Embed Size (px)
Citation preview

Project Manager
Downstream business development, Sahaviriya Steel Industry (SSI)
Advisor
Pacific Pipe PCL. (PAP)
Steel Structure Sub-committee, Engineering Institute of Thailand (EIT)
การท ารายละเอยดการตอโครงสรางเหลก
Detailing for Steel Construction
November 13, 2015
1
Mr. Nuttapon Suttitam

Seminar Outline Nov 13 – 14, 2015
November 14, 2015 November 13, 2015
• Failure Modes • Steel Connection Design
▫ Shear Connection Shear Plate (Tab) Shear End Plate Single/Double Angle
▫ Moment Connection
• Other Considerations ▫ Web Crippling / Buckling ▫ Prying Action
• Steel Materials
▫ Steel Products ▫ Assemblage (Bolt / Weld)
• Steel Detailing
• Steel Fabrication ▫ Bolting Systems ▫ Welding Processes
• Introduction to Steel Connection Design
• Introduction to BIM
2

3

ราคาน รวม คาแรงพนกงาน คาขนสงพนกงาน คาวสดอปกรณและเครองมอพนฐาน main contractor จะเปนผท าแบบตดตอเชอม โดยอาศยขอมลจาก designer และเปนผควบคมสงการแรงงานชางเหลก นนคอ ความผดพลาด (human error) จากการท างานเหลก และความลาชาทเกดขน main contractor จะตองรบผดชอบเองทงหมด
ถาเปนงานเหลก แนวทางปฏบตทวไปคอ main contractor จะหา sub contractor มารบงานเหลก โดย sub มกจะ charge ตามน าหนกวสดโครงสรางเหลกเปนหลก เชน อาคารหนก 10 ตน หรอ 10,000 กโลกรม รบเหมาคาแรง กโลกรมละ 12 – 18 บาท หรอ เฉลยคาแรงงานเหลกท 15 บาท/กก. หรอ คาแรงงานเหลก รวม 150,000 บาท
Standard practice
ออกแบบ กอสราง
• ขอก ำหนดทวไป General note • รปแปลน Plan • รปดำน Elevation • ขนำดคำนเสำ B/C Schedule • รปตด Section • รำยละเอยดทวไป Typical detail
งำนโครงสรำง (Structural work)
• ก ำหนดวธกำรกอสรำง • ท ำแบบกอสรำง • สงวสด • กอสรำง • ท ำ as-built และสงงำน
Consult คมงาน
Designer อนมต
แลวมนไมด / มชองโหวตรงไหน ???
4

Pre-fab practice
ออกแบบ ผลต ตดตง
• General note • Plan • Elevation • B/C Schedule • Section • Typical detail
งำนโครงสรำง (Structural work)
• ก าหนดวธ และ sequence การตดตง
• ตรวจสอบควบคมคณภาพสนคาทสงมา
• ด าเนนการตดตง
ท ำแบบกำรผลต +
ผลตขนรป +
ขนสงไปตดตง แลวมนดกวำตรงไหน ???
5

Pre-fab practice งำนไม (Wood work)
6

Pre-fab practice
SKIRO
7

Pre-fab practice
ออกแบบ ผลต ตดตง
• General note • Plan • Elevation • B/C Schedule • Section • Typical detail
งำนโครงสรำง (Structural work)
• ก าหนดวธ และ sequence การตดตง
• ตรวจสอบควบคมคณภาพสนคา
• ด าเนนการตดตง
ท ำแบบกำรผลต +
ผลตขนรป +
ขนสงไปตดตง
รปแบบ finished product
ขนาดมตและพกดของชนสวนแตละชน
ท า shop แสดงขนาด และการตดเจาะบาก ชนสวน
ท าแบบแสดงวธการตดตง
PROCESS
8

Pre-fab practice
• General note • Plan • Elevation • B/C Schedule • Section • Typical detail
ท ำแบบกำรผลต +
ผลตขนรป +
ขนสงไปตดตง
รปแบบ finished product
ขนาดมตและพกดของชนสวนแตละชน
ท า shop แสดงขนาด และการตดเจาะบาก ชนสวน
ท าแบบแสดงวธการตดตง
ในงำนโครงสรำงเหลก
วศวกร เปนผออกแบบขนาด คาน เสา พกดโครงสราง และรปแบบการตอแบบทว ๆ ไป เชน รปแบบทวไปของ การตอเสากบคาน การตอ moment
connection การ splice เสาหรอคาน ฯลฯ รวมถง รปตดเพอชวยใหความกระจางแกผกอสราง ใหด าเนนการตาม design concept ของผออกแบบ
ใครมหนาทแยกองคประกอบชนสวน เพอมา
fabricate
ใครเปนผท า connection
detail & shop drawing
9

Pre-fab practice
• General note • Plan • Elevation • B/C Schedule • Section • Typical detail
ถาใหวศวกรท า shop drawing
วศวกร ตองทราบรายละเอยดของเครองมอเครองจกรทใชในการผลต เชน เครองเชอมมกแบบ จะตอ plate เขากบ beam หรอ ประกอบ plate ท า box column ควรใชการเชอมแบบใด ระยะการตดบากหลบงานระบบ
มขนาดทเหมาะในการขนสง (ไมเกนน าหนกบรรทกตามกฎหมาย) ฯลฯ และตองม “State-of-Art” ในการกอสราง คอเขาใจสภาพหนางาน และเขาใจวธการกอสรางวาจะขนรปอยางไร ถงจะท าใหกอสราง (ตดตง) ไดงายทสด
สงแบบ shop drawing ใหกบ fabricator เพอ
ผลต
10

Pre-fab practice
• General note • Plan • Elevation • B/C Schedule • Section • Typical detail
ถาให fabricator ท า shop drawing
Fabricator ตองสามารถท าความเขาใจตอ “input” หรอ แบบโครงสรางทไดรบจากผออกแบบ (Structural & MEP engineer/ Arch) พรอม
ศกยภาพในการผลตของโรงงาน การปรบเปลยนวสดหรอวธการหากไมสามารถด าเนนการตามผออกแบบไดทงหมด ตลอดจน “State-of-Art” ในการกอสราง คอเขาใจสภาพหนางาน และเขาใจวธการกอสรางวาจะขนรป
อยางไร ถงจะท าใหกอสราง (ตดตง) ไดงายทสด
แปล design drawings ใหเปน
shop drawing และสงกลบไปให
designer เพอขอ approve
ค ำถำมคอ ???
แลว designer กบ fabricator จะสอสารกนอยางไร ดวยภาษาอะไร ท designer จะสามารถเขาใจรายละเอยดในการผลตจาก shop เพอจะสามารถ approve shop drawing ได
11

Pre-fab practice
ภาษาชาง
Designer Fabricator Detailer
(translator)
Erector
ภาษาวศวกร ภาษาชาง
กำรท ำ shop drawing ยงเปนกำรตรวจสอบควำมถกตองของ design drawing อกดวย
12

Steel Detailing
การท ารายละเอยดโครงสรางเหลก
คอ
กระบวนการ
ในการแปลขอมล จากผออกแบบโครงสราง
ไปเปนขอมล
การแปรรปวสดเหลก ภายในโรงงานขนรป
ประโยชน ของ Steel Detailing
ได Output คอ Shop drawing
ซงชวยใหเกดการเพมประสทธภาพงานกอสราง
โดย
ลด ปรมาณ Field work
ลด Construction error
ลดระยะเวลางานกอสราง
เพมขนตอน ใหเกดการตรวจสอบซ า
กอนการเรมงานจดซอวสด และการขนรป
ซงไปชวย
ลดความผดพลาดจากผออกแบบ อนเปนการเพม
ระดบความปลอดภยใหกบโครงสราง
13

จดประสงคของการสมมนา
1. เขาใจ structural steel ในสวนทการเรยนการสอนวศวกรรมโยธา ไมไดกลาวถง เชน ผลตภณฑเหลก งานผลต งาน bolt งานเชอม เปนตน
2. สรางความเขาใจ practice งานโครงสรางเหลก แบบ modular ทใชกนในสากล โดยเฉพาะอยางยง ในสวนของ work flow ของการท างาน และ บทบาทหนาทของแตละ party
3. สรางความเขาใจ technical term ภาษาชางในโรง fabrication ทใชกนในสากล
4. ปรบตว ปรบใจ เตรยมความพรอมกบ การท างานกบระบบสากล เมอเปด AEC
5. เขาใจ ระบบวธการท างานและการจดการพนฐาน ของโรงงาน fabrication
6. แนะน า (introduction) วธการอานคมอ Steel Detailing Manual
7. แนะน า อาชพใหมทนาสนใจ ในตลาดงานกอสราง “fabricator & detailer”
8. น าเสนอพนฐานการวเคราะหและค านวณออกแบบการตอโครงสรางเหลก
14

15

Double Angle Shear Connection
OSL & NSL Bolted Connection OSL & NSL Welded Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 16

Beam-to-Girder Double Angle Shear Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 17

Seated Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson
เหลกฉาก clip angle หนาประมาณ 2 หน เหลกฉากยดปกบน หนาประมาณ 2 หน
เหลกฉาก ความหนาเปนไปตามรายการค านวณแรงทกระท าท Critical section
ขนาดของขาเหลกฉาก ขนกบก าลงแรงกดทกระท าจากคาน
ขนาดของขาเหลกฉาก ขนกบก าลงแรงเฉอนทกระท าจากคาน
ความยาวของเหลกฉาก ขนกบความกวางของปกคาน และระยะเกจ
18

ตวอยาง Seated Connection ทตองรบแรงเฉอนมาก
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 19
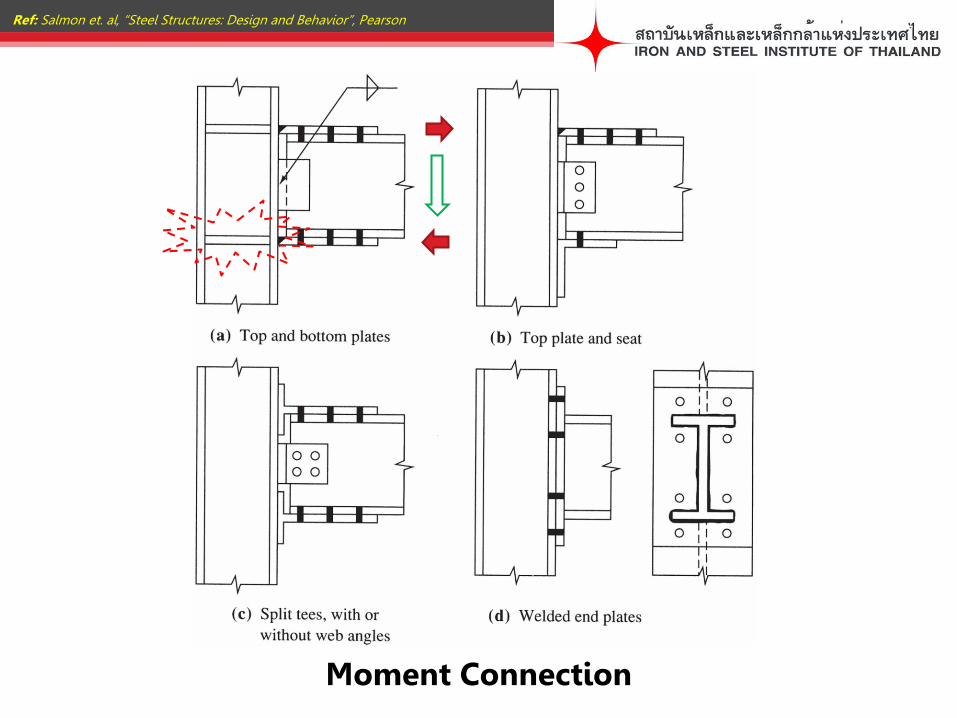
Moment Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 20

Moment Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 21

Moment Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson
เกยวของกบ (column) web
yielding
22
𝐻 − 2𝑡𝑓 − 2𝑘 𝒕𝒘
𝒕 𝒇𝒃
+𝟓
𝒌

Column Base Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 23

Beam Splice Connection
Ref: Salmon et. al, “Steel Structures: Design and Behavior”, Pearson 24

• ขนรปอยางไรใหประหยด และไดตามมาตฐาน
• ตออยางไร ใหถกตองและไมพงระหวางกอสราง
• ท า Detail อยางไรใหขนรป ตดตงงาย และตรงตาม design concept
• ออกแบบอยางไรให ประหยด และแขงแรง
Structural Designer
Steel Detailer
Steel Fabricator
Steel Erector
สอสาร
สอสาร
สอสาร สอสา
ร
25

26

Table of Content
1. Introduction
2. Contract Documents and Detailing Process
3. Common Connection Details
4. Basic Detailing Conventions
5. Project Set-up and Control
6. Erection Drawings
7. Shop Drawings and Bills of Materials
8. Detailing Quality Control and Assurances
Appendix: Basic Engineering Fundamental
REFERENCE
27

คณะกรรมการด าเนนการ
1. ศ.ดร. เอกสทธ ลมสวรรณ 2. ดร. สนตสข ปลกสวสด 3. ดร. ธระวฒ มฮ ำหมด 4. ผศ.ดร. สทศน ลลำทววฒน 5. คณ กตต จนทรแสงศร 6. คณ สวฒน เหรยญศรวรรณ 7. คณ สมยศ เจยมจรงกร 8. คณ จรนทร ศรสงครำม 9. คณ สมเกยรต ลำภทว 10. คณ ณฐพล สทธธรรม 11. ดร. พลเดช เทอดพทกษวำนช
สภำวศวกร สถำบนเหลกฯ พระจอมเกลำธนบรฯ พระจอมเกลำธนบรฯ บมจ. STP&I PCL. บมจ. STP&I PCL. บมจ. M.C.S. Steel บจก. วฒนไพศำลเอนยเนยรง บจก. Thai Nippon Steel สถำบนเหลกฯ บจก. RKV Consultant
28

ภาพรวมของบทยอย
บทท 1 บทน ำ (Introduction)
• บทบำทและหนำทของ Steel Detailer • วสด คณสมบตทำงกำยภำพ และผลตภณฑตำมมำตรฐำน • กำรผลตเหลกกลำส ำหรบงำนกอสรำง และควำมคลำดเคลอนทยอมใหจำกโรงรด • กำรค ำนวณน ำหนก และกำรท ำรำยกำรเรยกเกบเงน • กำรควบคมดวยระบบ CNC และกำรขนรปชนสวน
29

ภาพรวมของบทยอย
บทท 2 เอกสำรสญญำและขนตอน (กระบวนกำร) กำรท ำรำยละเอยดโครงสรำงเหลก
• เอกสำรสญญำ • แบบแปลน ขอก ำหนด และ ขอมลกำรออกแบบทำงวศวกรรม • ขอบงคบเพอสวสดภำพและควำมปลอดภยตำมมำตรฐำน OSHA
30
ภาพรวมของบทยอย
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
• กำรตอดวยสลกเกลยว – ชนดของสลกเกลยว แรงในสลกเกลยว รปแบบกำรขนใหแนน
• กำรตอดวยกำรเชอม – ชนดของกำรเชอมจ ำแนกตำมรปแบบกำรเชอม ปรมำณกำรซมหรอหลอมลก กำรค ำนวณก ำลง
• กำรตอดวยกำรเชอมควบคไปกบกำรใชสลกเกลยว • รปแบบกำรตอโครงสรำง – Shear Connection, Seated Connection, Skewed
Connection, Column Splice Connection, Truss Connection
31

ภาพรวมของบทยอย
บทท 4 สญลกษณและกฎเกณฑพนฐำน
• หลกปฏบตในกำรจดท ำรำยละเอยดทถกตอง • สลกเกลยว – กำรใชสญลกษณ • กำรเชอม – กำรใชสญลกษณ กระบวนกำรเชอม กำรทดสอบแบบไมท ำลำย • กำรทำส • กำรชบสงกะส
32

ภาพรวมของบทยอย
บทท 5 กำรเตรยมกำรและกำรควบคมโครงกำร
• กำรวำงแผนกำรจดกำรขอมลและกำรประสำนงำนโครงกำร • วำระกำรประชมเรมโครงกำร • รำยกำรลวงหนำส ำหรบกำรสงวสด
33

ภาพรวมของบทยอย
บทท 6 แผนกำรประกอบตดตงโครงสรำง
• แนวทำงกำรปฏบตงำน (Practical Guideline) ในกำรจดท ำแบบกำรประกอบตดตงโครงสรำง
• อปกรณรองรบชวครำวเพอกำรประกอบตดตงโครงสรำงเหลก • กำรแกไขเปลยนแปลงในภำคสนำม
34
ภาพรวมของบทยอย
บทท 7 แบบรำยละเอยดกำรขนรปและรำยกำรวสด
• ตวอยำงกำรท ำแบบรำยละเอยดกำรขนรปส ำหรบอำคำรโครงสรำงเหลก • ตวอยำงกำรท ำแบบรำยละเอยดกำรขนรปส ำหรบโครงถกเหลก • ตวอยำงกำรท ำแบบรำยละเอยดกำรขนรปส ำหรบโครงหลงคำและโครงรบผนง • ตวอยำงกำรท ำแบบรำยละเอยดกำรขนรปส ำหรบระบบค ำยนโครงสรำงเหลก • ตวอยำงกำรท ำแบบรำยละเอยดกำรขนรปส ำหรบโครงเหลกประกอบ • ขอผดพลำดจำกกำรท ำแบบรำยละเอยด
35

ภาพรวมของบทยอย
บทท 8 กำรควบคมและกำรประกนคณภำพ
• กำรตรวจสอบแบบรำยละเอยดกำรขนรปและแบบกำรประกอบตดตง • กำรสอบทวนแบบรำยละเอยดกำรขนรปและแบบกำรประกอบตดตง • กำรอนมตแบบ และกำรเกบรกษำขอมล
36

37

Pre Construction Phase Construction Phase
1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer
บทท 1 บทน ำ
Owner
Designer and/or Engineer of Record (EOR)
Preliminary Design Design Development (DD)
Contract Document (CD) CD for
Bidding General Contractor (GC)
Construction Manager (CM)
Controlled Inspector
Steel Fabricator Steel Detailer Struct Arch MEP
Project Manager (PM)
38

39

1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer
บทท 1 บทน ำ
เมอผขนรปตองกำรเปลยนแปลงรำยละเอยดกำรตอโครงสรำง ทไดแสดงไวในเอกสำรสญญำ ผขนรปจะตองท ำกำรแจงไปยงตวแทนของเจำของงำนในฝำยงำนออกแบบและงำนกอสรำงไดรบทรำบอยำงเปนลำยลกษณอกษรกอนกำรสงแบบกำรขนรปและแบบกำรประกอบตดตงอยำงเปนทำงกำร โดยตวแทนของเจำของงำนในฝำยงำนออกแบบและงำนกอสรำงจะตองท ำกำรตรวจสอบและใหกำรอนมต หรอไมใหกำรอนมต (หรอใหกำรอนมตแบบมเงอนไข) เอกสำรดงกลำวภำยในเวลำอนสมควร หนำทหลกของผขนรป คอกำรจดท ำแบบกำรขนรป (Shop Drawing) และแบบกำรตดตง (Erection Drawing) ของงำนโครงสรำงเหลก โดยตอง
(a) แปลขอมลทแสดงในเอกสำรสญญำ ไปสขอมลในแบบกำรขนรปและแบบกำรตดตง
(b) จดท ำรำยละเอยดกำรขนรปทถกตองและแมนย ำเพอกำรตดตงชนสวนองคอำคำรโครงสรำงเหลกทหนำงำน
40

1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer
บทท 1 บทน ำ
บทขยำยควำมเพมเตม
ผขนรป (Fabricator) สำมำรถจะจำงผจดท ำรำยละเอยด (Detailer) เพอจดท ำแบบกำรขนรปและแบบกำรประกอบตดตง (Shop & Erection Drawing) ตลอดจนงำนทเกยวของอน ๆ เชน กำรท ำรำยกำรวสด และรำยกำรสลกเกลยว เปนตน
41

42

43

1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer
บทท 1 บทน ำ
(หนา 2)
“ เนองจำกผจดท ำรำยละเอยดโครงสรำงเหลก (Steel Detailer) จะตองเปนเสมอนผแปลควำมหมำยจำกแบบโดยผออกแบบ (Design Drawing) และขอก ำหนดตำง ๆ ในเอกสำรสญญำ (Contract Drawing) มำเปนแบบทบรรจขอมลส ำหรบผขนรป (Fabricator) ดงนน Steel Detailer ทด ควรจะตองคนเคยกบวธกำรท ำงำนของ Fabricator และเครองมอเครองใชใน Fabrication Shop นอกจำกนยงตองทรำบถง พกดขนำดและน ำหนกสงสดของชนสวนงำนสงสดทผตดตง (Erector) มขดควำมสำมำรถในกำรท ำงำนด ำเนนกำรได ”
44

