This article was downloaded by: [University of Ottawa]On: 01 October 2014, At: 01:18Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
International Journal of Pavement EngineeringPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/gpav20
Workability and Performance of Polymer-modifiedAsphalt Aggregate Mixtures in Cold RegionsHannele K. Zubeck a , Lutfi Raad† b , Stephan Saboundjian‡ c , George Minassian¶ d & P.E.John Ryer§ ea School of Engineering , University of Alaska Anchorage , Providence Drive, 99508,Anchorage, AK, USAb Transportation Research Center , Institute of Northern Engineering, University of AlaskaFairbanks , Fairbanks, AK, USAc Department of Transportation and Public Facilities Construction Section , Fairbanks, AK,USAd University of Alaska Fairbanks , Fairbanks, AK, USAe Department of Transportation and Public Facilities Construction Section , State of Alaska,Fairbanks, AK, USAPublished online: 11 Oct 2011.
To cite this article: Hannele K. Zubeck , Lutfi Raad† , Stephan Saboundjian‡ , George Minassian¶ & P.E. John Ryer§ (2003)Workability and Performance of Polymer-modified Asphalt Aggregate Mixtures in Cold Regions , International Journal ofPavement Engineering, 4:1, 25-36, DOI: 10.1080/1029843031000097535
To link to this article: http://dx.doi.org/10.1080/1029843031000097535
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions
Workability and Performance of Polymer-modified AsphaltAggregate Mixtures in Cold Regions
HANNELE K. ZUBECKa,*, LUTFI RAADb,†, STEPHAN SABOUNDJIANc,‡, GEORGE MINASSIANd,{ and P.E. JOHN RYERe,§
aSchool of Engineering, University of Alaska Anchorage, 3211 Providence Drive, Anchorage, AK 99508, USA; bTransportation Research Center,Institute of Northern Engineering, University of Alaska Fairbanks, Fairbanks, AK, USA; cDepartment of Transportation and Public Facilities
Construction Section, Fairbanks, AK, USA; dUniversity of Alaska Fairbanks, Fairbanks, AK, USA; eState of Alaska, Department of Transportation andPublic Facilities Construction Section, Fairbanks, AK, USA
(Received 26 March 2001; In revised form 5 November 2002)
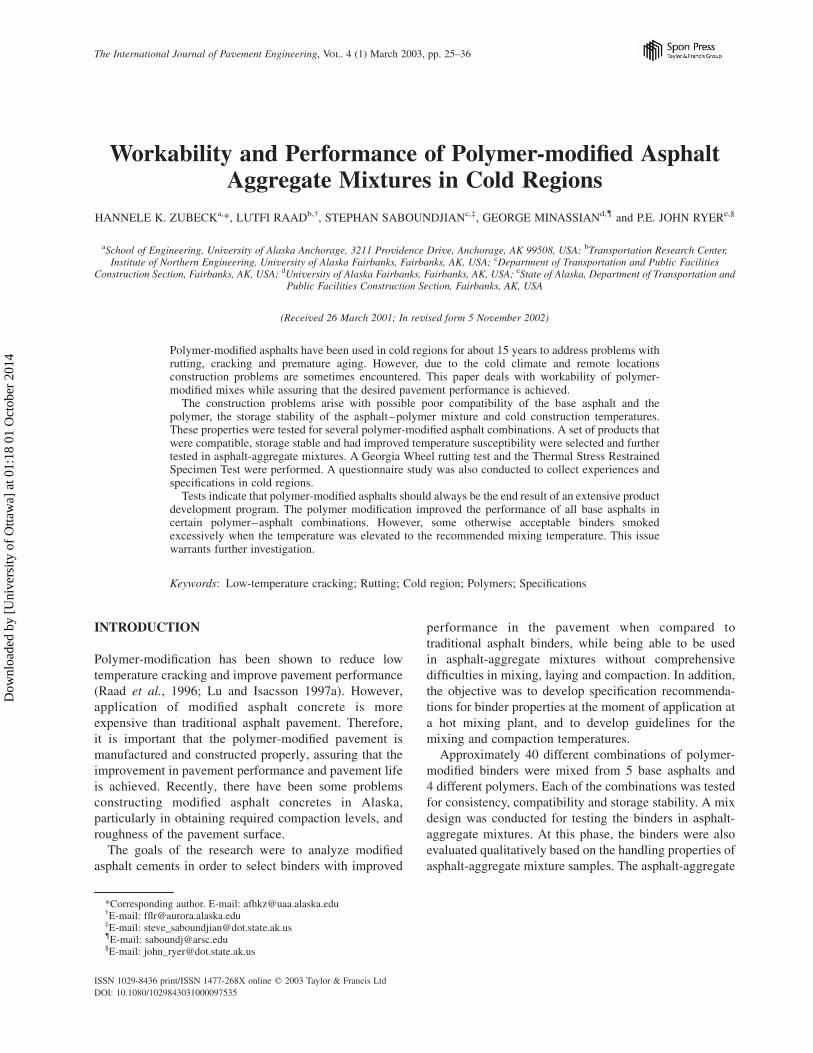
Polymer-modified asphalts have been used in cold regions for about 15 years to address problems withrutting, cracking and premature aging. However, due to the cold climate and remote locationsconstruction problems are sometimes encountered. This paper deals with workability of polymer-modified mixes while assuring that the desired pavement performance is achieved.
The construction problems arise with possible poor compatibility of the base asphalt and thepolymer, the storage stability of the asphalt–polymer mixture and cold construction temperatures.These properties were tested for several polymer-modified asphalt combinations. A set of products thatwere compatible, storage stable and had improved temperature susceptibility were selected and furthertested in asphalt-aggregate mixtures. A Georgia Wheel rutting test and the Thermal Stress RestrainedSpecimen Test were performed. A questionnaire study was also conducted to collect experiences andspecifications in cold regions.
Tests indicate that polymer-modified asphalts should always be the end result of an extensive productdevelopment program. The polymer modification improved the performance of all base asphalts incertain polymer–asphalt combinations. However, some otherwise acceptable binders smokedexcessively when the temperature was elevated to the recommended mixing temperature. This issuewarrants further investigation.
Keywords: Low-temperature cracking; Rutting; Cold region; Polymers; Specifications
INTRODUCTION
Polymer-modification has been shown to reduce low
temperature cracking and improve pavement performance
(Raad et al., 1996; Lu and Isacsson 1997a). However,
application of modified asphalt concrete is more
expensive than traditional asphalt pavement. Therefore,
it is important that the polymer-modified pavement is
manufactured and constructed properly, assuring that the
improvement in pavement performance and pavement life
is achieved. Recently, there have been some problems
constructing modified asphalt concretes in Alaska,
particularly in obtaining required compaction levels, and
roughness of the pavement surface.
The goals of the research were to analyze modified
asphalt cements in order to select binders with improved
performance in the pavement when compared to
traditional asphalt binders, while being able to be used
in asphalt-aggregate mixtures without comprehensive
difficulties in mixing, laying and compaction. In addition,
the objective was to develop specification recommenda-
tions for binder properties at the moment of application at
a hot mixing plant, and to develop guidelines for the
mixing and compaction temperatures.
Approximately 40 different combinations of polymer-
modified binders were mixed from 5 base asphalts and
4 different polymers. Each of the combinations was tested
for consistency, compatibility and storage stability. A mix
design was conducted for testing the binders in asphalt-
aggregate mixtures. At this phase, the binders were also
evaluated qualitatively based on the handling properties of
asphalt-aggregate mixture samples. The asphalt-aggregate
ISSN 1029-8436 print/ISSN 1477-268X online q 2003 Taylor & Francis Ltd
DOI: 10.1080/1029843031000097535
*Corresponding author. E-mail: [email protected]†E-mail: [email protected]‡E-mail: [email protected]{E-mail: [email protected]§E-mail: [email protected]
The International Journal of Pavement Engineering, Vol. 4 (1) March 2003, pp. 25–36
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
mixtures were tested in the Thermal Stress Restrained
Specimen Test (TSRST) and Georgia Wheel Rutting Test
(GWRT). A questionnaire study was also conducted to
collect specifications from other cold regions. This paper
covers the questionnaire study, gives the most popular
specifications and summarizes the laboratory test results
for a narrowed set of binders.
QUESTIONNAIRE STUDY
The purpose of the questionnaire study was to collect
experiences, specifications and recommendations from
agencies in cold regions. The emphasis of the study was to
investigate possible constructability problems and factors
such as compatibility causing these problems. The
questions included in the questionnaire are given in
Table I and the responders are given in Table II. The
responses given are summarized in Tables III and IV.
