
LUCIAN BERCOVICI
Programare tehnologică parametrizată
FOCȘANI 2018
COD ISBN 978-973-0-26638-2

Lucian Bercovici – Programare tehnologică parametrizată 2
CUPRINS Introducere...................................................................................................................................3
1. Noțiuni teoretice .....................................................................................................................4
1.1. Sistemul Fanuc..................................................................................................................6
1.2. Sistemul Sinumerik .........................................................................................................11
1.3 Sumar capitol ....................................................................................................................17
2. Aplicații ..................................................................................................................................18
2.1 Program parametrizat pentru o familie de piese prelucrate prin strunjire...................18
2.2 Ciclu pentru canelare transversală .................................................................................27
2.3 Frezare plana....................................................................................................................36
2.4 Dispunerea găurilor pe un cerc – interpolare polară.....................................................48
2.5 Interpolare elicoidală ........................................................................................................52
2.6 Bosaj dreptunghiular ........................................................................................................62
2.7 Buzunar dreptunghiular ...................................................................................................72
2.8 Spirala cu doua centre – buzunar cilindric .....................................................................86
2.9 Bosaj cilindric ....................................................................................................................96
3. Bibliografie ..........................................................................................................................106

Lucian Bercovici – Programare tehnologică parametrizată 3
Introducere De ce programare parametrizată?! Să ne imaginăm că există nevoia de a
standardiza programul de lucru tehnologic pentru o familie de piese la nivel de echipament
numeric aflat în dotare. Sau, să ne imaginăm că dorim să standardizăm o aplicație
tehnologică de prelucrare care este utilizată de mai multe programe de lucru și să o
publicăm ca un ciclu de prelucrare personalizat. Cum am putea să realizăm acest
obiectiv?
Soluția e simplă și comună oricăror întrebări retorice ca cele de mai sus:
programarea tehnologică parametrizată.
Se impune totodată să punem în discuție abordări și metode comune de lucru astfel
