SEPTIEMBRE
2016
REVISTA
FEBRERO
2017
Control del Proceso de
Zinc Alcalinoy sus Pasivados TrivalentesSURTEC
TendenciasTecnológicas2017
¿Ya te registraste?
Asiste al Evento más Completode Acabados de Superficiesen MéxicoCURSOS · CONFERENCIAS · EXPO · B2B

Boletín AMAS | P.3
¿Quiénes Somos?P.4 Artículo TécnicoP.6
ÍNDICE
P.11
Sesiones TécnicasRecientes
P.16Nuevos Miembros AMASP.14 BENEFICIOS de ser Miembro de AMAS
P.17
Investigación y DesarrolloP.19 NoticiasP.21 ConceptosBásicos
P.23
Surface FinishingMexico 2017
P.27
Tendencias Tecnológicas2017
Paulo MoctezumaDirección General
Edgar VillaseñorDirección Editorial
Ricardo SanabriaCorrección de Estilo
Laura Cabeza de VacaDiseño Editorial
Próximos Eventos P.26
Paseo Cuesta Bonita # 315 - B Oficina 1, Primer Nivel, Edificio Cuesta Santa Fé, Fracc. Cuesta Bonita, Querétaro, Qro. 76063Tel. Directo (442) 690 2121 Conmutador (442) 690 2120 ext. 2001
Revista AMAS | P.4
AMAS / @amas.sfm @amas_mx @amas_mx - AMAS Asociación Mexicanade Industriales de Acabados Superficiales - SURFACE FINISHING MEXICO
¿Quiénes somos?Somos una Asociación Industrial que representa empresas y expertos técnicos de la Industria de los Recubrimientos en México, lo que abarca las especialidades de galvanizado, anodizado, recubrimientos electrolíticos, e-coat y pintura en polvo, por mencionar algunas.
Nuestra MisiónPromover la educación y la innovación entre la Comunidad Industrial de Acabados de Superficies en México.
Nuestra Propuesta de ValorPromover el desarrollo de las capacidades y habilidades técnicas para aumentar la competitividad de nuestra Comunidad Industrial.
Facilitar la integración a estándares productivos globales y la promoción de negocios.
Crear oportunidades para el intercambio de conocimiento y mejores prácticas.
Fortalecer la Industria de Acabados de Superficies en México.
www.amas.org
ASOCIACIÓN MEXICANADE INDUSTRIALES DE ACABADOS SUPERFICIALES

