g g
High PressureGas Re-injectionPremium Technology Enhancing Oil Recoverywhile Protecting the Environment
GE Oil & Gas
Nuovo Pignone S.p.A.via F. Matteucci, 250127 Florence - ItalyT +39 055 423211F +39 055 4232800www.ge.com/oilandgas
COMK/MARK 883/II - Designed by: Studio Tre FasiPrinted by: Sagraf - 1-2006©2006 Nuovo Pignone S.p.A. all rights reserved
Experience matters GE’s Oil & Gas business haspioneered the manufacturingand testing of very high pressuresour gas centrifugalcompressors. The Karachaganakcompressors that were full loadtested in 2000 and early 2003operate at a nominal dischargepressure of 560 bar with gascontaining 5% H2S.They are the first in the world tobe used in this challengingapplication. To achieve this leapin technological capabilities, a
substantial research &development effort on materials,gaskets, rotor-dynamics and drygas seals was necessary. Since then we have achievedanother milestone with acompression train with anominal discharge pressure of630 Bar operating on gas with aH2S content of greaterthan 15%. Recently, we havetested a new re-injection train ata discharge pressure of 800 Barfor compression of extremelysour gas (18% H2S, 5% CO2).
Safety is not optional GE’s compressors are designedwith special focus on rotordynamics and gas sealing toavoid, toxic release oroverpressure situations.Vibration is minimized at alloperating conditions by usingvery rigid shafts. Gas seals forboth the casing and shaft aredesigned to maximizeredundancy and with thegreatest possible considerationto safety.
Sour Gas Applications
GE’s Oil & Gas business is aworld leader in compression ofnatural gas for high-pressurere-injection with over 30 yearsof experience in this field.The industry’s first machinewith a discharge pressure of427 bar was installed by GE’sNuovo Pignone division in the
early 1970s at the HassiMessaoud Plant in Algeria.The innovative designapproaches, the extensivetesting capabilities and thehigh reliability demonstrated inall installations have positionedus as the leading manufacturerof compressors for this type of
application.The innovation continues todaywith research and developmentaimed at designing compressiontrains with discharge pressuresof 1000 bar and higher associatedwith high content of acid gas.
Over 200 high-pressurecompression trains with morethan 350 compressor bodieshave been produced by GE’sOil & Gas business in the last30 years. About half of these
train configurations are drivenby GE MS5002 gas turbines andmore than 50 have nominaldischarge pressures greaterthan 500 bar. While heavy-dutygas turbine drivers have
generally been used forcompression trains for onshoreapplications, the majority of ourhigh pressure offshoreinstallations use GE aeroderivativegas turbine drivers.
Installations
Hassi Messaoud - Algeria
Tengiz Field - KazakhstanMS5002 Gas Turbine drivingCentrifugal CompressorsBCL305B+BCL304C+BCL304D
N’kossa - CongoMS5002 Gas Turbine driving Centrifugal Compressors BCL406B+BCL307C
Pigap - VenezuelaMS5002 Gas Turbine drivingCentrifugal Compressors BCL406B+BCL305C+BCL305D
Karachaganak (Kazakhstan)550 Bara with 5% H2S
GE imagination at work
Algeria … • First Re-injection train
driven by an MS5002DGas Turbine
Kazakhstan … • WW First Sour Gas
Re-injection, 5% H2S @8000 PSIA - 550 bar
Alaska … • WW Highest Pressure
Operating Dry Gas Seal,Dynamic4980 PSIA - 343 bar
Kazakhstan …
• 18% H2S Gas Re-injectionat 9150 PSIA– 630 bar
Kazakhstan …Gas Re-injection TechnologyGrowth
• Discharge Pressure(10700 PSIA - 800 bar)
• Gas Composition(18% H2S - 5%CO2)
• Highest Dry Gas Seal(6100 PSIA)
1997 1999 2000 2001 2005
Between 1975 (North Sea) and2005 (Kazahkstan) more than 40turbocompressor units for re-injection applications withdischarge pressures in excess of 200 bar were full load testedby GE’s Oil & Gas business. Thefull load string tests in theoutdoor test bed shown in thephotos were carried out withall auxiliaries including lubeand seal systems, control
panels and fully instrumentedprocess panels. The testarrangement must be as closeas possible to the finalconfiguration to reproducemechanical andthermodynamic performancein the field. All of the criticalfeatures of the machine arefully verified including:• Thermodynamic
performance (pressure
ratio, efficiency, surge limit,etc.).
