-
The Metallurgy Of Carbon Steel
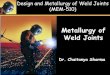
The best way to understand the metallurgy of carbon steel is to
study the Iron CarbonDiagram. The diagram shown below is based on
the transformation that occurs as a resultof slow heating. Slow
cooling will reduce the transformation temperatures; for
example:the A1 point would be reduced from 723C to 690 C. However
the fast heating andcooling rates encountered in welding will have
a significant influence on thesetemperatures, making the accurate
prediction of weld metallurgy using this diagramdifficult.
Austenite This phase is only possible in carbon steel at high
temperature. It has aFace Centre Cubic (F.C.C) atomic structure
which can contain up to 2% carbon insolution.
Ferrite This phase has a Body Centre Cubic structure (B.C.C)
which can hold verylittle carbon; typically 0.0001% at room
temperature. It can exist as either: alpha ordelta ferrite.
Carbon A very small interstitial atom that tends to fit into
clusters of iron atoms. Itstrengthens steel and gives it the
ability to harden by heat treatment. It also causesmajor problems
for welding , particularly if it exceeds 0.25% as it creates a
hardmicrostructure that is susceptible to hydrogen cracking. Carbon
forms compoundswith other elements called carbides. Iron Carbide,
Chrome Carbide etc.
Cementite Unlike ferrite and austenite, cementite is a very hard
intermetallic
-
Cementite Unlike ferrite and austenite, cementite is a very hard
intermetalliccompound consisting of 6.7% carbon and the remainder
iron, its chemical symbol isFe3C. Cementite is very hard, but when
mixed with soft ferrite layers its averidgehardness is reduced
considerably. Slow cooling gives course perlite; soft easy
tomachine but poor toughness. Faster cooling gives very fine layers
of ferrite andcementite; harder and tougher
Pearlite A mixture of alternate strips of ferriteand cementite
in a single grain. The distancebetween the plates and their
thickness isdependant on the cooling rate of the material;
fastcooling creates thin plates that are close togetherand slow
cooling creates a much coarser structurepossessing less toughness.
The name for thisstructure is derived from its mother of
pearlappearance under a microscope. A fully pearliticstructure
occurs at 0.8% Carbon. Furtherincreases in carbon will create
cementite at thegrain boundaries, which will start to weaken
thesteel.
Cooling of a steel below 0.8% carbon When a steel solidifies it
forms austenite.When the temperature falls below the A3 point,
grains of ferrite start to form. Asmore grains of ferrite start to
form the remaining austenite becomes richer incarbon. At about 723C
the remaining austenite, which now contains 0.8% carbon,changes to
pearlite. The resulting structure is a mixture consisting of white
grainsof ferrite mixed with darker grains of pearlite. Heating is
basically the same thingin reverse.
-
Martensite If steel is cooled rapidly from austenite, the F.C.C
structure rapidlychanges to B.C.C leaving insufficient time for the
carbon to form pearlite. Thisresults in a distorted structure that
has the appearance of fine needles. There is nopartial
transformation associated with martensite, it either forms or it
doesnt.However, only the parts of a section that cool fast enough
will form martensite; in athick section it will only form to a
certain depth, and if the shape is complex it mayonly form in small
pockets. The hardness of martensite is solely dependant oncarbon
content, it is normally very high, unless the carbon content is
exceptionallylow.
-
Tempering The carbon trapped in the martensite transformation
can be released byheating the steel below the A1 transformation
temperature. This release of carbonfrom nucleated areas allows the
structure to deform plastically and relive some of itsinternal
stresses. This reduces hardness and increases toughness, but it
also tends toreduce tensile strength. The degree of tempering is
dependant on temperature andtime; temperature having the greatest
influence.
Annealing This term is often used to define a heat treatment
process that producessome softening of the structure. True
annealing involves heating the steel toaustenite and holding for
some time to create a stable structure. The steel is thencooled
very slowly to room temperature. This produces a very soft
structure, butalso creates very large grains, which are seldom
desirable because of poortoughness.
