WTIA Technical Note No. 25
WELDING SPECIFICATION FOR THE WATER INDUSTRY
The WTIA National Diffusion Networks Project is supported by Federal and State Governments and Australian industry

PAGE DELIBERATELY BLANK

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - Preface -
This Technical Note:
• Is an Expert Technology Tool developed as part of the very successful WTIA National Diffusion Networks Project (NDNP) supported by industry and Federal, State and Territory Governments;
• Has been prepared by WTIA under the direction of the members of the Water Industry Sectoral Project and SMART Industry Group consisting of:
City West Water Limited South Australia Water Corporation South East Water Limited Water Corporation Water Services Association of Australia Limited
• Is published in cooperation with the: Water Services Association of Australia Limited Level 11, 91 York Street Sydney NSW 2000 Australia Telephone: 61 2 9290 3266 Email: [email protected] www.wsaa.asn.au
Acknowledgements
WTIA wishes to acknowledge the contribution of its members, members of WTIA Technical Panels and committees, WTIA SMART Industry Groups and all those in industry who have contributed in various ways as members of a Technology Expert Group to the development of this Expert Technology Tool. Particular acknowledgement is made of the contribution of NDNP members SA Water and Water Corporation of WA and the Water Services Association of Australia.
Future revisions
The Technical Note will be revised from time to time and comments aimed at improving its value will be welcomed. No extracts from this publication may be re-printed without the Institute's express consent.
Disclaimer
While every effort has been made and all reasonable care taken to ensure the accuracy of the material contained herein, the authors, editors and publishers of this publication shall not be held to be liable or responsible in any way whatsoever and expressly disclaim any liability or responsibility for any injury or loss of life, any loss or damage costs or expenses, howsoever incurred by any person whether the reader of this work or otherwise including but without in any way limiting any loss or damage costs or expenses incurred as a result of or in connection with the reliance whether whole or partial by any person as aforesaid upon any part of the contents of this Technical Note.
Should expert assistance be required, the services of a competent professional person should be sought.
©Copyright WTIA 2007
This work is copyright. Apart from any use permitted under the Copyright Act 1968, no part may be reproduced by any process without written permission of the Welding Technology Institute of Australia, PO Box 6165, Silverwater, NSW, Australia 1811
National Library of Australia card number and ISBN 1 920761 20 9

What are they? An Expert Technology Tool (ETT) is a medium for diffusion and take-up of technological information based on global research and development (R&D) and experience to improve industry performance.
It can be formatted as a hard copy, software (fixed, interactive or modifiable), audiovisual (videos and sound tapes) or physical samples. It can be complemented by face-to-face interaction, on-site and remote assistance, training modules and auditing programs.
The diagram overleaf and the information below show how the WTIA has introduced a group of ETTs to help companies improve their performance.
ETTs and the SME – how can they help my Total Welding Management System? A Total Welding Management System (TWMS) is a major ETT with supporting ETTs created specifically to assist Australian industry, particularly those Small to Medium Enterprises (SMEs) that do not have the time or finance to develop an in-house system. These companies, however, are still bound by legal requirements for compliance in many areas such as OH&S, either due to government regulation or to contract requirements. The TWMS developed by the WTIA can be tailor-made by SMEs to suit any size and scope of operation, and implemented in full or in part as required.
What is Total Welding Management Total Welding Management comprises all of the elements shown in the left-hand column of the table shown overleaf. Each of these elements needs to be addressed within any company, large or small, undertaking welding, which wishes to operate efficiently and be competitive in the Australian and overseas markets. The Total Welding Management System Manual (itself an Expert Technology Tool) created by the WTIA with the assistance of industry and organisations represented within a Technology Expert Group, overviews each of these elements in the left-hand column. It details how each element relates to effective welding management, refers to supporting welding-related ETTs, or, where the subject matter is out of the range of expertise of the authors, refers the user to external sources such as accounting or legal expertise.
Knowledge Resource Bank The other columns on the diagram overleaf list the Knowledge Resource Bank and show examples of supporting ETTs which may, or may not, be produced directly by the WTIA. The aim, however, is to assist companies to access this knowledge and to recognise the role that knowledge plays in a Total Welding Management System. These supporting ETTs may take any form, such as a Management System e.g. Occupational Health and Safety Management System (OHSMS), a publication e.g. WTIA Technical Note (TN) or Guidance Note (GN or TGN), a video or a Standard through to software, a one-page guidance note or welding procedure.
Clearly, ETTs such as WTIA Technical Notes, various Standards, software, videos etc are readily available to industry.
The group of ETTs shown overleaf have been tailor-made to suit the water industry sector.
A company-specific Knowledge Resource Bank can be made by the company omitting or replacing any other ETT or Standard.
Total Welding Management for Industry Sectors Total Welding Management Systems and the associated Knowledge Resource Bank have been developed for the mining industry, tailored to address the particular issues of that industry and to facilitate access to relevant resources. A company-specific Total Welding Management System can also be made by the company adding, omitting or replacing any element shown in the left hand column or ETT or Standard shown in the other columns. This approach links in with industry needs already identified by existing WTIA SMART Industry Groups including the SMART Mining Industry Group. Members of these groups have already highlighted the common problem of industry knowledge loss through downsizing, outsourcing and privatisation and are looking for ways to address this problem. The concept of industry specific Total Welding Management Systems and Knowledge Resource Banks is being extended based on the results of industry needs analyses. The resources within the Bank will be expanded with the help of Technology Expert Groups including WTIA Technical Panels. Information needs will be identified for the specific industry sectors, existing resources located either within Australia or overseas if otherwise unavailable, and if necessary, new resources will be created to satisfy these needs.
How to Access ETTs Management System ETTs, whether they are the Total Welding Management Manual (which includes the Quality Manual), OHSMS Managers Handbook, Procedures, Work Instructions, Forms and Records or Environmental Improvement System, can be accessed and implemented in a variety of ways. They can be: Purchased as a publication for use by industry. They
may augment existing manuals, targeting the welding operation of the company, or they may be implemented from scratch by competent personnel employed by the company;
Accessed as course notes when attending a public workshop explaining the ETT;
Accessed as course notes when attending an in-house workshop explaining the ETT;
Purchased within a package which includes training and on-site implementation assistance from qualified WTIA personnel;
Accessed during face-to-face consultation. Downloaded from the WTIA website www.wtia.com.au
ETTs created by the WTIA are listed in the back of WTIA Technical Notes. Call the WTIA Welding Hotline on 1800 620 820 for further information.
Research, Education, Technical Support & Information
ABN 69 003 696 526 Unit 50, No 8 Avenue of the Americas, Newington NSW 2127; PO Box 6165, Silverwater NSW 1811 Australia
Phone: (02) 9748 4443 Fax: (02) 9748 2858 E-mail [email protected] URL http://www.wtia.com.au
for the Welding Industry

TOTAL WELDING MANAGEMENT SYSTEM for the Water Industry Sector
TOTAL WELDING MANAGEMENT SYSTEM
MANUAL
KNOWLEDGE RESOURCE BANK i.e. resources for the Total Welding Management System
ETT: MS01 (Including Welding Quality
Management System) ETTs: MANAGEMENT SYSTEMS ETTs: OTHER RESOURCES ETTs: STANDARDS
ELEMENTS: 1. Introduction
2. References
3. Management System
TN19 Cost Effective Quality Management TGN-3834 ISO 3834:2005 Quality requirements for fusion welding of metallic materials: Benefits and Implementation
AS/NZS ISO-9001 ISO-3834
4. Management Responsibilities
5. Document Control
6. Production Planning
7. Contracts
CR-01 Contract review for welding and allied industries
8. Design
TN8 Economic Design of Weldments TN10 Fracture Mechanics TN12 Minimising Corrosion
AS 4100 AS 4041 AS 1210 AS 2566 WSAA standards and specifications
9. Purchasing (incl. Sub-
Contracting)
GN 20 Development of Service Panels
10. Production & Service Operations
TN1 Weldability of Steels TN9 Welding Rates in Arc Welding TN15 Welding & Fabrication Q&T Steels TN16 Welding Stainless Steels TN17 Automation in Arc Welding TN18 Welding of Castings TN 25 Welding Spec for Water Industry Videos – Welding Parts A & B PG02 Welding Stainless Steel
AS/NZS 1554 AS 1579 AS/NZS 2280 AS/NZS 4129 AS/NZS 4130 AS/NZS 2638.2 AS 1988
11. Identification and Traceability
TN19 Cost Effective Quality Management
12. Welding Coordination
ISO 14731
13. Production Personnel
AS 1554 AS 1796 AS/NZS 3992 AS 3998
14. Production Equipment
15. Production Procedures
TN1 The Weldability of Steel TN19 Cost Effective Quality Management TGN-W-01 Composite Repairs for Pipelines TGN-W-02 Benefits of Composites for Pipeline Repairs TGN-W-04 Butt and Socket Fusion Welding of Polyethylene (PE) Pipe
AS 2032 AS 3681 AS 3680 AS 2033 AS/NZS 2566.2
16. Welding Consumables
TN3 Care & Conditioning of Arc Welding Consumables
AS 1533 AS 2203 AS 2717
17. Heat Treatment
AS 4458
18. Inspection and Testing
PG01 Weld Defects AS 2812
19. Inspection, Measuring and Test
Equipment
20. Non-Conforming Product
21. Corrective Action
TN20 Repair of Steel Pipelines AS 2885
22. Storage, Packing and Delivery
23. Quality Records
TN19 Cost Effective Quality Management
24. Auditing
25. Human Resources
26. Facilities
27. Marketing
28. Finance
29. OHS&R
MS02 OHS&R – Managers Handbook MS03 OHS&R – Procedures MS04 OHS&R – Work Instructions MS05 OHS&R – Forms & Records
TN7 Health & Safety in Welding TN22 Welding Electrical Safety Fume Minimisation Guidelines Video Fume Assessment TGN-W-03 Job Safety Analysis (JSA) for the Water Industry TGN-W-05 Earthing of mobile generating sets
AS 4804
30. Environment
MS06 Environmental Improvement MS TN23 Environmental Improvement Guidelines for Welding
AS/NZS 14001
31. Information Technology
32. Innovation, Research and
Development
33. Security
34. Legal
NOTE 1: Examples of ETTs listed are not all-embracing and other ETTs within the global information supply can be added.
NOTE 2: Dates and titles for the ETTs listed can be obtained from WTIA or SAI

