
PROJET
Améliorer vos processus grâce à la cartographie de la chaîne de valeur
(Value Stream Mapping)
Manuel de formation

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
3
REMERCIEMENTS Le ministère du Développement économique, de l’Innovation et de l’Exportation (MDEIE) désire remercier les personnes et organismes qui ont permis la présentation de cette session de formation. Expert du contenu :
Marc Chartrand MCC conseil
Production vidéo : Gabor
Témoignages : Thomas & Betts Rapid Snack
Responsable de la session : Patrick Hamelin, MDEIE
Gestion du projet : Thérèse Gravel et Christian Bégin, MDEIE
Collaboration de : Luc Plante, Ysabelle Poulin et André Roy, MDEIE
Publication : Direction des communications et des services à la clientèle, MDEIE © Gouvernement du Québec Tous droits réservés, 2010

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
4
TABLE DES MATIÈRES
PAGE
Introduction ............................................................................................................................................................................................ 5
Module 1 : Amorcer la démarche ............................................................................................................................................................ 7
Module 2 : Cartographie de la chaîne de valeur actuelle .......................................................................................................................13
Module 3 : Cartographie de la chaîne de valeur remaniée .....................................................................................................................22
Module 4 : Élaboration et suivi du plan d’implantation de la chaîne de valeur remaniée ........................................................................47
Module 5 : Cartographie de l’impact environnemental ...........................................................................................................................54
Conclusion .............................................................................................................................................................................................57
Bibliographie et références ....................................................................................................................................................................58
Sites Internet d’intérêt ............................................................................................................................................................................58
Lexique ..................................................................................................................................................................................................58

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
5
INTRODUCTION
BUT DE LA SESSION
Le but de la session est d’inciter les dirigeants et les gestionnaires d’entreprises, principalement manufacturières, à progresser dans leur démarche d’amélioration continue grâce à la vision globale que leur apporte la cartographie de la chaîne de valeur.
OBJECTIFS
• Expliquer les bénéfices de la cartographie de la chaîne de valeur;
• Considérer l’intégration de la cartographie de la chaîne de valeur dans une démarche d’amélioration continue;
• Connaître les étapes d’un exercice de cartographie;
• Être en mesure d’utiliser la cartographie pour quantifier les impacts environnementaux et cibler les activités présentant un potentiel d’amélioration;
• Mettre en pratique :
o la cartographie d’une chaîne de valeur actuelle;
o la cartographie d’une chaîne de valeur remaniée;
o le ciblage des priorités d’amélioration et la préparation d’un plan d’action.
OBJECTIFS ET BÉNÉFICES DE LA CARTOGRAPHIE DE LA CHA ÎNE DE VALEUR
La cartographie de la chaîne de valeur (CCV), le value stream mapping ou VSM en anglais, fait partie de l’univers des gestionnaires de Toyota qui eux la nomment la cartographie des flux de matière et d’information (materials and information flow mapping).
L’objectif ultime du système de production Toyota est de créer un flux unitaire, sans interruption et à la cadence de la demande du client.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
6
La cartographie de la chaîne de valeur fut popularisée en 1998 par Mike Rother et John Shook avec leur livre « Bien voir pour mieux gérer » (Learning to see).
Partant du principe que cartographier une chaîne de valeur n’apporte pas de valeur ajoutée, l’exercice prend toute sa signification lorsque l’on développe sa chaîne de valeur remaniée et que l’on passe à l’action.
La CCV permettra à l’équipe de direction de définir visuellement sa vision stratégique et de démontrer à tous les gestionnaires, sur une base commune, le fonctionnement du système visé et les actions que chacun devront entreprendre afin de concrétiser ce système.
En résumé, les objectifs et les bénéfices de la cartographie de la chaîne de valeur sont :
• de visualiser la chaîne de production dans son entier;
• d’indiquer les causes du gaspillage;
• de fournir une base commune d’échange;
• de démontrer les liens entre les flux de matière et les flux d’information;
• de mettre en lumière les priorités de simplification des flux de matière et d’information;
• de représenter sur une seule page la chaîne de production remaniée (l’état futur);
• de préciser les opportunités d’amélioration;
• de faciliter l’élaboration d’un plan de mise en œuvre global et cohérent.
ACTIVITÉ 1 : MISE EN CONTEXTE (voir cahier d’activités p. 2)

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
7
MODULE 1 : AMORCER LA DÉMARCHE 1 — LE GESTIONNAIRE DE LA CHAÎNE
Afin d’assurer le succès de la démarche, il est impératif de nommer, dès le départ, celui qui sera le gestionnaire de la chaîne de valeur.
Le remaniement d’une chaîne de valeur requiert l’implication de nombreux services de l’entreprise et peut affecter l’organisation du travail et la structure organisationnelle. La création de flux oblige une organisation qui est structurée en départements ou en silos à se restructurer selon ses processus; ce qui a pour effet de modifier le rôle des superviseurs.
Il est donc essentiel que le gestionnaire de la chaîne dispose de l’autorité et ait le leadership nécessaire afin de pouvoir orchestrer les changements à mettre en œuvre. Cette responsabilité revient souvent au président, au directeur général ou au directeur d’usine ou des opérations. Le rôle que jouera le responsable de l’amélioration continue revêt une grande importance, car il sera un facilitateur pour les diverses actions à entreprendre, cependant il n’est pas souhaitable de lui confier la responsabilité de gestionnaire de la chaîne, il sera plutôt son bras droit.
Le rôle du gestionnaire de la chaîne de valeur est de favoriser la création d’un flux continu pour une famille de produits donnée. Pour ce faire, il devra :
• participer à la cartographie de la chaîne actuelle et remaniée;
• élaborer le plan d’implantation;
• communiquer la direction à prendre à tout le personnel affecté par les changements;
• assurer la communication entre les différents services ou fonctions de l’entreprise impliqués dans les changements;
• coordonner les activités du plan d’implantation;
• aller au gemba*(voir page suivante) quotidiennement et vérifier l’avancement du plan d’implantation;
• faciliter la résolution de problèmes émergeant de l’implantation;
• définir les nouveaux rôles des superviseurs ainsi que les objectifs;
• favoriser la participation active et la recherche de résultats.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
8
2 — L’IDENTIFICATION DE L’ÉQUIPE DE TRAVAIL
L’exercice que vous êtes sur le point d’entreprendre suscite une orientation stratégique de l’organisation. L’équipe de travail devrait donc être composée des joueurs clés et des superviseurs qui représentent diverses fonctions de l’entreprise, telles que :
• les ressources humaines;
• la logistique et la planification;
• la production;
• l’ingénierie;
• l’amélioration continue;
• le gestionnaire de la chaîne de valeur.
Il est fortement recommandé de se faire accompagner par un mentor. Le mentor maîtrise les concepts et les outils de la production à valeur ajoutée. Fort de son expérience dans la réalisation de nombreux projets de création de flux continu, il saura guider l’équipe à bon port en la confrontant à ses propres paradigmes qui sont souvent les causes qui obstruent le flux, donc la création de valeur.
Aller au gemba
Chez Toyota, le gemba est le lieu où se crée la valeur; c’est le point névralgique de toute l’organisation. Vu de cette façon, on comprend pourquoi leurs gestionnaires y accordent tant d’importance. Le gemba est d’ailleurs leur seule raison d’exister. Puisqu’un gestionnaire ne crée aucune valeur, il comprend que sa valeur pour l’organisation consiste à faciliter la création de valeur au gemba. Le gemba nous renseigne, il est la source la plus fiable d’information en tant réel, il nous pointe les problèmes ainsi que les bons coups. Dans une entreprise manufacturière, le gemba est le plancher d’usine, dans une entreprise orientée R-D, ça peut être les laboratoires alors que dans un commerce, c’est la surface du magasin.
La cartographie de la chaîne de valeur actuelle se fera donc directement au gemba avec une feuille de papier quadrillée 11 x 17 et un crayon à mine, en marchant le processus de production de l’aval, le plus près possible du client, soit l’expédition, vers l’amont, soit la réception des matières.
Fournisseur/amont Client/aval

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
9
3 — SÉLECTION DE LA FAMILLE DE PRODUITS À CARTOGRAP HIER
Il est recommandé de pratiquer la cartographie de la chaîne de valeur en ne cartographiant qu’une seule famille de produits à la fois. Lorsque la technique sera maîtrisée, il sera possible d’élaborer des cartes de modèles mixtes (réf. : Creating mixed model value streams, Kevin J. Duggan; Productivity press). Dans le cadre de cette formation, nous nous concentrerons sur la cartographie de chaînes de valeur d’une seule famille de produits.
Une famille de produits est un ensemble de produits qui subissent un traitement semblable (passent par les mêmes opérations ou équipements).
Voici quelques règles pour faciliter l’identification des familles de produits :
1- Regrouper, lorsque c’est possible, l’ensemble des produits dans une seule famille.
Dans certaines organisations, c’est possible de regrouper l’ensemble des produits dans une seule famille lorsque les gammes de fabrication sont similaires pour tous les produits. (ex. : boulangerie, fenêtres en PVC, armoires de cuisine en mélamine).
2- Considérer le point de vue du client.
Une famille de produits est souvent associée à un ensemble de produits d’un même client qui suit des étapes de fabrication similaires et est commandé selon une quelconque régularité. (ex. : pièces d’intérieur d’avion, composantes de moteur pour l’industrie automobile, mobilier pour chaîne de magasin).
3- Bâtir une matrice produits/procédés.
L’utilisation d’une matrice produits/procédés devient essentielle dans le cas des systèmes de fabrication ayant beaucoup de procédés très diversifiés, de nombreux clients, un grand nombre de produits (quelques centaines) et des gammes de fabrication variées (ex. : fabrication de portes sur mesure : à âmes vides, laminées, en acier, plaquées, usinées, peinturées, assemblées, vitrées, etc.).

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
10
Voici un exemple de matrice produits/procédés :
Procédés
Matrice produits / procédés
Produits Scie
Cisai
lle 1
Cisai
lle 2
Cisai
lle 3
Press
e 1
Press
e 2
Press
e 3
Press
e 4
Poinç
onne
use
CNC
Soude
use
à pt
1Sou
deus
e à
pt 2
Soude
use
Mig
1Sou
deus
e M
ig 2
Tour
sFr
aise
use
Solut
ion
Peint
ure
Cadres de portes x x x x
Poignées x x x x x
Attaches x x x x x
Couvercles x x x x x x x
Portes x x x x x
Panneaux x x x x x
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
11
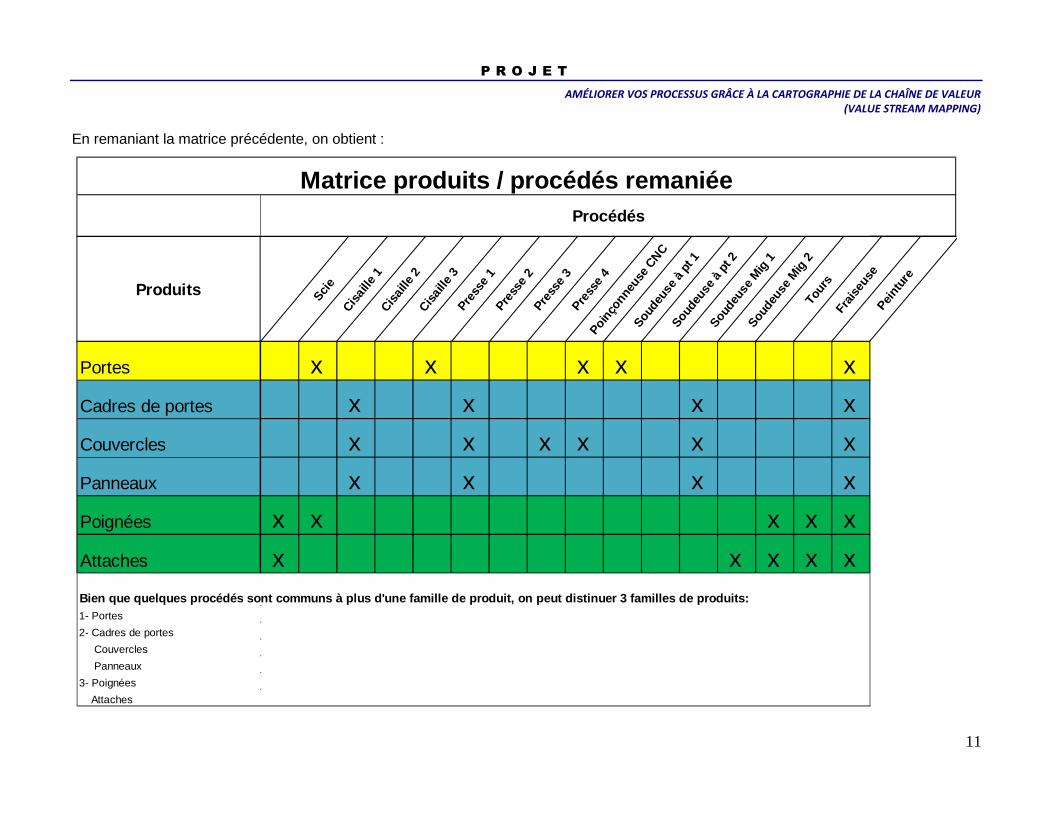
En remaniant la matrice précédente, on obtient :
Procédés
Matrice produits / procédés remaniée
Produits Scie
Cisai
l le 1
Cisai
lle 2
Cisai
l le 3
Pres
se 1
Press
e 2
Pres
se 3
Press
e 4
Poin
çonn
euse
CNC
Soude
use
à pt
1So
udeu
se à
pt 2
Soude
use
Mig
1Sou
deus
e M
ig 2
Tour
sFr
aise
use
Peint
ure
Portes x x x x x
Cadres de portes x x x x
Couvercles x x x x x x
Panneaux x x x x
Poignées x x x x x
Attaches x x x x x
1- Portes
2- Cadres de portes
Couvercles
Panneaux
3- Poignées
Attaches
Bien que quelques procédés sont communs à plus d'un e famille de produit, on peut distinuer 3 familles de produits:

