Ž .Powder Technology 109 2000 105–112www.elsevier.comrlocaterpowtec
Discrete element analysis of tumbling mills
R.K. Rajamani a,), B.K. Mishra b, R. Venugopal a, A. Datta a
a Department of Metallurgical Engineering, UniÕersity of Utah, Salt Lake City, UT 84112, USAb Department of Materials Science and Metallurgy, Indian Institute of Technology, Kanpur, UP 208016, India
Accepted 21 September 1999
Abstract
The tumbling mill simulation problem has been intractable due to the multibody collision events involving thousands of balls androcks. The harsh environment in the mill prevents any intrusion with measuring sensors. Simpler physical models with some empiricism
Ž .could not describe the charge motion within the mill adequately. The discrete element method DEM provides a fitting solution to thisŽ .problem. In this paper, the formulation of both two- and three-dimensional 2D and 3D, respectively DEM algorithms for the tumbling
mill is presented. Experimental validation of the models is also presented. q 2000 Elsevier Science S.A. All rights reserved.
Keywords: Discrete element method; Tumbling mills; Modeling
1. Introduction
The mining industry routinely uses ball mills and semi-autogenous mills for processing ore bodies. A typical minesite processes 80,000 tonsrday of ore employing twosemi-autogenous mills and four-ball mills. Since the en-
w xergy consumption is 2–5 kW hrton of ore 1 for grindingrock particles to sieve mesh sizes, a substantial portion ofthe cost of ore processing is expended in tumbling mills.
A tumbling mill is a cylindrical drum fitted with conicalend plates on both sides. The drum is filled with steel ballsoccupying about 30% of the volume. The internal shell ofthe drum is fitted with rectangular bars, called lifters, tohelp carry the ball and rock charge as the drum rotates.Mineral ore or rocks are fed on one end of the drum anddischarged through the other. As the drum rotates, the ballsand rocks tumble, which leads to grinding of the ore. The
Ž .discrete element method DEM is ideally suited for theanalysis of charge motion in such a slowly rotating cylin-drical device.
The energy efficiency of tumbling mills can be exam-ined by directly looking at the motion of rocks and steelballs inside the mill. The make-up of the charge and thelifter bars attached to the inside of the mill shell can be
) Corresponding author. Fax: q1-801-581-4937; e-mail:[email protected]
designed particularly to maximize power drawn by themill, and hence capacity. At the same time, the unneces-sary collisions of steel balls against the mill shell can beavoided. Furthermore, the cascading charge flow can bealtered in such a way as to maximize grinding efficiency.
The environment inside a tumbling mill of 4-m diame-ter, considered small in the industry, is so harsh that any ofthe sensors available has a very slim chance of survivingfor a reasonable duration of time. The only informationavailable from an operating mill is the instantaneous powerdraft. It has long been believed that maximizing powerdraft implies maximizing mill capacity. Unfortunately, theimpact of steel balls directly on the shell plates has notbeen understood sufficiently for lack of sensors. However,as numerical methods advanced, such as the DEM, thesimulation of charge motion in tumbling mills began to
w xemerge 2 . In the last 8 years, the DEM for simulation oftumbling mills has advanced sufficiently that it has be-
w xcome a very practical tool 3 in the mining industry.This manuscript gives an overview of the DEM as
applied to the tumbling mill problem. Both the two- andŽ .three-dimensional 2D and 3D, respectively models are
described, followed by experimental validation.
2. Discrete element method
The DEM refers to a numerical scheme that allowsfinite rotations and displacements of rigid bodies, where
0032-5910r00r$ - see front matter q 2000 Elsevier Science S.A. All rights reserved.Ž .PII: S0032-5910 99 00230-2

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112106
complete loss of contacts and formation of new contactsbetween bodies can occur as the calculation cycle pro-
w xgresses. DEM was first proposed by Cundall and Strack 4to model the behavior of soil particles subjected to dy-namic loading conditions. Since its inception this tech-nique has been adapted to model a variety of physicalsystems as an alternative to the continuum mechanics
w xapproach 5–8 . Here, a brief description of the 2D DEMis given that is particularly useful to model motion of largesteel balls inside tumbling mills.
In the DEM the grinding media are modeled as discs intwo dimensions, where a given disc moves according tothe forces acting on it. When a contact between two discsis detected, the collision is modeled by a pair of spring-and-dashpot, one in the normal direction and one in thetangential direction. In other words, the discs are allowedto overlap at the boundaries according to a contact model.The acceleration of the body is computed from the netforce, which is then integrated for velocity and displace-ment.
