MATHIEU Renaud (L3-MI) [email protected]
Licence de Sciences et TechnologieMention Mathématique et Informatique
Rapport de stageLMI 5.42
Sensibilisation au monde du travail ou à la recherche scientifique.
Stage effectué du :! • 9 au 20 Juillet! • 6 au 10 Aoûtà l’usine Alsa de Ludres
Coordonnées : Bestfoods France.951, rue Denis Papin54712 LudresTel : 03 83 26 14 18
Année scolaire 2007-2008
à remettre le 28 Septembre 2007 à M. Caltagirone

SOMMAIRE
Introduction……………………………………………………………………… page 1
I/ Présentation de l’organisme
! 1.1. Structure d’accueil………………………………………………… page 3! 1.2. Service d’accueil! ! 1.2.1 Histoire d’Alsa……………………………………………… page 3! ! 1.2.2 L’usine de Ludres………………………………………… page 4! 1.3. Interlocuteurs et hiérarchie……………………………………… page 5
II/ Analyse de la production
! 2.1 Objectifs à atteindre……………………………………………… page 7! 2.2 Données et problématique………………………………….…… page 7! ! 2.2.1 Données…………………………………………………… page 7! ! 2.2.2 Besoins et conditions…………………………………… page 8
III/ Choix de la solution : Augmenter la production en réduisant la pénibilité du travail
! 3.1 Critère de choix…………………………………………………… page 8! ! 3.1.1 Améliorer la sécurité de l’employé…………………… page 8! ! ! 3.1.1.1 La sécurité contrôlée par la législation européenne.! ! ! 3.1.1.2 La sécurité contrôlée par l’entreprise Alsa! ! 3.1.2 Produire en respectant l’environnement……………… page 9! ! 3.1.3 Minimiser le coût des matières premières…………… page 10
! 3.2 Examen des solutions……………………………………….. … page 10! ! 3.2.1 Plusieurs solutions pour améliorer le rendement! ! 3.2.2 Plusieurs solutions pour diminuer la pénibilité du travail.!
IV/ Mise en place de la solution…………………………………………. page 12
! 4.1 Schéma de production………………………………………….. page 12! 4.2 Conséquences, impact………………………………………….. page 13
Conclusion……………………………………………………………………… page 14Remerciements et Sources…………………………………………………… page 15Annexes : Contrats de mission

Introduction
Filiale de Unilever™, L'usine de Ludres Alsa compte 220 salariés, 13 lignes de production et 400 références. Elle se spécialise dans l’agro-alimentaire en confectionnant des produits deshydratés. Connue du grand public pour ses fameux sachets roses de levure, Alsa a su conquérir le marché et doit dorénavant maintenir sa notoriété. L ’ o b j e c t i f d e c e t t e u n i t é d’enseignement est la sensibilisation au monde du travail ou à la recherche scientifique. Dans cette optique, j’ai choisi de me retrouver au cœur même de la grande industrie et de la production de masse en intégrant les équipes du matin de l’usine en tant qu’intérimaire. J’ai eu la chance de ne pas avoir été limité au conditionnement ou au travaux physique. Par exemple, j’ai pu assister occasionnellement les caristes et les responsables de production à gérer les stocks par informatique. À plusieurs reprise pendant le travail, je me suis demandé si la méthode de production de l’usine était la plus efficace. A travers ce rapport, je vous exposerez les différents problèmes auxquels sont confrontés les chefs de production ainsi que les solutions qu’ils ont trouvé.
Après de nombreuses conversations téléphoniques et rendez-vous, les dirigeants d’Alsa ne m’ont pas autorisés même dans le cadre de l’université, à sortir des documents ou photos de l’usine…

I/ Présentation de l’organisme
! 1.1. Structure d’accueil
! Dans le secteur Agro-alimentaire et Biens de consommation courante (hors tabac et alcool), si on regarde la part respective de marché, le groupe Unilever se situe à la quatrième position derrière Procter & Gamble™ (États-Unis), Altria™ (États-Unis) et Nestlé™ (Suisse). Unilever-France emploit 5330 salariés en France et a atteint 3,7 milliards d’euros de chiffre d’affaire en France en 2003.! ! De plus, les fondamentaux d’Unilever semble plutôt
so li de s sur le deuxième tr imestre 2007: 16% d’augmentation du bénéfice net, 1% pour le résultat opérationnel et 3% pour le chiffre d’affaires. Ces excellents résultats, qui vont au-delà des prévisions des analystes, ont fait progressé le cours de la valeur de près de 4% en Juin dernier. (source idfmédia et bourse Euronext d’Amsterdam.)
! Le 5 Août, le géant de l’agro-alimentaire et de l’hygiène Unilever a publié ses résultats pour le deuxième trimestre 2007 : le bénéfice net de 1,2 milliard d’euros sur trois mois, en hausse de 16 %, vient s’ajouter aux 5,4 milliards d’euros de profits déjà engrangés l’année dernière. (source l’Humanité)
! 1.2. Service d’accueil
! ! 1.2.1 Histoire d’Alsa
! C’est en 1896 que le jeune français apprenti chez un boulanger à Vienne Émile Moench découvre que son patron utilise de la levure chimique au lieu de la levure boulangère pour faire gonfler ses brioches. À son retour en France, il s'installe avec son épouse dans un petit village et commence à fabriquer dans sa cave cette fameuse levure chimique dans son sachet rose. À l’époque, la commercialisation est alors assurée par le curé du village !! En 1897, il fonde la société Alsa et s'installe à Nancy. Sa femme,
Élisabeth, femme énergique et travailleuse, rêve un jour d'une alsacienne coiffée d'un bonnet aux cotés d'une cigogne. Dès lors les sachets roses prennent comme emblème une Alsacienne. Années après années la gamme Alsa s'agrandit et propose dès 1930 des préparations pour desserts dont le célèbre Flan Alsa.
