
EVOLUTION
QUALITY AS STANDARD

1 EVOLUTION
LA NUOVA GENERAZIONE DI FRESE IN METALLO DURO INTEGRALE
New Generation of Solid Carbide End Mills
Eliche variabiliLe nuove frese in metallo duro EVolution sono state progettate con eliche differenziate e con una divi-sione irregolare tra i taglienti per eliminare i feno-meni di risonanza in lavorazione, ridurre le pressioni specifiche nelle zone critiche del taglio ed elimnare il fenomeno delle scheggiature.
The new HM end mills were designed with unequal helix and unequal tooth spacing to avoid chat-tering and chipping during machining operations and reduce pressure on critical cutting area.
013EVolution ≥ D. 3 mm
113EVolution ≥ D. 4 mm
SILM
AX
Fresa in Metallo Duro Integrale per sgrossature e semi-finiture ad elevata produttività.Heavy duty HM roughing and semi-finishing cutter.
Fresa in Metallo Duro Integrale a geometria asimmetrica adelevata produttività.Heavy duty HM finishing cutter with special asymetric geometry.
SILM
AX
l l1
Eliche differenziate l ≠ l1
Unequal helix l ≠ l1
Divisione irregolareUnequal tooth spacing
SILMAX
SILMAX
EVOLUTION 2
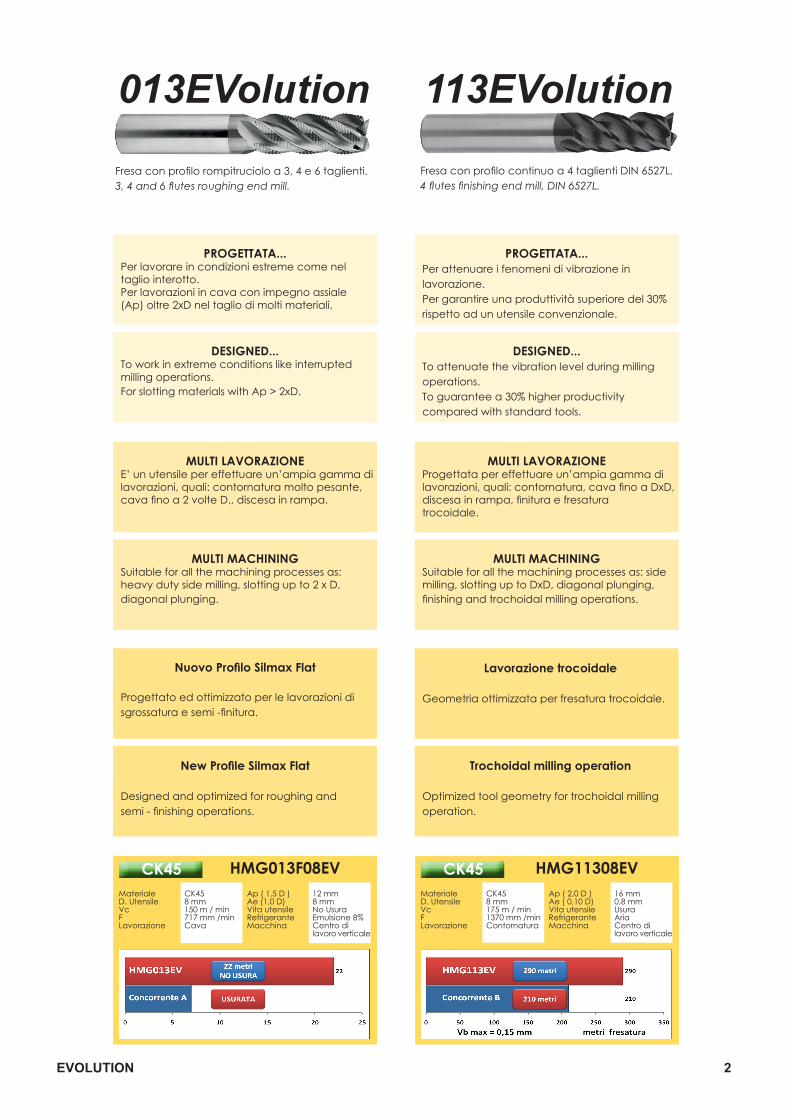
013EVolution
CK45MaterialeD. UtensileVcFLavorazione
CK458 mm150 m / min717 mm /minCava
HMG013F08EVAp ( 1,5 D )Ae (1,0 D)Vita utensileRefrigeranteMacchina
12 mm8 mmNo UsuraEmulsione 8%Centro di lavoro verticale
CK45MaterialeD. UtensileVcFLavorazione
CK458 mm175 m / min1370 mm /minContornatura
HMG11308EVAp ( 2,0 D )Ae ( 0,10 D)Vita utensileRefrigeranteMacchina
16 mm0,8 mmUsuraAriaCentro di lavoro verticale
113EVolution
Fresa con profilo rompitruciolo a 3, 4 e 6 taglienti.3, 4 and 6 flutes roughing end mill.