Referring to Fig. 1, every disc is identified separately,virtual overlap is allowed at each contact point, and thecalculation is done for every disc in turn. The relativevelocity of the disc i with respect to the discs in contactŽ .discs k, l, m, n, o, p, and q is first determined. Theserelative velocities for every contact of disc i are resolved
Žin the normal along the line drawn through the centers of
Fig. 1. Schematic representation of an assembly of discs and the spring-and-dashpot model in the normal and tangential directions at a contacttangential.
.a pair of discs in contact and tangential direction and theforce calculation is then done for each contact as follows:
D F sk Õ D tn n n
D F sk Õ D ts s s1Ž .
Dd sc Õn n n
Dd sc Õs s s
where, in an incremental time D t, D F and D F are then s
incremental forces due to the springs, Dd and Dd are then s
incremental forces due to the dashpots, Õ and Õ are then s
relative velocities, and k and c are the spring stiffness anddashpot constant, respectively. Then, the contact forcesand other body forces acting on the disc are vectoriallysummed to determine the net out-of-balance force actingon it. The acceleration of disc i of mass m is given by:i
1x s ÝF¨ i xmi
1y s ÝF¨ 2Ž .i ymi
1u s ÝM ,i 0I0 i
where x and y are the acceleration in the x and y¨ ¨¨directions respectively, u is the angular acceleration, I is0 i
the moment of inertia of the disc i, and M is the total0
moment acting on the disc.In light of the spring-and-dashpot model of collision,
the tangential force due to the dashpot is limited by themaximum that can exists at the contact, which is given by:
F smF , 3Ž .s ,max n
where m is the coefficient of friction and F is the normaln
force at the contact. If the absolute value of the tangentialforce in the spring-and-dashpot exceeds F , then slip iss,max
presumed to occur. In this situation, during the computa-tion, the dashpot in the tangential direction is omitted andthe F value is used instead.s,max
Since the model deals with individual contacts, it isnecessary to get realistic values of the disc-to-disc anddisc-to-wall contact properties. These parameters are mate-rial stiffness, coefficient of restitution, and coefficient offriction. Material stiffness property correctly establishesthe forces generated in the spring. The coefficient ofrestitution is a measure of the damping property of thematerial, and hence it figures in the dashpot constant of thematerial, which in turn establishes the forces developed inthe dashpot.
A method for measuring material stiffness is with anw xapparatus called an ultra-fast load cell 9 . It consists of a
long vertically mounted steel rod in which fast-respondingstrain gauges are imbedded. When a steel ball is made tostrike the rod, the strain gauges record the primary waveand reflected waves. From these recordings, the force vs.displacement curve can be determined. Simply, the slope

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112 107
of this curve is the required material stiffness. In thisapparatus, a bed of ore particles can be interposed betweenthe striking ball and the rod, and hence an effectivestiffness for the tumbling mill application can be found
w xreadily 2 .The tangential stiffness is determined from a theoretical
standpoint. For a Poisson ratio below 0.5, it is known fromHertzian contact theory for spheres that the tangentialstiffness k may vary from 2r3 to 1 of the normals
stiffness k . Hence, k is taken as 2r3 of the value of k .n s n
The value of the damping constant is estimated from thecoefficient of restitution. Since the latter is the measure of
w xthe energy loss upon collision, Corkum 10 showed thatfor a given coefficient of restitution e the damping con-stant l is given by:c
2 ln e k mŽ .( nl sy , 4Ž .c 2 2(ln e qpŽ .
Ž .where msm sm r m qm and m and m are the1 2 1 2 1 2
masses of the colliding discs. If m is very large in1
comparison to m , as in the case of the tumbling mill2
walls, then m is just the mass of the disc.A simple explicit leapfrog integration algorithm alge-
braically equivalent to the popular Verlet scheme wasfound to be sufficient for the tumbling mill simulation
Ž .problem. A typical acceleration quantity in Eq. 2 , such asx, is integrated from t to t to calculate the¨ ny1r2 nq1r2
velocity as follows:
x s x q x D t . 5Ž .Ž . Ž . Ž .˙ ˙ ¨nq1r2 ny1r2i i i
The value of the velocity calculated for time t isnq1r2
used to compute displacement:
x s x q x D t . 6Ž . Ž . Ž .Ž .˙nq1r2 nq1r2i i in
Ž .The other two acceleration quantities in Eq. 2 wereintegrated in a similar manner.
