Embed Size (px)
Citation preview

SUMMER TRAINING PRESENTATION
BY – SAURABH SINGLA
B.TECH (MECHANICAL)
4TH YEAR
110106250
11SETME517
INDIA YAMAHA MOTORS PVT. LTD.
• Yamaha was established in 1887 as a piano and reed organ manufacturer by Torakusu Yamaha.
• Yamaha Motor Company Limited is a Japanese manufacturer of motorcycles, marine products such as boats and outboard motors, and other motorized products.
• The company was established in 1955 upon separation from Yamaha Corporation, and is headquartered in Iwata, Shizuoka, Japan.

WELDING• Welding is fabrication or sculptural process that
joins materials,usually metals or thermoplastics, by causing coalescence.
• This is often done by melting the work pieces and adding a filler material to form a pool of molten material that cools to become a strong joint, with pressure sometimes used in conjunction with heat, or by itself, to produce the weld.
• This is in contrast with soldering and brazing, which involve melting a lower-melting-point material between the work pieces to form a bond between them, without melting the work pieces.
SAFETY DIRECTIONS FOR WELDING :
• GLASSES – For Protecting Eyes.
• MASK – For Protecting Lungs from harmful gases.
• APPRON – For Protecting Body.
• ARM SLEEVES – For Protecting Forearms.
• GLUBS – For Protecting hands.
• LEG GUARD - For Protecting legs.

The types of welding observed in the weld shop are:-
• TIG welding
• Resistance spot welding
• Seam welding
• MIG welding

TUNGSTEN INERT GAS WELDING (TIG)
• It is an inert gas shielded arc welding process using non-consumable electrode.
• Thoriated tungsten is used as electrode.
• It carries high currents and can maintain a stable arc with ease.
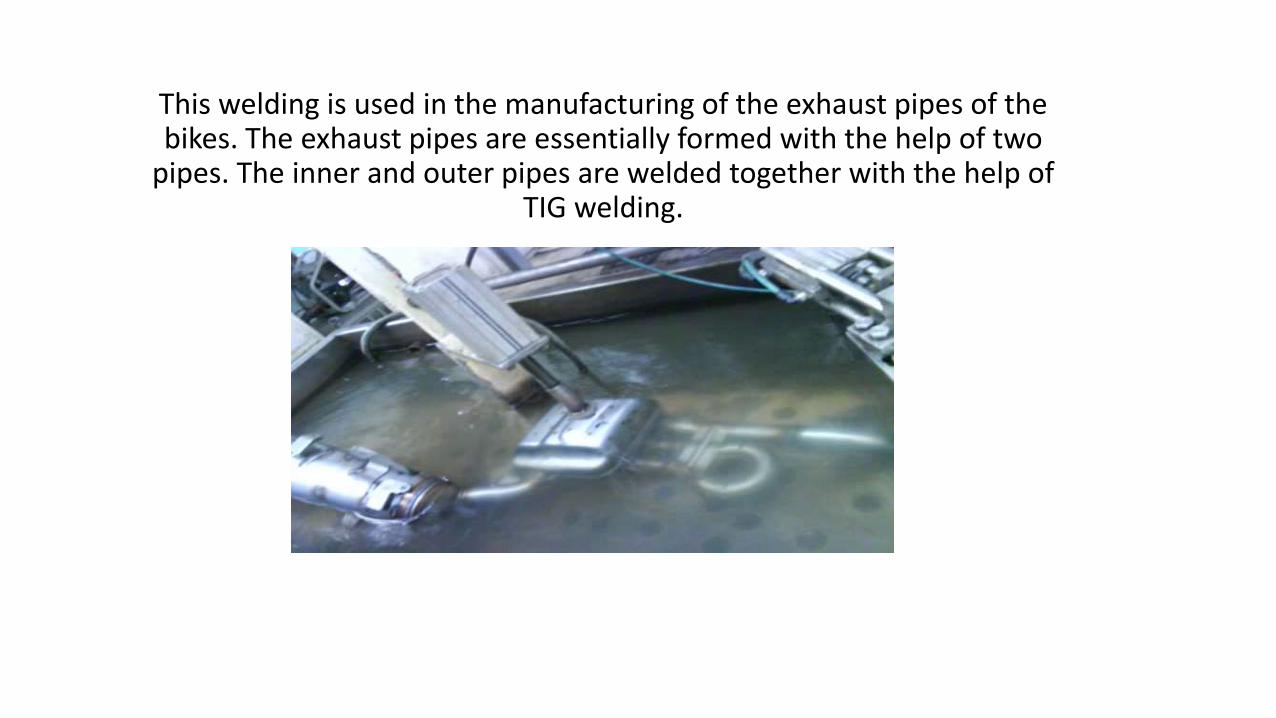
This welding is used in the manufacturing of the exhaust pipes of the bikes. The exhaust pipes are essentially formed with the help of two
pipes. The inner and outer pipes are welded together with the help of TIG welding.
RESISTANCE SPOT WELDING
• This is done to join two sheet metal jobs in lap joint forming a small nugget at the interference of the two plates.
• The spot welding machine consists of two electrodes, out of which one is fixed. The other is fixed to a rocker arm for transmission of mechanical force from a pneumatic cylinder.
• Current density should be proper to obtain satisfactory weld. It depends upon the contact area between the electrode and the work piece.

