Embed Size (px)
Citation preview

Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 1
“Waterproof breathable fabrics: Technologies and practices”
Authors: Vignesh Dhanabalan [1]
, Joshi Rashmi M [2]
. and Laga S.K [3]
D.K.T.E.S Textile & Engineering Institute, Ichalkaranji-416115(M.H), India
Email: [email protected]
Abstract
Textile and Apparel are sun-riser industries in India. It is also one of the oldest and
largest profits making industry. Textile contributes substantially to India economy by exporting
goods to various countries in the globe. For the textile industry, it is time to take stock of the
situation and aim at vertical integration or tie up with downstream manufacturers to realize
greater benefits of value addition and face the future with greater confidence. As the
globalization of textile industry becomes a reality, we need to develop strategies for survival and
growth.
Due to technological advances and globalization business of apparel textiles is saturated.
And it opens the market for technical textiles. Textiles with multiple functions are the need of the
hour; this has given a positive dimension and potential for the growth of water proof breathable
fabrics. In spite of several methods to produce the fabric, really it is a difficult task as well an
opportunity to produce quality products in this area. In near future India will be one of the leader
in this area.
In this paper, we have made an attempt to elaborate various techniques with benefits and
limitations to produce the quality product so that we can compete in the global market in spite of
byjentine competition
Keyword: Air permeability, Breathability, Ventile, Water proofness.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 2
1. Introduction
The human body continuously generates heat by its metabolic process. The heat is dissipated
from the body by convection, radiation, evaporation and perspiration. The heat generated should
be maintained constantly within and outside the body. During rest, most surplus body heat is lost
by conduction and radiation, whereas during physical activity, the dominant means of losing
excess body heat is by evaporation of perspiration. If the temperature rises the sweating
mechanism gets activated and eliminates the heat in the form of heat waves and perspiration. The
fabrics protect the human body from external heat, wind, water, and many harmful agents, and at
the same time it also permits effective transmission of moist vapor from inside to outside
atmosphere. If the breathability is high enough to compensate the body heat then the requirement
of generating perspiration will be limited. The term breathability is usually confused with wind
penetration and wick ability of the material. The term ‘breathable’ implies that the fabric is
actively ventilated. This is not the case. Breathable fabrics passively allow water vapor to diffuse
through them yet still prevent the penetration of liquid water. Breathability is one such factor that
decides the designing of apparel wears and some specific technical products. The pores of
breathable fabrics are 20000 times smaller than a drop of liquid water, but 700 times larger than
a water molecule, thus they are too small to allow liquid water to pass through, but large enough
to allow the passage of molecules of water vapor. For a fire fighting operation, in racer suits and
other jobs were higher metabolic activities are carried the body perspires heavily and the fabric
should transmit good level of water vapor while protecting the body from external heat and
pressure. Water proof is another such property that retards the passage of water molecules
through the structures they are specifically used in technical products. The property of
waterproof and breathability can be termed as water repellent fabrics.
The market going the customer way, the comfort property has become the prime aspect.
The introduction of new waterproof breathable fabrics has greatly increased the range of choice
for consumers. Measurement of comfort is not possible when it comes to perspective views. The
breathability and waterproof feature has been and will remain as major factor in deciding the
comfort level of the apparel [1-5].
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 3
2.1 Principles of moisture vapor transfer
The Principles of moisture vapor transfer is governed by inter yarn/ inter fiber spaces. The
moisture in the vapor form transmit through textile material by
1. Diffusion of the water vapor through the air spaces between the fibers.
2. Absorption, transmition and desorption of the water vapor by the fibers.
3. Transmition of water vapor by forced convection.
Textiles made from absorbent fibres, such as natural fibres and regenerated fibres; water is
absorbed by hygroscopic fibres, transported through the swollen fibres, and evaporated from the
outer surface of the textile. For textiles made from synthetic fibres water is taken up into the
capillary spaces between fibres and yarns [3]
2.2 The barrier for vapor diffusion is
1. Evaporating fluid layer (mix of fluids)
2. Confirmed air layer ( between skin and the fabric layer)
3. Boundary air layer and
4. Ambient air layer
2.3 Water vapor/Moisture transport mechanism
The mechanism by which moisture is transported in textiles, by water vapor diffusion and
convection in void space within the textile structure and, the liquid water diffusion by wicking of
liquid in capillaries. Capillary action is determined by two fundamental properties of the
capillary [1,2]:
2.3.1 Capillary’s diameter and surface energy.
Smaller the diameter greater is the surface energy, greater the tendency of a liquid to
move up the capillary. In textile structures, the spaces between the fibres effectively form
capillaries. Hence, the narrower space between these fibres, the greater is the ability of the textile
to wick moisture.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 4
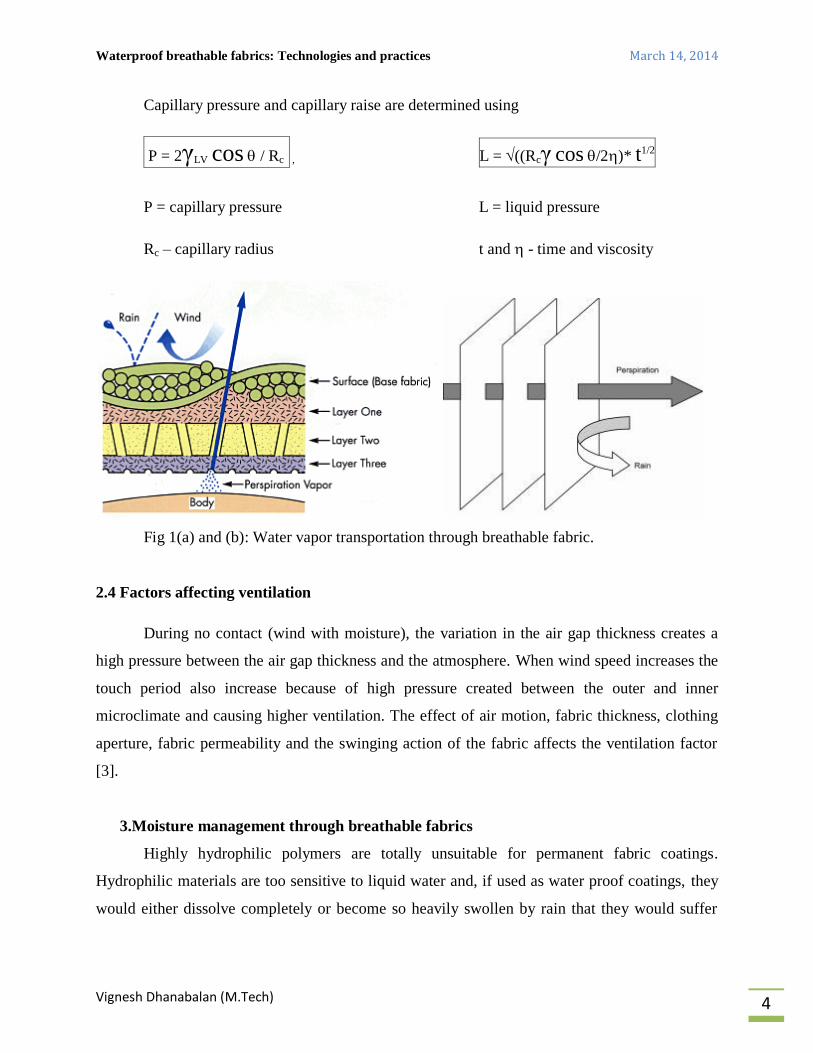
Capillary pressure and capillary raise are determined using
P = 2γLV cos / Rc , L = ((Rcγ cos /2)* t1/2
P = capillary pressure L = liquid pressure
Rc – capillary radius t and - time and viscosity
Fig 1(a) and (b): Water vapor transportation through breathable fabric.