! En 1972, fidèle à ses origines, le site de production Alsa déménage dans des locaux flambants neufs du centre de Nancy à sa proche banlieue (Ludres). Un centre de recherche et développement est associé au site de production, des pâtissiers y conçoivent les desserts de demain.
page 3! Aujourd'hui, la gamme s'est largement étendue avec plus de 30 produits différents mais le petit sachet rose continue a être l'emblème de la marque avec 3 sachets vendus en France toutes les secondes.
! ! 1.2.2 L’usine de Ludres
! L'usine de Ludres compte 220 salariés, 13 lignes de production et 400 références. De plus elle est l’incontournable site d'Unilever en matière de préparations de desserts déshydratés et de pâtes à gâteaux liquides. La marque centenaire « Alsa » et son sachet rose mondialement connu illustrent une expérience et un savoir-faire reconnus. Dans l’usine on trouve essentiellement des produits poudreux. Il peut arriver que l’on ajoute un complément de caramel ou de chocolat soit dans la préparation, soit en complément de la préparation (Fondant Chocolat, Fondant Caramel).
! Ce site a également su se diversifier et innover, avec par exemple la préparation de gâteaux prêts à cuire « Maman gâteaux » ou la déclinaison de fondants. Pour produire ces nouvelles recettes, l’usine a aménagé une salle spéciale à côté des chaînes principales. Elle se trouve bien isolée car les produits ne sont plus en poudres mais en préparation (donc liquide) ce qui implique évidemment d’utiliser un autre type de production (cuve et mise en sachets bien spécifiques)
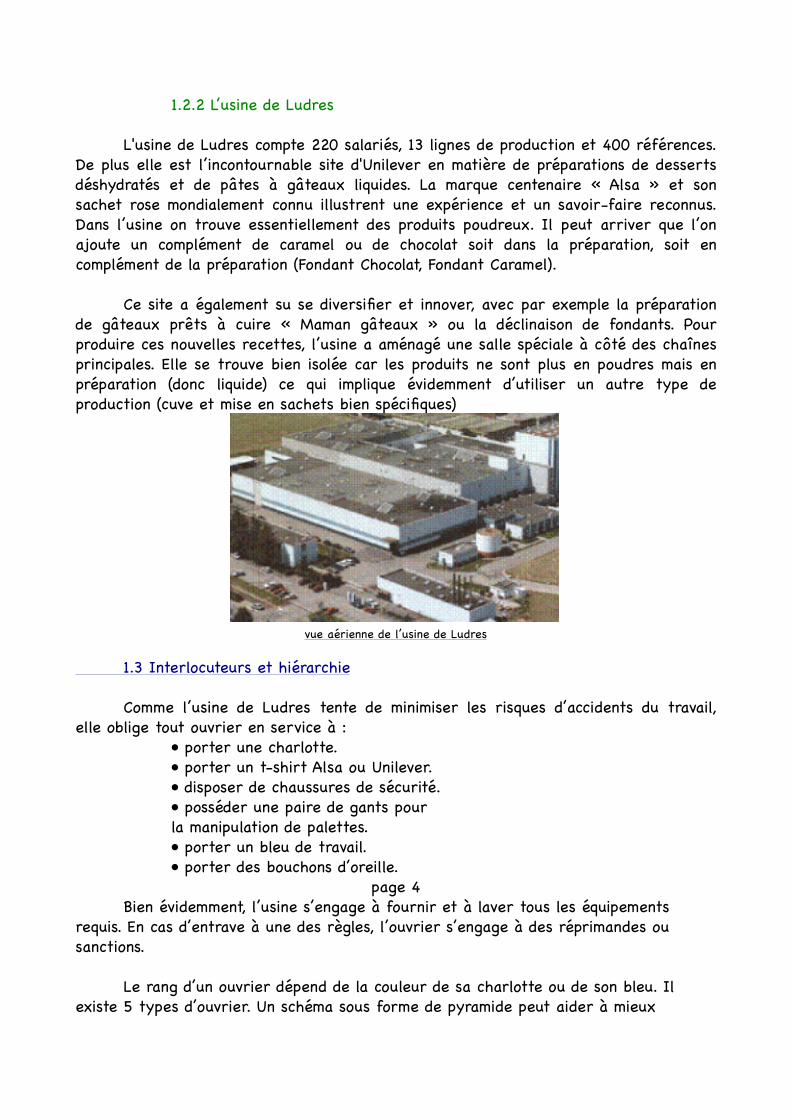
vue aérienne de l’usine de Ludres
! 1.3 Interlocuteurs et hiérarchie
! Comme l’usine de Ludres tente de minimiser les risques d’accidents du travail, elle oblige tout ouvrier en service à :! ! • porter une charlotte.! ! • porter un t-shirt Alsa ou Unilever.! ! • disposer de chaussures de sécurité.! ! • posséder une paire de gants pour ! ! la manipulation de palettes.! ! • porter un bleu de travail.! ! • porter des bouchons d’oreille.
page 4! Bien évidemment, l’usine s’engage à fournir et à laver tous les équipements requis. En cas d’entrave à une des règles, l’ouvrier s’engage à des réprimandes ou sanctions.