Revista AMAS | P.6
Artículo Técnico
Cuando las cosas van mal sobre la línea de galvanoplastia, las soluciones rápidas pueden ahorrar miles de dólares. Si el pretratamiento está bien, el laboratorio es el lugar para solucionar el proceso de galvanoplastia y pasivación. ¡Algo de trabajo de laboratorio y unas cuantas celdas Hull, pueden ser todo lo que se necesite para poner de vuelta en operación la línea en el camino correcto!
La gran virtud de un técnico en galvanoplastia es, cuando la línea está trabajando bien, debe tomar nota del color de la solución, los olores, los ajustes del calibrador, el color del acabado, el pH, los medidores de temperatura, la corriente en los rectificadores, las canastillas de ánodos, las bombas, etc. Esto podrá construir su conocimiento y establecer su mente para solucionar un problema rápidamente.
Antes de iniciar la investigación de laboratorio, lo primero que hay que hacer es recolectar las muestras de baño en la forma correcta, con solución homogénea. Defina la condición del baño, como sales, conductividad y haga un simple análisis de rutina incluyendo la celda Hull. Después de todos los números hechos, comience con la celda Hull original del baño, o “como tal”, la segunda prueba será con un ajuste de sales y del pH y después incremente los aditivos. Y si es necesario ir a un tratamiento orgánico o inorgánico a la solución electrolítica.
Para un control de sales, los parámetros más importantes para comprobar son, la concentración del metal de zinc, la alcalinidad y las sales de carbonatos en el baño. Intente siempre estar en el rango especificado por el proveedor.
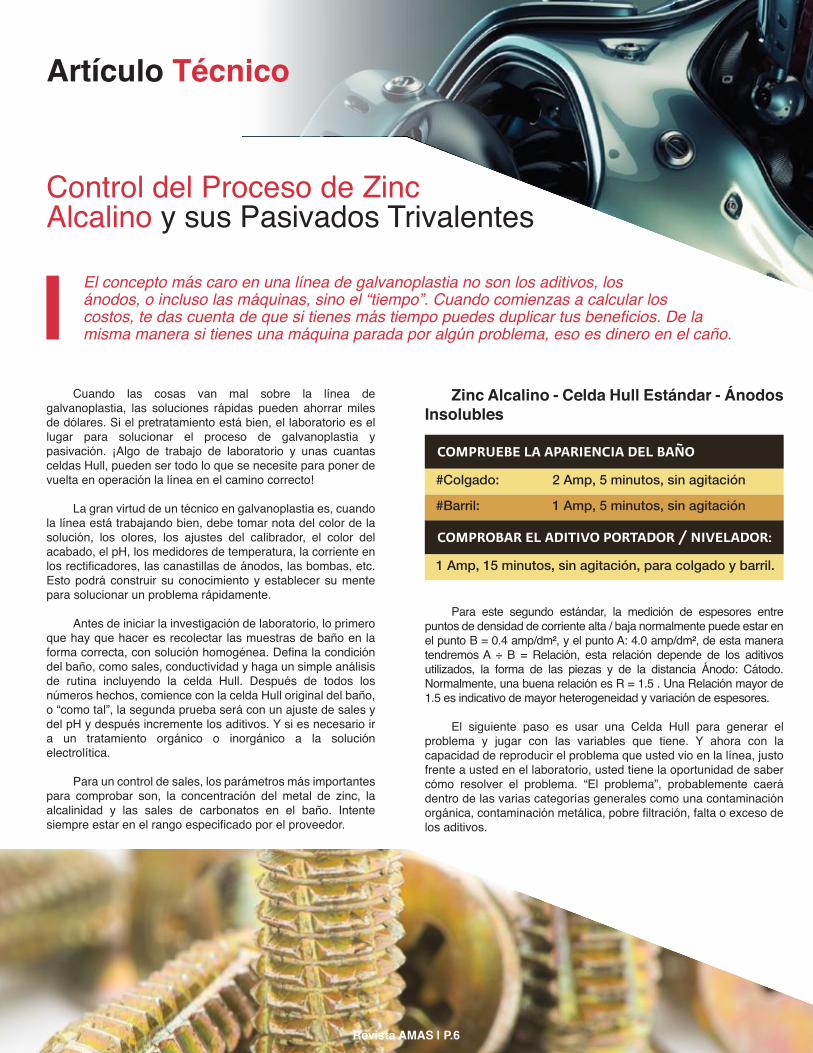
Zinc Alcalino - Celda Hull Estándar - Ánodos Insolubles
Para este segundo estándar, la medición de espesores entre puntos de densidad de corriente alta / baja normalmente puede estar en el punto B = 0.4 amp/dm², y el punto A: 4.0 amp/dm², de esta manera tendremos A ÷ B = Relación, esta relación depende de los aditivos utilizados, la forma de las piezas y de la distancia Ánodo: Cátodo. Normalmente, una buena relación es R = 1.5 . Una Relación mayor de 1.5 es indicativo de mayor heterogeneidad y variación de espesores.
El siguiente paso es usar una Celda Hull para generar el problema y jugar con las variables que tiene. Y ahora con la capacidad de reproducir el problema que usted vio en la línea, justo frente a usted en el laboratorio, usted tiene la oportunidad de saber cómo resolver el problema. “El problema”, probablemente caerá dentro de las varias categorías generales como una contaminación orgánica, contaminación metálica, pobre filtración, falta o exceso de los aditivos.
Control del Proceso de ZincAlcalino y sus Pasivados Trivalentes
El concepto más caro en una línea de galvanoplastia no son los aditivos, los ánodos, o incluso las máquinas, sino el “tiempo”. Cuando comienzas a calcular los costos, te das cuenta de que si tienes más tiempo puedes duplicar tus beneficios. De la misma manera si tienes una máquina parada por algún problema, eso es dinero en el caño.
COMPRUEBE LA APARIENCIA DEL BAÑO
#Colgado: 2 Amp, 5 minutos, sin agitación
#Barril: 1 Amp, 5 minutos, sin agitación
COMPROBAR EL ADITIVO PORTADOR / NIVELADOR:
1 Amp, 15 minutos, sin agitación, para colgado y barril.
Revista AMAS | P.7
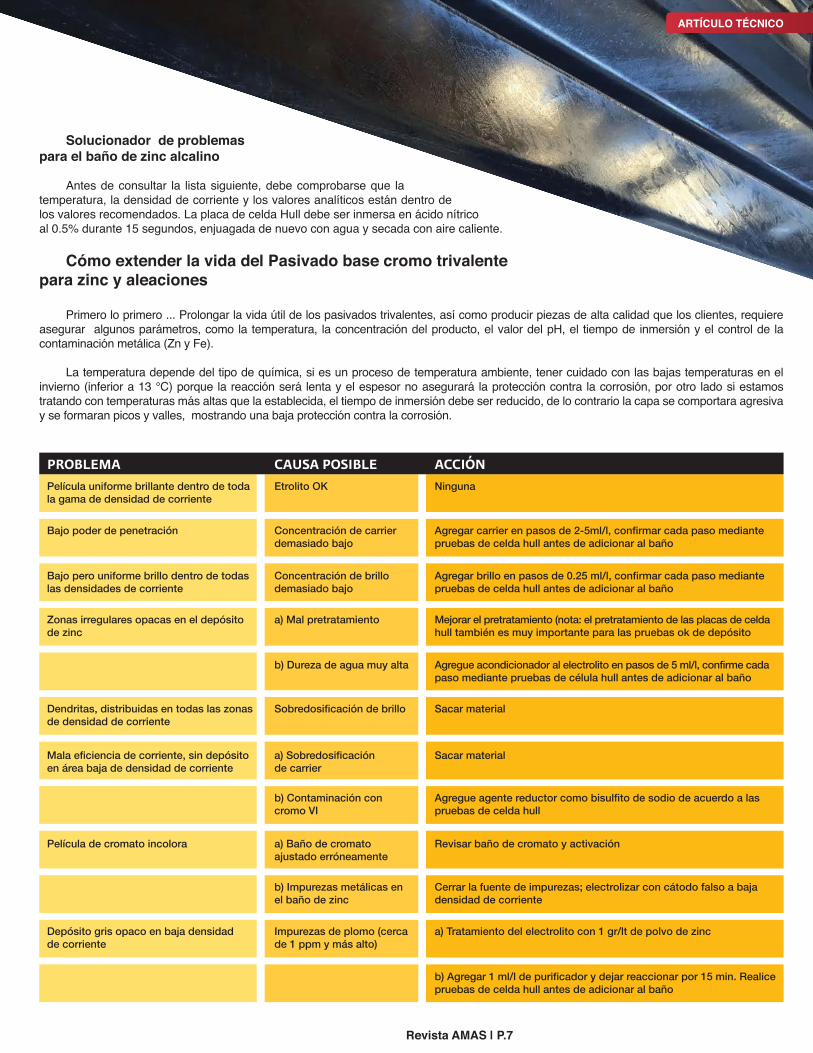
Solucionador de problemas para el baño de zinc alcalino
Antes de consultar la lista siguiente, debe comprobarse que la temperatura, la densidad de corriente y los valores analíticos están dentro de los valores recomendados. La placa de celda Hull debe ser inmersa en ácido nítricoal 0.5% durante 15 segundos, enjuagada de nuevo con agua y secada con aire caliente.
Cómo extender la vida del Pasivado base cromo trivalentepara zinc y aleaciones
Primero lo primero ... Prolongar la vida útil de los pasivados trivalentes, así como producir piezas de alta calidad que los clientes, requiere asegurar algunos parámetros, como la temperatura, la concentración del producto, el valor del pH, el tiempo de inmersión y el control de la contaminación metálica (Zn y Fe).
La temperatura depende del tipo de química, si es un proceso de temperatura ambiente, tener cuidado con las bajas temperaturas en el invierno (inferior a 13 °C) porque la reacción será lenta y el espesor no asegurará la protección contra la corrosión, por otro lado si estamos tratando con temperaturas más altas que la establecida, el tiempo de inmersión debe ser reducido, de lo contrario la capa se comportara agresiva y se formaran picos y valles, mostrando una baja protección contra la corrosión.
ARTÍCULO TÉCNICO
PROBLEMA CAUSA POSIBLE ACCIÓNPelícula uniforme brillante dentro de todala gama de densidad de corriente
Etrolito OK Ninguna
Bajo poder de penetración Concentración de carrierdemasiado bajo
Agregar carrier en pasos de 2-5ml/l, confirmar cada paso mediantepruebas de celda hull antes de adicionar al baño
Bajo pero uniforme brillo dentro de todaslas densidades de corriente
Concentración de brillodemasiado bajo
Agregar brillo en pasos de 0.25 ml/l, confirmar cada paso mediantepruebas de celda hull antes de adicionar al baño
Zonas irregulares opacas en el depósitode zinc
a) Mal pretratamiento Mejorar el pretratamiento (nota: el pretratamiento de las placas de celdahull también es muy importante para las pruebas ok de depósito
Dendritas, distribuidas en todas las zonasde densidad de corriente
Sobredosificación de brillo Sacar material
Mala eficiencia de corriente, sin depósitoen área baja de densidad de corriente
a) Sobredosificaciónde carrier
Sacar material
Película de cromato incolora a) Baño de cromatoajustado erróneamente
Revisar baño de cromato y activación
Depósito gris opaco en baja densidadde corriente
Impurezas de plomo (cercade 1 ppm y más alto)
a) Tratamiento del electrolito con 1 gr/lt de polvo de zinc
b) Agregar 1 ml/l de purificador y dejar reaccionar por 15 min. Realicepruebas de celda hull antes de adicionar al baño