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
12
Une fois les familles de produits identifiées, définissez sur quelle famille vous désirez entreprendre l’exercice. Rappelez-vous que le but n’est pas de cartographier toutes les familles de produits, mais d’agir sur des aspects névralgiques de l’organisation.
Pour débuter votre démarche de CCV, vous pouvez sélectionner une famille de produits selon les critères suivants :
• la plus grande proportion du volume d’affaires;
• une forte croissance dont on ne contrôle pas très bien les procédés;
• ne répond pas aux besoins du client;
• présente un grand potentiel de succès, car les procédés de cette famille sont généralement indépendants des autres familles.
Type de flux
Le mot « flux » signifie circulation, on peut donc parler de flux de véhicules, de flux sanguin, de flux conceptuel ou de flux de production.
Le flux de production s’applique au cheminement de la matière première; du fournisseur jusqu’au client. Pour transformer la matière, un système d’information est requis afin de donner les directives aux divers centres de travail. La présente formation couvre le flux de production dans sa totalité, ainsi la cartographie de la chaîne de valeur représentera à la fois les flux de matière et les flux d’information.
Les flux de matières seront représentés dans la moitié inférieure de la carte tandis que les flux d’information le seront dans la moitié supérieure.
Ayez ceci en mémoire :
Augmentez le flux = augmentez la valeur = enchantez votre client
Afin de vous donner un aperçu d’une chaîne de valeu r en flux poussé, référez-vous au tiré à part.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
13
MODULE 2 : CARTOGRAPHIE DE LA CHAÎNE DE VALEUR ACTUE LLE
La cartographie d’une chaîne de valeur se fait en utilisant diverses icônes, représentant une activité ou un état de la situation, qui sont disposés selon un cheminement structuré. Le module 2 présente les icônes couramment utilisées dans la cartographie d’une chaîne de valeur à flux poussé. De plus, ils sont présentés selon l’ordre dans lequel ils doivent apparaître sur la carte de la chaîne de valeur actuelle.
Le système de production en flux poussé est celui où chaque procédé transforme ses intrants de façon à maximiser sa propre efficacité et les pousse au procédé suivant, sans se préoccuper des besoins de ce dernier. En flux poussé, on se dit que plus on a d’avance sur le procédé suivant, moins nous sommes vulnérables aux pannes, aux ruptures de stock, aux absences et aux problèmes qui sont sujet d’apparaître.
PHASE 1 : LA CARTOGRAPHIE DES FLUX DE MATIÈRES
Dans un premier temps, vous cartographierez les flux de matières en suivant les étapes ci-dessus.
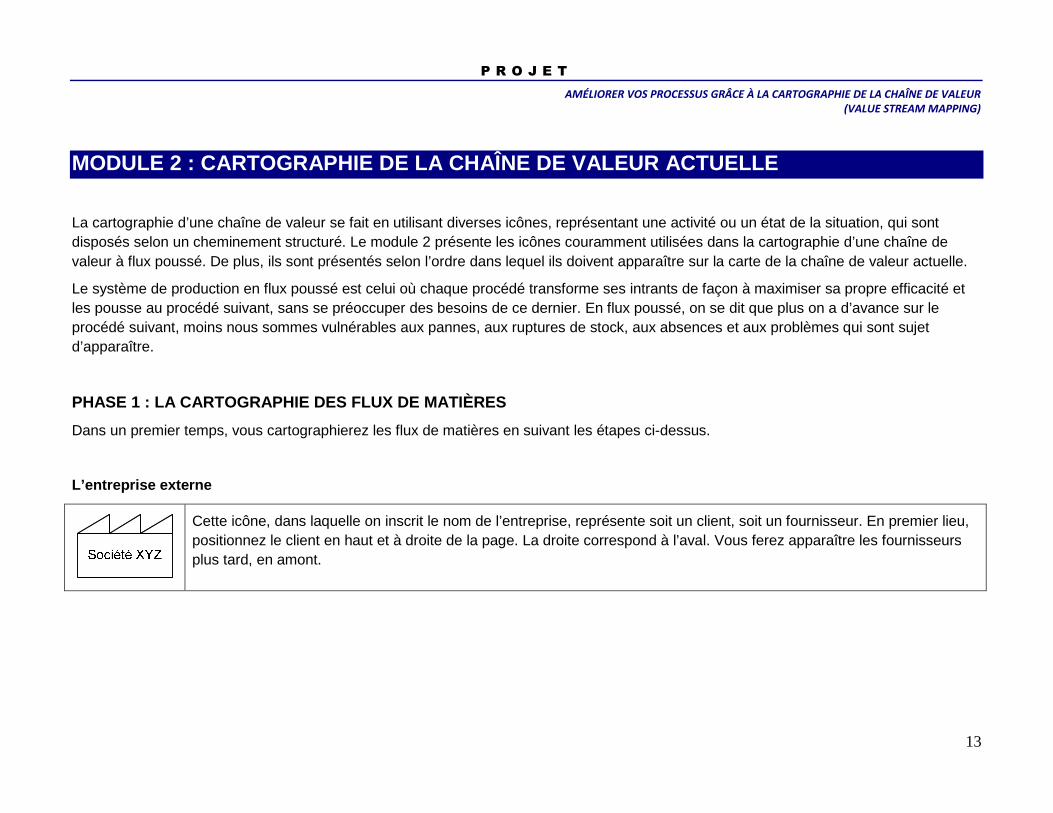
L’entreprise externe
Cette icône, dans laquelle on inscrit le nom de l’entreprise, représente soit un client, soit un fournisseur. En premier lieu, positionnez le client en haut et à droite de la page. La droite correspond à l’aval. Vous ferez apparaître les fournisseurs plus tard, en amont.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
14
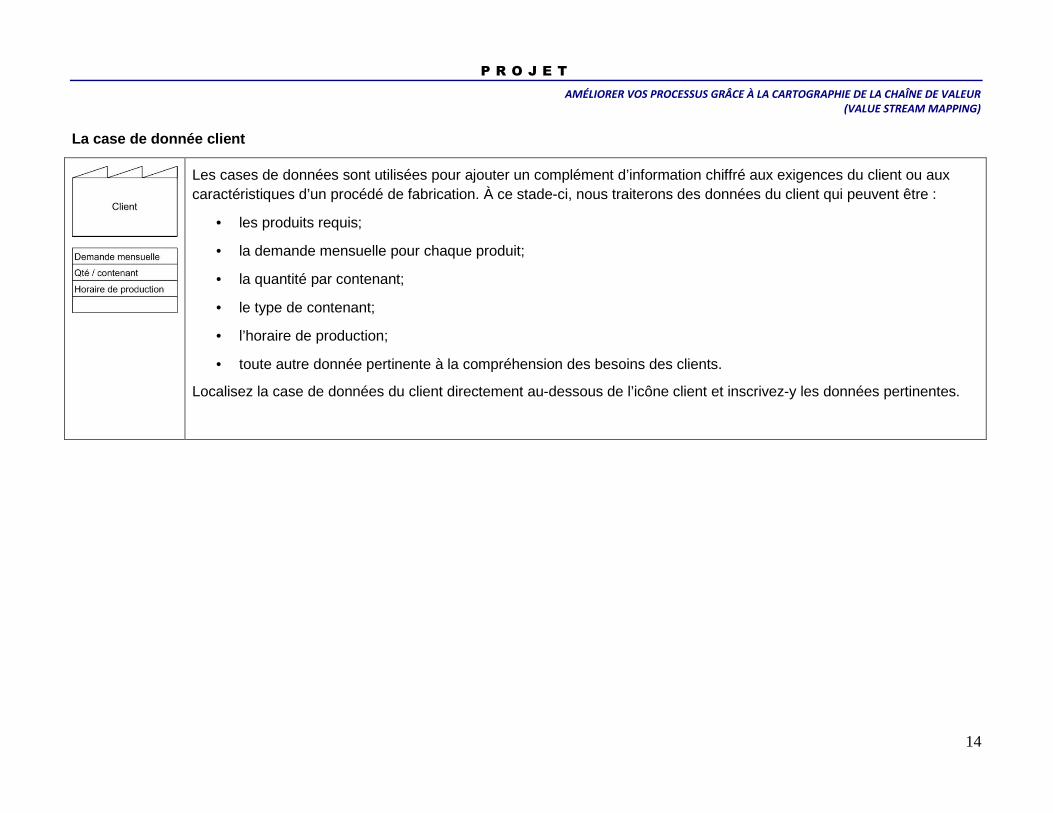
La case de donnée client
Les cases de données sont utilisées pour ajouter un complément d’information chiffré aux exigences du client ou aux caractéristiques d’un procédé de fabrication. À ce stade-ci, nous traiterons des données du client qui peuvent être :
• les produits requis;
• la demande mensuelle pour chaque produit;
• la quantité par contenant;
• le type de contenant;
• l’horaire de production;
• toute autre donnée pertinente à la compréhension des besoins des clients.
Localisez la case de données du client directement au-dessous de l’icône client et inscrivez-y les données pertinentes.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
15
La case de procédé
Les cases de procédé sont disposées dans la partie inférieure de la carte. On utilise une case de procédé pour chaque procédé de transformation. Un procédé est défini comme étant une unité de travail qui prend un intrant et produit un extrant dans un flux continu.
Par exemple, une cellule de fabrication en flux continu de 4 machines sera représentée par une seule case de procédé.
Le nom du procédé est inscrit dans la partie supérieure de la case de procédé. L’assemblage et l’expédition sont considérés des procédés.
Tracez les cases de procédés dans la moitié inférieure de la carte, de droite à gauche, de l’aval vers l’amont; de l’expédition vers la première étape de transformation.
On retrouve fréquemment des flux de fabrication parallèle (ex. : fabrication de pièces en bois et parallèlement de pièces en métal qui se rejoignent à l’assemblage), alors les flux seront représentés sur des niveaux différents.
Assemblage
Pièces de bois
Pièces de métal