! Le rang d’un ouvrier dépend de la couleur de sa charlotte ou de son bleu. Il existe 5 types d’ouvrier. Un schéma sous forme de pyramide peut aider à mieux
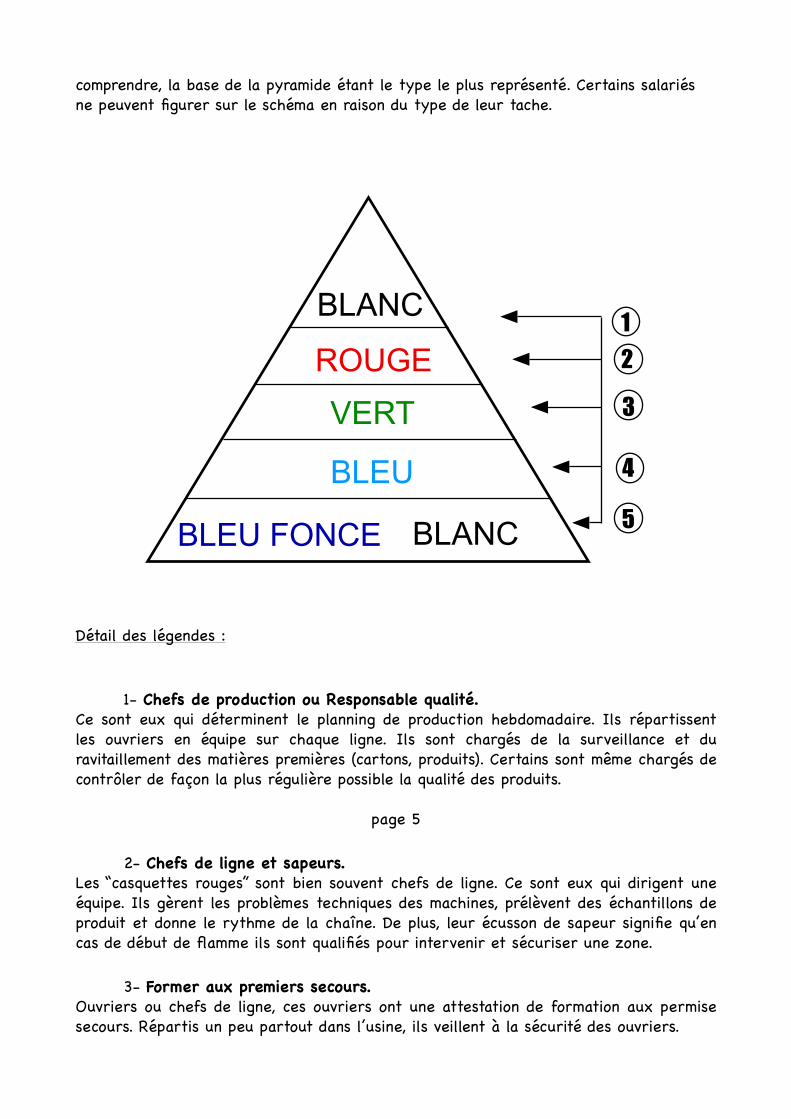
comprendre, la base de la pyramide étant le type le plus représenté. Certains salariés ne peuvent figurer sur le schéma en raison du type de leur tache.
BLANC
ROUGEVERT
BLEU
BLEU FONCE BLANC
1
2
3
4
5
Détail des légendes :
! 1- Chefs de production ou Responsable qualité.Ce sont eux qui déterminent le planning de production hebdomadaire. Ils répartissent les ouvriers en équipe sur chaque ligne. Ils sont chargés de la surveillance et du ravitaillement des matières premières (cartons, produits). Certains sont même chargés de contrôler de façon la plus régulière possible la qualité des produits.!
page 5!! 2- Chefs de ligne et sapeurs.Les “casquettes rouges” sont bien souvent chefs de ligne. Ce sont eux qui dirigent une équipe. Ils gèrent les problèmes techniques des machines, prélèvent des échantillons de produit et donne le rythme de la chaîne. De plus, leur écusson de sapeur signifie qu’en cas de début de flamme ils sont qualifiés pour intervenir et sécuriser une zone.
! 3- Former aux premiers secours.Ouvriers ou chefs de ligne, ces ouvriers ont une attestation de formation aux permise secours. Répartis un peu partout dans l’usine, ils veillent à la sécurité des ouvriers.
! 4- OuvriersLes casquettes bleues sont des ouvriers à contrat à durée indéterminée capables de travailler sur toutes les chaînes. Ils savent résoudre les problèmes techniques et connaissent les dangers des lignes. Ils apportent également leur expérience aux nouveaux arrivants. On y trouve des électriciens, des ouvriers de conditionnement, des agents polyvalents, etc.
! 5- Ouvriers ou agents de conditionnement.Les “casquettes bleu foncé” sont bien souvent des intérimaires ou agents à l’essai qui apprennent à travailler sur toutes les chaînes. Les casquettes blanches sont réservés uniquement aux femmes. Ces dernières ne portent pas de charge mais contrôlent les quantités et la répartition des produits.