Fresa con profilo continuo a 4 taglienti DIN 6527L.4 flutes finishing end mill, DIN 6527L.
DESIGNED...To work in extreme conditions like interruptedmilling operations.For slotting materials with Ap > 2xD.
PROGETTATA...Per lavorare in condizioni estreme come neltaglio interotto. Per lavorazioni in cava con impegno assiale(Ap) oltre 2xD nel taglio di molti materiali.
DESIGNED...To attenuate the vibration level during millingoperations.To guarantee a 30% higher productivitycompared with standard tools.
PROGETTATA...Per attenuare i fenomeni di vibrazione inlavorazione.Per garantire una produttività superiore del 30%rispetto ad un utensile convenzionale.
MULTI MACHININGSuitable for all the machining processes as: heavy duty side milling, slotting up to 2 x D, diagonal plunging.
MULTI LAVORAZIONEE’ un utensile per effettuare un’ampia gamma dilavorazioni, quali: contornatura molto pesante,cava fino a 2 volte D., discesa in rampa.
MULTI MACHININGSuitable for all the machining processes as: sidemilling, slotting up to DxD, diagonal plunging,finishing and trochoidal milling operations.
MULTI LAVORAZIONEProgettata per effettuare un’ampia gamma di lavorazioni, quali: contornatura, cava fino a DxD,discesa in rampa, finitura e fresatura trocoidale.
New Profile Silmax Flat
Designed and optimized for roughing and semi - finishing operations.
Nuovo Profilo Silmax Flat
Progettato ed ottimizzato per le lavorazioni disgrossatura e semi -finitura.
Trochoidal milling operation
Optimized tool geometry for trochoidal millingoperation.
Lavorazione trocoidale
Geometria ottimizzata per fresatura trocoidale.
3 EVOLUTION
EV
OLU
TIO
N
0,50 D
2,00 D
1,00 D