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
16
Les opérateurs
Ce symbole illustre un opérateur, combiné à un chiffre et inséré dans une case de procédé, il indique le nombre d’employés affectés au procédé en question.
La case de données de procédé
Chaque case de procédé est obligatoirement accompagnée de sa case de données. Cette dernière est disposée sous la case de procédé. Les données généralement recueillies sont :
• Rythme de fabrication (Rth en sec ou en min) C’est le temps écoulé entre la fabrication d’une pièce et la fabrication de la pièce suivante, mesurée à un même point du procédé.
• Temps à valeur ajoutée ou de transformation (TV en sec ou en min) C’est le temps écoulé lors de la transformation du produit par le procédé en question. Le rythme et le TV sont identiques dans les procédés où une seule machine ou un seul assembleur font partie de ce procédé. Parfois, il est pertinent de scinder le TV en :
o Temps réel (TR ) : le temps tel que compilé par le système d’acquisition de temps (feuille de temps, scan). o Temps standard (TStd) : le temps attribué à l’opération et qui est généralement utilisé dans les estimés ou en planification. Recenser ces deux données permet de soulever les écarts importants et d’approfondir l’analyse.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
17
• Délai d’exécution (DE en sec ou min) Le temps écoulé entre le moment où une matière est manipulée pour l’exécution de la première étape du procédé jusqu'au moment où elle est prélevée suite à sa dernière transformation (ex. : une ligne de peinture ayant 3 étapes de peinture et un four de séchage. Le délai d’exécution pourra être de deux heures).
• Temps de mise en course (TMC en min ou en heure) Le TMC est le temps écoulé entre la dernière pièce d’un lot et la première bonne pièce du lot suivant.
• Durée de travail (DT en heure ou en quart de travai l) Cette donnée indique la durée planifiée où le procédé est en opération. On exclut de la durée de travail, les pauses, les maintenances préventives, les nettoyages et les réunions.
• Temps utilisable (TU en heure, ou en %) C’est la portion de la durée de travail qui peut être pris par le procédé pour la famille de produits à l’étude.
• Lot (lot = qté) : Quantité de composantes constituant un lot de fabrication.
• Non-conformité (NC en %) Pourcentage de rejets.
• Taux de rendement global (TRG en %) 1 Le TRG est une mesure de rendement des machines qui tient compte de trois taux : TRG = taux de disponibilité x taux d’efficacité x taux de qualité.
1 : le MDEIE offre une formation MPA sur le TRG. Consulter le site internet du MDEIE (http://www.mdeie.gouv.qc.ca/index.php?id=2253)
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
18
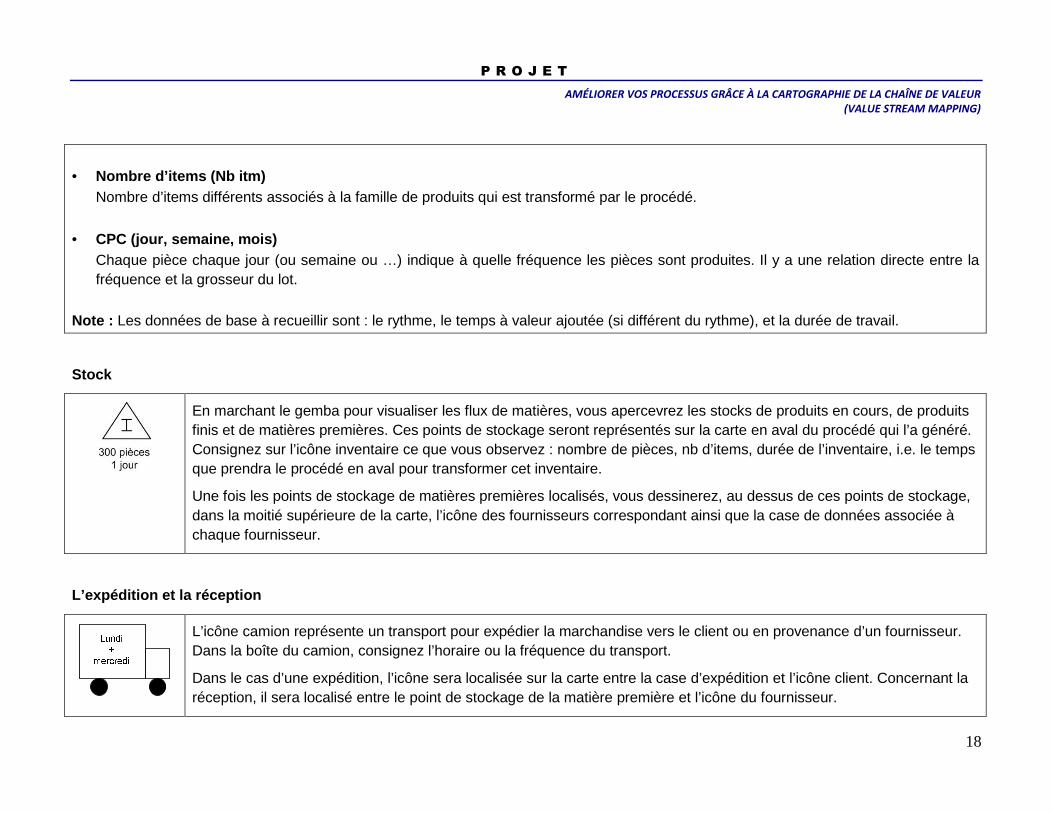
• Nombre d’items (Nb itm) Nombre d’items différents associés à la famille de produits qui est transformé par le procédé.
• CPC (jour, semaine, mois) Chaque pièce chaque jour (ou semaine ou …) indique à quelle fréquence les pièces sont produites. Il y a une relation directe entre la fréquence et la grosseur du lot.
Note : Les données de base à recueillir sont : le rythme, le temps à valeur ajoutée (si différent du rythme), et la durée de travail.
Stock
En marchant le gemba pour visualiser les flux de matières, vous apercevrez les stocks de produits en cours, de produits finis et de matières premières. Ces points de stockage seront représentés sur la carte en aval du procédé qui l’a généré. Consignez sur l’icône inventaire ce que vous observez : nombre de pièces, nb d’items, durée de l’inventaire, i.e. le temps que prendra le procédé en aval pour transformer cet inventaire.
Une fois les points de stockage de matières premières localisés, vous dessinerez, au dessus de ces points de stockage, dans la moitié supérieure de la carte, l’icône des fournisseurs correspondant ainsi que la case de données associée à chaque fournisseur.
L’expédition et la réception
L’icône camion représente un transport pour expédier la marchandise vers le client ou en provenance d’un fournisseur. Dans la boîte du camion, consignez l’horaire ou la fréquence du transport.
Dans le cas d’une expédition, l’icône sera localisée sur la carte entre la case d’expédition et l’icône client. Concernant la réception, il sera localisé entre le point de stockage de la matière première et l’icône du fournisseur.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
19
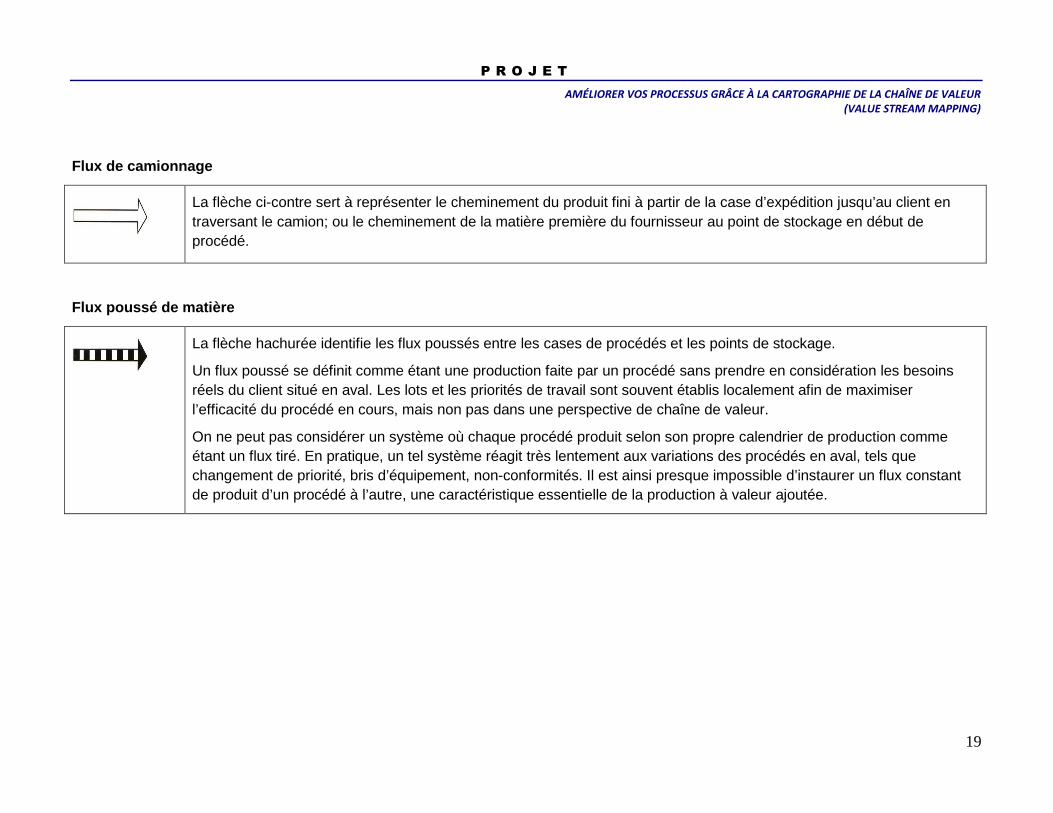
Flux de camionnage
La flèche ci-contre sert à représenter le cheminement du produit fini à partir de la case d’expédition jusqu’au client en traversant le camion; ou le cheminement de la matière première du fournisseur au point de stockage en début de procédé.
Flux poussé de matière
La flèche hachurée identifie les flux poussés entre les cases de procédés et les points de stockage.
Un flux poussé se définit comme étant une production faite par un procédé sans prendre en considération les besoins réels du client situé en aval. Les lots et les priorités de travail sont souvent établis localement afin de maximiser l’efficacité du procédé en cours, mais non pas dans une perspective de chaîne de valeur.
On ne peut pas considérer un système où chaque procédé produit selon son propre calendrier de production comme étant un flux tiré. En pratique, un tel système réagit très lentement aux variations des procédés en aval, tels que changement de priorité, bris d’équipement, non-conformités. Il est ainsi presque impossible d’instaurer un flux constant de produit d’un procédé à l’autre, une caractéristique essentielle de la production à valeur ajoutée.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
20
PHASE 2 : LA CARTOGRAPHIE DES FLUX D’INFORMATION
Après avoir cartographié le flux de matières, vous indiquerez les flux d’information mis en œuvre pour produire et livrer des produits conformément aux besoins des clients.
Les flux d’information sont cartographiés dans la partie supérieure de la carte selon la séquence suivante :
La case de service
Les cases de service représentent les étapes majeures de traitement de l’information (ex. : ingénierie, planification, achats, logistique). Vous disposerez les cases de service en ligne avec l’icône client, de droite à gauche, c’est à dire selon le flux d’information du client au fournisseur. Inscrivez le nom du service dans la partie supérieure de la case et le système impliqué dans sa partie inférieure.
La case d’information
Cette icône indique la nature de l’information qui circule. Cela peut être un document papier ou virtuel. Disposez les cases d’information entre l’émetteur et le récepteur de l’information en question. Il peut s’agir d’un client, d’un service, d’un fournisseur ou d’un procédé.
La flèche de flux d’information
La flèche indique un flux d’information. Celle constituée d’une ligne continue indique un flux d’information papier, tandis que la ligne discontinue est utilisée pour un flux d’information virtuelle. Tracez les flèches de flux d’information de l’émetteur aux récepteurs en passant sous la case d’information correspondante au flux représenté.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
21
Le contrôle de visu
Les contrôles de visu indiquent les endroits où les employés prennent connaissance du calendrier de fabrication afin de déterminer leur priorité de travail. Indiquez sur la carte les contrôles de visu afin de visualiser où le flux ne suit pas les critères « premier entré, premier sorti ».
PHASE 3 : LE TRAÇAGE DE LA LIGNE DE TEMPS
La ligne de temps indique la répartition du temps constituant le délai de fabrication.
Vous tracerez la ligne de temps tout en bas de la carte et compilerez les résultats de la façon suivante :
La ligne de temps
La ligne supérieure représente un temps mort dans le processus, soit un stockage. Tracez le trait sous un point de stockage et inscrivez la durée du stock que vous avez consigné sous l’icône stock correspondante.
Tracez ensuite la ligne inférieure, sous une case de procédé et indiquez le temps à valeur ajoutée requis pour transformer l’équivalent d’une unité de produit fini.
Répétez l’exercice du début de la chaîne de valeur, soit de l’entreposage des matières jusqu’à l’expédition.
Effectuez la somme de tous les temps et inscrivez-la dans la case « délai de fabrication », puis la somme des temps à valeur ajoutée.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
22
ACTIVITÉ 2 : CARTOGRAPHIE DE LA CHAÎNE DE VALEUR AC TUELLE CHEZ VAP ( voir cahier d’activités p. 3) ACTIVITÉ 3 : TÉMOIGNAGES VIDÉO ( voir cahier d’activités p. 3)
MODULE 3 : CARTOGRAPHIE DE LA CHAÎNE DE VALEUR REMAN IÉE
La chaîne de valeur idéale est celle où chaque procédé ne produit que la quantité requise par le procédé suivant au moment où il en a besoin. De cette façon, les délais sont les plus courts, la qualité est améliorée et les coûts réduits.
En analysant la chaîne de valeur actuelle, vous observerez de multiples sources de gaspillage, une des plus flagrantes est la surproduction qui se traduit par de nombreux points de stockage. Surproduire c’est produire plus ou plus rapidement que requis.
En voulant éliminer la surproduction vous devrez agir sur ses causes, notamment l’optimisation de l’efficacité d’un procédé sans tenir compte des besoins du procédé suivant. La surproduction engendre de nombreuses pertes telles que : de multiples manutentions des lots de pièces, des frais administratifs cachés pour consigner l’inventaire de pièces, des problèmes de qualité qui surgissent à la dernière minute et qui monopolisent beaucoup de personnel pour corriger le problème, de l’espace de plancher utilisé à entreposer plutôt qu’à transformer, de longs délais de livraison, et enfin, des coûts pour lesquels le client ne veut pas payer.
Pour remanier votre chaîne de valeur, vous suivrez les sept directives de Toyota.
DIRECTIVE 1 : AJUSTER LE RYTHME DE PRODUCTION AU TE MPS TAKT
La première étape de la cartographie de la chaîne de valeur remaniée est de définir le temps takt et de l’inscrire dans la case de données du client.
En allemand, takt signifie « mesure ». Certaines définitions réfèrent à takt comme la baguette d'un chef d'orchestre.
Le temps takt est la cadence à laquelle le client exige que votre société fabrique ses produits.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
23
Le temps takt est le nombre de minutes de travail par jour divisées par le nombre de commandes par jour.
Nm = nombre de minutes travaillées par jour (minutes/jour)
NC = nombre d’unités à produire par jour pour répondre aux commandes client (unités / jour)
Le temps takt (minutes/unité) = Nm / NC
Validez par la suite que le rythme de chacun des procédés soit en mesure de suivre le temps takt. Repérez les goulots et songez à des solutions qui leur permettront de suivre la cadence telles que :
• réduire les temps de mise en course;
• croiser les horaires de pause et de dîner pour accroître le temps de disponibilité du procédé;
• améliorer les méthodes de travail, le temps supplémentaire ou l’ouverture d’un autre quart de travail.
DIRECTIVE 2 : ÉTABLISSEZ UN FLUX CONTINU DÈS QU’IL Y A UNE POSSIBILITÉ DE LE FAIRE
Pour établir un flux continu, il s’agit de regrouper divers procédés selon l’ordre de fabrication des produits. Ce regroupement se nomme cellule manufacturière.
Les schémas à la page suivante démontrent la réduction substantielle de délai lorsqu’on passe d’un flux poussé à un flux continu. La fabrication en flux poussé consiste à transformer le lot au complet au sein d’un procédé de production, puis de le pousser dans l’aire d’attente du procédé suivant et ainsi de suite alors que le flux continu vise à faire circuler les pièces dans la cellule, d’une étape à l’autre sans interruption ni stockage intermédiaire.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
24
Fabrication en flux poussé
La fabrication s’effectue en lots de 100 pièces qu’on attend de compléter avant de le déplacer dans une aire d’en-cours, et de là, au poste de travail suivant.
100 pièces1 min./pièce
100 pièces2 min./pièce 100 pièces
1.5 min./pièce
Temps à la sortie:100 min.
4h(240 min)
Temps à la sortie:880 min.
temps à la sortie:440 min.
B
C
A
D
100 pièces2 min/pièce
E Lot de 100 pièces complété après: 1710 min. ou 28.5 heures = 4 jours
100 pièces1 min./pièce
4h(240 min)
4h(240 min)
4h(240 min)
Temps à la sortie:1270 min.
Légende :
= Entreposage de l’en-cours
= Cheminement des produits
=
= = Procédé de transformation