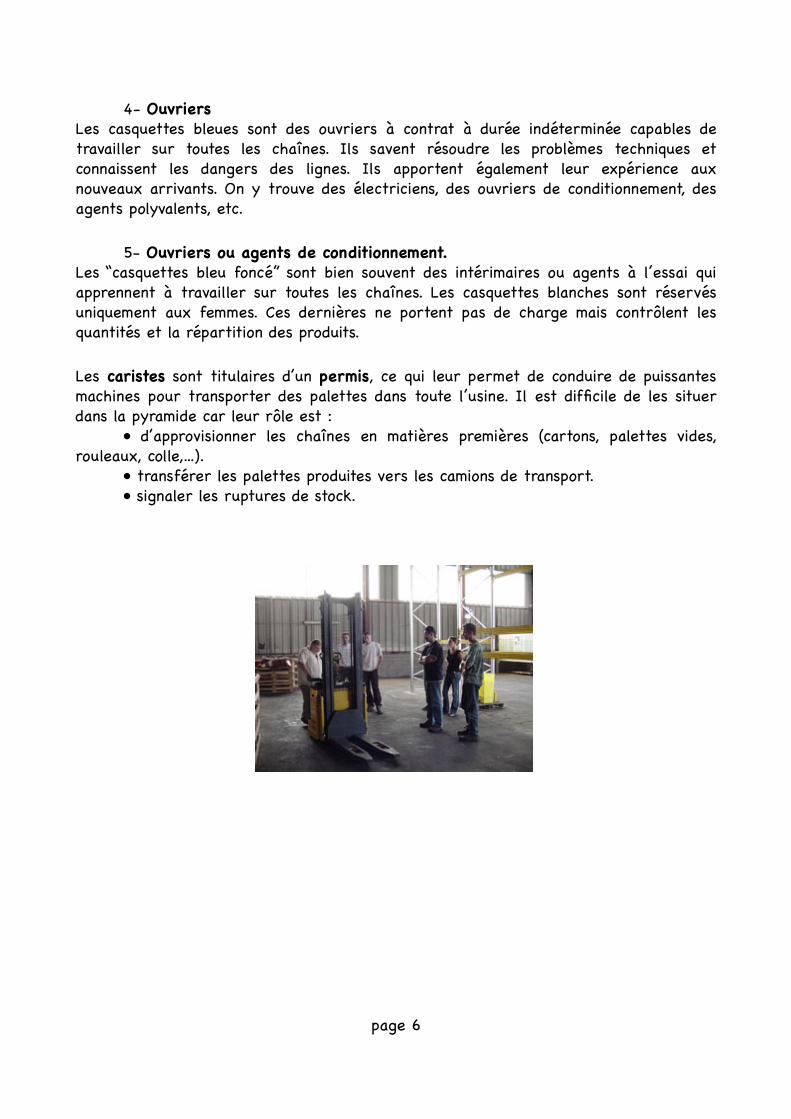
Les caristes sont titulaires d’un permis, ce qui leur permet de conduire de puissantes machines pour transporter des palettes dans toute l’usine. Il est difficile de les situer dans la pyramide car leur rôle est :! • d’approvisionner les chaînes en matières premières (cartons, palettes vides, rouleaux, colle,...).! • transférer les palettes produites vers les camions de transport.! • signaler les ruptures de stock.
page 6
II/ Analyse de la production
! 2.1 Objectifs à atteindre
! L’usine Alsa de Ludres s’occupent essentiellement de produits deshydratés. La production est distribuée dans les principaux pays d’Europe (Allemagne, Angleterre, Portugal, ...). Dans un soucis de compétitivité, l’usine doit donc concevoir des produits de qualité maximale tout en réduisant les frais de production. Parallèlement, comme tout bon employeur, l’entreprise doit minimiser la pénibilité du travail des ouvriers et assurer au maximum leur protection. ! L’usine veut que l’employé se sente à l’aise sur le lieu de travail. Pour son transport, elle met à disposition un vaste parking à l’entrée ainsi que des navettes de bus. Une cantine, des distributeurs, des vestiaires individuels ainsi que des salles de repos (fumeurs ou non) sont également à notre disposition pendant les pauses. De plus l’usine s’engage à fournir et laver tous les équipements nécessaires à la protection de l’ouvrier.
• qualité des produits• protection/confort des ouvriers
• frais de production• pénibilité du travail
! 2.2 Données et problématique
! ! 2.2.1 Données! Nous ne nous intéresserons pas à l’étude de marché, à la diffusion du produit dans les différents commerces ou à la concurrence, mais davantage à la confection et le conditionnement du produit qui est le point névralgique de la production.
achat des matières
recettes de ? vente et diffusion du produit fini
confection et conditionnement du produit dans page 7
! ! 2.2.2 Besoins et conditions
! Afin de commencer la production en satisfaisant toutes ces conditions, les chefs de production dressent une liste de besoins, en ressort certaines questions : ! • Comment réduire de façon significative les coûts d’opération ?! • Comment connaître le statut en temps réel des inventaires ?
! • Savoir quand et quoi produire pour la préparation des commandes ?! • Supprimer les risques d'expéditions inexactes, livraisons en double et erreurs de commande ?! • Éliminer les pertes de produit dues à une mauvaise rotation du stock ?! • Optimiser les déplacements de marchandises des aires d’entreposage aux quais de chargement ?! • Réduire considérablement le temps de traitement administratif ?
III/ Choix de la solution : Augmenter la production en réduisant la pénibilité du travail! 3.1 Critère de choix
! ! 3.1.1 Améliorer la sécurité de l’employé! ! ! 3.1.1.1 La sécurité contrôlée par la législation européenne.
! Grâce aux normes européennes, les entreprises doivent s’engager à respecter certaines règles concernant les méthodes de travail des employés, évidemment sous peine de sanction lors de contrôles officiels. Par exemple, les réglementations de la Directive Européenne 269 / 90 sur la manutention manuelle des charges donne le statut d’une obligation légale à la prévention des affections de la colonne vertébrale liées au travail.