Use of Polymer-modified Asphalt Pavements
Polymer-modified asphalts have been used in pavements
from 2 to 15 years. In general, no specific constructability
problems were reported. However, the mixing temperature
at the hot mix plant was always higher when compared to
the traditional mixes. Also, the effects of air temperature
are more critical with polymer-modified mixes than
traditional mixes. Most of the agencies specify the
minimum air temperature. As an example, Quebec
recommends 108C for the minimum pavement tempera-
ture during the laydown. All responders were happy with
the performance of the polymer-modified asphalts. Better
performance was reported as decreased stripping and
raveling, low temperature cracking, fatigue cracking and
plastic deformation.
Compatibility Studies
Only the binder-suppliers and contractors reported that
they study the compatibility of the polymers with asphalts.
The responders that were agencies or road authorities
reported that the investigation of the compatibility is the
responsibility of the supplier and/or the contractor.
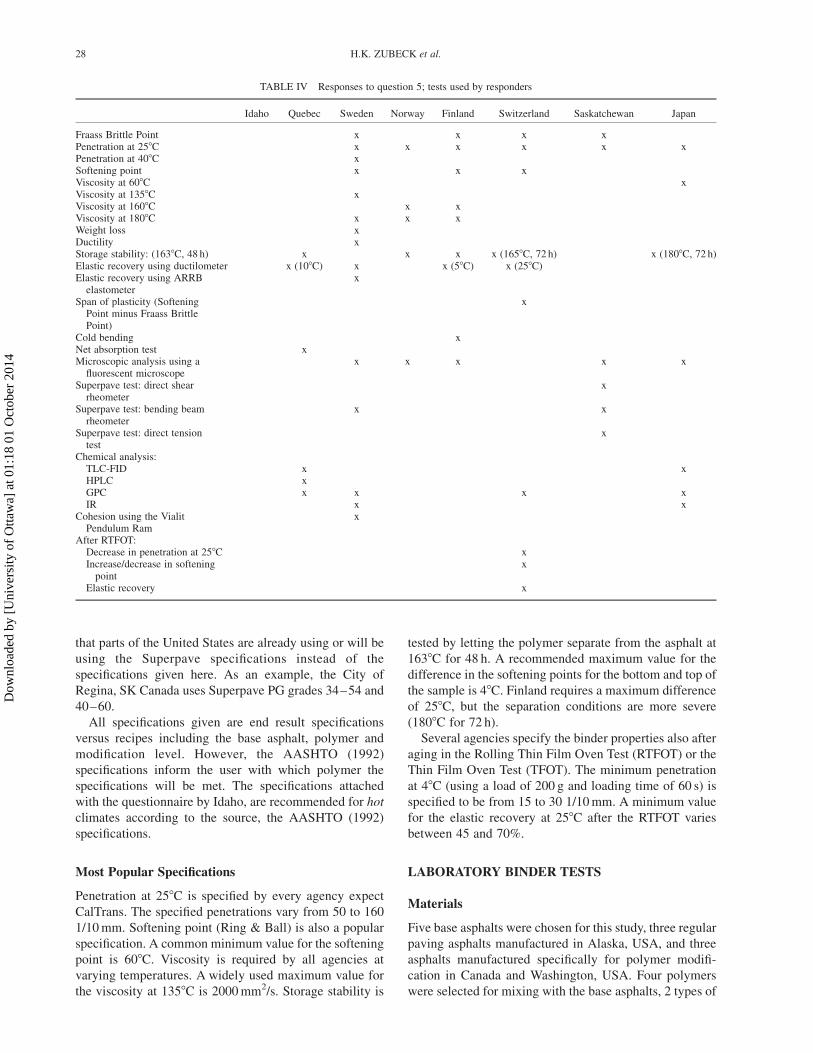
Test Methods
A variety of test methods is utilized in the characterization
of the polymer-modified asphalts (Table IV). The most
commonly used test methods were penetration at 258C,
softening point (Ring & Ball), viscosity at various
temperatures, storage stability, elastic recovery, fluo-
rescent microscopic analysis and the Gel Permeation
Chromatography (GPC).
Materials used in Polymer Modification
Only few of the responders reported the base asphalt
sources and grades as well as the polymers used in the
modified binders. The recipes are normally proprietary
information of the supplier/contractor. The reported pene-
tration grades for base asphalts varied from 85 to 300. The
polymers used are also normally proprietary information,
but Quebec, Finland and Japan reported that the styrene–
butadiene–styrene (SBS) is the most commonly used
polymer. Also, styrene–rubber (SB) and styrene–buta-
diene–rubber (SBR) are used in the polymer modification
of pavement asphalts by the responders. The modification
degree is neither specified; however, the reported range
varies from 2 to 7%. No major changes in the polymer types
are predicted in the future by any of the responders.
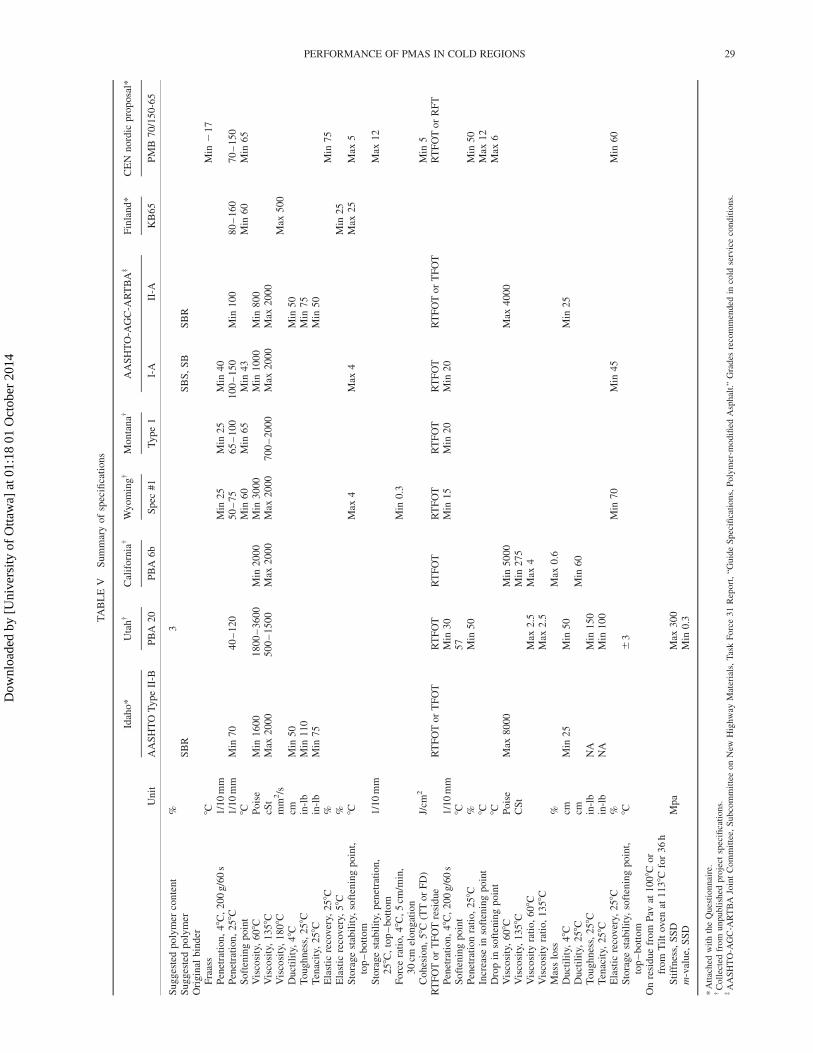
SUMMARY OF SPECIFICATION FOR POLYMER-
MODIFIED ASPHALTS IN COLD REGIONS
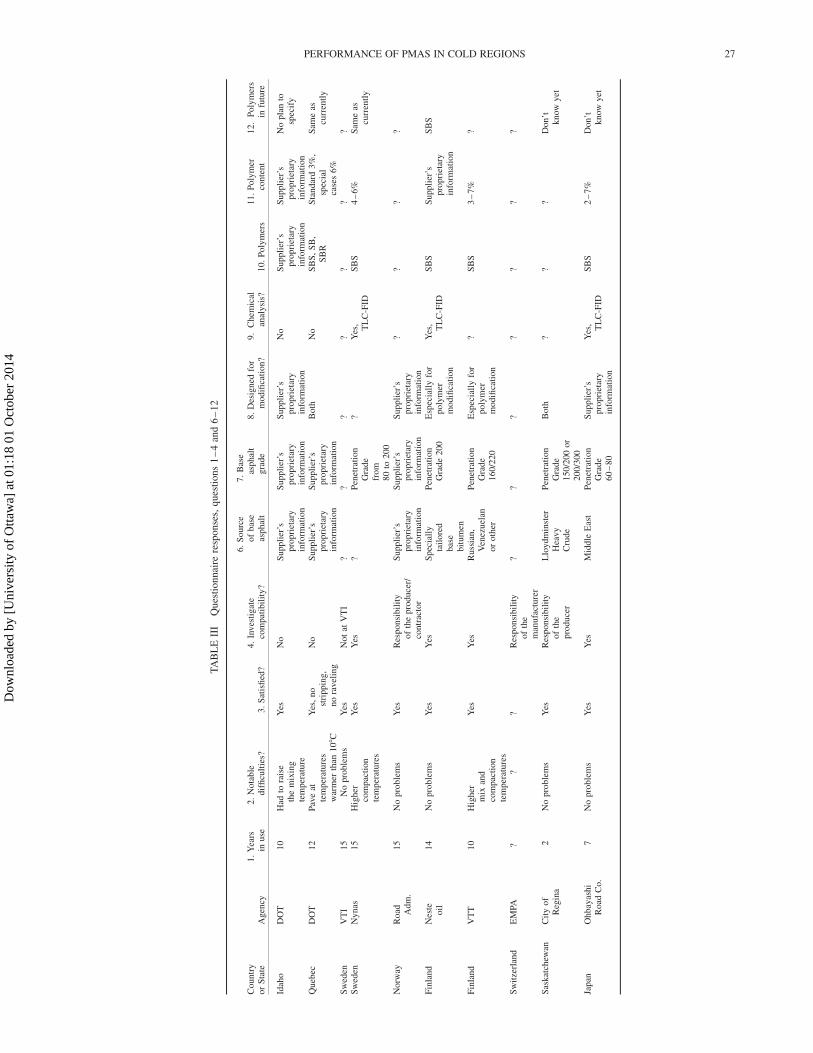
A summary of the specifications received for use in cold
climates is given in Table V. Specifications from Idaho and
Finland were attached with the questionnaire responses.