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
25
Fabrication en flux continu
Lot de 100 pièces complété après 205.5 min = 3h 25 min.
Le flux unitaire élimine les délais, les attentes et les transports
A
100 pièces1 min./pièce
0.0 1 min
C
2 min 4 min
D
4 min 5.5 min
B
1 min 2 min
100 pièces1 min./pièce
100 pièces2 min./pièce
100 pièces1.5 min./pièce
E
5.5 min 7.5 min
100 pièces2 min./pièce
Tempsd’entrée
TempsD’entrée
Tempsd’entrée
Tempsd’entrée
Tempsd’entrée
Tempsde sortie
Tempsde sortie
Tempsde sortie
Tempsde sortie
Tempsde sortie
La séquence la plus longue donne le rythme à la cellule = 2 min, mais est-ce efficace?
Note : En organisant les postes de travail en cellule avec un flux continu, on élimine les aires d’attente et dès qu’une pièce est complétée, elle est transférée au poste de travail suivant avec pour résultat que la première pièce sort après 7,5 minutes et qu’il sort ensuite une pièce aux 2 minutes.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
26
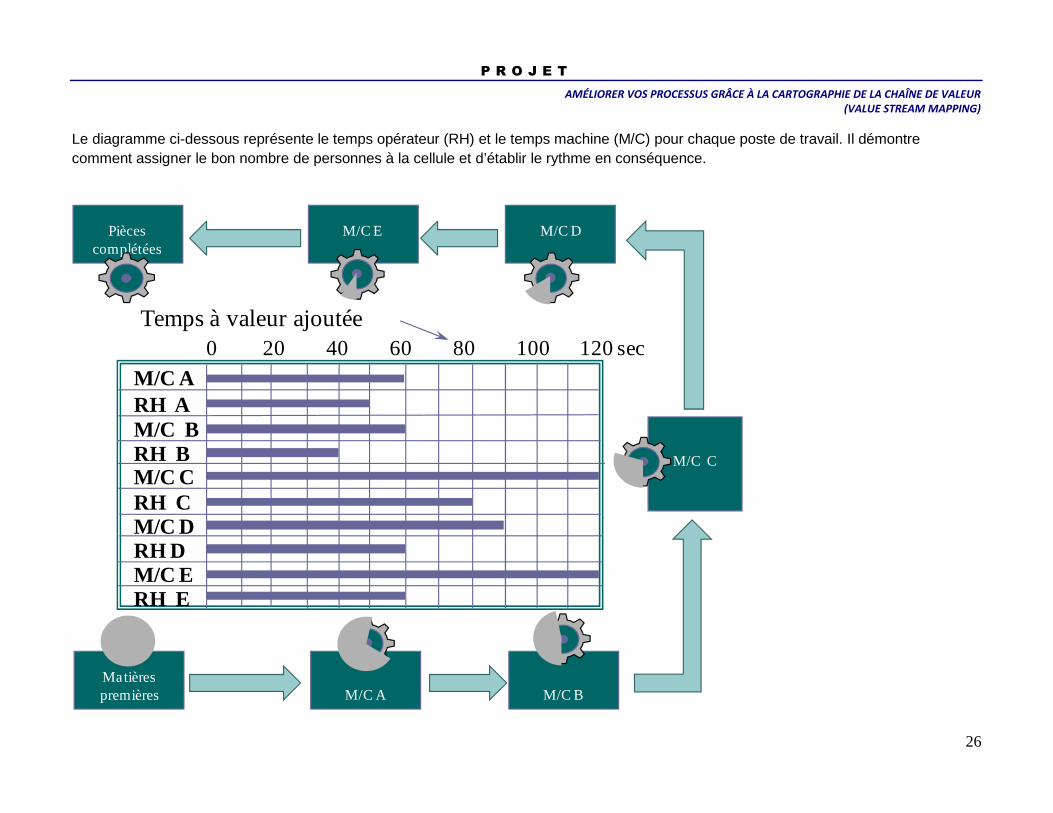
Le diagramme ci-dessous représente le temps opérateur (RH) et le temps machine (M/C) pour chaque poste de travail. Il démontre comment assigner le bon nombre de personnes à la cellule et d’établir le rythme en conséquence.
M/C ARH AM/C BRH B
RH CM/C C
M/C DRH DM/C ERH E
0 20 40 60 80 100 120 secTemps à valeur ajoutée
M/C A M/C B
M/C C
M/C DM/C EPièces complétées
Matières premières

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
27
Nombre optimal d’employés = ∑ temps d’opération manuelle = 290 sec
Rythme (2 minutes) 120 sec
= 2.4 employés
Puisqu’il est impossible d’affecter 4 employés à une cellule, trois options sont envisageables :
1. Assigner 2 employés qui seront efficaces à 100 %, mais diminuera le rythme de la cellule à : 290 sec/ 2 = 145 sec. Cette solution est satisfaisante si le rythme ainsi atteint est inférieur ou égal au cycle de production, sinon :
2. Assigner 3 employés efficaces à 80 %, mais avec un rythme de 120 sec.
3. Améliorer les étapes de travail manuel afin de diminuer le temps total manuel à 240 secondes pour opérer à 2 employés au rythme de 120 sec et à 100 % d’efficacité.
L’icône pour représenter une cellule sera une seule case de procédé :
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
28
DIRECTIVE 3 : GÉNÉREZ UN FLUX TIRÉ AVEC DÉPÔT KANBA N POUR RÉGULARISER LE FLUX DE PRODUCTION AUX
ENDROITS OÙ LE FLUX CONTINU EST INTERROMPU
Pour plusieurs raisons, certains procédés ne pourront pas être liés par un flux continu, par exemple :
• les rythmes de fabrication des items sont très longs ou très courts par rapport au procédé client;
• les procédés sont utilisés dans la fabrication de plusieurs familles de produits (ex. : poinçonneuse à commande numérique, presse à estamper, moulage à injection);
• les temps de mise en course sont longs.
Dans le système de production à valeur ajoutée, la première prérogative est la satisfaction des besoins des clients. Afin de lier les clients, acheteurs des biens de l’entreprise, avec tous les procédés de celle-ci, on établira une chaîne client-fournisseur interne de telle sorte que chacun des procédés est le client du procédé qui le précède et est aussi le fournisseur du procédé suivant.
Ainsi, en établissant cette relation client-fournisseur interne et en implantant une culture de satisfaction des besoins des clients, on améliore la livraison à temps, complète et conforme.
On peut être tenté de planifier de façon autonome la production de ces procédés, avec un système MRP (* materials requirements planning, référer à une définition en bas de page ou au lexique) par exemple, ce qui aura pour effet de créer un flux poussé quand le débit de production est supérieur au processus en aval. Rappelez-vous que le flux poussé engendre la surproduction.
Il faut plutôt chercher à relier les procédés indépendants par un flux tiré.
Le flux tiré est effectif lorsque c’est le procédé client, en aval, qui contrôle le débit de production du procédé fournisseur, en amont.
Pour ce faire, deux techniques sont envisageables :
1. Le système kanban;
2. Le couloir PEPS (premier entré, premier sorti).
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
29
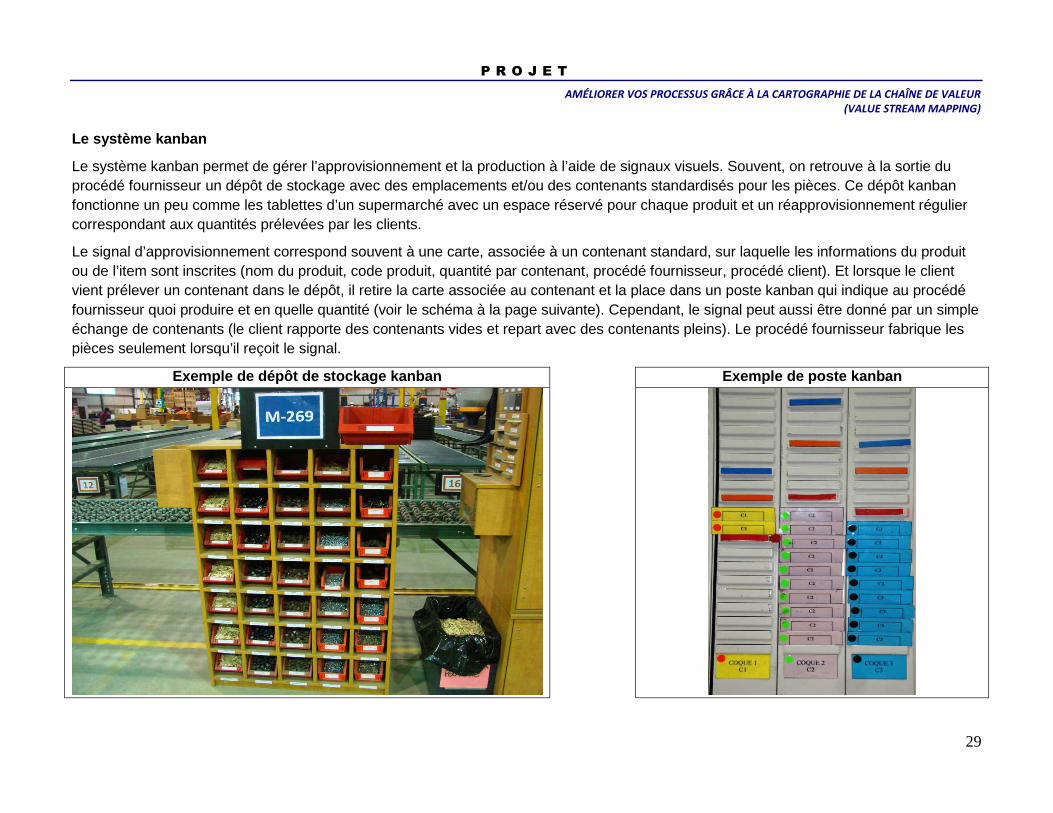
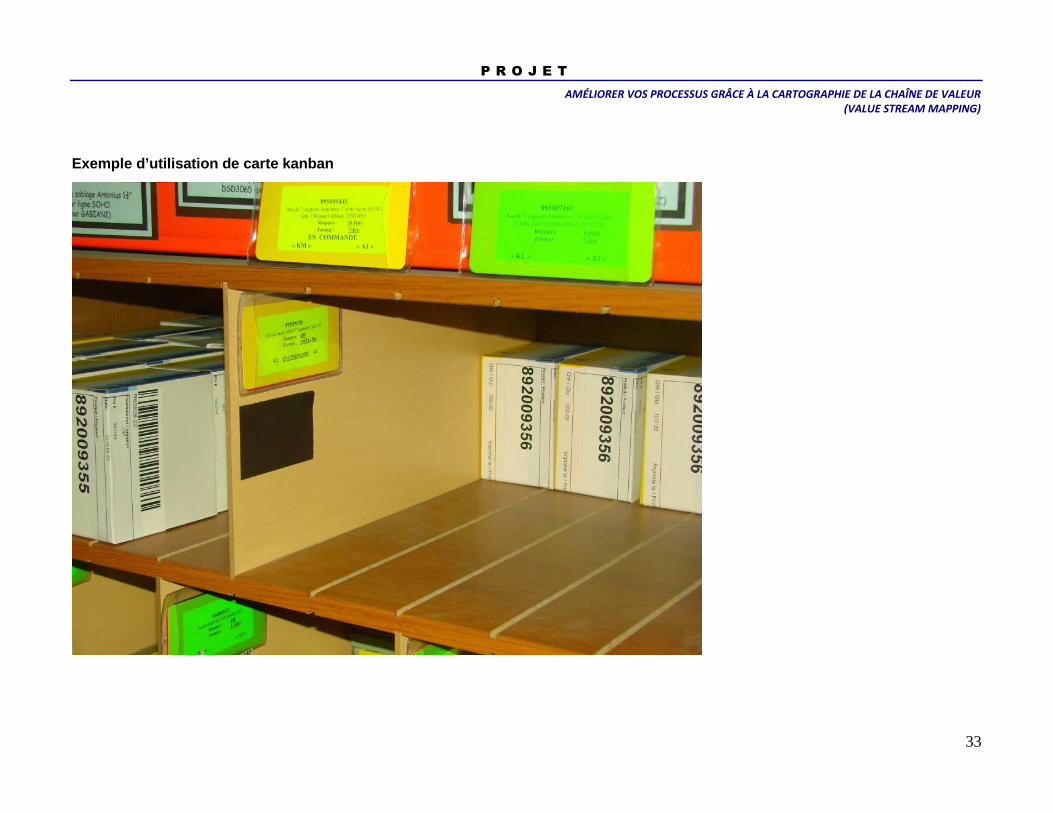
Le système kanban
Le système kanban permet de gérer l’approvisionnement et la production à l’aide de signaux visuels. Souvent, on retrouve à la sortie du procédé fournisseur un dépôt de stockage avec des emplacements et/ou des contenants standardisés pour les pièces. Ce dépôt kanban fonctionne un peu comme les tablettes d’un supermarché avec un espace réservé pour chaque produit et un réapprovisionnement régulier correspondant aux quantités prélevées par les clients.
Le signal d’approvisionnement correspond souvent à une carte, associée à un contenant standard, sur laquelle les informations du produit ou de l’item sont inscrites (nom du produit, code produit, quantité par contenant, procédé fournisseur, procédé client). Et lorsque le client vient prélever un contenant dans le dépôt, il retire la carte associée au contenant et la place dans un poste kanban qui indique au procédé fournisseur quoi produire et en quelle quantité (voir le schéma à la page suivante). Cependant, le signal peut aussi être donné par un simple échange de contenants (le client rapporte des contenants vides et repart avec des contenants pleins). Le procédé fournisseur fabrique les pièces seulement lorsqu’il reçoit le signal.
Exemple de dépôt de stockage kanban Exemple de poste kanban