PAGE DELIBERATELY BLANK

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - Preface -
Contents
SECTION 1 SCOPE 7
SECTION 2 ACCRONYMS AND DEFINITIONS 8
SECTION 3 STANDARDS/CODES 9
SECTION 4 APPROVAL TO COMMENCE WORK 10
SECTION 5 QUALITY ASSURANCE 11 5.1 WELDING SERVICE PROVIDER (WSP) RESPONSIBILITIES 11 5.2 QUALITY PLAN 12
SECTION 6 WELDING PROCEDURES 13 6.1 WATER AGENCY’S WELDING PROCEDURES 13 6.2 QUALIFICATION OF WELDING PROCEDURE SPECIFICATIONS 13 6.3 WELDING PROCEDURE INFORMATION 15 6.4 WORKMANSHIP 15
SECTION 7 WELDING PERSONNEL 16 7.1 WELDING SERVICE PROVIDER’S RESPONSIBILITIES 16 7.2 WSP RESPONSIBLE WELDING COORDINATOR 16
7.2.1 Responsible Welding Coordinator’s Authority 16 7.2.2 Responsible Welding Coordinator’s Responsibility 17 7.2.3 Responsible Welding Coordinator’s Qualifications 17
7.3 WELDING INSPECTOR 19 7.3.1 General 19 7.3.2 Welding Inspector’s Qualifications 19
7.4 WELDERS 19 7.4.1 Qualification, Certification and Experience 19 7.4.2 Identification of Welders 19
SECTION 8 INSPECTION AND TESTING 20 8.1 INSPECTION AND TEST PLAN 20 8.2 TESTING OF WELDS 20 8.3 PRESSURE TESTING 20 8.4 TESTING RECORDS 20 8.5 ADDITIONAL TESTING OF WELDS 20
SECTION 9 PROCESSES AND CONSUMABLES 21 9.1 WELDING AND CUTTING PROCESSES 21 9.2 WELDING CONSUMABLES 21
SECTION 10 SCHEDULE 22
APPENDIX A: SAMPLE FORMS 27 LIST OF WTIA EXPERT TECHNOLOGY TOOLS

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - Preface -
Tables and Figures
Figure 6.1: Welding Procedure Qualification Process. 14
Figure 7.1: Welder Qualification Process. 18
Figure 10.1: Selection of Weld Quality Requirements. 23 Table 7.1: Welding Related Activities 16

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - Preface -
REFERENCED DOCUMENTS
AS Australian Standards
1171 Non-destructive testing - Magnetic particle testing of ferromagnetic products, components and structures
1796 Certification of welders and welding supervisors
2177.1 Non-destructive testing - Radiography of welded butt joints in metal - Methods of test
2214 Certification of welding supervisors - Structural steel welding
3978 Non-destructive testing - Visual inspection of metal products and components
3998 Non-destructive testing - Qualification and certification of personnel
4037 Pressure equipment - Examination and testing
4041 Pressure piping
4458 Pressure equipment - Manufacture
AS/NZS Australian and New Zealand Standards
1553 Covered electrodes for welding
1554.1 Structural steel welding - Welding of steel structures
3678 Structural steel - Hot-rolled plates, floorplates and slabs
3992 Pressure equipment - Welding and brazing qualification
9712 Non-destructive testing - Qualification and certification of personnel
AS/NZS ISO Australian and New Zealand ISO Standards
9001 Quality management systems - Requirements
ISO International Standardization Organization Standards
3834 Quality requirements for fusion welding of metallic materials
3834.1 Quality requirements for fusion welding of metallic materials - Guidelines for selection and use
3834.2 Quality requirements for fusion welding of metallic materials - Comprehensive quality requirements
3834.3 Quality requirements for fusion welding of metallic materials - Standards quality requirements
3834.4 Quality requirements for fusion welding of metallic materials - Elementary quality requirements
3834.5 Quality requirements for fusion welding of metallic materials - Documents with which it is necessary to conform to claim conformity to the quality requirements of ISO 3834-2, ISO 3834-3 or ISO 3834-4 - Technical Corrigendum 1

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - Preface -
3834-6 Quality requirements for fusion welding of metallic materials - Guidelines on implementing ISO 3834
14731 Welding coordination - Tasks and responsibilities
9712 Non-destructive testing - Qualification and certification of personnel
WTIA Welding Technology Institute of Australia publications
MS01-TWM-01 Total Welding Management System.
MS02/5-OHS-01 Occupational Health and Safety Management System.
TGN-3834-01 and TGN-3834-02
Technical Guidance Note ISO 3834 : Questions and Answers
TGN-3834-03 Technical Guidance Note ISO 3834: How to specify ISO 3834 Quality requirements for fusion welding of metallic materials
TGN-3834-04 Technical Guidance Note ISO 3834: How to specify training and qualifications of welding coordination personnel
TGN-3834-05 Technical Guidance Note ISO 3834: How to specify tasks and responsibilities for Welding Coordinators to ISO 14731
TGN-3834-06 Technical Guidance Note ISO 3834: How to obtain certification including the IIW Manufacturer Certification Scheme (MCS) for the Management of Quality in Welded Fabrication
TGN-3834-07 Technical Guidance Note ISO 3834: Self assessment of quality requirements - Checklist and action plan
TN 3 Technical Note 3 Care and conditioning of arc welding consumables
TN 7 Technical Note 7 Health and safety in welding
TN 22 Technical Note 22 Welding electrical safety

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 7 -
S E C T I O N 1 S C O P E This Technical Specification applies to all metal fabrication and repair work, involving welding, carried out by a Water Agency (WA) and its Contractors/Subcontractors.
It prescribes weld preparation, qualification of welding procedure and personnel, workmanship and inspection requirements for welds related to the arc welding by manual metal-arc and other processes approved by the WA Responsible Welding Coordinator.
Welding shall be carried out in accordance with the requirements of the Drawings and this Specification using approved plant and equipment.
All welding related work subcontracted shall comply with this specification.
WTIA advocates the implementation of a Total Welding Management System (TWMS) which would incorporate Quality, Occupational Health and Safety plus Environmental Management Systems where ever welding is undertaken. A schematic of a TWMS is found in the preface of this document.
The implementation of ISO 3834:2005 “Quality requirements for fusion welding of metallic materials” forms an integral foundation for the assurance of quality production by a company, with benefits for both bottom-line and local and global competitiveness. Implementation of the principles of ISO 3834 are implicit in the following Technical Specification.
For further information on tailored products to assist the implementation of such management systems please contact the WTIA.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 8 -
S E C T I O N 2 A C C R O N Y M S A N D D E F I N I T I O N S
IIW – International Institute of Welding
Integrated Quality Document – a document which is designed and produced in accordance with the principles outlined in ISO 3834.1 “Quality requirements for fusion welding of metallic materials”
ITP – the detailed Inspection and Test Plan(s) for the proposed work
IWE – International Welding Engineer
IWI S – International Welding Inspector Standard Level
IWS – International Welding Specialist
IWT – International Welding Technologist
MDR – Manufacturer’s Data Report as required by the Welding Service Provider as part of contract conditions (See Appendices for standard MDR form)
NATA - National Association of Testing Authorities
NDT/NDE – Non Destructive Testing/Evaluation
OHSMS – Occupational Health And Safety Management System
PQR – Procedure Qualification Record
Schedule – description/requirements of Quality Assurance Requirements, and Contractors Notifications and Submissions
SD – Water Agency’s Standard Drawings
Specified – described/requested in the Contract Specification or on the Contract Drawings
Technical Specification – means this Technical Standard
TWMS – Total Welding Management System
WA – Water Agency
WA Responsible Welding Coordinator (WA RWC) – the person authorised to sign for all welding matters on behalf of a Water Agency. The person may also nominate a Designate to sign for some or all welding maters
Weld Procedure Specification (WPS) – a Qualified Weld Procedure which has been tested and proven
Welding Coordinator – a person who carries out one or more welding coordination tasks (as defined in ISO 14731) and reports to the Responsible Welding Coordinator
Welding Service Provider (WSP) – the person, organisation or contractor as defined in the Contract or its subcontractor who will undertake the welding work
Work – means metal fabrication and repair work, involving welding, carried out by the Water Agency and its Contractors or Subcontractors to which this Technical Specification applies
WSP Responsible Welding Coordinator – the person authorised to sign for all welding matters on behalf of a Welding Service Provider. The person may also nominate a Designate to sign for some or all welding maters
WTIA – Welding Technology Institute of Australia

