
© Woodhead Publishing Limited, 2013
497
18 Future directions toward more efficient and
cleaner use of coal
D. G. OSBORNE and M. SHARPLES, Xstrata Technology,
Australia , L. LIEN, United Finance and Management Services, USA ,
G. SCHUMACHER, NRG Gladstone Operating Services, Australia ,
A. BABICH, RWTH Aachen University, Germany , D. HARRIS and
J. CARRAS, CSIRO Energy Technology, Australia
DOI : 10.1533/9781782421177.3.497
Abstracts : Many eminent coal technologists perceive a shift towards integrated coal utilisation complexes that could one day convert coal into clean, ready to use energy, produce cost-effective reductants for steelmaking, and simultaneously generate an array of useful chemical feed-stocks or products, whilst still achieving environmental compliance. Is this feasible of just a pipedream? The chapter explores this and covers the future trend as it is perceived refl ecting on the changing energy scene and considering all energy sources. Current practices involve a series of distinct supply chains that lead to designated coal brands being passed from the supplier (producer) to the buyer (user) with very little collaboration or cooperation. Such practices minimise the potential for optimisation of the outcome and/or sustainability of the resource. An optimisation approach is important in order to set the scene for innovative concepts such as the “modifi ed” supply chain with the shift towards gasifi cation and transportation as SNG/LNG cargoes instead of bulk shipment including water and waste that are becoming increasing controversial, particularly in terms of regulatory controls and waste disposal. The ultimate outcome could be a move towards poly-generation, the integrated “coal driven factory/refi nery” that produces power, chemicals, steel, ash-based by-products, refractories, etc., all on one site.
Key words : coal utilisation, supply chain, integration, optimisation, poly-generation, emerging coal technologies.
18.1 Introduction
In this fi nal chapter several expert authors come together to describe a per-
ceived shift towards new, integrated coal utilisation complexes that could one
day convert coal into clean energy, produce cost-effective reductants for steel-
making, and simultaneously produce an array of useful chemical feed-stocks
or products, whilst still achieving environmental compliance. Is this feasible
or just a pipedream? The chapter explores this and covers the future trend
as we see it and initially refl ects on the changing energy scene considering all
energy sources. Current practices involve a series of distinct endeavours that

498 The coal handbook
© Woodhead Publishing Limited, 2013
lead to designated coal brands being passed from the supplier (producer) to
the buyer (user) with very little collaboration or cooperation. Such practices
minimise the potential for optimisation of the outcome and/or sustainabil-
ity of the resource. This ‘optimisation’ approach is important in order to set
the scene for innovative concepts like the ‘modifi ed’ supply chain with the
shift towards gasifi cation and transportation as SNG/LNG cargoes instead
of bulk shipment including water and waste that are becoming increasingly
controversial, particularly in terms of permitting and disposal. The ultimate
outcome should perhaps be a move towards polygeneration, the integrated
‘coal driven factory/refi nery’ that produces power, chemicals, steel, ash-based
by-products, refractories, etc., all on one site.
One of the greatest uncertainties in climate prediction is the amount of
CO 2 that will ultimately be released into the atmosphere. Ken Caldeira, a
climate scientist at Stanford University, asks how much CO 2 will be released
into the atmosphere if we assume that industrial civilisation will continue to
do what it has been doing for the past 200 years, namely burn fossil fuels at
an accelerating rate until we can no longer afford to extract them. 1 Current
predictions suggest over one quadrillion tonnes of carbon is currently locked
up in the Earth’s sedimentary deposits. So far, we have used only about
0.05% of this which has produced about 2000 billion tonnes of CO 2, so real-
istically that we will never run out of fossil fuels or use up all of the carbon
in the Earth’s crust. In addition to coal, oil and gas, we are also extracting oil
from tar sands and gas from fractured (fracked) oil shales; both resources
were once considered economically and technologically inaccessible. It is
therefore hard to imagine how far technology might take us, but it is prob-
ably fair to assume that coal will remain the most competitive option and
will continue to be used until the cost of extraction and processing become
uneconomical compared to other energy options. By this time, perhaps
more than 100 years from now, climate conditions will have changed sig-
nifi cantly even if the majority of the CO 2 is eventually successfully seques-
tered. Already, global temperatures have risen by almost 1°C and average
temperatures could conceivably continue to rise by 10°C, more than enough
to melt the ice in the glaciers of Greenland and at the polar icecaps. This
would cause water levels to be raised by 120 m and atmospheric concen-
trations would reach levels last reached somewhere in the mid-Cretaceous
period (~100 million years ago). Perhaps this transition will occur again and
mankind will gradually adapt to it. There is a very clear and strong tendency
to fi nd alternative solutions involving ‘coal free’ and ‘carbon lean’ technolo-
gies, especially in Europe. Therefore the main objective for this outlook,
from the point of view of the contributing authors, is to provide analysis and
discussion as to where, why and to what extent coal will be irreplaceable in
the future and how coal should be used in more environmentally friendly or
carbon conscious ways.
Future directions toward more effi cient and cleaner use of coal 499
© Woodhead Publishing Limited, 2013
18.1.1 Current coal reserves, resources and consumption
Globally, coal is the most abundant fossil fuel, with total reserves over 1 trillion
tonnes – in energy terms, approximately 3.2 and 2.5 times larger than those of
natural gas and oil. The coal resources are signifi cantly larger and more geo-
graphically diverse than the current reserve base, and as market conditions
change and technology advances more of the coal resources are converted into
reserves. Even though there has been a signifi cant increase in international
coal prices since 2005, continued depletion of lower cost mining seams and the
need to move towards deposits which are more challenging or more distant
from existing infrastructure has led to a signifi cant increase in overall mining
costs, since from 2005 the weighted-average coal mining costs has increased by
around 12% per annum. This balance between mining investment/operational
costs and international coal prices will be the ultimate driving factor in deter-
mining which resources are eventually converted into reserves and the cost
effectiveness of coal compared to alternative sources of primary energy.
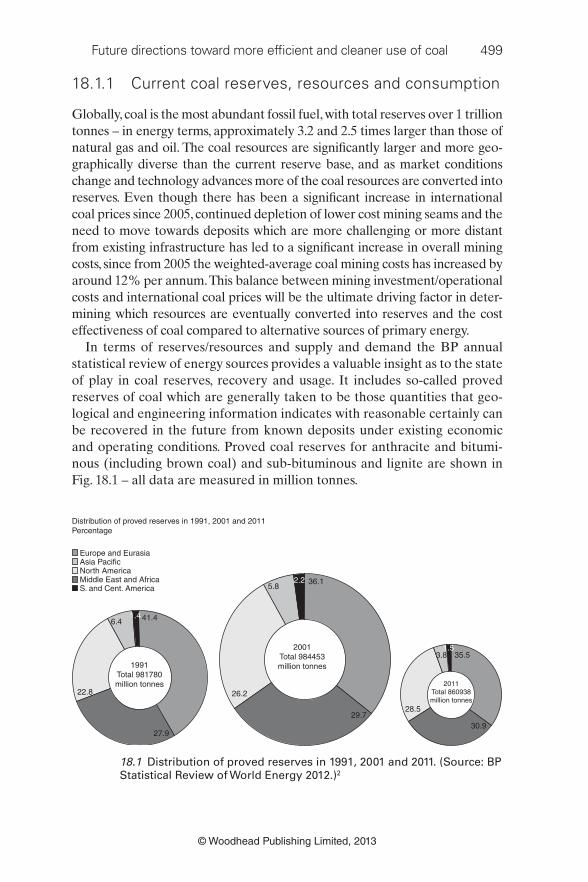
In terms of reserves/resources and supply and demand the BP annual
statistical review of energy sources provides a valuable insight as to the state
of play in coal reserves, recovery and usage. It includes so-called proved
reserves of coal which are generally taken to be those quantities that geo-
logical and engineering information indicates with reasonable certainly can
be recovered in the future from known deposits under existing economic
and operating conditions. Proved coal reserves for anthracite and bitumi-
nous (including brown coal) and sub-bituminous and lignite are shown in
Fig. 18.1 – all data are measured in million tonnes.
6.41.4 41.4
22.8
27.9
26.2
28.5
3.81.5
35.5
30.9
5.82.2 36.1
2001Total 984453million tonnes
Distribution of proved reserves in 1991, 2001 and 2011Percentage
2011Total 860938million tonnes
29.7
1991Total 981780million tonnes
Europe and EurasiaAsia PacificNorth AmericaMiddle East and AfricaS. and Cent. America
18.1 Distribution of proved reserves in 1991, 2001 and 2011. ( Source : BP
Statistical Review of World Energy 2012.) 2
500 The coal handbook
© Woodhead Publishing Limited, 2013
300
250
200
150
100
50
NorthAmerica
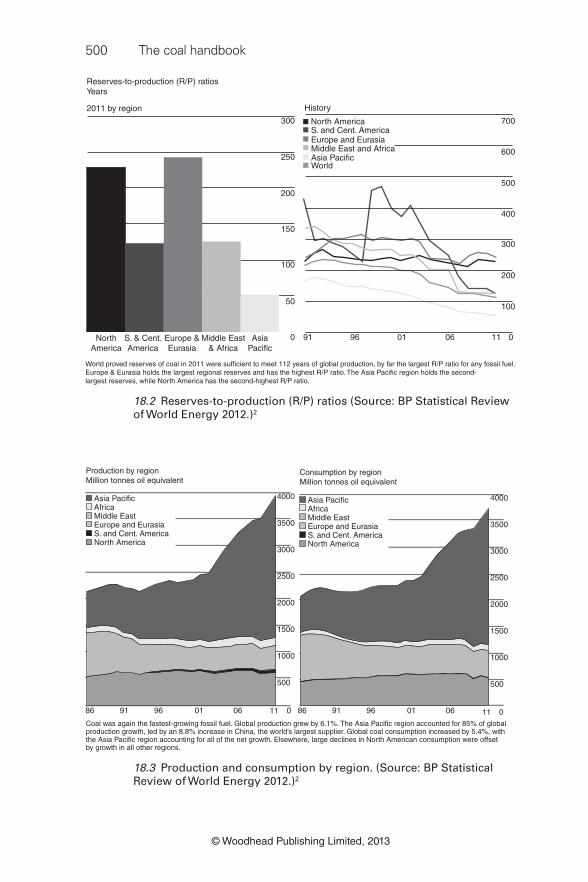
World proved reserves of coal in 2011 were sufficient to meet 112 years of global production, by far the largest R/P ratio for any fossil fuel.Europe & Eurasia holds the largest regional reserves and has the highest R/P ratio. The Asia Pacific region holds the second-largest reserves, while North America has the second-highest R/P ratio.