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
30
Le schéma ci-dessous représente le fonctionnement d u système kanban.
Fabrication
K
K
Consommation
K
K
K
K
K
Poste Kanban
Contenant plein
Contenant plein
Dépôt KanbanProcédé fournisseur Procédé client
Aval Amont
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
31
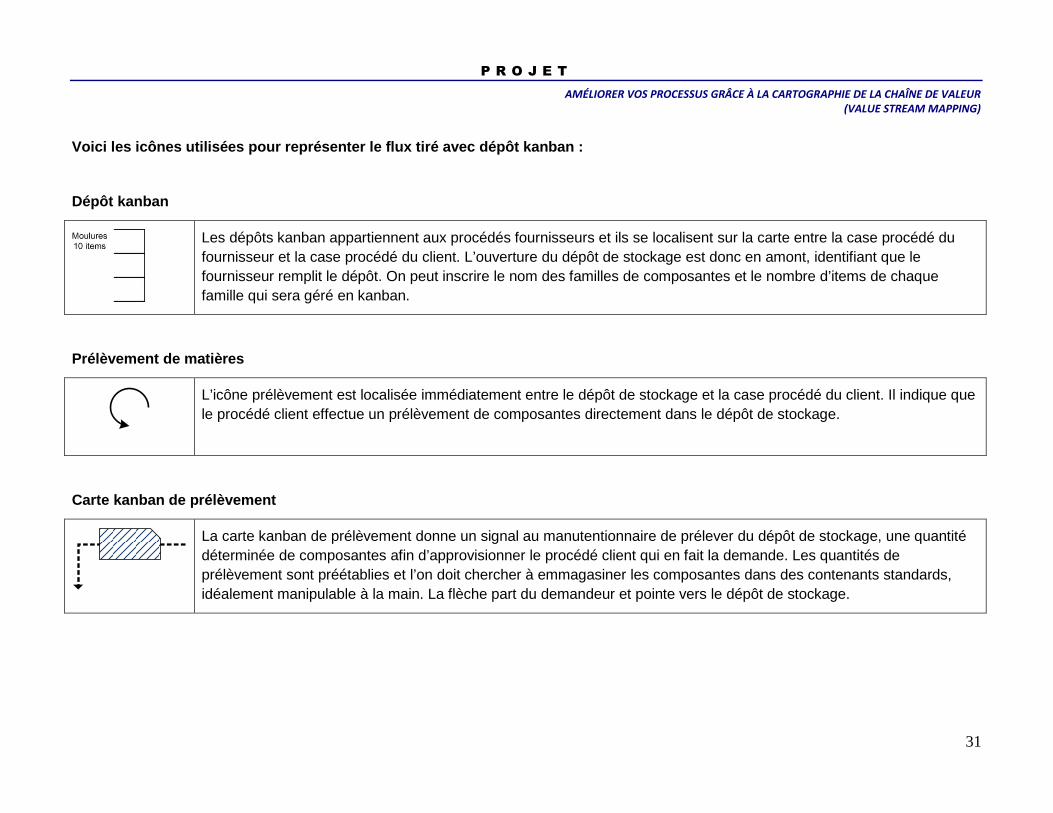
Voici les icônes utilisées pour représenter le flux tiré avec dépôt kanban :
Dépôt kanban
Les dépôts kanban appartiennent aux procédés fournisseurs et ils se localisent sur la carte entre la case procédé du fournisseur et la case procédé du client. L’ouverture du dépôt de stockage est donc en amont, identifiant que le fournisseur remplit le dépôt. On peut inscrire le nom des familles de composantes et le nombre d’items de chaque famille qui sera géré en kanban.
Prélèvement de matières
L’icône prélèvement est localisée immédiatement entre le dépôt de stockage et la case procédé du client. Il indique que le procédé client effectue un prélèvement de composantes directement dans le dépôt de stockage.
Carte kanban de prélèvement
La carte kanban de prélèvement donne un signal au manutentionnaire de prélever du dépôt de stockage, une quantité déterminée de composantes afin d’approvisionner le procédé client qui en fait la demande. Les quantités de prélèvement sont préétablies et l’on doit chercher à emmagasiner les composantes dans des contenants standards, idéalement manipulable à la main. La flèche part du demandeur et pointe vers le dépôt de stockage.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
32
Carte kanban de production
Lorsqu’un lot de pièces est prélevé du dépôt de stockage, la carte kanban production donne le signal au procédé fournisseur de produire le lot de composantes requises. On doit associer une carte par contenant. Si les quantités de composantes par contenant sont identiques pour tous les items, vous pouvez inscrire la quantité dans la carte. La flèche part du dépôt de stockage et pointe vers le procédé fournisseur.
Poste kanban
Lorsqu’on accumule des cartes kanban avant de les acheminer au procédé fournisseur, elles sont déposées dans un poste kanban.
Lot de carte kanban
Les cartes kanban qui ont été accumulées sont acheminées en lot au procédé fournisseur.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
33
Exemple d’utilisation de carte kanban

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
34
Exemples de configuration :
Fournisseur Client10 items
20
Explication du diagramme : la carte prélèvement indique au manutentionnaire qu’il doit prélever du dépôt kanban un contenant correspondant à la carte kanban de prélèvement et de l’apporter au procédé client. Le prélèvement de ce contenant engendre le transfert d’une carte kanban de production au procédé fournisseur. Les cartes peuvent être accumulées jusqu’à un certain niveau avant d’enclencher la production de cet item.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
35
Explication du diagramme : Les contenants sont prélevés du dépôt kanban directement par le procédé client. La carte kanban production est alors retirée du contenant et déposés dans un poste kanban. Les cartes y sont accumulées puis mises en production lorsque le point de commande a été atteint.
Le couloir PEPS (premier entré, premier sorti)
Dans les environnements de fabrication de pièces uniques, non répétitives ou à demande ponctuelle, le système kanban n’étant pas applicable, on générera alors un flux tiré en positionnant un couloir PEPS entre le procédé client et le procédé fournisseur. Ce couloir est un emplacement physique qui a la capacité de cumuler une certaine quantité de pièces, parfois regroupées dans des contenants quelconques (ex. : palette, chariot, panier, etc), et qui idéalement, force un prélèvement par le procédé client selon l’ordre de premier entré premier sorti.
L’établissement d’un couloir PEPS prend en considération la demande du procédé client en fonction de la charge de travail du procédé fournisseur. Par exemple, un convoyeur accumule des pièces du procédé fournisseur pour le procédé client, sachant que le fournisseur y dépose un sous-assemblage qui prend 10 minutes à produire et qui occupe en moyenne un pied linéaire de convoyeur, que le procédé client consomme 2 sous-assemblages à l’heure, un convoyeur de 8 pieds sera mis en place afin de contrôler la surproduction à un

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
36
maximum de 4 heures, par exemple. Lorsque le convoyeur est plein, on arrête de produire et l’on recommence lorsqu’il y a six pieds de convoyeur vacant. En effet, les 2 pieds du convoyeur qui sont occupés correspondent à une heure de consommation du client et remplir les 6 pieds vacants devrait prendre une heure de production au fournisseur.
Couloir PEPS
Le couloir PEPS assure un flux tiré entre le procédé client et le procédé fournisseur en contrôlant la quantité de pièces maximale que le procédé fournisseur peut produire d’avance.
Procédé 1 Procédé 2
1 contenant
PEPS
Max 4 contenants de 20
Client

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
37
DIRECTIVE 4 : TENTEZ D’ORDONNANCER LA PRODUCTION À UN SEUL PROCÉDÉ DE PRODUCTION (PROCÉDÉ RÉGULATEUR)
C’est maintenant que sera activé le flux tiré tout au long de la chaîne de valeur. Pour ce faire, vous devez identifier le procédé qui produira le bien livrable au rythme de la demande et n’ordonnancer qu’à cet endroit toute la production de la famille de produits. Ce procédé se nomme le procédé régulateur et il est celui qui répond à un des deux critères suivants :
1. Être le dernier procédé en continu avant l’expédition (il s’agit souvent de l’assemblage final);
Procédé 1 Procédé 2 Procédé 3
Expédition

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
38
2. Dans le cas de fabrication sur commande où les procédés sont reliés par des couloirs PEPS jusqu’à l’expédition, il s’agira du procédé en amont du PEPS.
Pro
cédé
rég
ulat
eur
Le procédé régulateur a un rythme de production plus rapide ou égal au temps takt, et l’on doit chercher à y ordonnancer la production pour répondre à la demande du client. Par la suite, le procédé régulateur va tirer sur l’ensemble de la chaîne, déterminant quoi produire? Quand? En quelle quantité?
DIRECTIVE 5 : CADENCEZ LE FLUX TIRÉ DE DÉPART AU PR OCÉDÉ RÉGULATEUR
Le procédé régulateur agit sur le système de fabrication comme le cœur sur le corps humain. Si l’on veut augmenter la charge de travail du corps, le cœur augmentera son rythme, ce qui aura pour effet d’accroître le flux sanguin, le rythme de respiration, etc. De la même façon, le procédé régulateur donne le rythme au système de fabrication, mais pour ce faire, il faut lui imposer une cadence. Lorsque le rythme est régulier et lissé, le flux de production est constant, ce qui facilite le repérage des problèmes et accélère leur résolution.
Les programmes de production traditionnels sont rarement capables de déterminer en temps réel si les volumes de production réalisés correspondent à ceux visés. Les analyses a posteriori (rapport d’efficacité, comparaison de production réelle vs cédulée, etc.) permettent de