1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer (& Fabricator)
บทท 1 บทน ำ
JOB & FABRICATOR SET-UP
PREPARE JOB STANDARD & CONNECTION CALCULATION SHEETS
PREPARE SYSTEM OF ASSEMBLING & SHIPPING PIECE MARKS
PREPARE & CHECK ADVANCE BILLS for ORDERING
จดเตรยมระบบกำรขนรปชนสวนในโรงงำนขนรปโครงสรำงเหลก
จดเตรยมมำตรฐำนเฉพำะงำนและรำยกำรค ำนวณกำรตอโครงสรำงเหลก
จดเตรยมระบบกำรใหสญลกษณในกำรประกอบตดตงและกำรขนสงชนงำน
จดเตรยมและตรวจสอบรำยกำรสงวสดลวงหนำ
45

1.1 ขนตอนกำรกอสรำงและหนำทของ Detailer (& Fabricator)
บทท 1 บทน ำ
PREPARE & CHECK ANCHOR ROD/EMBEDMENT DRAWINGS
PREPARE LIST OF FIELD FASTENERS
PREPARE & CHECK ERECTION DRAWINGS, SHOP DRAWINGS & BILL OF MATERIALS
RECORD APPROVED SHOP DRAWINGS
จดเตรยมแบบแสดงต ำแหนงของสลกสมอและรำยละเอยดกำรตดตง
จดเตรยมรำยกำรอปกรณยดตอโครงสรำงทหนำงำน
จดเตรยมและตรวจสอบแบบกำรตดตงและแบบกำรขนรป ตลอดจนรำยกำรวสดทงหมดในงำนกอสรำง
จดเกบแบบกำรขนรปทไดรบกำรอนมตแลว
46
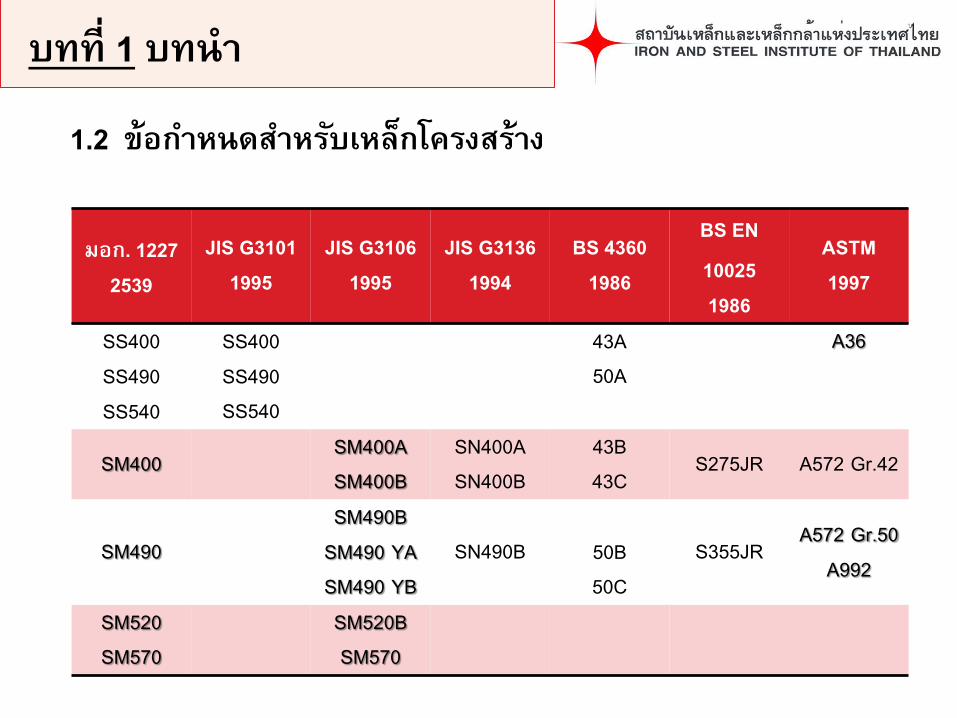
1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง
บทท 1 บทน ำ
มอก. 1227 2539
JIS G3101 1995
JIS G3106 1995
JIS G3136 1994
BS 4360 1986
BS EN 10025 1986
ASTM 1997
SS400 SS490 SS540
SS400 SS490 SS540
43A 50A
A36
SM400 SM400A SM400B
SN400A SN400B
43B 43C
S275JR A572 Gr.42
SM490 SM490B
SM490 YA SM490 YB
SN490B
50B 50C
S355JR A572 Gr.50
A992
SM520 SM570
SM520B SM570
47

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
มำตรฐำนทวไป เปนเครองหมำยทแสดงกบผลตภณฑทเปนมำตรฐำนไมบงคบ ผผลตสำมำรถยนขอใบอนญำตแสดงเครองหมำยมำตรฐำนไดดวยควำมสมครใจ
มำตรฐำนบงคบ เปนเครองหมำยทแสดงบนผลตภณฑทมกฎหมำยก ำหนดใหตองเปนไปตำมมำตรฐำน เพอคมครองควำมปลอดภยใหแกผบรโภค และปองกนควำมเสยหำยทจะเกดขนแกเศรษฐกจของประเทศ ผผลต ผน ำเขำและผจ ำหนำย จะตองผลต น ำเขำและจ ำหนำยเฉพำะผลตภณฑทตองเปนไปตำมมำตรฐำนเทำนน
48

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง
บทท 1 บทน ำ
เหลกโครงสรางรปพรรณรดรอน (Hot-Rolled Section)
49
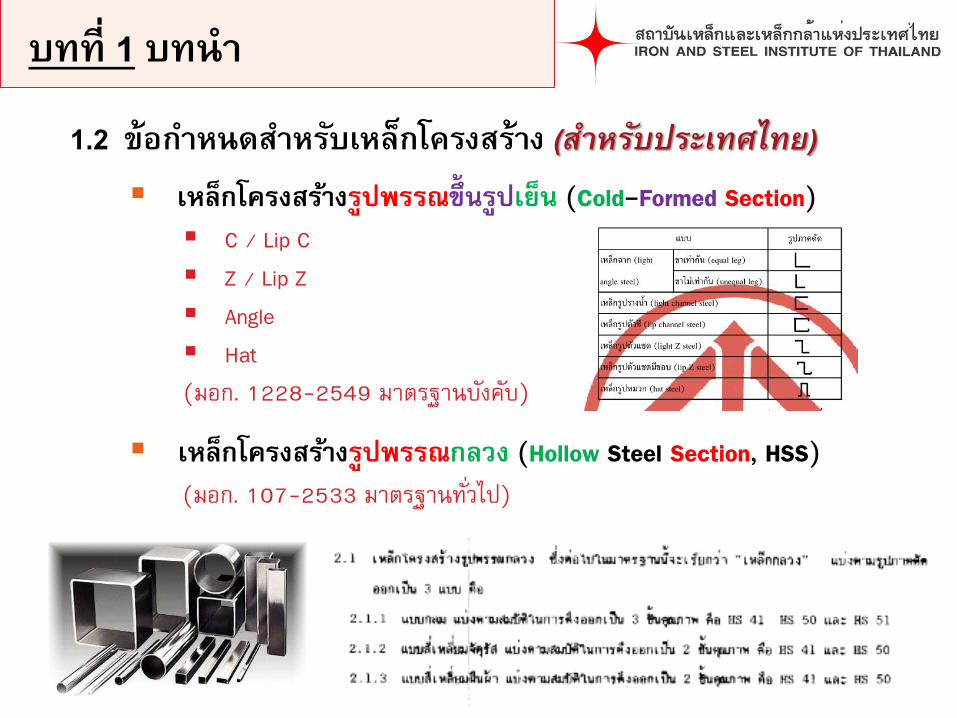
1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
เหลกโครงสรางรปพรรณรดเยน (Cold-Rolled Section)
C / Lip C
Z / Lip Z
Angle
Hat
(มอก. 1228-2549 มาตรฐานบงคบ)
เหลกโครงสรางรปพรรณกลวง (Hollow Steel Section, HSS)
(มอก. 107-2533 มาตรฐานทวไป)
เหลกโครงสรางรปพรรณขนรปเยน (Cold-Formed Section)
50

ขอควรระวงส าหรบเหลกขนรปเยน
1. Local buckling • For compression zone of either compression or flexural member
2. Distortional buckling • For flexural member
3. Lateral-Torsional buckling • For flexural member
L
Bending Moment Diagram Mmax
Collapse mechanism
Plastic hinges Mp
Formation of Collapse Mechanism in a Fixed Beam
w
Bending Moment Diagram
BASIC CONCEPTS OF PLASTIC THEORY
(a) at My (b) My < M<Mp (c) at Mp
Plastification of Cross-section under Bending
Mp
SECTION CLASSIFICATION
Mp
Rotation
My
y u
Slender
Semi-compact
Compact
Plastic
Section Classification based on Moment-Rotation Characteristics
Moment Capacities of Sections
My
Mp
1 2 3 =b/t
Semi- Compact
Slender Plastic Compact
SECTION CLASSIFICATION BASED ON WIDTH -THICKNESS RATIO
For Compression members use compact or plastic sections
Type of Element
Type of Section
Class of Section
Plastic (1)
Compact (2)
Semi-compact (3)
Outstand element of compression flange
Rolled
b/t 9.4
b/t 10.5
b/t 15.7
Welded
b/t 8.4
b/t 9.4
b/t 13.6
Internal element of compression flange
bending
b/t 29.3
b/t 33.5
b/t 42
Axial comp.
not applicable
b/t 42
Web
NA at mid depth
d/t 84.0
d/t 105
d/t 126
Angles
bending
Axial comp.
Circular tube with outer diameter D
D/t 442
D/t 632
D/t 882
Table 2 Limits on Width to Thickness Ratio of Plate Elements
b/t 9.4
b/t 10.5
b/t 15.7
not applicable b/t 15.7
(b+d)/t 25
𝜀 =250
𝑓𝑦
0 1 2 3
0
50
100
150
200
250
300
350
400
Lcr
Mcr
local buckling
100
101
102
103
0
100
200
300
400
500
half-wavelength
load f
acto
r
BUCKLING CURVE
5.0,172.7620.0,133.65
distortional buckling
100
101
102
103
0
100
200
300
400
500
half-wavelength
load f
acto
r
BUCKLING CURVE
5.0,172.7620.0,133.65
lateral-torsional buckling
100
101
102
103
0
100
200
300
400
500
half-wavelength
load f
acto
r
BUCKLING CURVE
5.0,172.7620.0,133.65
Typical modes in a thin-walled beam 1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
มำตรฐำนผลตภณฑอตสำหกรรมเหลกโครงสรำงรปพรรณกลวง มำตรฐำนทวไป มอก. 107-2533
Material
Grade
Chemical Composition (%) Mechanical Properties
C
Max
Si
Max
Mn
Max
P
Max
S
Max
Yield
Stress
N/mm2.
Tensile
Strength
N/mm2.
Elongation
(%)
HS 41 0.28 - - 0.048 0.048 235 402 23
HS 50 0.21 0.57 1.53 0.048 0.048 314 490 23
HS 51 0.33 0.37 0.33-1.03 0.048 0.048 353 500 15
ksc
2,400
3,200
3,600
ksc
4,100
5,000
5,100
51

52
source: www.forbesmarshall.com

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
มอก. 1227 2539
JIS G3101 1995
JIS G3106 1995
JIS G3136 1994
BS 4360 1986
BS EN 10025 1986
ASTM 1997
SS400 SS490 SS540
SS400 SS490 SS540
43A 50A
A36
SM400 SM400A SM400B
SN400A SN400B
43B 43C
S275JR A572 Gr.42
SM490 SM490B
SM490 YA SM490 YB
SN490B
50B 50C
S355JR A572 Gr.50
A992
SM520 SM570
SM520B SM570
มำตรฐำนบงคบ มอก. 1227-2539m
53

54
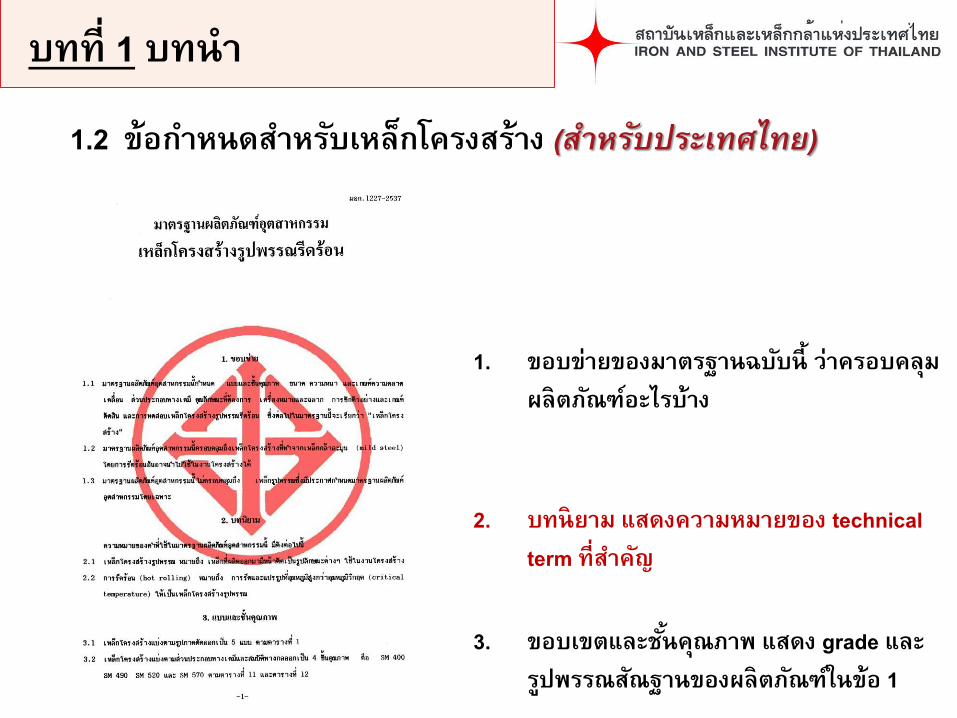
1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
1. ขอบขำยของมำตรฐำนฉบบน วำครอบคลมผลตภณฑอะไรบำง
2. บทนยำม แสดงควำมหมำยของ technical term ทส ำคญ
3. ขอบเขตและชนคณภำพ แสดง grade และ รปพรรณสณฐำนของผลตภณฑในขอ 1
55

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
4. ขนำด ควำมยำว และเกณฑ ควำมคลำดเคลอน แสดงกรอบกำรยอมรบของขนำดมตตำง ๆ ท มอก. ใหกำรรบรอง
ความคลาดเคลอนจากโรงรด Mill Tolerance
56

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
ตำรำงแสดงขนำดมต และคณสมบตเชงกลของหนำตด เชน • โมเมนตควำมเฉอย (moment of inertia) • รศมไจเรชน (radius of gyration)
• ใชสญลกษณ ix, iy ในขณะท วสท. และ AISC ใช rx, ry
• โมดลสภำคตด (section modulus) • ใชสญลกษณ Zx, Zy ในขณะท วสท. และ
AISC ใช Sx, Sy
57
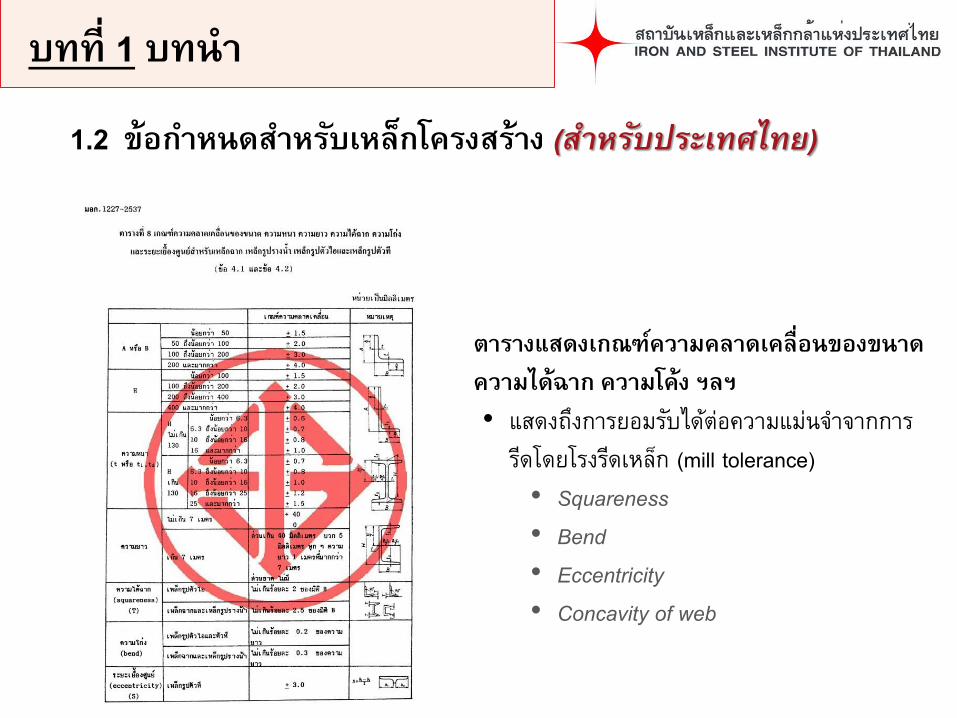
1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
ตำรำงแสดงเกณฑควำมคลำดเคลอนของขนำด ควำมไดฉำก ควำมโคง ฯลฯ • แสดงถงกำรยอมรบไดตอควำมแมนจ ำจำกกำร
รดโดยโรงรดเหลก (mill tolerance) • Squareness • Bend • Eccentricity • Concavity of web
58

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
5. สวนประกอบทำงเคม (chemical property) ของเนอวสดเหลก วำจะตองมแรธำตทระบ ไมเกนปรมำณเทำใด ดวยหำกเกนเกณฑทก ำหนด จะท ำใหคณสมบตและกำรใชงำนเปลยนแปลงไป Chemical property เปนหนงใน parameter
ทใชแบงเกณฑชนคณภาพ (grade) ของผลตภณฑโครงสรางเหลก o SS งานไมเนนการเชอม o SM งานเชอม o SN งานเชอมทควบคม Yield ratio
และ direction property ของเหลก
1227-2539
59

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
6. คณสมบตทำงกล (mechanical property) Mechanical property เปนอกหนง
parameter ทใชแบงเกณฑชนคณภาพ (grade) ของผลตภณฑโครงสรางเหลก o ตวเลขก ากบดานทายแสดง ก าลงรบ
แรงดงประลย (tensile strength) ในหนวย MPa
7. เครองหมำยและฉลำก แสดงขอมลทผผลต
ตองก ำกบลงบนผลตภณฑ เชน ชนคณภำพ ขนำด lot กำรผลต โรงงำนผผลต เปนตน เหลกรปพรรณรดรอน ตองแสดง grade
และโรงงานผผลตเปนตวนน
60

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง (ส ำหรบประเทศไทย)
บทท 1 บทน ำ
7. เครองหมำยและฉลำก แสดงขอมลทผผลต ตองก ำกบลงบนผลตภณฑ เชน ชนคณภำพ ขนำด lot กำรผลต โรงงำนผผลต เปนตน
8. กำรชกตวอยำงและเกณฑตดสน แสดง
จ ำนวน sample ท สมอ. ตองสมตรวจสอบเพอควบคมคณภำพ ของผลตภณฑ ทง ขนำดมต คณสมบตเชงกล และสวนประกอบทำงเคม
61