S. & Cent.America
Europe &Eurasia
Middle East& Africa
AsiaPacific
0 91 96 01 06 11 0
100
200
300
400
500
600
700
Reserves-to-production (R/P) ratiosYears
2011 by region History
North AmericaS. and Cent. AmericaEurope and EurasiaMiddle East and AfricaAsia PacificWorld
18.2 Reserves-to-production (R/P) ratios ( Source : BP Statistical Review
of World Energy 2012.)2
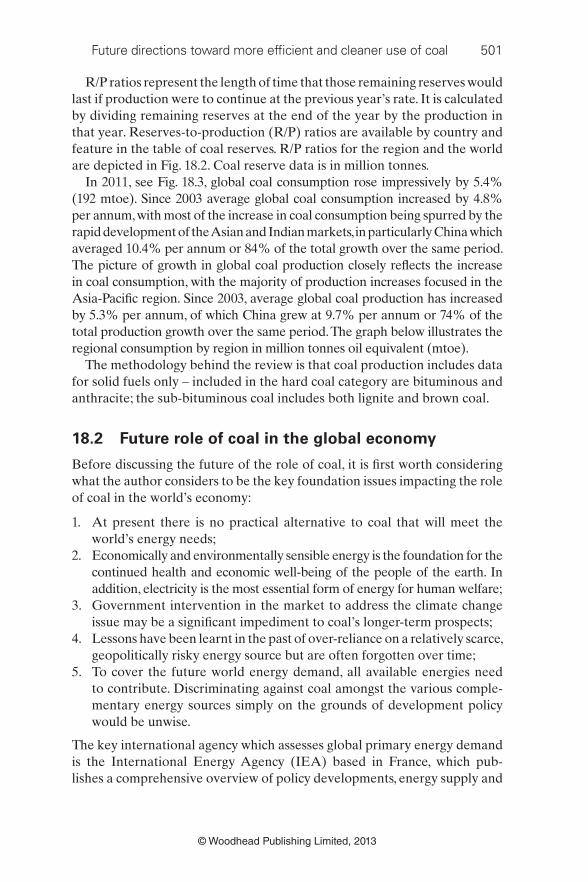
Production by regionMillion tonnes oil equivalent
Consumption by regionMillion tonnes oil equivalent
Asia PacificAfricaMiddle EastEurope and EurasiaS. and Cent. AmericaNorth America
Asia PacificAfricaMiddle EastEurope and EurasiaS. and Cent. AmericaNorth America
4000
3500
3000
2500
2000
1500
1000
500
4000
3500
3000
2500
2000
1500
1000
500
86
Coal was again the fastest-growing fossil fuel. Global production grew by 6.1%. The Asia Pacific region accounted for 85% of globalproduction growth, led by an 8.8% increase in China, the world’s largest supplier. Global coal consumption increased by 5.4%, withthe Asia Pacific region accounting for all of the net growth. Elsewhere, large declines in North American consumption were offsetby growth in all other regions.
91 96 01 06 11 0 86 91 96 01 06 11 0
18.3 Production and consumption by region. ( Source : BP Statistical
Review of World Energy 2012.)2
Future directions toward more effi cient and cleaner use of coal 501
© Woodhead Publishing Limited, 2013
R/P ratios represent the length of time that those remaining reserves would
last if production were to continue at the previous year’s rate. It is calculated
by dividing remaining reserves at the end of the year by the production in
that year. Reserves-to-production (R/P) ratios are available by country and
feature in the table of coal reserves. R/P ratios for the region and the world
are depicted in Fig. 18.2. Coal reserve data is in million tonnes.
In 2011, see Fig. 18.3, global coal consumption rose impressively by 5.4%
(192 mtoe). Since 2003 average global coal consumption increased by 4.8%
per annum, with most of the increase in coal consumption being spurred by the
rapid development of the Asian and Indian markets, in particularly China which
averaged 10.4% per annum or 84% of the total growth over the same period.
The picture of growth in global coal production closely refl ects the increase
in coal consumption, with the majority of production increases focused in the
Asia-Pacifi c region. Since 2003, average global coal production has increased
by 5.3% per annum, of which China grew at 9.7% per annum or 74% of the
total production growth over the same period. The graph below illustrates the
regional consumption by region in million tonnes oil equivalent (mtoe).
The methodology behind the review is that coal production includes data
for solid fuels only – included in the hard coal category are bituminous and
anthracite; the sub-bituminous coal includes both lignite and brown coal.
18.2 Future role of coal in the global economy
Before discussing the future of the role of coal, it is fi rst worth considering
what the author considers to be the key foundation issues impacting the role
of coal in the world’s economy:
1. At present there is no practical alternative to coal that will meet the
world’s energy needs;
2. Economically and environmentally sensible energy is the foundation for the
continued health and economic well-being of the people of the earth. In
addition, electricity is the most essential form of energy for human welfare;
3. Government intervention in the market to address the climate change
issue may be a signifi cant impediment to coal’s longer-term prospects;
4. Lessons have been learnt in the past of over-reliance on a relatively scarce,
geopolitically risky energy source but are often forgotten over time;
5. To cover the future world energy demand, all available energies need
to contribute. Discriminating against coal amongst the various comple-
mentary energy sources simply on the grounds of development policy
would be unwise.
The key international agency which assesses global primary energy demand
is the International Energy Agency (IEA) based in France, which pub-
lishes a comprehensive overview of policy developments, energy supply and
502 The coal handbook
© Woodhead Publishing Limited, 2013
demand balances and a primary energy outlook for the next 25 years. The
IEA is primarily funded by OECD governments to assess energy demand
in conjunction with pricing scenarios and resources availability. They assess
the threats and opportunities facing the global energy system based on
quantitative analysis of energy and climatic trends to create three global
energy demand scenarios: Current Policies, New Policies and 450 Scenario.
These scenarios are constructed in order to assess potential economic and
energy pathways which can therefore be used in setting government policies
to manage growth and environmental outcomes.
1. Current Policies – Status quo – assumes no new policies are added to the
current ones in place (mid-2011 at the time of writing).
2. New Policies – Partial reform – assumes recent government policy com-
mitments (i.e. Kyoto agreement and other global/country greenhouse
gas commitments) are implemented in a ‘cautious’ manner.
3. 450 Scenario – Full reform – assumes global compliance to the target to
limit long-term increase in the global mean temperature to two degrees
Celsius above pre-industrial levels.
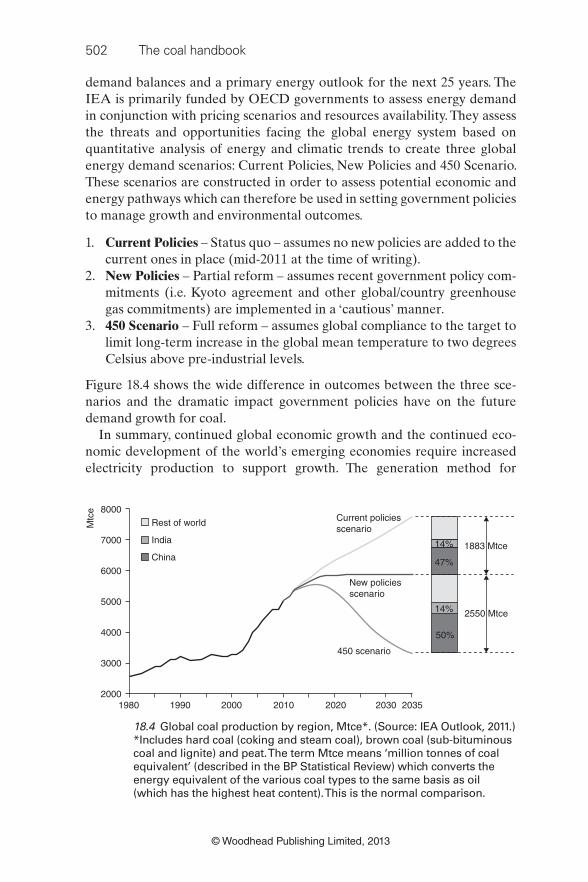
Figure 18.4 shows the wide difference in outcomes between the three sce-
narios and the dramatic impact government policies have on the future
demand growth for coal.
In summary, continued global economic growth and the continued eco-
nomic development of the world’s emerging economies require increased
electricity production to support growth. The generation method for
8000
Mtc
e
Rest of world Current policiesscenario
14%
47%
14%
50%
1883 Mtce
2550 Mtce
New policiesscenario
450 scenario
India
China
7000
6000
5000
4000
3000
20001980 1990 2000 2010 2020 2030 2035
18.4 Global coal production by region, Mtce*. ( Source : IEA Outlook, 2011 .)
*Includes hard coal (coking and steam coal), brown coal (sub-bituminous
coal and lignite) and peat. The term Mtce means ‘million tonnes of coal
equivalent’ (described in the BP Statistical Review) which converts the
energy equivalent of the various coal types to the same basis as oil
(which has the highest heat content). This is the normal comparison.

Future directions toward more effi cient and cleaner use of coal 503
© Woodhead Publishing Limited, 2013
electricity in all countries will be dependent upon the availability of fuel,
generation cost and reliability of electricity supply.
Under the Current Policies scenario the IEA predicts that global coal
production will increase by 1603 Mtce and 3037 Mtce by 2020 and 2035
respectively above the 2009 global coal consumption level of 4705 Mtce
(IEA, 2011). 3 To put this in perspective, global coal production increased by
5.3% per annum between 2003 and 2011, compared to the IEA’s Current
Policies scenario of 3.6% per annum growth between 2009 and 2035. Under
the Current Policies scenario the largest growth sector is steaming or thermal
coal due to increased demand from the power sector, particularly in India
and China. In the IEA’s New Policies scenario they still predict a signifi cant
increase in global coal consumption, increasing by 1128 Mtce and 1154 Mtce
by 2020 and 2035, respectively, above the 2009 levels. Regardless of which
IEA scenario, China and India represent the main areas for growth in coal
consumption accounting for 47% and 14% of the incremental demand.
Figure 18.5 shows the global coal demand by sector by IEA scenario.
Global coal consumption can be sub-divided into the various sectors which
use coal (steaming and metallurgical) as a raw material. Contrary to popular
belief, not all coal is burnt in thermal power stations; however, it is still the
dominant sector, with growth dominated by the emerging Asian economies,
in particular China and India which together account for over 65% of the
projected demand increase by 2035. In both the New Policies and Current
Policies scenarios the relative share of coal used by the power sector con-
tinues to increase versus the other sectors (industry, cement, etc.), driven by
the dramatic increase in coal-fi red power generation in China and India.
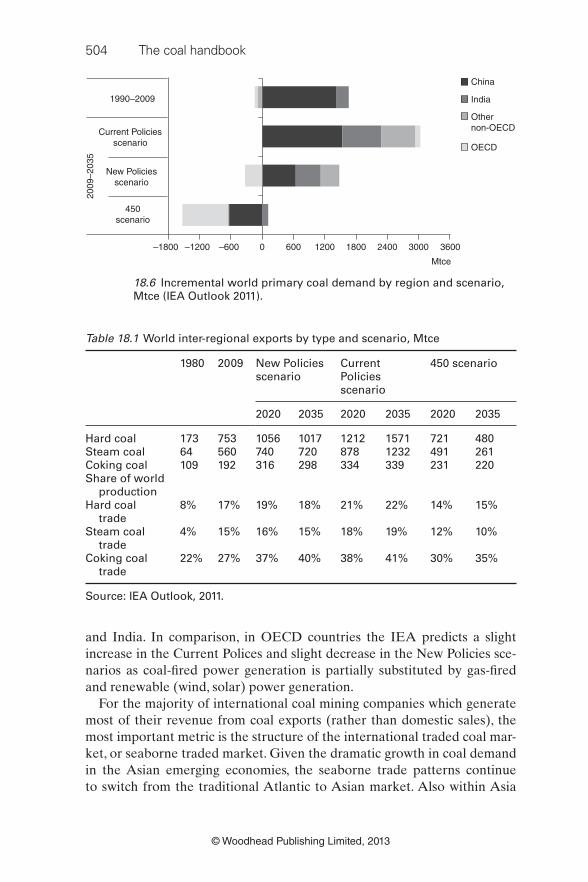
Figure 18.6 shows dominance of the emerging (non-OECD) economies
in the long-term growth in coal demand, in particular the infl uence of China
Power generation 1 242
1980
Industry 604
Transformation* 300
Coal-to-liquids 3
Buildings 339
Other 72
3 063
2009
915
447
27
178
75
3 811
2020
New Policiesscenario
Current Policiesscenario
450scenario
1172
530
60
178
82
3 920
2035
1092
461
178
129
79
4 225
2020
1204
543
67
186
84
5 547
2035
1235
508
226
143
83
3 394
2020
1104
510
55
164
81
1 661
2035
928
388
159
99
75
Total 2 560
49%
4 705
65%
5 833
65%
5 859
67%
6 308
67%
7 742
72%
5 309
64%
3 309
50%Share of power generation
Share of industry 24% 19% 20% 19% 19% 16% 21% 28%
18.5 Global coal demand by sector, Mtce (IEA Outlook, 2011).
504 The coal handbook
© Woodhead Publishing Limited, 2013
and India. In comparison, in OECD countries the IEA predicts a slight
increase in the Current Polices and slight decrease in the New Policies sce-
narios as coal-fi red power generation is partially substituted by gas-fi red
and renewable (wind, solar) power generation.