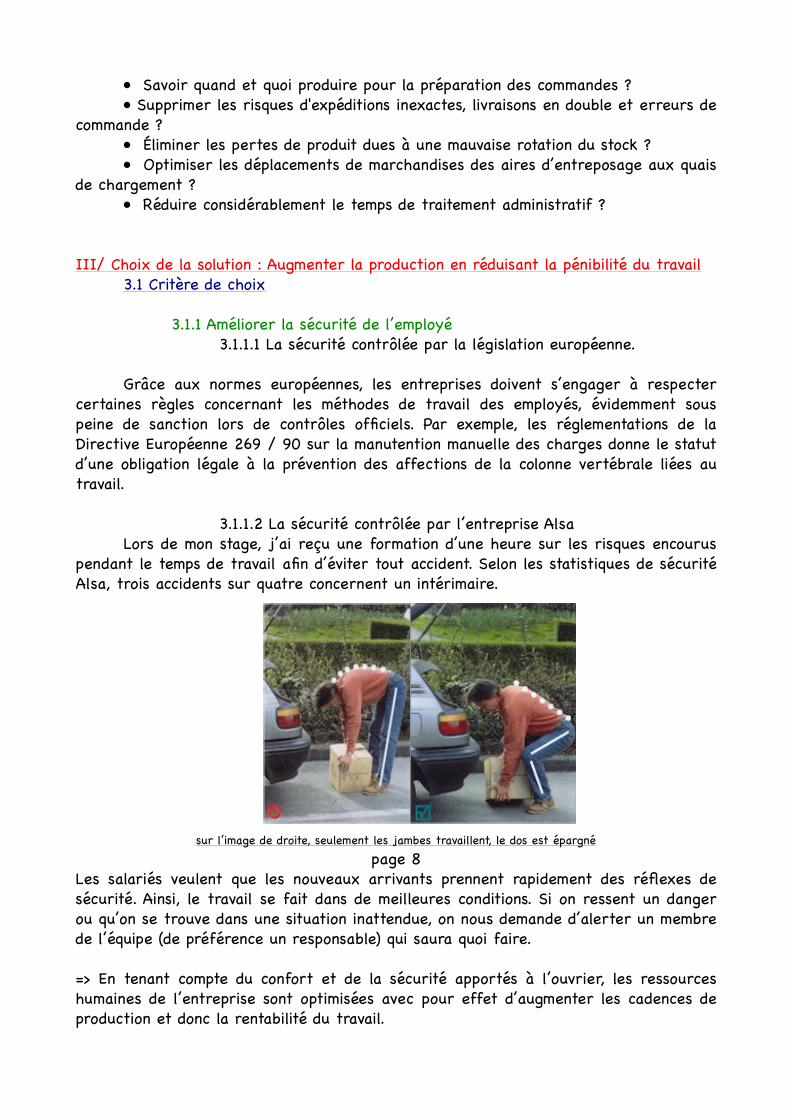
! ! ! 3.1.1.2 La sécurité contrôlée par l’entreprise Alsa! Lors de mon stage, j’ai reçu une formation d’une heure sur les risques encourus pendant le temps de travail afin d’éviter tout accident. Selon les statistiques de sécurité Alsa, trois accidents sur quatre concernent un intérimaire.
sur l’image de droite, seulement les jambes travaillent, le dos est épargnépage 8
Les salariés veulent que les nouveaux arrivants prennent rapidement des réflexes de sécurité. Ainsi, le travail se fait dans de meilleures conditions. Si on ressent un danger ou qu’on se trouve dans une situation inattendue, on nous demande d’alerter un membre de l’équipe (de préférence un responsable) qui saura quoi faire.
=> En tenant compte du confort et de la sécurité apportés à l’ouvrier, les ressources humaines de l’entreprise sont optimisées avec pour effet d’augmenter les cadences de production et donc la rentabilité du travail.

! ! 3.1.2 Produire en respectant l’environnement
! Le tri sélectif consiste à séparer et récupérer les déchets selon leur nature. Depuis quelques années, l’usine met à disposition trois types de poubelles :! • les poubelles vertes : réservées exclusivement aux cartons! • les poubelles bleues : réservées aux films et liens plastiques! • les poubelles orange : pour tout l’alimentaire (voir §4.1.???)Les poubelles sont disposées à des points stratégiques dans l’usine : souvent à proximité d’une aire de travail pour que l’ouvrier ait peu à se déplacer.Compte tenu de la taille de l’usine, une équipe restreinte d’ouvriers doit vider et renouveler quotidiennement les nombreuses poubelles de l’usine.
! ! 3.1.3 Minimiser le coût des matières premières.
! Bien que l’entreprise ne communique aucun chiffre, il est certain que la consommation en électricité et en matières premières (cartons, autocollants,...) ont un prix de revient non négligeable vu la taille de l’usine. C’est pourquoi, pour chaque gamme de produit, les chefs de production essayent au maximum de conserver les mêmes types de cartons. Un entrepôt spécifique permet de faire des stocks. Seulement les caristes y ont droit d’accès. Une fois la production d’une gamme de produit achevée, le surplus est conservé pour une utilisation ultérieure (voir §3.2.1.2).
! 3.2 Examen des solutions
! Comme expliqué en §2.2, les problèmes abordés dans ce rapport ne toucheront que la production et le conditionnement des marchandises. On peut classer les solutions à ces problèmes en deux catégories : les solutions permettant d’augmenter le rendement et celles permettant de diminuer la pénibilité du travail.! !! ! 3.2.1 Plusieurs solutions pour améliorer le rendement
! Ces solutions sont souvent d’ordre administratif. On verra dans le §4 comment l’usine a optimisé les lignes de production. ! • Dans le but de réduire les dépenses, des ouvriers qualifiés ont pour mission de quantifier avec un maximum de précision les stocks.
