Embed Size (px)
Citation preview
TEXTILE FINISHINGBY.............
AVIK KUMAR DHARM.SC. IN TEXTILE ENGINEERING
(BUTEX)
Textile finishing
In textile manufacturing, finishing refers to the processes that convert the woven or knitted cloth into a usable material and more specifically to any process performed after dyeing the yarn or fabric to improve the look, performance or hand of the finished textile or clothing. The term includes all the mechanical and chemical processes employed commercially to improve the acceptability of the product.
OBJECTIVES OF FINISHING
The objective of the finishing processes is to enhance the suitability of the fabric for end use and to improve appearance and sales appearance for comport and utility, to give a desirable qualities (Functional and Aesthetic properties) of a fabric like; Softness, luster, Drape, Dimensional stability, crease recovery and soil repellence.
Classification of finishing Classification according to the nature of finish
According to the nature of Finish
Physical or Mechanical Finish Chemical Finish
Physical or Mechanical finish:- It is defined as any operation performed to improve fabric appearance or function by physical manipulation. Steam or water may accompany the physical manipulation, chemicals other than lubricants are seldom used.
Examples:-1. Optical finishing2. Compacting 3. Calendering4. Brushing5. Raising6. Sueding7. Napping8. Shearing9. Polishing10. Decating etc.
Chemical finish:- In chemical finishing water is used as the medium for applying the chemicals to get the desired properties.
Examples:-1. Resin finish2. Softener treatment3. Water repellent finish4. Flame retardant finish5. Anti soiling & Soil release finish etc.
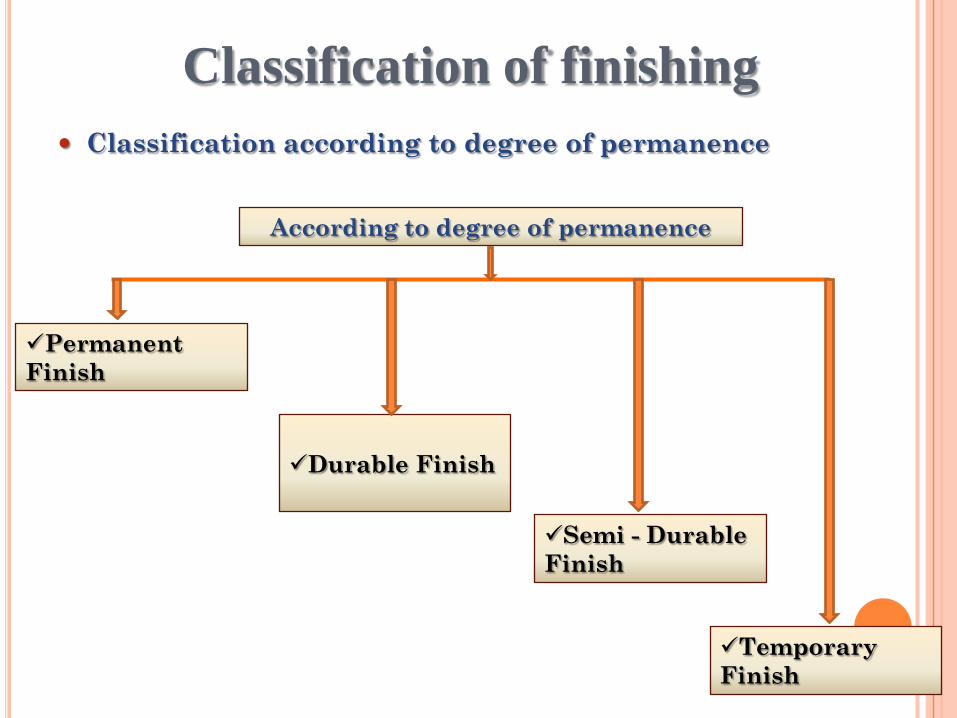
Classification of finishing Classification according to degree of permanence
According to degree of permanence
Permanent Finish
Temporary Finish
Durable Finish
Semi - Durable Finish
Permanent Finish: Usually involve a chemicalchange in fiber structure and do not change or alterthrough out the life of the fabric
Durable finish: Usually last through the life of thearticle, but effectiveness becomes diminished aftereach cleaning; and near the end of the normal use lifeof the article, the finish is nearly removed
Semi-durable finish: Last through severallaundering or dry cleanings and many are renewablein home laundering or dry cleaning
Temporary finish: Are removed or substantiallydiminished the first time the article is laundered ordry cleaned
Classification of finishing Classification according to performance
According to Performance
Aesthetic Finish– Improved / Altered Appearance
Functional Finish– Improved / Altered Performance
1. Aesthetic Finish:-Aesthetic treatments improve the appearance or touch
(sensation), handle and drape of the fabric.
