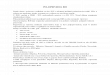
23. Što se može isačitati sa donje slike ?
Minimalne debljine i i duljine/ procesi24. Što je i zašto se danas naglašava simultano inženjerstvo? Simultano inženjerstvo (en. concurrent engineering) jest filozofija strojarskog pothvata koja otvara put preživljavanja.
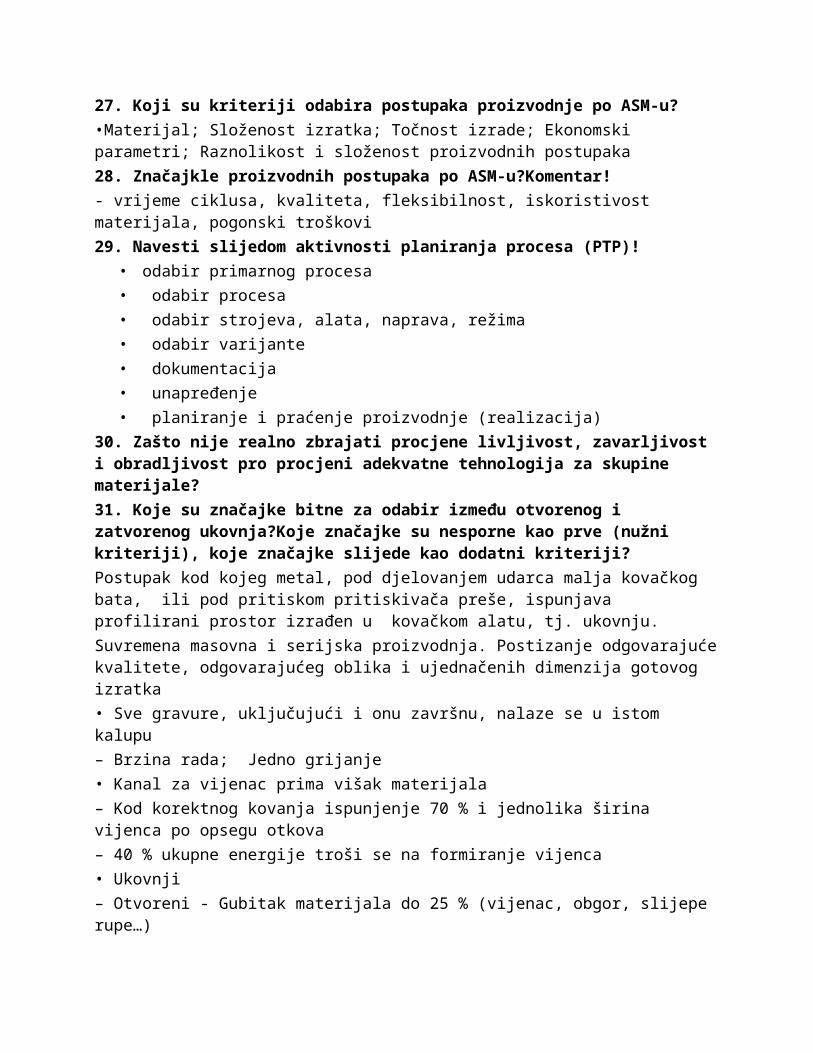
25. Značajke i razlike odabira primarnog procesa po Haleviju i ASM?
26. Kako se procjenjuju sukladnost grupa materijala i tehnologija? 27. Koji su kriteriji odabira postupaka proizvodnje po ASM-u? •Materijal; Složenost izratka; Točnost izrade; Ekonomski parametri; Raznolikost i složenost proizvodnih postupaka 28. Značajkle proizvodnih postupaka po ASM-u?Komentar!
- vrijeme ciklusa, kvaliteta, fleksibilnost, iskoristivost materijala, pogonski troškovi29. Navesti slijedom aktivnosti planiranja procesa (PTP)!