1,50 D
1,00 D
1,50 D
0,50 D
2,00 D
1,00 D
1,50 D
0,50 D
2,00 D
1,00 D
1,50 D
0,50 D2,00 D
0,50 D
2,00 D
1,00 D
1,50 D
1,00 D
1,50 D
0,50 D
2,00 D
0,50 D
2,00 D
1,00 D
1,50 D
1,00 D 0,50 D
2,00 D
1,50 D
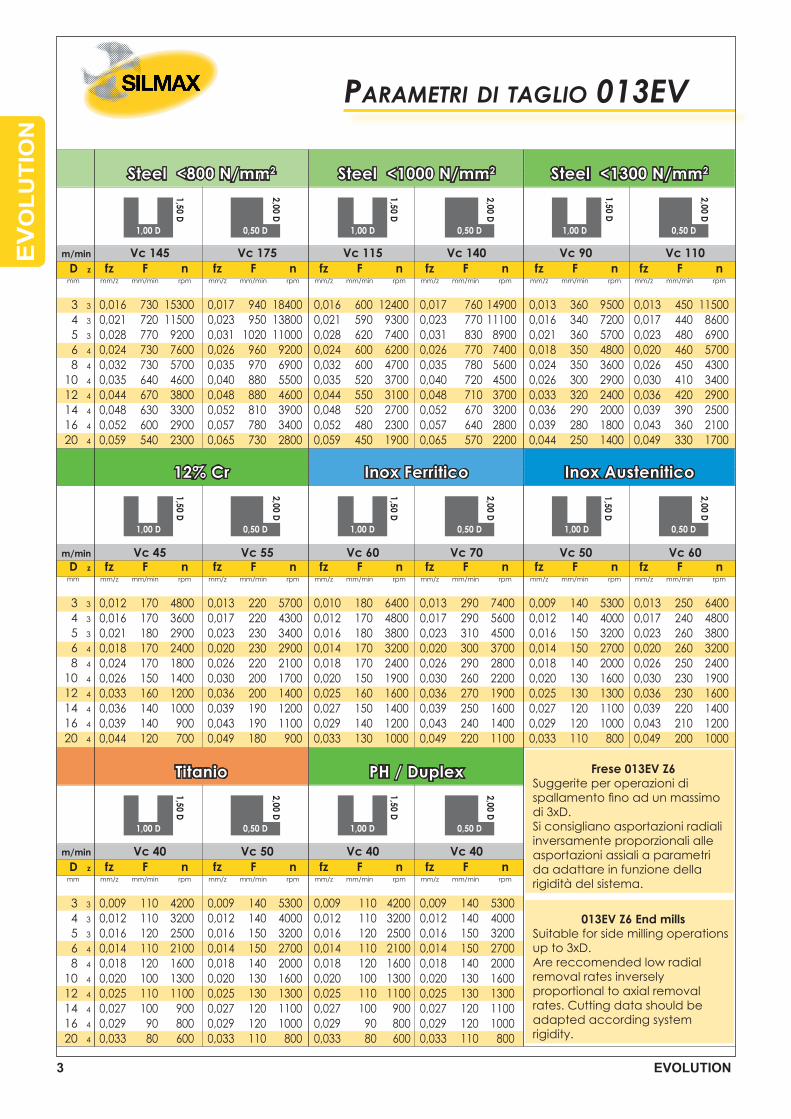
Parametri di taglio 013eV
Steel <800 N/mm2 Steel <1000 N/mm2 Steel <1300 N/mm2
12% Cr Inox Ferritico Inox Austenitico
Titanio PH / Duplex
D zmm
3 3
4 3 5 3
6 4
8 4
10 4
12 4
14 4
16 4
20 4
m/min Vc 145 Vc 175 Vc 115 Vc 140 Vc 90 Vc 110 fz F n mm/z mm/min rpm
0,016 730 15300 0,021 720 11500 0,028 770 9200 0,024 730 7600 0,032 730 5700 0,035 640 4600 0,044 670 3800 0,048 630 3300 0,052 600 2900 0,059 540 2300
fz F n mm/z mm/min rpm
0,017 940 18400 0,023 950 13800 0,031 1020 11000 0,026 960 9200 0,035 970 6900 0,040 880 5500 0,048 880 4600 0,052 810 3900 0,057 780 3400 0,065 730 2800
fz F n mm/z mm/min rpm
0,016 600 12400 0,021 590 9300 0,028 620 7400 0,024 600 6200 0,032 600 4700 0,035 520 3700 0,044 550 3100 0,048 520 2700 0,052 480 2300 0,059 450 1900
fz F n mm/z mm/min rpm
0,017 760 14900 0,023 770 11100 0,031 830 8900 0,026 770 7400 0,035 780 5600 0,040 720 4500 0,048 710 3700 0,052 670 3200 0,057 640 2800 0,065 570 2200
fz F n mm/z mm/min rpm
0,013 360 9500 0,016 340 7200 0,021 360 5700 0,018 350 4800 0,024 350 3600 0,026 300 2900 0,033 320 2400 0,036 290 2000 0,039 280 1800 0,044 250 1400
fz F n mm/z mm/min rpm
0,013 450 11500 0,017 440 8600 0,023 480 6900 0,020 460 5700 0,026 450 4300 0,030 410 3400 0,036 420 2900 0,039 390 2500 0,043 360 2100 0,049 330 1700
fz F n mm/z mm/min rpm
0,012 170 4800 0,016 170 3600 0,021 180 2900 0,018 170 2400 0,024 170 1800 0,026 150 1400 0,033 160 1200 0,036 140 1000 0,039 140 900 0,044 120 700