1.2 ขอก ำหนดส ำหรบเหลกโครงสรำง
บทท 1 บทน ำ
Elements Advantage Disadvantage
Carbon (C) Strength Reduce Ductility, Impact,
Weldability Silicon (Si) Strength Reduce Ductility and Impact Manganese (Mn) Strength Reduce Ductility and Impact
Phosphorus (P) Weather
Resistance
Reduce Workability and Impact Cause Segregation during
Solidification, which affects Steel Performance
Sulfur (S) Machinability Reduce Impact
Cause Lamilar Tear Cracking
REF: JISF
62
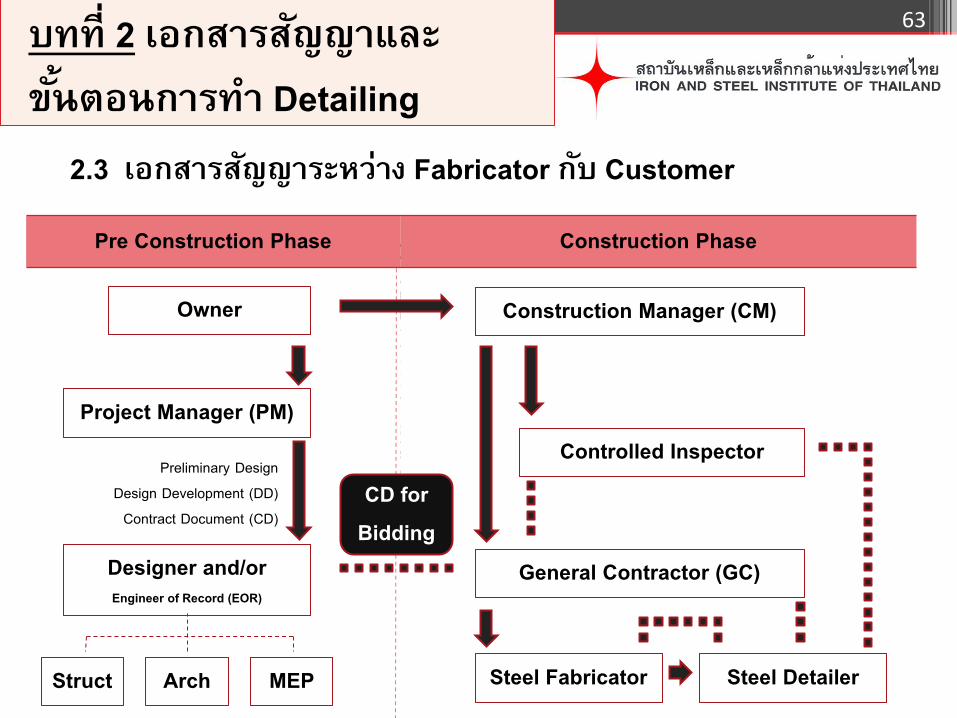
2.3 เอกสำรสญญำระหวำง Fabricator กบ Customer
บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
Pre Construction Phase Construction Phase
Owner
Designer and/or Engineer of Record (EOR)
Preliminary Design Design Development (DD)
Contract Document (CD) CD for
Bidding General Contractor (GC)
Construction Manager (CM)
Controlled Inspector
Steel Fabricator Steel Detailer Struct Arch MEP
Project Manager (PM)
63

ในเชงวศวกรรม
วศวกรโครงสรางตองออกแบบโดยไมใหโครงสรางเกดการวบต
กบชนสวนองคอาคาร หรอ member failure และ
กบสวนชนสวนองคประกอบ หรอ local failure
ในเชงวศวกรรม
การออกแบบเพอปองกน member failure นนจะแสดงรายละเอยดไวในเอกสารสญญา คอ Plan & Elevation
ซงระบถง member size ขนาดตาง ๆ รวมถง ต าแหนงการตดตง (grid position & spacing)
ในเชงวศวกรรม
การออกแบบเพอปองกน local failure เชน connection failure, web yielding, web buckling ฯลฯ วศวกรจะแสดงรายละเอยดคราว ๆ ไวใน section & typical detail ซง
detailer มหนาทตองแปลง design concept ไปสการปฏบตในโรง Fabrication shop ตอไป
บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
2.4 Plans and Specifications 2.5 Design Information 2.6 Engineering Design Data 2.7 Types of Columns 2.8 Column Schedule
64

STRUCTURAL STEEL NOTES (Ref. TT Group)
- ขอ 16 ระบวา รปแบบการตอโครงสราง “สามารถปรบเปลยนแกไขได” (แกไขโดย contractor หรอ fabricator ในฐานะ sub contractor) แตตองไดรบการ approve จาก consult (EOR) อยางเปนลายลกษณอกษร)
- ขอ 18 ระบวา หากไมมระบใน drawing วาจะตอ คาน-คาน แบบใด ใหยดตาม typical detail เปนหลก
- ขอ 19 ระบวา “ต าแหนงการตอทาบ หรอ splice” ตองเปนไปตามระยะทระบในแบบ เวนเสยแตวาจะไดรบการแจงจาก consult อยางเปนลายลกษณอกษร
- ขอ 20 ระบวา ใหตอคานกบคาน (หรอคานกบเสา) โดยอางองแรงปฏกรยาทระบในแบบ (plan) และใหใช bolt อยางนอย 2 ตว ในการตอ
- ขอ 21 ระบวา การตอคานกบคาน อยางนอยตองสามารถ รบน าหนกแผ (uniformly distributed load) ทสามารถรบ reaction ทระบไวในแบบ ท งน ส าหรบ composite beam ใหออกแบบรอยตอ โดยใหสามารถรบน าหนกได ตาม reaction ใน plan คณดวย Section modulus of transformed section / Section modulus of steel section
- ขอ 22 ระบวา ใหใส stiffener plate ทง 2 ดานของคาน ณ ต าแหนงทม concentrated load (column load) มากระท าทคาน โดย stiffener plate นหนาอยางนอย ½” แตไมนอยกวาความหนาของปกเสา column flange thickness (อางองแบบใน typical detail)
- ขอ 23 ระบวา คานซอย (filler beam) จะถกจดวางใหหางเทา ๆ กน หากในแบบไมไดระบเปนอยางอน
65

SLIP AREA
St. George Intermodal Ferry Terminal 66

STRUCTURAL DRAWING PLAN – Slip Roof Canopy 67

STRUCTURAL DRAWING SECTION 68

COLUMN AND BASEPLATE SCHEDULE 69

STRUCTURAL TYPICAL DETAIL
วศวกร ก าหนด Typical detail หรอ รายระเอยดทวไปของงานโครงสราง เพอใหผกอสราง (ผรบเหมา) ไดใชเปน “แนวทาง” ในการปฏบต ทงนการเปลยนแปลงใหการกอสรางจรง แตกตางจาก Typical detail กสามารถกระท าได โดยตองไดรบการอนมตรบรอง จาก consult ผควบคมงานเสยกอน
70

STRUCTURAL TYPICAL DETAIL (Alternative)
Composite Beam/Floor
Composite Beam
71

Shear yielding near support
Web buckling Web crippling
Web Buckling
450
d / 2
d / 2 b1 n1
Effective width for web buckling
cft)1n1b(wbP
t
d5.2
t
32d7.0
yr
EL
32
t
t12
3t
A
yIyr
yr
d7.0
yr
EL
Web Crippling
b1 n2 1:2.5 slope
Root radius
Stiff bearing length
ywft)2n1b(cripP
STRUCTURAL TYPICAL DETAIL
?
?
?
72

แสดงน ำหนกบรรทกส ำหรบกำรออกแบบจดตอโครงสรำง
ระบรปตดแสดงรำยละเอยดเพมเตม
แสดงระดบพน เพอก ำหนดระดบ (Elevation) ของจดตอในกำรจดท ำรำยละเอยดงำนขนรปเสำ (Column)
ผออกแบบโครงสราง ไมไดออกแบบการตอโครงสรางในรายละเอยด (detailed
connection) แตให guideline หรอ concept ในการตอโครงสราง
73

รำยละเอยดกำรตอโครงสรำง ระบไวใน รำยละเอยดทวไป (Typical Detail)
???
???
ผออกแบบโครงสราง ไมไดออกแบบการตอโครงสรางในรายละเอยด (detailed connection) แตให guideline หรอ concept ในการตอโครงสราง
74

2.11 ขอผดพลำดใน Contract Document
บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
(หนา 45) “ กำรตอคำนรองทมควำมลกมำก เขำกบคำนหลกทลกนอย (เพรำะมควำมยำวนอย เปนตน) ส ำหรบรบแรงเฉอน เชน รอยตอระหวำง Secondary Beam - W24 (ลก 24 นว) กบคำน Main Girder - W16 (ลก 16 นว) นน คำน W24 จะตองตอกบสวนเอวของคำน W16 โดยทสวนบนสดของคำนทงสองอยทระดบเดยวกน (Flush Top) ซงสงผลท ำให Shear Connection เชน Shear Tab มขนำดลกหรอยำวเกนกวำควำมลกของหนำตด Main Girder – W16 ดวยเหตนกจะท ำใหรำคำคำกอสรำงส ำหรบรอยตอมรำคำสง ซงรวมไปถงกำรเสรมเหลกพเศษส ำหรบสวนเอวของคำน W24 และ/หรอ W16 อกดวย ”
ทำงออกคอ Detailer ตองสอบถำมกลบไปยง Designer วำถกตองหรอไมอยำงไร และอำจรวมถงกำรเสนอแนวทำงกำรแกไขเพอลดคำใชจำยของเจำของโครงกำรลง ผำน Request for Information (RFI)
W16 W16
W2
4
W2
4
W2
4
24
ft.
16 ft 16 ft
W2
4
W2
4
ตวอยำง
ขนาดของ Member ไดมาจากการวเคราะหโครงสรางโดยใช Program คอมพวเตอร
ผออกแบบท าแบบโดยไมไดตรวจสอบความเหมาะสมในงานกอสรางจรง
75

OK!
2.14 ขอบงคบเพอสวสดภำพและควำมปลอดภยตำม OSHA
บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
OSHA = Occupational Safety and Health Administration
2.14.3 Tripping Hazard ขอก ำหนดของ OSHA ไมอนญำตใหตดตงสลกรบแรงเฉอน, เหลกแทงเสรมก ำลง, สลกสมอหรอแทงเกลยวกบชนสวนโครงสรำงมำจำก Fabrication Shop เนองจำกอำจเกดอนตรำยตอคนงำนกอสรำงจำกกำรสะดดหกลมในระหวำงกำรกอสรำงทหนำงำนได ยกเวนเสยแตวำ จะมกำรก ำหนดใหชำงกอสรำงทกคน ตองสวมใสอปกรณกนตก (Fall Protection)
76

2.14 ขอบงคบเพอสวสดภำพและควำมปลอดภยตำม OSHA
บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
OSHA = Occupational Safety and Health Administration
2.14.3 Tripping Hazard
77

บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
2.14.6 Column Anchor Bolt
2.14 ขอบงคบเพอสวสดภำพและควำมปลอดภยตำม OSHA ขอก ำหนดของ OSHA ก ำหนดวำตองใช Anchor Bolt 4 ตว เพอรบน ำหนกใหไดอยำงนอย 150
กโลกรม (300 ปอนด) กระท ำทต ำแหนงปลำยสดของเสำ ในทศทำงลง (เสมอนน ำหนกคน) โดยมระยะหำงของศนยกลำงแรงทกระท ำวดจำกหนำเสำอยำงนอย 45 เซนตเมตร (18 นว)
*** ขอพจำรณำประกอบอน ๆ ทส ำคญคอ ควำมรนแรงของกระแสลมทหนำงำน
78

บทท 2 เอกสำรสญญำและขนตอนกำรท ำ Detailing
2.14.9 Column Splice Strength 2.14.10 Column Splice Location
2.14 ขอบงคบเพอสวสดภำพและควำมปลอดภยตำม OSHA
ขอก ำหนดของ OSHA ก ำหนดวำ Column Splice Connection ตองรบน ำหนกใหไดอยำงนอย 150 kg (300 lbs) กระท ำทต ำแหนงปลำยสดของเสำ ในทศทำงลง โดยมระยะหำงของศนยกลำงแรงทกระท ำวดจำกหนำเสำอยำงนอย 45 cm (18”) สวนต ำแหนงกำร Splice ในทำงปฏบตมกจะก ำหนดใหมต ำแหนงสงจำกพนประมำณ 120 cm เพอควำมสะดวกในกำรท ำงำน โดยทงนควรก ำหนดให Column Splice Connection หำงจำกกนทกๆ 2 ชน หรอในบำงกรณอำจก ำหนดใหหำงกนทกๆ 4 ชน ตำมแตควำมเหมำะสม (ควำมคมคำ) ของงำนกอสรำงแตละงำน
79

3.2 ชนดของสลกเกลยว (Type of Fastener)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ASTM Specification Min Tensile
Strength (ksc)
Max. Diameter
(cm)
Type of
Material
A307 4,200 10.00 Carbon
A325 8,400 1.25 – 2.50 Carbon,
Quenched &
Tempered
7,400 2.85 – 3.80
A490 10,500 1.25 – 3.80
F1852 & F2280: Twist-Off-Tension-Control Bolts
80
120 ksi
150 ksi
105 ksi
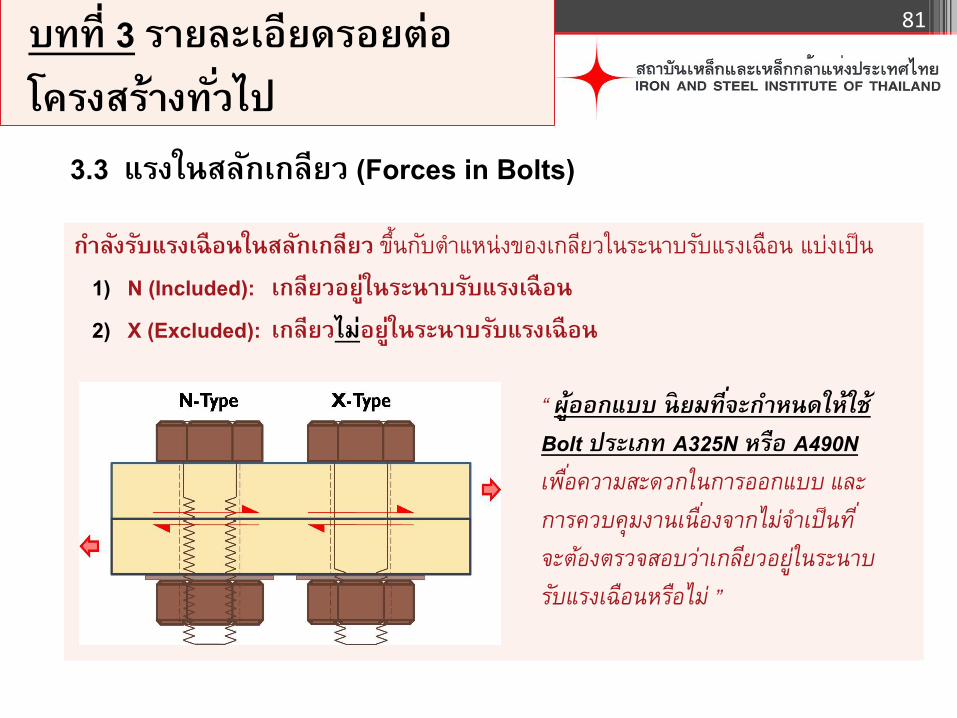
3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ก ำลงรบแรงเฉอนในสลกเกลยว ขนกบต ำแหนงของเกลยวในระนำบรบแรงเฉอน แบงเปน 1) N (Included): เกลยวอยในระนำบรบแรงเฉอน 2) X (Excluded): เกลยวไมอยในระนำบรบแรงเฉอน
“ ผออกแบบ นยมทจะก ำหนดใหใช
Bolt ประเภท A325N หรอ A490N เพอความสะดวกในการออกแบบ และการควบคมงานเนองจากไมจ าเปนท จะตองตรวจสอบวาเกลยวอยในระนาบรบแรงเฉอนหรอไม ”
81

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ก ำลงรบน ำหนก ตำมลกษณะกำรขนแนนและกำรเตรยมผวสมผส แบงเปน 1) สลกเกลยวแบบขนแนนพอด (Snug-Tightened Bolt) 2) สลกเกลยวแบบใสแรงดงกอน (Pretention Bolt) 3) สลกเกลยวแบบเลอนวกฤต (Slip Critical Bolt)
อางองตาม Specification for Structural Joints Using ASTM A325 or A490 Bolts ของ RCSC
Free DOWNLOAD!!!
82

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ก ำลงรบน ำหนก ตำมลกษณะกำรขนแนนและกำรเตรยมผวสมผส แบงเปน 1) สลกเกลยวแบบขนแนนพอด (Snug-Tightened Bolt)
กำรขนแนนพอด ไดนยำมไวใน หวขอ 10.3ก วสท. 1020-51 วำคอ “ควำมแนนทไดจำกกำรขนโดยใชประแจชนด Impact Wrench หรอกำรใชแรงเตมทของคนงำนหนงคนขนโดยใชประแจแบบธรรมดำใหรอยตอแนนสนทพอด”
83

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ก ำลงรบน ำหนก ตำมลกษณะกำรขนแนนและกำรเตรยมผวสมผส แบงเปน 2) สลกเกลยวแบบใสแรงดงกอน (Pretention Bolt) ใชในกรณตำง ๆ เชน
กรณทตองกำรใหขอตอเกดควำมแนน แตหำกเกดกำรเลอนไถลกไมสงผลตอควำมสำมำรถในกำรรบน ำหนกของขอตอ เชน ในกรณกำรตอดำมของเสำเหลกในอำคำร ขอตอส ำหรบองคอำคำรทยดรงเสำส ำหรบอำคำรสง ขอตอโครงสรำงรบเครนทเกนกวำ 5 ตน หรอขอตอโครงสรำงทรบอปกรณหรอเครองจกรทเลอนบนรำงทอำจกอใหเกดกำรเปลยนทศทำงของแรงทเกดขนได
ขอตอทรบน ำหนกทมกำรเปลยนทศทำงของน ำหนก ขอตอทรบน ำหนกบรรทกทกอใหเกดกำรลำตอขอตอโครงสรำง โดยททศทำงของน ำหนกบรรทกไมม
กำรเปลยนแปลง ขอตอทใชสลกเกลยวประเภท ASTM A325 หรอ F1852 ทรบแรงทกอใหเกดกำรลำอนเนองมำจำก
แรงดง ขอตอทใชสลกเกลยวประเภท ASTM A490 ทหรอ F2280 รบแรงดง หรอรบแรงเฉอนควบคไปกบ
กำรรบแรงดงโดยไมกอใหเกดกำรลำขนกบสวนของขอตอโครงสรำง
84

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ก ำลงรบน ำหนก ตำมลกษณะกำรขนแนนและกำรเตรยมผวสมผส แบงเปน 3) สลกเกลยวแบบเลอนวกฤต (Slip Critical Bolt) ใชกบขอตอทหำกเกดกำรเลอนไถลจะเกด
ควำมเสยหำยตอควำมสำมำรถในกำรรบแรงของขอตอ
ใชในกรณทขอตอมกำรรบแรงทมกำรเปลยนทศทำง และกอใหเกดกำรลำตอขอตอของโครงสรำง ขอตอสลกเกลยวทมรเจำะแบบใหญกวำมำตรฐำน (Oversized Hole) ขอตอสลกเกลยวทมรเจำะแบบรอง (Slotted Hole) ยกเวนในกรณททศทำงของแรงทกระท ำตงฉำก
กบทศทำงตำมยำวของรองรเจำะ ขอตอทกำรเลอนไถลทผวสมผสจะสงผลเสยตอควำมสำมำรถในกำรรบน ำหนกของโครงสรำง
ขอแตกตำงระหวำง TC กบ SC Bolt ในแงของการตดตงคอ การเตรยมพนผวสมผสบรเวณ Bolt ทเรยกวา Faying Surface เพอใหเกดความฝด อนสงผลตอการถายแรงผานระนาบทมความฝดน
85

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ASTM Conn. Type
Hole Type
Fv (ksc)
Loading Nominal Diameter (cm.)
1.9 2.5 3.2 3.8
A307 STD NSL
700 Single Double
2.0 4.0
3.6 7.1
5.6 11.1
8.0 16.0
A325 SC STD 1,200 S D
3.4 6.8
6.1 12.1
9.5 19.4
13.6 27.3
OVS, SSL
1,050 S D
3.0 6.0
5.4 10.7
8.3 16.7
12.0 24.0
LSL 850 S D
2.4 4.8
4.3 8.5
6.7 13.3
9.6 19.2
N STD, NSL
1,475 S D
4.2 8.4
7.5 15.0
11.7 23.4
16.8 33.7
X STD, NSL
2,100 S D
6.0 12.0
10.7 21.4
16.8 33.4
24.0 48.1
ALLOWABLE LOAD (SHEAR) IN TONS Ref: AISC/ASD 9th Edition
86