The other specifications were obtained from various
projects in the states mentioned (unpublished). Note also
TABLE II Questionnaire responders
Country or State Agency Responder
Idaho DOT T. Baker, Materials EngineerQuebec DOT Pierre LangloisSweden VTI Ylva EdwardsSweden Nynas No name given, transmitted
by Ylva EdwardsNorway Road Adm. Torbjorn JorgensenFinland Neste Oil Timo BlombergFinland VTT Laura ApiloSwitzerland EMPA Martin HugenerSaskatchewan City of Regina Carly LeMurrayJapan Ohbayashi Road Co. No name given, transmitted
by Ishikawa Nishizawa
TABLE I Questionnaire
1 How many years have you been using polymer-modified bindersin asphalt pavements?
2 Have you had notable difficulties with the constructability ofpolymer-modified asphalt pavements? If yes, how did you fixthe problem?
3 In general, are you satisfied with the performance of polymer-modified asphalts? If no, why?
4 Have you investigated the compatibility of the asphalt cementand the modifier?
5 Which tests do you use in the characterization of the polymer-modified asphalts
6 What sources of base asphalt are used in the polymer-modifiedbinders?
7 What grades of base asphalt are used?8 Are these grades designed especially polymer modification in
mind or for general use?9 Do you conduct chemical analysis on the base asphalts that are
modified? If yes, which tests?10 Which polymers and specific grades have you used?11 Based on your experience, what is the optimal range for the
polymer content? Specify for each polymer used, if it varies.12 Which polymers and specific grades will you use in the future?
H.K. ZUBECK et al.26
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
TA
BL
EII
IQ
ues
tio
nn
aire
resp
on
ses,
qu
esti
on
s1
–4
and
6–
12
Countr
yor
Sta
teA
gen
cy1.
Yea
rsin
use
2.
Nota
ble
dif
ficu
ltie
s?3.
Sat
isfi
ed?
4.
Inves
tigat
eco
mpat
ibil
ity?
6.
Sourc
eof
bas
eas
phal
t
7.
Bas
eas
phal
tgra
de
8.
Des
igned
for
modifi
cati
on?
9.
Ch
emic
alan
alysi
s?10.
Poly
mer
s1
1.
Po
lym
erco
nte
nt
12.
Poly
mer
sin
futu
re
Idah
oD
OT
10
Had
tora
ise
the
mix
ing
tem
per
ature
Yes
No
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
No
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
No
pla
nto
spec
ify
Queb
ecD
OT
12
Pav
eat
tem
per
ature
sw
arm
erth
an108C
Yes
,no
stri
ppin
g,
no
ravel
ing
No
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Bo
thN
oS
BS
,S
B,
SB
RS
tandar
d3%
,sp
ecia
lca
ses
6%
Sam
eas
curr
entl
y
Sw
eden
VT
I1
5N
op
rob
lem
sY
esN
ot
atV
TI
??
??
??
?S
wed
enN
ynas
15
Hig
her
com
pac
tion
tem
per
ature
s
Yes
Yes
?P
enet
rati
on
Gra
de
from
80
to200
?Y
es, TL
C-F
IDS
BS
4–
6%
Sam
eas
curr
entl
y
Norw
ayR
oad A
dm
.15
No
pro
ble
ms
Yes
Res
ponsi
bil
ity
of
the
pro
duce
r/co
ntr
acto
r
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Suppli
er’s
pro
pri
etar
yin
form
atio
n
??
??
Fin
land
Nes
teoil
14
No
pro
ble
ms
Yes
Yes
Spec
iall
yta
ilore
dbas
ebit
um
en
Pen
etra
tion
Gra
de
200
Esp
ecia
lly
for
poly
mer
modifi
cati
on
Yes
, TL
C-F
IDS
BS
Suppli
er’s
pro
pri
etar
yin
form
atio
n
SB
S
Fin
land
VT
T10
Hig
her
mix
and
com
pac
tion
tem
per
ature
s
Yes
Yes
Russ
ian,
Ven
ezuel
anor
oth
er
Pen
etra
tion
Gra
de
160/2
20
Esp
ecia
lly
for
poly
mer
modifi
cati
on
?S
BS
3–
7%
?
Sw
itze
rlan
dE
MPA
??
?R
esponsi
bil
ity
of
the
man
ufa
cture
r
??
??
??
?
Sas
kat
chew
anC
ity
of
Reg
ina
2N
opro
ble
ms
Yes
Res
ponsi
bil
ity
of
the
pro
duce
r
Llo
ydm
inst
erH
eavy
Cru
de
Pen
etra
tion
Gra
de
150/2
00
or
200/3
00
Bo
th?
??
Do
n’t
know
yet
Japan
Ohbay
ashi
Road
Co.
7N
opro
ble
ms
Yes
Yes
Mid
dle
Eas
tP
enet
rati
on
Gra
de
60
–80
Suppli
er’s
pro
pri
etar
yin
form
atio
n
Yes
, TL
C-F
IDS
BS
2–
7%
Do
n’t
know
yet
PERFORMANCE OF PMAS IN COLD REGIONS 27
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
that parts of the United States are already using or will be
using the Superpave specifications instead of the
specifications given here. As an example, the City of
Regina, SK Canada uses Superpave PG grades 34–54 and
40–60.
All specifications given are end result specifications
versus recipes including the base asphalt, polymer and
modification level. However, the AASHTO (1992)
specifications inform the user with which polymer the
specifications will be met. The specifications attached
with the questionnaire by Idaho, are recommended for hot
climates according to the source, the AASHTO (1992)
specifications.
Most Popular Specifications
Penetration at 258C is specified by every agency expect
CalTrans. The specified penetrations vary from 50 to 160
1/10 mm. Softening point (Ring & Ball) is also a popular
specification. A common minimum value for the softening
point is 608C. Viscosity is required by all agencies at
varying temperatures. A widely used maximum value for
the viscosity at 1358C is 2000 mm2/s. Storage stability is
tested by letting the polymer separate from the asphalt at
1638C for 48 h. A recommended maximum value for the
difference in the softening points for the bottom and top of
the sample is 48C. Finland requires a maximum difference
of 258C, but the separation conditions are more severe
(1808C for 72 h).
Several agencies specify the binder properties also after
aging in the Rolling Thin Film Oven Test (RTFOT) or the
Thin Film Oven Test (TFOT). The minimum penetration
at 48C (using a load of 200 g and loading time of 60 s) is
specified to be from 15 to 30 1/10 mm. A minimum value
for the elastic recovery at 258C after the RTFOT varies
between 45 and 70%.