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 9 -
S E C T I O N 3 S T A N D A R D S / C O D E S (a) Australian Standards
All metal fabrication and welding shall comply with the Australian Standard(s) or Code(s) of Practice (including amendments) stated in the Contract Specification, noted on the Contract Drawings, and/or in the work order/purchase order detail.
The applicable edition(s) of standards/codes are those current 2 weeks prior to tender close date.
The relevant standard/code is deemed the minimum standard applicable unless otherwise stated in the specification.
(b) Water Agency Standards (i.e. In-house Design)
All metal fabrication and welding of pipe fittings and flanges as applicable shall comply with the current edition of the Water Agency’s Standard Drawings or as specified in the contract documentation, and/or work order/purchase order detail. All flanges shall be attached to pipework as per the standard drawings or as specified by the Water Agency’s Responsible Welding Coordinator.
(c) Water Agency Standard Forms
The Water Agency maintains a register of standard Weld Forms, these forms shall be used, or an equivalent approved by the WA Responsible Welding Coordinator. Standard Weld Forms are available from the WA Responsible Welding Coordinator or Designate on request.
(d) Occupational Health and Safety
This technical specification does not obviate the contractor’s or subcontractor’s responsibility to provide a safe workplace, systems and methods in accordance with local Occupational Health and Safety Regulations. Refer to WTIA Technical Note 7-04 Health and Safety in Welding, WTIA Technical Note 22-03 Welding Electrical Safety and WTIA MS02/5-OHS-01Occupational Health and Safety Management System.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 10 -
S E C T I O N 4 A P P R O V A L T O C O M M E N C E W O R K The Welding Service Provider (WSP) shall formally request the WA Responsible Welding Coordinator’s (WA RWC’s) approval to commence cutting or welding work. Approval to commence will not be given prior to the RWC’s approval of the following;
(a) the Quality Plan as required in Section 5 QUALITY ASSURANCE; and
(b) a schedule of qualified welding procedures, in accordance with Section 6 WELDING PROCEDURES.
(c) detailed list of welding personnel and their qualifications, in accordance with Section 7 WELDING PERSONNEL.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 11 -
S E C T I O N 5 Q U A L I T Y A S S U R A N C E
5.1 WELDING SERVICE PROVIDER (WSP) RESPONSIBILITIES
The WSP shall establish a welding management system in accordance with ISO 3834.2, .3 or .4 (as appropriate) and nominate a Responsible Welding Coordinator in accordance with ISO 14731 who is appropriately qualified to the approval of the WA RWC.
The WSP shall:
(a) be responsible for all quality assurance activities necessary to ensure that the Works comply with the specified requirements of Section 10;
(b) provide sufficient information, in respect of any proposed sub-contractors, to enable the WA RWC to assess their suitability for the Works;
(c) establish and maintain a quality assurance system as required in Section 10;
(d) require subcontractors' operations to be in accordance with the contract quality assurance system requirements and provide management and oversight to ensure that they are;
(e) submit not less than 10 working days prior to commencement of work, a Quality Plan to the Requirements of ISO 3834.2 or 3, to the WA RWC detailing how the quality assurance requirements are to be applied to each element of the Works.
The WSP shall demonstrate that:
(i) A review of requirements has been carried out considering as a minimum the items referred to in ISO 3834.2 or .3 (as appropriate).
(ii) A technical review has been carried out considering as a minimum the items referred to in ISO 3834.2 or .3 (as appropriate).
(iii) Welding coordination personnel have been nominated and have clearly defined tasks and responsibilities.
(iv) Welders and welder operators are qualified, with records, to the welding standard specified.
(v) Documented weld procedure specifications are in accordance with the welding standard specified.
(vi) Non-destructive testing personnel are qualified, with records, to the non-destructive testing standard specified e.g. ISO 9712 or AS 3998.
(vii) Plant and equipment are maintained and in good working order to prepare, execute and deliver the contract in a timely and safe manner.
(viii) A system is in place to control quality documentation such as weld procedure specifications, weld procedure approval record and welder approval certificate.
(ix) A written procedure for the control of welding consumables is prepared to ensure compliance with the consumable manufacturer’s specification and recommendations.
(x) Where post-weld heat treatment is required, the manufacturer can provide a written procedure and a record obtained during this process demonstrating conformity.
(xi) A system is in place to control inspection and testing prior to, during and after welding.
(xii) A system is in place to maintain calibration of all equipment that assesses the quality of the welded construction.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 12 -
Prior to placing the contract the WSP shall provide, to the Client for review, a description of the equipment intended to be used to undertake this contract. This list should include equipment capacity and capability.
The WSP shall provide a documented production plan considering as a minimum the items referred to in ISO 3834.2 or .3 (as appropriate).
Prior to production the weld procedure specifications shall be prepared in accordance with the appropriate part of the welding standard specified in the contract documentation, and/or work order/purchase order detail.
A written procedure for controlling and rectifying non-conforming product shall be agreed with the WA RWC prior to production.
The WSP and the WA RWC shall agree on the requirements for batch testing of consumables, the scope of identification and traceability for materials and operations, and all necessary quality records.
5.2 QUALITY PLAN
The Quality Plan shall include the following:
(a) a system element outline;
(b) the WSP’s organisation chart for the Works;
(c) organisation chart(s) for any subcontractor(s) work;
(d) a list of qualified welding procedures for the welding work including test results for the welding procedures;
(e) detailed ITPs for the Works;
(f) details of Weld Map; a standard Water Agency Weld Form shall be used; WMAP [WIWS-05 - WMAP] or approved equivalent;
(g) the intended format and presentation arrangements for the MDR; a standard Water Agency Weld Form shall be used; MDR [WIWS-06 - MDR] or a approved equivalent; and
(h) details of the quality system showing each element of the system and how they relate to each other.
The Quality Plan and the MDR shall be prepared and presented as Integrated Quality Documents.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 13 -
S E C T I O N 6 W E L D I N G P R O C E D U R E S
6.1 WATER AGENCY’S WELDING PROCEDURES
The WA RWC shall be contacted to ascertain if a suitable Weld Procedure Specification (WPS) is available for use, prior to the qualification of additional WPSs.
NOTE: The Water Agency should maintain a database of qualified Welding Procedure Specifications (WPS), which are controlled by the WA RWC and copies of WPSs should be provided upon request.
6.2 QUALIFICATION OF WELDING PROCEDURE SPECIFICATIONS
(a) Welding procedures for all fillet and butt welds (or any combination of each) shall be proven and qualified by the WSP, who shall submit to the WA RWC a Procedure Qualification Record (PQR) using a standard Water Agency Weld Form PQR [WIWS-01 - WQR] or a Water Agency approved equivalent. All proposed welding procedure qualifications shall be submitted no less than 10 working days prior to the planned commencement of welding work to which the procedures will apply.
The flow chart in Figure 6.1 shall be used as a guide in developing a PQR and WPS.
(b) Where welding procedures are similar, a welding procedure qualification is required for each where the essential variables (as per the specified standard/code) vary between each procedure outside of the prescribed limits in the specified standard/code.
(c) Any new welding procedure(s) shall be qualified when the essential variables on the welding procedures being used, vary outside of the prescribed limits in the specified standard/code. These welding procedure(s) qualifications shall be submitted to the WA RWC for review and approval.
(d) The WSP Responsible Welding Coordinator shall prepare the WPS using a standard Water Agency Weld Form, WPS [WIWS-02 - WPS]. If the contractor wishes to use an existing Qualified Procedure this, along with supporting documentation, can be submitted to the WA RWC for review and approval;
(e) Should the WA RWC require witnessing of the Welding Qualification Test the WSP shall give a minimum of 48 hours notice prior to the commencement of such a test. A copy of the WPS shall be made available to the WA RWC prior to commencement of the test;
(f) The WSP is responsible for ensuring all necessary testing is performed to qualify the WPS in accordance with the relevant standard for which the procedure is intended;
(g) The WSP RWC shall hard stamp or permanently mark the WPS number on the test coupon. Test report shall indicate the unique WPS number assigned to the Welding Procedure;
(h) The WSP RWC shall prepare a PQR using a standard Water Agency PQR Weld Form, PQR [WIWS-01 - PQR] or a Water Agency approved equivalent. The form details all welding parameters during the qualification process. The WA RWC, if present, may sign the document verifying the test coupon as visually acceptable, prior to mechanical and non-destructive testing as required;

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 14 -
Document
Process
Decision
Develop Proposed Welding
Procedure (PWP)
Revise Proposed WPS with modified
parameters
From the data recorded on the PQR & relevant test reports, formalise the Welding Procedure Specification (WPS) including all ranges per the required standard
Record the actual parameter used
during welding on a Procedure
Qualification Record (PQR)
Review test reports and determine
possible causes for failure
Issue WPS as required (i.e. into system for further use, to welders to complete job, etc,)
Submit the test piece for required Non
Destructive & Mechanical Testing (as specified by the required standard)
Weld test piece using the
parameters specified in the
PWP
Failed Testing
Passed Testing
FIGURE 6.1: WELDING PROCEDURE QUALIFICATION PROCESS
KEY