b) Impurezas metálicas enel baño de zinc
Cerrar la fuente de impurezas; electrolizar con cátodo falso a bajadensidad de corriente
b) Contaminación concromo VI
Agregue agente reductor como bisulfito de sodio de acuerdo a laspruebas de celda hull
b) Dureza de agua muy alta Agregue acondicionador al electrolito en pasos de 5 ml/l, confirme cadapaso mediante pruebas de célula hull antes de adicionar al baño
Revista AMAS | P.8
Deben evitarse variaciones en la concentración del cromato, por lo que es necesario un ciclo de dosificación automática para un buen control del proceso. Deben evitarse concentraciones demasiado bajas, las concentraciones más altas no interfieren.
El pH óptimo teórico es de aproximadamente 1.9 para la mayoría de las pasivadores claros e iridiscentes, hablando de la variación del pH durante el proceso, la velocidad del espesor y la vida útil disminuyen dramáticamente con un pH de más de 2,3 y el pH más bajo acelera el aumento de zinc y hierro.
Durante la reacción de pasivación, en la primer etapa el zinc elemental se disuelve debido al ataque del ácido. En consecuencia, el pH en la superficie de la parte aumenta a valores a los que precipita cromo (III) / óxido de zinc formando la capa pasivante. La velocidad de formación se acelera si el zinc se disuelve en el baño del pasivador. A mayor contenido de zinc como contaminante, las piezas serán sobrecromatadas fácilmente, lo que es visible como una capa de pasivación amarillenta. Este efecto también ocurre a altas temperaturas del baño (por ejemplo, en el horario de verano).
El hierro a veces puede aumentar muy rápidamente, un buen cuidado del baño (tapas de barril bien cerradas, perforaciones ajustadas en el barril, buena suspensión de rack, buena inyección de aire, remoción rápida de piezas caídas); El inhibidor de hierro en la solución reduce la disolución del hierro. Una vez disuelto, el hierro sólo puede eliminarse por dos vías. 1- Alto pH para la precipitación del hierro, filtrar la solución y desechar el fondo, comprobar el contenido de cromo y reponer la solución. Pero de esta manera se perderá una gran cantidad de solución química. 2- Instalar una columna iónica de resina selectiva de iones para eliminar el hierro disuelto, y algunas columnas también eliminarán la contaminación por zinc.
En comparación con la capa de pasivación amarillenta causada por el hierro disuelto, este efecto de zinc o temperatura puede eliminarse fácilmente: elija tiempos de aplicación más cortos y / o disminuya el contenido de cromo de la solución pasivante.
La vida útil del pasivador trivalente está limitada principalmente por el aumento de hierro disuelto durante la operación. El color de película normalmente claro, azul o iridiscente, adquiere un color amarillento creciente al acumular hierro en la solución, y depende de la calidad de protección esperada de su pasivador. El límite superior de hierro tolerable se encuentra dentro de 50 y 400 ppm. Nunca será buena idea combinar altos niveles de zinc y hierro en la misma solución.
Durante la pasivación de cinc y/o aleaciones de zinc, se deposita una capa muy delgada de óxido de cromo (III)-zinc en presencia de hierro (III) disuelto. La co-deposición de óxido de hierro (III) tiene lugar en la decoloración de la capa pasiva a amarillenta. Debido a que esta
co-deposición es una reacción de competencia, la intensidad del color amarillento no sólo está determinada por el valor absoluto de la concentración de hierro, sino también por la relación a la concentración de cromo. Por lo tanto, un valor de 400 ppm de hierro en soluciones de baja concentración de cromo lleva a las partes al color amarillento, mientras que los baños con alta concentración con el mismo contenido de hierro, siguen siendo aceptables.
Este hierro primeramente puede ser disuelto del arrastre producido de las piezas caídas en el baño. En segundo lugar, el hierro se disuelve de zonas descubiertas de zinc, como tubos u otras partes descubiertas con cavidades profundas, incluso durante el funcionamiento normal. Normalmente, las líneas de barriles no son tan sensibles como las líneas de racks, porque las partes "normalmente" están cubiertas y no sueltas durante el proceso de pasivación, también arrastres mayores usando barriles, debido a que la solución es "rejuvenecida"
regularmente con agua de enjuague, arrastrando agua de mala calidad con un alto contenido de hierro y puertas de barril mal cerradas, llevan generalmente a un aumento significativo de la concentración de hierro.
El principal arrastre de hierro puede evitarse mediante un control exhaustivo del baño. Las partes caídas en la solución deben retirarse inmediatamente, al menos
una vez por turno. Una buena filtración de los baños de zinc y un enjuague meticuloso son importantes para reducir el arrastre de hidróxido de hierro.
El uso de inhibidores de hierro en el baño del pasivador puede ayudar especialmente cuando los valores no son altos, pero si el aumento de hierro es alto, como en una línea de zinc para tubos, el inhibidor no será suficiente para mantener bajos los valores de hierro.
La adición de producto concentrado por día para un control de proceso depende de la superficie pasivada y del arrastre de la línea. Si es posible, la dosis deberá ser hecha no una vez al día, sino en pequeñas porciones durante todo el día. Tener cuidado con la adición de un cromato de mantenimiento si no se garantiza una perfecta homogenización, pues la medición de pH es puntual e instantánea y podrá provocar defectos de apariencia con zonas amarillas cercanas a la dosificación y azules en puntos alejados. Para el proceso de barril es preferible agregar continuamente una solución de mantenimiento premezclada, conteniendo el pasivador concentrado y
ARTÍCULO TÉCNICO
El zinc enriquece la solución de pasivador debido al proceso y tiene que precipitarse con una "sal purificadora" y removerse de la solución por filtración

