Reduction35.5 33.5 2.0 5.3%
Cure Time of each Skin (LP 7 HP) reduced by one hour
Trailing Edge Preform Fabrication 33.5 32.5 1.0 2.6%20 minute reduction in infusion time, 40 minute
reduction in layup time.
Component Handling Systems 32.5 30.0 2.5 6.6%Improved material movement eliminates
wasted time waiting for overhead bridge crane movements.
Development of Bond Cap Preform Section
30.0 29.0 1.0 2.6%Reduction gained by parallel fabrication of
complex bond cap layup.
Use of 3D Projected Laser Guidelines for Layup and Fixture Location
29 27.25 1.75 4.6%Gained efficiencies in both dry layup of kitted
glass layups as well as location of critical bonded components
Proprietary AMII Projects 27.25 24.0 3.25 8.6%
Fiberglass RodPack 24.00 24.0 0.0 0.0%Spar Cap Manf does not impact Mold Shell Cycle
(Parallel Operation)
TYCOR Sandwich Core 24.00 22.8 1.2 3.2% Shortened core installation
Latent Cure Epoxy Resin 22.77 20.7 2.05 5.4% reduced curing time in mold
Use of MMA/PU Bond Paste 20.71 19.1 1.64 4.3% Shortened bond cycle time
Implementation of Co-‐Bonded Shear Webs
n/a 0.0 0.00 0.0% Project not completed/not included in analysis
Totals: 18.9 49.8%
Advanced Technology Blade Demonstration Efforts
August 26, 2014 | Page 30

Impact of ATBD on AMI Blade Labor Scorecard AMII Supported Project Starting Labor Content New Labor Content Overall Reduction % Labor Red Notes
Rotating Carts/Material Handling Systems 752.0 736.5 15.5 2.1% Reduction gained in surface preparation and
peripheral trim operations
Use of B-‐Side Heating for Blade Skin Cure Time Reduction 736.5 728.5 8.0 1.1% Cure Time of each Skin (LP 7 HP) reduced by one
hour with four individuals supervising blade cure
Trailing Edge Preform Fabrication 728.5 720.5 8.0 1.1% Layup to preform is MUCH quicker than direct to
Skin Mold
Component Handling Systems 720.5 705.5 15.0 2.0% Improved material movement eliminates wasted time waiting for overhead bridge crane movements.
Development of Bond Cap Preform Section 705.5 697.5 8.0 1.1% Much less complex layup of bond cap. 8 D/L save an
hour.Use of 3D Projected Laser Guidelines for Layup and
Fixture Location697.5 670.5 27.0 3.6% Labor Savings in Lay-‐up and Assembly Op's with 8
Person Crew
Proprietary AMII Projects 670.5 647.8 22.8 3.0%
Fiberglass RodPack 647.76 586.2 61.6 8.2% Significant savings in Layup, infuision preparation and Infusion time and cure time
TYCOR Sandwich Core 586.15 573.8 12.3 1.6% Reduction in labor content for core installation
Latent Cure Epoxy Resin 573.83 564.0 9.9 1.3% Reduction in labor content for part cure
Use of MMA/PU Bond Paste 563.98 550.8 13.1 1.7% Reduction in Labor for bond assembly
Implementation of Co-‐Bonded Shear Webs n/a 550.8 0.0 0.0% Project not completed
Totals: 201.2 26.8%
Advanced Technology Blade Demonstration Efforts
August 26, 2014 | Page 31
AMI – Blades, Final Thoughts
› Completed AMI-‐Blades 28 May 2014 › Nearly a 50% reduc�on in Mold CT and 29% reduc�on in
Labor. › Integrated large scale automa�on is s�ll elusive, however
applying… – Local material handling systems – Parallel part processing – Accelerated cure processing through directed hea�ng – And advanced/innova�ve materials technologies…
Has resulted in significant reduc�ons in cycle �me and labor content while improving infusion process reliability and capability.
August 26, 2014 | Page 32

Driving Composites Innova�on





