încât transferul de la o platformă la alta să se realizeze facil și riguros, fără a fi necesare
decât modificări de sintaxă specifice fiecărui echipament numeric existent pe piață. Prin
urmare, trebuie să ne însușim noțiuni ca : variabile locale și variabile globale, variabile ale
utilizatorului și variabile de sistem, parametri aritmetici, operatori aritmetici și operatori
logici, funcții,instrucțiuni și proceduri, sintaxă ș.a.m.d.
Dorim să facilităm accesul fiecăruia dintre dumneavostră la acest mod de
programare fără să fi avut cunoștințe inițiale de programare într-un limbaj software IT, ci
doar cunoștințe tehnologice de programare a mașinilor cu comandă numerică.
Mai mult, ne adresăm și acelora care utilizează/exploatează programe
parametrizate și care trebuie, prin parcurgerea acestei lucrări, să-și îmbunătățească
nivelul de întelegere/abordare a modului de funcționare a acestor aplicații astfel încât să
crească eficiența de prevenție a eventualelor neconformități ce pot apărea în timpul rulării
programului cu variante de lucru încă netestate.
Nivelul acestei lucrări se limitează la abordarea facilităților comune echipamentelor
numerice corespunzătoare posibilităților cele mai reduse, urmând ca etapele avansate
specifice fiecărui tip de echipament să fie tratate distinct în lucrările ce vor urma acesteia
de față.
Provocarea pe care o lansăm către dumneavoastră prin intermediul acestei lucrări
este aceea de a testa și îmbunătăți programele exemplificate prin rularea lor pe mașinile
din dotare și nu în ultimul rând de a implementa programarea parametrizată în cadrul
firmelor în cadrul cărora activați. Practic, misiunea dumneavoastră este de a identifica
soluții de optimizare/îmbunătățire a acestor programe prin testarea/rularea diverselor
combinații dimensionale/tehnologice posibile. Vă dorim mult succes în acest demers!
Lucian Bercovici – Programare tehnologică parametrizată 17
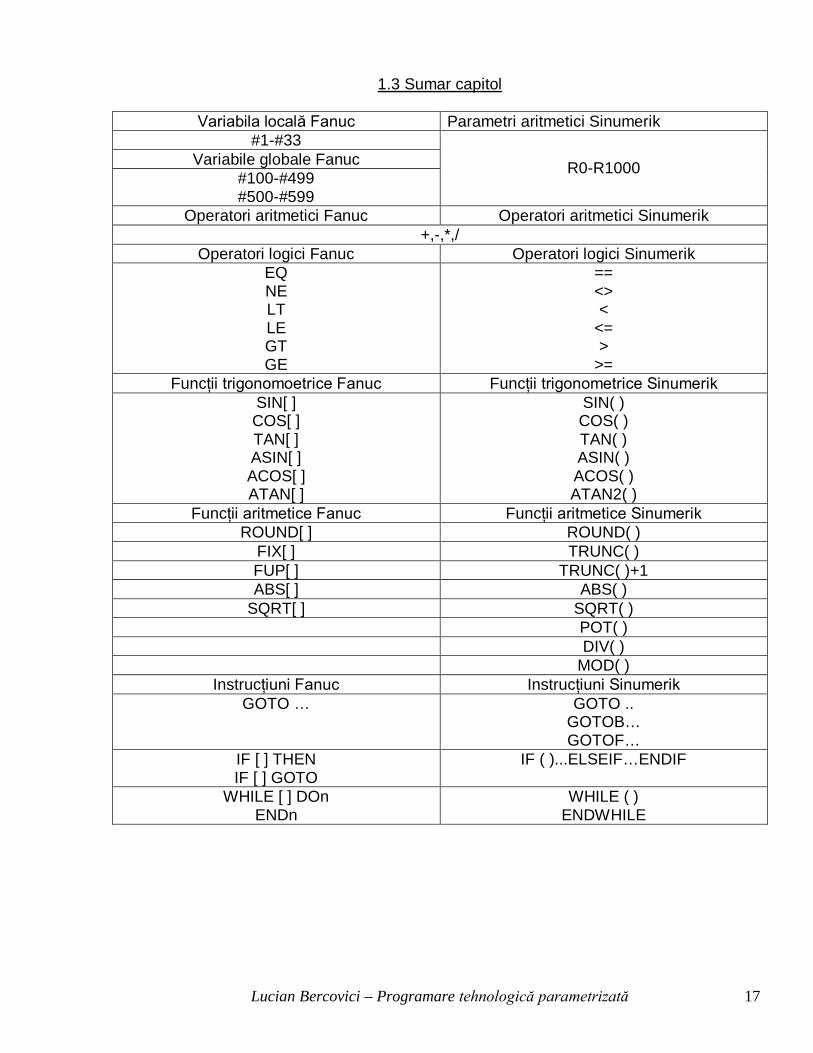
1.3 Sumar capitol
Variabila locală Fanuc Parametri aritmetici Sinumerik
#1-#33 Variabile globale Fanuc
#100-#499 #500-#599
R0-R1000
Operatori aritmetici Fanuc Operatori aritmetici Sinumerik +,-,*,/
Operatori logici Fanuc Operatori logici Sinumerik EQ NE LT LE GT GE
== <> <
<= >
>= Funcții trigonomoetrice Fanuc Funcții trigonometrice Sinumerik
SIN[ ] COS[ ] TAN[ ] ASIN[ ] ACOS[ ] ATAN[ ]
SIN( ) COS( ) TAN( ) ASIN( ) ACOS( ) ATAN2( )
Funcții aritmetice Fanuc Funcții aritmetice Sinumerik ROUND[ ] ROUND( )
FIX[ ] TRUNC( ) FUP[ ] TRUNC( )+1 ABS[ ] ABS( )
SQRT[ ] SQRT( ) POT( ) DIV( ) MOD( )
Instrucțiuni Fanuc Instrucțiuni Sinumerik GOTO … GOTO ..
GOTOB… GOTOF…
IF [ ] THEN IF [ ] GOTO
IF ( )...ELSEIF…ENDIF
WHILE [ ] DOn ENDn
WHILE ( ) ENDWHILE

Lucian Bercovici – Programare tehnologică parametrizată 20
Cele trei variante dimensionale simulate sunt afișate mai jos :
Piesa 1 Piesa 2 Piesa 3

Lucian Bercovici – Programare tehnologică parametrizată 30
Traiectoriile de prelucrare simulate cu Cimco Edit Professional :