Normalising Returns the structure back to normal. The steel is
heated until it juststarts to form austenite; it is then cooled in
air. This moderately rapid transformationcreates relatively fine
grains with uniform pearlite.
Welding If the temperature profile for a typical weld is plotted
against the carbonequilibrium diagram, a wide variety of
transformation and heat treatments will beobserved.
Note, the carbon equilibrium diagram shown above is only for
illustration, in reality it willbe heavily distorted because of the
rapid heating and cooling rates involved in the weldingprocess.
-
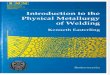
a)
b)
c)
d)
Mixture of ferrite and pearlite grains; temperature below A1,
thereforemicrostructure not significantly affected.
Pearlite transformed to Austenite, but not sufficient
temperature available toexceed the A3 line, therefore not all
ferrite grains transform to Austenite.On cooling, only the
transformed grains will be normalised.
Temperature just exceeds A3 line, full Austenite transformation.
On coolingall grains will be normalised
Temperature significantly exceeds A3 line permitting grains to
grow. Oncooling, ferrite will form at the grain boundaries, and a
course pearlite willform inside the grains. A course grain
structure is more readily hardenedthan a finer one, therefore if
the cooling rate between 800C to 500C israpid, a hard
microstructure will be formed. This is why a brittle fracture
ismost likely to propagate in this region.
Welds The metallurgy of a weld is very different fromthe parent
material. Welding filler metals are designedto create strong and
tough welds, they contain fineoxide particles that permit the
nucleation of fine grains.When a weld solidifies, its grains grow
from the courseHAZ grain structure, further refinement takes
placewithin these course grains creating the typical
acicularferrite formation shown opposite.
Recommended Reading
-
Metals and How To Weld Them :- Lincoln Arc FoundationA very
cheap hard backed book covering all the basic essentials of
weldingmetallurgy.
Welding Metallurgy Training Modules:- (Devised by The Welding
Institute ofCanada) Published in the UK by Abington Publishing. Not
cheap but theinformation is clearly represented in a very readable
format.
Return To Sub Menu
Page last updated 08 May 2002
-
Residual Stress
-
Magnitude Of Stresses- A Simple Analogy
-
Return To Sub Menu
Page last updated 08 May 2002
Strain Age Embrittlement
This phenomenon applies to carbon and low alloy steel. It
involves ferriteforming a compound with nitrogen; iron-nitride
(Fe4N). Temperatures around250C, will cause a fine precipitation of
this compound to occur. It will tend topin any dislocations in the
structure that have been created by cold work orplastic
deformation.
Strain ageing increases tensile strength but significantly
reduces ductility andtoughness.
Modern steels tend to have low nitrogen content, but this is not
necessarily truefor welds. Sufficient Nitrogen, approximately 1 to
2 ppm, can be easily pickedup from the atmosphere during
welding.
Weld root runs are particularly at risk because of high
contraction stressescausing plastic deformation. This is why impact
test specimens taken from theroot or first pass of a weld can give
poor results.
Additions of Aluminium can tie up the Nitrogen as Aluminium
Nitride, butweld-cooling rates are too fast for this compound to
form successfully. Stressrelief at around 650 degrees C will
resolve the problem.
Return To Sub Menu
Page last updated 08 May 2002
-
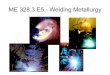
HOW TO AVOID PWHT
The above picture is of a new pressure vessel that failed during
itshydraulic test. The vessel had been stress relieved, but some
parts ofit did not reach the required temperature and consequently
did notexperience adequate tempering. This coupled with a small
hydrogencrack, was sufficient to cause catastrophic failure under
testconditions. It is therefore important when considering PWHT or
itsavoidance, to ensure that all possible failure modes and
theirconsequences are carefully considered before any action is
taken.