• Rotordynamics, criticalspeed and verification ofall potential excitationphenomena such asrotating stall.
• Shaft end seal behaviorand auxiliary systems.
• Control system for thecomplete train.
• Coolers.
Full load testing of Re-injection Turbocompressors
High-pressure re-injectioncompressor design is one of themost demanding challenges inthe field of turbomachinery. Forthis reason GE invests continuallyin research and developmentefforts focused on producingadvanced technology designsand new calculation codes tomeet the ever increasingchallenges of the industry.Rotordynamics: The impact ofhigh gas density on impellersand balancing drum seals cancause rotor stability problemspotentially leading tosubsynchronous vibrationphenomena. Maximizing rotorstiffness and bearing damping together with the use of specialseals are used to ensure safelateral behavior in the mostcritical and challenging highpressure machines.Rotating Stall: The low flowstypical of high pressureapplications together with thehigh gas densities make thesemachines particularlysusceptible to rotating stall. The
strong aerodynamic excitationsassociated with this phenomenoncould severally limit the operationof the machine. In order to avoidthe occurrence of potentialrotating stall problems, pre-designed and tested stages areused. Extensive R&D has beenconducted using bothcomputational and experimental techniques to identify advancedsolutions to achieving a broaderoperating range.To this end, an optimizeddiffuser shape (pinch) and lowsolidity vaned diffusers havenow been qualified, andcompressor internals can beeasily adjusted on the basis oftest results.Performance: The extremepressure and density of the gasmake the prediction ofperformance computationallychallenging. Equations of state have beenvalidated, even in the presenceof sour gas, through extensivelaboratory programs atpressures up to 1000 bar. The
extensive use of validatedstandard stages completelyremoves uncertainty inperformance evaluation asverified by full load testsconducted at our facilities andsite performance.Shaft end sealing: Recently,dry gas seals (DGS) havereplaced oil seals in re-injectionapplications. The increasedreliability of dry gas sealsallows differential dynamicpressures up to 425 bar. Theuse of DGS in high pressureapplications is now a standardin compressor technology.Casing Sealing System: Thetrend toward high sour gasapplications has requiredmajor efforts in the design ofmachines for zero leakage tothe environment. This objectivehas been successfully achievedthrough the introduction of:• new, more reliable gasket