The stability of the numerical algorithm is important inassuring accurate results. Since the integration schemeadopted is a central difference scheme, the numericalstability depends on the time step chosen. A stability
w xanalysis 4 leads to a critical value given by:
D t-2 mrk , 7Ž .( n
where m is the smallest mass of discs present in thesystem. Failure to ensure this condition resulted in unreal-istic motion of the discs.
There are a number of contact models of varying com-plexity. However, in the context of colliding metal spheres
w xthe relevant model is the Hertz solution 11 for the normalforce between elastic spheres that increases as the 3r2
Ž .power of the relative approach or overlap of the spheres.On the other hand, measurements of force–displacement of
w xmetal spheres 12 exhibit a mildly non-linear contactbehavior that can be approximated to a linear contactmodel. The linear model used in this tumbling mill prob-
lem is supported by the fact that the simulation resultswere verified experimentally in a variety of laboratory-sizeand industrial-scale tumbling mills.
2.1. Boxing scheme and contact search
The computation of the net out-of-balance force on adisc requires the evaluation of the forces exerted on thedisc at all its contacts. Therefore, it becomes essential tokeep track of all the elements that are in contact with agiven ball at every step in time. This procedure is referredto as a contact search. Regardless of the shape of elementsinvolved, simulation of N interacting particles with DEM
Ž .involves an N Ny1 r2-pair of contacts search problem.However, the time spent on searching can be reduced toŽ .O N by dividing the entire working area into squares. In
the DEM literature, this procedure is referred to as boxingw x4 . The dimension of a cell is set at the maximumdiameter of a disc. A disc is supposed to be contained inall those boxes where the corners of its circumscribingsquare have an entry. In the case of a line elementcorresponding to the mill walls, all the boxes throughwhich the line passes are identified and used for contact
Ždetection. Once the box list the list of all elements in a.given box is generated, only those elements that have
entries into boxes associated with a given disc are assumedto be in potential contact with it. Actual disc-to-disccontact is calculated from the coordinates of the disccenters. Once the contact is determined, then the amountof overlap is found which in turn is used in the contactmodel to compute the contact force. After the force calcu-lation and integration of the equation of motion, the posi-tions of the discs are updated, and accordingly, the neigh-
Fig. 2. Typical snapshot of charge motion in an 11-m-diameter semi-au-togenous mill.

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112108
Table 1Simulation parameters for mill power analysis
Parameter Steel–steel Steel–rubber
Ž . Ž .Normal stiffness 400,000 Nrm 234,000 NrmŽ . Ž .Tangential stiffness 300,000 Nrm 176,000 Nrm
Coefficient of restitution 0.6 0.45Coefficient of friction 0.5 0.9
bor list is updated. Maintaining the neighbor list reducesthe searching effort.
2.2. Energy input
The two quantities of interest within the scope of thecurrent work are mill power draft and the impact energyspectra. Mill power draft is readily obtained from thesimulation of ball charge motion. The power supplied tothe mill is expended to maintain the ball charge in motion.While doing this work, energy is also lost in friction andcollisions. At each collision, a part of the total energy islost, which is mimicked by the dashpot. Thus, the additionof the product of normal and tangential force on thedashpot and respective displacement gives the energy lostat that contact. The energy lost in two dimensions isexpressed as:
Es F Õ D tqF Õ D t . 8Ž .Ý Ý normal normal tangential tangentialt k
Here, F is the dissipative force and Õ is the velocity. Asshown in the above expression, the energy loss term is
Ž .summed up over all the collisions k and for all the timeŽ .steps t . During this calculation, the energy associated
with each of the collisions is maintained in a record, whichat the end constitutes the total energy loss. A frequencyplot of the number of collisions vs. the collision energy isknown as an impact energy spectrum and is a valuable aid
w xin the practical study of tumbling mills 13 .