Revista AMAS | P.9
ácido nítrico. El arrastre de línea fácilmente puede ser medido por la solución perdida en el tanque pasivador y la concentración encontrada en el primer tanque de enjuague.
Un método más fiable para añadir el concentrado, es la dosificación de acuerdo con la apariencia de las partes. El color claro / azul, o color iridiscente de la pasivación corresponde al espesor de la capa y por lo tanto puede utilizarse una hoja de papel blanco y observarla en un ángulo. Los efectos de color visibles, sus causas y la acción necesaria se resumen en la tabla solución de problemas a continuación:
Por último, como parte del buen control del producto, realizar la prueba de corrosión acelerada para determinar la resistencia a la corrosión de nuestro cromato (productos de corrosión blanca) y la resistencia del espesor a la corrosión del sustrato (productos de corrosión roja).
FERNANDO CARMINHOLIMARIO MERINO
SurTec se dedica al desarrollo, fabricación y suministro de Especialidades Químicas para la Industria de Acabados Superficiales. Con sus cuatro campos de aplicación: - Limpieza industrial de piezas, pretratamiento de metales, galvanoplastia funcional y decorativa - ofrece una cartera muy completa en este sector además de suministrar a casi todos los segmentos relacionados con el tratamiento de superficies, incluyendo a la Industria Automotriz, Aeroespacial, Construcción / Arquitectura, Hogar, Electrónica, Energías Renovables e Industrias de Ingeniería mecánica.
www.surtec.com
ARTÍCULO TÉCNICO
Ángulo deObservación
Pieza a ser evaluada
Papel Blanco
COLOR IRIDISCENTE CAUSA ACCIÓN NECESARIA
Dorado Capa de cromadomuy delgada
Eleve la concentración y eltiempo de aplicación
Eleve la concentración o latemperatura ligeramente
Baje ligeramente el tiempode cromatizado
Diluir el baño
Baje el tiempo de inmersióny eventualmente diluir el baño
Rojizo dorado ligero
Rojizo azuloso ligero
Verde azuloso ligero
Verde ligero
Verde amarillento ligero
Azul Ninguna
Capa de cromadodelgada
Capa de cromadoun poco delgada
Capa de cromadoóptima
Capa de cromadoun poco gruesa
Ligeramentesobrecromatizada
Fuertementesobrecromatizada
Eleve la concentración

Revista AMAS | P.10

Revista AMAS | P.11
El año que comienza supondrá un paso más en la revolución digital en la que estamos inmersos. 2017 traerá consigo aplicaciones que se relacionan entre ellas, nuevas tendencias en aparatos de realidad virtual además de la expansión de tecnologías.
Inteligencia artificial para todos “La inteligencia artificial y el 'machine learning' son las
tendencias que más claramente acelerarán en 2017”. El pronóstico es de M.G. Siegler, periodista tecnológico reconvertido en inversor en GV, fondo de inversión de Google. La inteligencia artificial ya ha alcanzado el desarrollo suficiente para llegar a las pequeñas compañías, que ahora pueden utilizar la ciencia de datos para optimizar recursos y mejorar su productividad. La consultora especializada Gartner sitúa esta tendencia en el primer puesto de sus claves estratégicas para 2017. Su espectro va desde los robots y los coches autónomos hasta las 'apps' del móvil, los servicios financieros o la ciberseguridad.
La consultora Forrester estima que este año se triplicará la inversión en inteligencia artificial, y recomienda a todas las empresas contar con servicios de computación cognitiva.
Internet en la nevera
Hasta ahora el uso de Internet para la población en general abarca poco más que el ordenador, el teléfono móvil, la televisión (Smart TV) y, poco a poco, los coches. Pero el desarrollo de la inteligencia artificial y del Internet de las cosas va a conectar otros muchos objetos con una utilidad que hasta ahora no imaginábamos. Herramientas del día a día, de casa o de la oficina, pueden cobrar una nueva función o facilitar la vida de sus dueños al estar conectadas. Y el desarrollo de la inteligencia artificial permitirá que los objetos interactúen entre ellos o con las personas. Gartner anticipa un futuro de “objetos inteligentes y colaborativos”.
Siri te reconoce Siri (Apple), Alexa
(Amazon), Cortana (Microsoft; en la imagen, en su apariencia futura según el videojuego Halo) y el Google Assistant son asistentes de voz (todas mujeres) integrados en dispositivos que hoy ya pueden hacer muchas cosas por ti. Pero
están muy cerca de poder hacer mucho más. La implantación de la inteligencia artificial va a hacer que pasemos de adaptar nuestras peticiones para que las entienda el ordenador a que el ordenador sea quien se adapte a nosotros. Poder comunicarnos con las máquinas a través de la voz abre un mundo de posibilidades que permitirán interactuar con 'apps' o con los objetos de nuestra casa con una palabra.
Los drones despegan Amazon y otras compañías de
distribución han encontrado en los drones un aliado para hacer llegar sus productos al usuario en poco tiempo y de manera fiable (si la ley lo permite). Otras empresas como Correos, UPS, Royal Mail (los correos británicos) o Wal-Mart (la tercera corporación más grande del mundo y primera en comercio minorista) han anunciado que probarán los drones como método de entrega en 2017. Su expansión también va a verse acelerada por la combinación con otras tecnologías como la realidad virtual. Un dron puede capturar una imagen en 3D de una zona donde se quiera, por ejemplo, construir un edificio, para luego comprobar su viabilidad con modelos en realidad virtual. Si además se combinan con inteligencia artificial se convierten básicamente en robots voladores con todo tipo de usos.
TendenciasTecnológicas2017