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
39
constater les écarts, mais il est déjà trop tard; il faudra compenser par du temps supplémentaire ou par un remaniement fastidieux du calendrier de production.
Afin d’assurer un rythme constant au procédé régulateur, deux approches vous sont proposées. La première approche s’applique lorsque les produits ne sont pas emballés en lot et comptés à l’unité (ex. : voiture, meuble) alors que la seconde approche s’avère plus pratique lorsque les produits sont emballés en lot et comptés en boîte (ex. : Rapid Snack, Thomas & Betts).
Approche 1 : L’affichage du réel et du visé
Cette technique requiert un compteur numérique à deux champs. Le premier champ indique la quantité d’items qui devrait être produite depuis le début de la journée selon le cycle de production établi, et le deuxième champ affiche la quantité réellement produite.
Par exemple, si le rythme de production est de 60 secondes et que la production a débuté il y a 76 minutes, le premier champ affichera 76 (1 min/item x 76 min). Lorsqu’un item est complété, l’opérateur enregistre cet item soit en le scannant ou en appuyant sur un bouton, le compteur incrémente alors de 1 le second champ. Ainsi, tout le monde peut voir les quantités produites comparées à celles visées selon le cycle de production.
Tous les produits n’ont pas le même rythme et le lissage de la combinaison produit nous a amené à séquencer une variété de produits, alors comment comparer le réel du visé lorsque le cycle change constamment?
D'abord, il ne faut pas changer le cycle, celui-ci correspond à un cycle moyen pour un produit moyen qu’on appellera l’unité équivalente (U.E.). Dans l’exemple ci-dessus 60 secondes correspondent au cycle de l’unité équivalente. Ensuite il faut déterminer, pour chaque produit le ratio de celui-ci par rapport à U.E. Par exemple, un produit dont le rythme est de 75 secondes sera comptabilisé comme étant 1.25 U.E., celui de 30 secondes sera de .5 U.E. Donc à chaque fois que l’opérateur enregistre un produit, le compteur incrémente le compte réel de la quantité d’U.E. du produit.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
40
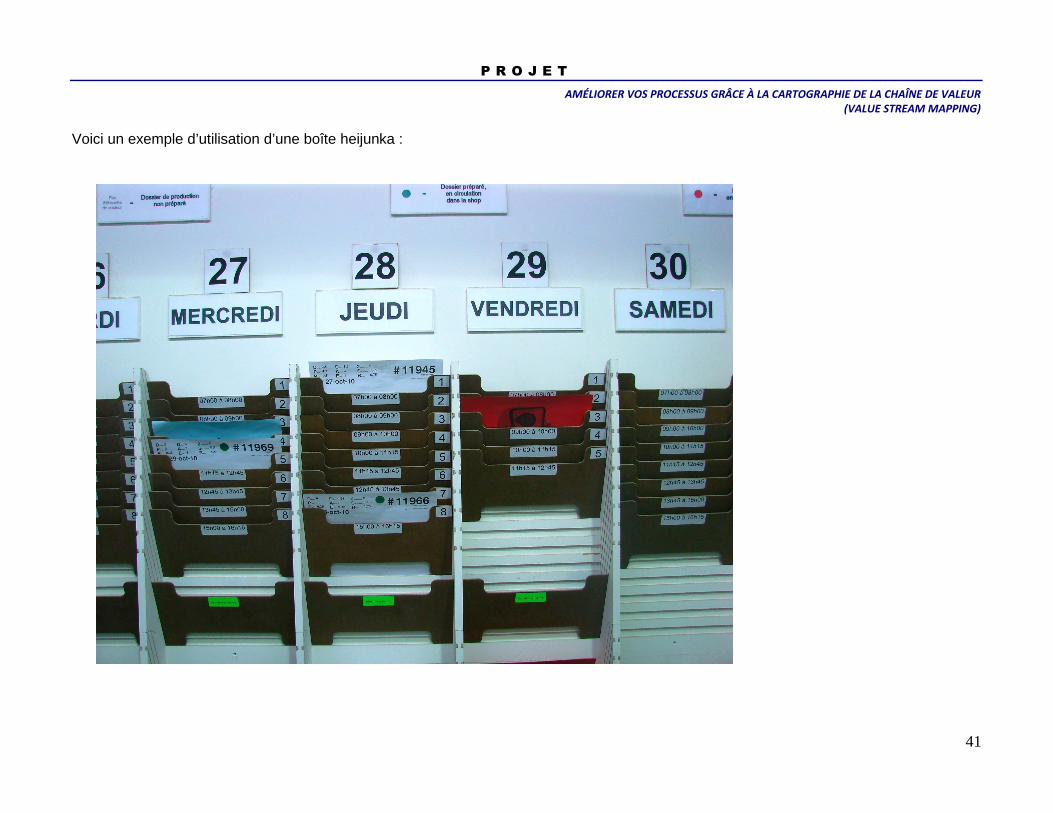
Approche 2 : L’attribution et le prélèvement de pet ites quantités de travail
Une bonne méthode pour donner le rythme est de communiquer au procédé régulateur des ordres de production d’une courte période de temps (5 à 60 minutes), d’assigner une plage horaire à ces ordres et de prélever une quantité égale de produits finis. Cette courte période de temps est préétablie et se nomme « le pas de production ». Le pas de production est l’unité de temps de travail que vous utiliserez pour planifier et organiser la production.
Le pas est généralement défini comme le temps requis; une fraction ou un multiple du temps pour produire un contenant standard de livraison. Par exemple, si le contenant standard de livraison est une palette de 50 unités et que le rythme est de 20 secondes, le temps de constitution d’une palette est donc de 16 min 40 sec. (ou 1 000 sec.). Cela signifie que toutes les 16 minutes, le procédé régulateur produit une unité de livraison que le manutentionnaire doit prélever. De plus, durant ce cycle, le manutentionnaire doit assurer l’approvisionnement du procédé régulateur en autant de composantes qu’il a consommées. Puisque 16 minutes n’est pas une unité de mesure pratique, nous choisirons un pas de production de 30 minutes.
Cette mécanique se concrétise au moyen de ce qui est appelé la boîte heijunka ou boîte de lissage. C’est le planificateur qui attribue les bons de travail ou les cartes kanban dans les boîtes heijunka, ainsi il assure le lissage à la fois de la charge et de la combinaison de produits. Cette attribution du travail se fait sur une plage de travail d’un quart à la fois. La photo à la page suivante présente un exemple d’une boîte heijunka. En procédant de la sorte, le planificateur peut rapidement ajuster la production en fonction des besoins changeants des clients.
Sachant que le pas de production est de 30 minutes, on peut envisager de définir des contenants standards ayant une quantité de pièces correspondant au pas de production, c'est-à-dire, la quantité de pièces qui sera consommée par le procédé régulateur durant une période de 30 minutes. Aussi, le pas établit le cycle d’approvisionnement tout au long de la chaîne de valeur. Une fois que vous aurez déterminé votre pas de production, la constitution de la boîte heijunka et les contenants standards, vous pourrez établir une route d’approvisionnement tout au long de votre chaîne de valeur qui minimisera les déplacements du manutentionnaire et assurera un approvisionnement juste-à-temps.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
41
Voici un exemple d’utilisation d’une boîte heijunka :
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
42
NOTIONS AVANCÉES
Les directives 6 et 7 sont des notions plus avancée s, difficiles à maîtriser et peuvent être implantée s dans une seconde phase de remaniement de la chaîne de valeur. Elles sont prés entées dans le manuel à titre informatif, mais ne s eront pas couvertes lors de la session de formation.
DIRECTIVE 6 : DISTRIBUEZ ÉGALEMENT DANS LE TEMPS LA FABRICATION DES DIFFÉRENTS PRODUITS AU PROCÉDÉ RÉGULATEUR (HEIJUNKA, LE LISSAGE DE LA PROD UCTION)
Lors d’une démarche « lean » ou PVA, on cherche souvent à éliminer les « mudas », c'est-à-dire les gaspillages, mais ne pas se préoccuper des deux autres M peut nuire à la productivité des humains et du système de fabrication.
Le modèle Toyota parle d’éliminer les 3 M :
Muda, les gaspillages : Ce sont les activités qui ne donnent pas de valeur, pour lesquelles le client n’est pas prêt à payer.
Muri, charge de travail excessive : Exiger d’un humain ou d’une machine de produire plus que ses limites occasionne des problèmes de qualité, de sécurité, des pannes et des défauts.
Mura, variabilité : Les changements continuels de charge de travail aux divers procédés obligent à maintenir des machines, des employés et des matières pour satisfaire la demande maximale, alors que la demande moyenne est de beaucoup inférieure.
Une grande variabilité des charges de travail entraîne tantôt des charges de travail excessives, tantôt du temps improductif ce qui occasionne un accroissement des gaspillages.
Afin de réduire cette variabilité, il faut établir, sur une période suffisamment longue, un mois ou plus, le volume de production journalier au procédé régulateur qui permettra de satisfaire la demande mensuelle. C’est ce qu’on appelle le lissage de la charge ou le nivellement. Il va de soi que la demande des clients n’est pas aussi régulière et simpliste, il n’en demeure pas moins que le lissage de la charge est crucial afin d’assurer un débit continu et un délai de fabrication des plus courts. Pour ce faire, on peut envisager produire de petites quantités de produits finis à forte demande, qui seront maintenus en inventaire dans un dépôt de stockage, réapprovisionnés par un système kanban.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
43
Le lissage de la production consiste à la fois à lisser la charge et à lisser la combinaison (mix) de produits. Dans les systèmes de production traditionnels, en cherchant à maximiser l’efficacité, on planifie la fabrication des produits par lot, par exemple les produits A le lundi, les B le mardi, les C et les D le mercredi, etc. Cette façon de faire engendre la variabilité aux processus fournisseurs et occasionne un surplus de stock et une moins grande flexibilité pour répondre aux changements de la demande. Le lissage de la combinaison produit consiste à établir une séquence de fabrication qui satisfait la demande et diminue la variabilité aux procédés fournisseurs. Ex. : fabriquer AABBCD et répéter AABBCD. Pour ce faire, il faut probablement aménager en conséquence les cellules d’assemblage, et diminuer, voire éliminer, les temps de mise en course.
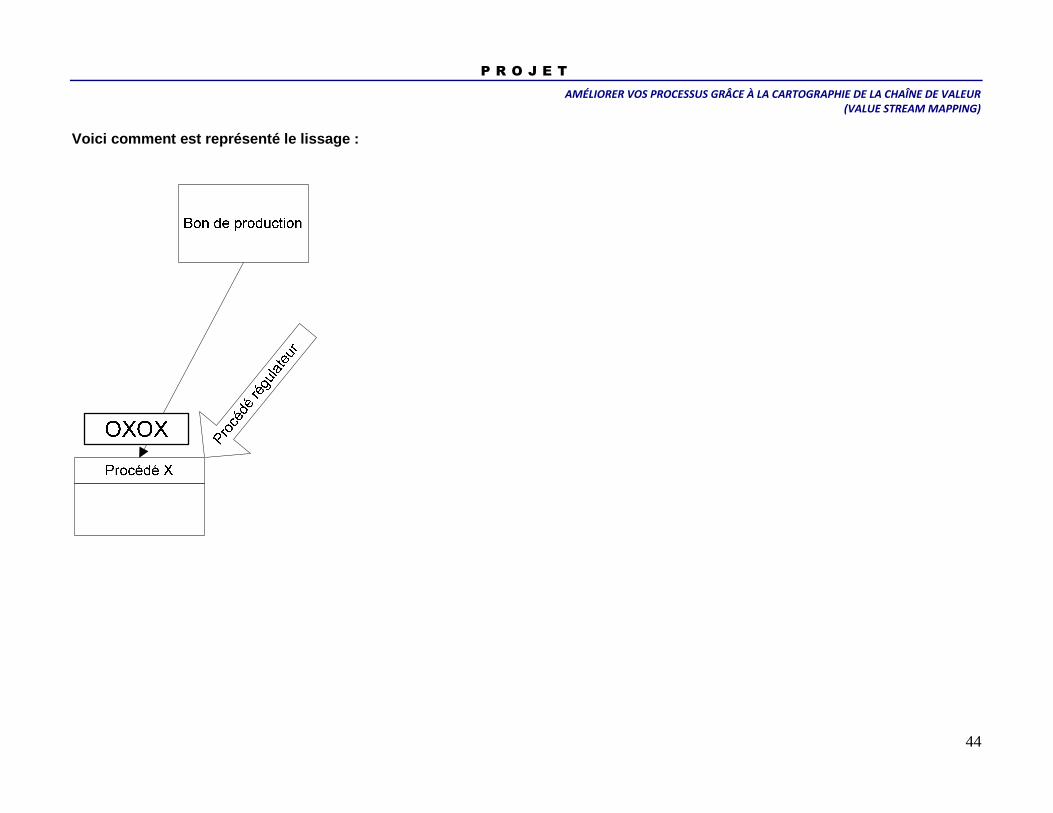
Heijunka se traduit par lissage de production, l’ic ône pour le représenter est celui-ci :
Cette icône représente le lissage de la charge ainsi que le lissage de la combinaison de produit.
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
44
Voici comment est représenté le lissage :
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
45
DIRECTIVE 7 : CHERCHEZ À FABRIQUER CHAQUE PIÈCE CHA QUE JOUR DANS LES PROCÉDÉS EN AMONT DU PROCÉDÉ RÉGULATEUR
Un système de fabrication qui réussirait à produire chacune des pièces à chaque jour aurait des avantages considérables tels que : un délai de fabrication très court, une flexibilité accrue, une simplicité de planification. En théorie, il est possible de le faire puisque nous avons déjà validé, avec la directive 1, la capacité de chacun des procédés de répondre au cycle de production.
Ce qui vous empêche de le faire ce sont les longs temps de mise en course. Avec la méthodologie SMED (single minute exchange of die référer à une définition au lexique), il est possible de diminuer considérablement ces temps. Plus les temps sont courts, plus les lots peuvent être petits, et plus ils sont petits, plus grandes est la variété de produits fabriqués au cours d’une même période.
Une règle générale dicte qu’il est acceptable de passer 10 % du temps de production en mise en course. Donc, si l’horaire de travail est de 8 heures (480 minutes) et que le temps de mise en course moyen est de 10 minutes, on peut espérer fabriquer 5 items différents.
Afin de visualiser la fréquence de fabrication des pièces, vous inscrirez dans la case de données des procédés le CPC (jour, semaine, mois), c’est-à-dire : Chaque Pièce Chaque (2 jours, 1 semaine, selon le cas).
Passer de la chaîne de valeur actuelle à la chaîne de valeur remaniée
Sur la chaîne de valeur actuelle, identifier avec un crayon rouge les changements que vous devez y apporter, et ce, en répondant aux questions suivantes :
1. Quel est le temps takt?
2. Où peut-on envisager le flux continu?
3. Où serait-il pratique d’instaurer un flux tiré avec dépôt de stockage kanban afin d’assurer une régularité en amont?
4. Quel est votre procédé régulateur?
5. Le rythme au procédé régulateur peut-il rencontrer le temps takt?
6. Doit-on créer un dépôt de produits finis ou livrer les produits directement au quai d’expédition?
7. Comment parviendrez-vous à cadencer le rythme au procédé régulateur?
8. De quelle façon lisserez-vous la combinaison (mix) de produits?