2.3. Computer implementation
The algorithm described above has been implementedin a computer code called Millsofte. This 2D code gener-
ates the circular mill shell fitted with lifter bars up to amill diameter of 13 m. Then, it generates a distribution ofdiscs of various sizes until the mill is filled to a prescribedlevel. First, the code allows the discs to settle on thebottom of the mill shell, after which the shell begins torotate. A typical semi-autogenous mill of diameter 12 mrequires 7500 discs of sizes 25 to 150 mm in the simula-tion. The simulation time for two full revolutions of themill, i.e., 24 s of real time, is 10 h on a 450-MHz Pentiumprocessor with Windows 95 operating system. The codestores the instantaneous position, velocity, and force infor-mation for all entities in the simulation. A typical snapshotof the charge motion in an 11-m-diameter tumbling mill isshown in Fig. 2. Fig. 2 shows a number of discs in
Ž .cataracting parabolic trajectory from 2 o’clock positionŽmotion and a greater number of discs in cascading discs
rolling on top of each other from the 3 o’clock to the 7.o’clock position motion, typically observed in experimen-
tal mills.
3. Experimental validation
The DEM simulation requires verification against ex-perimental data especially in view of the linear spring-and-dashpot model used here. To mimic 2D motion experi-
w xmentally 14 , a 25.4-cm-diameter by 29.2-cm-long millwas partitioned into separate compartments by interveningcircular plates. Then, each compartment was filled with 29
Ž .steel discs 2.54-cm-diameter and 0.18-cm-thick and themotion of the charge was photographed through the Plexi-glas end plate and compared with simulation. At variousspeeds of the mill, the motion of a disc located on theouter periphery of the charge and one located in theinterior of the charge was predicted satisfactorily to theextent that the model assumptions were satisfied in theexperiments. The net power drawn by this mill was alsopredicted with the DEM code. Next, a 90-cm-diameter by14-cm-long mill was filled with 5-cm steel balls to avolumetric loading of 40%. The motion of the charge wasphotographed via the transparent end plate. In this short-length mill, the experimental trends of charge motion wereidentical to the motion predicted by the 2D DEM code.
Table 2Comparison of predicted and measured mill power
UDiameter= length Mill filling Top ball size Mill speed Lifter number and dimensions Measured power Predicted powerŽ . Ž . Ž . Ž . Ž . Ž . Ž .m % cm % critical height=width in cm kW kW
0.254=0.292 50 3.8 60 8, 0.15=0.15 0.082 0.0710.381=0.292 50 3.8 60 8, 0.48=0.48 0.209 0.2070.550=0.304 38 5.0 87 18, 2.0=2.0 0.495 0.5210.762=0.457 50 3.8 60 8, 0.64=10.2 1.22 1.311.80=0.448 43 6.2 91 16, 7.0=7.0 6.24 6.092.04=2.72 37 4.0 74 20, 11.0=14.0 105 1144.11=5.49 34 7.6 77 30, 12.7=16.5 1324 1318
UAll lifters are of rectangular shape.

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112 109
From a practical point of view, the power draft, whichis measured with a torque sensor on the mill drive shaft, iscentral to assessing the operation of tumbling mills. Indi-rectly, successful prediction of power draft ensures thatcontact forces, and hence velocities of individual discs,were correctly computed. Under this premise, a number of
w xpower predictions 15 for mills ranging in size from0.25-m laboratory mills to 4.11-m-diameter industrial millswere simulated. The parameters used in all the DEMsimulations are listed in Table 1. The results shown inTable 2 attest to the capability of DEM simulation despitethe facts that the predictions are made with 2D model andthat the mills are rather large in size. The ability of theDEM-based simulation model in predicting mill power
w xdraft far surpasses well-established empirical models 16 .Since DEM accounts for the internal geometry of thetumbling mill, it predicts variation in power draft as aresult of changing the geometry of the lifters as well as thenumber of lifters.
4. 3D DEM formulation
In actual practice, the motion of steel balls in a tum-bling mill is a 3D motion. In 2D simulation, the planar
Ž .motion of balls discs in a thin axial cross-section of themill was modeled. It is very much desirable then to includein the model the axial motion of the balls. Hence, 3Dsimulation is expected to produce more accurate resultsthan 2D simulation. However, the price to pay, especiallyin the tumbling mill simulation, is the two or three order ofmagnitude increase in computational time. Therefore, par-allel processing computers alone are capable of simulatingplant-scale tumbling mills in a reasonable time.
The simulation of tumbling bodies in rotary drums withw xthe 3D DEM 6,17,18 has been attempted before. Since
the spring-and-dashpot model was adequate in the 2Dformulation, the same model framework is used in the 3DDEM formulation. In the following, a brief account of
w xmodel formulation 19 leading up to the calculation offorces acting on sphere A due to a collision with sphere Bis shown.