LABORATORY BINDER TESTS
Materials
Five base asphalts were chosen for this study, three regular
paving asphalts manufactured in Alaska, USA, and three
asphalts manufactured specifically for polymer modifi-
cation in Canada and Washington, USA. Four polymers
were selected for mixing with the base asphalts, 2 types of
TABLE IV Responses to question 5; tests used by responders
Idaho Quebec Sweden Norway Finland Switzerland Saskatchewan Japan
Fraass Brittle Point x x x xPenetration at 258C x x x x x xPenetration at 408C xSoftening point x x xViscosity at 608C xViscosity at 1358C xViscosity at 1608C x xViscosity at 1808C x x xWeight loss xDuctility xStorage stability: (1638C, 48 h) x x x x (1658C, 72 h) x (1808C, 72 h)Elastic recovery using ductilometer x (108C) x x (58C) x (258C)Elastic recovery using ARRB
elastometerx
Span of plasticity (SofteningPoint minus Fraass BrittlePoint)
x
Cold bending xNet absorption test xMicroscopic analysis using a
fluorescent microscopex x x x x
Superpave test: direct shearrheometer
x
Superpave test: bending beamrheometer
x x
Superpave test: direct tensiontest
x
Chemical analysis:TLC-FID x xHPLC xGPC x x x xIR x x
Cohesion using the VialitPendulum Ram
x
After RTFOT:Decrease in penetration at 258C xIncrease/decrease in softening
pointx
Elastic recovery x
H.K. ZUBECK et al.28
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
TA
BL
EV
Sum
mar
yo
fsp
ecifi
cati
ons
Idah
o*
Uta
h†
Cal
ifo
rnia
†W
yo
min
g†
Mo
nta
na†
AA
SH
TO
-AG
C-A
RT
BA
‡F
inla
nd
*C
EN
no
rdic
pro
posa
l*
Un
itA
AS
HT
OT
yp
eII
-BP
BA
20
PB
A6
bS
pec
#1
Ty
pe
1I-
AII
-AK
B6
5P
MB
70
/15
0-6
5
Su
gg
este
dp
oly
mer
con
ten
t%
3S
ug
ges
ted
po
lym
erS
BR
SB
S,
SB
SB
RO
rig
inal
bin
der
Fra
ass
8CM
in2
17
Pen
etra
tio
n,
48C
,2
00
g/6
0s
1/1
0m
mM
in2
5M
in2
5M
in4
0P
enet
rati
on
,2
58C
1/1
0m
mM
in7
04
0–
12
05
0–
75
65
–1
00
10
0–
15
0M
in1
00
80
–1
60
70
–1
50
So
ften
ing
po
int
8CM
in6
0M
in6
5M
in4
3M
in6
0M
in6
5V
isco
sity
,6
08C
Po
ise
Min
16
00
18
00
–3
60
0M
in2
00
0M
in3
00
0M
in1
00
0M
in8
00
Vis
cosi
ty,
13
58C
cSt
Max
20
00
50
0–
15
00
Max
20
00
Max
20
00
70
0–
20
00
Max
20
00
Max
20
00
Vis
cosi
ty,
18
08C
mm
2/s
Max
50
0D
uct
ilit
y,48C
cmM
in5
0M
in5
0T
ou
gh
nes
s,2
58C
in-l
bM
in1
10
Min
75
Ten
acit
y,2
58C
in-l
bM
in7
5M
in5
0E
last
icre
cover
y,2
58C
%M
in7
5E
last
icre
cover
y,58C
%M
in2
5S
tora
ge
stab
ilit
y,so
ften
ing
po
int,
top
–b
ott
om
8CM
ax4
Max
4M
ax2
5M
ax5
Sto
rag
est
abil
ity,
pen
etra
tio
n,
258C
,to
p–
bo
tto
m1
/10
mm
Max
12
Fo
rce
rati
o,
48C
,5
cm/m
in,
30
cmel
ong
atio
nM
in0
.3
Cohes
ion,
58C
(TT
or
FD
)J/
cm2
Min
5R
TF
OT
or
TF
OT
resi
due
RT
FO
To
rT
FO
TR
TF
OT
RT
FO
TR
TF
OT
RT
FO
TR
TF
OT
RT
FO
To
rT
FO
TR
TF
OT
or
RF
TP
enet
rati
on
,48C
,2
00
g/6
0s
1/1
0m
mM
in3
0M
in1
5M
in2
0M
in2
0S
oft
enin
gp
oin
t8C
57
Pen
etra
tio
nra
tio
,2
58C
%M
in5
0M
in5
0In
crea
sein
soft
enin
gpoin
t8C
Max
12
Dro
pin
soft
enin
gp
oin
t8C
Max
6V
isco
sity
,6
08C
Po
ise
Max
80
00
Min
50
00
Max
40
00
Vis
cosi
ty,
13
58C
CS
tM
in2
75
Vis
cosi
tyra
tio
,6
08C
Max
2.5
Max
4V
isco
sity
rati
o,
13
58C
Max
2.5
Mas
slo
ss%
Max
0.6
Duct
ilit
y,48C
cmM
in2
5M
in5
0M
in2
5D
uct
ilit
y,258C
cmM
in6
0T
ou
gh
nes
s,2
58C
in-l
bN
AM
in1
50
Ten
acit
y,2
58C
in-l
bN
AM
in1
00
Ela
stic
reco
ver
y,2
58C
%M
in7
0M
in4
5M
in6
0S
tora
ge
stab
ilit
y,so
ften
ing
po
int,
top
–b
ott
om
8C^
3
On
resi
due
fro
mP
avat
10
08C
or
fro
mT
ilt
oven
at1
138C
for
36
hS
tiff
nes
s,S
SD
Mp
aM
ax3
00
m-v
alu
e,S
SD
Min
0.3
*A
ttac
hed
wit
hth
eQ
ues
tionnai
re.
†C
oll
ecte
dfr
om
unpubli
shed
pro
ject
spec
ifica
tions.
‡A
AS
HT
O-A
GC
-AR
TB
AJo
int
Com
mit
tee,
Subco
mm
itte
eon
New
Hig
hw
ayM
ater
ials
,T
ask
Forc
e31
Rep
ort
,“G
uid
eS
pec
ifica
tions,
Poly
mer
-modifi
edA
sphal
t.”
Gra
des
reco
mm
ended
inco
ldse
rvic
eco
ndit
ions.
PERFORMANCE OF PMAS IN COLD REGIONS 29
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014

styrene–butadiene–styrene polymers (SBS) and 2 types
of styrene–butadiene–rubber polymers (SBR). The
selected polymers are only a small sampling of the
different polymer grades available for paving applications.
Many polymers are available in the chemical industry that
are suitable as asphalt modifiers and this study is not
intended to exclude any of those as effective modifiers.
Three different pre-manufactured polymer-modified
binders were also obtained. The type and concentration
of polymer as well as any special mixing techniques in
each of these products are proprietary information.
About 40 mixtures were evaluated for consistency,
compatibility and storage stability. On the basis of the test
results reported by Aleshire et al. (1998), seven modified
asphalts were selected for the further phases of testing.
In addition, three base asphalts used as pavement asphalts
in Alaska was tested as control binders.
Test Procedures for Laboratory Binder Tests
Traditional standardized tests and a few non-standardized
test procedures were used. Consistency was determined
with ASTM test procedures: penetration (D5), viscosity
(D4402) and softening point (D36). Storage stability was
examined with a separation test and a slump test.
Fluorescent microscopic images and elastic recovery
tests were used to evaluate compatibility. Test methods
that are not standardized are described below.
Elastic recovery has been used to evaluate elastic
properties of polymer-modified asphalts (Muncy et al.,
1987). The test temperature was selected on the basis of
test results obtained by Schuller and Forsten (1990); cold
enough to separate binders but warm enough to allow
elongation without breaking. The ductilometer and sample
were conditioned for 90 min at 108C. The sample was
elongated 200 mm and held for 5 min, after which it was
cut in half and left undisturbed for 60 min. The elastic
recovery is defined as the distance between the two cut
ends after 60 min and is expressed as a percentage of the
initial elongation.
Ultraviolet fluorescent micrographs are used to observe
the morphology of the polymer-modified binders. Samples
for the microscopic slides were taken from the mix after it
had cooled to room temperature. The polymer within the
binder fluoresces yellow light. Time-exposure photo-
graphs, usually 5–7 s, were taken with a camera mounted
on the microscope.
For the storage stability tests, two aluminum tubes
5-1/2 inches long and 1 inch in diameter were filled with
freshly mixed modified asphalt and sealed. The tubes were
placed upright in a 1608C oven for 48 h then placed in a
freezer to solidify the sample. One sample tube was used
for the separation test the other for the slump test.
For the separation test a frozen sample was cut into
three equal sections. The ring and ball procedure
described in ASTM D36 was performed on samples
from the top and bottom of the tube. The difference in
softening point between top and bottom is an indicator of
the degree to which the polymer has separated from the
asphalt (Breuer, 1988). The second frozen tube was sliced
lengthwise and the aluminum was peeled back and the
ends of the tubes were cut off or bent back. The samples
were laid in foil trays and heated in an 808C oven for
45 min. Photographs were taken of each sample after it
was removed from the oven. The purpose of the slump test
is to subjectively evaluate storage stability.
Sample Preparation and Binder Selection
The percent polymer content for each combination was
calculated based upon total weight. The 30% water con-
tent of SBR latexes was accounted for in the calculations
because that water evaporates upon mixing with the hot
asphalt.