2. Functional Finish:-Functional finishing improves the product's performance
under conditions of specific use
Aesthetic finish modify the appearance and /or hand or drape of the fabrics.
Examples:-FullingRaising, Napping And SuedingPlisseShearingSofteningStiffening etc.
Functional finishes improve the performance properties of the fabric.
Examples:-Antimicrobial/AntisepticAntistatic & anti pilling finishCrease resistant Flame ResistantMothproof Shrinkage Control Soil Release & anti soiling finish.Anti odor finishAnti mosquito finish Scent release finishWater Proof/Repellent finish etc.
Brief discussion of Some common finishes-
OPTICAL FINISH
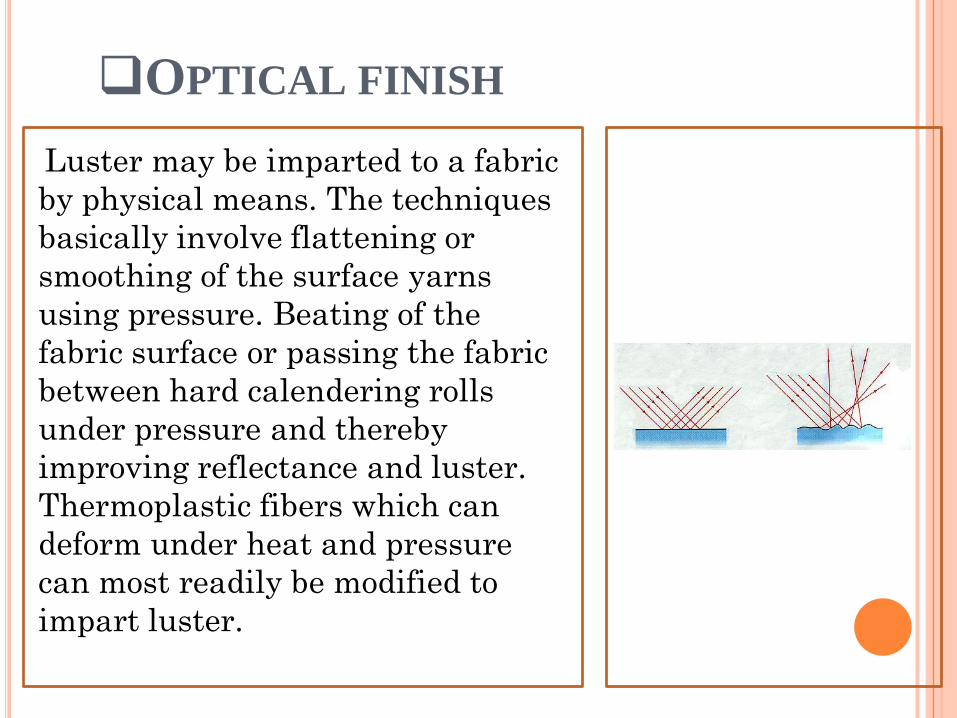
Luster may be imparted to a fabric by physical means. The techniques basically involve flattening or smoothing of the surface yarns using pressure. Beating of the fabric surface or passing the fabric between hard calendering rolls under pressure and thereby improving reflectance and luster. Thermoplastic fibers which can deform under heat and pressure can most readily be modified to impart luster.
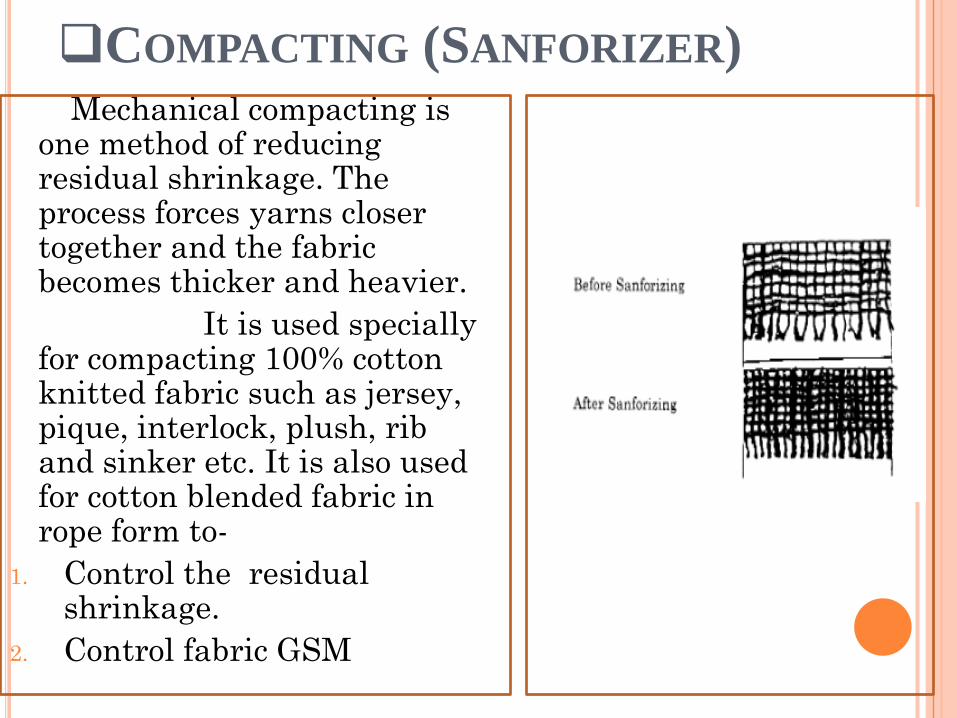
COMPACTING (SANFORIZER)Mechanical compacting is
one method of reducing residual shrinkage. The process forces yarns closer together and the fabric becomes thicker and heavier.