Lucian Bercovici – Programare tehnologică parametrizată 40
Variantele simulate cu Cimco Edit Professional ale programului parametrizat :
1 – SENSUL AVANSULUI PE X 2 – SENSUL AVANSULUI PE Y
3 – AMBELE DIRECȚII PE X 4 – AMBELE DIRECȚII PE Y
5 - INCLINAT 6 - SPIRALA
Lucian Bercovici – Programare tehnologică parametrizată 65
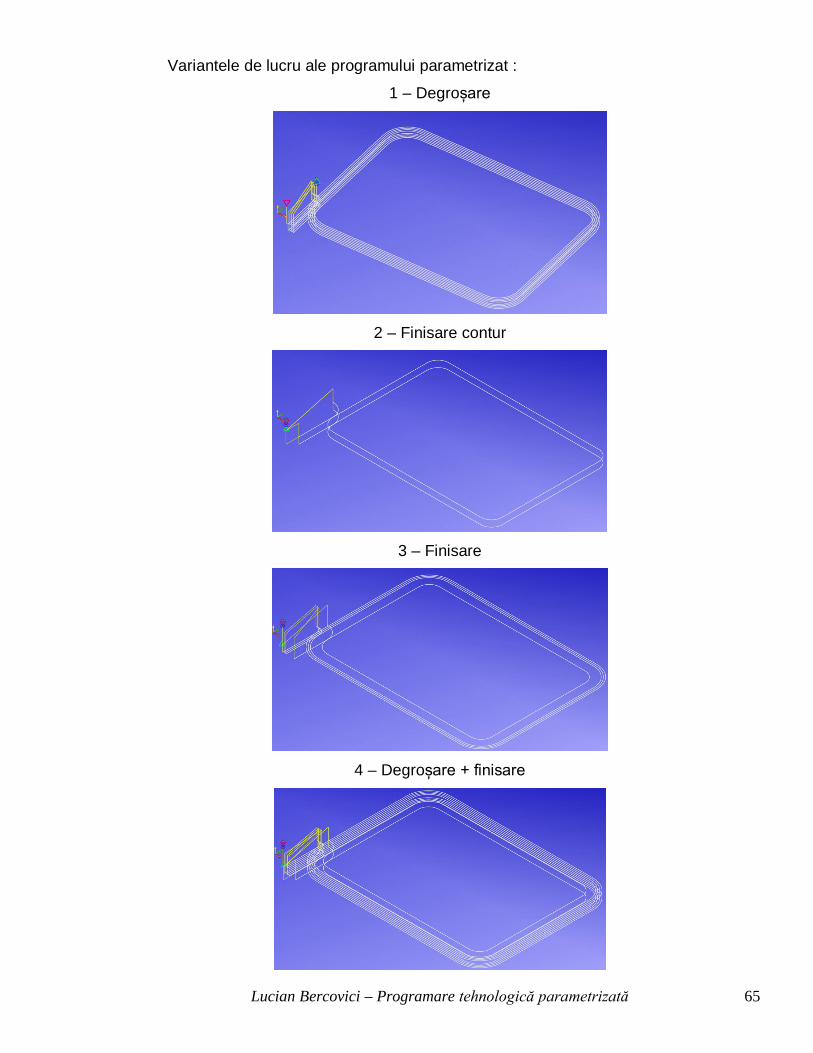
Variantele de lucru ale programului parametrizat :
1 – Degroșare
2 – Finisare contur
3 – Finisare
4 – Degroșare + finisare

Lucian Bercovici – Programare tehnologică parametrizată 75
Variantele de lucru ale programului parametrizat simulate :
1 – Degroșare
2 – Finisare
3 – Finisare contur
4 – Degroșare+finisare