Revista AMAS | P.12
TENDENCIAS TECNOLÓGICAS 2017
El año de la realidad virtual Como muchos esperaban, 2016 no ha sido el año de la
realidad virtual. Pero puede que 2017 sí lo sea. Su tecnología se abarata. Sus aplicaciones industriales y de ocio se multiplican. Las Hololens de Microsoft, que mezclan realidad aumentada y virtual, son una de las grandes apuestas de futuro de la compañía de Redmond, que lanzará una actualización de su Windows 10 especialmente pensada para este dispositivo: tu ordenador será un espacio tridimensional, algo así como el palacio mental de Sherlock Holmes. Facebook, Google y grandes productoras audiovisuales también están empeñadas en que la realidad virtual dé el salto y lanzarán nuevos productos.
'Apps' inteligentes Las 'apps' inteligentes, según Gartner, son aquellas que realizan
actividades día a día sin necesitar que una persona las active o programe. Ya se integran en tu trabajo y en tu tiempo libre, e identifican tus prioridades e intereses. Es una tendencia de largo plazo que continuará creciendo. Los programas pasarán poco a poco a liberar espacio del móvil para ocuparlo en la nube, lo que permitirá 'softwares' más complejos. Gartner prevé aplicaciones que “soporten múltiples usuarios con varios roles y desde diversos tipos de dispositivo, comunicándose e interactuando”. Un proceso que se extenderá en 2017 pero que aún necesita tiempo para desarrollar herramientas (como lenguajes de programación comunes).
Vamos a entrar en la era de las 'mesh apps' o aplicaciones en malla, que permiten un nuevo nivel de colaboración entre personas, comunidades y las propias 'apps'.
Ciberseguridad adaptativa En un mundo en el que todo está conectado a Internet,
todo se puede 'hackear'. Desde un silo de misiles hasta tu lavadora. Pero la ciberseguridad se desarrolla en paralelo a los avances tecnológicos. Si un dispositivo es inteligente y se basa en la computación cognitiva, con capacidad para aprender, también puede aprender a protegerse de ataques. Eso es la ciberseguridad adaptativa.
Las máquinas aprenden a defenderse de las ciberamenazas. David Cearly, vicepresidente de Gartner, cree que “la ciberseguridad por capas y el análisis de comportamiento de usuarios y entidades será imprescindible para prácticamente cualquier empresa”.
La nube crece La computación en la nube (que sustancialmente es que los
programas y los datos se almacenan en servidores remotos, con lo cual se puede acceder a ellos desde cualquier lugar) es quizás uno de los cambios tecnológicos más esperados y de mayor impacto económico de los últimos años. Para la consultora IDC la nube es un potenciador esencial de la transformación digital de las empresas. Según esta compañía de servicios más de dos tercios de la infraestructura tecnológica y de red de las firmas se basarán en la nube para 2020. Esto permite abaratar costes y potencia la movilidad al poder tener acceso a todo lo que necesita una empresa desde cualquier punto del globo. Compañías como IBM, Microsoft, Google o Salesforce desarrollan soluciones en la nube para empresas y particulares cada vez más avanzadas, y esperan ganar complejidad en 2017 extendiendo la computación cognitiva. IDC calcula que un 40% del nuevo gasto en tecnología digital es ya para servicios en la nube.

Revista AMAS | P.13
Réplicas digitales Los experimentos, se supone, deben hacerse con
gaseosa. De ahí que si surge una forma de comprobar las prestaciones de cualquier producto en un entorno que recrea el mundo real (gracias a los sensores y al mapeo 3D) sin el riesgo de que el producto pueda resultar dañado, esa idea tenga el éxito asegurado. Gartner sitúa este concepto, el de los gemelos digitales, entre sus diez tendencias clave para 2017. Su vicepresidente, David Cearly, cree que supondrá un 'boom' para la ciencia de datos. La tecnología no llegará a generar replicantes virtuales de nosotros este año, pero comienza a verse la lógica de que si existe un mundo virtual hecho de objetos, también las personas pueden tener sus réplicas.
El siguiente paso del coche autónomo En 2017 se verán los primeros modelos de conducción
delegada, el tercer nivel hacia el coche autopilotado. La fase previa al coche sin conductor. Los automóviles permitirán soltar el volante en algunas circunstancias, aunque sin abandonar el puesto de conducción ni la atención a la carretera. Tendrán un piloto automático que se podrá activar en atascos, para que el coche acelere o frene autónomamente, manteniendo la distancia de seguridad con el vehículo de delante (como ya empiezan a ofrecer algunos modelos actuales). Además, podrán circular solos por autopista: tomarán las curvas, aunque todavía no podrán cambiar de carril para adelantar por
su cuenta. 2017 será el año en el que un coche sin conductor cumpla el reto de cruzar Estados Unidos de costa a costa. Será también un año decisivo para adaptar el marco legal, demostrar la fiabilidad de la tecnología y encarrilar así su implantación.
Un CDO en cada empresa
El que no esté digitalizado tiene que hacerlo ya. Es una idea que plantean todas las organizaciones y expertos en el contexto de la transformación que están sufriendo el mundo laboral y las empresas como consecuencia del acelerón tecnológico. En ese ámbito ha cobrado importancia una figura, la del CDO (o el CIO, directores digitales o de datos y directores de inteligencia, respectivamente), el encargado de llevar a cabo la mutación de una empresa analógica en digital, y de mantenerla actualizada y sacarle partido. Es una tendencia clave para la consultora IDC, que considera este rol clave para cualquier empresa en los próximos años.
Genes y chips En 2015 Emmanuelle Charpentier y Jennifer Doudna recibieron el
Princesa de Asturias por la revolución biotecnológica que había supuesto el desarrollo de la técnica CRISPR-Cas9 para editar el genoma. En 2016 gracias a ese método se han realizado importantes avances en oncología o se ha devuelto parcialmente la vista a ratas ciegas. Se espera que los ensayos con humanos se extiendan en 2017. La bioinformática es una ciencia que seguirá avanzando este año. Junto a ella, la optogenética (que combina óptica y genética para influir en el c o m p o r t a m i e n t o , llegando también a devolver la vista a animales) vivirá un gran desarrollo como mecanismo para la detección de enfermedades.
El salto del 'blockchain'
El 'blockchain' es un método concebido para dar seguridad a las transacciones realizadas con criptomonedas como el archiconocido 'bitcoin'. Pero la fiabilidad de esta idea, su sustento en la comunidad en lugar de en las empresas y su versatilidad han hecho que se plantee su uso más allá incluso del ámbito financiero. El 'blockchain' distribuye una base de datos en bloques a través de varios ordenadores o servidores. Su tecnología permitirá el desarrollo de 'apps' y permitirá flujos de información seguros en sectores como el sanitario, el energético (la recarga compartida de coches eléctricos), todo tipo de pagos o las votaciones. El 'blockchain' es en esencia un notario muy fiable. Y esto puede llegar a permitir que las urnas pasen a estar en colegios electorales virtuales.
Fuente: Modern El País
TENDENCIAS TECNOLÓGICAS 2017