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
1 𝑘𝑠𝑖 ~ 70 𝑘𝑠𝑐
75% Fu,bolt
สวนเกลยว
87
Fu = 120 Fu = 150
= 120*.62*.9 = 150*.62*.9
= 120*.62*.75 = 150*.62*.75
= 68*.8 = 84*.8

3.3 แรงในสลกเกลยว (Forces in Bolts)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ขอก าหนดการใช shim plate ท bolted connection
ถาแผนเสรมชองวาง หรอ shim หนาไมเกน 2 หน กออกแบบ bolt ตามปกต
แตถาหนาเกน กพจารณาตามขอก าหนด
เชน หาก t = 0.5” (4 หน) … Fn ตองปรบลดดวยคา [1 – 0.4(0.5 – 0.25)] = 0.9 หรอ 90% Fn
88

89

บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.4 แรงปฏกรยำในคำน (Beam Reaction) ในกำรท ำรำยละเอยดคำน Steel Detailer ตองด ำเนนกำรออกแบบ Connection เพอใหสำมำรถถำยแรงไปยง Support ได ซงในทำงปฏบตผออกแบบโครงสรำง ตองแสดง End Reaction ใน Design Drawing
อยำงไรกด ในคมอกำรออกแบบของ AISC บทท 2 ไดระบไววำ หำกใน Design Drawing ไมไดแสดงคำ End Reaction ไว กสำมำรถประมำณคำ End Reaction ไดจำกขนำดของคำนทระบไวในแบบ โดยอำศย Load Table ทแสดงไวในคมอกำรออกแบบของ AISC บทท 5
อยำงไรกดวธกำรนก ไมไดเปนวธทแนะน าใหด าเนนการ ดวยสำเหตตำง ๆ เชน กรณกำรเลอกคำนจำกกำรใชขนำดซ ำเพอไมใหเกดควำมสบสนในกำรสงซอและกำรประกอบตดตง กรณทคำนมขนำดไมยำวมำกอนสงผลใหขนำด End Connection ใหญเกนกวำทตองกำรมำก หรอในกรณ Composite Beam ทตองกำร End Connection ขนำดใหญกวำขนำดของคำนตำม Load Table กอำจท ำให Connection ทไดท ำรำยละเอยดมำ มขนำดเลกกวำควำมตองกำร
90

แสดงน ำหนกบรรทกส ำหรบกำรออกแบบจดตอโครงสรำง
91

Compute Required Shear Capacity of W12x14 (No force indicated on plan)
W12x14 W12x14
W21
x44
W21
x44
W24
x68
4 @ 6f
t = 24
ft.
16 ft 16 ft
DL = 100 psf. LL = 100 psf. TL = 200 psf.
Steel Grade A992 Fy = 50 ksi.
Steel Section W12x14 Sx = 14.9 in3 W24x68 Sx = 154 in3
3.4 แรงปฏกรยำในคำน (Beam Reaction)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
-> Capacity design
Moment capacity
Shear capacity
???
92
https://www.facebook.com/jtepasteelconstruction/posts/948124891875028

Compute Required Shear Capacity of W12x14 (No force indicated on plan)
W12x14 W12x14
W21
x44
W21
x44
W24
x68
4 @ 6f
t = 24
ft.
16 ft 16 ft
M = wL2 = (200x6).(162)
8 8
M = 38.4 kips-ft.
W12x14
MR = 0.66Sx.Fy = 41 kips-ft.
MR > M OK.
3.4 แรงปฏกรยำในคำน (Beam Reaction)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ออกแบบใหสามารถรบ moment ไดตาม code คอ ท 66% ของกาลงรบน าหนกทจดคราก (yield)
93
https://www.facebook.com/jtepasteelconstruction/posts/948124891875028

Compute Required Shear Capacity of W12x14 (No force indicated on plan)
W12x14 W12x14
W21
x44
W21
x44
W24
x68
4 @ 6f
t = 24
ft.
16 ft 16 ft
W12x14
M = 41 kips-ft.
V = 4M = 4(41) = 10.24 kips L 16
VR = 10.24 x (SF = 1.5)
Required Shear Capacity VR = 15.4 kips
3.4 แรงปฏกรยำในคำน (Beam Reaction)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
แรงเฉอนทตองออกแบบใหจดตอคานสามารถรบได โดยตองไมนอยกวากาลงรบ moment หรอ “คานอาจพงเพราะ moment แต connection ยงตองรบแรงเฉอนได”
94
https://www.facebook.com/jtepasteelconstruction/posts/948124891875028

BEAM CONNECTION
การออกแบบ connection เรมจาก การก าหนด ขนาดความยาวตามแบบสถาปตยกรรม แลวก าหนดขนาดน าหนกบรรทกทจะรองรบ ตามขอก าหนดการใชอาคาร
จากน นเลอกระบบโครงสราง พ น คาน วสดตกแตง กจะสามารถค านวณ ขนาดของคาน และค านวณแรงปฏกรยาท support เพอไปใชออกแบบ connection
ในทางกลบกน หากทราบขนาดของคาน กพอจะประมาณขนาดของ แรงปฏกรยาท support ไดเชนกน ตามวธทไดแสดงไว “แตไมเปนวธทแนะน า” เพราะการใชแรงปฏกรยาจากการค านวณของผออกแบบจรง ๆ จะท าใหการออกแบบ connection ท าไดถกตองแมนย ากวา
การพจารณาค านวณยอนกลบ ทกลาวถงไมไดพจารณาถงพฤตกรรมการโกงเดาะทางดานขาง ทเรยกวา lateral torsional buckling ซงเกดจากการค ายนทางดานขางในสวนทรบแรงอดของคานทนอย ซงจะไปท าใหก าลงโดยรวมของคานลดลงอยางมาก
STRUCTURAL TYPICAL DETAIL (2)
M = 41 kips-ft.
V = 4M = 4(41) = 10.24 kips
L 16
W12x14
UDL
1 UDL requires shear capacity
of 20/2 = 10 kips
Ref: Page 2-120, Manual of Steel Construction, Allowable Stress Design, 9th Edition
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
95

Knife connection Field Bolt Shop Bolt
3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.1 Double-Angle Connection
Flexible Good Torsional Resistance Excellent Axial Compression
Resistance
เหมาะกบการน าไปใชกบ double angle shear connection ทตอ angle กบ เสา (shop)
96

3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.2 Shear End-Plate Connection
For beam to be cut square at ends (preferred by some fabricators)
Fair Torsional Resistance Good Axial Compression
Resistance
97

3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.3 Seated Beam Connection
Good for Beam-to-Column Web Connection
Easy to Fabricate Easy to Erect Reduce Field Bolts
- Headroom / Clearance (especially
stiffened seated beam connection)
98

3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.4 Stiffened Seated Beam Connection
ใชเมอ Beam Reaction มคาสงมาก ๆ
99
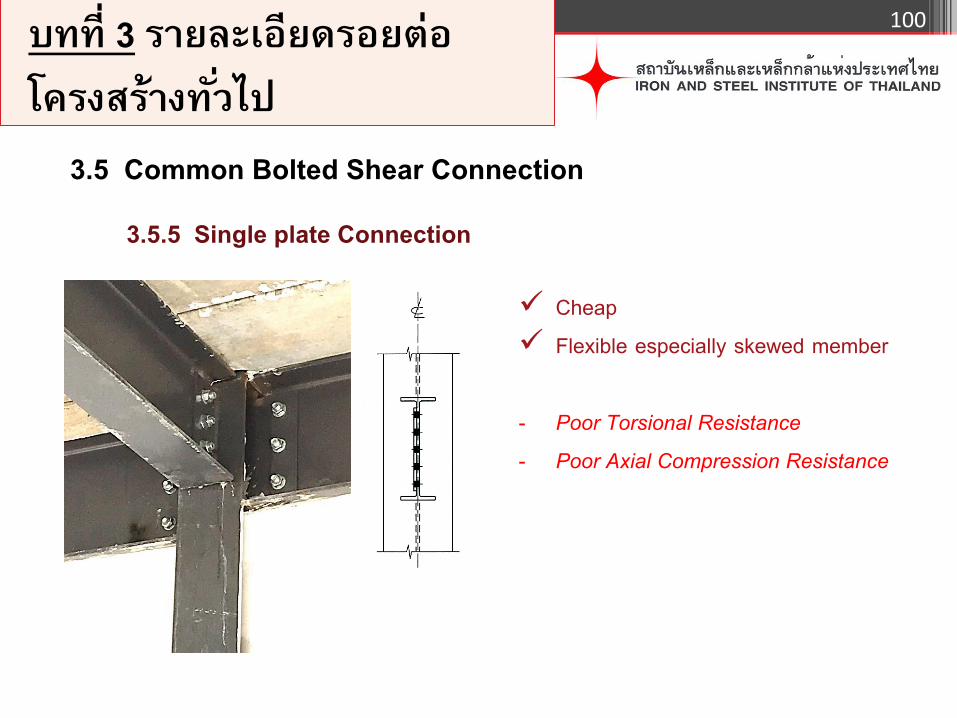
3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.5 Single plate Connection
Cheap Flexible especially skewed member - Poor Torsional Resistance - Poor Axial Compression Resistance
100

3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.6 Single Angle Connection
Similar Application to Single-Plate Connection
Very Simple Very Flexible
- Poor Torsional Resistance - Poor Axial Compression
Resistance
101

3.5 Common Bolted Shear Connection
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.5.7 Tee Connection
Fair Torsional Resistance Good Axial Compression
Resistance Fast to Erect
- Expensive (Preparation of T) - Poor Axial Tension Resistance
102

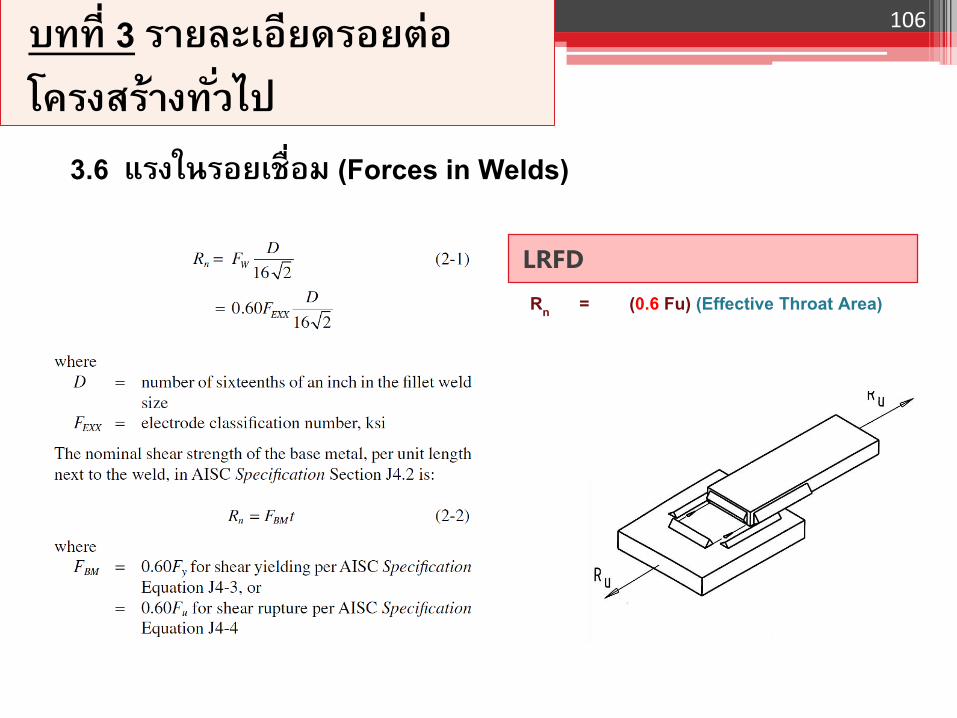
3.6 แรงในรอยเชอม (Forces in Welds)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
Rweld = (ก ำลงรบน ำหนกปลอดภย) (พนทรบน ำหนก)
= (0.3 Fu) [(Effective Weld Throat) (Weld Length)]
ASD
103

3.6 แรงในรอยเชอม (Forces in Welds)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
Rweld = (ก ำลงรบน ำหนกปลอดภย) (พนทรบน ำหนก)
= (0.3 Fu) [(Effective Weld Throat) (Weld Length)]
104
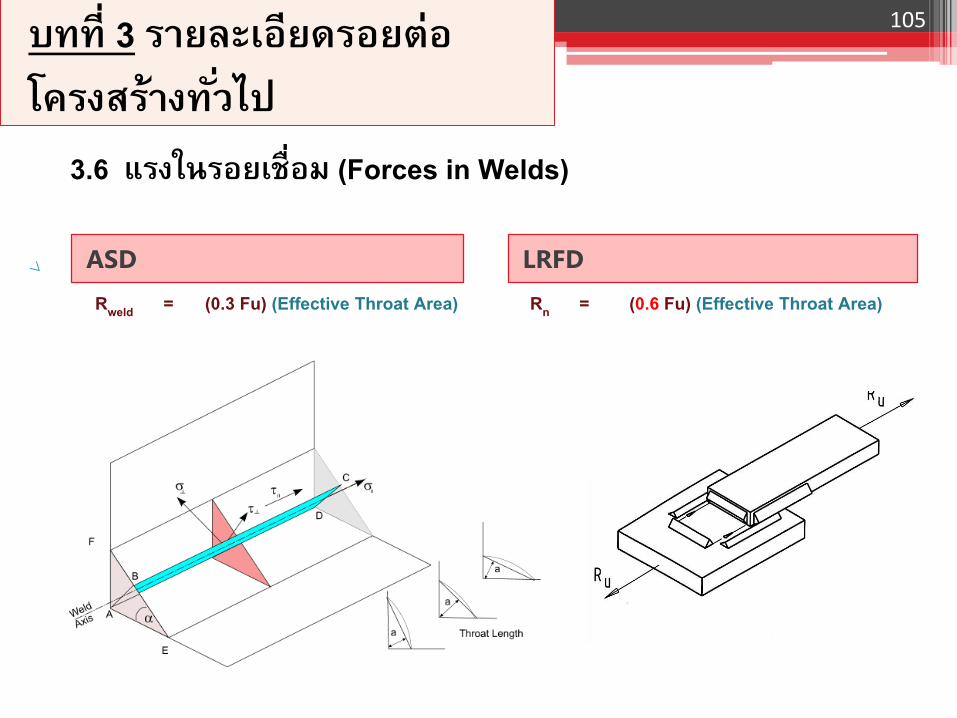
3.6 แรงในรอยเชอม (Forces in Welds) ASD LRFD
Rweld = (0.3 Fu) (Effective Throat Area)
Rn = (0.6 Fu) (Effective Throat Area)
105 บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
3.6 แรงในรอยเชอม (Forces in Welds) LRFD
Rweld = (0.3 Fu) (Effective Throat Area)
Rn = (0.6 Fu) (Effective Throat Area)
106 บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ASD

3.6 แรงในรอยเชอม (Forces in Welds) ASD LRFD
Rweld = (0.3 Fu) (Effective Throat Area)
= 0.928 * D * L (หนวย kilo pounds)
NOTE: D = ขนำดของ Weld leg
Fu = FE70XX = 70 ksi
มม = 90
Rn = (0.6 Fu) (Effective Throat Area)
= 1.856 * D * L (หนวย kilo pounds)
107
เชน Weld leg = 5/16” , D = 5
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
= 0.75 for shear = 0.8 for tension

3.6 แรงในรอยเชอม (Forces in Welds) ASD LRFD
Rweld = (0.3 Fu) (Effective Throat Area)
= 0.928 * D * L (หนวย kilo pounds)
= Rn/2 โดย 2 = Factor of Safety
NOTE: D = ขนำดของ Weld leg
Fu = FE70XX = 70 ksi
มม = 90
Rn = (0.6 Fu) (Effective Throat Area)
= 1.856 * D * L (หนวย kilo pounds)
108
เชน Weld leg = 5/16” , D = 5
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
= 0.75 for shear = 0.8 for tension

3.7 Common Welded Shear Connection 3.8 Connections Combining Bolts and Welds 3.9 Selecting Connections
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
AIS
C L
RFD
A
ISC
ASD
109

การถายแรง
6 𝑚
8 𝑚
𝐷𝐿 = 300 𝑘𝑔/𝑚2
𝐿𝐿 = 400 𝑘𝑔/𝑚2 สมมต
𝑃𝐷𝐿 =1
2
6
2300 8 = 3,600 𝑘𝑔
𝑃𝐿𝐿 =1
2
6
2400 8 = 4,800 𝑘𝑔
𝑉𝐷𝐿 =1
2(3,600) = 1,800 𝑘𝑔
𝑉𝐿𝐿 =1
2(4,800) = 2,400 𝑘𝑔
𝑉𝑇𝐿 = 4,200 𝑘𝑔
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
110

การถายแรง 𝐷𝐿 = 300 𝑘𝑔/𝑚2
𝐿𝐿 = 400 𝑘𝑔/𝑚2 สมมต
𝑃𝐷𝐿 =1
2
6
2300 8 = 3,600 𝑘𝑔
𝑃𝐿𝐿 =1
2
6
2400 8 = 4,800 𝑘𝑔
𝑉𝐷𝐿 =1
2(3,600) = 1,800 𝑘𝑔
𝑉𝐿𝐿 =1
2(4,800) = 2,400 𝑘𝑔
𝑉𝑇𝐿 = 3,600 𝑘𝑔
𝑉𝑇𝐿 = 4,200 𝑘𝑔
Con
nect
ion
capa
city
(str
engt
h)
≥ V
TL =
4,2
00 k
g Beam เมอรบแรงภายนอก จะเกดแรงภายในขน
โดยแรงภายในทเกดขนน จะตองมคาไมเกนก าลงรบแรงของ Beam
Support (Column + Connection) จะรองรบแรงภายในท Beam ถายมา
ถา Support พง การถายแรงกไมสามารถเกดขนได ดงนน Column & Connection ตองแขงแรงมาก (Capacity >> Force ทจดตอคาน)
เนองจาก Connection เกยวของกบ ทง Beam (shear capacity พอไหม) และ Connection ซงประกอบขนจาก ทง angle/plate มา weld/bolt ท Beam เพอไป weld/bolt ท Column ดงนน Connection อาจวบตทจดใด ต าแหนงใด ดวยรปแบบการวบตแบบใดกได
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
Strength ควรมากกวา designed load เทาไหร
111

การถายแรง
𝑉𝑇𝐿 = 4,200 𝑘𝑔
Con
nect
ion
capa
city
(str
engt
h)
≥ V
TL =
3,6
00 k
g สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity Con
nect
ion
capa
city
(str
engt
h)
≥ V
TL =
4,2
00 k
g
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
112