Lucian Bercovici – Programare tehnologică parametrizată 87
- adâncimea buzunarului
- coordonata X a centrului buzunarului
- coordonata Y a centrului buzunarului
Parametrii tehnologici propuși pentru această aplicație sunt următorii:
- diametrul frezei pentru degroșare
- diametrul frezei pentru finisare
- numărul de dinți ai frezei
- viteza de așchiere pentru degroșare
- avansul pe dinte pentru degroșare
- viteza de așchiere pentru finisare
- avansul pe dinte pentru finisare
- pasul de pătrundere
- adaosul de finisare pe profil
- pasul spiralei plane în % față de diametrul frezei
- pasul de pătrundere elicoidală funcție de material
- strategia de prelucrare (1- degroșare; 2- finisare;3- degroșare+finisare)
Calcule tehnologice necesare :
- turația de lucru pentru degroșare
- avansul liniar pentru degroșare
- turația pentru finisare
- avansul pentru finisare
- pasul de prelucrare pe spirală
- pasul de pătrundere elicoidală
Variantele subrutinei se obțin prin modificarea valorilor variabilei/parametrului
aritmetic #20/R3 și sunt : 1 – DEGROSARE 2 – FINISARE 3 – DEGROSARE+FINISARE
Lucian Bercovici – Programare tehnologică parametrizată 99
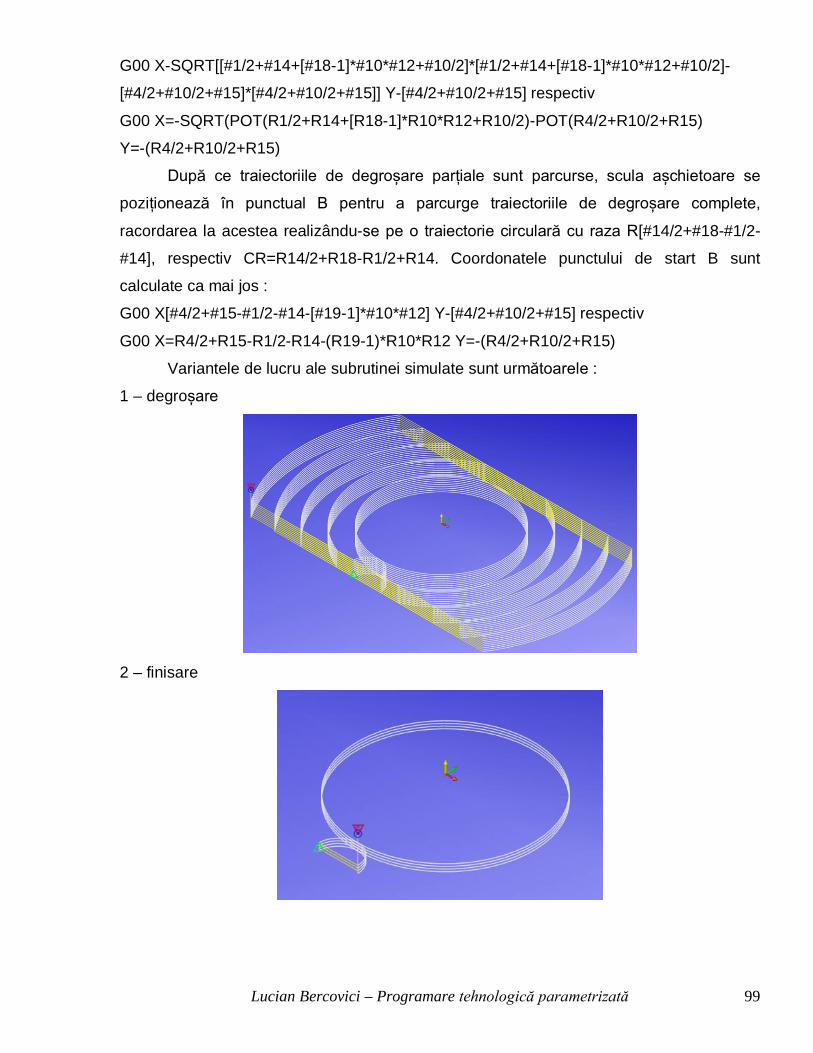
G00 X-SQRT[[#1/2+#14+[#18-1]*#10*#12+#10/2]*[#1/2+#14+[#18-1]*#10*#12+#10/2]-
[#4/2+#10/2+#15]*[#4/2+#10/2+#15]] Y-[#4/2+#10/2+#15] respectiv
G00 X=-SQRT(POT(R1/2+R14+[R18-1]*R10*R12+R10/2)-POT(R4/2+R10/2+R15)
Y=-(R4/2+R10/2+R15)
După ce traiectoriile de degroșare parțiale sunt parcurse, scula așchietoare se
poziționează în punctual B pentru a parcurge traiectoriile de degroșare complete,
racordarea la acestea realizându-se pe o traiectorie circulară cu raza R[#14/2+#18-#1/2-
#14], respectiv CR=R14/2+R18-R1/2+R14. Coordonatele punctului de start B sunt
calculate ca mai jos :
G00 X[#4/2+#15-#1/2-#14-[#19-1]*#10*#12] Y-[#4/2+#10/2+#15] respectiv
G00 X=R4/2+R15-R1/2-R14-(R19-1)*R10*R12 Y=-(R4/2+R10/2+R15)
Variantele de lucru ale subrutinei simulate sunt următoarele :
1 – degroșare
2 – finisare

Lucian Bercovici – Programare tehnologică parametrizată 100
3 – degroșare+finisare
Lucian Bercovici – Programare tehnologică parametrizată 106
3. Bibliografie
1. FANUC Series Oi-MODEL F- Common to Lathe System/Machining Center System –
OPERATOR’S MANUAL B-64604EN/01
2. Advanced SINUMERIK 840D/840Di/810D - Programming Guide 11/2002 Edition,
Siemens
3. Programarea ciclurilor de strunjire in sistemul ISO A. Exercitii de programare – Lucian
Bercovici, 2012, COD ISBN 978-973-0-14037-8
4. Operarea si programarea centrelor de prelucrare comandate numeric – Lucian
Bercovici, 2013, COD ISBN : 978-973-0-14235-8
5. Revista Tehnică și Tehnologie - Strategii de prelucrare prin frezare.prelucrarea
buzunarelor circulare prin metoda spiralei plane cu două centre.algoritm de programare,
Lucian Bercovici, 2014
Recommended

