It is used specially for compacting 100% cotton knitted fabric such as jersey, pique, interlock, plush, rib and sinker etc. It is also used for cotton blended fabric in rope form to-
1. Control the residual shrinkage.
2. Control fabric GSM
REASONS OF FABRIC SHRINKAGE
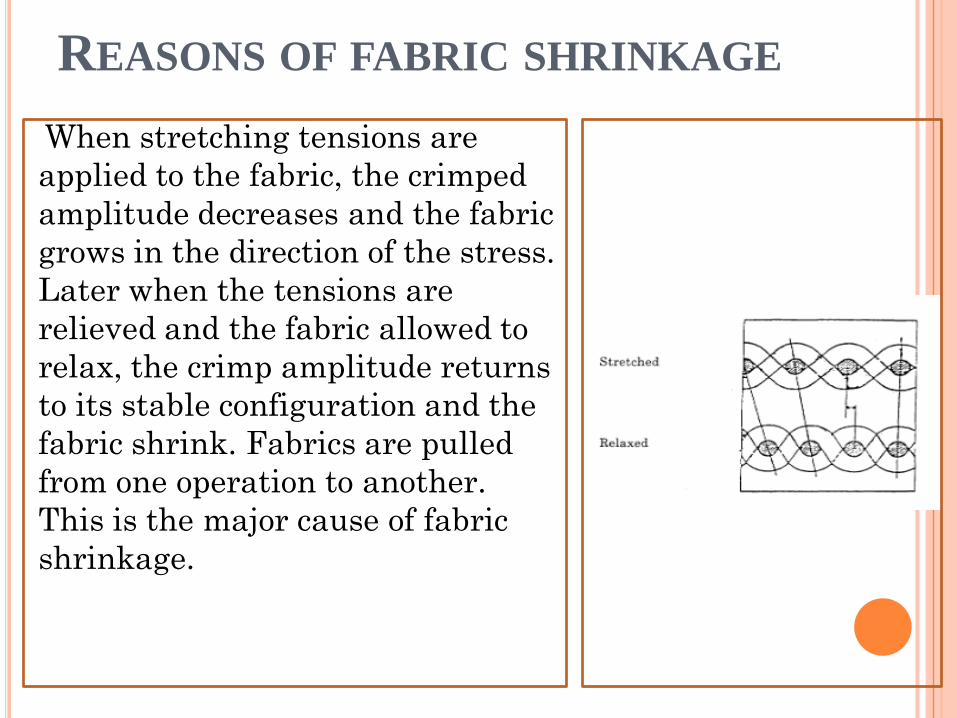
When stretching tensions are applied to the fabric, the crimped amplitude decreases and the fabric grows in the direction of the stress. Later when the tensions are relieved and the fabric allowed to relax, the crimp amplitude returns to its stable configuration and the fabric shrink. Fabrics are pulled from one operation to another. This is the major cause of fabric shrinkage.