For the majority of international coal mining companies which generate
most of their revenue from coal exports (rather than domestic sales), the
most important metric is the structure of the international traded coal mar-
ket, or seaborne traded market. Given the dramatic growth in coal demand
in the Asian emerging economies, the seaborne trade patterns continue
to switch from the traditional Atlantic to Asian market. Also within Asia
Table 18.1 World inter-regional exports by type and scenario, Mtce
1980 2009 New Policies
scenario
Current
Policies
scenario
450 scenario
2020 2035 2020 2035 2020 2035
Hard coal 173 753 1056 1017 1212 1571 721 480
Steam coal 64 560 740 720 878 1232 491 261
Coking coal 109 192 316 298 334 339 231 220
Share of world
production
Hard coal
trade
8% 17% 19% 18% 21% 22% 14% 15%
Steam coal
trade
4% 15% 16% 15% 18% 19% 12% 10%
Coking coal
trade
22% 27% 37% 40% 38% 41% 30% 35%
Source : IEA Outlook, 2011.
1990–2009
Current Policiesscenario
New Policiesscenario
450scenario
–1800 –1200 –600 0 600 1200 1800 2400 3000 3600
Mtce
2009
–203
5China
India
Othernon-OECD
OECD
18.6 Incremental world primary coal demand by region and scenario,
Mtce (IEA Outlook 2011).
Future directions toward more effi cient and cleaner use of coal 505
© Woodhead Publishing Limited, 2013
the seaborne traded market continues to evolve from the traditional coal
import economies – Japan, Korea and Taiwan – towards China and India.
It is worth noting the Chinese net trade position has a signifi cant impact
on the global seaborne traded market, and minor changes in its domestic
coal production and consumption could have profound implications on the
international traded market – causing international coal prices to rally or
crash depending upon small changes in overall domestic consumption (in
2011 China imported 174 Mt of thermal/steaming coal, accounting for 22%
of the total thermal seaborne traded market). Table 18.1 shows the world’s
international coals traded by type and scenario.
18.3 Collaboration along the coal supply chain
There is little doubt that success and future growth in coal use will increas-
ingly depend upon the interaction of all participants in the coal supply chain
from resource to end user, including dealing with secondary ‘products’ gen-
erated from the main utilisation avenue, for example ash and slag products
that are still commonly regarded as waste or discards and also the asso-
ciated environmental management. This collaboration must also include
R&D, implementation and commercialisation.
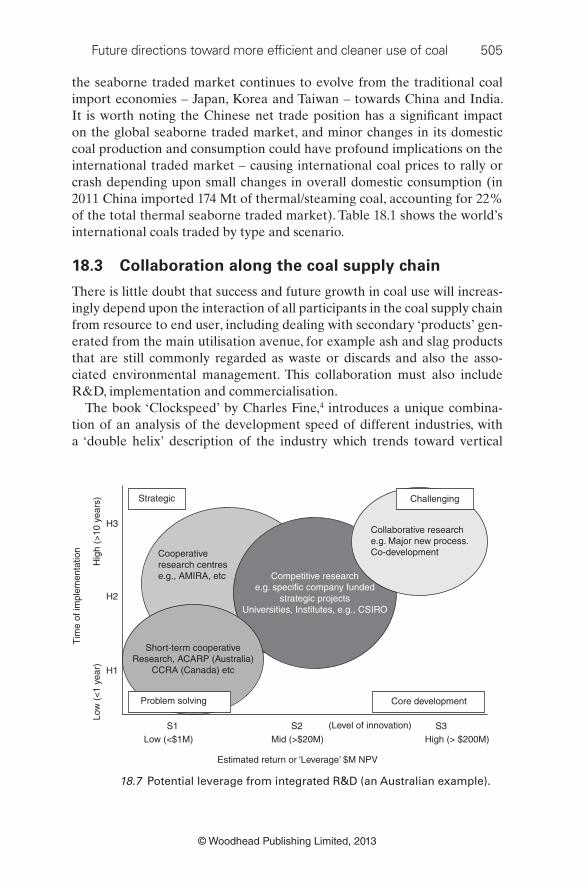
The book ‘Clockspeed’ by Charles Fine, 4 introduces a unique combina-
tion of an analysis of the development speed of different industries, with
a ‘double helix’ description of the industry which trends toward vertical
H3
H2
Tim
e of
impl
emen
tatio
n
Low
(<
1 ye
ar)
Hig
h (>
10 y
ears
)
H1
S1Low (<$1M) Mid (>$20M) High (> $200M)
S2
Estimated return or ‘Leverage’ $M NPV
S3(Level of innovation)
Strategic Challenging
Cooperativeresearch centrese.g., AMIRA, etc
Short-term cooperativeResearch, ACARP (Australia)
CCRA (Canada) etc
Problem solving Core development
Collaborative researche.g. Major new process.Co-development
Competitive researche.g. specific company funded
strategic projectsUniversities, Institutes, e.g., CSIRO
18.7 Potential leverage from integrated R&D (an Australian example).

506 The coal handbook
© Woodhead Publishing Limited, 2013
integration, or its opposite. Understanding these trends and the pace of the
evolution of their ‘technological habitat’, and gaining value chain advantage
in their chosen niche, is vitally important to high technology start-ups in par-
ticular where success depends on operating at maximum ‘speed’. Applying
this analogy to the coal industry translates to the fact that successful imple-
mentation fi rst time around can provide an advantage over main competi-
tors. Failing to do so could switch this advantage from the particular coal
user to one of its main competitors, or even to a rival energy source.
An example of this is the Australian model shown in Fig 18.7. Valuable
short-term cooperative research and development, i.e., 1-3 years, is deliv-
ered through a so-called ACARP program (Australian Coal Association
Research Program) which is funded by a 5c/tonne levy on black coal exports.
Participating coal companies drive the research and the fund value is further
expanded by in-kind contributions from coal producers, research organisa-
tions and industry stakeholders which probably more than trebles the levy
value. Longer term R&D can also be collaborative via cooperative research
centres (CRCs) which draw together several research providers to take on
more challenging and higher cost projects. The direction of these is often
driven by industry-wide priorities, for example safety driven major projects
such as long-wall face automation, together with prioritised research follow-
ing a strategic direction of the individual participating companies. This latter
infl uence will have generated some competitive research projects; as well as
larger-scale high cost, high leverage collaborative projects many as joint ven-
tures with other non-competing organisations.
A recent article by Henry Chesbrough and Andrew Garman 5 explains a
strategic concept that can potentially reduce the costs of R&D to coal industry
participants without sacrifi cing tomorrow’s projected growth. The argument is
raised that companies which invest in their innovative capabilities during tough
economic times are those that fare best when growth returns. This concept would
be well suited to the major coal industry players because of their R&D invest-
ment already made both internally externally and the strong, albeit often poorly
coordinated, R&D network currently in place. The main challenge is how to
ensure this has the right impact throughout the whole of the value chain.
The authors call the concept the ‘Inside-out’ process and it involves placing
some of the ongoing internal projects outside the company, thereby reducing
R&D costs without relinquishing related growth opportunities. Each project
will then take a unique pathway to its most strategically valuable outcome. The
process also facilitates decision-making as to which projects should remain
internal, which should be outsourced and which could be converted into
‘spin-off’ ventures whereby a company retains or acquires an equity position.
Translated into supply chain terms, this could mean that resource companies
with the common goal of maintaining a leading position will continuously seek
solutions to integrate their operations with those of their stakeholders and cus-
tomers and reduce their dependence on line managers along the chain.