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 15 -
(i) On completion of welding the qualification test piece the WSP RWC shall perform a 100% visual examination of the completed weld(s) to verify compliance with the relevant Standard. The test coupon(s) shall be submitted to a National Association of Testing Authorities (NATA) approved testing laboratory for mechanical and non-destructive testing, as appropriate. On receipt of the test report documentation qualifying the PQR the WSP RWC shall prepare the PQR using the Standard Water Agency PQR Weld Form, PQR [WIWS-01 Rev:0] or a Water Agency approved equivalent;
(j) Copies of all Qualified PQR documentation (Including Test Certificates) shall be forwarded to the WA RWC.
6.3 WELDING PROCEDURE INFORMATION
The WSP shall ensure copies of the PQRs and WPSs are available on site at all times.
Each PQR and WPS shall be submitted to the WA RWC for review and approval. The PQRs and WPSs shall be produced using standard Water Agency Weld Form, PQR [WIWS-01 Rev:0] and WPS [WIWS-02 Rev:0] or a Water Agency approved equivalent, and shall contain all of the major parameters/essential variables and at least the following information:
(a) a sketch of the joint design;
(b) material specification(s) e.g. type, grade;
(c) material thickness - all parts;
(d) method(s) of material preparation;
(e) welding process(es) to be used;
(f) voltage, amperage and travel speed for each weld pass;
(g) number and sequence of runs;
(h) classification of electrode/wire;
(i) diameter of electrode/wire;
(j) shielding gas/gas mixture/flux type/classification;
(k) temperature of preheat, inter run heat and post heat applications, if applicable;
(l) heat input (kJ/mm) for each weld pass;
(m) welding standard/code and classification, (e.g. AS/NZS 1554.1 SP, AS 4041 Class 2P); and
(n) the type and extent of testing of welds to be carried out in accordance with the specified testing requirements. PQR test certificate reference numbers shall be clearly stated on the PQR.
6.4 WORKMANSHIP
The surfaces to be welded shall be free of slag, oil, grease, cement mortar, external coating, rust or heavy scale, mud or sand, or any foreign substances which may effect the quality of the weld.
In multi-pass welding, each pass shall be thoroughly cleaned before the succeeding pass is applied.
Tack welds, which are to be incorporated in the final weld, shall be subjected to the same quality and workmanship requirements as the final weld. Any tack weld found to be cracked shall be completely removed and replaced by a tack weld of sound quality.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 16 -
S E C T I O N 7 W E L D I N G P E R S O N N E L
7.1 WELDING SERVICE PROVIDER’S RESPONSIBILITIES
The WSP shall clearly identify the position, responsibilities and extent of authorisation of each person allocated a welding coordination task. Table 7.1 shows a number of areas for which the tasks and responsibilities need to be defined and allocated. More detailed activities are given in ISO 14731.
TABLE 7.1 – WELDING RELATED ACTIVITIES Review of Requirements Technical Review Subcontracting Welding Personnel Equipment Production Planning Qualification of the Welding Procedures Welding Procedure Specifications Work Instructions Welding Consumables
Materials Inspection and Testing Before Welding Inspection and Testing During Welding Inspection and Testing After Welding Post-weld Heat Treatment Non-conformance and Corrective Actions Calibration and Validation of Measuring, Inspection and Testing Equipment Identification and Traceability Quality Records
Not less than 10 working days prior to commencement of work, the WSP shall identify and nominate a suitably qualified Responsible Welding Coordinator, who will be responsible for the coordination of all operations in respect of the welding work. In large organisations with different products or sites there may be more than one Responsible Welding Coordinator.
The WSP Responsible Welding Coordinator shall be:
(a) Competent to sign on behalf of the WSP.
(b) Authorised to oversee the work of all other Welding Coordinators.
Welding Coordinators shall have responsibilities in the manufacturing operation for welding and welding related activities and their competence and knowledge shall be demonstrated by e.g. training, education and/or relevant manufacturing experience.
Such personnel shall have their tasks and responsibilities allocated to them e.g. welding supervisor, storeman, design engineer, contracts engineer.
7.2 WSP RESPONSIBLE WELDING COORDINATOR
7.2.1 Responsible Welding Coordinator’s Authority
The WSP RWC shall have delegated authority to deal directly with the WA RWC on all issues relating to the welding work, including:
(a) Welding procedure management;
(b) Welding quality management;
(c) Supervision activities;
(d) Inspection and testing activities; and
(e) Collation and sign-off on the MDR,

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 17 -
7.2.2 Responsible Welding Coordinator’s Responsibility
The WSP RWC shall be responsible for:
(a) Satisfactory qualification of all welding operators;
(b) Welder qualification test are carried out in accordance with the required standard;
(c) All welder qualification tests are documented on the Welder Qualification Record using the Standard Water Agency Weld Form WQR [WIWS-03 - WQR] or a Water Agency approved equivalent,
(d) Testing of weld/welder qualification test pieces are carried out by a NATA accredited laboratory in accordance with the requirements of the relevant standard;
(e) Allocating all welders and welding operators with a unique identification number;
(f) Maintaining a register of qualified welders detailing qualifications;
(g) Ensuring that each welder’s performance is kept under review. Where unsatisfactory welding performance is revealed, that is where percentage repair rate is in excess of 5%, an investigation into the cause and subsequent corrective action shall be implemented. If cause is due to the welder being unable to meet the specification, that welder shall be taken off that job and consideration be given to additional training. Such reviews and/or re-training shall be indicated on each welder’s performance record;
(h) Submitting copies of all weld related documentation to the WA RWC.
The flow chart in Figure 7.1 shall be used as a guide in preparing a WQR.
7.2.3 Responsible Welding Coordinator’s Qualifications
The WSP RWC shall hold as a minimum:
(a) International Institute of Welding (IIW) International Welding Engineer (IWE), IIW International Welding Technologist (IWT) or IIW International Welding Specialist (IWS)
The Welding Coordinator acting as a Welding Supervisor should hold as a minimum:
(b) current certification to WTIA AS 1796 Certificate 10; or
(c) current certification to WTIA AS 2214
The WSP shall provide details of the RWC’s qualification(s), certification and experience records to the WA RWC.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 18 -
Document
Process
Decision
Record the test report details on the WQR and file
Record parameters on Welder
Qualification Record (WQR)
Review test reports and determine
possible causes for failure
Weld test pieces (per required
standard & WPS)
Submit the test piece for required Non
Destructive & Mechanical Testing (as specified by the required standard)
Carry out Welder Qualification
Testing in accordance with
the required standard & WPS
KEY
Passed Testing
Failed Testing
FIGURE 7.1: WELDER QUALIFICATION PROCESS

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 19 -
7.3 WELDING INSPECTOR
7.3.1 General
The WSP shall identify and nominate a suitably qualified Welding Inspector in no less than 10 working days prior to commencement of the Works.
Where welding is to occur concurrently at sites remote from each other, the WSP shall identify and nominate an appropriate number of Inspectors.
7.3.2 Welding Inspector’s Qualifications
The Inspector shall hold as a minimum:
(a) IIW IWE, IWT, IWS, IIW International Welding Inspector Standard Level(IWI S); or
(b) current WTIA Welding Inspector Certification.
The WSP shall provide details of the Inspector’s qualification(s), certification and experience records to the WA RWC.
7.4 WELDERS
7.4.1 Qualification, Certification and Experience
Not less than 10 working days prior to planned commencement of welding, the following information shall be provided to the WA RWC for each welder:
(a) documentary evidence of the qualification/certification currently held;
(b) trade training background; and
(c) documentary evidence confirming that each welder is qualified for each welding procedure, as required by the application standard code, that they will apply to the welding works.
7.4.2 Identification of Welders
The WSP shall:
(a) provide in the MDR, on completion of the welding work, a weld map showing the welds carried out by each welder using a Standard Water Agency Weld Form WMAP [WIWS-05 - WMAP] or a Water Agency approved equivalent. Weld maps may not be required for minor structural welding as approved by the WA RWC. Minor structural welds shall be identified on as-constructed drawings for testing traceability purposes, thus are still required for the Welding/NDT Log; and
(b) maintain records clearly identifying the welders for each completed weld, welded pipe joint, weld repair and/or fabricated assembly/unit pipeline repair, which records shall to be made available to the WA RWC.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 20 -
S E C T I O N 8 I N S P E C T I O N A N D T E S T I N G
8.1 INSPECTION AND TEST PLAN
The WSP shall:
(a) provide an inspection and test plan for all welding work to the WA RWC, not less than 10 working days prior to commencement of the welding work using a Standard Water Agency sheet ITPCK [WIWS-07 - ITPCK] or Water Agency approved equivalent,
(b) ensure that the inspection and test plan contains the necessary elements to ensure the completed welding work complies with the specified standards/codes and/or other specified requirements;
8.2 TESTING OF WELDS
The WSP shall:
(a) carry out testing of all welds in accordance with the specified standards/codes and/or other specified requirements; and
(b) provide test certificates, issued by a NATA accredited laboratory, for both destructive and non destructive testing (except pressure testing of pipe joints), as part of the MDR;
A minimum 10% NDT of a type specified by the WA RWC shall be carried out on all fabrications, unless specified otherwise in the contract specifications.
8.3 PRESSURE TESTING
Where required by the contract specification, pressure testing shall be carried out and recorded on a Standard Water Agency Weld Form, Pressure Test Record [WIWS-08 - PTR] or a Water Agency approved equivalent, and included in the MDR; and
The WSP shall notify the WA RWC within the agreed prior notice time prior to undertaking pressure testing, to enable the WA RWC to witness such testing.
8.4 TESTING RECORDS
The WSP shall:
(a) maintain testing records for all weld testing using a Standard Water Agency Weld Form Welding/NDT Log [WIWS-04 - NDTLOG] or a Water Agency approved equivalent, and provide such records to the RWC on request.
(b) provide testing records, which shall be clearly traceable, by sketch or designation, to the actual weld(s) being reported on using a Standard Water Agency Weld Form WMAP [WIWS-05 - WMAP] or a Water Agency approved equivalent.
(c) include all test reports in the MDR.
(d) provide 2 copies of the MDR to the WA RWC on completion of the welding work.
8.5 ADDITIONAL TESTING OF WELDS
The WSP shall undertake, in addition to the specified testing requirements applying to the welding work, any additional weld testing instructed by the WA RWC. Where testing detects non-compliance with relevant specified standards/codes/and specifications, the cost of weld repair and retesting shall be borne by the WSP.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 21 -
S E C T I O N 9 P R O C E S S E S A N D C O N S U M A B L E S
9.1 WELDING AND CUTTING PROCESSES
Where the WSP intends to incorporate in a welding procedure, welding or cutting process(es) other than those listed in the relevant standard, the WA RWC shall be notified of such intent prior to the development of the welding procedure.
9.2 WELDING CONSUMABLES
All welding consumables used in welding procedures shall comply with the relevant standards/codes.
The WSP shall store and handle consumables; in particular hydrogen controlled electrodes, in compliance with the requirements of AS/NZS 1553, WTIA Technical Note 3, and the manufacturer’s recommendations.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 22 -
S E C T I O N 1 0 S C H E D U L E The Schedule is provided to:
(a) specify the required Contract Quality Assurance System.
(b) assist the WSP to identify all notices, submissions, approvals etc and their contractual time requirements.
(c) provide a check list format to enable the WSP to record and update the status of the various items.
The WSP shall comply with all the requirements included in the Schedule, use and maintain the Schedule and provide updates to the WA RWC.
The flow chart in Figure 10.1 shall be used as a guide for the selection of quality requirements.