fz F n mm/z mm/min rpm
0,013 220 5700 0,017 220 4300 0,023 230 3400 0,020 230 2900 0,026 220 2100 0,030 200 1700 0,036 200 1400 0,039 190 1200 0,043 190 1100 0,049 180 900
fz F n mm/z mm/min rpm
0,010 180 6400 0,012 170 4800 0,016 180 3800 0,014 170 3200 0,018 170 2400 0,020 150 1900 0,025 160 1600 0,027 150 1400 0,029 140 1200 0,033 130 1000
fz F n mm/z mm/min rpm
0,013 290 7400 0,017 290 5600 0,023 310 4500 0,020 300 3700 0,026 290 2800 0,030 260 2200 0,036 270 1900 0,039 250 1600 0,043 240 1400 0,049 220 1100
fz F n mm/z mm/min rpm
0,009 140 5300 0,012 140 4000 0,016 150 3200 0,014 150 2700 0,018 140 2000 0,020 130 1600 0,025 130 1300 0,027 120 1100 0,029 120 1000 0,033 110 800
fz F n mm/z mm/min rpm
0,013 250 6400 0,017 240 4800 0,023 260 3800 0,020 260 3200 0,026 250 2400 0,030 230 1900 0,036 230 1600 0,039 220 1400 0,043 210 1200 0,049 200 1000
fz F n mm/z mm/min rpm
0,009 110 4200 0,012 110 3200 0,016 120 2500 0,014 110 2100 0,018 120 1600 0,020 100 1300 0,025 110 1100 0,027 100 900 0,029 90 800 0,033 80 600
fz F n mm/z mm/min rpm
0,009 140 5300 0,012 140 4000 0,016 150 3200 0,014 150 2700 0,018 140 2000 0,020 130 1600 0,025 130 1300 0,027 120 1100 0,029 120 1000 0,033 110 800
fz F n mm/z mm/min rpm
0,009 110 4200 0,012 110 3200 0,016 120 2500 0,014 110 2100 0,018 120 1600 0,020 100 1300 0,025 110 1100 0,027 100 900 0,029 90 800 0,033 80 600
fz F n mm/z mm/min rpm
0,009 140 5300 0,012 140 4000 0,016 150 3200 0,014 150 2700 0,018 140 2000 0,020 130 1600 0,025 130 1300 0,027 120 1100 0,029 120 1000 0,033 110 800
m/min Vc 45 Vc 55 Vc 60 Vc 70 Vc 50 Vc 60
m/min Vc 40 Vc 50 Vc 40 Vc 40