© W
oodhead P
ublis
hin
g L
imite
d, 2
013
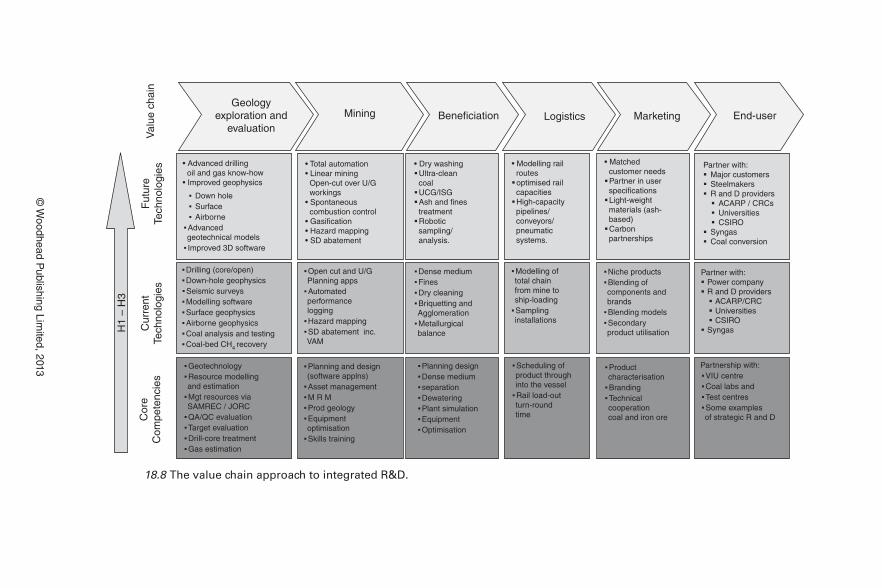
18.8 The value chain approach to integrated R&D.
© W
oodhead P
ublis
hin
g L
imite
d, 2
013
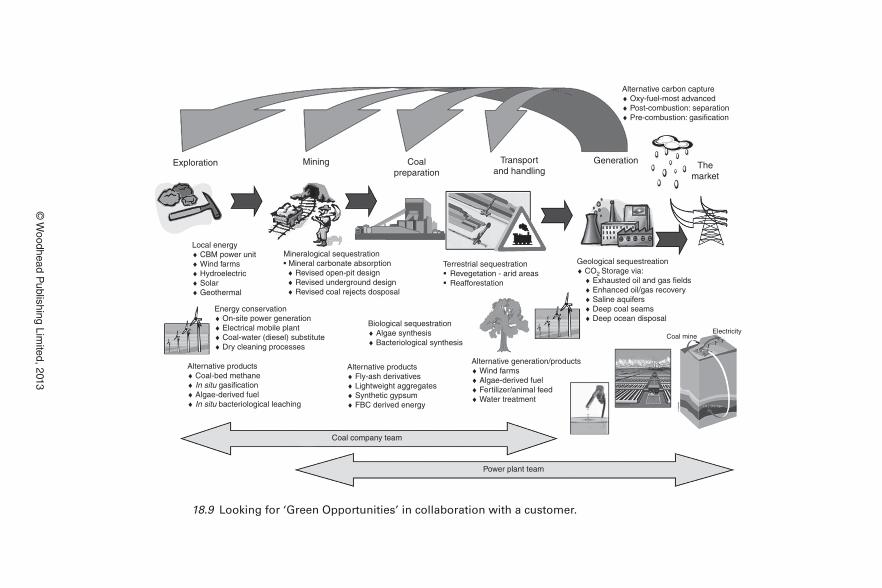
18.9 Looking for ‘Green Opportunities’ in collaboration with a customer.
© W
oodhead P
ublis
hin
g L
imite
d, 2
013
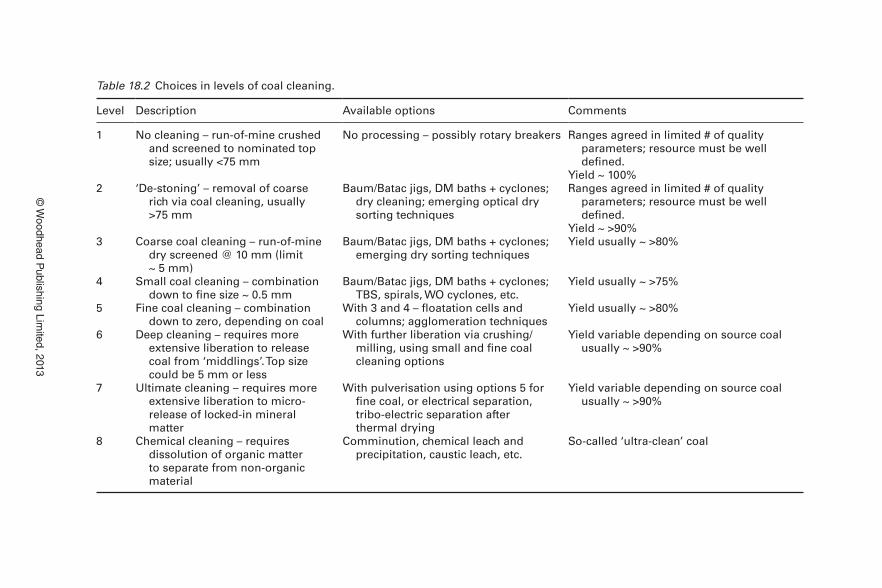
Table 18.2 Choices in levels of coal cleaning.
Level Description Available options Comments
1 No cleaning – run-of-mine crushed
and screened to nominated top
size; usually <75 mm
No processing – possibly rotary breakers Ranges agreed in limited # of quality
parameters; resource must be well
defi ned.
Yield ~ 100%
2 ‘De-stoning’ – removal of coarse
rich via coal cleaning, usually
>75 mm
Baum/Batac jigs, DM baths + cyclones;
dry cleaning; emerging optical dry
sorting techniques
Ranges agreed in limited # of quality
parameters; resource must be well
defi ned.
Yield ~ >90%
3 Coarse coal cleaning – run-of-mine
dry screened @ 10 mm (limit
~ 5 mm)
Baum/Batac jigs, DM baths + cyclones;
emerging dry sorting techniques
Yield usually ~ >80%
4 Small coal cleaning – combination
down to fi ne size ~ 0.5 mm
Baum/Batac jigs, DM baths + cyclones;
TBS, spirals, WO cyclones, etc.
Yield usually ~ >75%
5 Fine coal cleaning – combination
down to zero, depending on coal
With 3 and 4 – fl oatation cells and
columns; agglomeration techniques
Yield usually ~ >80%
6 Deep cleaning – requires more
extensive liberation to release
coal from ‘middlings’. Top size
could be 5 mm or less
With further liberation via crushing/
milling, using small and fi ne coal
cleaning options
Yield variable depending on source coal
usually ~ >90%
7 Ultimate cleaning – requires more
extensive liberation to micro-
release of locked-in mineral
matter
With pulverisation using options 5 for
fi ne coal, or electrical separation,
tribo-electric separation after
thermal drying
Yield variable depending on source coal
usually ~ >90%
8 Chemical cleaning – requires
dissolution of organic matter
to separate from non-organic
material
Comminution, chemical leach and
precipitation, caustic leach, etc.
So-called ‘ultra-clean’ coal
510 The coal handbook
© Woodhead Publishing Limited, 2013
Figure 18.8 illustrates the supply chain linkages between current tech-
nologies, aligned with current competencies and thus available to a com-
pany, and the future technologies identifi ed as being the strategic direction.
The future promises greater cooperation whereby the mining approach and
degree of benefi ciation are determined by the best outcome for the entire
supply chain, i.e., selective mining and/or coal cleaning involving the removal
of entities not regarded as useful by the user are optimised; and utilisation
considers all potential value elements of the coal as supplied.
Figure 18.9 illustrates some examples where coal producer and power
producer could collaborate to progress on carbon issues, but also improve
the cost and overall performance with the coal source. An ultimate solution
might be to conduct all the steps leading to a value product in situ, such as
integrated mining and benefi ciation, or even underground coal seam gas-
ifi cation; and perhaps later along the chain creating a ‘carbon concentrate’
such as micronised, refi ned coal; or processes for removing non-coal par-
ticles from pulverised fuel at a power plant using tribo-electric separation.
18.4 Developments in mining and processing technologies
Mining companies are going to continue to explore all economical coal
resources. As technology progresses, coal resources hitherto regarded as
being un-minable or uneconomic could become feasible candidates for
development. At some future date, concepts like below sea-level mining of
coal, deep coal seams and sub-zero temperature mining at the poles may
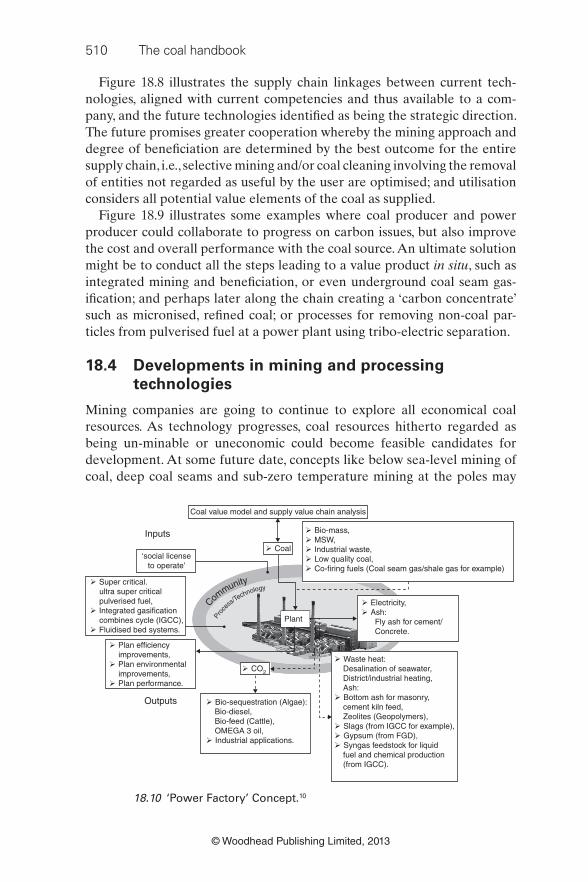
18.10 ‘Power Factory’ Concept. 10
Future directions toward more effi cient and cleaner use of coal 511
© Woodhead Publishing Limited, 2013
come to fruition if technologies are developed to include things like in situ gasifi cation and/or liquefaction of coal, i.e., ‘ in situ ’ extraction becomes prac-
tical. On the other hand, without expansion of these technologies, the coal
mining industry as we now know it may have only another century of life.
Then what is next? Factory mining: bigger machines, fewer people, more
automation? Over the next 10–20 years machines will undoubtedly continue
to become larger; more coal will be mined from the surface, processing and
handling units will get even larger. Individual coal mines will produce between
10 and 30 million tonnes per annum. Small coal mines (<5 Mt/a) will no lon-
ger be economically or technologically feasible. Safety and economics will still
drive the market but environmental constraints will need to be fully met.
Research will probably be driven by organisations such a CSIRO,
(Commonwealth Scientifi c and Industrial Research Organization), Australia’s
national science agency, which has led the way to the advancement of mining
and benefi ciation technology. Researchers at CSIRO are developing state-of-
the-art sensing, control, and planning systems that will enable the automation
of mining activities – primarily excavation, coal benefi ciation and material
handling. Successful development and deployment of such new technology
will allow surface and underground mining to be carried out more effi ciently,
far more safely, and with less human intervention than is currently required.
Automation will ultimately enable mining operations to proceed in
remote and harsh environments. The same is true for the preparation of the
coal for the various market users. 6 Artifi cial intelligence is being built into
coal processing plants, giving controlling systems the capacity to monitor
and adjust operations ‘intuitively’ to improve operational effi ciencies. The
technology, still under development, will allow all computer-controlled
functions in a processing plant to measure, in real time, operating perfor-
mance against predetermined optimums. 7 The extent to which the coal can
be cleaned has always been subjected to economics and effi ciency.
Manufacturers of equipment will continue to develop robust control systems
that will both enhance and in some cases eliminate the need for human opera-
tors. The relative price of coal as a fuel has not changed for 30 years. The issue of
it being a climate change fuel will continue to grow as an issue. But the reality is
that coal, as a fuel, is very abundant, available and relatively inexpensive and it
will almost certainly be used as a major fuel source for the next century.
18.5 Developments in coal utilisation for electricity generation
So how do we think about electricity generation differently? It is arguable
that since the inception of the Electricity Generation and Supply Industry
in 1881, 8 this industry has been very staid and on the whole very focused on
individual plants that saw electricity as a sole output from a single or at worst
two fuels (usually a primary fuel and a secondary fuel) as inputs. The aim was
512 The coal handbook
© Woodhead Publishing Limited, 2013
to keep the plants as simple as possible; however, environmental concerns
have driven some signifi cant changes in the nature of the plants and also
changes in some fuel inputs such as co-fi ring with fuels such as biomass.
The focus on keeping plants simple whilst growing in size has been driven
by the nature of the product. Electricity can be considered the ultimate ‘just-
in-time’ product that cannot be stored, and yet the majority of end users
expect it to be available at the fl ick of a switch. The fact is that this clean,
safe and cheap source of effi cient and fl exible energy has become the basis
of human development over the twentieth century and probably will be for
many years into the future.
At least in the Western world and now in the developing world, electric-
ity is seen as a fundamental element of modern life. This critical role has on
the one hand made electricity both an unseen staple of life and also a very
politically sensitive matter. When electricity goes out, governments react. This
unique place of electricity in the developed world poses a dichotomy when
issues such as climate change come into play. Concern over climate change has
driven objection specifi cally to coal-fi red electricity generation whilst at the
same time the electricity produced from coal is considered essential. The fact
remains that coal fuels 40.33% 9 of the world’s electricity and will continue to
play a signifi cant role in electricity generation for the foreseeable future.
So, the real issue is how we can better utilise the great energy resource
that coal represents to cost effectively and responsibly generate electricity
for the duration. Putting aside the issue of climate change, there are other
issues that will drive changes in coal utilisation for the generation of electric-
ity. Such issues include the disposal of ash, increasing need to utilise lower
quality coals, improving effi ciency of coal utilisation not only in the plant
but across the coal supply chain and improvements in the size and nature
of the environmental ‘footprint’ also right across the supply chain. In addi-
tion, the issue of energy sustainability should drive the maximisation of the
valuation of the coal resource in terms of not only electricity generation, but
what range of products can be derived from coal along with electricity.
One concept that may illustrate how we can think about coal utilisation
in electricity generation in a different manner is to consider electricity gen-
eration in manufacturing terms and this is refl ected in the ‘Power Factory’
concept. In this model, we consider Inputs, Process (the power plant) and
Outputs. The ‘Power Factory’ concept leads to considering the whole supply
chain both upstream of the power plant and downstream of the plant. The
concept naturally requires that the power plant can no longer be considered
in isolation; rather the generation of electricity must be considered in asso-
ciation with other ‘processes’ that can add value to both the generation of
electricity but may also maximise the value in the original energy sources
such as coal as well as offer other benefi ts such as combustion product utili-
sation and general environmental improvements.