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 23 -
FIGURE 10.1: SELECTION OF WELD QUALITY REQUIREMENTS.
Welding quality
requirements in the contract
AS/NZS ISO 9001 or
ISO 3834
No further action
Contract Welding Quality Requirements
Use ISO 3834
Standard ISO 3834.3
Elementary ISO 3834.4
Comprehensive ISO 3834.2
Approval by Responsible Welding Coordinator
Select appropriate elements
Document
Process
Decision
NO
YES
YES NO
KEY

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 24 -
SCHEDULE OF THE CONTRACTOR’S REQUIRED
QUALITY ASSURANCE SYSTEM - NOTIFICATIONS AND SUBMISSIONS 1.0 QUALITY ASSURANCE SYSTEM Quality Assurance Systems Allowed Yes No 1.1 AS/NZS ISO 9001 1.2 ISO 3834 Yes No Part 2 comphensive Yes No Part 3 standard Yes No Part 4 elementry Yes No 1.3 Alternative 1.4 Default Where no contract specific requirements are specified above, the following default applies;
ISO 3834.3
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
5 Detailed Welding Management System
Details for assessment Type of system Accept/Reject Within 10 working days
2.0 Subcontractor to be used Yes No If yes
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
5 Subcontractor full details
Details for assessment Subcontractors to be used.
Accept/Reject Within 10 working days

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 25 -
3.0 Intent to use Alternative Processes Yes No If yes
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
9 Welding process/es (welding or cutting)
Intent to use alternative process.
Before development of Welding Procedure
Approve/Reject Within 10 working days
4.0 10 Days Prior to Planned Commencement of Works.
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
5 Quality Plan As detailed Approved Yes/No 6.2 Qualification of
Welding Procedures Schedule of qualified procedures and PQRs
Accept/Reject
6.3 Welding Procedure Specification (WPS)
All major parameters/essential variables and as per 6.2 advise copies held available to workplace.
Accept/Reject
7.1 Responsible Welding Coordinator (RWC)
Nominate qualified person responsible.
Accept/Reject
7.1.3 WSP RWC details Qualification/ certification and experience, records.
Yes/No
7.2 Inspector Qualification, certification and experience.
Yes/No
7.3.1a) and b)
Welder qualification, certification, etc.
As detailed Acceptance Yes/No
7.3.1 c) Welder qualified to Qualified Welding procedures
Details for each welder Acceptance. Yes/No
8 Inspection/Test Plan Inspection and Test Plans (ITPs)
Accept/Reject
5.0 Before Welding Commences
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
4 Commencement Request approval to commence
All Pre- conditions met
Yes/No

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 26 -
6.0 Identification and Traceability after Welding Done
Section
Item
Submission
Precondition WA RWC
Approval/Outcome
Plan/ Actual Dates
7.3.2 Identification of welders to welds
Records Work Done Accept/Reject
7.3.2 a) Traceability of welds Weld Map Work Done Accept/Reject Compliance.
7.0 Testing
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
8 b) Testing Test Certificates (destructive or non-destructive)
Work Done NATA Accredited Laboratory
Accept/Reject Compliance
8 c) Pressure testing Test Results Work Done Witness and Accept/Reject
8 d) Testing records Supply as part of MDR Work and Tests done
Accept/Reject Compliance
8.0 Re-qualification when Essential Variables fall outside Standard/Code Limits
Section
Item
Submission
Precondition
WA RWC Approval/Outcome
Plan/ Actual Dates
6.2 New Procedure Qualification of New Welding Procedure (PQR and WPS)
Change after work commences
Accept/Reject Review/Approval

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 27 -
Appendix A: Sample Forms Standard Water Agency Weld Forms available:
Form Name Form Number REV: Issue Date
Comments
Procedure Qualification Record (PQR) WIWS-01 - PQR 0 13/01/05
Weld Procedure Specification (WPS) WIWS-02 - WPS 0 7/01/05
Welder Qualification Record (WQR) WIWS-03 - WQR 0 7/12/04
Welding/Non Destructive Testing Log (W/NDTLOG)
WIWS-04 - W/NDTLOG 0 7/12/04
Weld Map (WMAP) WIWS-05 - WMAP 0 7/12/04 dwg Template
Weld Map - Blank (WMAP) WIWS-05a - WMAP 0 7/12/04 dwg Template Blank
Manufacture’s Data Report (MDR) WIWS-06 - MDR 0 7/12/04
Inspection Test Plan Checklist (ITPCK) WIWS-07 - ITPCK 0 7/12/04
Non Destructive Test Report (NDTR) WIWS-08 - NDTR 0 7/12/04
Pressure Test Record (PTR) WIWS-09 - PTR 0 16/12/04
Piping Fabrication Checklist (PFCK) WIWS-10 - PFCK 0 16/12/04

WATER AGENCY
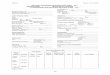
PROCEDURE QUALIFICATION RECORD (PQR)
P.Q.R # W01PQR DATE: 13/01/05 REV: 0 PAGE: 1 of 2
PQR PPREPARED BY WELDING CODE: AS/NZS 1554.1:2004 SP WELDING PROCESS: MMAW EDGE PREPARATION: GRIND JOINT TYPE: FILLET (Table E3 – F1) JOINT POSITION: 6F (Qualifies all “F” positions except vertical down) DRAWING REFFERENCE N/A
WATER AGENCY: JOE BLOGGS
CONTRACTOR: JOHN SMITH (ABC welding contractor)
JOINT DETAIL PASS SEQUENCE JOINT SETUP ROOT GAP (a) 1-2 mm ROOT FACE N/A JOINT ANGLE (c) 90° INTERRUN CLEANING: WIRE BRUSH/GRIND
MATERIAL SPECIFICATION GRADE: 250 MATERIAL GROUP: A2 THICKNESS: 6 mm RANGE QUALIFIED: 4 mm – 9 mm
THERMAL TREATMENT
PREHEAT: NIL if 20°C INTERPASS: MAX 230°C MIN: 20°C P.W.H.T: N/A HEATING RATE: N/A COOLING RATE: AIR
WELD PASS
ELECTRODE/ FILLER WIRE
TYPE WELDING PARAMETERS
NO SIDE POS TYPE SIZE WELD PROCESS
GAS FLOW L/min
AMPS VOLT POL +/-
TRAVEL SPEED mm/min
INTERPASS TEMP°C
Max
HEAT INPUT KJ/mm
1 2 3
1 1 1
6F 6F 6F
16TC 16TC 16TC
3.2 mm 3.2 mm 3.2 mm
MMAW MMAW MMAW
N/A N/A N/A
90 110 135
20 22 24
DC+ DC+ DC+
90 120 150
230°C 230°C 230°C
1.20 1.21 1.25
TEST COUPON ID CONSUMABLE DETAIL NDT VISUAL: YES/NO M.P.I: YES/NO U/T: YES/NO R/T: YES/NO P/T: YES/NO
MECHANICAL TESTING
WELDER ID: WEPJB0012 COUPON #: WTP0003 DATE WELDED: 02/11/04
STICKOUT: N/ASHIELD GAS: N/A FLUX: N/A ELECTRODE E4816DIAMETER: Ø3.2 mm FILLER WIRE: N/A BATCH #: WIA00132 NOTE:
TRANSVERE TENSILE: YES/NO ALL-WELD TENSILE YES/NO BENDS YES/NO IMPACTS YES/NO MACRO YES/NO HARDNESS YES/NO OTHER …………
Water Agency’s Procedure Qualification Record Form WIWS-01-PQR
a
c
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 28 -