Revista AMAS | P.14
Nuevos Miembros AMAS
PROESA. Aplicador de recubrimientos de pintura anticorrosiva en partes metálicas y plásticas, con los procesos de ecoat, polvo y líquida. Plantas en SLP y Coahuila.
www.proesaind.mx
LANCO. Empresa de USA, dedicada a la compra y venta de lineas y equipos relacionados con Acbados de Superficies y tratamiento de residuos.
www.lanco-corp.com
BUFFOLI DE MÉXICO. Empresa del grupo Italiano Buffoli Group, que se dedica a la producción de Racks.
www.buffolidemexico.com
IDEAL-LINE. Más de 60 años de experiencia en sistemas para e-coat, pintura en polvo y líquida.
www.ideal-line.com
NET GLOBAL. Empresa dedicada a la distribución de metales y productos químicos en más de 40 países desde su sede en Estados Unidos.
www.netglobalboston.com

NUEVOS MIEMBROS AMAS
DMP CORPORATION. Desarrollador líder de soluciones de tratamiento de aguas residuales industriales para una amplia gama de industrias y procesos de fabricación en todo el mundo.
www.dmpcorp.com
Revista AMAS | P.15
WMV. Empresa de origen Alemán, dedicada a sistemas manuales y automáticos para producción de varios procesos.
www.wmvusa.com
CRS. Empresa de origen Italiano que diseña y fabrica rectificadores para la Industria de Acabados de Superficies.
www.crspower.com
VAZDELAR. Empresa de origen mexicano que diseña y fabrica sistemas de pintura llave en mano para la Industria de Acabados de Superficies.
www.vazdelar.com.mx
GADESA. Empresa de origen mexicana, dedicada a la maquila de galvanoplastia sobre zamak, fierro, latón, colgado y granel, para la industria de acabados superficiales.
www.gadesa.com.mx
GEMA. Empresa de origen Suizo, dedicada a la fabricación de equipos para la aplicación de pintura en polvo, para la industria de acabados de superficies.
www.gemamexico.com.mx

Revista AMAS | P.16
Sesiones TécnicasRecientes
SESIÓN TÉCNICA TIJUANA8 de diciembre 2016
Tijuana es una de las ciudades más pobladas de nuestro País y está catalogada como un centro de producción dominante en América del Norte en diferentes industrias, en especial el sector aeroespacial. Por tal motivo, elegimos esta cosmopolita ciudad para celebrar nuestra última Sesión Técnica del 2016.
El programa educativo abarcó temas como tendencias globales en recubrimientos de zinc níquel acido, diseños de rack para tener un depósito uniforme, cromo decorativo en interiores y exteriores de partes plásticas, pruebas de corrosión acelerada y estrategias electroquímicas para Acabados de Superficies en la Industria Aeroespacial, por mencionar algunos.
Un rasgo sobresaliente de esta Sesión Técnica fue la firma de un Acuerdo de Colaboración entre nuestra Asociación y el Clúster Aeroespacial de Baja California, representado por su Presidente, el Ing. Tomás Sibaja. El propósito de este Acuerdo es promover la colaboración bilateral mediante el entendimiento de las necesidades industriales, oportunidades de negocios y proyección futura de los retos que ofrece la Industria Aeroespacial y sus requerimientos en Tratamientos y Acabados de Superficies. La firma de este Acuerdo formaliza el inicio de una relación mutuamente beneficiosa para la Industria Aeroespacial y para la Industria de Acabados de Superficies en México.
Este exitoso evento educativo contó con la asistencia de 82 profesionales de nuestra Industria, provenientes de 27 empresas y de 7 universidades. Un agradecimiento especial a nuestros patrocinadores Macdermid Enthone, International Rack Co. y Totec por haber hecho posible una Sesión Técnica tan especial.
¿Te gustaría participar como Conferencista o Patrocinadoren nuestra siguiente Sesión Técnica? Contáctanos: [email protected]
Patrocinadores:

[email protected] AMAS / @amas.sfm @amas_mx @amas_mx - AMAS Asociación Mexicana de Industriales de Acabados Superficiales / - SURFACE FINISHING MEXICO
Revista AMAS | P.17
BENEFICIOS de serMiembro de AMAS
Oportunidades Exclusivas de NegociosCada vez más empresas buscan a AMAS como una fuente de proveedores potenciales. Cuando una empresa compradora nos envía sus requerimientos para un proyecto específico, lo compartimos con todos nuestros Asociados.
Precios EspecialesComo Miembro de AMAS recibes precios especiales en todos los cursos especializados que organizamos a lo largo del año y un precio preferencial como Expositor en Surface Finishing México.
Accesos GratisDependiendo del tipo y costo de tu Membresía, tienes la oportunidad de registrar una cantidad determinada de representantes de tu empresa, lo que les permite asistir a la Sesiones Técnicas SIN COSTO, así como recibir pases GRATIS para el Surface Finishing México (Pases Solo Expo).
SurfaceFinishing MéxicoComo Miembro de AMAS recibes los siguientes beneficios exclusivos:- Precio preferencial como Expositor - Tarifa especial por Registro Anticipado - Privilegio de Primera Selección de Stands - Oportunidad de ser Patrocinador - Pases gratis para tus representantes registrados
NetworkingSé parte de nuestra Comunidad Industrial e interactúe con los Expertos en Acabados de Superficies en nuestros eventos y actividades.En AMAS tenemos el compromiso de generar VALOR a todos nuestros Asociados, por lo que tus propuestas, sugerencias y participación activa dentro de la Asociación son bienvenidas. Estamos fortaleciendo nuestra estructura organizacional, implementando nuevos proyectos y mayor cantidad de actividades para tu beneficio, por lo que agradecemos de antemano tu confianza y te invitamos a mantenerte al pendiente de la información que se estará dando a conocer a los Miembros dentro de muy poco.
¿Te gustaría ser Puedes afiliarte en: www.amas.org o contáctanos para mayor información: [email protected]