page 9Depuis une vingtaine d’années, l’usine s’est doté d’un système informatique. Cela lui permet de gérer sous forme de base de données tous les produits, sa quantité et sa localisation dans l’entrepôt. La bibliothèque de produits est consultable dans des petites salles munis d’ordinateurs réparties dans l’usine ainsi que dans le bureau des caristes. Ces derniers étant chargés des transports internes à l’usine, doivent pour toute sortie ou entrée de matérielle tenir à jour la base de données (ils y sont les seuls autorisés). Comme chaque palette contient un numéro de série et un libellé, le travail est rendu plus aisé.! • Un autre moyen de réduire les dépenses est de limiter au maximum les erreurs de commandes et/ou de livraison. Pour ce, chacune des boîtes, cartons et même palettes sont étiquetés. On trouve au minimum trois codes :

! ! - Les Eurocodes sont les codes de construction pour l'Europe. Ceux-ci sont développés par le Comité Européen de Normalisation (CEN) créé en 1961. On doit les changer 3 fois par jour (c’est-à-dire à chaque changement d’équipe). Chaque eurocode est unique, il est commencent par le chiffre 7 et terminent par A, B ou C.! ! - Le code produit est indispensable pour vérifier que la commande est bien satisfaite. C’est un code interne à l’usine, il permet de contrôler si le produit est bien conçu dans la bonne ligne en bonne quantité.! ! - Le numéro de fabrication accompagne toujours le code produit. C’est une série de trois chiffres qui est insérée aléatoirement par l’étiqueteuse. Le chef de ligne donne l’ordre de modification à l’ordinateur toutes les heures. Ce code permet de savoir précisément à quel heure et par qui a été fait le conditionnement. Ce numéro est utile en cas de problème pour retrouver tous les stocks produits.! • Chaque commande dispose du matériel nécessaire à la production. Pour éviter tout contrevenant, ce matériel se trouve toujours légèrement en surplus. Une fois la commande traitée, les caristes ont pour charge de récupérer tout le matériel nécessaire qui resservira une prochaine fois. Par exemple, comme toutes les chaînes utilisent des cartons d’emballage, une fois la commande achevée, les caristes récupère les restants et en font des stocks. Ils resserviront lors d’une commande ultérieure : l’usine fera une économie.! • L'autocontrôle doit permettre de responsabiliser chacun des opérationnels de production par rapport à la qualité de ce qu'il produit. Pour cela les documents d'enregistrements doivent être clairs et adaptés afin d'augmenter les chances de réussite d'un tel projet. Un modèle de relevé d'autocontrôle permettant d'effectuer la validation du démarrage de série avec un journal de bord pour les événements exceptionnels est à remplir par tous les ouvriers travaillant sur une chaîne.
! ! 3.2.2 Plusieurs solutions pour diminuer la pénibilité du travail.
! • Diminuer la pénibilité du travail de l’ouvrier, c’est déjà augmenter sa sécurité. Il est évident que pour augmenter sa sécurité, l’opérationnel de production doit d’abord savoir quels sont les risques qu’il encourt pendant le travail.
page 10C’est dans cette optique que pour chaque poste de toutes les lignes, un cahier des dangers est accroché à proximité de la zone de travail. Il a été conçu par les ouvriers eux-mêmes, il répertorie tous les risques et toutes les situations problématique connues. Il est obligatoire qu’un employé débutant sur une chaîne prenne cinq minutes pour lire ce cahier. Même avec toute la volonté du monde, je n’ai pas pu récupérer d’exemplaire de cahier des dangers car ils sont uniques et l’usine n’admet aucune reproduction.! • Pour maintenir un rythme de production optimal, l’espace de travail de l’ouvrier se doit d’être le plus fonctionnel possible. Comme il arrive qu’un poste soit fixe, pour que l’employé puisse profiter d’une chaise, tout le matériel nécessaire devra donc être à porter de mains. Dans la zone de production il ne doit y avoir rien de superflu. Des marquages au sol délimitent des espaces réservés ou préviennent d’un quelconque danger (arrivée de caristes, ...). Ces marquages servent aussi de zones de rangement idéal. Par exemple, sur une zone réservée aux palettes vides, aucun autre objet n’est autorisé. L’employé n’aura pas à chercher désespérément ; par réflexe, il ira se servir dans la zone la plus proche de lui.

! • L’opérationnel de production doit transporter continuellement des charges de poids variant. Pour limiter l’usure, des chariots-élévateurs de type Fenwick™ automatique ou manuel sont à disposition de l’ouvrier. Le chariot élévateur est connu pour sa compacité et son aptitude à la manutention de palettes. Il existe toute une variété de modèles pouvant transporter des charges de 1,5 tonnes (palettes) à plus de 40 tonnes (conteneurs), et pouvant gerber sur des hauteurs considérables (plus de 10 mètres). Il est équipé naturellement de deux fourches, mais il peut être aussi équipé de pinces hydrauliques pour la prise de bobines ou de rouleaux de papier, de palonniers à conteneurs, de pieux horizontaux pour les pièces cylindriques à axe évidé etc.Pour manipuler des gerbeurs, j’ai reçu une petite formation puis j’ai passé un contrôle.
Type de Gerbeur Fenwick™ utilisé dans l’usine
page 11
IV/ Mise en place de la solution
! Dans cette partie nous verrons la technique qu’utilise Alsa pour réduire la pénibilité du travail tout en augmentant son rendement de production à travers une “ligne-type” de production. On parle de production à la chaîne. On constate une division entre les concepteurs du travail (ingénieurs) et les exécutants. C'est ce que l'on appellera la division entre les cols blancs ( les cadres) et les cols bleus (les ouvriers). On qualifie le mode de production d'organisation scientifique du travail (OST). C’est celle-ci qui a conduit au développement du travail à la chaîne, à la parcellisation des tâches, en forçant les ouvriers et les employés à ne devenir que de simples exécutants dans d'immenses entreprises mécanisées. L’ouvrier est là pour exécuter des gestes savamment calculés pour lui, il est encouragé à être performant par un système de prime. Tout travail intellectuel doit être enlevé de l’atelier pour être concentré dans les bureaux de planification et d’organisation de l’entreprise. Idées :! • décomposer les phases successives du travail.! • chercher les gestes les plus efficaces.! • adapter les outils.
! Une répartition équitable du travail et des responsabilités doit être établie entre la direction et les travailleurs. La direction doit prendre en charge les taches pour lesquelles elle est mieux pourvue que les travailleurs, tandis qu'auparavant presque tout l'ouvrage et la plus grande part des responsabilités étaient assumées par les travailleurs.