The samples were mixed at 5000 rpm with a high-shear
mixer with a slotted disintegrating head. A hot plate was
used during mixing to raise and maintain the temperature
of the binder at 1758C. When the mixing process was
complete the sample containers for the test procedures
were filled immediately and the remainder of the mixture
was sealed and stored at room temperature.
Each polymer and each binder were initially mixed at
4%. Each 4% mixture was then evaluated for consistency,
compatibility and storage stability. Based upon these
results further polymer concentrations were determined.
The following criteria were used:
Consistency
The minimum softening point for the modified binders
was set at 508C. If the softening point of the 4% mixture
did not exceed 508C then that combination was not
manufactured at lower concentration, because it would
further decrease the softening point.
Viscosity
The maximum ideal hot-plant mixing temperature,
defined as the temperature at which viscosity equals
175 mm2/s, was limited to 1858C, near the temperature at
which the polymer may begin to degrade. If the mixing
temperature was $1858C the concentration of the
polymer was not increased. For mix designs the ideal
compaction temperature is defined as the temperature
at which viscosity equals 280 ^ 30 mm2/s. Aggregate
gradation may also affect compaction temperature
(Asphalt Institute SP-2).
Polymer-modified asphalts may behave as non-
Newtonian materials; i.e. the viscosity depends upon the
shear rate. Non-Newtonian behavior increases with
polymer concentration. Binders with SBS concentrations
of about 3% are, typically, shear-rate independent while
concentrations approaching 6% or greater cause shear-
thinning behavior (Lu and Isacsson, 1997b). Shear sweeps
were conducted at 1708C, an average hot-plant mixing
temperature, but the shear rate did not affect the mixing
H.K. ZUBECK et al.30
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
temperature significantly. However, the effect may be
larger at lower temperatures.
Temperature Susceptibility
The temperature susceptibility was evaluated using the
penetration index (PI). The PI was calculated using
McLeod’s PI equation; the data are shown in Table VI
(McLeod, 1976). PI was calculated for the interval from
108C to the softening point. The penetration at 108C was
obtained with 100-g load and 5-s loading time. A
penetration value of 800 was used for the softening point
(Shell Pavement Design Manual, 1978).
Improved temperature susceptibility may indicate less
low-temperature cracking and reduced pavement defor-
mation at high temperatures. As PI increases, temperature
susceptibility improves. Almost all of the manufac-
tured binders showed increases in PI and only one was
eliminated because of poor temperature susceptibility.
Storage Stability
Storage stability tests evaluate the extent to which the
polymer phase remains dispersed homogeneously in the
asphalt after mixing. Results of the ring and ball storage
stability test and the slump test are given in Table VII. The
ring and ball separation test results are stated as a percent
difference in temperature between the top and bottom.
The slump tests were graded visually on a scale of 1–10
where 1 indicates poor storage stability and 10 indicates a
very stable binder.
Typically, an unstable binder displays an increased
softening point in the upper portion of the sample because
the polymer has floated to the top. AASHTO-AGC-
ARTBA (1992) specifies a maximum allowable difference
of 2.28C for SBS-modified asphalts. There is no
specification for asphalts modified with SBR polymers.
For the purposes of this study a 108C difference was
regarded acceptable for both types of mixes to warranty
further studies.
The slump test provides a quick, visual evaluation of
storage stability. Storage-stable samples remain homo-
geneous after conditioning in an 808C oven because the
entire sample has the same softening point. Unstable
samples show a definite change from liquid at the
bottom to solid at the top of the sample.
Storage stability was the most discriminating factor
when selecting mixes for the next phases of testing and the
great majority of the mixes were eliminated from further
testing because the combination was not storage stable.
Compatibility
Fluorescent microscopy and elastic recovery were used to
determine compatibility. The results of these tests are also
given in Table VII. The fluorescent micrographs of each
TABLE VI Results of consistency tests
Samplecode
Viscosity mm2/sSoftening
point (SP, 8C)Ideal mixing
temperature (8C)Ideal compactiontemperature (8C)
Pen108C
Pen258C
PI(108C to SP)1208C 1808C
A1 438 43 41.6 142 133 27.7 125.0 20.94A2 363 45 39.0 138 127 29.7 155.0 20.93A5 400 43 37.5 133 124 44.7 231.3 20.51PM1 2950 158 80.5 180+ 162 64.0 182.0 6.87PM3 1438 148 61.7 178 162 50.3 154.0 3.88A1S1-4% 1425 125 48.0 171 154 23.3 98.0 20.07A2S1-5% 2075 160 85.0 180 162 22.3 91.0 4.73A5S1-5% 1438 145 82.8 175 157 44.0 139.0 6.08A2R2-2% 938 115 44.3 168 151 28.3 127.7 20.38A5R2-2% 2125 41.3 180+ 180+ 49.0 207.0 0.20
Base asphalts: A1, A2, A3, A4, A5—Mapco AC2.5, Mapco AC5, Tesoro AC5, Husky, and US Oil in random order.Polymers: SBS1 and SBS2—Enichem Europrenew SOL TE6317 and Shell Kratonw 1101 in random order; SBR1 and SBR2—Ultrapavew UP70 and BASF Butanolw NS 175in random order.Pre-mixed Binders: PM1, PM2 and PM3—one modified binder manufactured by Husky Oil and two by US Oil in random order.
TABLE VII Results of storage stability and compatibility tests
Sample code
Separation test,% difference
in softening pointSlump test
(Good = 10, Fair = 5, Poor = 1)Elastic
recovery %
Fluorescent micrographs(Good = 10, Fair = 5,
Poor = 1)
PM1 6.1 10 96.0 5–10PM3 0.9 10 92.5 5–10A1S1–4% 5.7 10 64.0 5–10A2S1–5% 4.9 10 91.5 5–10A5S1–5% 22.1 5 96.8 5–10A2R2–2% 2.1 10 55.5 5–10A5R2–2% 3.6 10 51.8 5–10
PERFORMANCE OF PMAS IN COLD REGIONS 31
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
modified binder were visually graded on a scale of 1–10
where 1 indicates an incompatible mixture and 10
indicates a very compatible mixture.
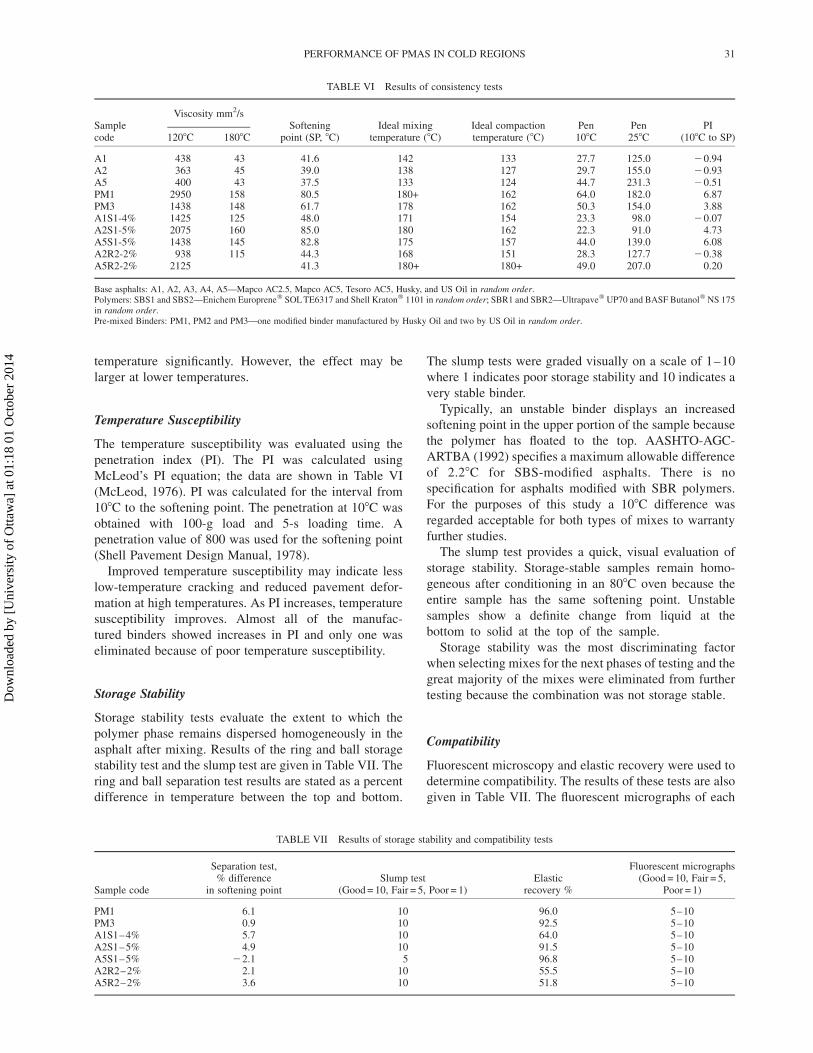
For the study of polymer-modified binders, compati-
bility describes industrial blends that are thermodynami-
cally immiscible. Within compatible mixtures the 2
phases, polymer and asphalt, form a stable microscopic
dispersion that resists complete separation. Incompatible
blends are not stable and as a result the immiscible phases
separate, which is apparent in the fluorescent microscopic
images (Kraus, 1982; Moran, 1986). Figure 1 shows an
incompatible SBS mixture. Note that incompatible blend
may still be storage stable, if the phases do not separate on
macroscopic level.