• odabir primarnog procesa• odabir procesa• odabir strojeva, alata, naprava, režima• odabir varijante• dokumentacija• unapređenje• planiranje i praćenje proizvodnje (realizacija)
30. Zašto nije realno zbrajati procjene livljivost, zavarljivost i obradljivost pro procjeni adekvatne tehnologija za skupine materijale?31. Koje su značajke bitne za odabir između otvorenog i zatvorenog ukovnja?Koje značajke su nesporne kao prve (nužni kriteriji), koje značajke slijede kao dodatni kriteriji? Postupak kod kojeg metal, pod djelovanjem udarca malja kovačkog bata, ili pod pritiskom pritiskivača preše, ispunjava profilirani prostor izrađen u kovačkom alatu, tj. ukovnju.Suvremena masovna i serijska proizvodnja. Postizanje odgovarajuće kvalitete, odgovarajućeg oblika i ujednačenih dimenzija gotovog izratka• Sve gravure, uključujući i onu završnu, nalaze se u istom kalupu– Brzina rada; Jedno grijanje• Kanal za vijenac prima višak materijala– Kod korektnog kovanja ispunjenje 70 % i jednolika širina vijenca po opsegu otkova– 40 % ukupne energije troši se na formiranje vijenca• Ukovnji– Otvoreni - Gubitak materijala do 25 % (vijenac, obgor, slijepe rupe…)– Zatvoreni - Precizno određivanje količine materijala sirovca, Puno veća naprezanja32. Koje kriterije provjeravamo za odabir vrste lijevanja po grupama materijala?Koji su kriteriji ključni? - materijal, veličina (težina izratka), minimalna debljina stijenke, točnost; kvaliteta površine, cijena alata33. Kako se određuje vrsta tehnologije (protokol) po Haleviju? Odabrati složenost oblika iz tabele HALEVI =>zatim odabrati stupac obzirom na broj komada izradaka (veličinu serije) => odrediti preporučeni prioritet vrsta obrade => odabrati tehnološki postupak unutar odabrane vrste obrade => provjeriti da li vrsta obrade zadovoljava sve zahtjeve izratka35. Navesti i objasniti faze PTP!(od početka do kraja)????• interpretacijapodatakakonstrukcijeproizvoda• izbortehnološkihprocesa• izboralatnihstrojeva• izboralata• izborbaznihpovršina• redoslijedtehnološkihoperacija• izbormjernihuređaja
• određivanjeproizvodnihtoleranci• proračunvremena• određenjeuvjetaobrade• radna dokumentacija; izbor najpovoljnije varijante
36. Razlika tehnološkog i proizvodnog procesa? • tehnološkiproces :operacijeizrade, kontrole, navišimrazinama transport• proizvodni proces : uklapanje elemenata u određeni prostor (skladištenje,
međuoperacijski zastoji)37. Što čini hijerarhijsku ljestvicu proizvodnje? • proizvodnisustav• tehnološkiproces• operacija• faza; zahvat