RESISTANCE SPOT WELDING

SEAM WELDING• It a method of making a continuous joint between two overlapping
pieces of sheet metal. Work is placed between the wheels, which serve as conductors for producing continuous welds.
• As pressure is applied, the drive is started and welding current switched on. At the same time, over-lapping surfaces of the metal are forced together as fast as they are heated. A coolant is applied to conserve the electrodes and cool the work rapidly to speed the operation.

• Seam welding is used to weld the panels together in the manufacturing of fuel tank.
• SEAM WELDING Machine which is basically used in industries.

MIG WELDING (METAL INERT GAS WELDING)
• Gas metal arc welding (GMAW), sometimes referred to by its subtypes metal inert gas (MIG) welding or metal active gas (MAG)welding, is a welding process in which an electric arc forms between a consumable wire electrode and the work piece metal(s), which heats the work piece metal(s), causing them to melt, and join. Along with the wire electrode, a shielding gas feeds through the welding gun, which shields the process from contaminants in the air.
• The process can be semi-automatic or automatic. A constant voltage, direct current power source is most commonly used with GMAW, but constant current systems, as well as alternating current, can be used.
• There are four primary methods of metal transfer in GMAW, called globular, short-circuiting, spray, and pulsed-spray, each of which has distinct properties and corresponding advantages and limitations.
• Originally developed for welding aluminum and other non-ferrous materials in the 1940s, GMAW was soon applied to steels because it provided faster welding time compared to other welding processes. The cost of inert gas limited its use in steels until several years later, when the use of semi-inert gases such as carbon dioxide became common. Further developments during the 1950s and 1960s gave the process more versatility and as a result, it became a highly used industrial process.
• Today, GMAW is the most common industrial welding process, preferred for its versatility, speed and the relative ease of adapting the process to robotic automation. Unlike welding processes that do not employ a shielding gas, such as shielded metal arc welding, it is rarely used outdoors or in other areas of air volatility. A related process, flux cored arc welding, often does not use a shielding gas, but instead employs an electrode wire that is hollow and filled with flux.
MATERIAL USED FOR MIG WELDING:•Mild and Alloy
•Quench and tempered steels
•Ferritic materials
•Stainless steel
•Aluminum
Welding Defects
• BLOW HOLE
• POROSITY
• WELD SPATTER
• UNDER CUT
• NO – LAP
• NON UNIFORM WELDING

7 – STEPS OF WASTE
• OVER PRODUCTION
• TRANSPORTATION
• DEFECT
• WAITING
• INAPPROPPRIATE PROCESSING
• UNNECESSARY MOTION
• INVENTORY
THANK YOU









![Strategic Management Project Presentation: Yamaha Motors [download to view full presentation]](https://img.dokumen.tips/doc/110x75/55720a54497959fc0b8c0625/strategic-management-project-presentation-yamaha-motors-download-to-view-full-presentation.jpg)



