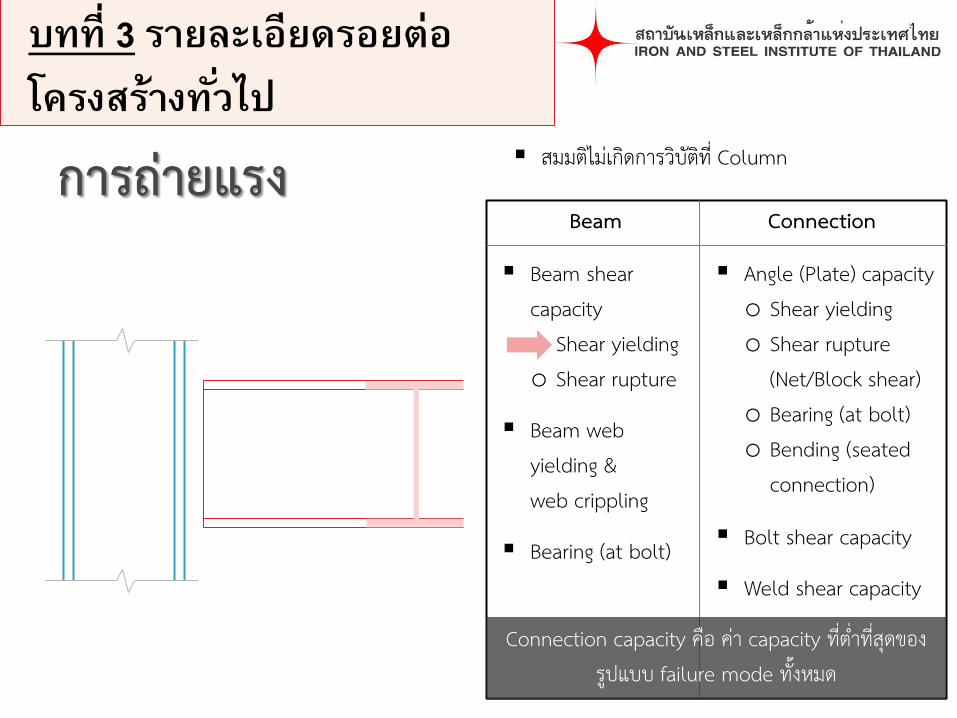
การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
113
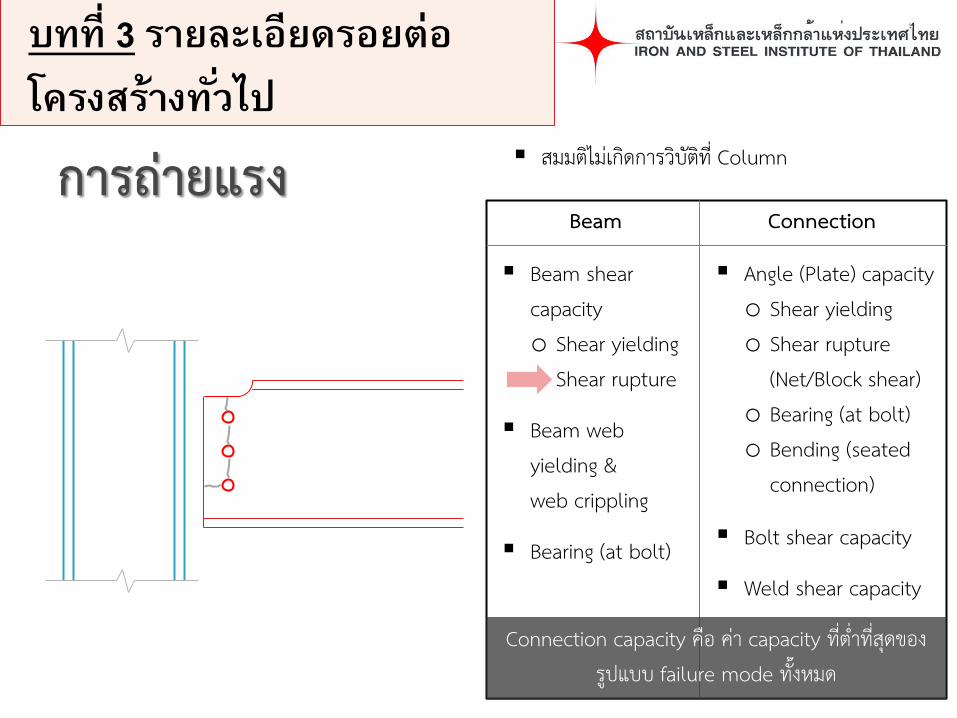
การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
114
การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
115

การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
N
d
tf
tw
Local web yielding
∅𝑅𝑛 = (∅ = 1.0)𝐹𝑦(2.5𝑘𝑑𝑒𝑠𝑖𝑔𝑛 + 𝑁) 𝑡𝑤 ∅𝑅𝑛 = (0.75)0.4𝑡𝑤2[1 + 3(
𝑁
𝑑)(
𝑡𝑤
𝑡𝑓)1.5]
𝐸𝐹𝑦𝑡𝑓
𝑡𝑤
Local web crippling 𝑁
𝑑≤ 0.2 Local web crippling 𝑁
𝑑> 0.2
∅𝑅𝑛 = (0.75)0.4𝑡𝑤2[1 + (
4𝑁
𝑑− 0.2)(
𝑡𝑤
𝑡𝑓)1.5]
𝐸𝐹𝑦𝑡𝑓
𝑡𝑤
116

การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
∅𝑅𝑛 = 0.75 (0.6𝐹𝑦𝐴𝑔𝑣)
∅𝑅𝑛 = 0.75 (0.6𝐹𝑢𝐴𝑛𝑣) +𝐹𝑢𝐴𝑛𝑡
117
1.0 (0.6𝐹𝑦𝐴𝑔𝑣) 0.75 (0.6𝐹𝑢𝐴𝑛𝑡)

การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
∅𝑅𝑛 = 0.75 (1.2𝐿𝑐𝑡𝐹𝑢)
∅𝑅𝑛 = 0.75 (1.5𝐿𝑐𝑡𝐹𝑢)
≤ 2.4𝑑𝑡𝐹𝑢
≤ 3.0𝑑𝑡𝐹𝑢
ถาไมตองการใหรเจาะเสยรป
ถายอมใหรเจาะเสยรป
118

การถายแรง สมมตไมเกดการวบตท Column
Beam Connection
Beam shear capacity o Shear yielding o Shear rupture
Beam web yielding & web crippling
Bearing (at bolt)
Angle (Plate) capacity o Shear yielding o Shear rupture
(Net/Block shear) o Bearing (at bolt) o Bending (seated
connection)
Bolt shear capacity
Weld shear capacity
Connection capacity คอ คา capacity ทต าทสดของรปแบบ failure mode ทงหมด
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
∅𝑅𝑛 = 0.8 (0.6𝐹𝐸𝑋𝑋𝐴𝑤𝑒𝑙𝑑)
∅𝑅𝑛 = 0.75 (0.6𝐹𝐸𝑋𝑋𝐴𝑤𝑒𝑙𝑑)
PJP Groove
Fillet & Plug
119

การถายแรง Beam action
Wel
d 𝑉𝑇𝐿 = 3,600 𝑘𝑔
𝜎𝑣 𝜎𝑒
𝜎2
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
ประมาณไดวา
𝜎𝑇 = (𝜎𝑣)2+(𝜎𝑒)2
𝑒𝑐
120

การถายแรง
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
WP
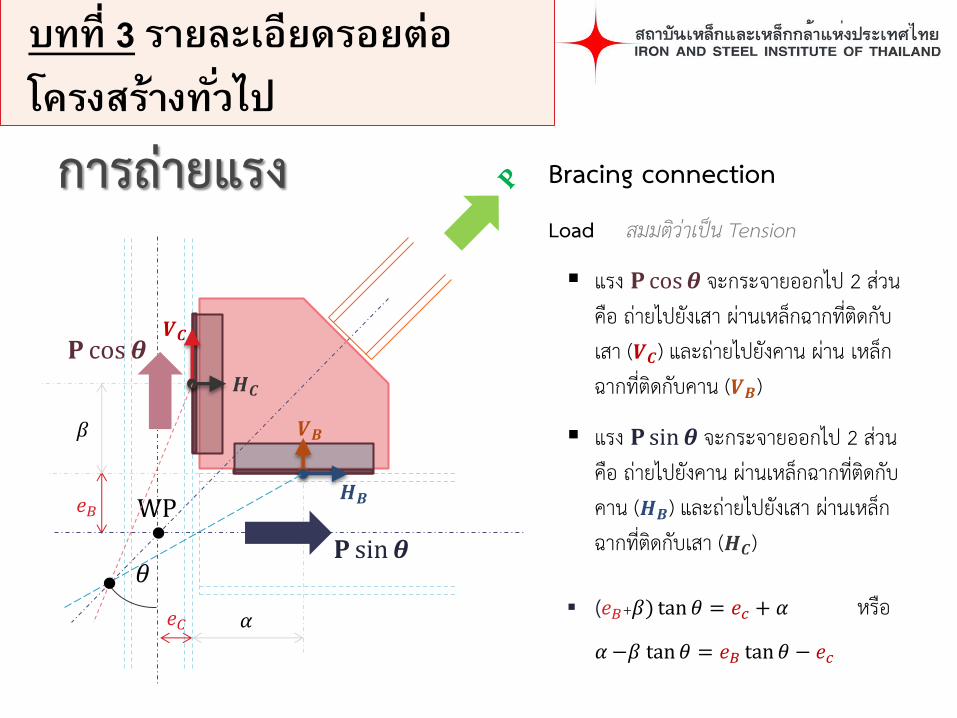
Bracing connection
Load
รบแรงทางดานขาง ซงกระท าไดทกทศทาง
ดงนนแรง P จงเปนไดทงแรงดงและแรงอด
ในการวเคราะห มกจะก าหนดสมมตฐานให แรงกระท าโดยไมเยองศนย หรอ แนวแรงผาน แกน centroid ของทง Column Beam และ Diagonal bracing มาตดกนอยทจดจดหนงเรยกวา Work Point (WP)
𝑒𝐶
𝑒𝐵
𝜃
121
𝑒𝐶
𝑒𝐵
การถายแรง
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
WP
Bracing connection
Load
แรง 𝐏 cos 𝜽 จะกระจายออกไป 2 สวนคอ ถายไปยงเสา ผานเหลกฉากทตดกบเสา (𝑽𝑪) และถายไปยงคาน ผาน เหลกฉากทตดกบคาน (𝑽𝑩)
แรง 𝐏 sin 𝜽 จะกระจายออกไป 2 สวนคอ ถายไปยงคาน ผานเหลกฉากทตดกบคาน (𝑯𝑩) และถายไปยงเสา ผานเหลกฉากทตดกบเสา (𝑯𝑪)
(𝑒𝐵+𝛽) tan 𝜃 = 𝑒𝑐 + 𝛼 หรอ
𝛼 −𝛽 tan 𝜃 = 𝑒𝐵 tan 𝜃 − 𝑒𝑐
𝜃
𝐏 cos 𝜽
𝐏 sin 𝜽
𝛼
𝛽
สมมตวาเปน Tension
𝑽𝑪
𝑯𝑪
𝑽𝑩
𝑯𝑩
122

𝑒𝐶
𝑒𝐵
การถายแรง
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
WP
𝜃
𝐏 cos 𝜽
𝐏 sin 𝜽
𝛼
𝛽
𝑽𝑪
𝑯𝑪
𝑽𝑩
𝑯𝑩
𝛽
𝒓𝑷 =
=𝑒𝐶
𝒓𝑷
=𝑒𝐵
𝒓𝑷
=𝛽
𝒓𝑷
𝑽𝑪
𝑯𝑪
𝑽𝑩
𝑯𝑩
น าไปพจารณา เทยบกบ connection strength (resistance) ในทก failure mode
Load
123

3.7 Common Welded Shear Connection 3.8 Connections Combining Bolts and Welds 3.9 Selecting Connections
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
AIS
C L
RFD
A
ISC
ASD
124

3.7 Common Welded Shear Connection 3.8 Connections Combining Bolts and Welds 3.9 Selecting Connections
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
AIS
C L
RFD
Block shear = ( = 0.75) [0.6FuAnv + FyAgt] (LRFD 1986) = ( = 0.75) [0.6FyAgv + FuAgt] Block shear = ( = 0.75) [0.6FyAgv + FuAnt ] (LRFD 2005) ≤ ( = 0.75) [0.6FuAnv + FuAnt ]
Weld shear = ( = 0.75) [0.6FEXX .lw.sizew ]
125

Steel Design Fundamental
ASD vs. LRFD a) Allowable Stress Design (ASD)
b) Load and Resistance Factored Design (LRFD)
หลกในการออกแบบ คอ ตองออกแบบโครงสราง ใหมก าลงรบน าหนก (resistance) มากกวา แรง (load) ทเกดขนภายในโครงสราง
Mean Resistance (Nominal Resistance, R)
Designed Load, L
(คากลางของก าลงรบน าหนก)
Designed Resistance, R
ในทางสถต หากทราบลกษณะการกระจายตว กจะสามารถหาคา Resistance ณ ระดบความเชอมน หรอระดบนยส าคญ (significance) ทตองการได ทระดบความเชอมนหนงๆ
(เชน ท 99%) แรงทออกแบบ จะไมเกน ก าลงรบน าหนกทปลอดภย
𝑭𝑺
ASD
𝑳 ≤𝑹
𝑭𝑺
126 https://web.facebook.com/jtepasteelconstruction/posts/994307867256730

Steel Design Fundamental
ASD vs. LRFD a) Allowable Stress Design (ASD)
b) Load and Resistance Factored Design (LRFD)
หลกในการออกแบบ คอ ตองออกแบบโครงสราง ใหมก าลงรบน าหนก (resistance) มากกวา แรง (load) ทเกดขนภายในโครงสราง
Mean Resistance (Nominal Resistance)
Factored Load
, 𝝓𝑹
ทระดบความเชอมนหนงๆ (เชน ท 99%) จะสามารถหาก าลงรบน าหนกทลดทอนคาลง หรอ factored resistance ได
เนองจากแรงทกระท ากมความไมแนนอน มการกระจายตวในทางสถต ดงนนหากก าหนดระดบความเชอมนหนงๆ (เชน ท 99%) กามารถหาแรงท secure ระดบความเชอมนทก าหนดได
𝝓
LRFD
𝜸
Mean Load, L
(เทากบ 𝝓𝑹)
𝜸𝑳 ≤ 𝝓𝑹 , 𝜸𝑳
Factored Resistance
127 https://web.facebook.com/jtepasteelconstruction/posts/994307867256730
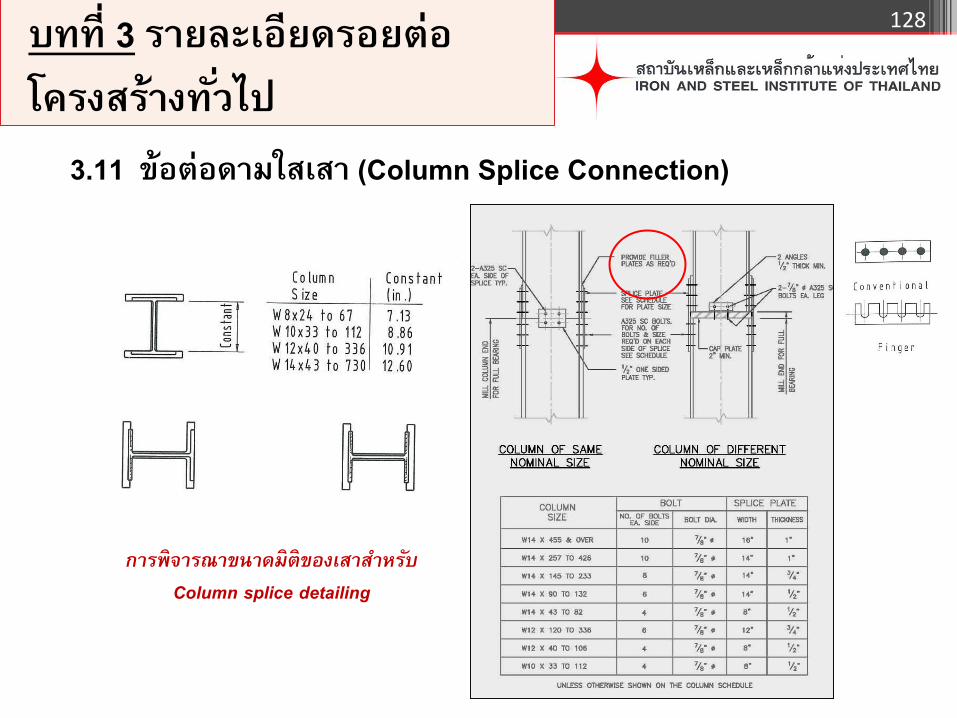
3.11 ขอตอดำมใสเสำ (Column Splice Connection)
บทท 3 รำยละเอยดรอยตอโครงสรำงทวไป
กำรพจำรณำขนำดมตของเสำส ำหรบ Column splice detailing
128

Fabrication Plant Tour Japan
129

Fabrication Plant Tour Singapore
130

Fabrication Plant Tour Thailand
131

บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
ในการเปลยนขอมลจาก structural design contract document เปน fabrication shop data จะตองมการ “แปลความ” จากขอมลโดยวศวกรผออกแบบ ใหไปเปนขอมลทชางในโรง fabrication เขาใจ และสามารถ
น าไปปฏบตการข นรปช นสวนโครงสรางเหลกตอไดอยางลกตอง
ผจดท าขอมลดงกลาวน หรอทเราเรยกวา steel detailer น นยงจะตองสามารถ “แปลความ” โดยใชภาษาทวศวกรผออกแบบเขาใจ เพอทจะ
สามารถตรวจสอบ (cross check) ความถกตองได
Fabrication shop data น ประกอบไปดวย shop piece-mark drawing หรอแบบการข นรป และ erection drawing หรอแบบการตดต ง โดยใช
ภาษาทสามารถสอความระหวาง วศวกรผออกแบบ และ ชางในโรงงานข นรป รวมไปจนถงการสอความกบ trade ตาง ๆ ทเกยวของไดอยางสากล
ภาษาทใชดงกลาว แสดงไวใน “บทท 4 สญลกษณและกฎเกณฑพนฐานในการจดท ารายละเอยด”
นอกจากความเขาใจดานภาษาชาง ท Steel detailer ตองมความเขาใจแลว Steel detailer ยงควรตองทราบถง “กระบวนการ” ในการข นรป หรอ
fabrication process ตาง ๆ โดยเฉพาะอยางยง fabrication process ของโรง fabrication คสญญา เพอจะไดสามารถระบรายละเอยดใหเหมาะกบโรง fabrication น น ๆ อนจะ maximize shop efficiency ใหเกดข นได
นอกจากความเขาใจถง fabrication process ในโรง fabrication แลว steel detailer ทด ยงตองเขาใจถง ลกษณะการท างานทหนางาน (field work) เพออ านวยใหชางกอสราง ท างานไดโดยงาย ไมเสยเวลา และยงควรตองเขาใจถงผลกระทบตอการใชงานโครงสรางอนๆ ในระยะยาวดวย เชน การระแวดระวงจดทอาจกอใหเกดน าขง หรอ การชบสงกะส เปนตน
4.1 Good Detailing Practices
14. หลกเลยงกำรจดท ำแบบรำยละเอยดขอตอโครงสรำงเหลกใหมสลกเกลยว (Bolt) เพยงตวเดยว ยกเวนขอตอส ำหรบ สลกรบแรงดง (Tension Rod)
- 127/249 -
132

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
17. ขนำดมตทของรปภำพองคอำคำรในแบบกำรขนรปชนงำนองคอำคำรโครงสรำงเหลกนนไมจ ำเปนตองเปนไปตำมสดสวนทแทจรง
133

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
23. ไมควรแสดงองคอำคำรทเปนสวนของคำนกบเสำใหอยในแบบแผนเดยวกน ยกเวนเสยแตไดตกลงกบผข นรปชนงำนองคอำคำรโครงสรำงเหลกไวแลวในเบองตน
134

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
24. ชนสวนแตละชนทไดมกำรจดท ำรำยละเอยดจะตองมกำรใสหมำยเลขก ำกบชนสวน (Assembly Mark) เพอเปนกำรแสดงวำชนสวนดงกลำวคออะไรและใชประกอบเขำกบองคอำคำรสวนใด
25. หำกชนสวนสองชนทมขนำดมตทเหมอนกนแตท ำจำกวสดตำงกนตองก ำหนดใหม
หมำยเลขก ำกบชนสวนทแตกตำงกน
135

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
39. หำกสำมำรถท ำได ควรบำกมมของแผนเสรมเสถยรภำพ (Stiffener) ออกเปนมมประมำณ 45 องศำ เพอใหสำมำรถหลบหลกสวนมน (Fillet) ทต ำแหนงจดตอระหวำงปกและเอวของหนำตดเหลกรปพรรณรดรอน หรอเปนรอยเชอมของหนำตดคำนทเชอมประกอบจำกแผนเหลก (Plate Girder) ในระหวำงกำรเชอมตดตง
136

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
40. หำกสำมำรถท ำไดในทำงวศวกรรม ควรเลอกใชแผนเสรมเสถยรภำพไมเตมควำมลก (Partial-depth stiffener) แทนกำรใชแผนเสรมเสถยรภำพเตมควำมลก (Full-depth stiffener) เพอควำมประหยด
PD Stiffener ยงชวยปองกนไมใหเกดปญหาน าขง อนสงผลตอการเกดสนมได
137

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
42. หำมแสดงสญลกษณของกำรเชอมโดยก ำกบดวยค ำวำ “เชอม หรอ Weld” ในแบบกำรขนรปชนงำนองคอำคำรโครงสรำงเหลกแตใหใชสญลกษณกำรเชอมทถกตองตำมขอก ำหนดของ American Welding Society (AWS) แทน
138