D zmm
3 3
4 3 5 3
6 4
8 4
10 4
12 4
14 4
16 4
20 4
D zmm
3 3
4 3 5 3
6 4
8 4
10 4
12 4
14 4
16 4
20 4
Frese 013EV Z6Suggerite per operazioni di spallamento fino ad un massimodi 3xD. Si consigliano asportazioni radiali inversamente proporzionali alleasportazioni assiali a parametri da adattare in funzione della rigidità del sistema.
013EV Z6 End millsSuitable for side milling operations up to 3xD.Are reccomended low radial removal rates inverselyproportional to axial removal rates. Cutting data should be adapted according system rigidity.
EV
OLU
TIO
N
4 EVOLUTION
SILMA
XM
GC
o1012
013F12EV45°
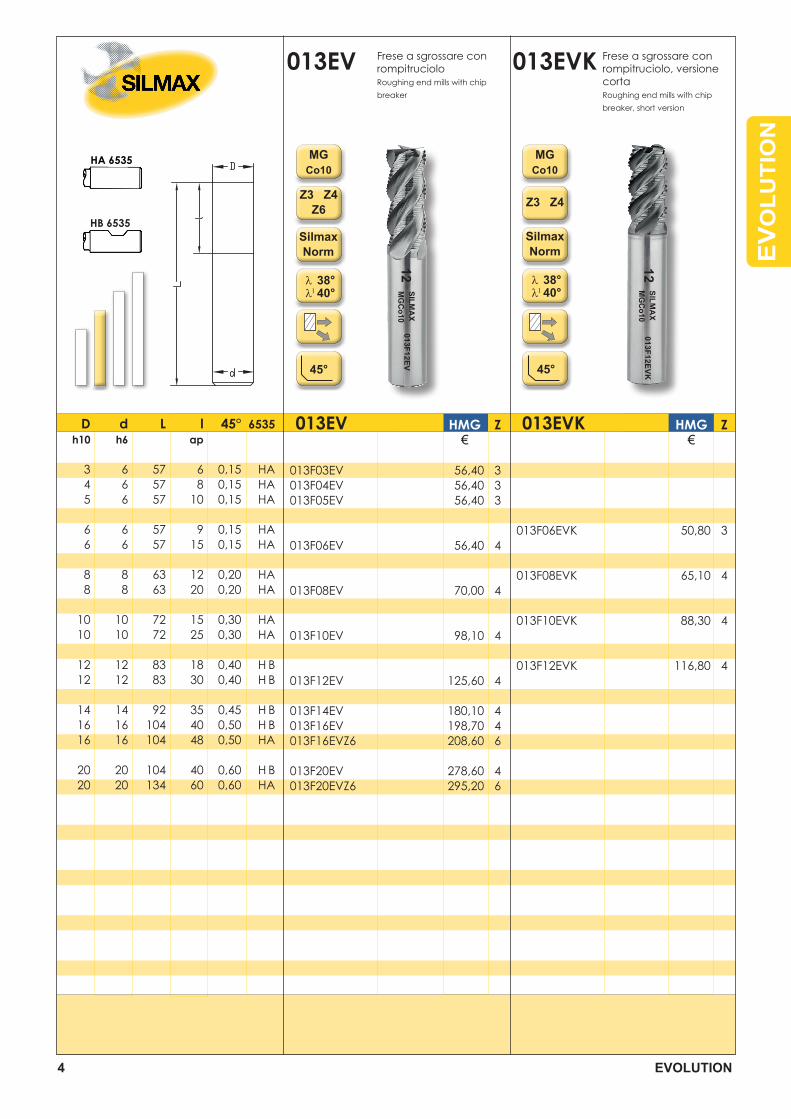
D d L l 45° 6535 h10 h6 ap 3 6 57 6 0,15 HA 4 6 57 8 0,15 HA 5 6 57 10 0,15 HA 6 6 57 9 0,15 HA 6 6 57 15 0,15 HA
8 8 63 12 0,20 HA 8 8 63 20 0,20 HA 10 10 72 15 0,30 HA 10 10 72 25 0,30 HA 12 12 83 18 0,40 H B 12 12 83 30 0,40 H B 14 14 92 35 0,45 H B 16 16 104 40 0,50 H B 16 16 104 48 0,50 HA 20 20 104 40 0,60 H B 20 20 134 60 0,60 HA
013EV HMG Z €
013F03EV 56,40 3013F04EV 56,40 3013F05EV 56,40 3
013F06EV 56,40 4
013F08EV 70,00 4
013F10EV 98,10 4
013F12EV 125,60 4
013F14EV 180,10 4013F16EV 198,70 4013F16EVZ6 208,60 6
013F20EV 278,60 4 013F20EVZ6 295,20 6
MGCo10
λ38°λ1 40°
013EV Frese a sgrossare con rompitrucioloRoughing end mills with chip breaker
SILMA
XM
GC
o1012
013F12EVK
HB 6535
HA 6535
013EVK Frese a sgrossare con rompitruciolo, versione cortaRoughing end mills with chip breaker, short version
MGCo10
λ38°λ1 40°
013EVK HMG Z €
013F06EVK 50,80 3
013F08EVK 65,10 4
013F10EVK 88,30 4
013F12EVK 116,80 4
SilmaxNorm
SilmaxNorm
45°
Z3 Z4Z6 Z3 Z4
5 EVOLUTION
1,00 D
0,5 D
1,00 D
1,0 D
0,10 D