2.4 Factors affecting ventilation
During no contact (wind with moisture), the variation in the air gap thickness creates a
high pressure between the air gap thickness and the atmosphere. When wind speed increases the
touch period also increase because of high pressure created between the outer and inner
microclimate and causing higher ventilation. The effect of air motion, fabric thickness, clothing
aperture, fabric permeability and the swinging action of the fabric affects the ventilation factor
[3].
3.Moisture management through breathable fabrics
Highly hydrophilic polymers are totally unsuitable for permanent fabric coatings.
Hydrophilic materials are too sensitive to liquid water and, if used as water proof coatings, they
would either dissolve completely or become so heavily swollen by rain that they would suffer

Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 5
severe flex or abrasion damage. Coatings of silicone rubbers and some blends of polyurethane
(PU) and acrylic results in the formulation of better water proof fabric.
Fig 2: Hydrophilic polymer mechanism
The density and the geometry of the fabric pores can be varied according to the woven
fabric structure that influences on the liquid flow pattern (both intrinsic and downstream).
Darcy’s law is used to describe
γSV – γSL = γ LV cos
SV- solid/ vapor, SL – solid/ liquid LV – Liquid/vapor
3 Properties requirement for breathable fabrics
The desirable properties of waterproof breathable fabrics are listed below [9].
• Optimum heat and moisture regulation (thermo-regularity effect)
• Absorption of surplus heat.
• Water proofness.
• Good air and water vapor permeability.
• Rapid moisture absorption and conveyance capacity.
• Rapid drying to prevent catching cold.
• No/Minimum water absorption of the layer of clothing just positioned to the skin.
• Dimensionally stable even when comes in contact to water
• Durable (tear, peel, abrasion resistance)
• Easy care/launderability
• Hydrostatic resistance
• Lightweight
• Soft and pleasant touch

Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 6
5. Methods of producing waterproof breathable fabrics
Different methods involved to produce breathable fabric
Closely woven fabrics
Micro porous membranes and coatings
Hydrophilic membranes and coating
Combination of micro porous and hydrophilic membranes and coating
Smart breathable fabrics
Fig 3: Different layers of breathable fabric
5.1.1 Closely woven structure
Closely woven fabrics are constructed either from absorptive and hydrophilic yarns or
microfiber synthetic yarn which results in small size of pores to give maximum protection
against wind and rain. The surface area and concentration of inter yarn spaces should be as high
as possible to maximize water vapor transmission through woven fabrics and, the fabrics should
preferably be constructed from absorptive and hydrophilic yarns. The ability of the fibers to
undergo diffusion depends on the hydrophilic nature of the fibers, and then further liquid
transmission is assisted by capillary transfer within the fiber bundle. These fabrics initially are
not water proof, but as it comes in contact with water the cotton fibers swell to such an extent
that the inter yarn pores of the fabric are significantly reduced and there by restricting the
passage of water. The air permeability is also low, but the inter yarn spaces and hydrophilic
nature of the fiber allows adequate water vapor permeability. One of the famous waterproof
breathable fabrics “VENTILE” was manufactured by using long staple cotton with minimum
spaces between the fibres. Usually oxford weave is preferred to produce breathable fabrics.
When fabric surface is wetted by water the cotton fibres swell transversely reducing the size of

Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 7
pores in the fabric and requiring very high pressure to cause penetration by reducing the pore
size to 3–4 µm. It can protect the water penetration for up to 20 minutes when the wearer is
submerged. Thus the swollen fabric in combination with the repellent finish provides excellent
protection against the wind, rain, seawater, and cold. The choice of the repellent treatment is
critical, it should allow absorption of water by substrate yarn to swell and constrict the inter-yarn
pores. Therefore waterproof is provided without the application of any water repellent finishing
treatment. Densely woven fabrics can also be produced from micro-denier synthetic filament
yarns. The individual filaments in these yarns are of less than 10 micron in diameter, so that
fabrics with very small pores can be engineered.
5.1.2 High-density woven (micro denier fiber)
Fabrics made using micro denier man-made filaments/fibers owe their breathability to the
densely woven, thin and smooth yarns that are usually made from microfibers. This type of
weaving results in a wind proof fabric with an excellent water vapor permeability compared with
laminates and coatings. Microfibers do not actually swell when wet. High density fabric made
out of microfilament yarn fabric exhibit very small pores.
5.2 Micro porous Membranes Coating and laminating
The coated and laminated breathable fabrics are either micro porous with hundreds of
open micro pores through which vapor passes or monolithic wherein the diffusion of vapor takes
place molecularly through hydrophilic hydrogen groups on the polymer chain through the solid
film or sometimes the combination of the two. The coating contains very fine inter connected
channels, much smaller than the finest raindrop but much larger than a water vapor molecule. In
Micro porous Membranes and Coatings the pore size ranges from 0.1 to 50 µm. PUs, poly-
tetrafluoroethylenes, acrylics, and polyamino acids are the most widely used coating elements.