38. Objasniti pojam tehnološkog procesa!(Primjer iz proizvodnja ! - točno određen proces, redoslijed po kojem se izrađuje pod određenim uvjetima dio (sklop, proizvod) iz osnovnog materijala (dijelovi, sklopovi) sa određenim alatima, napravama na određenim strojevima (radnim mjestima) u određenom vremenu39. Čemu služi dokument Plan izrade? Plan izrade služi radniku na stroju da vidi sve detalje potrebne za obradu, prikazuje nam sve potrebne podatke da se proces može izvršiti na stroju. Prikazuje tijek procesa, parametre obrade, vrijeme izrade, kvalitetu obrade površine...40. Što je potrebno znati pri razradi tehnološkog procesa? podaci(narudžba):• materijal• kote, tolerance, TO, funkcionalni zahtjevi• predvidivaserija• učestalost serija• predvidivaukupnakoličina
41. Kojev su tehnološke podloge? • katalogosnovnogmaterijala• kartotekaosnovnihsredstava• katalozistandardnihalata• priručnici, dijagrami, režimirada• tehnološkepodlogezanormiranje• tipičnitehnološkiprocesi• tehnoekonometrijske podloge (cijena materijala, radnih sati)
42. Što je proizvodna norma i čemu služi? • osnovniparametarzaplaniranje i upravljanjeproizvodnjom• novi proizvodni sustavi >>> proračun kapaciteta, novih radnih mjesta
43. Navesti detaljnije vrste troškova, komentar! normativno vrijeme
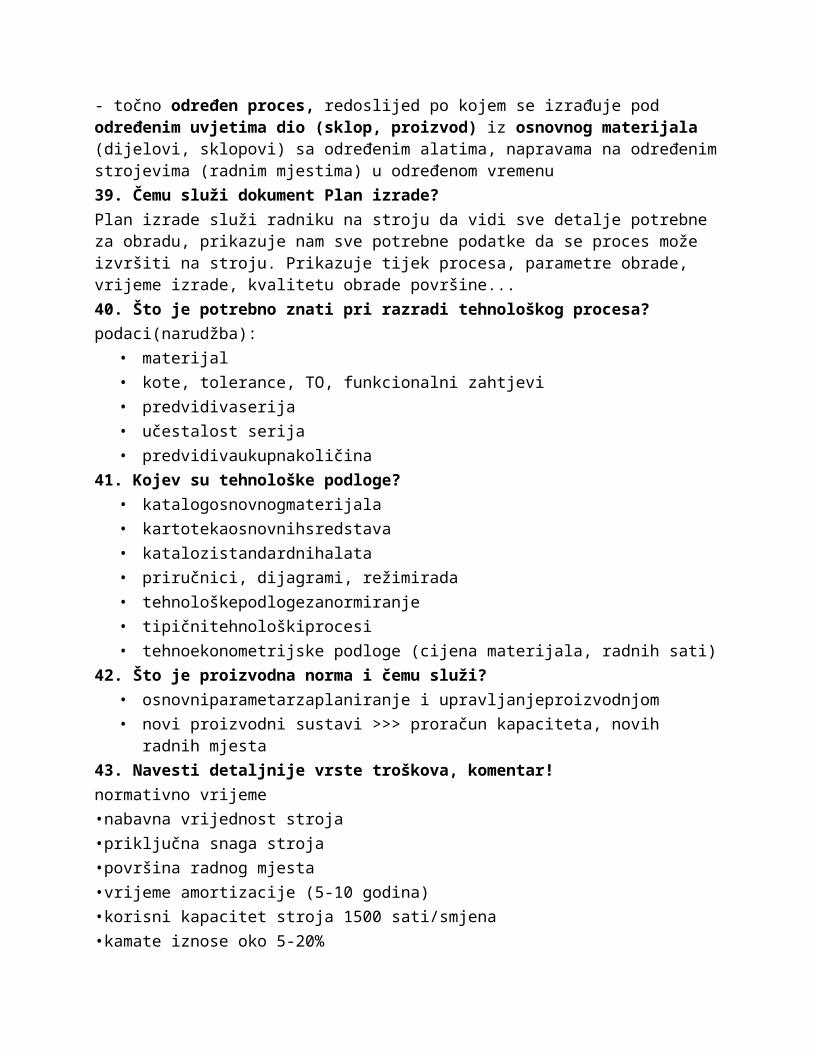
•nabavna vrijednost stroja •priključna snaga stroja •površina radnog mjesta •vrijeme amortizacije (5-10 godina) •korisni kapacitet stroja 1500 sati/smjena •kamate iznose oko 5-20% •održavanje – uobičajeno 3-8 % •najamnina •trošak alata (5-7%) •dodatni troškovi (3 %-5%) •troškovi programiranja (0,75 € korak) •posebni troškovi obrade (TO, galvanska..) •cijena materijala •manipulacija (6 % – 20 %) •vanjski proizvodni (15% - 35%) •trošak uprave, prodaje (25 % - 45%) 44. Objasniti što se može ''iščitati'' iz donjeg dijagrama!
45. Što pokazuje dijagram vremenskog iskorištenja strojeva?46. Koja je zavisnost tipa stroja (razina automatizacije) o veličini serije?Doljnja slika!)
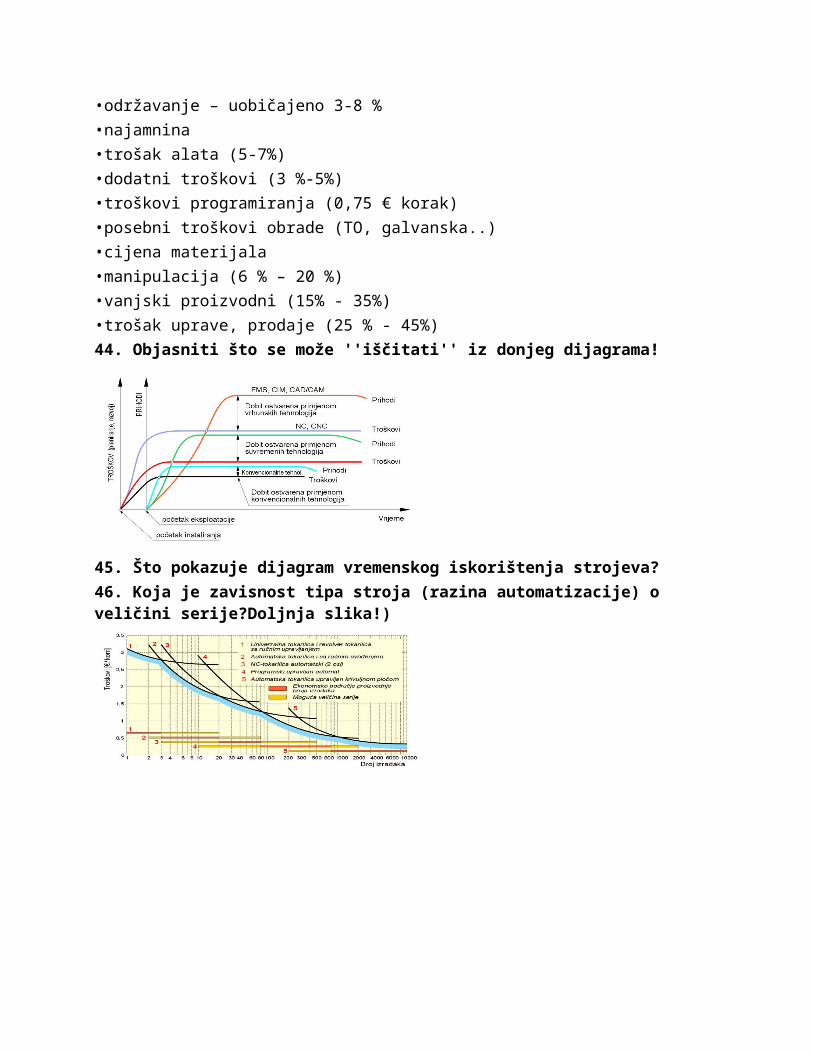
-povečanje razine automatizacije povečava se proizvodnost obradnih sustava,povečava se produktivnost jednog radnika,smanjuju se potrebne proizvodne površine,te se smanjuje potreban živi direktni rad
47. Koji kriteriji nedostaju kod analize sa slike gore? -na slici nedostaje vrijeme izrade i troškovi izrade
48. Koji su kriteriji pri odabiru alatnog stroja? •Geometrijski oblik •Dimenzije i tolerancije •Geometrijske tolerancije •Hrapavost površine •Tip materijala i tvrdoća •Veličina pripremka ; Veličina serije 49. Koje su prednosti, a koje slabosti korištenja visoko automatiziranih alatnih strojeva?- cijena – povrat uloženih sredstava u kratkom roku- osjetno niži troškovi održavanja,Prednosti automatizacije su:1. Mogućnost ponavljanja2. Kontrola kvaliteta3. Maksimum iskorišćavanja sirovine4. Minimum otpada5. Integracija poslovnih sistema6. Povećana produktivnost i redukcija rada7. Veći kvalitet proizvoda8. Sigurnost čoveka – radnika9. Očuvanje životne sredineNedostaci automatizacije su:1. Visoki početni troškovi implementacije2. Velika zavisnost o održavanju3. Velika zavisnost o unapređivanju automatizovanih sistema50. Navesti i objasniti razloge nastanka grupnih tehnologija u PTP (Mitrofanov!)!