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
43. หลกเลยงกำรเชอมทมำกจนเกนควำมจ ำเปน อนเปนกำรเพมมลคำกำรกอสรำง และอำจท ำใหองคอำคำรเกดกำรบดตว (Warp) ได โปรดค ำนงไววำกำรเชอมทมำกเกนไปมไดท ำใหรอยตอดขน
45. หลกเลยงกำรใชสลกเกลยวทมเกรดหรอก ำลงรบน ำหนกทตำงกน โดยเฉพำะอยำงยงสลกเกลยวทมขนำดเสนผำศนยกลำงทเทำกน ตวอยำงเชน หำกขอก ำหนดในกำรออกแบบอนญำตใหมกำรใชสลกเกลยวตำมมำตรฐำน ASTM ทง A325 และ A490 ไดทง 2 แบบ กควรเลอกใชสลกเกลยวขนำดเสนผำศนยกลำงทตำงกนส ำหรบสลกเกลยวแตละเกรด เชน กำรเลอกใชสลกเกลยวขนำด 1 นว ส ำหรบ A490 และ ขนำด ¾ นว ส ำหรบ A325
139
4.1 Good Detailing Practices
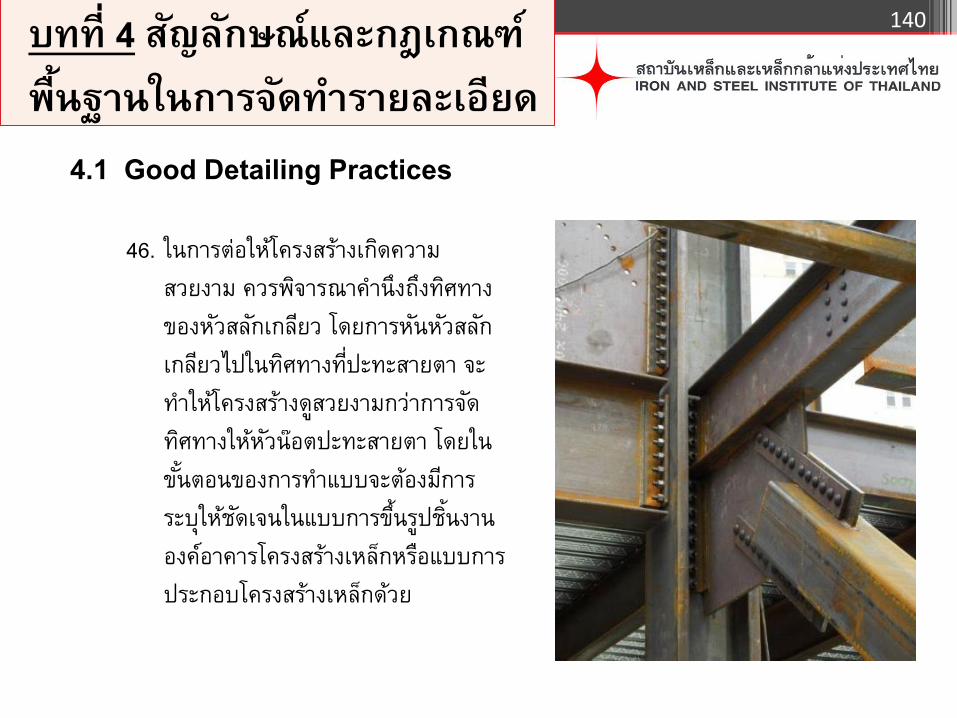
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
46. ในกำรตอใหโครงสรำงเกดควำมสวยงำม ควรพจำรณำค ำนงถงทศทำงของหวสลกเกลยว โดยกำรหนหวสลกเกลยวไปในทศทำงทปะทะสำยตำ จะท ำใหโครงสรำงดสวยงำมกวำกำรจดทศทำงใหหวนอตปะทะสำยตำ โดยในขนตอนของกำรท ำแบบจะตองมกำรระบใหชดเจนในแบบกำรขนรปชนงำนองคอำคำรโครงสรำงเหลกหรอแบบกำรประกอบโครงสรำงเหลกดวย
140

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
47. ส ำหรบชนงำนทตองมกำรเชอมพอก ในทำงปฏบตทวไปไมควรเชอมชนงำนยำวตลอดจนกระทงถงขอบปลำยของงำนชนหนงชนใด
48. หลกเลยงกำรเชอมรอบพำดผำนสนหรอขอบขององคอำคำรใดๆ
141

142
Damages in Steel Bridges

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
50. พยำยำมเลอกใชกำรเชอมแบบเชอมพอก (Fillet Weld) ใหมำกทสดเทำทจะเปนได เนองจำกมคำใชจำยในกำรด ำเนนกำรต ำกวำกำรเชอมแบบเชอมรอง (Groove Weld)อยมำก
51. ในกรณทวศวกรผรบผดชอบ (EOR) อนมต ควรเลอกใชกำรเชอมรองแบบซมลกไมเตมหนำตด (Partial-Joint-Penetration Groove Weld) แทนกำรใชกำรเชอมรองแบบซมลกเตมหนำตด (Complete-Joint-Penetration Groove Weld)
143

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
55. เมอมกำรออกแบบหรอก ำหนดใหมกำรใชสลกถำยแรงเฉอน (Shear Stud Connector) ซงจะตองตดตงทปกบนของคำน ตำมขอก ำหนดของ Occupational Safety and Health Administration (OSHA) ระบไววำสลกถำยแรงเฉอนจะตองไดรบกำรตดตงทหนำงำนเทำนน เพอหลกเลยงกำรสะดดหกลมของคนงำนกอสรำง โดยทงนปกบนของคำนทจะมกำรตดตงสลกถำยแรงเฉอนนนจะตองไมมกำรทำสใดๆ มำจำกโรงงำน
144

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
56. หำกตองมกำรพจำรณำถงกจกรรมตำงๆ ทจ ำเปนตองมกำรด ำเนนงำนทหนำงำน เชน มกำรปรบระดบหรอเลอนต ำแหนงองคอำคำรทหนำงำน ซงตองมกำรเตรยมรเจำะส ำหรบสลกเกลยวทมขนำดรใหญพเศษ (Oversized Hole) พรอมกบกำรสอดแผนเหลกเสรมขนำดบำงเพอสอดเตมชองวำง (Shimming) เปนตนนน ควรตองมกำรแสดงรำยละเอยดตำงๆ เหลำนใหชดเจนในแบบกำรขนรปชนงำนองคอำคำรโครงสรำงเหลกดวย
145
นอกจำกนในกรณทตองตอองคอำคำรใหมเขำกบองคอำคำรเกำทสรำงไวกอนหนำนำนแลวนน รปแบบกำรตอโครงสรำงโดยใชกำรเชอมทหนำงำนกสำมำรถกระท ำได ทงนตองมกำรตรวจสอบควำมสำมำรถในกำรเชอม (Weldability) ของวสดองคอำคำรเกำทสรำงเดมนนวำสำมำรถท ำไดโดยไมสงผลใหโครงสรำงเกดควำมวบตทจดทท ำกำรเชอม

4.1 Good Detailing Practices
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
58. ตรวจสอบสภำพทหนำงำน เปนสงจ ำเปนเพอยนยนวำสำมำรถตดตงสลกเกลยวและสำมำรถและขนใหแนนได โดยเฉพำะอยำงยงเมอองคอำคำรทน ำมำประกอบเขำดวยกนนนท ำมมเอยงไมตงฉำกกน (Skew) โดยตองพจำรณำถงระยะเผอท ำงำน (Clearance) ทมำกเพยงพอใหสำมำรถน ำประแจขนสลกเกลยว (Wrench) เขำไปใชขนใหแนนได
59. ควรพจำรณำขนตอนกำรประกอบสลกเกลยว (Fastener Projection) ประกอบดวยเสมอ โดยตองตรวจสอบหำระยะเผอกำรตดตง (Erection Clearance) ใหสำมำรถด ำเนนกำรไดสะดวกทหนำงำน
146

ในกรณของการตรวจสอบ mill tolerance ถาเปนผลตภณฑทผานการรบรองมาตรฐาน เชน ASTM JIS หรอ มอก. ผลตภณฑทผลตออกมาจากโรงงานจะตองไดรบการตรวจสอบจากตวแทนขององคกรมาตรฐานดงกลาวเสยกอน จงจะไดรบการรบรองมาตรฐานผลตภณฑดงกลาว ดงนนการใชผลตภณฑทไดมาตรฐาน จงเปนการ “ประหยด” คาใชจายในการตรวยสอบควบคมคณภาพ
4.2 ควำมคลำดเคลอนทยอมให (Tolerance)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
ควำมคลำดเคลอนทยอมส ำหรบงำนรดเหลก (Mill Tolerance)
Ref: AISC Code of Standard Practices for Steel Buildings and Bridges (2005)
To check raw material in
147

4.2 ควำมคลำดเคลอนทยอมให (Tolerance)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
ควำมคลำดเคลอนทยอมใหในกำรขนรป (Shop Tolerance)
Ref: AISC Code of Standard Practices for Steel Buildings and Bridges (2005)
148

4.2 ควำมคลำดเคลอนทยอมให (Tolerance)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
ควำมคลำดเคลอนทยอมใหในกำรขนรป (Shop Tolerance)
Ref: AISC Code of Standard Practices for Steel Buildings and Bridges (2005)
ถาเปนชนสวนรบแรงอด ทปลายรบแรงกด (bearing) ตองม error ตามความยาวคลาดเคลอนไมเกน 1 มม.
149

4.4 Steel Detailing Economy
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
• Use 50-ksi steel in wide-flange member design. เพรำะรำคำเหลกก ำลงสง (เทยบเทำ SM490) รำคำพอ ๆ กบเหลกเกรดทวไป
• Use 36-ksi steel for plates and angles. เพรำะหำงำยในทองตลำด (เทยบเทำ SS/SM400)
• Consider the use of HSS (Hollow Structural Steel) section. เพรำะคำใชจำยในกำรปองกนไฟนอย
• Be careful when specifying beam camber. อยำก ำหนดโคงหลงเตำทนอย (< ¾”) หรอมำกจนเกนไป โดยควรก ำหนดระยะใหอย
ในชวง 2/3 – 3/4 ของระยะกำรแอนตวทค ำนวณได โดยคำนใหมโคงหลงเตำควรยำวไมนอยกวำ 8 เมตร เนองจำกระยะ Jig ของเครองจกรมคำประมำณ 6 – 7.5 เมตร
SYS สงเสรมเกรด SM520 โดยก าหนด pricing ใหแพงกวา SS400 ราว 1 บาท ตอ กโลกรม (5%)
150

4.4 Steel Detailing Economy
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
• Economize web penetration to minimize or eliminate web stiffening เพอลดปรมำณกำรเสรมเหลกจำกกำรเจำะรทเอวคำน
• Favor the use of partially composite action in beam design. เพรำะคำน fully composite มกมรำคำแพงเกนควำมจ ำเปน (50 – 75% composite)
• Consider cantilevered construction for roofs and 1-story structures. เพรำะชวยลดน ำหนกของโครงสรำงลงไดมำก โดยเฉพำะคำ connection
• Optimize bay size. จำกผลกำรศกษำ พบวำส ำหรบพนทขนำด ประมำณ 100 m2 (1,000 ft2) ควร
ก ำหนดอตรำสวนควำมยำวตอควำมกวำงใหอยในชวง 1.25 – 1.50
151

152

COMPOSITE ACTION & BEHAVIOR
153

4.4 Steel Detailing Economy
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
• Eliminate column splices as possible. เพอลดคำใชจำย (ก ำหนดเสำใหยำวมำกสดเทำทจะสำมำรถขนสงได)
• Configure column base details that are erectable without guying. ถำเปนไปไดเลอก pattern สลกสมอใหเปน 4 ตว โดยไมตองท ำค ำยน
• Make beams, connections and base plates more repetitive as possible. ออกแบบใหคำน จดตอ หรอ base plate ใหมขนำดทซ ำกนมำกทสด เพอลดควำม
สบสน และสำมำรถสงซอแบบยก lot ได
• Use snug-tightened installation whenever possible. เพรำะกำรใช bolt ประเภทนมรำคำถกกวำชนด slip-critical มำก
154

4.4 Steel Detailing Economy
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
• Configure welded joints to minimize weld metal volume. ก ำหนดขนำดรอยเชอมใหเหมำะสมเพอลดคำใชจำย
• Favor fillet welds over groove welds. เลอก fillet กอน groove weld เพรำะมรำคำถกกวำ
• Keep fillet weld size < 8 mm (5/16” หรอ 2.5 หน). เพรำะหำกก ำหนดขนำดใหญกวำนจะสงผลตอกำรเชอมหลำยครง
• Favor the horizontal or flat position and intermittent-fillet welding. พยำยำมจดแนวกำรเชอมใหอยในแนวรำบ เพรำะเสยคำใชจำยในกำรเชอมต ำ
155

4.5 สลกเกลยว (Bolts)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
4.5.1 กำรก ำหนดสญลกษณ (Identification) 4.5.2 สญลกษณ (Symbol)
156

4.5 สลกเกลยว (Bolts)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
4.5.3 รสลกเกลยว (Hole) • รมำตรฐำน (Standard Hole, STD) • รเผอขนำด (Oversized Hole, OVS) • รรองยำว (Long Slotted Hole, LSL) • รรองสน (Short Slotted Hole, SSL)
157

4.5 สลกเกลยว (Bolts)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
4.5.3 รสลกเกลยว (Hole) • รมำตรฐำน (Standard Hole, STD) • รเผอขนำด (Oversized Hole, OVS) • รรองยำว (Long Slotted Hole, LSL) • รรองสน (Short Slotted Hole, SSL)
Ref: RCSC specification for Structural Joints Using ASTM A325 or A490 Bolts (2004)
STD รใหญกวา Bolt ครงหน OVS รใหญกวา Bolt 1.0-2.5 หน
1.0
1.5
1.5
1.5
2.0
158

4.5 สลกเกลยว (Bolts)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
4.5.4 กำรประกอบ (Installation) • Turn-of-Nut Pretensioning • Calibrated Wrench Pretensioning • Twist-off-Type Tension-Control Bolt Pretensioning • Direct-Tension-Indicator Pretensioning
159
4.6 กำรเชอม (Welding) 4.7 Joint Prequalification 4.8 กระบวนกำรเชอม (Welding Process)
4.8.1 Shielded Metal Arc Welding (SMAW) 4.8.2 Submerged Arc Welding (SAW) 4.8.3 Gas Metal Arc Welding (GMAW) 4.8.4 Flux Cored Arc Welding (FCAW) 4.8.5 Electrogas Welding (GMAW-EG or FCAW-EG) 4.8.6 Electroslag Welding (ESW) 4.8.7 Stud Welding 4.8.8 Resistance Welding
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
160

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.1 กำรเชอมแบบฟลเลท (Fillet Weld) 4.10.2 กำรเชอมรอง (Groove Weld) 4.10.3 กำรเชอมอด (Plug Weld) และกำรเชอมรอง (Slot Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
161

4.8 กระบวนกำรเชอม (Welding Process) 4.8.1 Shielded Metal Arc Welding (SMAW)
o กระบวนกำรเรมจำกประกำยจำกกระแสไฟฟำจะถกสรำงขนระหวำงปลำยของลวดโลหะเชอมเคลอบ (Coated Metal Electrode) และชนสวนเหลกทจะถกน ำมำเชอมประกอบเขำดวยกน ประกำยไฟอำรค (Arc) นจะเหนยวน ำใหวสดฐำน (Base metal) และธปเชอมเกดมอณหภมทสงขนจนกระทงวสดทงสองเกดกำรหลอมละลำยและเกดกำรประสำนจนเปนเนอเดยวกน
o มกเปนกำรเชอมแบบ Manual o ขอด คอเปนกำรเชอมทสำมำรถด ำเนนกำรไดงำย และไดหลำกหลำยสภำพทหนำงำน o ขอเสย คอใน 1 pass จะไมสำมำรถเชอมใหหนำได (Efficiency ต ำ) o ขอก ำหนดอำงอง Specification for Carbon Steel Electrodes for Shielded Metal
Arc Welding Electrodes (AWS A5.1) และ Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding (AWS A5.5)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
162

4.8 กระบวนกำรเชอม (Welding Process) 4.8.1 Shielded Metal Arc Welding (SMAW)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
163

4.8 กระบวนกำรเชอม (Welding Process) 4.8.2 Submerged Arc Welding (SAW)
o กระบวนกำรในกำรเชอมมหลกกำรคลำยคลงกบกำรเชอมแบบ SMAW แตมขอแตกตำงคอ กำรเชอมโดยวธ SAW นใชลวดเชอมแบบเปลอยแทนกำรใชธปเชอมทเปนแทง และมกำรใชสำรพอกหมทมลกษณะเปนผง (Granular Form) โดยวสดเชอมทมลกษณะเปนผงนจะถกเตมทต ำแหนงทตองกำรเชอมตอโดยในระหวำงกำรเชอม ลวดเชอมซงอยทต ำแหนงปลำยของเครองเชอมจะเปนตวทกอใหเกดประกำยไฟและเกดควำมรอนจนท ำใหวสดเชอมดงกลำวเกดกำรหลอมละลำย และเกดขโลหะเคลอบขนปองกนโลหะทหลอมละลำยทต ำแหนงกำรเชอม
o มกเปนกำรเชอมแบบอตโนมตและกงอตโนมต o ขอด คอสำมำรถเชอมเตมไดปรมำณมำก (Efficiency สง) o ขอจ ำกด คอสำมำรถเชอมไดในกำรเชอมแนวรำบ (Flat Position) เทำนน
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
164

4.8 กระบวนกำรเชอม (Welding Process) 4.8.2 Submerged Arc Welding (SAW)
o ขอก ำหนดอำงอง Specification for Bare Carbon Steel Electrodes and Fluxes for Submerged Arc Welding (AWS A5.17) และ Specification for Low Alloy Steel Electrodes and Fluxes for Submerged Arc Welding (AWS A5.23)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
165

บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
4.8 กระบวนกำรเชอม (Welding Process) 4.8.3 Gas Metal Arc Welding (GMAW)
o กระบวนกำรในกำรเชอมมกำรด ำเนนกำรโดยใชลวดเชอมเปลอยเปนตวน ำไฟฟำ และมกำรปลอยกำซทไปปกคลมปองกนรอยเชอม บำงครงอำจเรยกกำรเชอมวธนวำกำรเชอมแบบ MIG ซงมำจำก Metal Inert Gas Welding หรออำจเรยกวำ CO2 Welding ถำใชกำซคำรบอนไดออกไซด เปนกำซทใชปองกนรอยเชอม
o ขอด คอเปนกำรเชอมทสำมำรถปรบรปแบบและวธกำรเชอมไดในทกต ำแหนงกำรเชอมจงเหมำะส ำหรบกำรเชอมภำยในโรงงำน และสำมำรถเชอมกบรอยเชอมทมขนำดใหญ และตองกำรกำรแทรกซมของรอยเชอมในเนอโลหะไดลก
o ขอจ ำกด คอดวยเหตทมกำรใชกำซส ำหรบเปนสวนหนงของกระบวนกำรในกำรเชอมดงกลำว กำรเชอมแบบ GMAW นจงไมนยมใชในกำรเชอมทหนำงำนเนองจำกตองมกำรจดเตรยมกำรปองกนกำรรบกวนกำซดงกลำวจำกลมทอำจเกดขนไดทหนำงำน
166