Future directions toward more effi cient and cleaner use of coal 513
© Woodhead Publishing Limited, 2013
So, if we are to ensure a future for coal in the generation of electricity whilst
at the same time playing a key role in meeting the world’s ever-growing need for
energy, we must think about how we use coal to gain the best overall outcomes.
In addition, taking new approaches to coal utilisation in power genera-
tion also offers an opportunity to successfully make use of lower grade or
diffi cult coals thus adding value to the world’s coal resources.
18.6 Developments in coal utilisation for iron ore reduction
Forecasts for long-term use of coal in the steel industry are extremely diffi cult
because the combination of several uncertain factors, such as growth of popu-
lation, development and use of new/alternative materials and energy sources,
development of existing and new metallurgical technologies and, last but not
least, political and social changes, will strongly affect the picture of the future.
Growth in demand for steel from about 1.4 billion tons in 2011 to 2.3–2.7
billion tons by 2050 is expected. 11 The ratio of oxygen/electric steel (it means
BF-BOF and scrap-EAF routes, see chapter 12) is assumed to switch from
70:30 today to 40:60% in 2050 . 12 That would mean that the oxygen steel pro-
duction mainly using blast furnace iron-making remains more or less at the
same level. The amount and structure/types of energy and reducing agents
for iron ore reduction are key factors that will shape the future of the steel
industry. The dominant energy inputs in an integrated steelworks today are
coal/coke and some heavy oil, natural gas and other hydrocarbons.
A current modern steelworks is a highly optimised system in terms of con-
sumption of energy and reducing agents. The blast furnace operates 5% away
from the thermodynamics limit and the whole mill has a potential of energy
savings of only about 10%. 13 Energy consumption of best performing inte-
grated steel works (BF-BOF route) makes up 17 GJ/t crude steel, 16 GJ/t of
which is related to coal and 0.9 GJ/t to electricity. In a scrap-EAF route, the
best results correspond to 3.5 GJ/t of hot rolled product, of which 1.6 GJ/t is
related to electricity consumption, 0.6 GJ/t of fossil energy (coal and natu-
ral gas) and 0.3 GJ/t of energy for hot rolling and 1 GJ/t natural gas for the
reheating furnace. 14 At the same time, the worst performers are at the level of
50 and 30 GJ/t crude steel for the BF-BOF and the EAF routes respectively. 7
Improvement of performance of all the other steelworks to the level of the
current best performing ones offers an enormous potential for energy saving.
Environmental challenges facing the steel industry require very large cuts
in CO 2 emissions; even today’s best metallurgical technologies are not ‘clean’
enough and radical improvement will be required to meet emerging mandatory
targets. CCS as a tool for mitigation CO 2 emissions in the steel industry could be
deployed in the future for existing and new iron-making processes, if still open,
technical, economic and social problems related to the CCS will be solved.
514 The coal handbook
© Woodhead Publishing Limited, 2013
Another way to reduce the CO 2 emissions is related to a change in the struc-
ture of energy sources. Coal used for iron ore reduction can be replaced by
hydrogen, electricity or biomass. Industrial implementation of these energy
sources depends on their sustainability, availability and costs, i.e. sustainable
plantations, processing and use of biomass, avoiding confl icts between energetic
use of biomass and food security, use of CO 2 -lean electricity, development of
technically and cost-acceptable methods of electrolysis, etc. On the other hand,
new iron-making technologies still have to be developed; existing ones enable
only partial replacement of coal/coke by the above-mentioned sources.
Looking at the existing coke, iron and steel making technologies, further
increase in carbon use effi ciency and cost optimisation is needed. It is com-
monly recognised that until now, coke quality produced from coking coals
with well-defi ned properties has been a prerequisite for high effi ciency blast
furnace operation. An increasing demand on coke (nearly 600 Mt of coke on
dry basis was produced in 2010) and depletion of resources of high quality
coals leads to frequently changing coal blends and drives up the price.
The strategy on coke quality should be shifted from maximising to optimis-
ing its properties. Optimum quality in general means coke that is adequate for
needs considering both costs and availability. Furthermore, blast furnace oper-
ation with low coke rate, high PCI rate (>250 kg/THM) and other injectants
causes a change in coke quality requirements; some of its functions become
less important (heat source, reducing agent), other tasks (maintenance of gas
permeability) become decisive. Solution loss reaction, alkali and high tem-
perature attack infl uence the coke degradation behaviour strongly. 15
Standard characteristics of coke quality and test methods are therefore
not suffi cient to simulate real conditions in a modern blast furnace. They
provide limited assessment of coke properties under limited reacting condi-
tions and should be complemented with new ones.
Iron ore – carbon agglomerates (self-reducing pellets, briquettes or com-
posites) with embedded coal or other carbonaceous materials might be used
in the blast furnace for decreasing the carbon consumption and in direct
reduction processes for improving their performance and productivity.
Use of a broader palette of coals and cokes enables the further reduction
of costs. Examples include the effi cient use of nut coke and anthracite in
the blast furnace, the briquetting and hence use of fi ne coals for injection in
Corex/Finex smelting reduction technologies.
18.7 Development of low emissions coal-based power generation technologies
World coal consumption is projected to grow by approximately 55% between
2007 and 2035. 16 The non-OECD Asian nations (predominantly China and
India) are expected to account for 95% of this projected growth, with China
Future directions toward more effi cient and cleaner use of coal 515
© Woodhead Publishing Limited, 2013
to increase its coal-fi red electricity generation capacity from approximately
500 GW (2007) to approximately 1250 GW by 2035.
An important factor in some OECD countries (particularly the US and
Australia) is the need for new plant to replace ageing installations which
have relatively low effi ciencies and are expected to be unattractive for ret-
rofi t of CO 2 capture technologies to meet likely future greenhouse-gas emis-
sions requirements.
The research challenges needed to advance the development of low emis-
sions coal-based power generation technologies are clearly associated with
increasing effi ciencies and reducing greenhouse gas emissions at large scale
and low cost. In the face of strongly increasing world coal use, new tech-
nologies will be needed in the future to increase the effi ciency of coal-fi red
power generation signifi cantly above the levels of current best practice and
to facilitate the capture of CO 2 for long-term storage.
18.7.1 Effi ciency of coal-fi red power plants
The average effi ciency of coal-fi red plants globally is currently only about
28% (higher heating value, HHV ) with the most effi cient ultra-supercritical
steam plants and new integrated gasifi cation combined cycle (IGCC) dem-
onstration technologies achieving about 45%. 17 The current large worldwide
growth in new power generation capacity provides an important opportunity
in both developing and developed nations for development and deployment
of advanced, high effi ciency power generation technologies which can provide
a suitable technology platform for further effi ciency and cost improvements
to meet the requirements for increasing levels of CO 2 emissions abatement.
Repowering existing coal-fi red plants, where possible, to improve their
effi ciency, as well as installation of new and more effi cient plant, will pro-
vide signifi cant reductions in CO 2 emissions. However, to achieve very high
levels of CO 2 emissions reduction from fossil fuel-based power generation
technologies, it will be increasingly important to have in place conversion
technologies with the highest possible effi ciencies capable of reducing the
amount of CO 2 that must eventually be captured and stored. Due to the sig-
nifi cant energy demands and costs associated with CO 2 capture and storage
(CCS), deploying the most effi cient plant possible is a critical prerequisite to
enable these plants to be capable of being fi tted with CO 2 capture technolo-
gies, either from new or as a staged retrofi t in the future.
There are several key research areas associated with coal utilisation per-
formance and gas processing and separation which will need to be pursued to
support some of the most promising technology development pathways in the
areas of high effi ciency, low emissions coal technologies. Particular emphasis is
required on coal gasifi cation performance issues affecting coal selection, gas-
ifi er design and reliability and important downstream syngas conversion and
516 The coal handbook
© Woodhead Publishing Limited, 2013
gas separation technologies necessary to facilitate CO 2 capture and hydrogen
production at a scale and cost acceptable to the power industry.
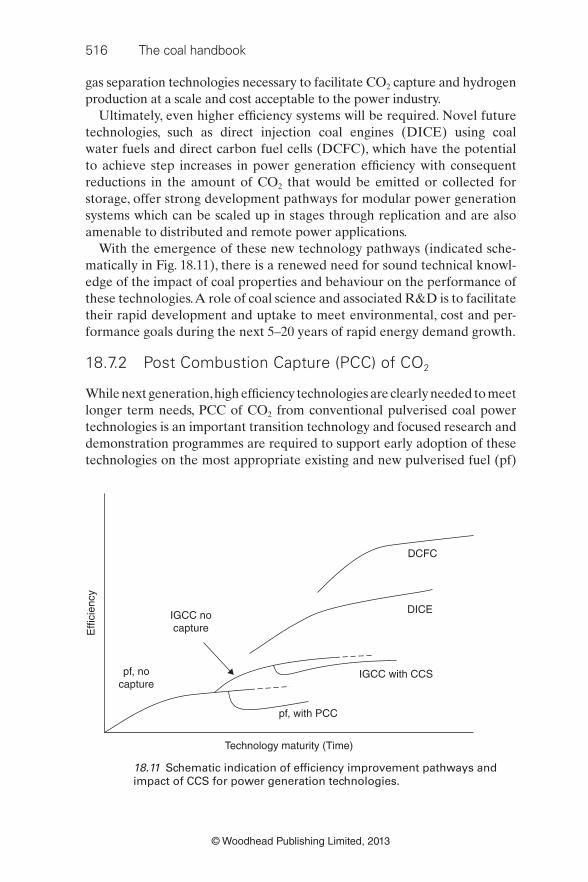
Ultimately, even higher effi ciency systems will be required. Novel future
technologies, such as direct injection coal engines (DICE) using coal
water fuels and direct carbon fuel cells (DCFC), which have the potential
to achieve step increases in power generation effi ciency with consequent
reductions in the amount of CO 2 that would be emitted or collected for
storage, offer strong development pathways for modular power generation
systems which can be scaled up in stages through replication and are also
amenable to distributed and remote power applications.
With the emergence of these new technology pathways (indicated sche-
matically in Fig. 18.11), there is a renewed need for sound technical knowl-
edge of the impact of coal properties and behaviour on the performance of
these technologies. A role of coal science and associated R&D is to facilitate
their rapid development and uptake to meet environmental, cost and per-
formance goals during the next 5–20 years of rapid energy demand growth.
18.7.2 Post Combustion Capture (PCC) of CO 2
While next generation, high effi ciency technologies are clearly needed to meet
longer term needs, PCC of CO 2 from conventional pulverised coal power
technologies is an important transition technology and focused research and
demonstration programmes are required to support early adoption of these
technologies on the most appropriate existing and new pulverised fuel (pf)
IGCC nocapture
IGCC with CCS
DICE
DCFC
pf, nocapture
pf, with PCC
Technology maturity (Time)
Effi
cien
cy
18.11 Schematic indication of effi ciency improvement pathways and
impact of CCS for power generation technologies.
Future directions toward more effi cient and cleaner use of coal 517
© Woodhead Publishing Limited, 2013
plant. While solvent-based technologies for CO 2 capture are well established
in the chemical and process industries, the key challenges associated with PCC
technology are associated with reducing the capital cost, energy effi ciency
penalties and potential environmental impacts of these large-scale solvent
based systems. For current systems, the effi ciency penalties associated with
PCC on conventional plant can be up to 10 percentage points and this major
loss of effi ciency (and capacity) represents the most challenging aspect for
retrofi t and new build applications of this technology. On the most modern
pf plants, which already have high levels of fl ue gas treatment, coal property
impacts on PCC systems are relatively minor and much of the required R&D
is focused on developing improved solvents and reducing the energy require-
ments of CO 2 recovery. However, many existing coal-fi red plants, with little
or no fl ue gas treatment, face additional constraints as coal specifi c contami-
nants can interact deleteriously with the most common solvents, and further
work is required to develop alternative materials and processes.