CALENDARING
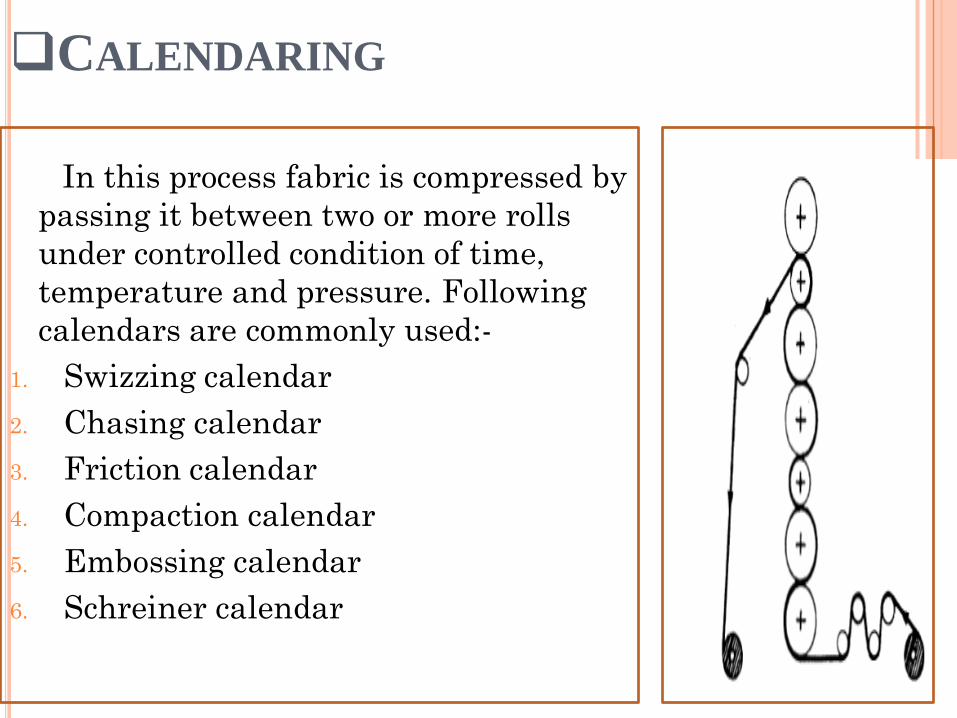
In this process fabric is compressed by passing it between two or more rolls under controlled condition of time, temperature and pressure. Following calendars are commonly used:-
1. Swizzing calendar2. Chasing calendar3. Friction calendar4. Compaction calendar5. Embossing calendar6. Schreiner calendar
BRUSHING
Physical delustering of a fabric as well as bulking and lofting of the fabric can be achieved by treatments which roughen the fiber surface or raise fibers to the surface.
Fiber raising processes such as brushing and napping involve use of wires or brushes which catch yarns in the textile structure and pull individual fibers partly from the yarn structure. The resulting fabric is warmer, more softer and comfortable .
RAISING
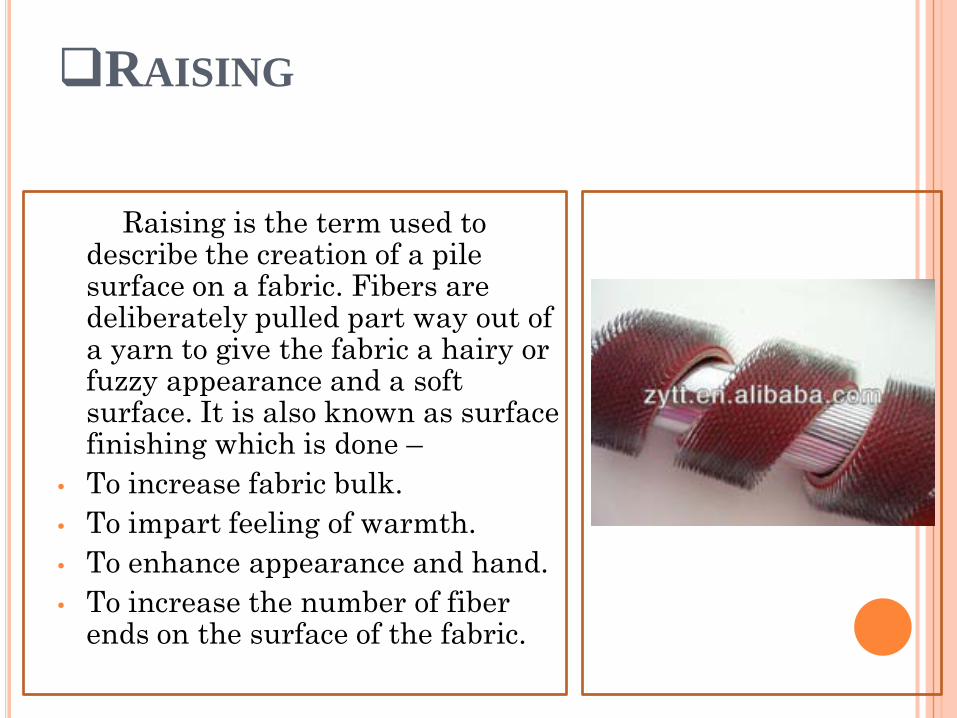
Raising is the term used to describe the creation of a pile surface on a fabric. Fibers are deliberately pulled part way out of a yarn to give the fabric a hairy or fuzzy appearance and a soft surface. It is also known as surface finishing which is done –
• To increase fabric bulk.• To impart feeling of warmth.• To enhance appearance and hand.• To increase the number of fiber
ends on the surface of the fabric.
SUEDING
A sueder is sometimes referred to as a sander since the machine consists of one or more rolls covered with sand paper as the abrasive. Fabrics travelling over these rolls develop a very low pile .the hand will depend on the fiber composition. Filament fabrics can be made to feel like a spun fabric and generally speaking, all fabrics will have a softer hand.