WATER AGENCY
PROCEDURE QUALIFICATION RECORD (PQR)
P.Q.R # W01PQR DATE: 13/01/05 REV: PAGE: 2 of 2
NOTES: Low hydrogen electrodes to be stored in accordance with manufacturing recommendations. …………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
NDE TESTS & TEST CERTIFICATE REFERENCE
MECHANICAL TESTS& TEST CERTIFICATE REFERENCE
VISUAL WEPVI123 RT: N/A UT: WEPUT123 MT: WEPMT123 PT: N/A
TRANSVERSE TENSILE: N/A ALL-WELD TENSILE: WEPAWT123 BENDS: N/A IMPACTS: WEPI123 MACRO: WEPMAC123 HARDNESS: WEPH123 OTHER: N/A
Approvals; We, the undersigned, certify that the statements in this record are correct and that the welds were prepared, welded and tested in conformance with the requirements of the stated Code. Signed WATER AGENCY RWC ……………………………………….. WELDING SERVICE PROVIDER RWC ………………………………………..
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 29 -

WATER AGENCY
WELDING PROCEDURE SPECIFICATION (WPS)
P.Q.R # W01PQR DATE: 13/01/05 W.P.S#W01WPS REV:0 PAGE: 1 of 1
APPROVALS WELDING CODE: AS/NZS 1554.1:2004 SPWELDING PROCESS: MMAW EDGE PREPARATION: GRIND JOINT TYPE: FILLET (Table E3 – F1) JOINT POSITION: 6F (Qualifies all “F” positions except vertical down) DRAWING REFFERENCE: N/A
WATER AGENCY: RESPONSIBLE WELDING COORDINATOR OTHER: ABC INSPECTION SERVICE
JOINT DETAIL PASS SEQUENCE JOINT SETUP ROOT GAP (a) 1-2 mm ROOT FACE N/A JOINT ANGLE (c) 90° INTERRUN CLEANING: WIRE BRUSH/GRIND
MATERIAL SPECIFICATION GRADE: 250 MATERIAL GROUP: A2 THICKNESS: 6 mm RANGE QUALIFIED: 4 mm – 9 mm
THERMAL TREATMENT
PREHEAT: NIL if >20°CINTERPASS: MAX: 230°C MIN: 20°C P.W.H.T: N/A HEATING RATE: N/A COOLING RATE: AIR
WELD PASS
ELECTRODE/ WIRE TYPE WELDING PARAMETERS
NO SIDE POS TYPE SIZE WELD
PROCESS GAS
FLOW L/min
AMPS VOLT POL +/-
TRAVEL SPEED mm/min
INTERPASS
TEMP°C
HEAT INPUT KJ/m
m 1 2 3
1 1 1
6F 6F 6F
16TC 16TC 16TC
3.2 mm 3.2 mm 3.2 mm
MMAW MMAW MMAW
N/A N/A N/A
90±10 110±10 130±10
20±2 22±2 24±2
DC+ DC+ DC+
90 120 150
230°C 230°C 230°C
1.20 1.21 1.25
TEST COUPON IDENTIFICATION CONSUMABLE DETAILS N.D.E WELDER ID: WEPJB0012 COUPON #: WTP0003 DATE WELDED: 02/11/04
STICKOUT: N/A SHIELD GAS: N/A FLUX: N/A ELECTRODE: E4816DIAMETER: Ø3.2 mm FILLER WIRE: N/A BATCH #: WIA00123
VISUAL: YES/NO M.P.I: YES/NOU/T: YES/NO R/T: YES/NO P/T: YES/NO
NOTES: ELECTRODES TO BE STORED AND CONDITIONED IN ACCORDANCE WITH MANUFACTURERS’ RECOMMENDATIONS
PREPARED BY: JOE BLOGGS WITNESSED: WORKSHOP WELDING SUPERVISOR
Water Agency’s Weld Procedure Qualification Form: WIWS-02-WPS
c
a
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 30 -

WATER AGENCY
WELDER QUALIFICATION RECORD
(WQR)
PAGE: 1 of 1
WELDERS DETAILS WELD PROCEDURE SPECIFICATION TESTED
WELDERS NAME: JOE BLOGGS WELDERS ID# WEPJB0012 DATE WELDED: 02/11/04
WPS # WEPWS01 CODE # AS:1554.1
WELD PASS ELECTRODE WELDING PARAMETERS
NO SIDE POS TYPE SIZE WELD
PROCESS
GAS FLOW L/min
AMPS VOLT POL +/-
TRAVEL SPEED
INTERPASS TEMP°C
HEAT INPUT KJ/mm
1 2 3
1 1 1
5F 5F 5F
16TC 16TC 16TC
3.2 mm 3.2 mm 3.2 mm
MMAW MMAW MMAW
N/A N/A N/A
90 120 135
20 22 24
DC+ DC+ DC+
90 mm 100 mm 120 mm
200°C 200°C 200°C
1.2 1.58 1.62
TEST COUPON IDENTIFICATION CONSUMABLE DETAILS VISUAL EXAMINATION COUPON #: WTP003
STICKOUT: N/A SHIELD GAS: N/A FLUX: N/A ELECTRODE: E4816 Ø3.2 mmFILLER WIRE: N/A BATCH #: WIA0012345
PASS YES/NO FAIL YES/NO ( IF YES FOR FAIL, REFER NOTES)
EXTENT OF TESTING REQUIRED NDE TEST CERTIFICATE MECHANICAL TEST CERTIFICATE NDE MECHANICAL
VISUAL Y/N RT Y/N UT Y/N MT Y/N PT Y/N
TENSILE Y/N BENDS Y/N IMPACTS Y/N MACRO Y/N HARDNESS Y/N OTHER Y/N
VISUAL WEPVI234 RT N/A UT N/A MT WEPMT23 PT N/A
TRANSVERSE TENSILE N/A ALL WELD TENSILE N/A BENDS N/A IMPACTS N/A MACRO WEPMAC234 HARDNESS N/A OTHER N/A
NOTES: VISUAL EXAMINATION FAILED DUE TO EXCESSIVE OVERLAP REMOVE WITH GRINDER TO RECTIFY
PREPARED BY: WELDING SUPERVISOR CHECKED BY: WSP RESPONSIBLE WELDING
COORDINATOR WITNESSED BY: ABC INSPECTION SERVICE
Water Agency’s Welder Qualification Record WIWS-03-WQR
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 31 -

WATER AGENCY
WELDING / NON DESTRUCTIVE TESTING LOG (W/NDTLOG)
ITP No. DATE: 7/12/04 PAGE:1 of 1 PROJECT DETAILS ITEM DETAILS
PROJECT: PUMP STATION CONTRACT: PS1
WELDMAP Drg REFERENCE: XXXX-XXXX ITEM: MAIN PUMPING MAINIFOLD
Weld No. Weld Position Welding Procedure Specification
(WPS)
Welder ID Date Welded R/T Report No M/T-P/T Report No
U/T Report No. Acceptance
SW001 5F WEPWS01 WEPJB0012 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS
SW002 6G WEPWS02 WEPJB0012 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS FW001 6F WEPWS03 WEPRD0011 02/11/04 WEPMT123 WEPUT123 ABC INSPECTIONS FW002 6G WEPWS02 WEPFF0013 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS FW003 6G WEPWS02 WEPRD0011 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS FW004 5F WEPWS01 WEPFF0013 02/11/04 WEPMT123 WEPUT123 ABC INSPECTIONS FW005 6F WEPWS03 WEPJS0014 02/11/04 WEPMT123 WEPUT123 ABC INSPECTIONS FW006 5F WEPWS01 WEPJS0014 02/11/04 WEPMT123 WEPUT123 ABC INSPECTIONS SW003 6G WEPWS02 WEPJB0012 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS SW004 3G WEPWS04 WEPRD0011 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS SW005 5G WEPWS05 WEPRD0011 02/11/04 WEPRT123 WEPMT123 ABC INSPECTIONS FW007 5F WEPWS01 WEPRD0011 02/11/04 WEPMT123 WEPUT123 ABC INSPECTIONS
Water Agency’s Welding / NDT Log Fpr,” WIWS-04- WNDTLOG
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 32 -

WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 33 -

MANUFACTURES DATA REPORT (MDR)
PROJECT: CONTRACT: DATE:
CONTENTS PAGE NO.
SECTION A Inspection & Test Plan (ITP) Checksheets (ITPCK) SECTION B As-Built Drawings (Weldmap) SECTION C Welding Procedures SECTION D Welding & NDT Record Sheet SECTION E Index of Enclosed NDT Reports Non Destructive Examination Reports SECTION F Pressure Test Reports SECTION G Protective Coating Reports SECTION H Miscellaneous Materials Certificates Welding Consumable Records Welder Qualification Records NDT % of Production Welds NDT % of Welders Production Welds
KEY: NR = NOT REQUIRED Water Agency’s Manufacture Data Report Form: WIWS-06-MDR
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 34 -