2,00 D
1,00 D
1,0 D
1,00 D
0,5 D
0,10 D
2,00 D
0,25 D2,00 D
0,25 D
1,00 D
1,0 D
1,00 D
0,5 D
2,00 D
0,10 D
2,00 D
0,25 D
2,00 D
1,00 D
1,0 D
1,00 D
0,5 D
0,10 D 0,25 D
2,00 D
2,00 D
EV
OLU
TIO
N
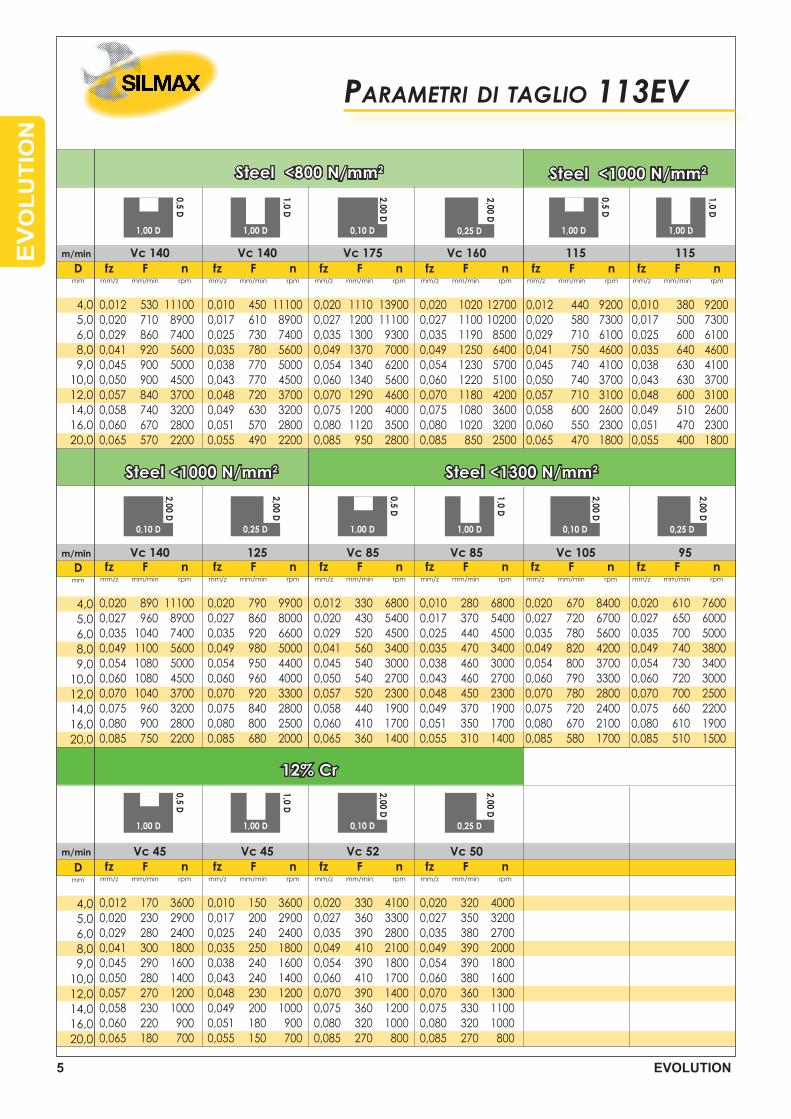
Steel <800 N/mm2 Steel <1000 N/mm2
Dmm
4,0 5,0 6,0 8,0 9,0 10,0 12,0 14,0 16,0 20,0
m/min Vc 140 Vc 140 Vc 175 Vc 160 115 115 fz F n mm/z mm/min rpm
0,012 530 11100 0,020 710 8900 0,029 860 7400 0,041 920 5600 0,045 900 5000 0,050 900 4500 0,057 840 3700 0,058 740 3200 0,060 670 2800 0,065 570 2200
Steel <1000 N/mm2
Dmm
4,0 5,0 6,0 8,0 9,0 10,0 12,0 14,0 16,0 20,0
fz F n mm/z mm/min rpm
0,020 890 11100 0,027 960 8900 0,035 1040 7400 0,049 1100 5600 0,054 1080 5000 0,060 1080 4500 0,070 1040 3700 0,075 960 3200 0,080 900 2800 0,085 750 2200
m/min Vc 140 125 Vc 85 Vc 85 Vc 105 95
fz F n mm/z mm/min rpm
0,010 450 11100 0,017 610 8900 0,025 730 7400 0,035 780 5600 0,038 770 5000 0,043 770 4500 0,048 720 3700 0,049 630 3200 0,051 570 2800 0,055 490 2200
fz F n mm/z mm/min rpm
0,020 1110 13900 0,027 1200 11100 0,035 1300 9300 0,049 1370 7000 0,054 1340 6200 0,060 1340 5600 0,070 1290 4600 0,075 1200 4000 0,080 1120 3500 0,085 950 2800
fz F n mm/z mm/min rpm
0,020 1020 12700 0,027 1100 10200 0,035 1190 8500 0,049 1250 6400 0,054 1230 5700 0,060 1220 5100 0,070 1180 4200 0,075 1080 3600 0,080 1020 3200 0,085 850 2500
fz F n mm/z mm/min rpm
0,020 790 9900 0,027 860 8000 0,035 920 6600 0,049 980 5000 0,054 950 4400 0,060 960 4000 0,070 920 3300 0,075 840 2800 0,080 800 2500 0,085 680 2000
fz F n mm/z mm/min rpm
0,012 330 6800 0,020 430 5400 0,029 520 4500 0,041 560 3400 0,045 540 3000 0,050 540 2700 0,057 520 2300 0,058 440 1900 0,060 410 1700 0,065 360 1400