NAPPING
It changes the aesthetic characteristics of fabric by developing a pile on the surface of the fabric. The depth of pile can be much greater than obtained by Sueding. Fleece, velours, high pile fur-like effects, flannel and bed blanket finish are produced by napping.
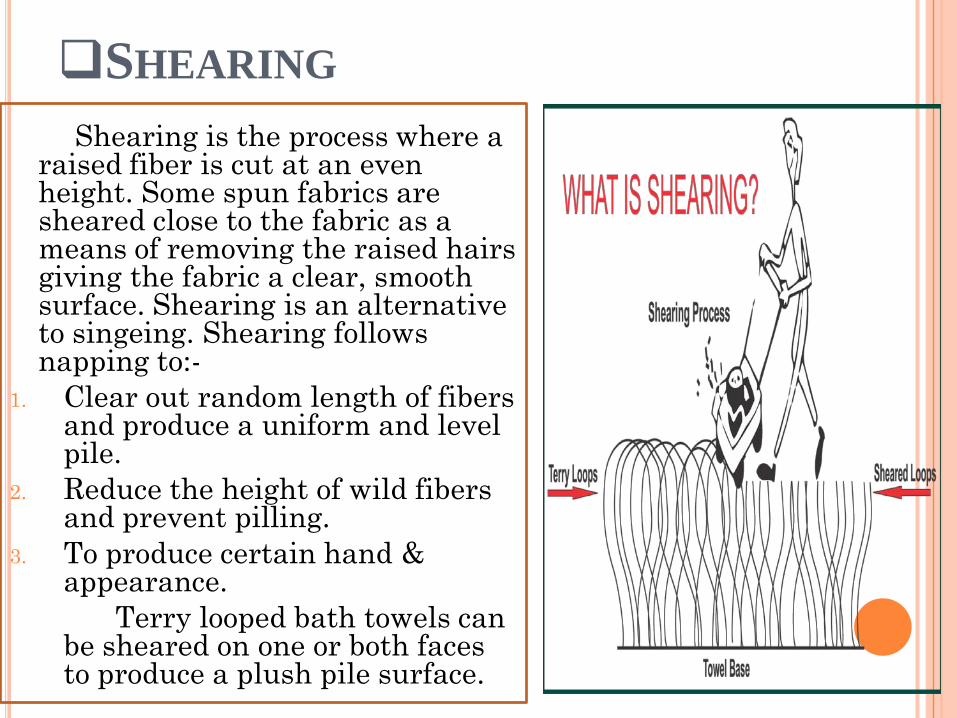
SHEARINGShearing is the process where a
raised fiber is cut at an even height. Some spun fabrics are sheared close to the fabric as a means of removing the raised hairs giving the fabric a clear, smooth surface. Shearing is an alternative to singeing. Shearing follows napping to:-
1. Clear out random length of fibers and produce a uniform and level pile.
2. Reduce the height of wild fibers and prevent pilling.
3. To produce certain hand & appearance.
Terry looped bath towels can be sheared on one or both faces to produce a plush pile surface.
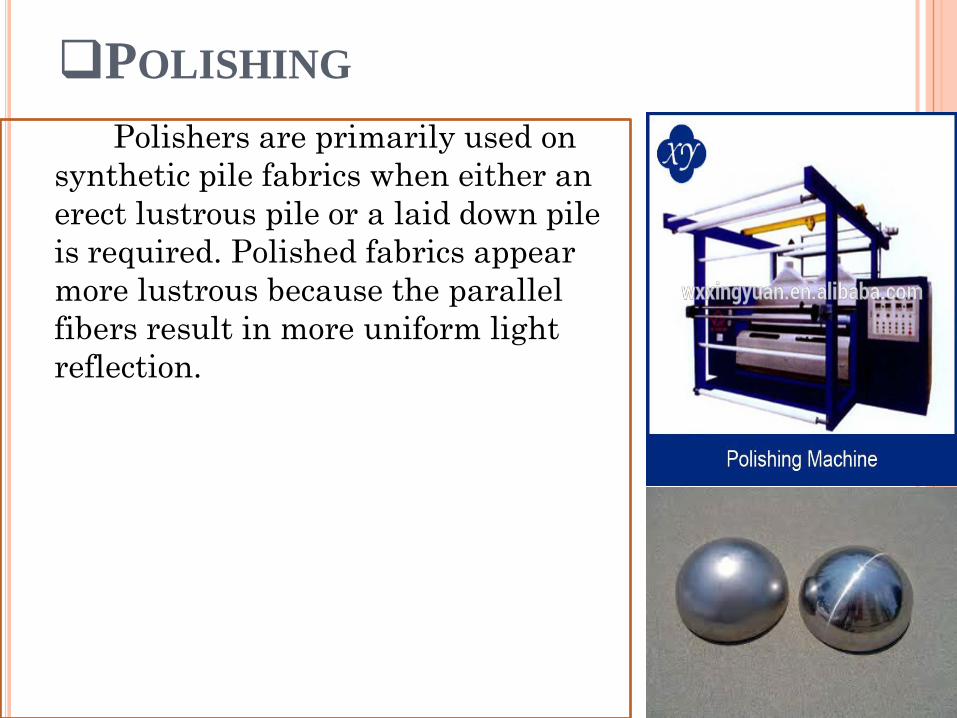
POLISHINGPolishers are primarily used on
synthetic pile fabrics when either an erect lustrous pile or a laid down pile is required. Polished fabrics appear more lustrous because the parallel fibers result in more uniform light reflection.