WATER AGENCY INSPECTION TEST PLAN / CHECKSHEET (ITPCK)
ITPCK No. BC1234 Rev.0 PAGE: 36 of 14 PROJECT DETAILS ITPCK DETAILS
PROJECT: PUMP STATION CONTRACT: PS1 WORK TYPE: PRESSURE PIPE
DRAWING REFERENCE: XXXX XXXXXX XX DATE: 01/06/05 DEVELOPED BY: Joe Bloggs
INSPECTION AND TEST PLAN
HOLD / WITNESS CHECK Inspection Point / Acceptance
Item No:
Inspection / Test Activity (Spec/ Drg. Ref)
Responsibility Frequency Inspection / Test method
Acceptance Criteria Record WSP RWC (Sign & Date)
WA RWC (Sign & Date)
1 Design verification, design calculations & drawings
WA RWC Before any work on project
Review Contract BCPS5 – Clause 2.3.1
This ITPCK V H
2
All material checked against purchase order for quantity and supplied with relevant material certificates from the supplier.
WSP RWC All Items Visual check In accordance with AS 4458:1997 – Clause 4.4., and with purchase orders and drawing.
This ITPCK and signed of delivery dockets
V W
3A Welding Procedures WSP RWC At the start of the
project and throughout the project as required
Visual check Certificates WIWS:2005
In accordance with AS 4041:1998 Sec 5, refers AS/NZS 3992:1998 Sec 2 & 3, and with the detailed design drawings
This ITPCK V H
3B
Welding Personnel WSP RWC All Welders before starting work on
the project
Visual check Certificates WIWS:2005
In accordance with AS 4041:1998 Sec 5, refers AS/NZS 3992:1998 Sec 2 & 3, & AS 4037:1999 – Table 8.2 & 8.4 – Class 2, and with the detailed design drawings
This ITPCK V/W H
4
Equipment checked and in good working order & correct welding consumables are used
WSP RWC All major items
Visual check Maintained in accordance with manufactures recommendations & the qualified welding procedures
This ITPCK V W
5 Dimensional inspection prior to cutting and forming
WSP RWC All Items Visual check AS 4458:1997 –
Section 8
Drg. XXXX-XXXX This ITPCK V W
6 Check joint fit up & joint preparation
WSP RWC All Items Visual check AS 4458:1997 –
Section 8
In accordance with AS 4458:1997 – Section 8, and approved WPS
This ITPCK W W
7 Visual inspection of welding during fabrication
WSP RWC Contract Clause 4.7.2 – (10%)
AS 3978:2003, & AS 4037:1999 –
Clause 3.2
AS 4037:1999 – Table 8.4 – Class 2
Highlight all checked welds on the attached drawings & this ITPCK
W W
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 35 -

WATER AGENCY INSPECTION TEST PLAN / CHECKSHEET (ITPCK)
ITPCK No. BC1234 Rev.0 PAGE: 2of 14 PROJECT DETAILS ITPCK DETAILS
PROJECT: PUMP STATION CONTRACT: PS1 WORK TYPE: PRESSURE PIPE
DRAWING REFERENCE: XXXX XXXXXX XX DATE: 01/06/05 DEVELOPED BY: Joe Bloggs
INSPECTION AND TEST PLAN
HOLD / WITNESS CHECK Inspection Point / Acceptance
Item No:
Inspection / Test Activity (Spec/ Drg. Ref)
Responsibility Frequency Inspection / Test method
Acceptance Criteria Record WSP RWC (Sign & Date)
WA RWC (Sign & Date)
8 Visual inspection of completed Welds
WSP RWC 100% AS 3978:2003, & AS 4037:1999 –
Clause 3.2
AS 4037:1999 – Table 8.4 – Class 2
Highlight all checked welds on the attached drawings, WIWS-10 - PFCK
V W
9 NDT of welds before Postweld Heat Treatment (PWHT)
N/A N/A N/A N/A N/A N/A N/A
10 Dimensional Inspection after fabrication
WSP RWC 100% AS 4458:1997 – Clause 21.2
In accordance with Contract BCPS5 Clause 4.2.1, for Construction Drawings, any that are not as shown on the drawings are to be marked in red pen and identified as “As Constructed”.
Highlight all checked dimensions on the attached drawings
V W
11 Verify PWHT N/A N/A N/A N/A N/A N/A N/A 12 Pressure Testing WSP RWC 100% AS 4037:1999 –
Sec 17 In accordance with Contract BCPS5 - Section 4.2, AS 4037:1999 – Sec 17 & WIWS-09 PTR
WIWS-09 – PTR (Pressure Test Record)
V W
13 Pre-delivery surface and edge preparation
Contractor Welder/
Fabricator
100% AS 4458:1997 – Clause 21.3
In accordance with Contract BCPS5 - Clause 3.6.5
This ITPCK V W
14 Radiographic Test on butt welds
Contractor & NATA
approved testing lab.
Contract Clause 4.10.2 – (10%)
AS 2177.1:1994 – XR2/S&
XR2/DWS
Radiographic Test butt welds AS 4037:1999 – Table 8.2 – Class 2
NATA Endorsed Radiographic Inspection Report
V V
15 Magnetic Particle Test Contractor & NATA
approved testing lab.
Contract Clause 4.11.2 – (10%)
AS 1171:1998 – EMY-AC
Magnetic Particle Test AS 4037:1999 – Table 8.4 – Class 2
NATA Endorsed Magnetic Particle Inspection Report
V V
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 36 -

WATER AGENCY INSPECTION TEST PLAN / CHECKSHEET
(ITPCK) ITPCK No. BC1234 Rev.0 PAGE: 3 of 14
PROJECT DETAILS ITPCK DETAILS PROJECT: PUMP STATION CONTRACT: PS1 WORK TYPE: PRESSURE PIPE
DRAWING REFERENCE: XXXX XXXXXX XX DATE: 01/06/05 DEVELOPED BY: Joe Bloggs
INSPECTION AND TEST PLAN
HOLD / WITNESS CHECK Inspection Point / Acceptance
Item No:
Inspection / Test Activity (Spec/ Drg. Ref)
Responsibility Frequency Inspection / Test method
Acceptance Criteria Record WSP RWC (Sign & Date)
WA RWC (Sign & Date)
16 Final Inspection WA RWC & WSP RWC
100% Visual check & Review
In accordance with Contract BCPS5 - Section 5.1
This ITPCK W H
17 Final Documentation Check WA RWC & WSP RWC
100% Review
In accordance with Contract BCPS5 - Section 5.2
Records noted above & this ITPCK
V H
18 Prepare Manufactures Data Report (MDR)
WSP RWC 100% WIWS-06 – MDR
All procedures, drawings, results filed In accordance with
Contract BCPS5 - Clause 5.2.2 & WIWS-06 – MDR
This ITPCK V H
19 Loading Check before Transport
WSP RWC 100% AS 4458:1997 – Section 21.3
In accordance with Contract BCPS5 - Clause 7.2.6
This ITPCK V W
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 37 -

WATER AGENCY NON DESTRUCTIVE TEST REQUEST
(NDTR)
ITP No. BC 1234 PAGE:1 of 1
PROJECT DETAILS ITEM DETAILS
PROJECT: PUMP STATION CONTRACT: PS1
TEST DATE: 31/05/05 TEST LOCATION:
Drawing No Weld No. Welder ID Welding Process(s)
OD Ø Tested & Wall Thickness (mm)
Material Type (AS/NZS 3678:1996)
R/T Required (Yes/No)
M/T Required (Yes/No)
P/T Required (Yes/No)
U/T Required (Yes/No)
Other
XXXX-XXXX FW001
WEPJB01 GMAW 356, 10 Carbon Steel –
Grade 250
No Yes No No
FW002
WEPJB01 GMAW 356, 10 Carbon Steel –
Grade 250
No Yes No Yes
SW008 WEPJB01 GMAW 457, 10 Stainless Steel - Grade
316
No No Yes No
SW0020 WEPJB01 GMAW 457, 10 Stainless Steel - Grade
316
Yes No Yes No
XXXX-XXXX FW0012 WBWJS01 MMAW 610, 10 Carbon Steel –
Grade 350
No Yes No No
FW0030 WBWJS01 MMAW 610, 10 Carbon Steel –
Grade 350
No Yes No No
Water Agency’s Welding Non Destructive Test Report Form: WIWS-08-NDTR
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 38 -