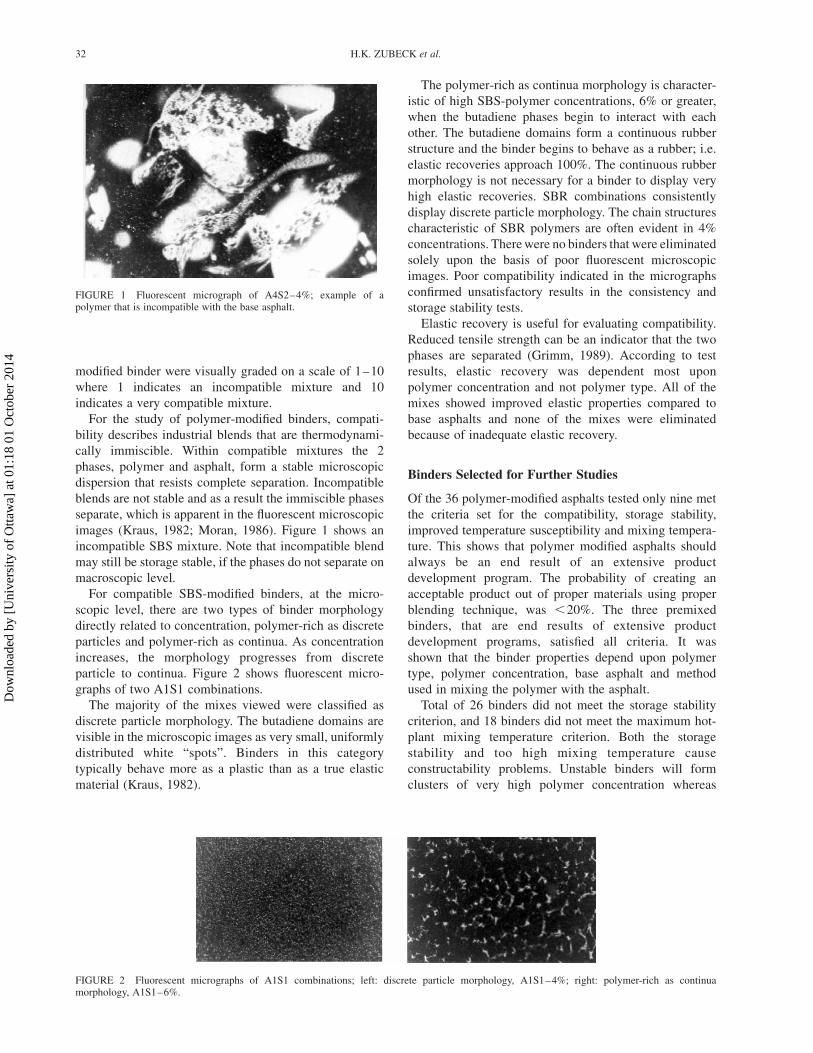
For compatible SBS-modified binders, at the micro-
scopic level, there are two types of binder morphology
directly related to concentration, polymer-rich as discrete
particles and polymer-rich as continua. As concentration
increases, the morphology progresses from discrete
particle to continua. Figure 2 shows fluorescent micro-
graphs of two A1S1 combinations.
The majority of the mixes viewed were classified as
discrete particle morphology. The butadiene domains are
visible in the microscopic images as very small, uniformly
distributed white “spots”. Binders in this category
typically behave more as a plastic than as a true elastic
material (Kraus, 1982).
The polymer-rich as continua morphology is character-
istic of high SBS-polymer concentrations, 6% or greater,
when the butadiene phases begin to interact with each
other. The butadiene domains form a continuous rubber
structure and the binder begins to behave as a rubber; i.e.
elastic recoveries approach 100%. The continuous rubber
morphology is not necessary for a binder to display very
high elastic recoveries. SBR combinations consistently
display discrete particle morphology. The chain structures
characteristic of SBR polymers are often evident in 4%
concentrations. There were no binders that were eliminated
solely upon the basis of poor fluorescent microscopic
images. Poor compatibility indicated in the micrographs
confirmed unsatisfactory results in the consistency and
storage stability tests.
Elastic recovery is useful for evaluating compatibility.
Reduced tensile strength can be an indicator that the two
phases are separated (Grimm, 1989). According to test
results, elastic recovery was dependent most upon
polymer concentration and not polymer type. All of the
mixes showed improved elastic properties compared to
base asphalts and none of the mixes were eliminated
because of inadequate elastic recovery.
Binders Selected for Further Studies
Of the 36 polymer-modified asphalts tested only nine met
the criteria set for the compatibility, storage stability,
improved temperature susceptibility and mixing tempera-
ture. This shows that polymer modified asphalts should
always be an end result of an extensive product
development program. The probability of creating an
acceptable product out of proper materials using proper
blending technique, was ,20%. The three premixed
binders, that are end results of extensive product
development programs, satisfied all criteria. It was
shown that the binder properties depend upon polymer
type, polymer concentration, base asphalt and method
used in mixing the polymer with the asphalt.
Total of 26 binders did not meet the storage stability
criterion, and 18 binders did not meet the maximum hot-
plant mixing temperature criterion. Both the storage
stability and too high mixing temperature cause
constructability problems. Unstable binders will form
clusters of very high polymer concentration whereas
FIGURE 1 Fluorescent micrograph of A4S2–4%; example of apolymer that is incompatible with the base asphalt.
FIGURE 2 Fluorescent micrographs of A1S1 combinations; left: discrete particle morphology, A1S1–4%; right: polymer-rich as continuamorphology, A1S1–6%.
H.K. ZUBECK et al.32
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014

the rest of the binder has a very low polymer
concentration. The clusters will be hard if not impossible
to mix and compact. Too high mixing temperature
requires special equipment, is not cost effective, may
cause smoking and may destroy the polymer. If the
required mixing and compaction temperatures are not
achieved, it is very hard if not impossible to get adequate
aggregate coverage and the specified level of compaction.
If the aggregate is not covered thoroughly, stripping will
occur later. The high failure rate of the manufactured
binders explains the construction difficulties in the field.
To avoid these potential problems, a maximum viscosity
should be specified. Also, a storage stability test should be
added to specifications. Or, the binder samples tested for
quality control from the hot-plant should be taken just
before the binder hits the hot aggregate in the mixer. This
allows the contractor to address the storage stability
question with techniques, such as tank circulation.
On the basis of the test results, seven modified asphalts
were selected for the next phases of testing. Two binders
that met all criteria, PM2 and A5S1–4%, were dropped to
limit the number of binders without limiting the number of
variables in further testing. In addition, three base asphalts
used as pavement asphalts in Alaska was tested as
control binders.
LABORATORY MIXTURE TESTS
A mix design was conducted for each binder, and the
asphalt-aggregate mixtures were evaluated qualitatively
based on the handling and workability properties. The
aggregate was a crushed gravelly sand that was comprised
predominately of well-rounded quartzite. A single
gradation given in Table VIII was used for all of the
mixtures, and only the type of binder was varied.
The mix designs were conducted in accordance with
AASHTO (1997), using the mechanically operated
hammer option using optimal mixing and compacting
temperatures and an optimum asphalt content for each
binder. Each mix was evaluated using 75 hammer blows,
and the optimum binder content varied from 4.8 to 5.2%.
To determine the need for anti-strip additive, the binders
were tested in accordance with Alaska Test Method T-14
(State of Alaska Department of Transportation and Public
Facilities, 1993). All binders were treated with 0.25% of
anti-strip additive (Pavebond by Morton Thiokol).
Workability, Smoking and Odor
Workability appears to be a function of polymer type and
concentration, and of mixing/compacting the mixture at
an adequately high temperature. The pre-manufactured
proprietary polymer-modified asphalt products (PM1 and
PM3) showed good workability at the design construction
temperatures. The SBR mixes were extremely stringy and
difficult to handle.
Three of the 10 mixes tested smoked profusely when
the temperature was elevated to the recommended
mixing temperature. The limited tests conducted by this
study were not sufficient to determine whether polymer,
base asphalt type or concentration was the most
significant cause for the smoking. One modified blend
of the 10 binders tested had a very strong noxious odor.
This caused extreme discomfort to the operator, even
with the hood running and the operator wearing a
respirator.