•Mnogi tehnološki problemi imaju sličnosti >> grupiranjem sličnih problema moguće naći zajednička rješenja –Želja za iskorištenjem prednosti masovne i velikoserijske proizvodnje u tvrtkama pojedinačne i maloserijske proizvodnje –Smanjenje vremena za izradu tehnološkoga procesa izrade –Modernizacija (reinženjering) –Kapitalne investicije 51. Koji su ciljevi skupnih tehnologija? •Smanjenje troškova tehnološke pripreme •Skraćenje vremena razvoja alata i uređaja •Uvođenje moderne proizvodne opreme •Pretvaranje niskoserijske u srednjeserijsku ili velikoserijsku •Odbacivanje neopravdane raznovrsnosti tehnoloških procesa unifikacijom i grupiranjem •Povećanje efikasnosti procesa obrade primjenom obradnih sustava veće proizvodnosti, smanjenje tpz i tp, planiranje procesa grupne obrade •Smanjenje vremena tehnološke pripreme za svaki član pripreme •Poboljšanje konstrukcije primjenom tehnološkog klasifikatora •Primjenom grupne tehnologije i baza podataka povezati CAD/CAPP/CAM sustav. 52. Navesti i objasniti posljedice primjene skupnih tehnologija!53. Što je grupa (skupina) u grupnoj tehnologiji?Određenoj grupi pripadaju svi dijelovi koji se mogu obraditi na jednom alatnom stroju, s jednakim parametrima, istim alatima i priborom •Potreba klasifikacije dijelova i stvaranja grupa sličnih dijelova sa unificiranim tehnološkim procesom •Grupna tehnologija ograničena na >>> konstruktivnu i tehnološku sličnost postupaka obrade, alata, operacije •Dijelovi sa jednim obradnim procesom >>>obrada na jednom obradnom sustavu 54. Koje su metode klasifikacije i kodiranja u grupnim tehnologijama?•Vizuelna metoda •Metoda kodiranja Značajke metoda kodiranja1.geometrijski oblik i složenost, 2.dimenzije, 3.vrsta materijala, 4.oblik pripremka, 5.zahtjevana preciznost završne obrade 55. Koja je poveznica CAD/CAPP i skupne tehnologije? 56. Što je CAPP, zašto je puno manje u primjeni nego li ostali elementi koncepta CIM-a? •Proces planiranja (PTP) – radno intenzivna aktivnost, bazirana na iskustvu, vještinama i intuiciji, •Često previsoki proizvodni troškovi, kašnjenja, greške i nestandardni procesi, •Povećanje kvalitete, smanjenje vodećeg vremena i troškova ili povećanje produktivnosti >>> CAPP 57. Navesti i objasniti evolucijski plan PTP? Manualna klasifikacija Računalno vođeni procesni planovi
Varijantni CAPP ; Generativni CAPP Dinamički, generativni CAPP 58. Gdje se koristi CAPP, CAPE? •design , simulacija i programiranje robota •analiza pakiranja, montaže i održavanja •mjerenja, analiza proizvodnih toleranci •generiranje proizvodnog procesa i NC putanja •design i simulacija proizvodnih sustava 59. Grupirati (u %) i analizirati aktivnosti u PTP? •15% tehničko odlučivanje, •40% proračun i nalaženje podataka •45% priprema teksta i dokumentacije.