Among these, PU is the most popular polymer because of toughness, flexibility of the film and
capability of tailor making the property of the film to suit the end use requirement. If the
maximum pore size at the outer surfaces of the barrier layer is about 2–3 µm or less, the
waterproof properties of the fabric are usually adequate. The micro porous structure is air-
permeable and is capable of transmitting water vapor at physiologically acceptable rates.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 8
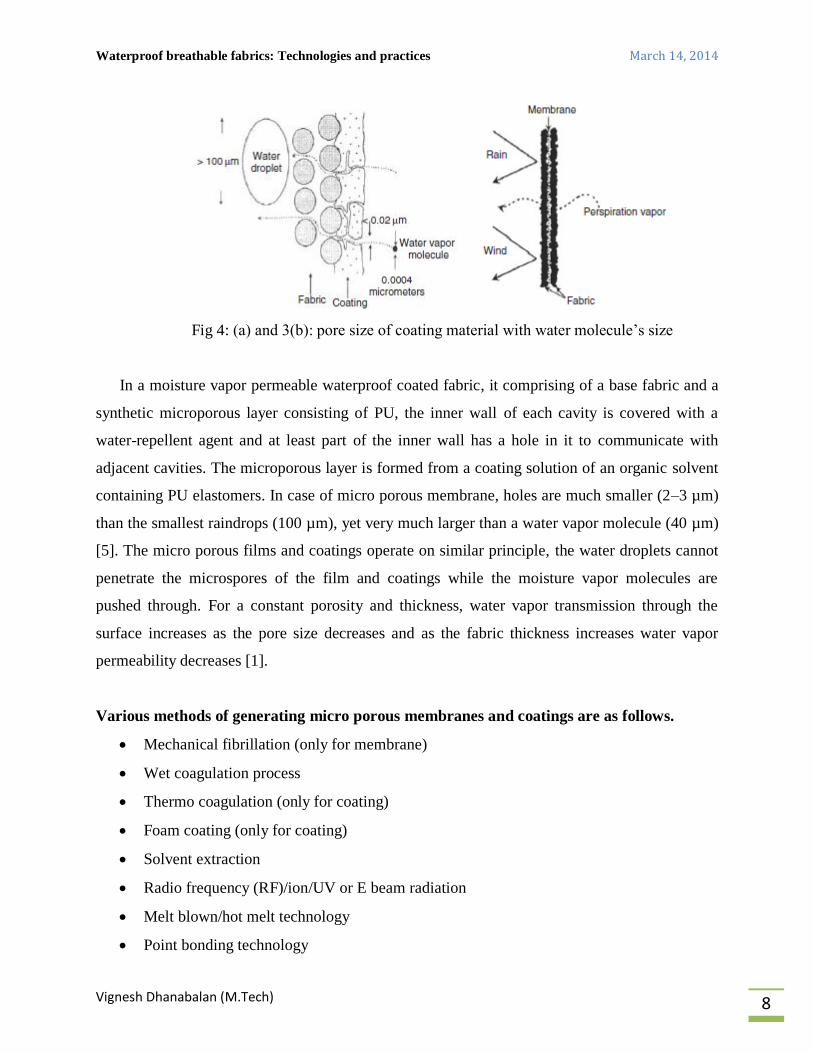
Fig 4: (a) and 3(b): pore size of coating material with water molecule’s size
In a moisture vapor permeable waterproof coated fabric, it comprising of a base fabric and a
synthetic microporous layer consisting of PU, the inner wall of each cavity is covered with a
water-repellent agent and at least part of the inner wall has a hole in it to communicate with
adjacent cavities. The microporous layer is formed from a coating solution of an organic solvent
containing PU elastomers. In case of micro porous membrane, holes are much smaller (2–3 µm)
than the smallest raindrops (100 µm), yet very much larger than a water vapor molecule (40 µm)
[5]. The micro porous films and coatings operate on similar principle, the water droplets cannot
penetrate the microspores of the film and coatings while the moisture vapor molecules are
pushed through. For a constant porosity and thickness, water vapor transmission through the
surface increases as the pore size decreases and as the fabric thickness increases water vapor
permeability decreases [1].
Various methods of generating micro porous membranes and coatings are as follows.
Mechanical fibrillation (only for membrane)
Wet coagulation process
Thermo coagulation (only for coating)
Foam coating (only for coating)
Solvent extraction
Radio frequency (RF)/ion/UV or E beam radiation
Melt blown/hot melt technology
Point bonding technology
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 9
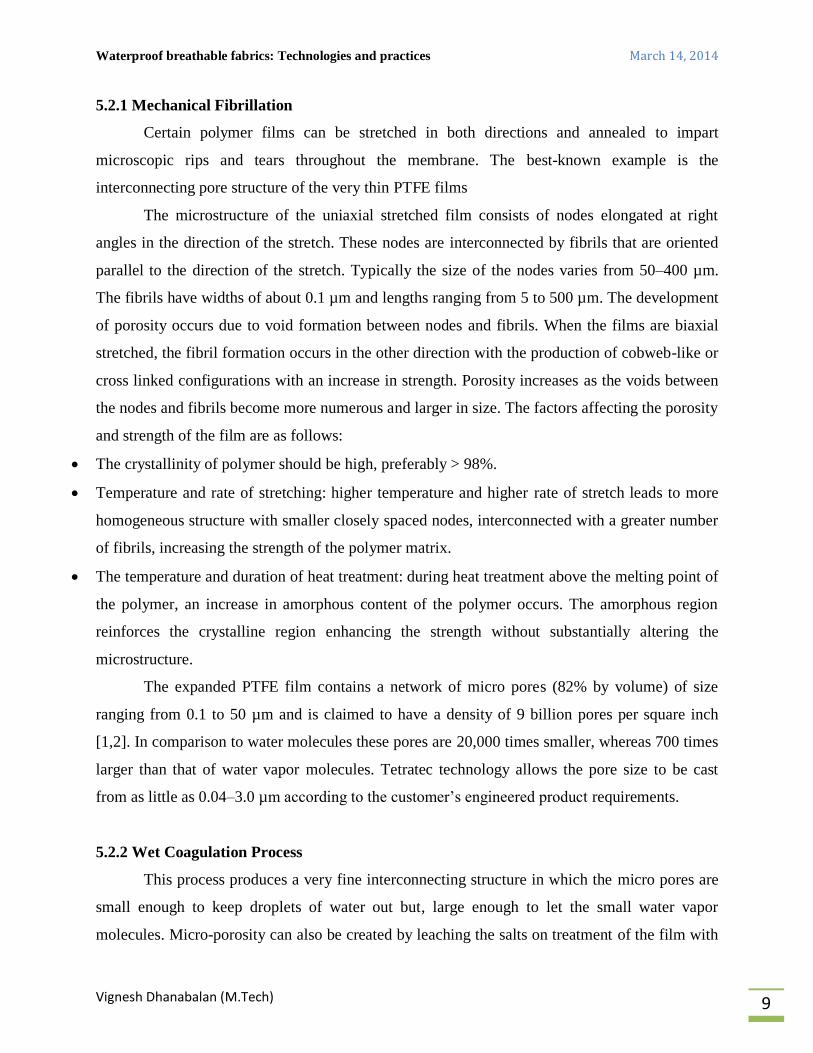
5.2.1 Mechanical Fibrillation
Certain polymer films can be stretched in both directions and annealed to impart
microscopic rips and tears throughout the membrane. The best-known example is the
interconnecting pore structure of the very thin PTFE films
The microstructure of the uniaxial stretched film consists of nodes elongated at right
angles in the direction of the stretch. These nodes are interconnected by fibrils that are oriented
parallel to the direction of the stretch. Typically the size of the nodes varies from 50–400 µm.
The fibrils have widths of about 0.1 µm and lengths ranging from 5 to 500 µm. The development
of porosity occurs due to void formation between nodes and fibrils. When the films are biaxial
stretched, the fibril formation occurs in the other direction with the production of cobweb-like or
cross linked configurations with an increase in strength. Porosity increases as the voids between
the nodes and fibrils become more numerous and larger in size. The factors affecting the porosity
and strength of the film are as follows:
The crystallinity of polymer should be high, preferably > 98%.