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
46
9. Quelles sont les autres améliorations au niveau des processus qui seront requises? Identifiez ces améliorations sur la carte en utilisant l’icône « kaizen ».
Kaizen
L’icône kaizen est localisée sur la carte près de l’endroit où un projet d’amélioration est requis. Inscrivez à l’intérieur de la bulle la nature du projet.
ACTIVITÉ 4 : CARTOGRAPHIE DE LA CHAÎNE DE VALEUR RE MANIÉE CHEZ VAP

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
47
MODULE 4 : ÉLABORATION ET SUIVI DU PLAN D’IMPLANTATIO N DE LA CHAÎNE DE VALEUR REMANIÉE
Le plan d’implantation de la chaîne de valeur remaniée doit comporter 3 composantes :
• La carte de la chaîne de valeur remaniée où tous les flux, de matières et d’informations, sont reliés entre eux;
• Des cartes ou des schémas détaillés des divers procédés, au besoin;
• Un plan d’action détaillé et de suivi, pour une période maximale d’une année.
Pour développer un plan d’action qui suit une séquence logique, il est recommandé de suivre les 4 étapes suivantes :
1. Identifier des boucles de procédés;
2. Identifier et prioriser des zones d’intervention;
3. Consigner des actions sur un plan détaillé et élaborer les schémas requis;
4. Suivre l’avancement du plan d’action et mettre à jour celui-ci.
IDENTIFIER DES BOUCLES DE PROCÉDÉS
Considérant que chaque procédé est une chaîne de valeur avec des flux de matière et d’information connectés à ses fournisseurs et à ses clients, la visualisation des diverses chaînes de valeur facilitera l’élaboration du plan d’implantation.
Avec un crayon rouge, nous vous invitons à tracer les différentes boucles de procédé sur la carte de la chaîne de valeur idéale, de la façon suivante :
LA BOUCLE DU PROCÉDÉ RÉGULATEUR : Elle englobe les flux de matières et d’information entre votre client et le procédé régulateur. Elle est située le plus en aval sur la carte.
Lorsque vous aurez tracé la boucle, inscrivez son nom à l’intérieur, i.e. procédé régulateur.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
48
LES BOUCLES CONNEXES : Les autres boucles sont aussi constituées d’un flux de matière et d’information qui regroupe la case procédé, le dépôt de stockage du procédé, les cartes kanban production et les cartes kanban de transfert du dépôt de stockage du procédé fournisseur. Les procédés reliés par un couloir PEPS font partie de la même boucle. Tracez toutes les boucles de procédés sur la carte et inscrivez leur nom à l’intérieur (ex. : sous-assemblage mécanique).
Dans un tableau connexe en trois colonnes, inscrivez dans la première colonne le nom de chacune des boucles de l’aval vers l’amont, dans la deuxième colonne, les principales actions à réaliser et dans la troisième les objectifs visés pour chacune des boucles, par exemple :

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
49
Exemple de boucles de procédés
PE
PS
20 tiro
irs
1h
Paquet
Paquet
Rouleau
Pro
gra
mm
atio
n
Pa
qu
et
Pa
qu
et
Ro
ule
au

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
50
Boucles de procédés Actions Objectifs
Établir un flux continu au montage et créer une cellule d’assemblage en y incluant l’emballage.
0 en cours
Améliorer les étapes critiques : fixation des rivets et installation des bandes d’étanchéité.
Réduire le rythme à moins de 122 sec.
Procédé régulateur
Implanter un dépôt de produit fini à flux tiré 5 jours d’inventaire
Ensuite, numérotez les boucles selon la séquence d’implantation qui vous semble logique (utilisez un crayon à mine, car c’est sujet à changement).
Voici quelques règles générales qui vous aideront à ordonnancer l’implantation :
• Commencez par la boucle du procédé régulateur et remonter vers l’amont, boucle après boucle. L’optimisation du procédé régulateur, l’implantation de la programmation à ce procédé et le marquage du rythme feront apparaître des problèmes en amont et fort probablement des ruptures de stock, car ceux-ci ne pourront pas suivre le rythme. Un nouveau goulot apparaîtra.
Dans ce cas, deux alternatives s’offrent à vous :
1. Diminuer le rythme du procédé régulateur en fonction de celui du goulot en y affectant moins de personnel, si cela permet de satisfaire la demande.
2. Augmenter la durée de travail des procédés en amont. Il va sans dire que cette option engendre un flux discontinu, une surproduction et encore plus d’improductivité. Cette situation est toutefois temporaire, car vous vous empresserez d’attaquer la prochaine étape.
• Optimisez la boucle de procédé goulot et cheminez d’un goulot à l’autre. Souvenez-vous que dès que vous augmentez la capacité du goulot, vous augmentez la capacité de toute la chaîne de valeur.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
51
• Dans certains cas, un réaménagement complet de l’usine est requis afin de satisfaire la chaîne de valeur remaniée. N’attendez pas d’avoir en main le plan d’aménagement global avant de commencer l’implantation de votre nouvelle chaîne de valeur. Commencez alors à optimiser les boucles de procédé qui ne requièrent pas de déplacements onéreux d’équipements ou celles où les chances de succès sont les plus grandes, sachant qu’elles seront relocalisées ultérieurement dans une vision globale.
• Enfin, il vous est possible de faire une combinaison des trois dernières règles. La séquence d’optimisation d’une boucle devrait suivre les étapes suivantes :
1. Créez un flux continu par la constitution de cellules manufacturières dont le rythme correspond au cycle de production (takt time).
2. Établissez les couloirs PEPS entre les cellules ou les équipements de la boucle.
3. Faites en sorte que le rythme des cellules ou des équipements en amont des couloirs PEPS respectent le cycle de production.
4. Lissez la combinaison de produits soit en implantant une boîte heïjunka au processus régulateur, soit en mettant en place un dépôt kanban à flux tiré en amont.
5. Réalisez diverses améliorations qui élimineront des gaspillages, telles que réduire la taille des lots, diminuer les temps de mise en course, automaintenance et maintenance préventive, etc.
6. Standardisez le procédé et implantez le jidoka. Le jidoka ou autonomation by human touch consiste à concevoir des postes de travail où les machines arrêtent automatiquement lorsqu’une non-conformité est produite et qui permet aux opérateurs d’identifier et corriger la source de non-conformité ou d’arrêter la ligne le cas échéant. Le jidoka est constitué d’instructions de travail, d’arrêts automatiques, d’andon (référer au lexique), de dispositifs anti-erreur, de contrôle de la qualité à la source, de correction des causes fondamentales des problèmes. Cette dernière étape peut se faire dans un deuxième temps, soit après avoir optimisé chaque boucle et réaménagé l’usine selon la chaîne de valeur remaniée.
Une question est souvent posée : quand devrions-nous implanter les 5S?
L’optimisation d’une boucle de procédé ne saurait être complète sans l’instauration des 5S (sélectionner, situer, scintiller, standardiser, suivre). Dès le début de l’implantation d’une boucle de procédé, vous devriez mettre en place simultanément l’organisation 5S.
Il est à noter que la standardisation du travail (instructions de travail) et des postes de travail (« 5S ») est essentielle à la création d’un flux continu.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
52
ÉLABORATION ET SUIVI DU PLAN D’ACTION DÉTAILLÉ
L’élaboration du plan d’action détaillé et son suivi sont la responsabilité du gestionnaire de la chaîne de valeur. L’échéancier devrait être présenté sous forme de diagramme de Gantt puis être compris et accepté par les divers responsables.
La dynamique proposée est à la fois une d’essais-erreurs et de planification, ce qui peut sembler incompatible. Il est entendu qu’au fur et à mesure que vous progresserez, vous découvrirez des embûches qui ne furent pas considérées et vous apprendrez des leçons qui vous serviront ultérieurement. Cependant, vous ne devriez pas laisser libre cours à des orientations aléatoires issues de l’essai-erreur. Le plan d’implantation peut être ajusté, mais le cap doit être maintenu.
Nous vous proposons, à la page suivante un modèle de plan, vous pouvez toutefois utiliser les outils maîtrisés dans votre entreprise (ex. : Microsoft Project).
Une fois le plan d’action rédigé, le gestionnaire de la chaîne de valeur doit assurer son suivi et faciliter sa mise en œuvre. Vous pouvez profiter de cette occasion pour définir les objectifs de rendements de chacun des responsables de boucles de procédés et de préparer leur évaluation au fur et à mesure que vous ferez la revue de l’avancement du plan d’implantation. Cette approche a deux avantages, d’abord l’établissement des échéanciers risque d’être plus réaliste, ensuite, les responsables redoubleront d’effort pour rencontrer les objectifs.
Le suivi de l’avancement du plan d’implantation doit se faire à intervalle régulier (aux 1 ou 2 mois). Pour ce faire, ayez le plan d’implantation en main et allez directement au gemba afin de vous rendre compte de visu de son avancement.
Indiquez en vert les activités qui sont complétées, en jaune celles qui sont en cours et cheminent bien, et en rouge celles qui sont bloquées. Attardez-vous aux activités en rouge et voyez de quelle façon vous pouvez aider votre responsable à résoudre le problème.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
53
ACTIVITÉ 5 : ÉLABORATION ET SUIVI DU PLAN D’IMPLANT ATION DE LA CHAÎNE DE VALEUR REMANIÉE
Date de création : LÉGENDE :
Date de mise à jour : Période planifiée de début et de fin d'activité
Étape ou tâche complétée
En cours
Échec
Boucle Objectif Responsable J F M A M J J A S O N D Problèmes en suspensProgrès %
Plan d'implantation détaillé de la chaîne de valeur
Régulateur
MOIS
Actions
Page: 1 de
Date de la revue planifiée :
Famille de produit:
Gestionnaire de la chaîne:

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
54
MODULE 5 : CARTOGRAPHIE DE L’IMPACT ENVIRONNEMENTAL
Pourquoi ne pas profiter de l’exercice de cartographie de votre chaîne de valeur pour représenter l’impact environnemental engendré?
Pour ce faire, il suffit de déterminer d’abord les aspects environnementaux les plus significatifs ou pertinents (quantité d’eau, d’énergie, de matières dangereuses ou simplement les rejets de matières premières), de mesurer pour chaque étape de procédé les quantités utilisées par rapport aux quantités nécessaires et de remplacer la ligne de temps sous la carte actuelle par une ligne indiquant ces quantités comme on peut le voir sur la carte présentée à la page suivante. Ainsi, on peut constater en un coup d’œil les étapes de procédé présentant le plus grand potentiel d’amélioration.
Si l’aspect environnemental le plus significatif est la consommation d’eau, on peut, par exemple, envisager de mettre en place un système en boucle fermée permettant de réutiliser l’eau. S’il s’agit des rejets de matières premières à un procédé de coupe, on peut envisager l’implantation d’un logiciel d’optimisation de coupe réduisant la quantité de rejets alors que s’il s’agit de matières dangereuses ou de produits toxiques (solvants ou autres), on peut alors chercher des produits substituts moins nocifs ou encore récupérer et réutiliser ces produits.
Le diagramme suivant présente un aperçu des informations pouvant être ajoutées à la chaîne de valeur qui permettront de cibler des opportunités d’améliorations.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
55