fz F n mm/z mm/min rpm
0,010 280 6800 0,017 370 5400 0,025 440 4500 0,035 470 3400 0,038 460 3000 0,043 460 2700 0,048 450 2300 0,049 370 1900 0,051 350 1700 0,055 310 1400
Steel <1300 N/mm2
12% Cr
fz F n mm/z mm/min rpm
0,012 440 9200 0,020 580 7300 0,029 710 6100 0,041 750 4600 0,045 740 4100 0,050 740 3700 0,057 710 3100 0,058 600 2600 0,060 550 2300 0,065 470 1800
fz F n mm/z mm/min rpm
0,010 380 9200 0,017 500 7300 0,025 600 6100 0,035 640 4600 0,038 630 4100 0,043 630 3700 0,048 600 3100 0,049 510 2600 0,051 470 2300 0,055 400 1800
fz F n mm/z mm/min rpm
0,020 670 8400 0,027 720 6700 0,035 780 5600 0,049 820 4200 0,054 800 3700 0,060 790 3300 0,070 780 2800 0,075 720 2400 0,080 670 2100 0,085 580 1700
fz F n mm/z mm/min rpm
0,020 610 7600 0,027 650 6000 0,035 700 5000 0,049 740 3800 0,054 730 3400 0,060 720 3000 0,070 700 2500 0,075 660 2200 0,080 610 1900 0,085 510 1500
Dmm
4,0 5,0 6,0 8,0 9,0 10,0 12,0 14,0 16,0 20,0
fz F n mm/z mm/min rpm
0,012 170 3600 0,020 230 2900 0,029 280 2400 0,041 300 1800 0,045 290 1600 0,050 280 1400 0,057 270 1200 0,058 230 1000 0,060 220 900 0,065 180 700
fz F n mm/z mm/min rpm
0,010 150 3600 0,017 200 2900 0,025 240 2400 0,035 250 1800 0,038 240 1600 0,043 240 1400 0,048 230 1200 0,049 200 1000 0,051 180 900 0,055 150 700
fz F n mm/z mm/min rpm
0,020 330 4100 0,027 360 3300 0,035 390 2800 0,049 410 2100 0,054 390 1800 0,060 410 1700 0,070 390 1400 0,075 360 1200 0,080 320 1000 0,085 270 800
fz F n mm/z mm/min rpm
0,020 320 4000 0,027 350 3200 0,035 380 2700 0,049 390 2000 0,054 390 1800 0,060 380 1600 0,070 360 1300 0,075 330 1100 0,080 320 1000 0,085 270 800