Temperature and rate of stretching: higher temperature and higher rate of stretch leads to more
homogeneous structure with smaller closely spaced nodes, interconnected with a greater number
of fibrils, increasing the strength of the polymer matrix.
The temperature and duration of heat treatment: during heat treatment above the melting point of
the polymer, an increase in amorphous content of the polymer occurs. The amorphous region
reinforces the crystalline region enhancing the strength without substantially altering the
microstructure.
The expanded PTFE film contains a network of micro pores (82% by volume) of size
ranging from 0.1 to 50 µm and is claimed to have a density of 9 billion pores per square inch
[1,2]. In comparison to water molecules these pores are 20,000 times smaller, whereas 700 times
larger than that of water vapor molecules. Tetratec technology allows the pore size to be cast
from as little as 0.04–3.0 µm according to the customer’s engineered product requirements.
5.2.2 Wet Coagulation Process
This process produces a very fine interconnecting structure in which the micro pores are
small enough to keep droplets of water out but, large enough to let the small water vapor
molecules. Micro-porosity can also be created by leaching the salts on treatment of the film with
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 10
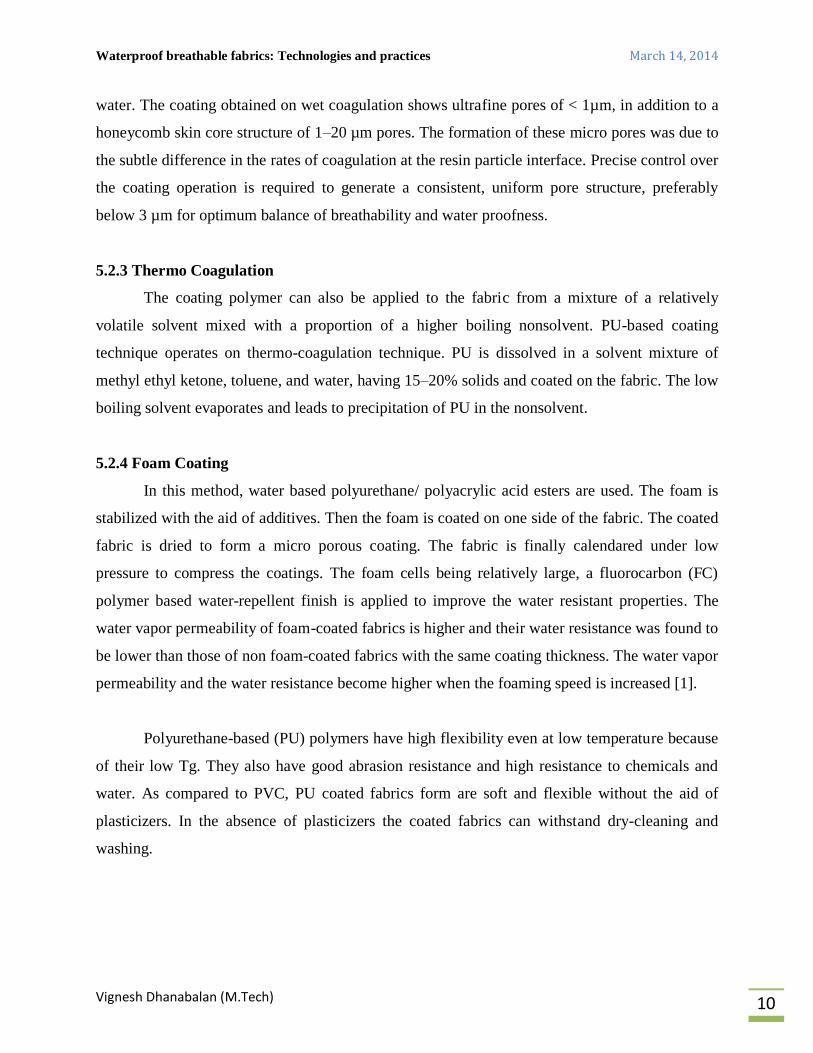
water. The coating obtained on wet coagulation shows ultrafine pores of < 1µm, in addition to a
honeycomb skin core structure of 1–20 µm pores. The formation of these micro pores was due to
the subtle difference in the rates of coagulation at the resin particle interface. Precise control over
the coating operation is required to generate a consistent, uniform pore structure, preferably
below 3 µm for optimum balance of breathability and water proofness.
5.2.3 Thermo Coagulation
The coating polymer can also be applied to the fabric from a mixture of a relatively
volatile solvent mixed with a proportion of a higher boiling nonsolvent. PU-based coating
technique operates on thermo-coagulation technique. PU is dissolved in a solvent mixture of
methyl ethyl ketone, toluene, and water, having 15–20% solids and coated on the fabric. The low
boiling solvent evaporates and leads to precipitation of PU in the nonsolvent.
5.2.4 Foam Coating
In this method, water based polyurethane/ polyacrylic acid esters are used. The foam is
stabilized with the aid of additives. Then the foam is coated on one side of the fabric. The coated
fabric is dried to form a micro porous coating. The fabric is finally calendared under low
pressure to compress the coatings. The foam cells being relatively large, a fluorocarbon (FC)
polymer based water-repellent finish is applied to improve the water resistant properties. The
water vapor permeability of foam-coated fabrics is higher and their water resistance was found to
be lower than those of non foam-coated fabrics with the same coating thickness. The water vapor
permeability and the water resistance become higher when the foaming speed is increased [1].