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
56
Diminuer l’impact environnemental réduira vous coûts de fabrication car vous consommerez moins d’énergie, moins d’eau et moins de matière et vous participerez au développement durable.
Pour plus d’information sur la méthodologie, nous vous invitons à consulter le site : https://www.greensuppliers.gov/gsn/html/users/gsn/docs/VSM.pdf
BÉNÉFICES
Outre une réduction significative des délais, l’expérience démontre que l’implantation de la chaîne de valeur remaniée apporte de nombreux bénéfices :
• Une importante réduction des stocks de matières premières, d’en-cours et de produits finis;
• La création d’un flux continu peut accroître la productivité de l’ordre de 40 % par l’élimination des sources de gaspillage telles que la manutention, la manipulation et les reprises de non-conformités;
• Une réduction de plus de 25 % de l’espace requis pour un même niveau de production;
• Un meilleur service à la clientèle;
• Une diminution du nombre de manutentionnaires requis;
• Moins de stress pour les employés.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
57
CONCLUSION
• La cartographie de la chaîne de valeur est plus qu’un outil permettant de visualiser les flux de produits et d’information, elle constitue un exercice de réflexion approfondi et structuré qui pousse les limites de vos paradigmes.
• Le cheminement vers la chaîne de valeur remaniée en est un d’essais-erreurs et d’apprentissage. Il mobilise tout le personnel de l’organisation, car il présente une direction claire et cohérente ainsi que des objectifs précis.
• Le lissage de la production peut sembler ardu et vous aurez tendance à le négliger, mais sans ce lissage, il vous sera difficile, voire impossible, d’établir un flux de production prévisible et régulier. Vous apprivoiserez cette science aussi par essais-erreurs et ayez toujours en tête l’amélioration continue.
• La rigueur du suivi du plan d’implantation est un gage de succès, et inversement, sans elle, le plan est voué à l’échec. N’oubliez pas de célébrer vos réussites.
• Afin de s’assurer que vos chaînes de valeur correspondent toujours au besoin et à la demande des clients, il serait important qu’elles soient revues annuellement par une équipe d’amélioration continue.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
58
BIBLIOGRAPHIE ET RÉFÉRENCES ROTHER, Mike et SHOOK, John. Bien voir pour mieux gérer, The lean enterprise institute, Juin 1999.
KEYTE, Beau et DREW, Locher. The complete lean enterprise. Value Stream Mapping for administrative and office Processes, Productivity Press, 2004.
DUGGAN, Kevin J. Creating Mixed Model Value Streams, Productivity Press, 2002.
SITES INTERNET D’INTÉRÊT Lean entreprise institute . On trouve sur ce site beaucoup d’informations ainsi que de nombreux exemples, non seulement sur la cartographie de la chaîne de valeur mais aussi sur de nombreux outils d’amélioration.
lean.org
Site de référence très intéressant. On y trouve des informations sur une multitude de modèles, d’outils et de techniques de gestion.
valuebasedmanagement.net
En plus d’être un outil informatique permettant de réaliser des cartographies, on trouve sur ce site de nombreux exemples de cartographies de chaîne de valeur.
evsm.com
Site de reference sur la gestion de la chaîne d’approvisionnement
free-logistic.com
P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
59
LEXIQUE Activité sans valeur ajoutée Toute activité qui ne contribue pas à apporter de la valeur aux produits ou services offerts.Puisque ces activités n’apportent aucune valeur aux produits ou services, le client ne peut pas payer les coûts occasionnés par ces activités. Agent de changement Personne à l'interne ou à l'externe qui facilite le passage de l'état actuel à l'état futur. AMDEC Analyse des modes de défaillance, de leurs effets et de leur criticité. Andon Dispositif pour signaler les problèmes à un poste de travail. Audit Inspection et examen d'un processus, d'une fonction ou d'une étape de production pour en assurer la conformité avec les exigences. Autonomation Détection automatique des défauts durant la production sans intervention humaine. Bonne pratique Méthode ou pratique innovatrice qui contribue à l'amélioration de la performance d'une organisation reconnue comme la meilleure par ses pairs. Brainstorming Technique utilisée en équipe pour générer des idées sur un sujet en particulier.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
60
Cartographie de la chaîne de valeur (Visual Stream Mapping) Outil permettant de visualiser un processus pour l’améliorer. Avant de revoir l’ensemble des processus de l’entreprise, il faut bien les comprendre et, idéalement, les visualiser. La cartographie de la chaîne de la valeur fournit une vue d’ensemble du processus, depuis la conception d’un produit jusqu'à son lancement. L'outil permet en effet de dessiner une carte de l’ensemble des étapes, avec ou sans valeur ajoutée, et de représenter les flux d’information qui permettent de gérer ces étapes. De cette façon, on sera mieux à même de reconnaître et d’éliminer les sources de gaspillage. 5 S Initiale de la traduction en français de cinq mots japonais qui désignent un concept permettant d’avoir un environnement de travail propre, rangé et ordonné. Un tel environnement favorise l’efficacité et réduit les activités à non-valeur ajoutée. Classification ABC Méthode de classement selon laquelle les articles sont répartis en trois catégories d’après la valeur de leur consommation annuelle, les montants respectifs des ventes, leur volume de stockage ou tout autre critère. Contrôle statistique du procédé Contrôle de la stabilité de la qualité de la fabrication ou de la conformité aux caractéristiques définies d’un certain lot livré à un client ou reçu par l’entreprise, à l’aide de cartes de contrôle, de plans d’expérience, etc. Design expérimental Technique permettant la détermination des paramètres qui dictent le procédé. Diagramme causes-effet ( Ishikawa ) Graphique arborescent sur lequel on fait figurer toutes les causes potentielles d’un problème donné. Diagramme de Pareto Représentation sous forme de diagramme de la loi de Pareto selon laquelle par exemple, 20 % des articles en stock peuvent représenter plus de 80 % de la valeur totale des stocks. Enrichissement des tâches Établir une relation de confiance avec les employés en passant par la responsabilisation, la formation continue et la polyvalence.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
61
Équipement flexible Équipement polyvalent, convivial avec des mises en course rapides et faciles. Gestion visuelle Moyen qui permet à chacun de détecter visuellement, par l’entremise de lumières, de tableaux et autres indicateurs, si la situation est maîtrisée et de déceler les sources de gaspillage. Ingénierie simultanée Philosophie de gestion qui favorise la participation de tous les secteurs de l’entreprise à la définition et à la création des produits. JAT (juste-à-temps) Philosophie de gestion qui organise la chaîne client-fournisseur de manière à maximiser la flexibilité et la réactivité de l'entreprise tout en ramenant les stocks à un niveau optimal. C'est le client qui déclenche la mise en production de façon à recevoir la commande au moment voulu, tout en stockant le moins possible. La philosophie juste-à-temps répond à quatre grands principes: produire en quantité requise, maintenir une flexibilité industrielle, maintenir des stocks minimes et éliminer les gaspillages. Jidoka Arrêt de la production dès qu’un problème est détecté (qualité à la source). Kaizen L’atelier kaizen est un exercice intensif d’amélioration. Le nom vient des termes japonais KAI (modifier) et ZEN (améliorer). L’atelier dure très peu de temps et s’attaque à un problème spécifique. Kaizen Teian L’atelier kaizen s'accompagne d'un système de cueillette de suggestions (TEIAN en japonais) sous forme de «boîte à idées », qui permet à tous, quel que soit leur rang, de faire connaître leurs observations et bonnes idées. Celles-ci sont évaluées par un comité compétent. Les suggestions retenues et mises en application se voient généralement gratifiées d'un pourcentage sur les gains réalisés.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
62
Kanban - Production en flux tiré Mode de gestion décentralisée selon lequel le déclenchement des opérations est confié aux divers postes de travail qui signalent, à l’aide de petites cartes ou d’étiquettes, qu’ils souhaitent retirer des composants des postes en amont. Lean manufacturing Voir production à valeur ajoutée. Maillage fournisseurs Engagement mutuel entre fournisseur et client. Maintenance productive totale (MPT, TPM) Outil en gestion des équipements qui permet à une entreprise de toujours avoir des équipements en bon état. La maintenance corrective, qui intervient après coup, devient très coûteuse à notre époque du juste-à-temps. Il vaut beaucoup mieux garantir le bon fonctionnement des machines, et ce, à un coût raisonnable. La maintenance préventive permet de programmer des entretiens réguliers et de gérer les pièces de rechange afin d’améliorer la performance de l’équipement et de diminuer les risques de bris. Muda Terme japonais qui désigne les sources de gaspillage. Ces gaspillages sont la surproduction, les stocks, les produits défectueux, les délais d'attente trop longs, ainsi que les mouvements, les procédés et les transports inutiles ou inefficaces. Optimisation des flux (cellules manufacturières) Regroupement de machines à proximité les unes des autres, en vue de fabriquer une famille de produits ou de composants aux exigences technologiques similaires. Poka-Yoke Système permettant d’éviter toute erreur humaine au cours d’un processus de production. Processus Organisation de personnes, de procédures, de machines et de ressources en action, nécessaires pour produire un résultat final donné (produit ou service). Il s’agit d’une séquence d’activités caractérisée par des intrants mesurables, des activités ajoutant de la valeur et des extrants mesurables. Cette séquence est répétable.

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
63
Production nivelée (production mixte, mixed model ) Mode de production permettant de produire, au jour le jour, différents articles dans des quantités variables. Production à valeur ajoutée (PVA) Philosophie qui cherche à éliminer les activités à non-valeur ajoutée, à réduire le temps de réponse des processus et à optimiser les activités à valeur ajoutée. QFD(Quality Fonction Deployment – Déploiement de la fonction qualité) Système de planification des efforts en vue d’améliorer la qualité. Réingénierie des processus Outil servant à remettre radicalement en cause un processus d'affaires afin de conserver ou d'acquérir un avantage concurrentiel. La réingénierie vise l'obtention de gains spectaculaires en matière de coûts, de qualité, de service et de rapidité. Normalement, elle implique la réorganisation complète du processus par l’utilisation de nouvelles technologies. Il s’agit de centrer encore plus le processus sur les besoins du client et de s'assurer que chaque étape ajoute le maximum de valeur au produit ou au service. SMART Critères utilisés selon que l'on choisisse des objectifs opérationnels ou des indicateurs de performance:S – spécifiques,M – mesurables, A – agressifs ou appropriés, R – renversants ou réaliste, T – tangibles SMED(Single-digit Minute Exchange of Die – Réduction des temps de mise en course) Obtention d’un temps de changement de fabrication qui est inférieur à dix minutes. La mise en course rapide, ou méthode SMED, consiste à observer et à noter toutes les opérations qui sont effectuées lors d’un changement de fabrication. Six Sigma Système intégrateur des différentes techniques en gestion de la qualité dont l’objectif est de réduire la variabilité du procédé. Temps takt (takt time ) Le temps takt est le rythme que l’on veut donner à l’usine. Le rythme est représenté ici par le nombre d’unités que l’on désire fabriquer chaque jour ou chaque mois. Cela présuppose que le flux unitaire est implanté

P R O J E T
AMÉLIORER VOS PROCESSUS GRÂCE À LA CARTOGRAPHIE DE LA CHAÎNE DE VALEUR (VALUE STREAM MAPPING)
64
Théorie des contraintes Philosophie de gestion permettant d’améliorer en tout temps la performance globale d’un système en identifiant les faiblesses qui l'empêchent d'atteindre son objectif de façon optimale. Plutôt que de se concentrer sur le processus, on regarde le système en tant que tel en identifiant son but et les contraintes qui limitent l'atteinte de ce but. Comme il ne peut exister qu’un seul maillon « le plus faible » à la fois, les outils de la théorie des contraintes permettent d'identifier ce maillon et d’éliminer les goulots un à la fois. TPM (Total Productive Maintenance – Maintenance productive totale) Programme d’entretien des équipements comprenant le volet 5S et la contribution de l’ensemble du personnel de l’entreprise. TQM (Total Quality Maintenance – Gestion de la qualité) Gestion de l’ensemble des facteurs pouvant avoir une influence sur la qualité des performances d’une organisation.
Recommended













![Vkbd3i Manual v1.13[1]](https://img.dokumen.tips/doc/110x75/552085894979598e2f8b4b28/vkbd3i-manual-v1131.jpg)