m/min Vc 45 Vc 45 Vc 52 Vc 50
Parametri di taglio 113eV
EV
OLU
TIO
N
6 EVOLUTION
SILMA
XM
GC
o1012
113120EV
λ38° 40°
MGCo10
6527L6528
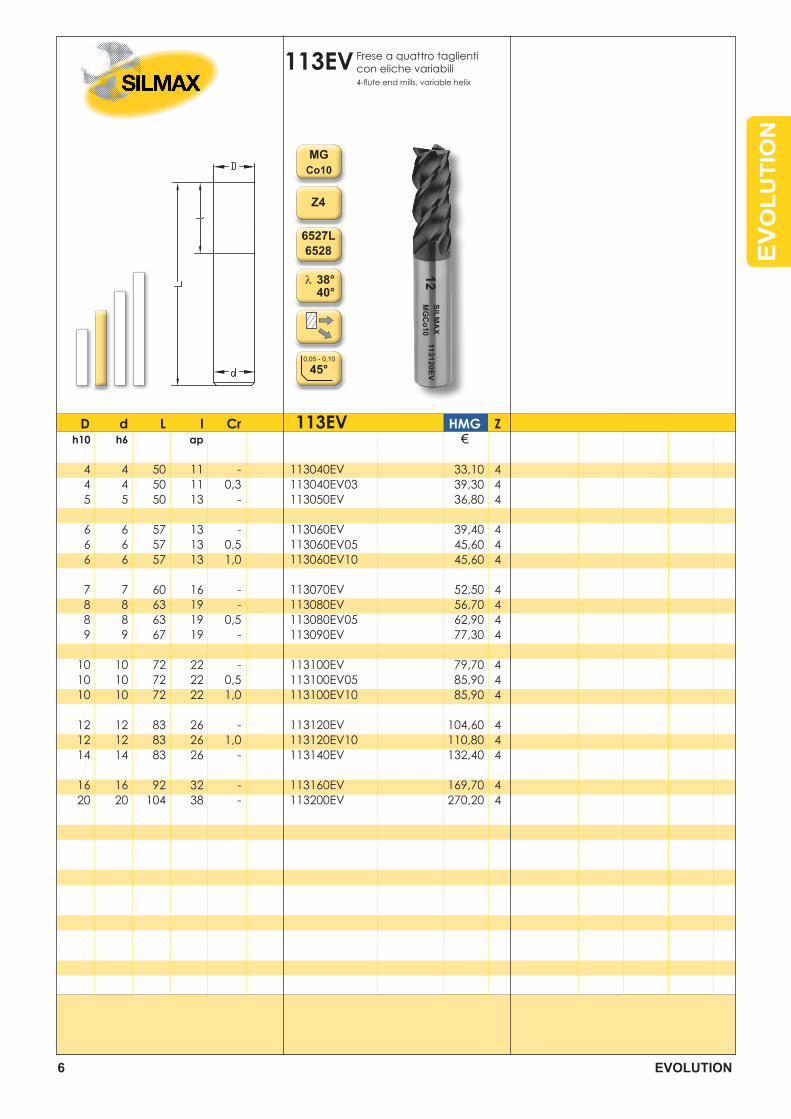
D d L l Cr h10 h6 ap 4 4 50 11 - 4 4 50 11 0,3 5 5 50 13 - 6 6 57 13 - 6 6 57 13 0,5 6 6 57 13 1,0
7 7 60 16 - 8 8 63 19 - 8 8 63 19 0,5 9 9 67 19 -
10 10 72 22 - 10 10 72 22 0,5 10 10 72 22 1,0 12 12 83 26 - 12 12 83 26 1,0 14 14 83 26 - 16 16 92 32 - 20 20 104 38 -
113EV HMG Z €
113040EV 33,10 4113040EV03 39,30 4113050EV 36,80 4
113060EV 39,40 4113060EV05 45,60 4113060EV10 45,60 4
113070EV 52,50 4113080EV 56,70 4113080EV05 62,90 4113090EV 77,30 4
113100EV 79,70 4113100EV05 85,90 4 113100EV10 85,90 4
113120EV 104,60 4113120EV10 110,80 4113140EV 132,40 4
113160EV 169,70 4113200EV 270,20 4
113EV Frese a quattro taglienti con eliche variabili4-flute end mills, variable helix
45°
Z4
0,05 - 0,10
99
EV
OL
UT
ION
13
Silmax SpA Via Fucine, 9 10074 Lanzo Torinese (TO) - Italy Tel. +39.0123.940301 Fax +39.0123.940399 www.silmax.it - email [email protected]
Silmax Tools India Pvt. Ltd.Plot No. 113Telecom Nagar, GachibowliHyderabad - 500 032Andhrapradesh - IndiaTel. +91 04023002007 / 65442007Fax +91 04023002007www.silmax.in - email: [email protected]
Silmax Beijing Representative OfficeUnit219, Room1401Floor 14, Fesco MansionXi Da Wang Road Chaoyang District Beijing - 100022 - P. R. China Tel. +86 1084858766 Fax +86 1067772726www.silmax.com - email: [email protected]
Silmax GmbHMergenthalerallee 10-12D-65760 Eschborn Germania Tel. +49 6196400840Fax.+49 6196400910www.silmax.com - email: [email protected]
Recommended

