Investigación y Desarrollo
Revista AMAS | P.19
Prospero (Próspero) es la primera aeronave de aeromodelismo que incorpora alas recubiertas por grafeno, y ya ha realizado con éxito sus primeros vuelos. El vehículo es un ejemplo de cómo podría usarse el grafeno en el sector aeroespacial. Este material exhibe una serie de notables propiedades mecánicas, térmicas, eléctricas y de barrera que se consideran características importantes dentro del sector aeroespacial y del de la automoción.
Puede usarse como nano aditivo dentro de termoplásticos y plásticos termoestables para mejorar las propiedades mecánicas del material de base, y reducir asimismo el peso.
Tras una posterior optimización, las propiedades térmicas, eléctricas y de barrera pueden ser asimismo transmitidas a un material, abriendo la oportunidad de un rendimiento multifuncional.
Los vuelos de prueba de Prospero representan una nueva etapa en una iniciativa de colaboración científica en la cual se están investigando los efectos del grafeno en la reducción de la fricción, el control térmico y en última
instancia la capacidad de conseguir una protección extra frente al impacto de relámpagos, para el sector aeroespacial y otros relacionados.
Esta investigación es una colaboración conjunta entre la Universidad de Manchester y la de Lancashire Central, ambas en el Reino Unido, y varias empresas de pequeño y mediano tamaño, incluyendo Haydale Composite Solutions.
Las pruebas han sido muy prometedoras y demuestran que el grafeno tiene un enorme potencial para el campo aeroespacial; es muy fuerte, y sin embargo ligero y flexible al mismo tiempo, tal como destaca Billy Beggs, de la Universidad de Lancashire Central, y miembro del equipo de investigación y desarrollo.
Tras completar la recolección de datos de estos vuelos iniciales, Beggs y sus colegas han pasado ahora al siguiente nivel, durante el cual desarrollarán procesos para agregar grafeno del mejor modo posible en estructuras compuestas. Esta clase de ala recubierta, producida por la empresa Haydale Composite Solutions, permite ensayar los beneficios estructurales y de ahorro de peso del grafeno.
Fuente: PortalNCYT Amazings
La aeronave Prospero. (Foto: University of Central Lancashire)
Grafeno“Material del futuro”
Revista AMAS | P.20
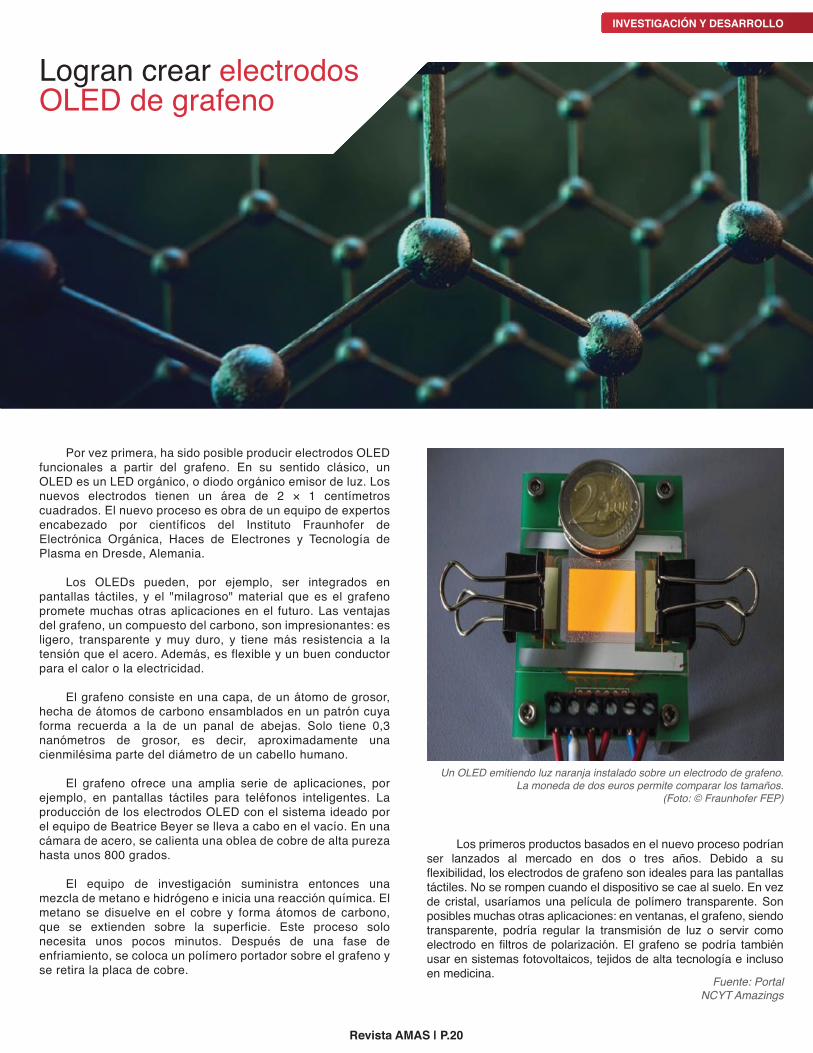
Por vez primera, ha sido posible producir electrodos OLED funcionales a partir del grafeno. En su sentido clásico, un OLED es un LED orgánico, o diodo orgánico emisor de luz. Los nuevos electrodos tienen un área de 2 × 1 centímetros cuadrados. El nuevo proceso es obra de un equipo de expertos encabezado por científicos del Instituto Fraunhofer de Electrónica Orgánica, Haces de Electrones y Tecnología de Plasma en Dresde, Alemania.
Los OLEDs pueden, por ejemplo, ser integrados en pantallas táctiles, y el "milagroso" material que es el grafeno promete muchas otras aplicaciones en el futuro. Las ventajas del grafeno, un compuesto del carbono, son impresionantes: es ligero, transparente y muy duro, y tiene más resistencia a la tensión que el acero. Además, es flexible y un buen conductor para el calor o la electricidad.
El grafeno consiste en una capa, de un átomo de grosor, hecha de átomos de carbono ensamblados en un patrón cuya forma recuerda a la de un panal de abejas. Solo tiene 0,3 nanómetros de grosor, es decir, aproximadamente una cienmilésima parte del diámetro de un cabello humano.
El grafeno ofrece una amplia serie de aplicaciones, por ejemplo, en pantallas táctiles para teléfonos inteligentes. La producción de los electrodos OLED con el sistema ideado por el equipo de Beatrice Beyer se lleva a cabo en el vacío. En una cámara de acero, se calienta una oblea de cobre de alta pureza hasta unos 800 grados.
El equipo de investigación suministra entonces una mezcla de metano e hidrógeno e inicia una reacción química. El metano se disuelve en el cobre y forma átomos de carbono, que se extienden sobre la superficie. Este proceso solo necesita unos pocos minutos. Después de una fase de enfriamiento, se coloca un polímero portador sobre el grafeno y se retira la placa de cobre.
Los primeros productos basados en el nuevo proceso podrían ser lanzados al mercado en dos o tres años. Debido a su flexibilidad, los electrodos de grafeno son ideales para las pantallas táctiles. No se rompen cuando el dispositivo se cae al suelo. En vez de cristal, usaríamos una película de polímero transparente. Son posibles muchas otras aplicaciones: en ventanas, el grafeno, siendo transparente, podría regular la transmisión de luz o servir como electrodo en filtros de polarización. El grafeno se podría también usar en sistemas fotovoltaicos, tejidos de alta tecnología e incluso en medicina.
Fuente: PortalNCYT Amazings
INVESTIGACIÓN Y DESARROLLO
Logran crear electrodosOLED de grafeno
Un OLED emitiendo luz naranja instalado sobre un electrodo de grafeno.La moneda de dos euros permite comparar los tamaños.
(Foto: © Fraunhofer FEP)

Noticias
Revista AMAS | P.21
La producción de vehículos de México subió 4.1% en enero a tasa anual, mientras que las exportaciones cayeron 0.7% por una menor demanda en Estados Unidos, informó este martes la Asociación Mexicana de la Industria Automotriz (AMIA).
Las armadoras establecidas en el país fabricaron 278,542 unidades —cifra récord para enero— que supera las 267,498 del mismo mes de 2016, contrastó la AMIA. Las exportaciones sumaron 211,682 vehículos, cifra que resultó menor a los 213,244 de enero de 2016, lo que refleja una baja 1.8% en los envíos a Estados Unidos, su mayor mercado.
Transparency Market Research estima que el mercado mundial de r e c u b r i m i e n t o s anti-corrosión de alto rendimiento exhibirá una Tasa de crecimiento anual compuesto (CAGR) de 4,8% de 2015 a 2023, pasando de una valoración de US$11,94 mil millones en 2014 a US$18,22 mil millones en 2023. De las principales industrias de uso final que contribuyen ampliamente al crecimiento del mercado a través de la demanda sostenible, la industria del petróleo y el
gas está actualmente en la parte superior cuando se considera la contribución de los ingresos al mercado mundial de recubrimientos anticorrosivos de alto rendimiento. Se espera que esta industria mantenga su dominio en el mercado durante el período de pronóstico del informe, que represente cerca del 32,5% del mercado global en 2023. Asia Pacífico será el principal mercado regional para este mercado, debido al creciente crecimiento de las principales industrias de uso final como el petróleo y el gas, la generación de energía, y la construcción.
L a s p e r s p e c t i v a s globales de crecimiento del mercado mundial de revestimientos anti-corrosión de alto rendimiento se ven afectadas significativamente por las estrictas regulaciones gubernamentales con respecto al uso de productos que contienen compuestos orgánicos volátiles (COV). Las regulaciones gubernamentales han llevado a una disminución abrupta en el uso de recubrimientos anticorrosivos de alto rendimiento basados en petroquímicos en los últimos años. La tendencia también está ganando cada vez más fuerza en sitios en desarrollo de todo el mundo y se está viendo una creciente demanda de recubrimientos de base biológica. Debido a que una gran variedad de recubrimientos anti-corrosión de alto rendimiento en el mercado actualmente están basados en productos petroquímicos, se espera que esta tendencia tenga un notable impacto negativo en las perspectivas de crecimiento del mercado en los próximos años.
Tendencias del mercadode Recubrimientos Anticorrosivosde alto rendimiento
Fuente: Revista Inpralatina
Producción de autos en Méxicocreció 4.1%
México exporta gran parte de su producción de autos a Estados Unidos, su principal socio en el Tratado de Libre Comercio de América del Norte (TLCAN). "El menor envío tiene que ver con la caída del mercado americano, se contrajo el mercado de Estados Unidos y esto afectó nuestras exportaciones", dijo a periodistas Fausto Cuevas, director General de AMIA.
México ha sido atractivo para las armadoras al producir sus vehículos con costos competitivos y exportarlos a Estados Unidos y Canadá, conforme a las reglas del TLCAN.
Fuente: Revista Manufactura