! 4.1 Schéma de production!! Toutes les lignes de production sont uniques dans l’usine car chacune est bien spécifique au produit conçu. Il y en tout 13 chaînes, chacune étant désignée par une lettre suivie d’un chiffre. Voyons un exemple de roulement sur la chaîne A15 lors de la production de “Flan Onctueux Saveur Vanille”.
page 12
Supervision des Chef de production Responsables détermine la quantité
à produireintendance des produits
nécessaires pour la production
ils exécutent la recette, conçoivent le produit, en
contrôle la qualité
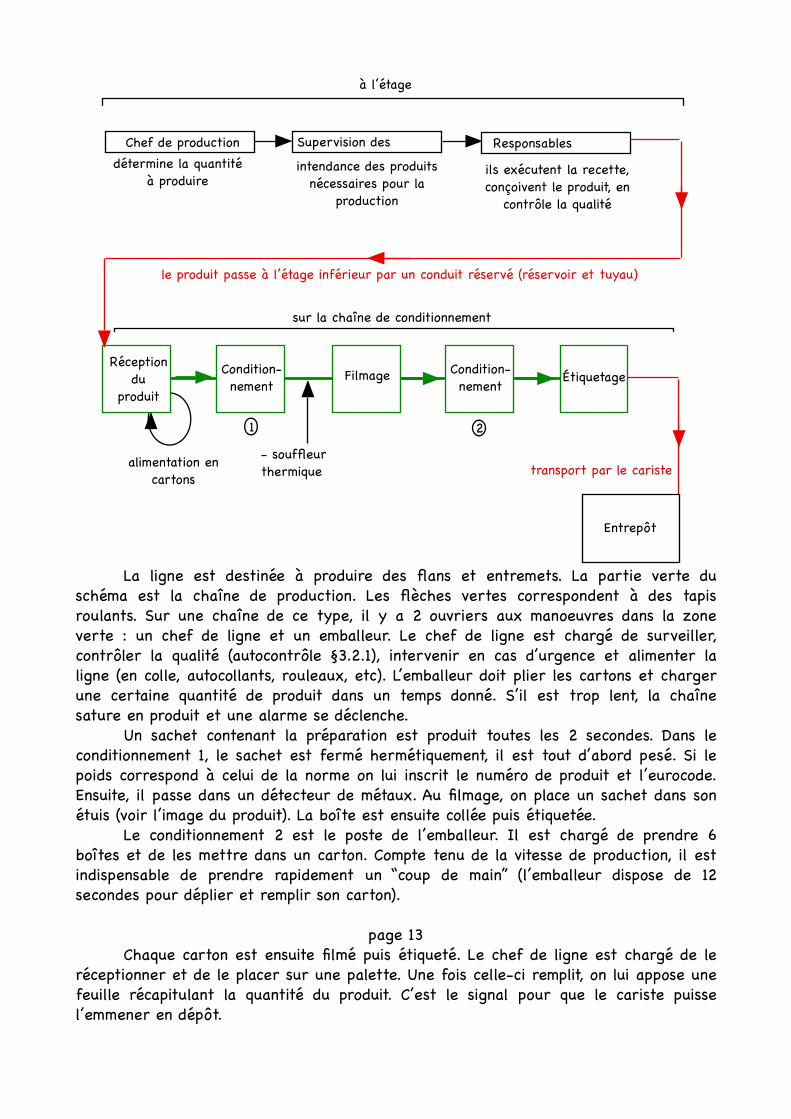
le produit passe à l’étage inférieur par un conduit réservé (réservoir et tuyau)
à l’étage
Réception du
produit
Condition-nement
Filmage Condition-nement
Étiquetage
1 2
Entrepôt
transport par le cariste
sur la chaîne de conditionnement
alimentation en cartons
- souffleur thermique
! La ligne est destinée à produire des flans et entremets. La partie verte du schéma est la chaîne de production. Les flèches vertes correspondent à des tapis roulants. Sur une chaîne de ce type, il y a 2 ouvriers aux manoeuvres dans la zone verte : un chef de ligne et un emballeur. Le chef de ligne est chargé de surveiller, contrôler la qualité (autocontrôle §3.2.1), intervenir en cas d’urgence et alimenter la ligne (en colle, autocollants, rouleaux, etc). L’emballeur doit plier les cartons et charger une certaine quantité de produit dans un temps donné. S’il est trop lent, la chaîne sature en produit et une alarme se déclenche.! Un sachet contenant la préparation est produit toutes les 2 secondes. Dans le conditionnement 1, le sachet est fermé hermétiquement, il est tout d’abord pesé. Si le poids correspond à celui de la norme on lui inscrit le numéro de produit et l’eurocode. Ensuite, il passe dans un détecteur de métaux. Au filmage, on place un sachet dans son étuis (voir l’image du produit). La boîte est ensuite collée puis étiquetée. ! Le conditionnement 2 est le poste de l’emballeur. Il est chargé de prendre 6 boîtes et de les mettre dans un carton. Compte tenu de la vitesse de production, il est indispensable de prendre rapidement un “coup de main” (l’emballeur dispose de 12 secondes pour déplier et remplir son carton).
page 13! Chaque carton est ensuite filmé puis étiqueté. Le chef de ligne est chargé de le réceptionner et de le placer sur une palette. Une fois celle-ci remplit, on lui appose une feuille récapitulant la quantité du produit. C’est le signal pour que le cariste puisse l’emmener en dépôt.