4.8 กระบวนกำรเชอม (Welding Process) 4.8.3 Gas Metal Arc Welding (GMAW)
o ขอก ำหนดอำงอง Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding (AWS A5.18) และ Specification for Low Alloy Steel Filler Metals for Gas Shielded Arc Welding (AWS A5.28)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
167
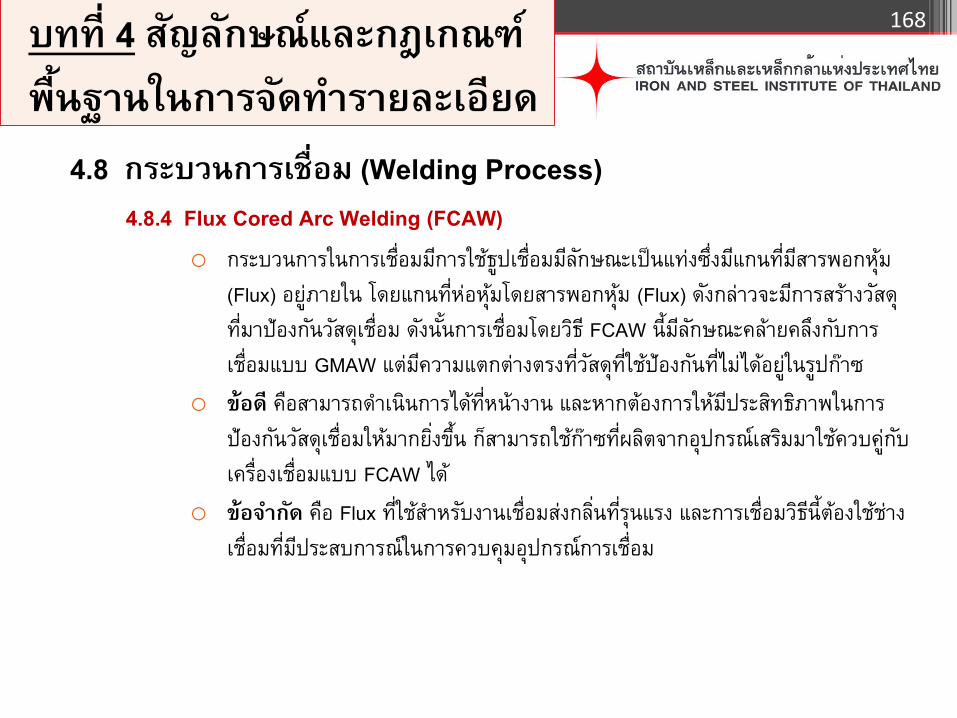
4.8 กระบวนกำรเชอม (Welding Process) 4.8.4 Flux Cored Arc Welding (FCAW)
o กระบวนกำรในกำรเชอมมกำรใชธปเชอมมลกษณะเปนแทงซงมแกนทมสำรพอกหม (Flux) อยภำยใน โดยแกนทหอหมโดยสำรพอกหม (Flux) ดงกลำวจะมกำรสรำงวสดทมำปองกนวสดเชอม ดงนนกำรเชอมโดยวธ FCAW นมลกษณะคลำยคลงกบกำรเชอมแบบ GMAW แตมควำมแตกตำงตรงทวสดทใชปองกนทไมไดอยในรปกำซ
o ขอด คอสำมำรถด ำเนนกำรไดทหนำงำน และหำกตองกำรใหมประสทธภำพในกำรปองกนวสดเชอมใหมำกยงขน กสำมำรถใชกำซทผลตจำกอปกรณเสรมมำใชควบคกบเครองเชอมแบบ FCAW ได
o ขอจ ำกด คอ Flux ทใชส ำหรบงำนเชอมสงกลนทรนแรง และกำรเชอมวธนตองใชชำงเชอมทมประสบกำรณในกำรควบคมอปกรณกำรเชอม
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
168

4.8 กระบวนกำรเชอม (Welding Process) 4.8.4 Flux Cored Arc Welding (FCAW)
o ขอก ำหนดอำงอง Specification for Carbon Steel Electrodes and Rods for Flux Cored Arc Welding (AWS A5.20) และ Specification for Low Alloy Steel Filler Metals for Flux Cored Arc Welding (AWS A5.29)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
169

4.8 กระบวนกำรเชอม (Welding Process) 4.8.5 Electrogas Welding (GMAW-EG or FCAW-EG)
o กระบวนกำรในกำรเชอมแบบ Electrogas Welding เปนวธกำรเชอมทมหลกกำรเชนเดยวกบกำรเชอมแบบ GMAW และ FCAW แตเหมำะส ำหรบกำรเชอมในแนวตง ส ำหรบโลหะทมควำมหนำไดมำกถง 3 นว (7.5 เซนตเมตร) กำรเชอมโดยวธนเปนกำรเชอมแบบอตโนมต โดยเครองเชอมจะสงลวดเชอม ไปยงต ำแหนงทเปนรองเชอม ซงเปนชองวำงทเกดจำกกำรทปลำยของวสดมำประกบกน โดยอำจเกดไดจำกกำรตอชน (Butt Joint) หรอทเกดจำกกำรตอวสดรปตวท (T Joint) เปนตน โดยมแผนทองแดงทหลอเยนดวยน ำ (Water-Cooled Copper Dam) ประกบอยทำงดำนขำงของรองเชอม โดยกระบวนกำรเชอมนนเรมจำกกำรเตมวสดเชอมลงทต ำแหนงรองเชอมจำกขำงลำงมำยงขำงบน ซงมกำรปองกนวสดเชอมโดยใชเศษขเหลก (Slag) หรอกำซ หรอใชทงสองประเภทไปพรอมๆ กนกได
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
170

4.8 กระบวนกำรเชอม (Welding Process) 4.8.5 Electrogas Welding (GMAW-EG or FCAW-EG)
o ขอก ำหนดอำงอง Specification for Low Alloy Steel Filler Metals for Electrogas Welding (AWS A5.26)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
171

4.8 กระบวนกำรเชอม (Welding Process) 4.8.6 Electroslag Welding (ESW)
o กำรเชอมแบบ ESW เปนรปแบบกำรเชอมทสำมำรถเชอมไดในแนวดงจำกลำงขนบนทภำยในรองเชอมเพอส ำหรบขอตอโครงสรำงแบบตอชนหรอขอตอรปตวท โดยมกำรใชแผนทองเหลองประกบทงสองดำนและมกำรหลอเยนดวยน ำเพอสรำงรอยเชอมใหเกดขนจำกวสดทหลอมละลำยและจำกขโลหะ (Slag) ทงนในขณะทท ำกำรเชอมจะมกำรใช Granular Flux และใชธปเชอม (Electrode) เพอใหเกดประกำยไฟอำรค (Arc) ขน กระบวนกำรทกลำวไปนนมลกษณะทไมไดแตกตำงจำกกำรเชอมโดยวธ Electrogas Welding แตในกระบวนกำรตอมำคอเมอ Slag เกดกำรหลอมละลำยขน กำรเกดประกำยไฟอำรคกจะหยดลงและเกดมกระแสไฟผำนเขำไปยง Slag อนสงผลใหเกดอณหภมทสงขนถง 3500 F Slag ทมควำมรอนสงนจะไปหลอมละลำยชนโลหะทจะน ำมำเชอมประกอบกน และหลอมละลำยธปเชอม สงผลใหเกดกำรเชอมประสำนกนของวสดทเกดกำรหลอมละลำยขนดงกลำว
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
172

4.8 กระบวนกำรเชอม (Welding Process) 4.8.6 Electroslag Welding (ESW)
o ขอก ำหนดอำงอง Specification for Carbon and Low Alloy Steel Electrodes and Fluxes for Electroslag Welding (AWS A5.5)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
173

4.8 กระบวนกำรเชอม (Welding Process) 4.8.7 Stud Welding
o กำรเชอม Stud Welding นเปนกระบวนกำรทใชส ำหรบกำรตดตงสลกรบแรงเฉอนใหตดกบองคอำคำรของโครงสรำง โดยกำรเชอมทต ำแหนงปลำยของสลกรบแรงเฉอน อปกรณทใชในกำรตดตงนนมลกษณะคลำยกระบอกปนทมสลกรบแรงเฉอนอยในต ำแหนงทพรอมตดตง โดยในระหวำงกำรตดตงกจะเกดมประกำรไฟอำรคทต ำแหนงกำรตอเชอม และเมออณหภมทต ำแหนงปลำยดงกลำวสงขนจนท ำใหโลหะเกดกำรหลอมละลำยไดนน อปกรณตดตงสลกรบแรงเฉอนกจะดนสลกใหเขำไปยงวสดทเกดกำรหลอมละลำยเพอใหเกดกำรยดตดกน
o ตำมขอก ำหนดของ The Occupational Safety and Health Administration (OSHA) ไดก ำหนดใหกำรตดตงสลกรบแรงเฉอนส ำหรบกำรท ำโครงสรำงพนแบบคอมโพสต (Composite Steel Deck) ตองด ำเนนกำรทหนำงำนเทำนน เพอปองกนกำรสะดดหกลมของผกอสรำงในขณะตองทเดนบนคำนเหลก
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
174

4.8 กระบวนกำรเชอม (Welding Process) 4.8.7 Stud Welding
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
175

4.8 กระบวนกำรเชอม (Welding Process) 4.8.8 Resistance Welding
o กำรเชอม Resistance Welding เปนกำรเชอมทใชกำรเหนยวน ำของควำมรอนจนท ำใหวสดเกดกำรหลอมละลำย โดยอำศยควำมตำนทำนของโลหะตอกระแสไฟทถกปลอยเขำสบรเวณทตองกำรเชอม เมออณหภมของวสดทน ำมำตอกนนเพมสงขนถงจดทตองกำร วสดทน ำมำประกอบกนนกจะถกดนใหตดกนจนเกดกำรประสำนกนขนอยำงสมบรณ
o มกใชกบกำรเชอมชนสวนทมขนำดบำงในโรงงำน เชนกำรเชอมตงถกเหลกเอวโปรง (Open-Web Steel Joist) กำรเชอมหนำตดทอเหลยม ทอกลม หรอกำรประกอบองคอำคำรขนำดเบำประเภทอนๆ
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
176

4.8 กระบวนกำรเชอม (Welding Process) 4.8.8 Resistance Welding
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
Light Welded Beam
177

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.1 กำรเชอมแบบฟลเลท (Fillet Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
178

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.2 กำรเชอมรอง (Groove Weld) จ าแนกประเภทตามรปรางของรอง
o รปสเหลยม (Square Groove Weld) o รปตววดำนเดยว (Single-Vee Groove Weld) o รปตววสองดำน (Double-Vee Groove Weld) o รปบเวลดำนเดยว (Single-Bevel Groove Weld) o รปบเวลสองดำน (Double-Bevel Groove Weld) o รปตวยดำนเดยว (Single-U Groove Weld) o รปตวยสองดำน (Double-U Groove Weld) o รปตวเจดำนเดยว (Single-J Groove Weld) o รปตวเจสองดำน (Double-J Groove Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
179

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.2 กำรเชอมรอง (Groove Weld)
จ าแนกประเภทตามการซมลกของรอยเชอม o กำรเชอมรองแบบซมลกบำงสวน (Partial Joint Penetration Groove Weld) o กำรเชอมรองแบบซมลกเตมหนำตด (Complete Joint Penetration Groove Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
180

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.2 กำรเชอมรอง (Groove Weld)
จ าแนกประเภทตามการซมลกของรอยเชอม o กำรเชอมรองแบบซมลกเตมหนำตด (Complete Joint Penetration Groove Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
181

4.10 รปแบบของกำรเชอม (Weld Type) 4.10.3 กำรเชอมอด (Plug Weld) และกำรเชอมรอง (Slot Weld)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
Plug / Slot Weld
182
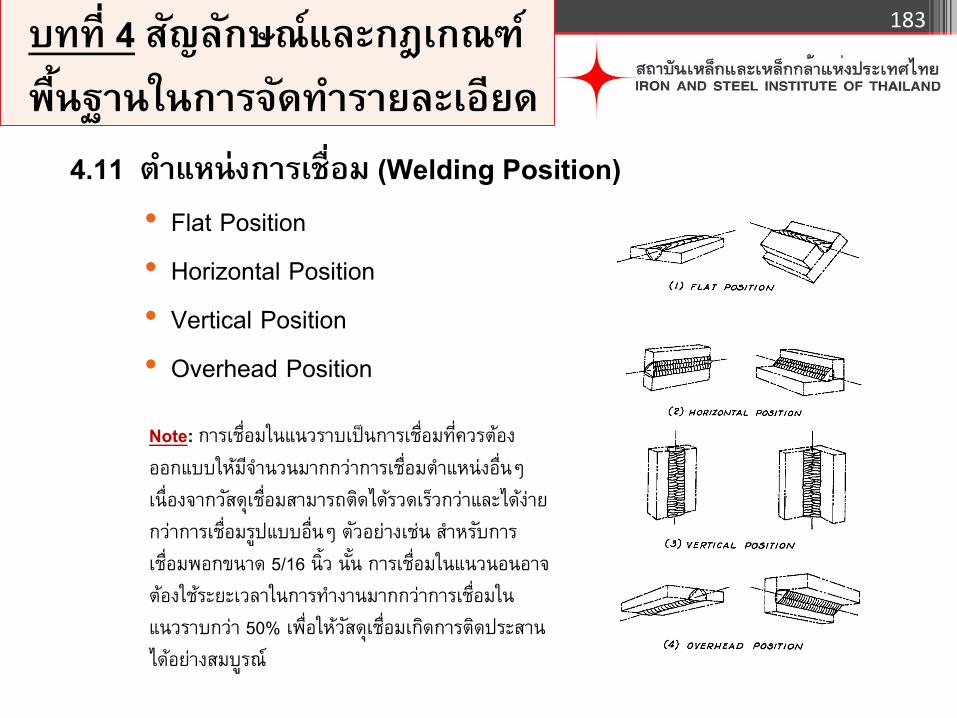
4.11 ต ำแหนงกำรเชอม (Welding Position) • Flat Position • Horizontal Position • Vertical Position • Overhead Position
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
Note: กำรเชอมในแนวรำบเปนกำรเชอมทควรตองออกแบบใหมจ ำนวนมำกกวำกำรเชอมต ำแหนงอนๆ เนองจำกวสดเชอมสำมำรถตดไดรวดเรวกวำและไดงำยกวำกำรเชอมรปแบบอนๆ ตวอยำงเชน ส ำหรบกำรเชอมพอกขนำด 5/16 นว นน กำรเชอมในแนวนอนอำจตองใชระยะเวลำในกำรท ำงำนมำกกวำกำรเชอมในแนวรำบกวำ 50% เพอใหวสดเชอมเกดกำรตดประสำนไดอยำงสมบรณ
183

4.13 สญลกษณกำรเชอม (Welding Symbol)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
184

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.1 Shop Fillet Weld
o กำรแสดงสญลกษณ กำรเชอมดำนเดยวกบท ลกศรช (Arrow Side) กำรเชอมดำนตรงขำมกบท
หวลกศรช (Other Side)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
Arrow Side
Other Side
185

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.1 Shop Fillet Weld
o ขนำดและมตของรอยเชอมจะแสดงบนสญลกษณกำรเชอม โดยแสดงขนำดรอยเชอมกอนทำงดำนซำยของสญลกษณแสดงรปแบบรอยเชอมและตำมดวยควำมยำวของรอยเชอมทำงดำนขวำของสญลกษณแสดงรปแบบรอยเชอม (โดยแสดงในหนวย “นว”)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
186

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.1 Shop Fillet Weld
o ในกรณทขำของรอยเชอมพอกมขนำดไมเทำกน กำรแสดงสญลกษณตองแสดงขนำดของขำรอยเชอมผำนรปตดของรอยเชอมพอก โดย Fabricator มกนยมใหแสดงดวยรปภำพ
o ถำตองมกำรใชกำรเชอมพอกทมรปแบบและมขนำดทเดยวกนในทกๆ ดำนของชนสวนทน ำมำเชอมตอ กสำมำรถแสดงรปแบบกำรเชอมรอบททดแทนกำรแสดงลกศรหลำยๆ แนวได โดยใชสญลกษณวงกลมเปด (ไมแรเงำ) รอบจดตอของหำงลกศรกบเสนอำงอง
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
187

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.1 Shop Fillet Weld
o ในกรณทมกำรเชอมมำกกวำหนงรปแบบในแนวรอยเชอมแนวเดยวกน กำรแสดงสญลกษณกำรเชอมแตเพยงอยำงเดยวอำจไมเพยงพอ ซงผจดท ำแบบรำยละเอยด (Steel Detailer) อำจตองก ำหนดขอบเขตแสดงระยะของรอยเชอมเพมเตมดวย
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
2
6
188

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.1 Shop Fillet Weld
o ถำมกำรเชอมรปแบบหนงๆ ซงเปนรปแบบทวไป (Typical) ส ำหรบชนสวนทเหมอนกนหลำยๆ ชน เขำกบองคอำคำรหนงๆ สำมำรถแสดงกำรเชอมรปแบบทวไปไดโดยกำรก ำกบดวยค ำวำ “Typ” ซงทงนหำกมชนสวนหนงทมกำรเชอมแตกตำงจำกกำรเชอมรปแบบทวไป กก ำกบรอยเชอมทต ำแหนงดงกลำวโดยใชสญลกษณแสดงทมกำรระบขนำดทตำงจำกขนำดซงเปนรปแบบทวไป
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
= Near Side
= Far Side
189

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o กำรเชอมรอง (Groove Weld) สำมำรถแสดงสญลกษณไดกวำ 7 รปแบบ โดยอำจมกำรเชอมรอง (Groove Weld) รปแบบใดรปแบบหนงเพยงรปแบบเดยว หรอเปนกำรเชอมทผสมผสำนระหวำงรปแบบกำรเชอมรองหลำกหลำยรปแบบ โดยรปแบบและสญลกษณพนฐำนของกำรเชอมรอง (Groove Weld) ทใชกนมอยท งสน 7 รปแบบ
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
190

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o สญลกษณกำรเชอมเตมทำงดำนหลง (Back Weld Symbol) มกแสดงควบคไปกบสญลกษณกำรเชอมรองดำนเดยวรปแบบตำงๆ เชน รปบเวล รปตวย หรอรปตวเจ เปนตน โดยเปนกำรเชอมเตมทำงดำนหลงของกำรเชอมรอง (Groove Weld) เพอใหเกดควำมสมบรณของรอยเชอมรองใหเกดประสทธภำพเตมควำมลกของหนำตด
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
191

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o มมของรอง (Groove Angle) ทแสดงในหนวยองศำ กแสดง “ภำยใน” สญลกษณแสดงรปรำงของรอยเชอมรอง โดยเปนผลรวมของมมทเกดขนทเกดจำกกำรท ำรองของชนงำนทจะน ำมำเชอมตอกน
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
192

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o กำรปรบแตขอบชนงำนของกำรเชอมรองแบบเชอมชน (Butt Groove Weld) ส ำหรบขอตอรบแรงดงทเกดจำกกำรเชอมตอชนงำนทมควำมหนำไมเทำกนตองด ำเนนกำรปรบแตงใหรอยเชอมมมมลำดเอยงทบรเวณสวนทมควำมหนำไมเทำกน ซงทงนนนไมสำมำรถแสดงไดโดยใชสญลกษณกำรเชอมแตเพยงล ำพง แตตองแสดงควบคไปกบใชรปสเกตซ
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
o โดยทวไปมมลำดเอยงท 1 ตอ 2½ เปนมมลำดเอยงทชนทสดทยอมใหใชได
193

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o ในกรณทกำรตอเชอมทต ำแหนงหนงๆ เปนกำรเชอมแบบ Full Penetration Groove Weld และในทำงปฏบตแลวกำรเชอมทรอยเชอมดงกลำวสำมำรถเขำเชอมไดทดำนดำนหนงของชนงำน ทดำนอกดำนหนงของชนงำนตองรองดวยแผนรองเชอม (Backing Bar)
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
194

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o เพอใหกำรเชอมรองตลอดแนวยำวของชนงำนเปนไปไดอยำงสมบรณ โดยเฉพำะอยำงยงทบรเวณขอบปลำยชนงำนนน ควรตองมกำรตดแผนตอยน (Extension Bar) ซงส ำหรบกำรเชอมรองทโดยปกตตองมกำรน ำ Backing Bar หรอ Spacer Bar มำใช แผนเหลกทงสองชนดดงกลำวควรไดรบกำรตอยนออกไป
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
หรอ run tab
195

196

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.2 Shop Groove Weld
o ในกรณทมกำรเชอมรปตว Double V หรอแบบ Double Bevel บำงครงอำจตองมกำรน ำแผนสรำงระยะ (Spacer Bar) มำใชสรำงใหเกดมระยะหำงระหวำงแผนชนงำนทงสองชน
Weld Root ทเกดขนและ Spacer Bar ทใชตองถกสกดออกหลงจำกทกำรเชอมทดำนแรกเสรจสนลง กอนทจะเชอมดำนทสอง โดยส ำหรบ Spacer Bar ทน ำมำใชนตองเปนวสดชนดเดยวกบชนงำนทน ำมำเชอมตดกน
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
197

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.3 Partial-Joint-Penetration Groove Weld
o กำรแสดงรำยละเอยดกำรปรบแตงขอบชนงำนพรอมทงขนำดควำมหนำของโทรด (Weld Throat) เปนสงทจ ำเปน เนองจำกสญลกษณกำรเชอมทแสดงอำจตควำมไดหลำกหลำย
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
198