Revista AMAS | P.23
Conceptos Básicos
Durante el proceso de electro-revestimiento, la pintura se aplica a una pieza con un cierto espesor de película, que se regula por la cantidad de tensión aplicada. La deposición es auto limitada y se ralentiza cuando el revestimiento aplicado aísla eléctricamente la pieza. Los sólidos de electrodeposición se depositan inicialmente en las zonas más próximas al contra electrodo y, cuando estas áreas se aíslan de la corriente, los sólidos son forzados a entrar en zonas de metal más desnudo para proporcionar una cobertura completa. Este fenómeno se conoce como potencia de proyección y es un aspecto crítico del proceso de electrodeposición.
Existen numerosos beneficios a la electrodeposición, incluyendo rentabilidad, productividad de línea y ventajas medioambientales. Las eficiencias de coste en electrocoat son mayor eficiencia de transferencia, control preciso de la construcción de la película y requerimientos laborales bajos. El aumento de la productividad de la línea de electrocoat se debe a velocidades de línea más rápidas, estanterías densas de piezas, carga de línea no uniforme y menor error humano o fatiga. Los beneficios medioambientales son productos VOC y HAP bajos o bajos, productos libres de metales pesados, exposición reducida de los trabajadores a materiales peligrosos, reducción de los riesgos de incendio y eliminación mínima de desechos.
El proceso Electrocoat
El proceso de electrodeposición puede dividirse en cuatro secciones distintas:
Pretratamiento
Baño E-coat y equipo auxiliar
Después del enjuague
Cura el horno
En un proceso de revestimiento electrónico típico, las partes se limpian primero y se tratan previamente con un revestimiento de conversión de fosfato para preparar la pieza de electrodeposición. Las partes se sumergen entonces en un baño de pintura donde se aplica DC entre las partes y un electrodo "contador". La pintura es atraída por el campo eléctrico a la pieza y se deposita en la pieza. Las partes se retiran del baño, se enjuagan para recuperar los sólidos de pintura no depositados y después se hornean para curar la pintura.
PretratamientoAntes de la aplicación de la película de pintura, la mayoría de
las superficies metálicas son pre tratadas, que usualmente implica un revestimiento de conversión.
El proceso de pretratamiento típico consiste en los siguientes pasos:
Los procesos de fosfatación se pueden separar en dos tipos: fosfato de hierro y fosfato de zinc. El fosfato de hierro ha sido el proceso de elección para aplicaciones en las que las consideraciones generales sobrepasan los requisitos de rendimiento. Puesto que los fosfatos de hierro son revestimientos más finos que los fosfatos de cinc y sólo contienen el ión metálico del sustrato que se está procesando, proporcionan una resistencia a la corrosión reducida en comparación con un sistema de fosfato de zinc. Sin embargo, con restricciones ambientales cada vez más estrictas sobre metales pesados, un revestimiento de fosfato de hierro junto con un post-tratamiento exhaustivo puede ofrecer una alternativa viable, cumpliendo con las especificaciones de corrosión requeridas. Los fosfatos de zinc se han convertido en el tratamiento de prepintado preferido en la industria de acabado de metales, especialmente con el uso de sistemas de pintura galvánica. La razón es que proporcionan una mejor resistencia a la corrosión y adhesión a la pintura que los fosfatos de hierro en condiciones más exigentes.
1
23
Limpieza(una o más etapas)EnjuagueAcondicionamiento
Revestimiento de conversiónEnjuaguePost-tratamientoEnjuague con agua desionizada
4567
Electrocoat
Electrocoat es un proceso por el cual partículas eléctricas cargadas se depositan fuera de una suspensión de agua para revestir una parte conductora.
Revista AMAS | P.24
CONCEPTOS BÁSICOS
Los productos de Electrocoat se denominan ya sea anódicos o catódicos, indicativos de donde tiene lugar la deposición del recubrimiento. El proceso funciona sobre el principio de "opuestos se atraen"
Materiales E-CoatTodos los revestimientos, incluyendo los recubrimientos
electrolíticos, están hechos de 1) resina polimérica o aglutinante, 2) pigmentos, y 3) disolventes y diluyentes. La resina (típicamente 10-20 por ciento) es la columna vertebral de la película de pintura final y proporciona propiedades tales como protección contra la corrosión y durabilidad ultravioleta. Los pigmentos proporcionan color, brillo y protección contra la corrosión. El agua desionizada es el componente principal de un baño de electro-revestimiento, constituyendo el 80-90 por ciento del baño. El agua desionizada actúa como soporte para sólidos de pintura, que consiste en resinas, pigmentos y pequeñas cantidades de disolvente. Los disolventes también ayudan a asegurar una apariencia y aplicación de película suave.
La electrodeposición anódica implica el uso de partículas de pintura cargadas negativamente que se depositan sobre sustratos metálicos cargados positivamente. Durante el proceso anódico, pequeñas cantidades de iones metálicos migran a la película de pintura, lo que limita las propiedades de rendimiento de estos sistemas. Estos iones quedan atrapados en la película de pintura depositada y, debido a su capacidad para interactuar con la humedad, limitan el comportamiento de la corrosión de estas películas. Su uso principal es para productos en ambientes exteriores interiores o moderados. Los recubrimientos anódicos son sistemas económicos y ofrecen un excelente control de color y brillo.
La deposición catódica, en la que las partículas de pintura cargadas positivamente son atraídas hacia una parte cargada negativamente, implica mucho menos incorporación de hierro en la película de depósito y, por consiguiente, ofrece una resistencia a la corrosión sustancialmente mejorada. Los revestimientos catódicos son revestimientos de alto rendimiento con excelente resistencia a la corrosión y pueden ser formulados para una durabilidad exterior.
Tipos de productos Electrocoat
Los acrílicos, las epoxis y las formulaciones híbridas se ofrecen para que coincida con la calidad deseada, el rendimiento, el costo y los objetivos ambientales que exigen los fabricantes de pintura por electro-revestimiento. Los polímeros epoxi son conocidos por su resistencia a la corrosión y química. Los polímeros acrílicos son conocidos por su durabilidad ultravioleta y control de color. Los híbridos son una combinación de epoxi y polímeros acrílicos que dan una combinación de propiedades.
Los recubrimientos electrolíticos anódicos epoxi son el electrocoat anódico más resistente a la corrosión que puede curarse a menos de 200 ° F. Los atributos de curado bajo de los
epóxidos anódicos hacen que estos productos de electro-revestimiento sean un acabado excelente para fundiciones, motores y sustratos o conjuntos sensibles a la temperatura.
Los recubrimientos electrolíticos acrílicos anódicos ofrecen una aplicación de una capa aplicada tanto para ambientes interiores como exteriores y están disponibles en numerosos colores y glosas. En las aplicaciones que requieren una manera rentable de aplicar un revestimiento decorativo o funcional con un buen control del color, los recubrimientos electrolíticos acrílicos anódicos pueden ofrecer el mejor valor. Estos productos se utilizan como un acabado de una sola capa en cajas de herramientas, difusores de aire, perchas y otros ambientes exteriores interiores o suaves.
Los recubrimientos electrolíticos epoxi catódicos son el punto de referencia para la resistencia a la corrosión. Ampliamente utilizado en las industrias automotriz y de piezas de automoción, proporcionan un mayor nivel de sal, humedad y resistencia a la corrosión cíclica. Sin embargo, las tecnologías epoxi catódicas requieren generalmente una capa superior para protegerse de la luz solar. Los revestimientos de tipo epoxi aromáticos son particularmente propensos a la formación de tizones y degradación por los componentes UV de la luz solar.
Los recubrimientos electrolíticos acrílicos catódicos están disponibles en una amplia gama de brillos y colores para maximizar la durabilidad exterior, la retención del brillo, la retención del color y la protección contra la corrosión. Estos productos se utilizan como un acabado de una sola capa en la agricultura, el césped y el jardín, la aplicación y las industrias de aire acondicionado. Los recubrimientos electrolíticos acrílicos catódicos se usan típicamente en aplicaciones en las que se desea tanto la durabilidad UV como la protección contra la corrosión en sustratos ferrosos (acero). Los acrílicos catódicos también se usan en aplicaciones donde se desean colores claros.
Economía de ElectrocoatElectrocoat es normalmente la aplicación de acabado de
menor costo. La palabra clave es "aplicación". Cada vez que se evalúa el costo de pintar partes, él o ella necesita mirar más allá del costo del material por pie cuadrado o el costo por galón. Algunos de los factores principales que entran en la ecuación para la selección de la aplicación son:
• Complejidad de la pieza. Las piezas vienen en todas las formas y tamaños. Electrocoat sobresale sobre otras tecnologías en esta categoría porque todas las superficies reciben un espesor de película consistente debido al efecto de aislamiento eléctrico del electrocoat como se deposita en la pieza.
•Volumen de producción. A medida que los fabricantes
incrementan las cantidades de producción por encima de los 2 millones de pies cuadrados anuales por turno, el electro colado se convierte en un método de aplicación más preferido. La densa carga en bastidor lograda con el electrocoat permite a los fabricantes producir mayores volúmenes de piezas.
Revista AMAS | P.25
Innovaciones Recientes
El uso de electrocoat como primer y acabado de una sola capa está aumentando a medida que los formuladores y los acabadores encuentran formas más prácticas y económicas de emplear la tecnología. Las empresas están desarrollando materias primas y formulaciones que mejoran el rendimiento (corrosión, durabilidad UV, potencia de lanzamiento, etc.) además de eliminar el uso de plomo. A continuación, se presentan algunos ejemplos de innovaciones recientes.
• Electrodomésticos. Los aparatos domésticos de lavado han requerido tradicionalmente un sistema de revestimiento de alto rendimiento usando una aplicación de dos capas. Se utilizó una imprimación epoxi catiónica para la resistencia a la corrosión y al detergente. Esto
requirió un acabado líquido o en polvo para la consistencia de la apariencia. Ahora, un electrocoat acrílico catiónico resistente al detergente suministra todos los requisitos del sistema de dos capas previo. Con esta mejora, el rendimiento y la apariencia son en todos los tiempos-altos niveles. Las ventajas sobre el costo, a través de la automatización y la simplificación, han mantenido esta industria competitiva en un mercado consciente de los precios.
• Marcos. El estándar de la industria automotriz desde hace 20 años ha sido cubrir los marcos de automóviles y camiones ligeros con cera caliente, proporcionando protección contra la corrosión de uno a tres años. La cera caliente requería blindaje de tubos de escape calientes y convertidores catalíticos. La eliminación de este blindaje ayudó a reducir el peso y el ruido no deseado. Los nuevos productos de electrocoat cumplen con los requisitos de los fabricantes de equipos originales durante 10 años de protección contra la corrosión, demostrando resistencia al calor superior y menor costo aplicado. Las aplicaciones incluyen marcos de camiones y remolques, cunas de motor, enganche de remolque y ganchos de remolque, componentes de suspensión y componentes de la carrocería.
• Limpiezas decorativas. El mercado de acabado de metal decorativo ha utilizado tradicionalmente la laca de pulverización y de inmersión para lograr acabados decorativos claros. Los nuevos sistemas de revestimiento electrolítico diseñados para reemplazar los métodos tradicionales proporcionan mayor eficiencia de transferencia, menor manejo manual y menos rechazos. Los productos están formulados para su aplicación en una amplia gama de sustratos, incluyendo oro plateado, plata y latón, así como cobre, aluminio y metales base de acero. Las aplicaciones típicas van desde pequeños componentes (encendedores y joyería) hasta artículos domésticos más grandes (muebles y accesorios de iluminación).
• Colores decorativos. Los colores vibrantes ahora se pueden lograr usando resinas decorativas combinadas con pigmentos especiales. Las formulaciones de pigmento únicas permiten colores transparentes que realzan realmente el sustrato acabado. Los colores se pueden utilizar a lo largo del brillo.
Fuente: Products Finishing Magazine
Tratamiento de aguas residuales
Electrocoating es un proceso extremadamente eficiente en el cual el 95 por ciento o más de los componentes de pintura (resina, pigmento y otros aditivos) que entran en el tanque de pintura se
aplicará y curará en el producto
debido al reciclaje de pintura a través de
ultrafiltración. Excepto en casos excepcionales de contaminación catastrófica del tanque, la cantidad de sólidos de pintura que requieren tratamiento de residuos sobre una base de operación regular es típicamente muy pequeña. En general, las
normas de descarga de aguas residuales se vuelven más estrictas a
medida que se vuelven más localizadas.
Reducción de Aire
Las fórmulas de pintura de Electrocoat han reducido en gran medida el contenido de compuestos orgánicos volátiles (VOC) y contaminantes peligrosos del aire (HAP). Aunque la carga de disolvente se reduce considerablemente, una fuente de emisiones de COV seguirá existiendo como resultado del proceso de curado. Los hornos deben ser agotados continuamente para mantener la atmósfera del horno por debajo del límite inferior de explosión (LEL) y para evitar la acumulación de humo en la planta.
El escape resultante contiene los VOCs liberados, el humo y el olor de la pintura curada, que pueden requerir tratamiento antes de su liberación a la atmósfera. La selección del sistema de reducción apropiado es fundamental para la operación segura de la planta de fabricación, cumpliendo con las normas de descarga de aire y minimizando los olores para el área circundante.
En cualquier caso, las pinturas de electrocoat tienen niveles de COV mucho más bajos que los aerosoles basados en disolventes. Y, al igual que algunos niveles mínimos de contaminantes pueden ser descargados legalmente en las instalaciones de alcantarillado, las empresas se les permite agotar una cierta cantidad de COV en la atmósfera. Esta descarga se basa en libras liberadas por año, y es fijado por agencias de protección ambiental federales y estatales.
Además, las localidades pueden establecer límites adicionales a las emisiones. En general, los requisitos tienden a ser más estrictos a medida que el cuerpo de control se vuelve más localizada.
CONCEPTOS BÁSICOS
Revista AMAS | P.26
Próximos Eventos
Houstex 201728 Feb - 2 Mar, 2 2017Houston, Texaswww.houstexonline.com
Tecma 20177 - 10 Mar, 2 2017Ciudad de Méxicowww.tecma.org.mx
Surface Finishing Mexico 201713-15 Mar 2017Querétaro, Qro.www.surfacefinishingmexico.com
Middle East CoatingsShow 201713-15 Mar, 2017Dubaiwww.coatings-group.com
2017 CoatingsTechConference20-22 Mar, 2017Cleveland, OHwww.paint.org
Corrosion 201726-30 Mar, 2017New Orleans, USAwww.nace.org
Powder Coating 2017Technical Conference27-31 Mar, 2017Indianapolis, USAwww.powdercoating.org
European Coating Show4-6 Abr, 2017Nuremberg, Alemaniawww.european-coatings-show.com
Hannover Messe 201724-28 Abr, 2017Hannover, Alemaniawww.hannovermesse.de
Metal Expo Patagonia 201726-28 Abr, 2017Neuquén, Argentinawww.metalexpo.com.ar
FABTECH México 2017 2-4 May, 2017Monterrey, Nuevo Leónmexico.fabtechexpo.com
Expomafe 9-13 May, 2017São Paulo, Brasil www.expomafe.com.br
Eastec 16-18 May, 2017West Springfield, MA easteconline.com
Moulding Expo 2017 16 May - 2 Jun, 2017Stuttgart, Alemaniawww.messe-stuttgart.de


Querétaro, Centro de CongresosPaseo de las Artes #1531-B Colonia Centro Sur. Querétaro, México 06600
Phone: +52 (442) 238-6400 www.qcc.mx
T E E S P E R A M O S
13 al 15 de Marzo de 2017
Recommended