Testing of Binder-aggregate Mixtures
The asphalt-aggregate mixture samples were prepared
using the ideal mixing and compaction temperatures and
optimum binder contents. The samples were compacted
into beam specimens (65 £ 125 £ 300 mm3) using a
rolling wheel compactor. Some smoking occurred during
the mixing but was not objectionable for SBS blends. For
the SBR blends, however, the smoking increased and had a
distinct odor.
The GWRT test is an index test related to the rutting of
pavement due to plastic deformation. The samples are
stressed under repetitive loading cycles and the depth of
the resulting rut is measured. Each test was conducted on
three beam specimens that were tested at 408C under a
load of 445N applied to a rubber hose with pressure equal
to 690 kPa. A maximum rut depth of 3 mm after the 8000
load cycles is considered acceptable. The test results
are given in Table IX and Fig. 3. The following were
concluded from the test results:
. SBS-modification improved the rutting resistance
dramatically, especially for the A5 asphalt.
TABLE VIII Aggregate gradation
SieveOpening
size (mm) % Passing SieveOpening
size (mm) % Passing
3/400 19.0 100 #16 1.18 22.21/200 12.5 85 #30 0.600 14.83/800 9.5 73 #50 0.300 10.2#4 4.75 50 #100 0.150 7.4#8 2.36 34.2 #200 0.075 5
TABLE IX GWRT and TSRST test results
Mix
Averagerut depth (mm)at 8000 cycles
Averagefracture
temperature (8C)
Averagefracture
strength (MPa)
A1 6.860 225.1 2.842A2 4.116 225.7 3.702A5 13.323 229.2 2.480PM1 2.067 234.2 4.090PM3 2.882 235.9 4.744A1S124% 2.733 226.5 3.232A2S1–5% 1.400 225.4 3.602A5S1–5% 2.257 231.0 3.508A2R2–2% 4.643 227.7 4.185A5R2–2% 5.558 232.2 3.687
PERFORMANCE OF PMAS IN COLD REGIONS 33
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
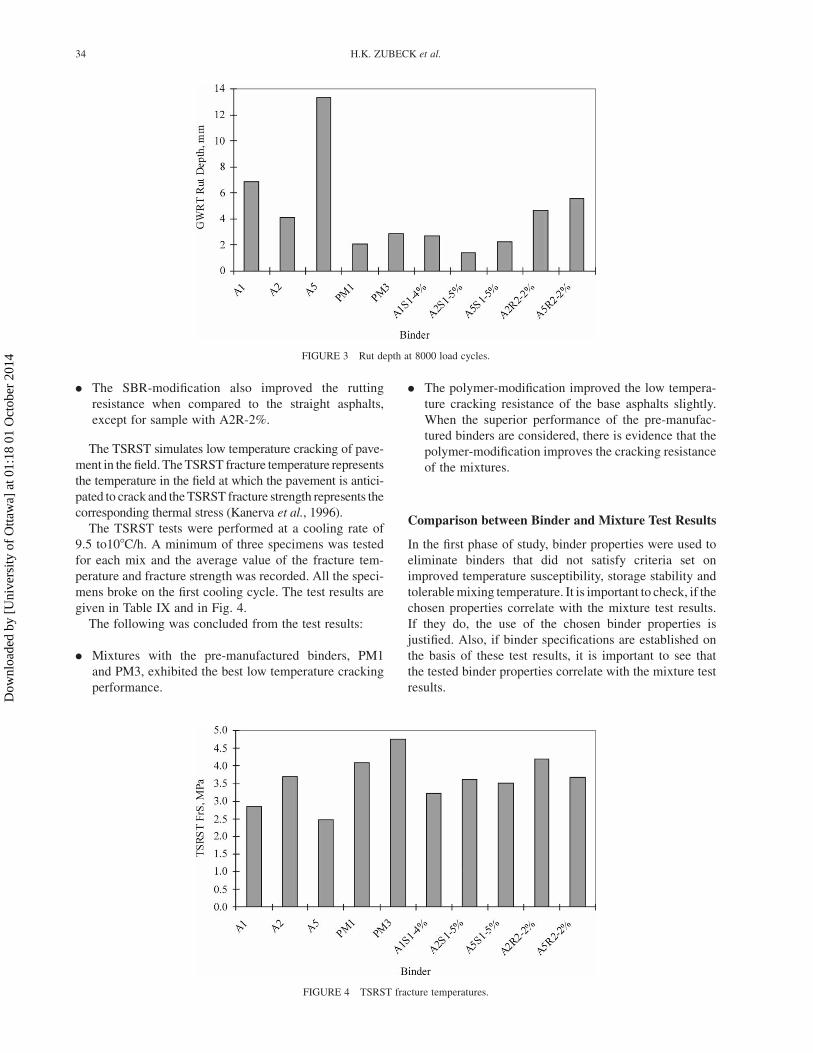
. The SBR-modification also improved the rutting
resistance when compared to the straight asphalts,
except for sample with A2R-2%.
The TSRST simulates low temperature cracking of pave-
ment in the field. The TSRST fracture temperature represents
the temperature in the field at which the pavement is antici-
pated to crack and the TSRST fracture strength represents the
corresponding thermal stress (Kanerva et al., 1996).
The TSRST tests were performed at a cooling rate of
9.5 to108C/h. A minimum of three specimens was tested
for each mix and the average value of the fracture tem-
perature and fracture strength was recorded. All the speci-
mens broke on the first cooling cycle. The test results are
given in Table IX and in Fig. 4.
The following was concluded from the test results:
. Mixtures with the pre-manufactured binders, PM1
and PM3, exhibited the best low temperature cracking
performance.
. The polymer-modification improved the low tempera-
ture cracking resistance of the base asphalts slightly.
When the superior performance of the pre-manufac-
tured binders are considered, there is evidence that the
polymer-modification improves the cracking resistance
of the mixtures.
Comparison between Binder and Mixture Test Results
In the first phase of study, binder properties were used to
eliminate binders that did not satisfy criteria set on
improved temperature susceptibility, storage stability and
tolerable mixing temperature. It is important to check, if the
chosen properties correlate with the mixture test results.
If they do, the use of the chosen binder properties is
justified. Also, if binder specifications are established on
the basis of these test results, it is important to see that
the tested binder properties correlate with the mixture test
results.
FIGURE 3 Rut depth at 8000 load cycles.
FIGURE 4 TSRST fracture temperatures.
H.K. ZUBECK et al.34
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
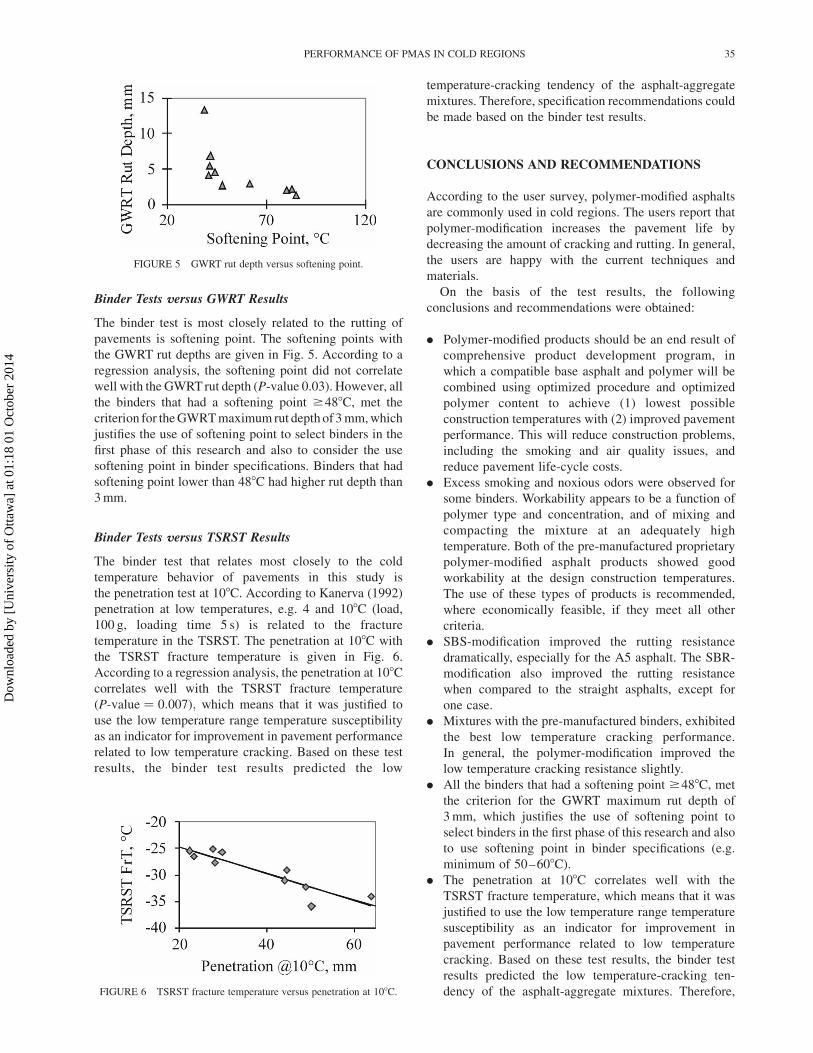
Binder Tests versus GWRT Results
The binder test is most closely related to the rutting of
pavements is softening point. The softening points with
the GWRT rut depths are given in Fig. 5. According to a
regression analysis, the softening point did not correlate
well with the GWRT rut depth (P-value 0.03). However, all
the binders that had a softening point $488C, met the
criterion for the GWRT maximum rut depth of 3 mm, which
justifies the use of softening point to select binders in the
first phase of this research and also to consider the use
softening point in binder specifications. Binders that had
softening point lower than 488C had higher rut depth than
3 mm.