WATER AGENCY
PRESSURE TEST RECORD
(PTR)
PAGE: 1 of 1 PROJECT DETAILS TEST LOCATION DETAILS
PROJECT: PUMP STATION CONTRACT: PS1 DRAWING REFERENCE: XXXX-XXXX TEST DATE: 31/05/05
SITE LOCATION: ………………………………………………………………………………………………………………………………………………………………………………………………………
TEST GAUGE DETAILS TEST GAUGE No. TEST GAUGE CALIBRATION
TEST GAUGE 1 No 0001 CALIBRATION TEST DATE 11/12/04 TEST GAUGE 2 No 0002 CALIBRATION TEST DATE 21/10/04 TEST GAUGE 3 No 0003 CALIBRATION TEST DATE 06/03/05 TEST GAUGE 4 No 0004 CALIBRATION TEST DATE 16/02/05
TEST SECTION PRESSURE TEST TYPE
FROM : VALVE 001 TO: VALVE 002 FROM : FLANGE 001 TO: FLANGE 002
DESIGN PRESSURE: 2000 kPa TEST PRESSURE: 2500 kPa HOLD TIME: 2 hrs
HYDROSTATIC: YES/NO PNUEMATIC: YES/NO VACUUM: YES/NO
TEST DETAILS TIME / DATE PRESSURE TEST WATER TEMP °C AMBIENT TEMP °C
START: 31/05/05 – 10:00 2490 kPa 10 19
FINISH: 31/05/05 – 12:00 2520 kPa 10 22
NOTES:
STANDARD PRESSURE TEST AFTER STORAGE TANK OUTLET …………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
TEST VERIFICATION WATER AGENCY’S REPRESNTATIVE CONTRACTOR NAME Jimmy Smith Ted Bloggs Joe Bloggs
DATE 31/05/05 31/05/05 31/05/05
SIGNATURE
REFERENCE: Test Code / Design Code Requirements AS 4036:1999 – Section 17-21
Water Agency’s Pressure Test Record Form: WIWS-09-PTR
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 39 -

WATER AGENCY
PIPING FABRICATION CHECKLIST
PAGE: 1 of 2
PROJECT CONTRACT No
ITEM DESCRIPTION
DRAWING No
STANDARD CLASS
INSPECTION/ ACTIVITY WSP RWC WA RWC
1.0 Material complies with specified requirements
2.0 Weld Procedures issued/approved
3.0 Welder Qualification Records, issued/approved
3.1 Pre Welding Checks
3.1.1 Dimensional Checks to Drawing acceptable
3.1.2 Weld Preparations acceptable
3.1.3 Flanges Aligned and acceptable
3.1.4 Consumable Verification
3.2 Production Welding Checks
3.2.1 Preheat Requirements
3.2.2 Root Run Visual Check (Random)
3.2.3 Hot Pass Visual Check (Random)
3.2.4 Capping Run(s) Visual Check (Random)
3.2.5 WPS Parameter Check (Random) including Preheat Temp. as
applicable
3.2.6 100% Visual Inspection Completed & acceptable (see back of form)
3.3 Post Welding Checks
3.3.1 Weld Visual (AS/NZS 1554.1:2004, Table 2) Acceptable
3.3.2 Weld Visual (AS 4037:1999) Acceptable
3.3.3 Post Weld Heat Treatment acceptable (if applicable)
4.0 Dimensional Checks to Drawing acceptable
4.1 NDT completed & acceptable
5.0 Identification/Traceability
5.1 Pipe Spool Identification acceptable
6.0 Surface Treatment Requirements e.g. Passivation,
Buffing/Polishing
6.1 Surface Treatment acceptable (if applicable)
7.0 Final Inspection Complete & acceptable Water Agency’s Piping Fabrication Checklist Form: WIWS-10-PFCK
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 40 -

WATER AGENCY
PIPING FABRICATION CHECKLIST
PAGE: 2 of 2 WELD VISUAL INSPECTION
WELD No COMMENTS RESULT
C / DNC
C / DNC
C / DNC C / DNC C / DNC C / DNC C / DNC C / DNC C / DNC C / DNC C / DNC
TEST VERIFICATION WA RWC CONTRACTOR
NAME
DATE
SIGNATURE
REFERENCE
Water Agency’s Piping Fabrication Checklist WIWS-10-PFCK
WTIA TN 25 Welding Specification for the Water Industry Version 1 September 2007 - 41 -

G:\Users\PROMO\TNLIST - AUST- Rev - 10-09-07.doc Page 1 of 2
���
����������� ������� ���
������������� ��������������������������������������
Member Non- Qty Member Code $ $
TN1 The Weldability of Steels (2006) (H/c or CD) Revised 44 66 ......... TN2 Successful Welding of Aluminium (2006) (H/c or CD) Revised 44 66 ......... TN3 Care & Conditioning of Arc Welding Consumables (2006) (H/c or CD) Revised 44 66 ......... TN4 The Industry Guide to Hardfacing for Control of Wear (2006) (H/c or CD) 44 66 ......... TN5 Flame Cutting of Steels (1994)* 31 44 ......... TN6 Control of Lamellar Tearing (1985)* 23 33 ......... TN7 Health & Safety in Welding (2004) (H/c or CD) 44 66 ......... TN8 Economic Design of Weldments (1979) 23 33 ......... TN9 Welding Rates in Arc Welding Processes (Pt1 MMAW) (1979) 23 33 ......... TN10 Fracture Mechanics (2002) 44 66 ......... TN11 Commentary on AS/NZS 1554 Structural Steel Welding (2004) (H/c or CD) 44 66 ......... TN12 Minimising Corrosion in Welded Steel Structures (1996) 31 44 ......... TN13 Stainless Steels for Corrosive Environments (2000) 31 44 ......... TN14 Design and Construction of Welded Steel Bins (1984)* 23 33 ......... TN15 Welding & Fabrication of Quenched & Tempered Steel (1996) 31 44 ......... TN16 Welding Stainless Steels (1985)* 23 33 ......... TN17 Automation in Arc Welding (1986) 23 33 ......... TN18 Welding of Castings (1987)* 23 33 ......... TN19 Cost Effective Quality Management for Welding (1995)* 31 44 ......... TN20 Repair of Steel Pipelines (2004) (H/c or CD) 44 66 ......... TN21 Submerged Arc Welding (1999) 31 44 ......... TN22 Welding Electrical Safety (Revised 2003)* 44 66 ......... TN23 Environmental Improvement Guidelines (2002) 44 66 ......... [TN24 Self-Assessment of Welding Management and Coordination to AS/NZS ISO 3834 and to ISO 14731 (2003) superseded by WTIA TGN-3834-00 to 10] FOC ......... TNB Binder for Technical Notes 8 12 ..….... TNS Full set of Technical Notes with binders 665 975 …..... *Only available as a certified photocopy, a pdf file by email, or on CD.
������������������������������������������������
Manual Metal Arc Welding Training Manual 39 55 …….. Aluminium Welders Training Manual (1990) 39 55 …….. Fracture Control in Gas Pipelines Seminar (1997) 88 110 …….. International Pipeline Conferences (1999 - 2005) POA POA .……. WTIA Annual Conferences POA POA .……. TWI multi-purpose welding gauge 160 182 ……..
TWI Wall Charts POA POA …….. All prices include Goods & Services Tax (GST) 10% and delivery within Australia.
The WTIA has joined forces with industry and Governments and created a multi million dollar Technology Support Centres Network. This Network assists industry to identify and exploit world’s best technology and manufacturing methods to establish a vibrant Australian industry beyond 2008. Together we are implementing a step-by-step process that will lead to ongoing viability and greater profitability for all concerned:
(1) Determine your technological and manufacturing needs; (2) Identify world’s best practice; (3) Draw upon the network to implement world’s best practice at your site.
MEMBER INTERNATIONAL INSTITUTE OF WELDING

G:\Users\PROMO\TNLIST - AUST- Rev - 10-09-07.doc Page 2 of 2
� �������������� ��������������!���"#$����������%���&����� MS01-TWM-01 Total Welding Management System [CD ROM] MS02/5-OHS-01 Welding OHS&R Management System [CD ROM] (incorporating MS02; MS03; MS04; MS05) MS06-ENV-01 Welding Environmental Management System MS07-OHSMINE-01 Occupational Health and Safety Management System
for Cutting and Welding in the Mining Industry PLUS Self Assessment Tool
PG-WD-01 Weld Defects Pocket Guide PG-SS-01 Welding Stainless Steel Pocket Guide CR-01 Contract Review for Welding and Allied Industries [CD ROM]
Member Non- Member
$ $ 88 132 88 132 88 132 220 440 16.50 33 16.50 33 44 66
Qty
…...…….....………….
..…..….… …...….….
…..…….. …..…….. …..……..
�������������������������������
Please provide me with a quotation on the following:
Title of Standard or Book: ________________________________________________________________
Standard No: ________________________
Title of Standard or Book: ________________________________________________________________
Standard No: ________________________ �
���������� �Please Show Number of Items to be Ordered on Listing Above
Name..................................................……………. Position...............................................…………… Company............................................……………. Address..............................................……………. .........................................…....P/code..……........ Phone.................................................................… Email……………………………………………. WTIA Member No. ……..….Order No..……….�
Payment: Cheque / Credit Card Amount $..........…..
(Express Post: quote on application ) Bankcard / Mastercard / Visa
Card No..................................................……............. Expiry...........................................……........................ Name on Card..............................……........................ Date………………….. Signature ………………………………….…………
All prices include Goods & Services Tax (GST) 10% and delivery within Australia. Return to: Welding Technology Institute of Australia (ABN 69 003 696 526) PO Box 6165 Silverwater NSW 1811 Australia Tel: 02 9748 4443 Fax: 02 9748 2858 Email: [email protected]
Office use only: Emailed/Posted Date:__/__/__ Sent via Express/Courier/Standard Post. Signed:_________________
Recommended