18.7.3 Integrated gasifi cation combined cycle (IGCC): A high-effi ciency platform for carbon capture and storage (CCS)
IGCC technology presently achieves similar effi ciency to latest PC technol-
ogy (~40–45% HHV basis) but at a slightly higher capital cost. However,
substantial improvements in IGCC effi ciency (~ + 8 percentage points)
along with signifi cant reductions in capital cost are projected through new
and improved process blocks now under development internationally.
As for all power technologies, the introduction of CCS decreases the
overall effi ciency and increases costs of power generation. For IGCC sys-
tems, effi ciency losses with currently-available (pre-combustion) CO 2 cap-
ture technologies are expected to be approximately 6–8% points and capital
costs are likely to increase by up to 40%. Carbon capture technologies for
IGCC applications are still early in their learning curve; therefore, as with
the main IGCC plant, signifi cant improvements to the process components
can be envisaged and development of these will substantially reduce the
cost and effi ciency penalties associated with CCS.
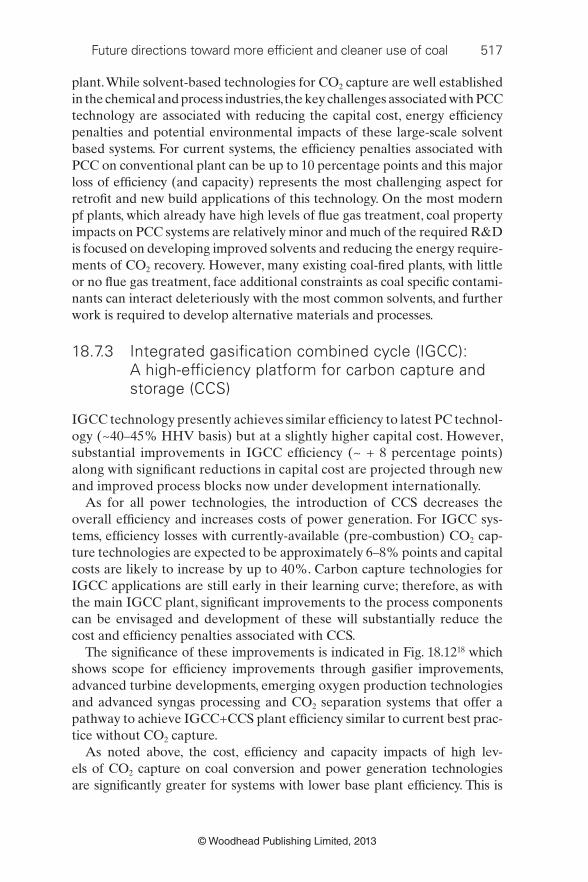
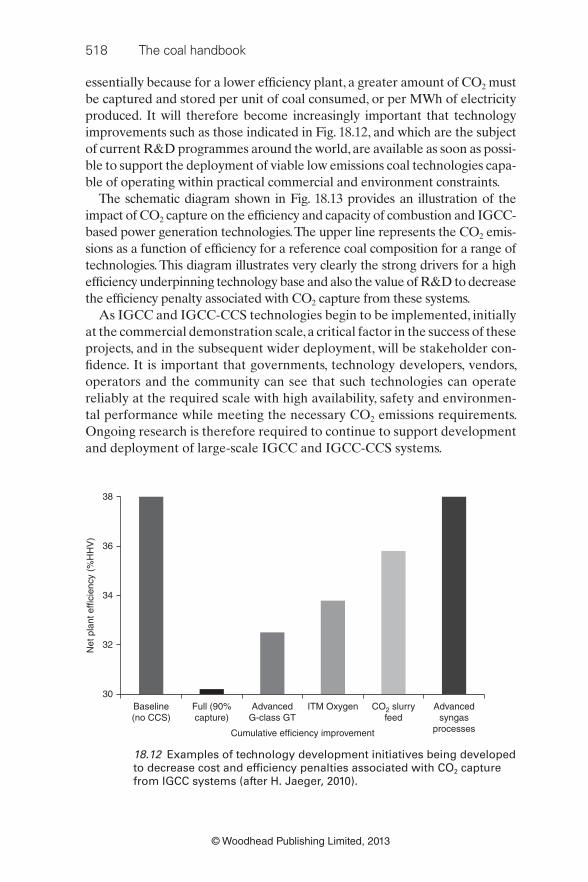
The signifi cance of these improvements is indicated in Fig. 18.12 18 which
shows scope for effi ciency improvements through gasifi er improvements,
advanced turbine developments, emerging oxygen production technologies
and advanced syngas processing and CO 2 separation systems that offer a
pathway to achieve IGCC+CCS plant effi ciency similar to current best prac-
tice without CO 2 capture.
As noted above, the cost, effi ciency and capacity impacts of high lev-
els of CO 2 capture on coal conversion and power generation technologies
are signifi cantly greater for systems with lower base plant effi ciency. This is
518 The coal handbook
© Woodhead Publishing Limited, 2013
essentially because for a lower effi ciency plant, a greater amount of CO 2 must
be captured and stored per unit of coal consumed, or per MWh of electricity
produced. It will therefore become increasingly important that technology
improvements such as those indicated in Fig. 18.12, and which are the subject
of current R&D programmes around the world, are available as soon as possi-
ble to support the deployment of viable low emissions coal technologies capa-
ble of operating within practical commercial and environment constraints.
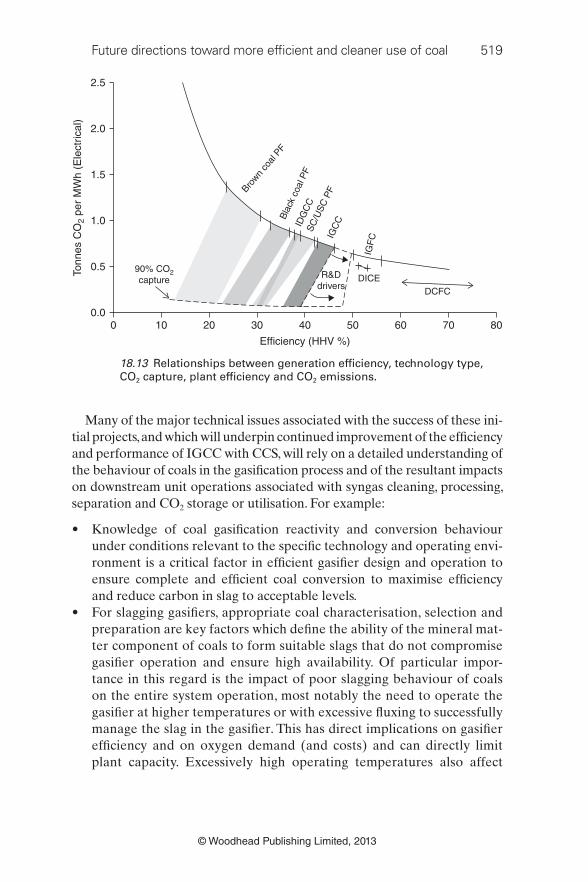
The schematic diagram shown in Fig. 18.13 provides an illustration of the
impact of CO 2 capture on the effi ciency and capacity of combustion and IGCC-
based power generation technologies. The upper line represents the CO 2 emis-
sions as a function of effi ciency for a reference coal composition for a range of
technologies. This diagram illustrates very clearly the strong drivers for a high
effi ciency underpinning technology base and also the value of R&D to decrease
the effi ciency penalty associated with CO 2 capture from these systems.
As IGCC and IGCC-CCS technologies begin to be implemented, initially
at the commercial demonstration scale, a critical factor in the success of these
projects, and in the subsequent wider deployment, will be stakeholder con-
fi dence. It is important that governments, technology developers, vendors,
operators and the community can see that such technologies can operate
reliably at the required scale with high availability, safety and environmen-
tal performance while meeting the necessary CO 2 emissions requirements.
Ongoing research is therefore required to continue to support development
and deployment of large-scale IGCC and IGCC-CCS systems.
Baseline(no CCS)
30
32
34
Net
pla
nt e
ffici
ency
(%
HH
V)
36
38
Full (90%capture)
AdvancedG-class GT
Cumulative efficiency improvement
ITM Oxygen CO2 slurryfeed
Advancedsyngas
processes
18.12 Examples of technology development initiatives being developed
to decrease cost and effi ciency penalties associated with CO 2 capture
from IGCC systems (after H. Jaeger, 2010).
Future directions toward more effi cient and cleaner use of coal 519
© Woodhead Publishing Limited, 2013
Many of the major technical issues associated with the success of these ini-
tial projects, and which will underpin continued improvement of the effi ciency
and performance of IGCC with CCS, will rely on a detailed understanding of
the behaviour of coals in the gasifi cation process and of the resultant impacts
on downstream unit operations associated with syngas cleaning, processing,
separation and CO 2 storage or utilisation. For example:
Knowledge of coal gasifi cation reactivity and conversion behaviour •
under conditions relevant to the specifi c technology and operating envi-
ronment is a critical factor in effi cient gasifi er design and operation to
ensure complete and effi cient coal conversion to maximise effi ciency
and reduce carbon in slag to acceptable levels.
For slagging gasifi ers, appropriate coal characterisation, selection and •
preparation are key factors which defi ne the ability of the mineral mat-
ter component of coals to form suitable slags that do not compromise
gasifi er operation and ensure high availability. Of particular impor-
tance in this regard is the impact of poor slagging behaviour of coals
on the entire system operation, most notably the need to operate the
gasifi er at higher temperatures or with excessive fl uxing to successfully
manage the slag in the gasifi er. This has direct implications on gasifi er
effi ciency and on oxygen demand (and costs) and can directly limit
plant capacity. Excessively high operating temperatures also affect
00.0
0.5 90% CO2capture
DCFCDICER&D
drivers
IGF
CIGC
CIDG
CC
Bla
ck c
oal P
F
Brown
coal
PF
SC
/US
C P
F
1.0
1.5
Tonn
es C
O2
per
MW
h (E
lect
rical
)
2.0
2.5
10 20 30 40
Efficiency (HHV %)
50 60 70 80
18.13 Relationships between generation effi ciency, technology type,
CO 2 capture, plant effi ciency and CO 2 emissions.

520 The coal handbook
© Woodhead Publishing Limited, 2013
plant life and maintenance requirements – both within the gasifi er and
in downstream gas cooling and cleaning systems.
In any system where coal-derived syngas is used as the basis for power •
generation, chemicals production, or in the manufacture of liquid fuels, the
syngas must be cleaned to standards acceptable by the downstream plant.
In coal gasifi cation derived systems the contaminants include fi ne parti-
cles of fl y ash, gaseous species containing sulphur, chlorine, fl uorine, alkali
metals and trace elements. Coal properties and gasifi cation behaviour
under the relevant process conditions profoundly affect syngas composi-
tion which specifi es development criteria for improved and breakthrough
technologies to reduce the costs and energy penalties associated with syn-
gas cleaning and processing, gas separation and CO 2 capture systems.
Coal impacts on gasifi cation performance
Conditions inside an entrained fl ow gasifi er are extreme: pressures are high
(20–40 bar or sometimes greater) and temperatures are high (fl ame temper-
atures often over 1800 K). The ratio of oxygen to fuel is signifi cantly lower
than those used in coal combustion technologies, and the mineral matter in
the coal is required to melt and fl ow out of the gasifi er continuously. Steam
is sometimes included in the feed streams to the gasifi er, and some gasifi ers
are designed to feed coal as a coal-water slurry.