60. Koji su nedostaci tradicionalnog PTP? •Proizvodna logika je individualna – pohranjena u mišljenju planera >>>baza znanja •Radno intenzivan proces, često mora biti skraćen ili zamijenjen intuicijom, •Rezultati često necjeloviti ili nekonzistentni, •Predprozvodno vodeće vrijeme se prekoračuje, •Proizvodni podaci često zastarjeli. 61. Napisati i objasniti prva dva koraka u razvoju CAPP! Korak 1. CAPP- Informatizacija –baze podataka •PC: Pohrana, dohvat podataka, brzina, preciznost, priprema za print, sortiranje, ne zna kako RAZMIŠLJATI !!! •Iskoristiti snagu stroja, ostaviti slobodu planeru za tehnički rad, •Omogućiti planeru da radi što najbolje može (povećanje produktivnosti 600%), više vremena evaluaciji alternativa-varijanti •Upravljanje bazama podataka složen računalni posao CAPP korak 2. – Varijantni pristup Tradicionalni pristup: •Proučiti crtež, •Identificirati slične pozicije u prošlosti (obično uz memorije), ispitati planove procesa za te slične pozicije i adaptirati ili modificirati ih shodno promatranoj poziciji. Varijantni pristup: •Slično tradicionalnom manuelnom pristupu, izuzimanje postojećeg plana za sličnu poziciju iz računalne baze podataka procesa. •Derivirano uz skupnih tehnologija, pozicije su klasificirane i kodirane u familije pozicija;familija pozicija:pozicije sa atributima dovoljno sličnim zajedničkoj proizvodnoj metodi za sve njih;za svakog člana, standardni procesni plan, koji uključuje sve moguće operacije za familiju, pohranjen je u sustavu; •Standardni plan se uzima i editira za novu poziciju, •Kvaliteta procesa još zavisi o background znanju procesnog planera
62. Što je familija pozicija u CAPP?Primjeri? Familija pozicijaje skup dijelova koji su slični bilo da posjeduju sličnosti geometrijskog oblika i dimenzija ili sličnosti u procesu izrade.• Familije dijelova su okosnica grupne tehnologije• Uvijek postoje razlike u dijelovima koji pripadaju istoj familiji• Međutim, sličnosti među dijelovima su dovoljne da se dijelovi mogu svrstati u istu familijuDva dijela istovjetnog oblika i veličine, ali s bitno različitim proizvodnim procesom.a) 1,000,000 kom/god, tolerancije = ± 0.25 mm, 1015 čelik (niskougljični)b) 100 kom/god, tolerancije = ± 0.025 mm, 18-8 nehrđajući čelik63. Na kojem principu radi Opitzzov klasifikacijski sustav? OPITZ-ov KLASIFIKACIJSKI SUSTAV• to je hibridni, miješani kodni sustav• razvijen je od prof. Opitz-a na TU Aachen, 1970.• bio je široko korišten u industriji• predstavlja dobar okvir za razumijevanje procesa klasifikacije ikodiranja• može se koristiti za obrađene dijelove, neobrađene dijelove(dijelovi dobiveno lijevanjem i deformiranjem) i za naručenedijelove• uključuje i dizajnerske i proizvodne informacije
O
Recommended