™The unit normal vector, n, from the center of sphere Ato that of sphere B is:
n s u yu rd is1,2,3, 9Ž . Ž .i B , i A , i
where d, the distance between the centers, is given by:
1r2
ds u yu u yu is1,2,3.Ž . Ž .Ý B , i A , i B , i A , iž /i
10Ž .
The velocity of B with respect to A, represented as Õ is:i
Õ su yu is1,2,3. 11Ž .˙ ˙i B , i A , i
The vectors that represent the normal, Õ , and the tangen-n, i
tial, Õ , components of Õ are:t, i i
Õ sÕ n n is js1,2,3, 12Ž .n , i j j i
Õ sÕ yÕ is1,2,3. 13Ž .t , i i n , i
The vector v which represents the angular velocity of thei
center of B with respect to that of A is normal to both Õn, i
and Õ . It is the angular velocity of the contact normalt, i™from the center of A to that of B. The magnitude of v is
Ž .1r2equal to Õ s Õ Õ divided by the distance d. Thus vt t t i
may be represented as follows:
v s´ n Õ rd is jsks1,2,3, 14Ž .i i jk j t ,k
where ´ is the Einstein alternating tensor of the thirdi jk
rank.The tangential velocity, Õ , across the contact is as, i
vector that is composed of the tangential velocity, Õ , andt, i
a component due to the rotations of the two spheres. Thetangential velocity is:
˙ ˙Õ sÕ q´ n u r qu r is jsks1,2,3.ž /s , i t , i i jk j A ,k A B ,k B
15Ž .
The normal force F is in the direction of the normaln, i
vector, and has a magnitude F :n
F sF n is1,2,3. 16Ž .n , i n i
The magnitude of the normal force is updated at every stepin time. With k representing the stiffness, the normaln
force at the contact is updated as:
F sFX yÕ k D t , 17Ž .n n n n
where FX is the normal force at the end of the previousnŽ .1r2time step, and Õ s Õ Õ . Both the magnitude andn n, i n, i
the direction of tangential force, F , must be updated ats, i
each time step. In this context, to realistically simulate themotion of a group of particles based on linear contact laws,contacts between particles must be broken when the mag-nitude of the normal force at the contact reduces to zero,rather than when the distance between the centers of the
w xcontacting particles exceeds the sum of their radii 20 .This scheme is used here.
Fig. 3. Approximate rotation of the tangential force.

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112110
Table 33D DEM simulation parameters for mill power calculations
Parameter Steel–steel
Ž .Normal stiffness 400,000 NrmŽ .Tangential stiffness 300,000 Nrm
Ž .Coefficient of restitution ball–ball 0.6Ž .Coefficient of restitution ball–wall 0.5
Coefficient of friction 0.6
Since the direction of the contact normal changes con-tinuously during a typical contact, some algebraic andvector manipulation is necessary in the tangential forcemodel. If FX represents the tangential force at the end ofs, i
the previous time step, the tangential force F at the ends, i
of the current time step, with k representing the tangentials
stiffness at the contact is given by:
F sFX T yk Õ D t is js1,2,3. 18Ž .s , i s , j i , j s s , i
The rotation tensor T is defined such that FX T repre-i, j s, j i, j
sents the force obtained by rotating FX to account for thes, j
change in the orientation of the contact normal. The rota-tion of the tangential force is performed numerically toavoid the computation of the nine components of therotational tensor at every time step. The approximation
w xscheme 11 is shown in Fig. 3. The approximation to theŽ .first term on the right-hand side of Eq. 18 is:
™X XF T fF q´ v D t F is jsks1,2,3.Ž .s , j i , j s , i i jk j s ,k
19Ž .™
The vector F represents the mean value of F overs,k s,k™Ž .the time step and ´ v D t F represents a vector that isi jk j s,k™ ™normal to both v and F . Hence, the force F isj s,k s,k
computed iteratively. As explained earlier, the computedtangential force is limited by the frictional force mF .n
After the forces at the contact have been computed, the
incremental force, R, at the contact is determined by theexpression:
R sF qF qD qD is1,2,3. 20Ž .i n , i s , i n , i s , i
In the above expression, D and D stand for the ithn, i s, i
components of the normal and the tangential contact damp-ing forces. The components of these forces are D sn, i
yÕ n b k and D syÕ b k , where the b ’s are then i n n s, i s, i s s
Rayleigh proportional damping constants for the normaland tangential dashpots. The forces and moments onspheres A and B are updated as:
F sF qR is1,2,3B , i B , i i21Ž .