Binder Tests versus TSRST Results
The binder test that relates most closely to the cold
temperature behavior of pavements in this study is
the penetration test at 108C. According to Kanerva (1992)
penetration at low temperatures, e.g. 4 and 108C (load,
100 g, loading time 5 s) is related to the fracture
temperature in the TSRST. The penetration at 108C with
the TSRST fracture temperature is given in Fig. 6.
According to a regression analysis, the penetration at 108C
correlates well with the TSRST fracture temperature
ðP-value ¼ 0:007Þ; which means that it was justified to
use the low temperature range temperature susceptibility
as an indicator for improvement in pavement performance
related to low temperature cracking. Based on these test
results, the binder test results predicted the low
temperature-cracking tendency of the asphalt-aggregate
mixtures. Therefore, specification recommendations could
be made based on the binder test results.
CONCLUSIONS AND RECOMMENDATIONS
According to the user survey, polymer-modified asphalts
are commonly used in cold regions. The users report that
polymer-modification increases the pavement life by
decreasing the amount of cracking and rutting. In general,
the users are happy with the current techniques and
materials.
On the basis of the test results, the following
conclusions and recommendations were obtained:
. Polymer-modified products should be an end result of
comprehensive product development program, in
which a compatible base asphalt and polymer will be
combined using optimized procedure and optimized
polymer content to achieve (1) lowest possible
construction temperatures with (2) improved pavement
performance. This will reduce construction problems,
including the smoking and air quality issues, and
reduce pavement life-cycle costs.
. Excess smoking and noxious odors were observed for
some binders. Workability appears to be a function of
polymer type and concentration, and of mixing and
compacting the mixture at an adequately high
temperature. Both of the pre-manufactured proprietary
polymer-modified asphalt products showed good
workability at the design construction temperatures.
The use of these types of products is recommended,
where economically feasible, if they meet all other
criteria.
. SBS-modification improved the rutting resistance
dramatically, especially for the A5 asphalt. The SBR-
modification also improved the rutting resistance
when compared to the straight asphalts, except for
one case.
. Mixtures with the pre-manufactured binders, exhibited
the best low temperature cracking performance.
In general, the polymer-modification improved the
low temperature cracking resistance slightly.
. All the binders that had a softening point $488C, met
the criterion for the GWRT maximum rut depth of
3 mm, which justifies the use of softening point to
select binders in the first phase of this research and also
to use softening point in binder specifications (e.g.
minimum of 50–608C).
. The penetration at 108C correlates well with the
TSRST fracture temperature, which means that it was
justified to use the low temperature range temperature
susceptibility as an indicator for improvement in
pavement performance related to low temperature
cracking. Based on these test results, the binder test
results predicted the low temperature-cracking ten-
dency of the asphalt-aggregate mixtures. Therefore,
FIGURE 5 GWRT rut depth versus softening point.
FIGURE 6 TSRST fracture temperature versus penetration at 108C.
PERFORMANCE OF PMAS IN COLD REGIONS 35
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014

specification recommendations could be made based
on the binder test results.
. A storage stability test should be added to speci-
fications (e.g. 5–108C difference between the top and
bottom softening points after conditioning at 1638C
for 48 h). Or, the binder samples tested for quality
control from the hot-plant should be taken just before
the binder hits the hot aggregate in the mixer, to
allow the contractor to address the storage stability
question with techniques, such as tank circulation.
FUTURE RESEARCH
The research conducted was a laboratory research. The
recommended specifications should be verified in a field
study. Test sections should be constructed using
recommended binder criteria and the same aggregate
and aggregate gradation as used in this research. Rutting
due permanent deformation and low temperature cracking
should be observed with time.
Questions still remain in the selected mixing and
compaction temperatures. The current state-of-the-art in
determining these temperatures is done according to
ASTM 1559. Recommended temperatures are determined
from limiting viscosities that are applicable to conven-
tional asphalts but not necessary to polymer-modified
binders. It is important to study the influence of the binder-
aggregate temperature on mixing, placement, compact-
ability and performance (i.e. rutting, thermal cracking)
and find a range of mixing and compaction temperatures
that are “practically” acceptable.
Acknowledgements
The authors are grateful to the U.S. Department of
Transportation Federal Highway Administration for
providing funding and technical support for the project.
The authors would also like to thank the following persons
who contributed their valuable time for this project: Scott
Gartin, David Sterley, Aaron Weston, Billy Connor,
Denny Wohlgemuth, Maureen Lee, Lynn Aleshire, Matt
Mann and Sean Bakinsky.
References
AASHTO-AGC-ARTBA (1992). Joint Committee, Subcommittee onNew Highway Materials, Task Force 31 Report, Guide Specifications,Polymer-modified Asphalt.
AASHTO (1997) Standard Specifications for Transportation Materialsand Methods of Sampling and Testing, AASHTO T 245, Edition 18,Part II Tests.
Aleshire, L., Mann, M., Zubeck, H., Raad, L. and Ryer, J. (1998).“Constructability of Polymer-Modified Asphalts in Alaska.” NinthInternational Conference on Cold Regions Engineering, Duluth,Minnesota, September 27–30, ISBN 0-7844-0379-1.
Breuer, J.U. (1988) “Storage stability test—homogeneity test for hotstored polymer modified binder.” Proceedings, RILEM ResidentialSeminar, Dubrovnik, Yugoslavia, p. 83.
Grimm, G. (1989) “Application of microscopic methods in the field ofpolymer–bitumen binders.” Proceedings of 4th Eurobitume Sym-posium, Madrid, October, 1989, Vol. I, pp. 54–59.
Kanerva, H.K. (1992) “Effects of Asphalt Properties on LowTemperature Cracking of Asphalt Mixtures.” Proceedings, 7thInternational Conference on Asphalt Pavements, ISAP, Nottingham,England, ISBN 1-874633-05-3.
Kanerva, H.K., Vinson, T.S. (1996) “Prediction of Low TemperatureCracking of Asphalt Concrete Mixtures with Thermal StressRestrained Specimen Test Results.” TRB, National Research Council,Washington DC, ISBN 0-309-05916-X.
Kraus, G. (1982) “Modification of asphalt by block polymers ofbutadiene and styrene”, Rubber Chemistry and Technology 55,1389–1402.
Lu, X. and Isacsson, U. (1997a) “Rheological characterization ofstyrene–butadiene–styrene copolymer modified bitumens”, Con-struction and Building Materials 11(1), 23–32.
Lu, X. and Isacsson, U. (1997b) “Influence of styrene butadiene–styrenepolymer modification on bitumen viscosity”, Fuel 76(15),1353–1359.
McLeod, N.W. (1976) “Asphalt cements: pen-vis number and itsapplication to moduli of stiffness”, ASTM Journal of Testing andEvaluation 4(4).
Moran, L.E., (1986) “Compatibility—the key to modified asphaltperformance.” Proceedings of the 31st Annual Conference ofCanadian Technical Asphalt Association, pp. 82–95.
Muncy, H.W., King, G.N. and Prudhomme, J.B. (1987) “Improvedrheological properties of polymer-modified asphalts”, In: Briscoe,O.E., ed, Asphalt Rheology: Relationship to Mixture, ASTM STP941 (American Society for Testing and Materials, Philadelphia),pp. 146–165.
Raad, L., Sebaaly, J., Epps, J., Coetzee, N. and Camilli, R. (1996) “Lowtemperature cracking of polymer-modified AC mixes.” AlaskaCooperative Transportation and Public Facilities Research Program,Project No. SPR-95-14 Task Report.
Schuller, S. and Forsten, L. (1990) Polymeerimodifioitujen bitumienominaisuudet ja tutkimusmenetelmat. ASTO TR3/1, VTT No. 814,Finland, in Finnish.
Shell Pavement Design Manual (1978) Shell International Petroleum Co.Ltd.
State of Alaska Department of Transportation and Public Facilities,(1993) Laboratory Manual of Alaska Test Methods and StandardPractices.
H.K. ZUBECK et al.36
Dow
nloa
ded
by [
Uni
vers
ity o
f O
ttaw
a] a
t 01:
18 0
1 O
ctob
er 2
014
Recommended