Polyurethane-based (PU) polymers have high flexibility even at low temperature because
of their low Tg. They also have good abrasion resistance and high resistance to chemicals and
water. As compared to PVC, PU coated fabrics form are soft and flexible without the aid of
plasticizers. In the absence of plasticizers the coated fabrics can withstand dry-cleaning and
washing.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 11
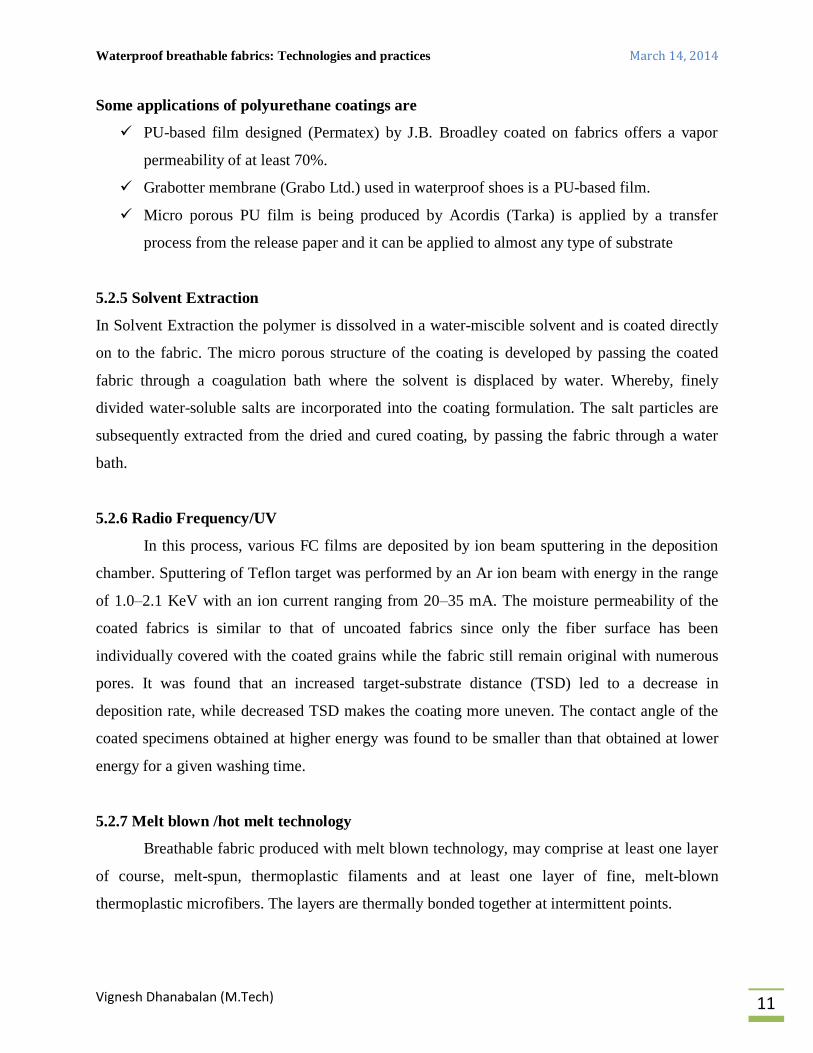
Some applications of polyurethane coatings are
PU-based film designed (Permatex) by J.B. Broadley coated on fabrics offers a vapor
permeability of at least 70%.
Grabotter membrane (Grabo Ltd.) used in waterproof shoes is a PU-based film.
Micro porous PU film is being produced by Acordis (Tarka) is applied by a transfer
process from the release paper and it can be applied to almost any type of substrate
5.2.5 Solvent Extraction
In Solvent Extraction the polymer is dissolved in a water-miscible solvent and is coated directly
on to the fabric. The micro porous structure of the coating is developed by passing the coated
fabric through a coagulation bath where the solvent is displaced by water. Whereby, finely
divided water-soluble salts are incorporated into the coating formulation. The salt particles are
subsequently extracted from the dried and cured coating, by passing the fabric through a water
bath.
5.2.6 Radio Frequency/UV
In this process, various FC films are deposited by ion beam sputtering in the deposition
chamber. Sputtering of Teflon target was performed by an Ar ion beam with energy in the range
of 1.0–2.1 KeV with an ion current ranging from 20–35 mA. The moisture permeability of the
coated fabrics is similar to that of uncoated fabrics since only the fiber surface has been
individually covered with the coated grains while the fabric still remain original with numerous
pores. It was found that an increased target-substrate distance (TSD) led to a decrease in
deposition rate, while decreased TSD makes the coating more uneven. The contact angle of the
coated specimens obtained at higher energy was found to be smaller than that obtained at lower
energy for a given washing time.
5.2.7 Melt blown /hot melt technology
Breathable fabric produced with melt blown technology, may comprise at least one layer
of course, melt-spun, thermoplastic filaments and at least one layer of fine, melt-blown
thermoplastic microfibers. The layers are thermally bonded together at intermittent points.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 12
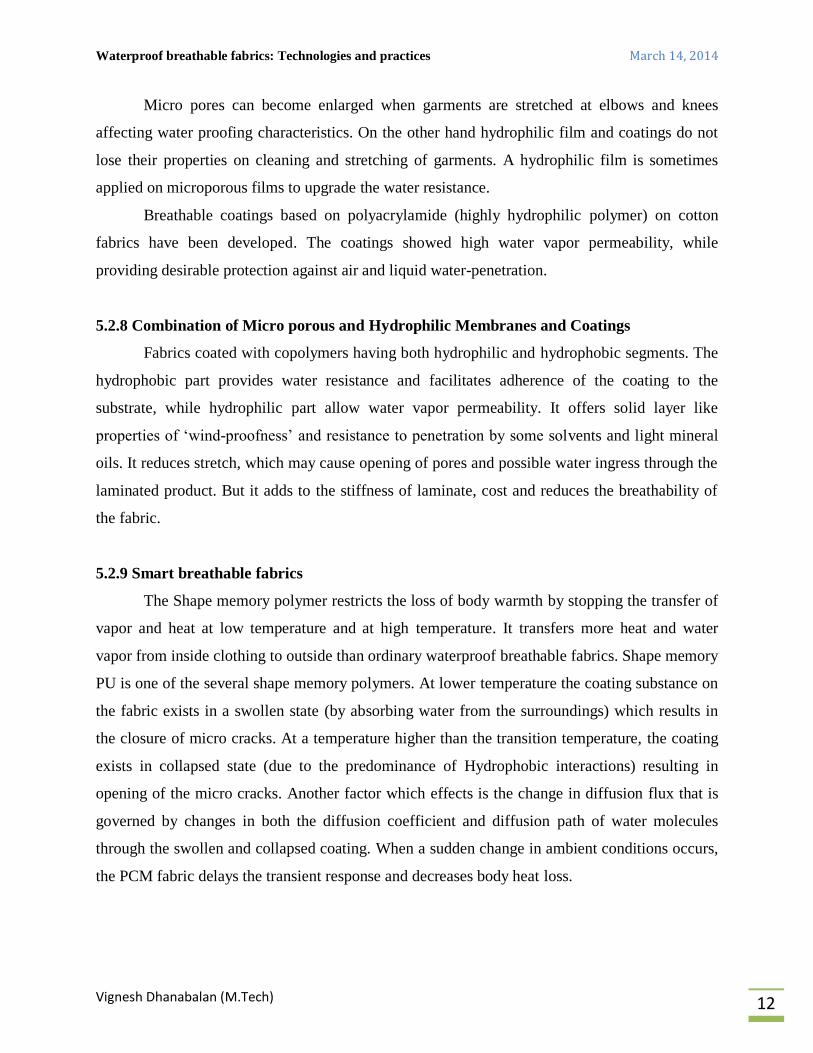
Micro pores can become enlarged when garments are stretched at elbows and knees
affecting water proofing characteristics. On the other hand hydrophilic film and coatings do not
lose their properties on cleaning and stretching of garments. A hydrophilic film is sometimes
applied on microporous films to upgrade the water resistance.
Breathable coatings based on polyacrylamide (highly hydrophilic polymer) on cotton
fabrics have been developed. The coatings showed high water vapor permeability, while
providing desirable protection against air and liquid water-penetration.