F sF yR is1,2,3A , i A , i i
M sM y´ F r n is jsks1,2,3Ž .B , i B , i i jk s , j B k22Ž .
M sM y´ F r n is jsks1,2,3.Ž .A , i A , i i jk s , j A k
Since the forces and moments on spheres A and B opposeeach other, there is no net internal torque generated. Oncethe forces and moments have been determined for allcontacts made by the sphere, the laws of motion areapplied to each sphere individually.
5. 3D DEM simulation verification
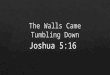
w xExperiments 21 were performed on a 90-cm-diameter=15-cm-long batch mill fitted with eight 4-cm=4-cmrectangular lifters. The mill charge was made up of 5.08-cm-diameter steel balls. A transparent Plexiglas faceplateenabled photographing the tumbling charge. The mill wasoperated at 30%, 50% and 70% of critical speed for two
Ž .levels of mill filling 20% and 30% by volume . Thetumbling ball charge was photographed with a high-speedcamera. The parameters used in the numerical predictions
w xare shown in Table 3. In this series of comparisons 21 ,
Fig. 4. Comparison of actual and simulated charge profiles for a 90-cm laboratory mill operating at 70% critical speed and a volume filling of 20%.

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112 111
Table 4Comparison of predicted and measured mill power
UDiameter= length Mill filling Top ball size Mill speed Lifter number and dimensions Measured power Predicted powerŽ . Ž . Ž . Ž . Ž . Ž . Ž .m % cm % critical height=width in cm kW kW
0.254=0.292 50 3.8 60 8, 0.15=0.15 0.076 0.0710.381=0.292 50 3.8 60 8, 0.48=0.48 0.209 0.212
0.9=0.15 20 5.0 30 8, 4=4 0.301 0.2940.9=0.15 20 5.0 50 8, 4=4 0.459 0.4610.9=0.15 20 5.0 70 8, 4=4 0.532 0.5310.9=0.15 30 5.0 30 8, 4=4 0.393 0.3960.9=0.15 30 5.0 50 8, 4=4 0.617 0.624
UAll lifters are of rectangular shape.
the 3D numerical code consistently predicted the overallcharge motion observed in the experiments. It shows thecascading and cataracting charges reliably as the millspeed is increased. It also correctly shows the fallingtrajectories of cataracting balls.
A typical snapshot of the charge motion at 70% criticalŽ .speed 100% being fully centrifuged motion compared
with predictions is shown in Fig. 4. Here, good visualagreement between experiment and prediction is seen inŽ .1 the expanded cascading charge between 3 o’clock and
Ž .6 o’clock positions, 2 the trajectory of cataracting orŽ .falling balls, and 3 the returning balls being carried up by
the mill at the 7 o’clock position.A comparison of experimental and predicted power
predictions is shown in Table 4. A good degree of matchimplies that the model accurately computes the energydissipated in all of the collisions taking place in the mill.The 3D DEM simulation predictions matched experimentalvalues far more closely than 2D predictions for obviousreasons. As shown in Table 4, the predictions differedfrom experimental power draft by at most 7 W for theseries of measurements made on the 90=15 cm mill.Although from a mechanics point of view more accurateexperimentation is desirable, the simulation model is morethan adequate for application to industrial-size tumblingmills.
An exact match between predicted and actual ball tra-jectories is difficult to obtain due to simplifying assump-tions made in the DEM model. It is assumed that the ballsare perfectly spherical and the mill shell is composed ofsmooth flawless surfaces; also the balls and the walls aremodeled as rigid bodies that do not deform during colli-sions. These assumptions inevitably lead to differencesbetween experimental and simulated charge profiles. How-ever, in the context of the purpose of the simulation model,the deviations are negligible and not worth the effortneeded to correct them.
6. Conclusions
The ball charge motion has been an intractable problemboth experimentally and theoretically. Simple models,
which considered the charge as a continuum, did notdescribe the motion fully. DEM has advanced the descrip-tion of charge motion considerably. Here, it is shown thata 2D model describes the motion more than adequatelyand a 3D model is even more exact.