These aspects of gasifi cation mean that the extensive literature and under-
standing of coal performance in pf boilers has little direct application to
understanding and predicting coal performance under gasifi cation conditions.
Results of ‘standard’ combustion tests do not translate to gasifi cation perfor-
mance – new approaches, facilities, techniques, and knowledge are required.
A striking point to emerge from analysis of coal performance in the com-
plex environment in these high pressure, high temperature reaction systems
is the potential impact of relatively fundamental coal properties on many
of the process operations comprising the IGCC system. Even seemingly
simple factors such as inherent moisture, mineral matter composition, high
temperature volatile yield, char reactivity and structure, grinding behav-
iour, slurrying characteristics, sulphur content, etc. can become particularly
important as they may create issues that cannot be accommodated through
simple changes to operating conditions. Such issues therefore become lim-
iting factors for the fi xed plant design (e.g. size of oxygen plant, gasifi er,
syngas cooler, etc.). Managing these and other coal-related issues can incur
signifi cant costs and/or operating boundaries that can seriously affect plant
capacity, effi ciency and performance.
To allow practical and reliable application of a sound fundamental under-
standing of gasifi cation science to the solving of real industrial problems,
knowledge of coal pyrolysis, char formation, char reactivity, slag formation
Future directions toward more effi cient and cleaner use of coal 521
© Woodhead Publishing Limited, 2013
and fl ow, and coal gasifi cation behaviour needs to be integrated in a form that
is applicable to a range of gasifi cation technologies and, eventually, gasifi ca-
tion-based energy systems. Fundamental, experimental gasifi cation research
needs to be undertaken in parallel with the development of detailed coal reac-
tion and conversion models designed to allow more widespread application
of the outcomes through, for example, relevant gasifer and integrated process
models of the entire coal conversion, slag handling, syngas processing and gas
separation systems. This can be done effectively only through close collabora-
tion of researchers, industrial technology developers, vendors and operators.
From refi neries to power generation: advanced syngas processing for high effi ciency CCS
In the chemicals and refi nery industries, coal gasifi cation, and capture of
CO 2 from syngas is commercially mature. R&D strategies to support the
rapid development and application of advanced syngas processing and gas
separation technologies in the power sector will require a combination of
fundamental materials development and testing programmes, laboratory
scale experiments, modelling projects, larger ‘research gasifi er’ scale mea-
surements and screening tests. This work would be complemented with
appropriately targeted pilot plant and slipstream tests utilising syngas slip-
streams such as those available from a number of international IGCC com-
mercial, demonstration and research projects. An example of a commercial
facility that currently operates in this way is the Puertollano demonstration
IGCC project in Spain which has a slipstream of up to approximately 2% of
the syngas available for advanced technology development projects such as
gas cleaning, shift and gas separation concept development, materials test-
ing, etc. The Polk Power IGCC plant in Tampa USA is also fi tting a major
syngas treatment and CO 2 capture system to support R&D programmes
aimed at reducing the costs and improving the effi ciency and reliability of
IGCC-CCS technologies. The US Department of Energy’s National Carbon
Capture Center has established a syngas slipstream facility to perform
extended testing of a range of pre-combustion CO 2 capture technologies
using commercially realistic coal-derived syngas streams. 19
Improved technology components and concepts fi tting within the IGCC
process fl ow sheet that have been identifi ed to date, and in some cases tested
using simulated syngas environments at laboratory scale, include:
new water gas shift catalysts optimised for coal syngas and suitable for use •
with membrane reactor systems at higher temperatures (up to 600°C);
integrated high temperature (~ 600°C) dry syngas cleaning systems; •
trace element capture integrated with high temperature syngas cleaning; •
metal and ceramic membrane based hydrogen/CO • 2 separation
technologies;
522 The coal handbook
© Woodhead Publishing Limited, 2013
integrated water gas-shift/metal membrane catalytic reactor concepts •
capable of enhancing hydrogen production and separation at high
temperatures;
ion transport membrane air separation technologies have been in devel-•
opment for almost two decades and are now nearing commercial avail-
ability at tonnage scales.
Further opportunities to signifi cantly increase effi ciencies are expected as
syngas and hydrogen-based fuel cells reach commercial availability. While
these are unlikely to be available at the scale and reliability required for
large-scale power generation within the next 10–15 years they provide an
attractive development pathway for the core, high effi ciency technology
platforms that are being developed and demonstrated today.
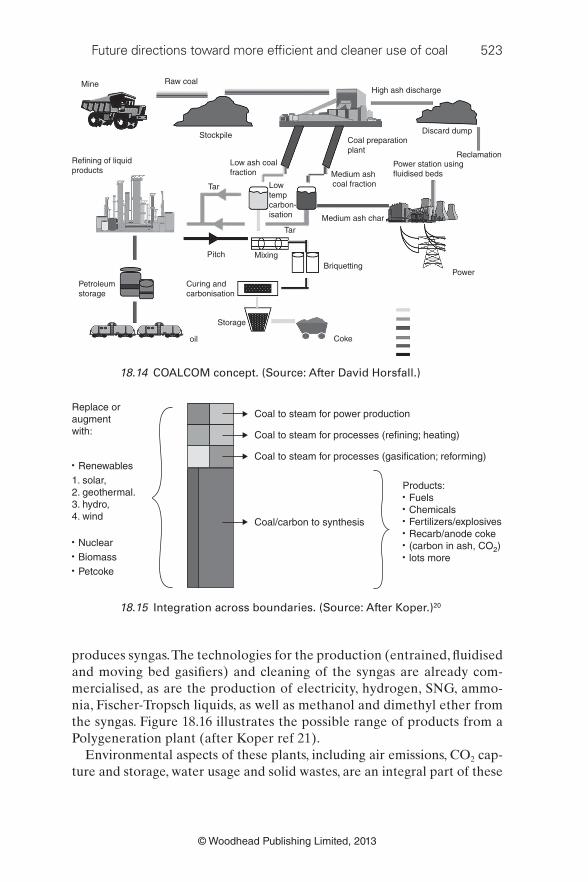
18.8 Integrated coal complexes and polygeneration
This section introduces the idea of an integrated coal complex, a concept
which many believe has great potential especially in the growth areas of
China and India. This is a subject that has over the years captured the
imagination of many coal technologists, including Professor David Horsfall.
Originally from the UK, David moved to South Africa in the late 1960s and
became very infl uential in the development of the coal export business that
added enormous value to the country’s economy. David fi rst introduced a
concept which he called COALCOM (an acronym for coal, coke, oil and
megawatts) in the mid-1970s. At the time, South Africa was striving to over-
come the threat of oil import sanctions and the Sasol Company was produc-
ing oil and chemicals from coal via a combination of Lurgi gasifi ers and the
Fischer Tropsch process. He proposed taking this one step further and incor-
porating a metallurgical element to the complex. The diagram in Fig. 18.14
illustrates his thinking and many subsequent schemes have emerged that
suggest similar direction including the polygeneration concept.
Integration across boundaries – outside a complex – is summarised in
Fig. 18.15 whereby coal utilisation takes place via a number of avenues by
conversion to steam for power generation, refi ning and heating as well as
gasifi cation to reforming and synthesis. In the modern idiom, replacement
or augmentation with renewables, including biomass or nuclear supplement-
ing carbon and energy from coal with these alternatives, can create energy
optimisation and lower the carbon footprint.
A polygeneration plant is defi ned as one that exports electricity and at
least one other product. 18 Manufacturing two or more products can exploit
synergies between the constituent processes (thereby increasing overall
plant effi ciency), increase operational fl exibility, and offer signifi cant eco-
nomic advantages. Polygeneration is achieved via coal gasifi cation that
Future directions toward more effi cient and cleaner use of coal 523
© Woodhead Publishing Limited, 2013
Mine Raw coal
Stockpile
Refining of liquidproducts
Tar
Low ash coalfraction
Petroleumstorage
Pitch
Curing andcarbonisation
Storage
oil Coke
BriquettingMixing
Tar
Lowtempcarbon-isation Medium ash char
Medium ash coal fraction
Coal preparationplant
High ash discharge
Discard dump
ReclamationPower station usingfluidised beds
Power
18.14 COALCOM concept. ( Source : After David Horsfall.)
Coal to steam for power productionReplace oraugmentwith:
• Renewables1. solar,2. geothermal.3. hydro,4. wind
• Nuclear• Biomass• Petcoke
Coal to steam for processes (refining; heating)
Coal to steam for processes (gasification; reforming)
Coal/carbon to synthesis
Products:• Fuels• Chemicals• Fertilizers/explosives• Recarb/anode coke• (carbon in ash, CO2)• lots more
18.15 Integration across boundaries. ( Source : After Koper.) 20
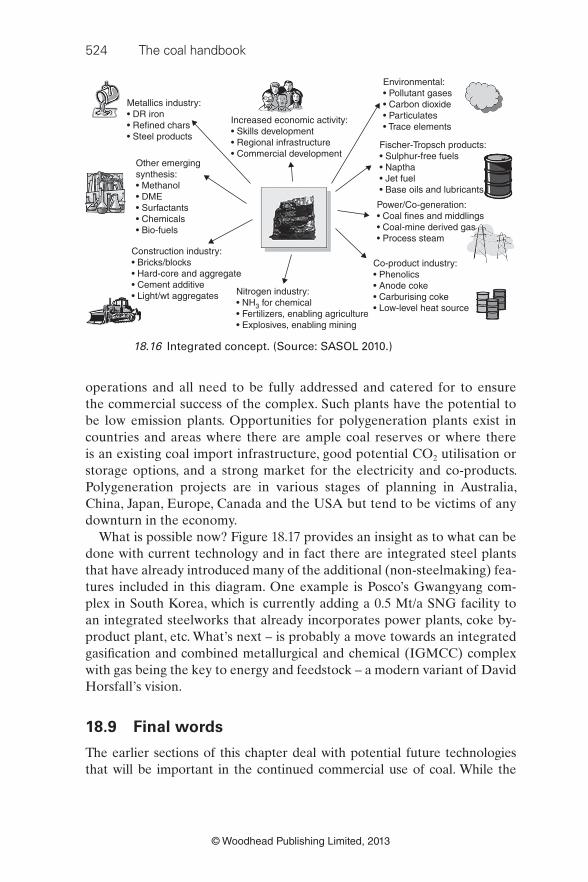
produces syngas. The technologies for the production (entrained, fl uidised
and moving bed gasifi ers) and cleaning of the syngas are already com-
mercialised, as are the production of electricity, hydrogen, SNG, ammo-
nia, Fischer-Tropsch liquids, as well as methanol and dimethyl ether from
the syngas. Figure 18.16 illustrates the possible range of products from a
Polygeneration plant (after Koper ref 21).
Environmental aspects of these plants, including air emissions, CO 2 cap-
ture and storage, water usage and solid wastes, are an integral part of these
524 The coal handbook
© Woodhead Publishing Limited, 2013
operations and all need to be fully addressed and catered for to ensure
the commercial success of the complex. Such plants have the potential to
be low emission plants. Opportunities for polygeneration plants exist in
countries and areas where there are ample coal reserves or where there
is an existing coal import infrastructure, good potential CO 2 utilisation or
storage options, and a strong market for the electricity and co-products.
Polygeneration projects are in various stages of planning in Australia,
China, Japan, Europe, Canada and the USA but tend to be victims of any
downturn in the economy.