DECATINGIt is a method of steaming fabric
between two layers of cotton press cloth. The process is used to
1. Improve the hand and drape2. Brighten the colors and enhance
natural luster, assist in setting the finish, or refinish fabrics after sponging or cold water shrinkage.
It is a normal step for many wool and wool blend fabrics. This mechanical softening treatment results in luxurious, soft, smooth handle.
FULLING
Fulling is a permanent finish used on wool fabrics; it is also known as milling or felting. The process is a carefully controlled scouring or laundering process to induce felting shrinkage in wool fabrics. The resultant fulled fabric is smoother, more compact and has yarns more tightly embedded than an unfulled fabric. Woollens are frequently heavily fulled.
PLISSE
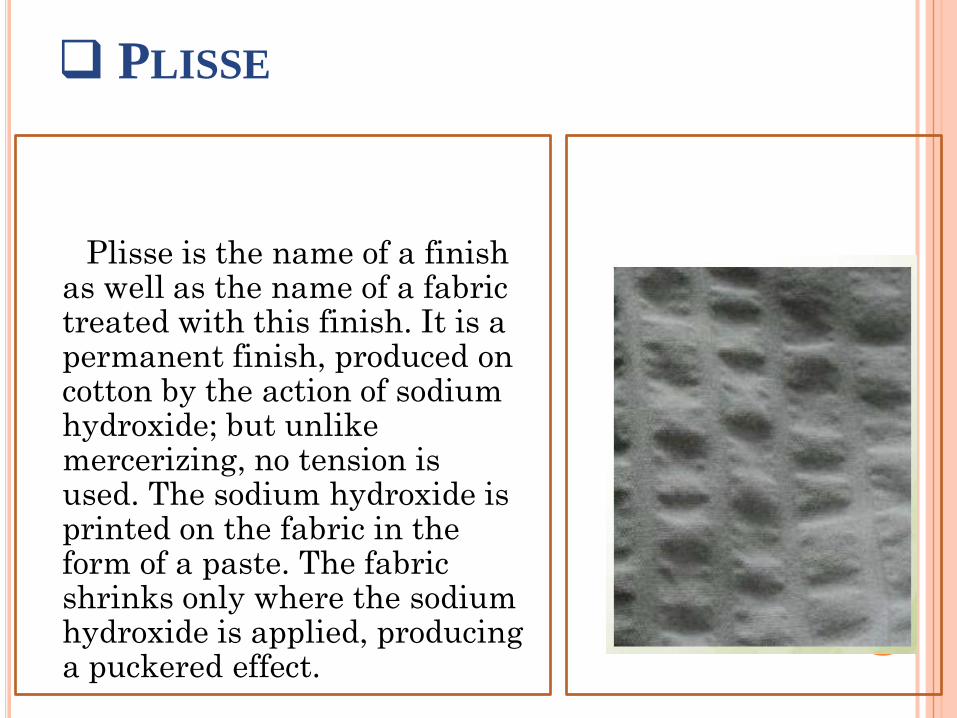
Plisse is the name of a finish as well as the name of a fabric treated with this finish. It is a permanent finish, produced on cotton by the action of sodium hydroxide; but unlike mercerizing, no tension is used. The sodium hydroxide is printed on the fabric in the form of a paste. The fabric shrinks only where the sodium hydroxide is applied, producing a puckered effect.
STIFFENING
Stiffening means the fabric which is generally limp becomes stiff when a stiffening agent is applied.
Stiffening gives body, smoothness and lustre to the fabric. This practice is sometimes used to cheat the customer. Starch and Gum may be used for stiffening.
RESIN FINISHThe process of applying resins on textile material so that
they cross link inside the amorphous region, block the free hydroxyl groups, prevent the H-bond formation and to impart a crease resisting property.
It may be applied on the surface of the material to form a coating or it may be applied to the amorphous region of the material. It is a permanent chemical finishing.