! 4.2 Conséquences, impact
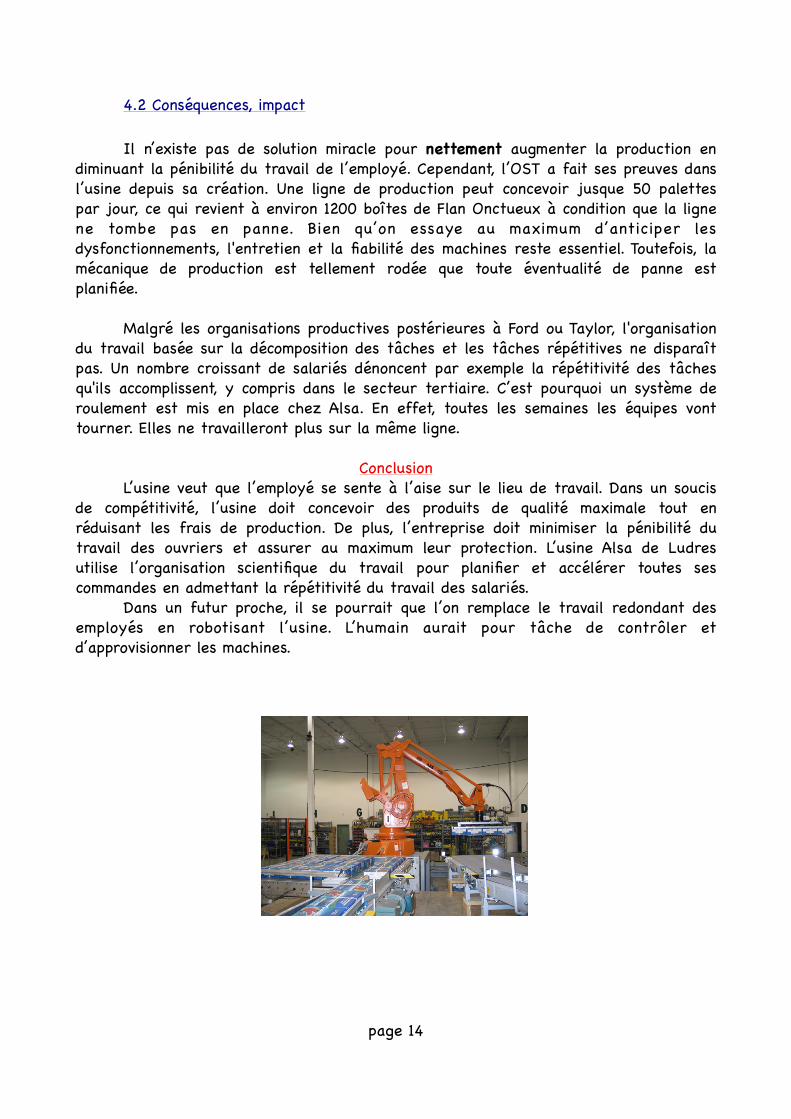
! Il n’existe pas de solution miracle pour nettement augmenter la production en diminuant la pénibilité du travail de l’employé. Cependant, l’OST a fait ses preuves dans l’usine depuis sa création. Une ligne de production peut concevoir jusque 50 palettes par jour, ce qui revient à environ 1200 boîtes de Flan Onctueux à condition que la ligne ne tombe pas en panne. Bien qu’on essaye au maximum d’anticiper les dysfonctionnements, l'entretien et la fiabilité des machines reste essentiel. Toutefois, la mécanique de production est tellement rodée que toute éventualité de panne est planifiée.!! Malgré les organisations productives postérieures à Ford ou Taylor, l'organisation du travail basée sur la décomposition des tâches et les tâches répétitives ne disparaît pas. Un nombre croissant de salariés dénoncent par exemple la répétitivité des tâches qu'ils accomplissent, y compris dans le secteur tertiaire. C’est pourquoi un système de roulement est mis en place chez Alsa. En effet, toutes les semaines les équipes vont tourner. Elles ne travailleront plus sur la même ligne.
Conclusion! L’usine veut que l’employé se sente à l’aise sur le lieu de travail. Dans un soucis de compétitivité, l’usine doit concevoir des produits de qualité maximale tout en réduisant les frais de production. De plus, l’entreprise doit minimiser la pénibilité du travail des ouvriers et assurer au maximum leur protection. L’usine Alsa de Ludres utilise l’organisation scientifique du travail pour planifier et accélérer toutes ses commandes en admettant la répétitivité du travail des salariés. ! Dans un futur proche, il se pourrait que l’on remplace le travail redondant des employés en robotisant l’usine. L’humain aurait pour tâche de contrôler et d’approvisionner les machines.
page 14
Remerciements et Sources
Je remercie spécialement M. Ancel Laurent qui a fait preuve de patience en étant mon chef de ligne pendant 2 semaines mais qui m’aura fait nettoyer malgré tout les cuves de la ligne A8 pendant 3heures le dernier jour de mon stage...
M. Vuillemin Dominique (responsable de production) qui m’a accueilli dans l’usine et à bien voulu m’énoncer toutes les règles de sécurité avant de me faire intégrer une équipe.
Les salariés qui étaient près à casser leur rythme de production pour m’aider ou me donner des conseils.
Les intérimaires et les caristes qui m’ont aidé à plusieurs reprise à retrouver mon chemin dans l’usine.
• Les statistiques proviennent du site challenges.fr (site d’économie et d’actualité) • Le classement des géants de l’agro-alimentaire provient de wikipédia avec challenges.fr à l’appui• L’histoire d’Alsa et d’Unilever : http://www.unilever.fr http://www.alsa.fr• L’image de prévention des affections de la colonne vertébrale liées au travail : http://www.ulb.ac.be/erasme/edu/dos/24hsoulever.htm• Détails techniques des gerbeurs : Encyclopédie Larousse 1999
• Schémas réalisés avec Applework™ (suite bureautique de Macintosh)
page 15
Rapport de stageLMI 5.42
Sensibilisation au monde du travail ou à la recherche scientifique.
En 1972, Alsa déménage dans des locaux flambants neufs à Ludres. Un centre de recherche et développement est associé au site de production, des pâtissiers y conçoivent les desserts de demain. La marque centenaire « Alsa » et son sachet rose mondialement connu illustrent une expérience et un savoir-faire reconnus. De plus, elle est l’incontournable site d'Unilever en matière de préparations de desserts déshydratés et de pâtes à gâteaux liquides. Comment l’usine opère-t-elle pour concevoir ses produits ? Depuis plus de 30 ans, l’usine évolue afin de diminuer la pénibilité du travail de ses employés tout en augmentant son rendement de production.
MATHIEU Renaud 28/09/07
Recommended