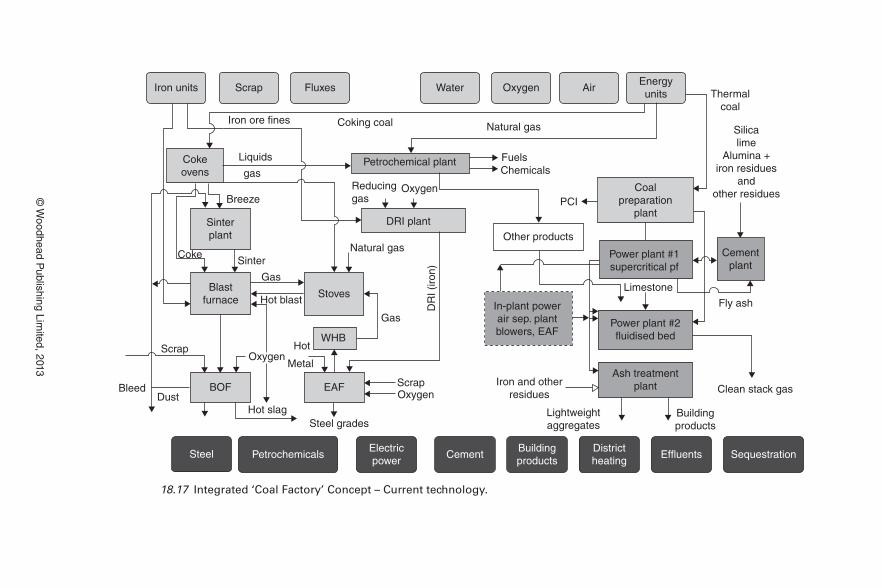
What is possible now? Figure 18.17 provides an insight as to what can be
done with current technology and in fact there are integrated steel plants
that have already introduced many of the additional (non-steelmaking) fea-
tures included in this diagram. One example is Posco’s Gwangyang com-
plex in South Korea, which is currently adding a 0.5 Mt/a SNG facility to
an integrated steelworks that already incorporates power plants, coke by-
product plant, etc. What’s next – is probably a move towards an integrated
gasifi cation and combined metallurgical and chemical (IGMCC) complex
with gas being the key to energy and feedstock – a modern variant of David
Horsfall’s vision.
18.9 Final words
The earlier sections of this chapter deal with potential future technologies
that will be important in the continued commercial use of coal. While the
Metallics industry:• DR iron• Refined chars• Steel products
Other emergingsynthesis:• Methanol• DME• Surfactants• Chemicals• Bio-fuels
Construction industry:• Bricks/blocks• Hard-core and aggregate• Cement additive• Light/wt aggregates Nitrogen industry:
• NH3 for chemical• Fertilizers, enabling agriculture• Explosives, enabling mining
Co-product industry:• Phenolics• Anode coke• Carburising coke• Low-level heat source
Environmental:• Pollutant gases• Carbon dioxide• Particulates• Trace elements
Fischer-Tropsch products:• Sulphur-free fuels• Naptha• Jet fuel• Base oils and lubricants
Power/Co-generation:• Coal fines and middlings• Coal-mine derived gas• Process steam
Increased economic activity:• Skills development• Regional infrastructure• Commercial development
18.16 Integrated concept. ( Source : SASOL 2010.)
© W
oodhead P
ublis
hin
g L
imite
d, 2
013
Iron units Scrap
Iron ore fines
Liquids
gasCokeovens
Breeze
Sinterplant
CokeSinter
GasBlast
furnaceStoves
Gas
Natural gas
Scrap
BleedDust
BOF
Hot slag
Steel PetrochemicalsElectricpower
CementBuildingproducts
Districtheating
Effluents Sequestration
Clean stack gas
Fly ash
Cementplant
Buildingproducts
Lightweightaggregates
Iron and otherresidues
ScrapOxygen
Steel grades
EAF
WHBHot
Hot blast
Metal
Fluxes
Coking coal Natural gas
FuelsPetrochemical plant
Coalpreparation
plantPCI
Other products
In-plant powerair sep. plantblowers, EAF
Power plant #1supercritical pf
Limestone
Power plant #2fluidised bed
Ash treatmentplant
DRI plant
Reducinggas
Oxygen
DR
I (iro
n)
Chemicals
Water Oxygen AirEnergyunits Thermal
coal
Silicalime
Alumina +iron residues
andother residues
Oxygen
18.17 Integrated ‘Coal Factory’ Concept – Current technology.

526 The coal handbook
© Woodhead Publishing Limited, 2013
use of coal as a feedstock to produce chemicals and as a reductant in iron
ore smelting seems assured, this is not clearly the case for coal in the electric-
ity generation industry. For this reason these ‘fi nal words’ focus on coal and
electricity.
Two of the great benefi ts of coal as a fuel for electricity are the rela-
tively high energy density (~30 MJ/kg) and the relatively low price. The
former is due to the chemical and physical processes that have trans-
formed vegetation into coal by the coalifi cation process while the latter
is also due to the maturity of the industry where engineering practice has
streamlined the processes involved in the winning, transport and utilisa-
tion of coal and has led to reduced costs accordingly. This latter point
is quite remarkable when one considers the whole coal value chain and
the effort required at each stage to mine, transport, prepare, combust
coal and to deal with the waste streams generated along the way. Over
the past century, industries and economies have developed along these
known cost structures, and coal currently plays a centrally important role
in the global economy.
However, coal is not without its challenges. It became apparent in the
1950s and 1960s that the particles released into the atmosphere by the then
coal combustion technology were creating signifi cant impacts including visi-
bility degradation and, in extreme cases, deleterious effects on human health.
These matters were addressed by the introduction initially of electrostatic
precipitator technology followed later, as the size of installations increased,
by fi ltration of the fl ue gas by use of solid fi lters housed in large bag houses.
From about the 1970s the issues associated with sulphur and nitrogen
deposition resulting from the emitted sulphur and nitrogen oxides demanded
attention and these saw the introduction of sulphur and nitrogen mitiga-
tion technologies to clean fl ue gases further, prior to their emission into the
atmosphere. These trends have continued, and over the past decade or so
the emission of trace elements has also come strongly into focus.
Similarly, the issues around the disposal of the solid waste (or ash) have
also been studied extensively with many studies investigating uses for ash
apart from storage in large ash disposal dams.
While the coal and power generation industries have been able to meet
each of these environmental challenges through the development and
deployment of new technologies, the current range of challenges raised by
the issue of climate change are more substantial. This is due to the larger
mass of CO 2 produced compared with the other waste streams and the fact
that the impacts of climate change are global rather than the more localized
impacts as has been the case in the past.
As all fossil energy use in future decades will have to deal with the issue of
greenhouse gas emissions, it is important that this be addressed in a system-
atic manner through the coal value chain. The fi rst step in this process is to

Future directions toward more effi cient and cleaner use of coal 527
© Woodhead Publishing Limited, 2013
decrease any fugitive emissions of methane arising from mining and transport.
The second step in this process is to increase the effi ciency of coal utilisation.
Here technologies such as Ultra Super Critical pf (USC), IGCC, the direct
injection coal engine (DICE) and the direct carbon fuel cell (DCFC) show
increasing effi ciency with corresponding decrease in CO 2 per unit of electric-
ity produced. However, each of these technologies is at a different stage of
development. For instance, USC is a more mature technology while DCFC is
presently a laboratory-based research activity. While DICE is further devel-
oped than DCFC it is not as far along the development curve as IGCC.
In any event, even with these new higher effi ciency processes carbon diox-
ide capture and storage will still be required for global emissions to be cut
by the amounts required to stabilise the global temperature at an acceptable
level as described by the climate change science community.
While the technology pathways described in this document will be able
to address the CO 2 emissions, major questions still exist concerning cost of
the technologies and whether there will be suffi cient public acceptance for
these technologies to be deployed. At present the projections for the costs
of the low emissions coal technologies are comparable with the alternatives.
An important aspect in determining the deployment of future technologies
will be the suitability of the technology with regard to the electricity demand
curves as well as the presence of a cost on the carbon dioxide emitted.
Finally, and assuming the new coal technologies are developed so that they
remain cost competitive with the alternatives, there are still signifi cant issues
concerning public acceptance that will have to be resolved. How governments,
industry and the community address these matters will be critical for the pub-
lic acceptance and the continued use of coal for electricity generation.
18.10 Acknowledgments
Sections 18.1 and 18.3 were contributed by Osborne, 18.2 by Sharples, 18.4
by Lien, 18.5 by Schumacher, 18.6 by Babich, 18.7 by Harris, 18.8 by Osborne
and 18.9 by Carras.
18.11 References 1 Ken, C. (September 2012), The great climate experiment, Scientifi c American ,
September 2012, 78–83.
2 BP (2012), BP Statistical Review of World Energy 2012, Available from: http://
www.bp.com.
3 IEA (2011), IEA World Energy Outlook 2011.
4 Charles Fine of MIT Sloan School of Management, ‘Clockspeed – Winning
Industry Control in the Age of Temporary Advantage’, Perseus Books; ‘www.
perseusbooks.com’.

528 The coal handbook
© Woodhead Publishing Limited, 2013
5 Chesbrough H and Garman A, ‘How open innovation can help you cope in lean
times’, Harvard Business Review , December 2009, 68–76.
6 CSIRO (2012), Available from: http://csiro.au/org/Minerals
DownUnderOverview.
7 CSIRO Solve May 2005, Available from: http://www.solve.csiro.au/0505/arti-
cle11.htm.
8 Bowers, B. (1982), A History of Electric Light and Power , IEEE history of tech-
nology series; Peter Peregrinus Press Ltd.
9 International Energy Agency (IEA), (2011), Electricity/Heat in World in
2009, available from: <http://iea.org/stats/electricitydata.asp?COUNTRY_
CODE=29> [Accessed 4 June 2012].
10 Schumacher, G. (2010), How Electricity Is Generated – Coal Fired Thermal Plant,
NRG Gladstone Operating Services, Gladstone, Queensland, Australia. 82.
11 IEA (2010), Energy Technology Transitions for Industry, Strategies for the
Next Industrial Revolution (2010).
12 Birat J-P, Chiappini M, Ryman C and Riesbeck J (2011), Project: Pathways
for Carbon Transitions (PACT) ‘Technology offer for production of goods
and services. Qualitative description of the links between Social Services and
Technologies in a post-carbon society and data for energy and CO 2 intensity of
materials’. Final report 29 June, 2011.
13 Birat J-P (2010), ‘Steel sectoral report.’ Contribution to the UNIDO roadmap
on CCS, Available from: http://www.unido.org/fi leadmin/user_media/Services/
Energy_and_Climate_Change/Energy_Effi ciency/CCS/Steel_sectoral_report.
pdf [Accessed: May 2012].
14 de Lamberterie B (2010), ‘Some refl exions about Energy Initiatives’, SET Plan
Workshop on Technology Innovations for Energy Effi ciency and GHG emis-
sions reduction in the Iron and Steel Industry in the EU27, Brussels, 15 January
2010.
15 Babich A (2009), Online course Iron-making, Lecture Coke Quality for a
Modern Blast Furnace, Available from: http://metallurgie.iehk.rwth-aachen.de.
16 US Energy Information Administration, International Energy Outlook 2010.
17 World Coal Association, (2011), Available from: http://www.worldcoal.org/
coal-the-environment/coal-use-the-environment/improving-effi ciencies/
18 Jaeger, H. (November-December 2010), ‘2010 GTC Conference reports real
progress in the face of uncertainty’, Gas Turbine World , 40 (6), 13.
19 Southern Company Services Inc, Power Systems Development Facility, Final
Report, DOE Cooperative Agreement DE-FC21-90MC25140, April 2009.
20 Koper, E. (2010), The Use of Coal: Integrated Coal Processing Facilities.
Clearwater Clean Coal Conference, Florida, June 2010.
21 Carpenter, A. (2008) Polygeneration from coal, IEA Clean Coal Centre Report,
CCC/139, Ref: CCC/139; ISBN: 978-92-9029-458-0_01/10/2008.
Recommended

