Also known as-• Wash and wear finish• Anti crease finish• Crease resist finish• Durable press finish• Wrinkle free finish
REASONS OF FORMING CREASES IN COTTONFABRIC.Cotton is not-• Rigid and therefore bends and deformation results in as crease.• Elastic and therefore can not regain its original shape and position after
deformation.Besides,• Moisture absorbing tendency.Mostly used chemical:-
Phenol- formaldehyde resinsUrea formaldehyde resinAlkyd resins
DMU DMEU DMDHEU Modified DMDHEU
Deposition Type of resin
Cross-linking Type of resin
SOFTENER TREATMENT
A softener is a chemical that alters the fabric hand making it more pleasing to the touch. A softened fabric has-
• Smooth sensation• Less stiffness• Fluffier• More tearing strength• Increase drape ability and silkiness• Reduce sewing thread breakageTypes of softener:-
Anionic softeners Cationic softeners Non-ionic softeners Reactive softeners Emulsion softeners Silicon softeners
WATER REPELLENT FINISH
Water repellent fabrics are those which resist being wetted by water. A fabrics resistance to water will depend on the nature of the fiber surface, the porosity of the fabric and the dynamic force behind the impacting water spray.
Water proof fabrics are resistant to the penetration of water under much higher hydrostatic pressure than water repellent fabrics.
FLAME RETARDANT FINISH
When textile materials are heated, physical and chemical changes occur at specific temperatures depending on the chemical make-up of the solid. Thermoplastic polymers soften at the glass transition temperature
(Tg), Melt at Tm. Both thermoplastic and non-thermoplastic solids will chemically
decompose (pyrolyze) into lower molecular weight fragments. Chemical changes begin at Tp and continue through the temperature at which combustion occurs (Tc).
Limiting Oxygen Index (LOI):-This is the amount of oxygen in the fuel mix needed to support combustion. The higher the number, the more difficult it is for combustion to occur.
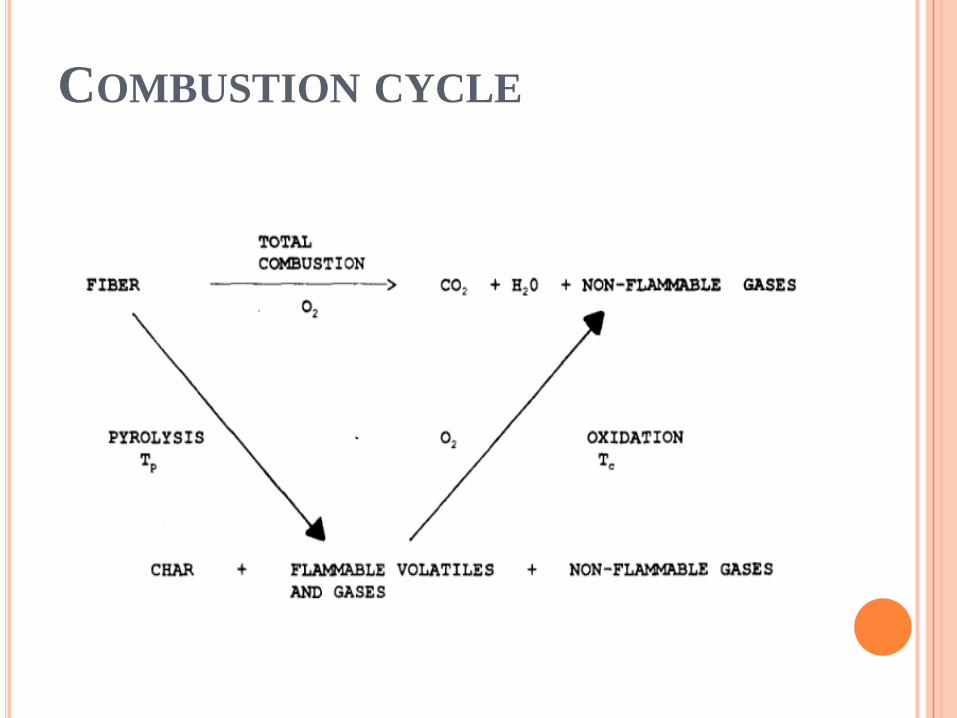
COMBUSTION CYCLE
Flaming properties of textile materials can be reduced by any one of the three methods:-
1. By using inorganic materials such as Asbestos, Glass etc.2. By chemically treating the textiles with flame resistant
chemicals such as borax or boric acid.3. By modifying the polymer.Classification:-1. Non durable:-
Boric acid/ BoraxDiammoniam Phosphate and Phosphoric acid
Sulfamic acid and Ammonium Sulphamate2. Durable:-
Tetrakis(hydroxymethyl) phosphonium ChlorideTHPC- Urea precondensate
THPOHPYROVATEX CP (N-Methyloldimethyl Phosphonopropioamide)
Fyrol 76Antiblaze 77
ANTI SOILING & SOIL RELEASE FINISH
Soil release is the term used to describe the clean ability of fabrics by the laundering process. Whereas anti soiling finish make the fabrics more resistant to soiling.