designs; • new, patented gas leakage
recovery system.
Design
Algeria… • First Re-injection Unit,
6200 PSIA - 427 bar
North Sea… First Unit Full Load • Tested in Florence at
10,000 PSIA - 690 bar
Algeria … • World’s Largest
Re-injection Plant(1,200,000 HP installed)
Venezuela … • WW Highest Operating
disch. pressure, 9,150PSIA– 630 bar
North Sea … • First Tandem Dry Gas
Seal for Very HighPressure Application:Dynamic 2300 psia -159 bar
GE’s Oil & Gas BusinessTechnology Milestones
1973 1975 1978 1995 1996
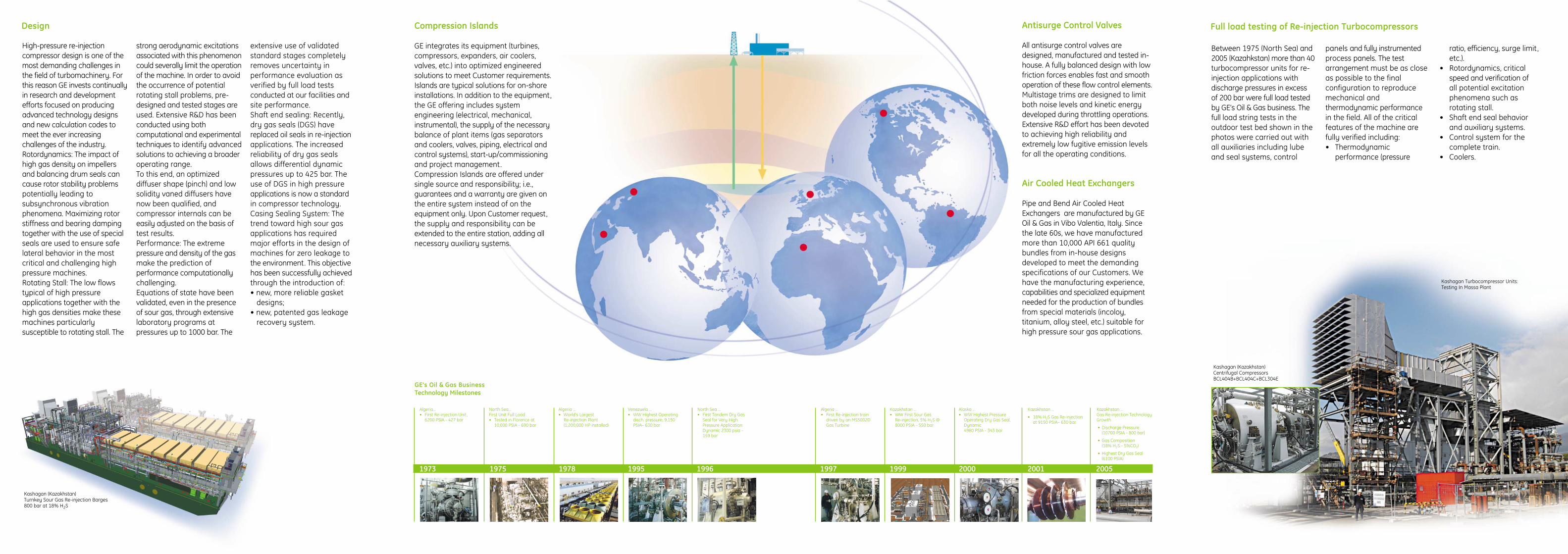
Kashagan (Kazakhstan)Turnkey Sour Gas Re-injection Barges 800 bar at 18% H2S
Kashagan Turbocompressor Units:Testing In Massa Plant
Kashagan (Kazakhstan)Centrifugal CompressorsBCL404B+BCL404C+BCL304E
Antisurge Control Valves
All antisurge control valves aredesigned, manufactured and tested in-house. A fully balanced design with lowfriction forces enables fast and smoothoperation of these flow control elements.Multistage trims are designed to limitboth noise levels and kinetic energydeveloped during throttling operations.Extensive R&D effort has been devotedto achieving high reliability andextremely low fugitive emission levelsfor all the operating conditions.
Air Cooled Heat Exchangers
Pipe and Bend Air Cooled HeatExchangers are manufactured by GEOil & Gas in Vibo Valentia, Italy. Sincethe late 60s, we have manufacturedmore than 10,000 API 661 qualitybundles from in-house designsdeveloped to meet the demandingspecifications of our Customers. Wehave the manufacturing experience,capabilities and specialized equipmentneeded for the production of bundlesfrom special materials (incoloy,titanium, alloy steel, etc.) suitable forhigh pressure sour gas applications.
Compression Islands
GE integrates its equipment (turbines,compressors, expanders, air coolers,valves, etc.) into optimized engineeredsolutions to meet Customer requirements.Islands are typical solutions for on-shoreinstallations. In addition to the equipment,the GE offering includes systemengineering (electrical, mechanical,instrumental), the supply of the necessarybalance of plant items (gas separatorsand coolers, valves, piping, electrical andcontrol systems), start-up/commissioningand project management.Compression Islands are offered undersingle source and responsibility; i.e.,guarantees and a warranty are given onthe entire system instead of on theequipment only. Upon Customer request,the supply and responsibility can beextended to the entire station, adding allnecessary auxiliary systems.
Recommended

