5.2.8 Combination of Micro porous and Hydrophilic Membranes and Coatings
Fabrics coated with copolymers having both hydrophilic and hydrophobic segments. The
hydrophobic part provides water resistance and facilitates adherence of the coating to the
substrate, while hydrophilic part allow water vapor permeability. It offers solid layer like
properties of ‘wind-proofness’ and resistance to penetration by some solvents and light mineral
oils. It reduces stretch, which may cause opening of pores and possible water ingress through the
laminated product. But it adds to the stiffness of laminate, cost and reduces the breathability of
the fabric.
5.2.9 Smart breathable fabrics
The Shape memory polymer restricts the loss of body warmth by stopping the transfer of
vapor and heat at low temperature and at high temperature. It transfers more heat and water
vapor from inside clothing to outside than ordinary waterproof breathable fabrics. Shape memory
PU is one of the several shape memory polymers. At lower temperature the coating substance on
the fabric exists in a swollen state (by absorbing water from the surroundings) which results in
the closure of micro cracks. At a temperature higher than the transition temperature, the coating
exists in collapsed state (due to the predominance of Hydrophobic interactions) resulting in
opening of the micro cracks. Another factor which effects is the change in diffusion flux that is
governed by changes in both the diffusion coefficient and diffusion path of water molecules
through the swollen and collapsed coating. When a sudden change in ambient conditions occurs,
the PCM fabric delays the transient response and decreases body heat loss.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 13
5.2.10 Polyurethane water breathable coating
Manjeet Jassal et al made studies on the Waterproof Breathable Polymeric Coatings
Based on Polyurethanes and stated that the water vapor permeability values were found to
increase with an increase in hydrophilic component while the water penetration resistance
increased with an increase in hydrophobic component. By varying the relative proportion of
hydrophilic and hydrophobic components, the WVP and water penetration resistance for
different end applications can be optimized [7].
Micro porous polyurethane coatings consist of an interconnected network of minute pores
usually produced by wet coagulation process. The pores are sufficient enough to allow individual
molecules of water vapor (0.0004 µm dia) to pass through the coating, whereas they do not
permit the passage of liquid water droplets (> 100 µm diameter) .
6. Method employed for application of coating
The lamination process has to be chosen carefully to ensure that the breathability of the
laminate is maintained at a high level.
There are four main methods of incorporating membranes into textile
Laminate of membrane and outer fabric
Liner or insert processing
Laminate of membrane and lining fabric
Laminate of outer fabric, membrane and lining
6.1 Laminating
Laminating waterproof breathable fabrics are made by application of membranes onto textile
product. They are thin membrane made from polymeric materials that offer high resistance to
water penetration but allow water vapor at the same time. The maximum pore size of the
membrane is around 10 micron. They are of two types:
1) Micro porous membranes 2) Hydrophilic membranes
Micro porous membranes have tiny holes on their surface smaller than a rain drops but
larger than water vapor molecule. Some of the membranes are made from Polytetrafluroethylene
(PTFE) polymer, Polyvinylidene fluoride (PVDF) etc,. The hydrophilic membranes are thin
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 14
films of chemically modified polyester or polyurethane. The poly (ethylene oxide) constitutes
hydrophilic part of the membrane by forming amorphous region in the main polymer system.
This amorphous region acts as intermolecular pores allowing water vapor molecules to pass
through but, preventing the penetration of liquid water due to the solid nature of the membrane.
Fig 4: Laminated waterproof breathable fabrics
7. Breathable, Permanent Water-Repellent Treatment of Cotton
Rudolph d. Deanin made etherification on cotton to determine Breathable permanent
Water-Repellent Treatment and stated that cotton fiber or fabric treated commercially with long
chain aliphatic acid chlorides in hot organic amine baths by a rapid economical process. To cause
low degrees of etherification and produce good water repellency and dry-cleaning resistance,
with no loss of vapor permeability was observed [8].
8. Nano web on water proof and breathability
Hae Wook Ahn et al studied and compared the waterproof and breathable properties of
clothing made from an electrospun nanoweb and conventional coating of PTFE, and have stated
results that, the Nano web laminate had a higher water vapor transmission rate but lower water
resistance than the polytetrafluroethylene laminate. The water penetration tests carried suggested
that water resistances are sufficient enough to prevent wetting by rain. The wearing test revealed
that Nano web laminated clothing provided more comfortable clothing-microclimate than
polytetrafluroethylene laminated clothing in normal warm environment. In the rainy test
conditions, no difference was observed between the polytetrafluroethylene and the Nano web
laminated clothing in any of the measured variables [9].
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 15
Roohollah Bagherzadeh studied Transport properties of multi-layer fabric based on
electro spun nanofibers mats as a breathable barrier textile material and found that Multi-layered
electro spun nanofibers mats equipped fabric (MENMEF) showed better performance in
windproof property better than Gortex fabric. Also, the water vapor permeability of MENMEF
was in a range of normal woven sport and work clothing. Comparisons of barrier properties of
MENMEF and conventionally PTFE coated materials showed that, the properties obtained by
conventional PTFE could be achieved by layered fabric systems with electro spun Nano fiber
mats [10].
9. Water Vapor Transport through Protective Textiles at Low Temperatures
Volkmar T. Bartels et al studied on water vapor transport at low temperatures and have
stated that the moisture accumulation in clothing are much better in breathable than in non
breathable garments (These differences are highly significant on a level of at least p > 0.995).
The ability to transport water vapor and the physiological function of breathable foul weather
protective clothing existed at subzero ambient temperatures down to -20°C [11].