Soils:- It can be defined as unwanted substances at the wrong place. Most common soils fall into one of four categories:-
1. Water borne stains2. Oil borne stains3. Dry particulate soils4. Composite soils (oil & grease)
SOIL RELEASEMechanism:-
Making the fibers more absorbent (hydrophilic) Permitting better wet ability for improved soil removal Done by using hydrophilic finishes
Facilitates soil release during washingPrevent soil redepositionAlso, reduce static charge by maintaining moisture on the fabric
surfaceThus soil attraction during wear can be reduced
Mainly observed in polyester fabrics
ANTI MICROBIAL FINISH
Finish that inhibits the growth of microorganisms, avoiding the appearance of stains and odors, keeping the hygiene and freshness of the product.
Antimicrobial treatments control the growth of odor-causing bacteria arising in everyday use of apparel & home textiles. Normally these bacteria would generate unpleasant odor molecules, but by controlling their growth, treatments suitable chemicals, prevents the formation of these odors and keeps fabrics fresher longer. It kills bacteria by puncturing their cell membranes, causing the contents to leak out. Once the bacteria are dead they can no longer produce smelly waste metabolites, and fabrics maintain their freshness.
Also known as anti bacterial finish, moth proofing, antiseptic finish.
ANTI ODOUR FINISHThe term body odour means odours generated as a result of natural functioning of a human body. Such odours include odours produced by microorganisms of the skin through decomposition of skin secretions, urine, other body odours. The growth of bacteria on the perspiration entrapped into a garment can rapidly lead to the build-up of undesirable odours.
It is a specialised finishes that control body odour and remain fresh for a longer time.
CDs, Charcoal, Zeolites are mainly used anti odour finishing purpose. Silver and Bamboo fiber have the natural anti odour properties.
ANTI PILLING FINISH
The application of anti-pilling prevents the formation of "lint" and its unpleasant effect on the surface of the fabric. When the surface of a fabric is rubbed, pills develop because abrasion cause fibers to twist into fuzz balls. This sis called pilling.
Factors affecting pill formation:-1. Fiber variables (denier, tenacity)2. Yarn variables (twist, hairy yarns, methods)3. Fabric construction (tightly constructed knits and woven
fabrics pill less than loosely constructed knits and woven.
FABRIC FINISH TO MAKE FABRIC ANTIPILLING
1. Film Forming binder2. Durable press reactants3. Fabric softeners4. Singeing and shearing5. Heat setting
ANTI STATIC FINISH
Static is defined as the surface build-up of electrical charges whenever two unlike surfaces contact one another. Many charged particles reside on each surface.
Mechanism of control:-1. Static eliminators2. Antistatic agents (TANASTAT® HA- Anionic)
3. Fiber polymer modification
ANTI MOSQUITO FINISH
Finish that provides a protective action and repellency against mosquitoes and other insects.
Features:-1. It provides effective protection
against mosquitoes.2. Perfumed with lemon grass oil.3. Skin friendly4. Provide best results in wash
fastness.5. Soft handle.6. Low pilling7. Durability up to 20 washes
SCENT RELEASE FINISH
Finish that gives the fabric the ability to release various perfumes and scents. (e.g. apple, strawberry, jasmine, lavender).
Features:-1. Pleasant fragrance2. Extra hand feel3. This is capsulated finish4. Baby Cockroach resist5. Fragrance durability is up to 5
washes while the other features are durable up to 30 washes.
REFERENCES:-
1. http://www.mabera.pt/docs/Acab_Func_EN.pdf2. Chemistry & Technology of Fabric Preparation &
Finishing by Dr. Charles Tomasino 3.
http://mytextilenotes.blogspot.com/2007/10/textile-finishing.html
4. download.nos.org/srsec321newE/321-E-Lesson-25.pdf
5.www.masoodtextile.com/research/special finishes/special_finishes.php
6. http://thesmarttime.com/finishing/antimicrobial-finish.html
Any
Question?????????????
Thank You
LIFE IS LIKE A COIN. YOU CAN SPEND IT ANY WAY YOU WISH,
BUT YOU ONLY SPEND IT ONCE..........................DICKSON



















![Www[1].Thefreelibrary4u.tk Lec+1-+Introduction+to+Textile+Finishing 2](https://img.dokumen.tips/doc/110x75/55cf9904550346d0339b0fc4/www1thefreelibrary4utk-lec1-introductiontotextilefinishing-2.jpg)