The minerals and metals industry, which uses a varietyof tumbling mills, finds the DEM simulation to be a
w xvaluable tool 3 for design and diagnostics. Besides themotion of balls, DEM provides the forces arising in colli-sions. Thus, it is even possible to model the deformation ofmetal at these contacts, and hence model the wear rates ofsteel balls and mill walls. Finally, the transport of slurryw x22 through the expanded charge can be modeled withcomputational fluid dynamics in combination with DEM.
As tumbling mill simulation methodology advances, itwould be necessary to undo the empiricism surroundingthe contact model parameters. In particular, experimentalschemes should be devised to measure these parametersand relate them to ball motion. Next, the discrete elementmethodology imposes severe computational burden. This is
Ž .especially true when an industrial size mill 11.0=4.5 mcontaining 330,000 particles must be simulated in threedimensions. The recourse is to solve the problem on amultiple-CPU-shared-memory architecture. A possiblecomputationally inexpensive approach is to parallelize the3D code and execute it on a Beowulf or pile-of-PC com-
w xputer system 23 .
References
w x Ž .1 A.L. Mular, G.V. Jergensen Eds. , Design and Installation ofComminution Circuits, Society of Mining Engineers Press, NewYork, 1982, p. 393.
w x2 B.K. Mishra, R.K. Rajamani, Applied Mathematical Modelling 16Ž .1992 598–604.
w x3 M. Sherman, R.K. Rajamani, Canadian Mineral Processors Confer-ence, Ottawa, Canada, 1999, p. 255.
w x4 P.A. Cundall, O.D.L. Strack, The Distinct Element Method as aTool for Research in Granular Media: Part 2, Technical Report,Department of Civil and Mineral Engineering, University of Min-nesota, 1979.
w x Ž .5 Y. Tsuji, T. Tanaka, T. Ishida, Powder Technology 71 1992239–250.
w x6 O.R. Walton, R.L. Braun, Joint DOErNSF Workshop on Flow ofParticulates and Fluids, Ithaca, NY, 1993.

( )R.K. Rajamani et al.rPowder Technology 109 2000 105–112112
w x Ž .7 O.R. Walton, Mechanics of Materials 16 1993 239–247.w x8 R. Zhang, G.C.W. Mustoe, K.R. Nelson, 2nd International Confer-
Ž .ence on Discrete Element Method DEM , MIT, Cambridge, MA,1993, p. 189.
w x Ž .9 R.P. King, F. Bourgeois, Minerals Engineering 6 1993 353–367.w x10 B.T. Corkum, Master thesis, University of Toronto, Canada, 1989.w x11 S. Timoshenko, J.N. Goodier, Theory of Elasticity, 2nd edn., Mc-
Graw-Hill, New York, 1951.w x12 W. Goldsmith, Impact, Edward Arnold Publ., London, England,
1960.w x13 B.K. Mishra, R.K. Rajamani, International Journal of Mineral Pro-
Ž .cessing 40 1994 187–197.w x14 B.K. Mishra, R.K. Rajamani, International Journal of Mineral Pro-
Ž .cessing 40 1994 171–186.w x15 A. Datta, B.K. Mishra, R.K. Rajamani, Canadian Metallurgical
Ž .Quarterly 38 1999 133–140.
w x16 K.S. Lidell, M.H. Moys, Journal of South African Institute ofŽ .Mining and Metallurgy 8 1988 49–57.
w x Ž .17 J. Kano, N. Chujo, F. Saito, Advanced Powder Technology 8 199739–51.
w x18 S. Agrawala, R.K. Rajamani, P. Songfack, B.K. Mishra, MineralsŽ .Engineering 10 1997 215–227.
w x19 R. Venugopal, R.K. Rajamani, Powder Technology, 1999, to bepublished.
w x Ž .20 D. Zhang, W.J. Whiten, Powder Technology 98 1998 223–230.w x21 R. Venugopal, Master thesis, University of Utah, USA, 1998.w x22 P.K. Songfack, R.K. Rajamani, Transaction of the Indian Institute of
Ž .Metals 50 1997 337–347.w x23 T.L. Sterling, J. Salmon, P.J. Becker, D.F. Savarese, How to Build a
Beowulf: A Guide to Implementation and Application of PC Clus-ters, MIT Press, Cambridge, MA, 1999.
Recommended