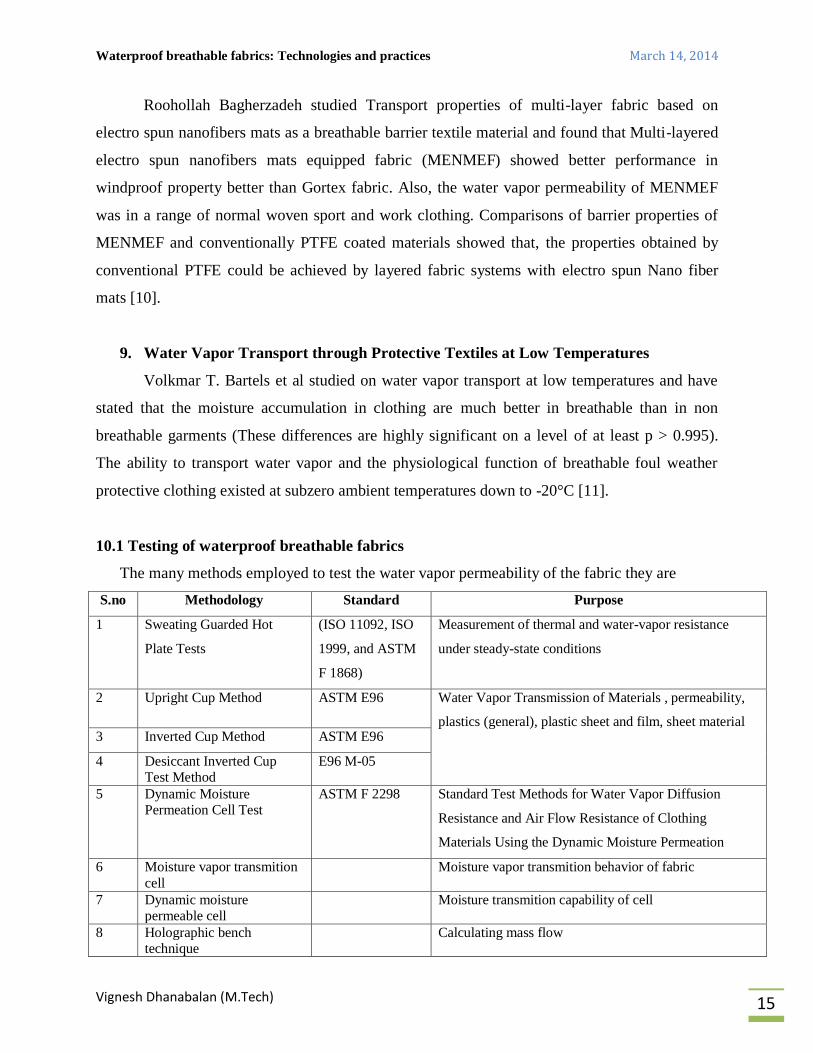
10.1 Testing of waterproof breathable fabrics
The many methods employed to test the water vapor permeability of the fabric they are
S.no Methodology Standard Purpose
1 Sweating Guarded Hot
Plate Tests
(ISO 11092, ISO
1999, and ASTM
F 1868)
Measurement of thermal and water-vapor resistance
under steady-state conditions
2 Upright Cup Method ASTM E96 Water Vapor Transmission of Materials , permeability,
plastics (general), plastic sheet and film, sheet material 3 Inverted Cup Method ASTM E96
4 Desiccant Inverted Cup Test Method
E96 M-05
5 Dynamic Moisture Permeation Cell Test
ASTM F 2298 Standard Test Methods for Water Vapor Diffusion
Resistance and Air Flow Resistance of Clothing
Materials Using the Dynamic Moisture Permeation
6 Moisture vapor transmition
cell
Moisture vapor transmition behavior of fabric
7 Dynamic moisture permeable cell
Moisture transmition capability of cell
8 Holographic bench technique
Calculating mass flow
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 16
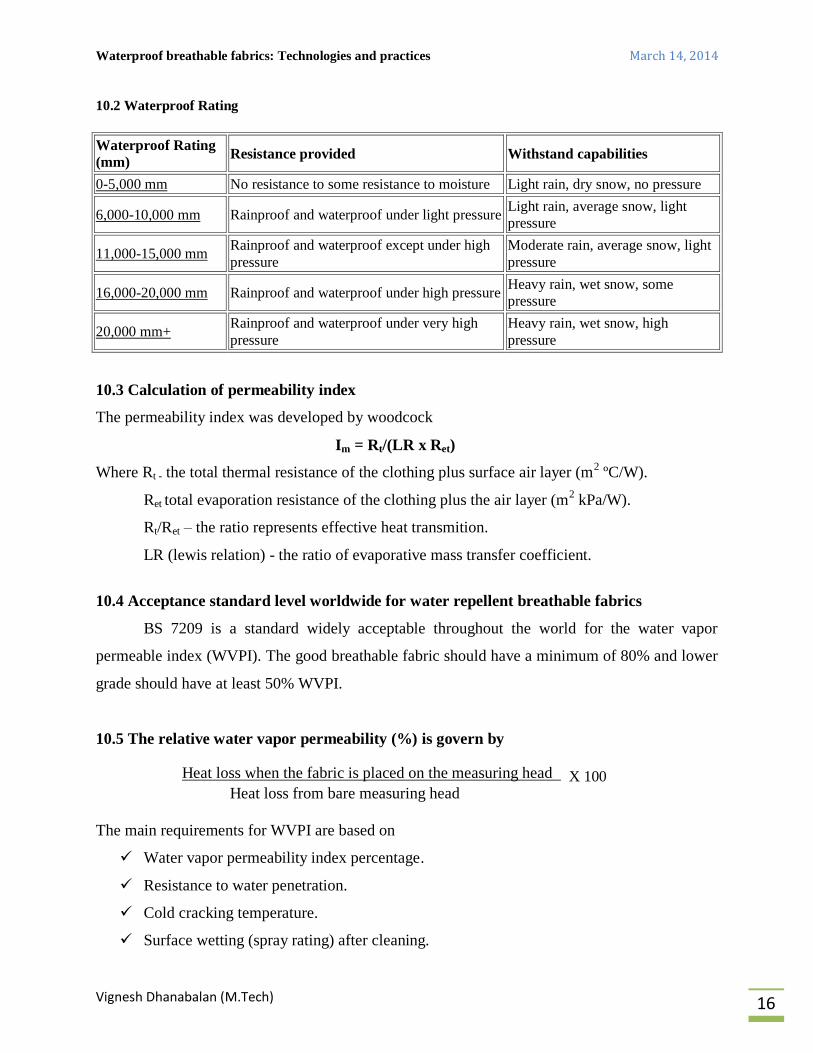
10.2 Waterproof Rating
Waterproof Rating
(mm) Resistance provided Withstand capabilities
0-5,000 mm No resistance to some resistance to moisture Light rain, dry snow, no pressure
6,000-10,000 mm Rainproof and waterproof under light pressure Light rain, average snow, light
pressure
11,000-15,000 mm
Rainproof and waterproof except under high
pressure
Moderate rain, average snow, light
pressure
16,000-20,000 mm Rainproof and waterproof under high pressure Heavy rain, wet snow, some
pressure
20,000 mm+
Rainproof and waterproof under very high
pressure
Heavy rain, wet snow, high
pressure
10.3 Calculation of permeability index
The permeability index was developed by woodcock
Im = Rt/(LR x Ret)
Where Rt - the total thermal resistance of the clothing plus surface air layer (m2 ºC/W).
Ret total evaporation resistance of the clothing plus the air layer (m2 kPa/W).
Rt/Ret – the ratio represents effective heat transmition.
LR (lewis relation) - the ratio of evaporative mass transfer coefficient.
10.4 Acceptance standard level worldwide for water repellent breathable fabrics
BS 7209 is a standard widely acceptable throughout the world for the water vapor
permeable index (WVPI). The good breathable fabric should have a minimum of 80% and lower
grade should have at least 50% WVPI.
10.5 The relative water vapor permeability (%) is govern by
Heat loss when the fabric is placed on the measuring head X 100
Heat loss from bare measuring head
The main requirements for WVPI are based on
Water vapor permeability index percentage.
Resistance to water penetration.
Cold cracking temperature.