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.3 Partial-Joint-Penetration Groove Weld
o ตำรำงแสดงควำมหนำรอยเชอมประสทธผลต ำสดส ำหรบ Partial-Joint-Penetration Groove Weld
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
Ref: AISC Specification, Section J2.1b, Table J2.3
199
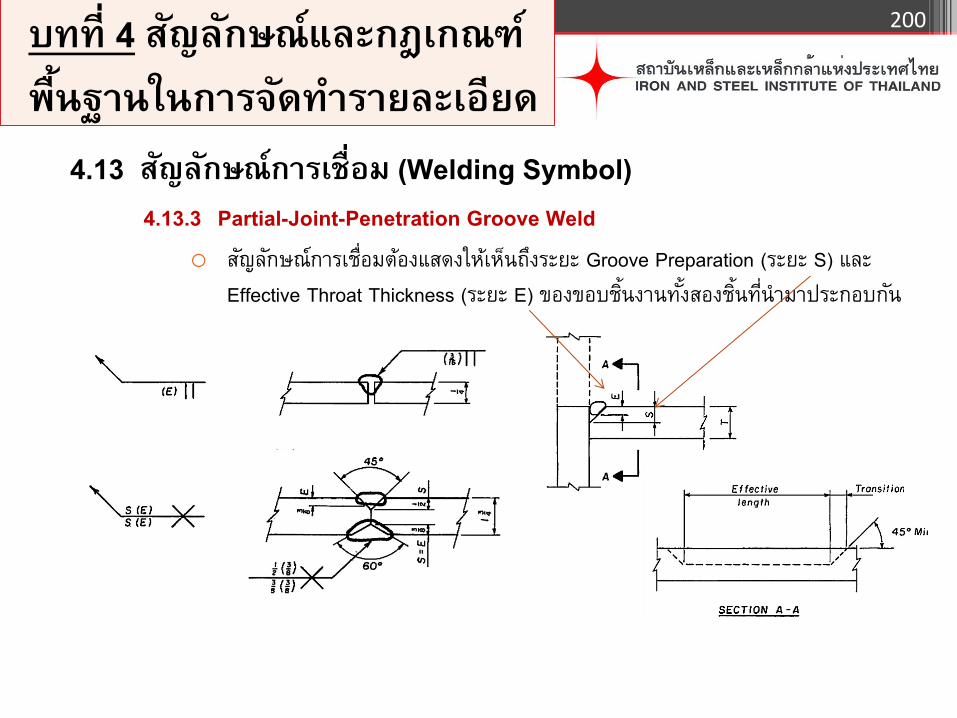
4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.3 Partial-Joint-Penetration Groove Weld
o สญลกษณกำรเชอมตองแสดงใหเหนถงระยะ Groove Preparation (ระยะ S) และEffective Throat Thickness (ระยะ E) ของขอบชนงำนทงสองชนทน ำมำประกอบกน
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
200

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.4 Stud Weld
o กำรเชอม Stud มลกษณะกำรเชอมเปนแบบ Butt Weld โดยใช Stud-Welding Gun โดยใน Shop Drawing มกแสดงต ำแหนง Stud ดวยสญลกษณ X เพอปองกนควำมสบสนระหวำง Stud กบ Bolt
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
201

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.5 Shop Plug and Slot Weld
o ต ำแหนงของกำรเชอม Plug Weld และ Slot Weld ควรแสดงโดยใชรปสเกตซควบคไปกบกำรแสดงสญลกษณกำรเชอม
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
202

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.5 Shop Plug and Slot Weld
o ในกรณทตองกำรปรบแตงผว Plug Weld หรอ Slot Weld ทนนออกใหเรยบ สำมำรถแสดงไดโดยกำรใสเสนในแนวนอนเพมเตมในสญลกษณกำรเชอม
o ไมควรใช Plug Weld หรอ Slot Weld ในรหรอรองขนำดใหญ แตควรใช Fillet Weldทางดานในของรหรอรองขนาดใหญดงกลาวแทน
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
203

4.13 สญลกษณกำรเชอม (Welding Symbol) 4.13.6 Field Weld
o ใชสญลกษณกำรเชอมทเปนรปธงรปสำมเหลยมหนำจวสด ำ วำง ณ ต ำแหนงทบรรจบกนของหำงลกศรและแนวเสนอำงอง โดยปลำยจวของธงจะหนเขำหำสญลกษณแสดงรปแบบกำรเชอม
บทท 4 สญลกษณและกฎเกณฑพนฐำนในกำรจดท ำรำยละเอยด
204

205

SHOP DRAWING
206

ERECTION DRAWING
207

Pre Construction Phase Construction Phase
Owner
Designer and/or Engineer of Record (EOR)
Preliminary Design Design Development (DD)
Contract Document (CD) CD for
Bidding General Contractor (GC)
Construction Manager (CM)
Controlled Inspector
Steel Fabricator Steel Detailer Struct Arch MEP
Project Manager (PM)
208
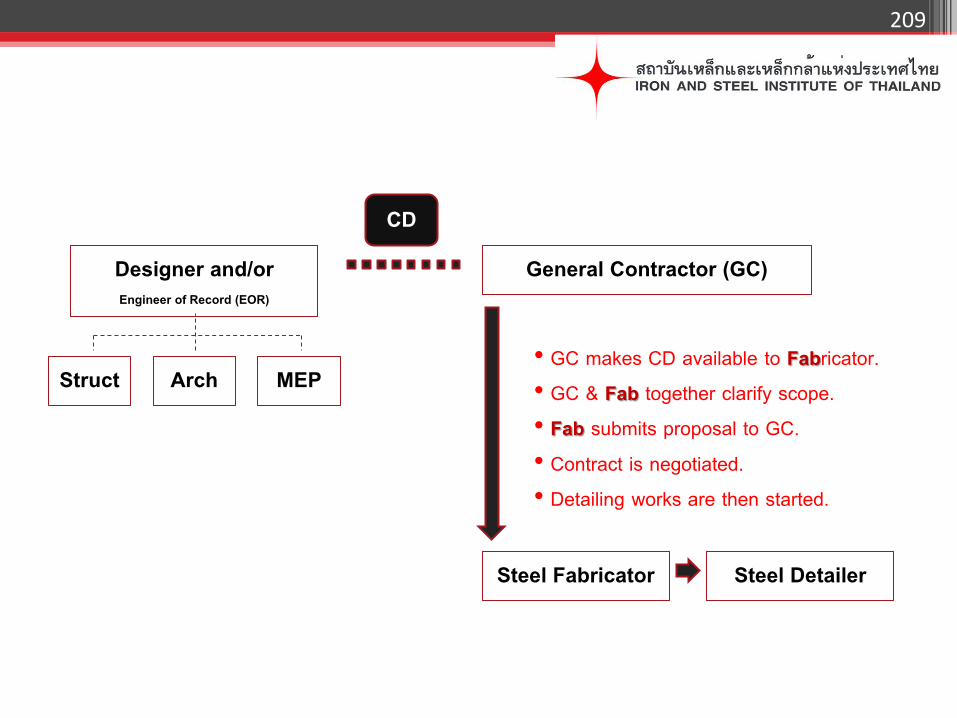
Designer and/or Engineer of Record (EOR)
CD
General Contractor (GC)
Steel Fabricator Steel Detailer
Struct Arch MEP • GC makes CD available to Fabricator. • GC & Fab together clarify scope. • Fab submits proposal to GC. • Contract is negotiated. • Detailing works are then started.
209
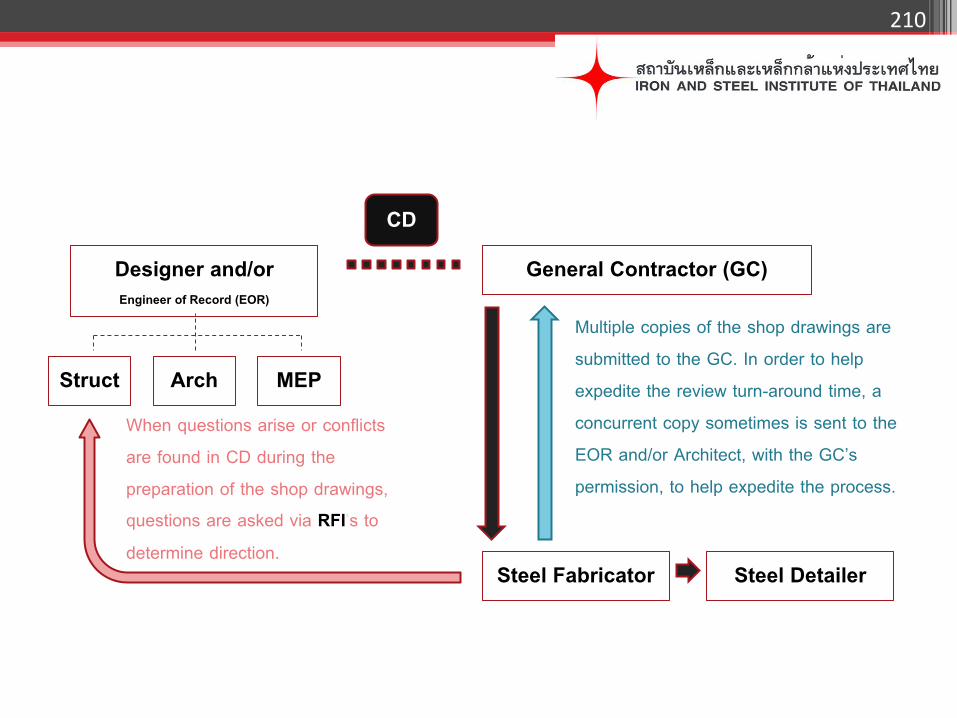
Designer and/or Engineer of Record (EOR)
CD
General Contractor (GC)
Steel Fabricator Steel Detailer
Struct Arch MEP When questions arise or conflicts are found in CD during the preparation of the shop drawings, questions are asked via RFI’s to determine direction.
Multiple copies of the shop drawings are submitted to the GC. In order to help expedite the review turn-around time, a concurrent copy sometimes is sent to the EOR and/or Architect, with the GC’s permission, to help expedite the process.
210

PROJECT INFORMATION
INFORMATION REQUESTED
RESPONSES
211

Designer and/or Engineer of Record (EOR)
CD
General Contractor (GC)
Steel Fabricator Steel Detailer
Struct Arch MEP
The Architect sends the shop drawings on to the EOR. In practice, the Architect often performs their review simultaneous with the EOR or after the EOR and adds his comments.
The GC processes and reviews the shop drawings for accuracy and then passes them on to the Architect. In practice, the GC review is sometimes a superficial review, which only verifies that the submittal is actually in compliance with the scope of work.
212

Designer and/or Engineer of Record (EOR)
CD
General Contractor (GC)
Steel Fabricator Steel Detailer
Struct Arch MEP
The EOR reviews and makes comments on the shop drawings, keeps one set for records, and returns the remainders back to the Architect.
The Architect reviews the shop drawings and then returns to the GC.
The GC reviews the shop drawing comments and then returns them to the Fabricator.
213
5:00

Designer and/or Engineer of Record (EOR)
Struct Arch MEP
The EOR reviews and makes comments on the shop drawings, keeps one set for records, and returns the remainders back to the Architect.
For the review of shop drawing, there are 2 kinds of stamps, (1) Approval stamps will apply with the shop drawings that
need to be confirmed if such shop drawings are prepared in compliance with the design concept, i.e. steel shop drawings will require approval stamps from steel designer.
(2) Review stamps will apply with the shop drawings that need to be reviewed whether or not such shop drawings cause no conflict with initial design, i.e. curtain wall shop drawings will require review stamps from steel designer.
214

Review Stamp Approval Stamp
215

216

NEW CONSTRUCTION ERA
217
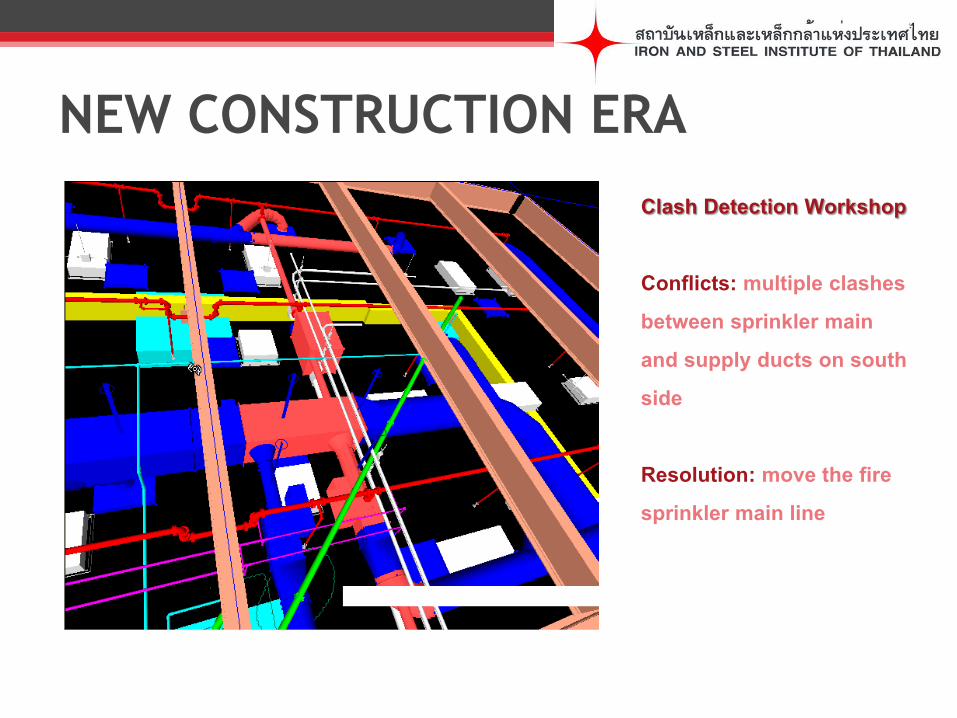
Clash Detection Workshop Conflicts: multiple clashes between sprinkler main and supply ducts on south side Resolution: move the fire sprinkler main line
NEW CONSTRUCTION ERA
218

Structural model
NEW CONSTRUCTION ERA
219

Architect model - Exterior enclosure and interior partitions
NEW CONSTRUCTION ERA
220

Fire protection (fire sprinkler) model
NEW CONSTRUCTION ERA
221

HVAC contractor (ductwork and mechanical piping) model
NEW CONSTRUCTION ERA
222
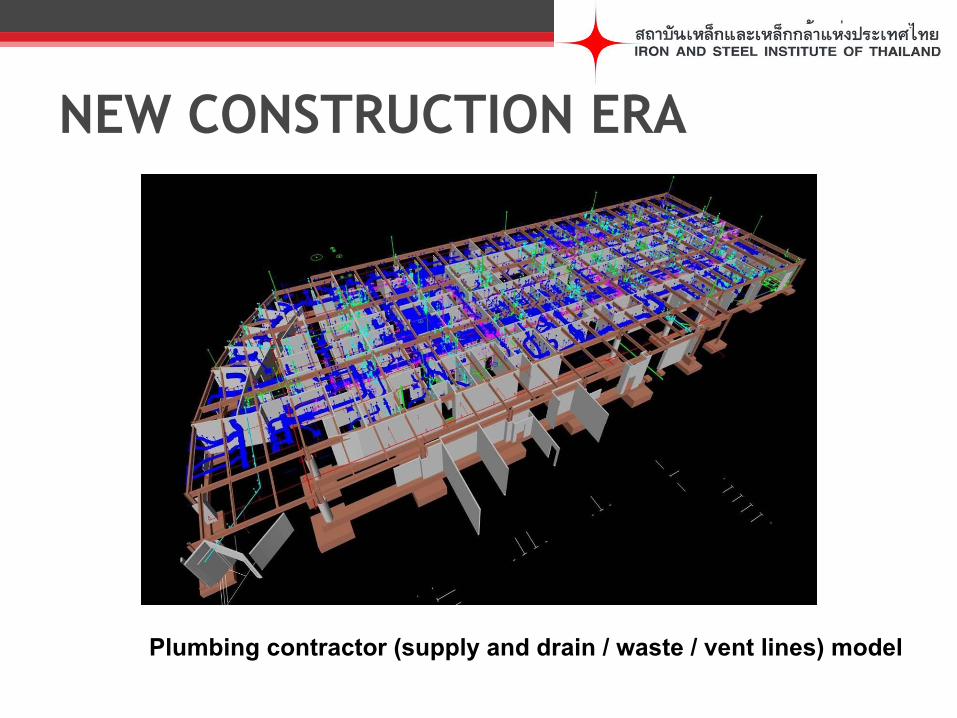
Plumbing contractor (supply and drain / waste / vent lines) model
NEW CONSTRUCTION ERA
223

Electrical contractor (equipment, distribution conduit and cable tray) model
NEW CONSTRUCTION ERA
224

1. 3D Model of Plumbing System 2. Bill of Materials from 3D Model 3. System assembled on site
NEW CONSTRUCTION ERA
225

NEW CONSTRUCTION ERA
226

Planning Design Construction Operations Sustainment
Legal Data
Geotech Data
Code Compliance Checking
Engineering Analysis
Computer Aided Facility Management
Invoicing/Payment
Computerized Maintenance Management
System (CMMS)
Product Selection
Fabrication
Ordering/ Delivery
NEW CONSTRUCTION ERA
227

Tablet for Construction Supervision
228

229

เหต ผลทเกดขน ผลทเกดขน
มำตรกำรรำคำเหลกในตลำดโลก
ใหสนบสนนจำกภำครฐ
พฒนำกำรบรหำรจดกำรในภำคเอกชน
จดท ำมำตรฐำนรองรบ
สรำงบคลำกร ทมคณภำพ
ควบคมรำคำวสด
งำนกอสรำงไดคณภำพและมมำตรฐำน
มเอกลกษณจนเกด Market
Segmentation
ลดงำนแกไขท ำใหประหยดเวลำ
ลดงำนแกไขท ำใหรำคำคำกอสรำง
ลดลง
ชำงมคณภำพ
วศวกรมคณภำพ
สถำปนกมควำมช ำนำญ
สรำงระบบกำรบรหำรงำน
โครงสรำงเหลก
จดท ำมำตรฐำนกำรออกแบบ
และกำรกอสรำง
เกดโครงกำรกอสรำงดวย
โครงสรำงเหลก
เพมหลกสตรกำรเรยนกำรสอนระดบ ป.ตร และ CPD
เกดโครงกำรกอสรำงดวย
โครงสรำงเหลก
เพมหลกสตรกำรเรยนกำรสอนงำน
ชำง
วจยพฒนำผลตภณฑเหลก
ทำงเลอก
เกด Maximum Efficiency ท ำใหประหยดรำคำ
น ำ Technology มำประยกตใช
สรำงระบบ Logistics ทด
สรำง Incentive ในกำรเลอกใช
ลดรำคำงำนกอสรำงโดยรวม
ลง
จดประกวด /สงเสรมกำรออกแบบโครงสรำงเหลก
จดอบรมสมมนำงำนโครงสรำงเหลก
230

231

Design Visualization Visualize building early in the process to
support and accelerate the decision making process.
Schedule Visualization Visualize construction process to review
and optimize the construction sequence and the schedule.
Introduction
232

Design Validation Integrate 3D models of all trades to
identify interferences and constructability issues before they materialize in the field.
Estimating Tie scope of project to a price;
Manage scope changes more efficiently.
Introduction
233

Hig
hes
t Ef
fici
ency
Conventional
(On-s
ite w
eld
ing)
Pre
fabri
cate
d
Ste
el w
ith
Deta
ilin
g
(Shop
Weld
Fie
ld B
olt)
BIM
Low
est
Effi
cien
cy
234

Technology Quotes
• "Any sufficiently advanced technology is indistinguishable from magic." Arthur C. Clarke
• "Technology... is a queer thing. It brings you great gifts with one hand, and it stabs you in the back with the other." C. P. Snow
• "In a few minutes a computer can make a mistake so great that it would have taken many men many months to equal it.“ Anonymous
235

…END…
หากตองการสอบถาม หรอตองการขอมลเพมเตม สามารถตดตอมาไดท
ณฐพล สทธธรรม
Email: [email protected] [email protected]
[email protected] Line ID: 5482310826
Facebook: www.facebook.com/jtepasteelconstruction
236











![[AISC] Detailing for Steel Construction (Bookos.org)](https://img.dokumen.tips/doc/110x75/55cf91a0550346f57b8f0f85/aisc-detailing-for-steel-construction-bookosorg.jpg)