Surface wetting (spray rating) after cleaning.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 17
Similarly, for a typical breathable fabric the acceptable parameters should have
Water-vapor permeability (min 5000gm-2
for 24 hrs)
Water proofness min 130 cm (hydrostatic pressure)
Wind proofness less than 1.5 ml/cm2/second @ 1M bar
11 Labeling of a water proof fabric and the breathable characteristics
Manufacturers describe the waterproof breathability of fabrics using two numbers. The
first is in millimeters (mm) and is a measure of how waterproof a fabric is. In the case of a 10k or
10,000 mm fabric, if a square tube with inner dimensions of 1” x 1” over a piece of said fabric is
set, it will be filled with water to a height of 10,000 mm (32.8 feet) before water would begin to
leak through. The higher the number, the more waterproof the fabric. The second number is to
measure how breathable the fabric is, and it is normally expressed in terms of how many grams
(g) of water vapor can pass through a square meter (m2) of the fabric from the inside to the
outside in a 24 hour period. In the case of a 20k (20,000 g) fabric, this would be 20,000 grams.
Larger the number, higher the breathability of the fabric.
12. Application of breathable fabrics in end products
12.1 Mechanical Counter Pressure (MCP) Suit.
A skin-tight suit for high tech cloth exerts pressure over the rocketer's body to provide
pressure. Open pores in the suit actually allow the body to be cooled by perspiration. Tears will
cause bruising to the skin, but are not as lethal as they are on a conventional suit. These materials
provide 20% energy expenditure compared with NASA suit [13].
12.2 Air Permeable Outerwear
Gore tech, Polartec Neoshell and Mountain Hardwear Dry.Q allow a nominal amount of
airflow, helping to more quickly and effectively carry moisture away from your body.
Meanwhile, they remain totally water and windproof. You get breathability comparable to a soft
shell and waterproofing on par with a hard shell. You stay 100 percent dry from the inside and
out.
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 18
12.3 Neoprene sports wear
Stomatex “breathable neoprene” is made from closed-cell foam neoprene. These fabrics
can be applied as laminates or loose linings according to users’ requirements. The product is
suitable for use wherever thermal insulation or body protection is required and comfort would
normally be compromised by sweating. It has already been used in wide-ranging application
including orthomedical supports, sports supports, back supports, equestrian underwear, surface
water sports, wetsuits, survival suits, surfing wetsuits, warm-up suits, dive suits, liners and
footwear [15].
12.4 Mountain wear
Mountain Hardwear's Dry.Q water-proof breathable fabric is among a new breed of
sporting apparel [14]
Fig 5: Breathable snow protect mountain wear
12.5 Medical Fabric Waterproof and Breathable
Eastex Medical Fabrics include 100% polyester and polyester-nylon blends offered in
several stretch and non-stretch constructions with different coatings to match specific product
requirements. Fluid-proof, breathable, antimicrobial, flame-retardant, and air-tight for
manufacturing inflatable products, these healthcare fabrics can be sewn and sonic- or RF welded.
A full line of fabrics for OEMs and contract manufacturers of healthcare products such as
wheelchair cushions, mattresses, and orthopedic braces [18].

Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 19
Neo-G MEDICAL GRADE OPEN PATELLA KNEE SUPPORT 'breathable design
Used For - strains, sprains and instability, injured, weak or arthritic knees, patellar
tracking, rehabilitation, sporting and occupational injuries
Fig 6: Neo-G knee support
12.7 3M™ Conformable Breathable Incise Tape 9948
The Conformable Incise Tape is a single coated medical tape consisting of a 1 mil moisture
vapor permeable plastic film coated with a hypoallergenic, pressure sensitive adhesive. They are
translucent material with very Good MVTR, high breathability and Comfortness.
Fig 7: 3M incise tape 9948
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 20
13. Conclusion
Thermal comfort remains a major comfort factor in deciding of the fabric. Thermal
comfort can be attained once when the difference in outer temperature is in parallel to the
microclimate created within the fabric. Various ventilation factors for the required end
application have to be predetermined clearly without fail because wrong usage leads to lag in
comfortness.
Extensive research is required to understand the relationship between segmental
ventilation and local comfort of the fabric subjected to active usage of the person.
14. Bibliography
1. Arunangshu Mukhopadhyay and Vinay Kumar Midha, A Review on Designing the
Waterproof Breathable Fabrics Part I, Fundamental Principles and Designing Aspects of
Breathable Fabrics, Journal of Industrial Textiles 2008 37: 225.
2. Apurba das and R.Alagiruswamy, science in clothing comfort, Woodhead publications,
ISBN 13:978-81-908001-5-0, 2010.
3. Shishoo.R, Textiles for Sport, Woodhead publications, ISBN 978-1-85573-922-2, 2005.
4. Williams.J.T, Textiles for cold weather apparel, wodhead publications, ISBN 978-1-
84569-411-1, 2009
5. Horrocks.A.R, Anandh.S.C, Handbook of technical textiles, Woodhead Publishing
Limited, ISBN 1 85573 385 4, 2000.
6. Shirley Institute, Toray Industries Inc., Naka, Y. and Kawakami, K. (1985).Moisture-
Permeable Waterproof Coated Fabric, USP 4560611, December:8602376
7. Manjeet Jassal, Amit Khungar, Pushpa Bajaj and T. J. M. Sinha, Waterproof Breathable
Polymeric Coatings Based on Polyurethanes, Journal of Industrial Textiles 2004 33: 269
8. Rudolph D. Deanin AND Dhirajlal C. Patel, Breathable, Permanent Water-Repellent
Treatment of C1ot, Textile Research Journal 1970; 40; 970.
9. Volkmar T. Bartels and Karl Heinz Umbach, Water Vapor Transport through Protective
Textiles at Low Temperatures, Textile Research Journal 2002 72: 899.
10. Holme, I., Porous Polymers and Fusible Films, J. Coated Fabrics 15, 198–204 (1985).
Waterproof breathable fabrics: Technologies and practices March 14, 2014
Vignesh Dhanabalan (M.Tech) 21
11. Hae Wook Ahn, Chung Hee Park and Seung Eun Chung, Waterproof and breathable
properties of nanoweb applied clothing, Textile Research Journal 81(14) 1438–1447.
12. Roohollah Bagherzadeh, Masoud Latifi, Saeed Shaikhzadeh Najar1, Mohammad Amani
Tehran, Mohsen Gorji and Lingxue Kong, Transport properties of multi-layer fabric
based on electrospun nanofiber mats as a breathable barrier textile material, Textile
Research Journal 82(1) 70–76.
13. Sanjay S. Chaudhari, Rupali S. Chitnis and Dr. Rekha Ramkrishnan, Waterproof
Breathable Active Sports Wear Fabrics, 2010.
14. Apurba das and R.Alagiruswamy, science in clothing comfort, Woodhead publications,
ISBN 13:978-81-908001-5-0, 2010.
15. http://www.projectrho.com/public_html/rocket/spacesuits.php
16. http://www.gizmag.com/future-fabrics-hydrophobic-down-zero-loft-dryq/20742/
Data retrieved from online source on 9/9/2013.





