The post weld heat treatment of welded steel fabrications is
normallycarried out to reduce the risk of brittle fracture by:
-
Reducing residual Stresses. These stresses are created whena
weld cools and its contraction is restricted by the bulk ofthe
material surrounding it. Weld distortion occurs whenthese stresses
exceed the yield point. Finite elementmodelling of residual
stresses is now possible, so that thecomplete welding sequence of a
joint or repair can bemodelled to predict and minimise these
stresses.
Tempering the weld and HAZ microstructure. Themicrostructure,
particularly in the HAZ, can be hardened byrapid cooling of the
weld. This is a major problem for low
-
rapid cooling of the weld. This is a major problem for lowand
medium alloy steels containing chrome and any otherconstituent that
slow the austenite/ferrite transformationdown, as this will result
in hardening of the micro structure,even at slow cooling rates.
The risk of brittle fracture can be assessed by fracture
mechanics.Assuming worst-case scenarios for all the relevant
variables. It isthen possible to predict if PWHT is required to
make the fabricationsafe. However, the analysis requires accurate
measurement of HAZtoughness, which is not easy because of the HAZs
small size andvarying properties. Some approximation is possible
from impacttests, providing the notch is taken from the point of
lowesttoughness.
If PWHT is to be avoided, stress concentration effects such as:
-backing bars, partial penetration welds, and internal defects in
theweld and poor surface profile, should be avoided. Good surface
andvolumetric NDT is essential. Preheat may still be required to
avoidhydrogen cracking and a post weld hydrogen release may also
bebeneficial in this respect (holding the fabrication at a
temperature ofaround 250C for at least 2 hours, immediately after
welding).
Nickel based consumables can often reduce or remove the need
forpreheat, but their effect on the parent metal HAZ will be no
differentfrom that created by any other consumable, except that the
HAZmay be slightly narrower. However, nickel based welds, like
mostaustenitic steels, can make ultrasonic inspection very
difficult.
Further reduction in the risk of brittle fracture can be
achieved byrefining the HAZ microstructure using special temper
bead weldingtechniques.
Further Information On: -
Temper Bead Welding Technique
Fracture Mechanics (Link temporarily Disabled)
Residual Stresses Metallurgy of Steel
Return To Menu Page
-
Page last updated 10 June 2002
-
Alloying Elements
ManganeseIncreases strength and hardness; forms a carbide;
increases hardenability;lowers the transformation temperature
range. When in sufficient quantityproduces an austenitic steel;
always present in a steel to some extent because itis used as a
deoxidiser
SiliconStrengthens ferrite and raises the transformation
temperature temperatures; hasa strong graphitising tendency. Always
present to some extent, because it isused with manganese as a
deoxidiser
ChromiumIncreases strength and hardness; forms hard and stable
carbides. It raises thetransformation temperature significantly
when its content exceeds 12%.Increases hardenability; amounts in
excess of 12%, render steel stainless. Goodcreep strength at high
temperature.
NickelStrengthens steel; lowers its transformation temperature
range; increaseshardenability, and improves resistance to fatigue.
Strong graphite formingtendency; stabilizes austenite when in
sufficient quantity. Creates fine grainsand gives good
toughness.
Nickel And ChromiumUsed together for austenitic stainless
steels; each element counteractsdisadvantages of the other.
TungstenForms hard and stable carbides; raises the
transformation temperature range,and tempering temperatures.
Hardened tungsten steels resist tempering up to6000C
MolybdenumStrong carbide forming element, and also improves high
temperature creepresistance; reduces temper-brittleness in Ni-Cr
steels. Improves corrosionresistance and temper brittleness.
VanadiumStrong carbide forming element; has a scavenging action
and produces clean,
-
inclusion free steels. Can cause re-heat cracking when added to
chrome mollysteels.
TitaniumStrong carbide forming element. Not used on its own, but
added as a carbidestabiliser to some austenitic stainless
steels.
PhosphorusIncreases strength and hardnability, reduces ductility
and toughness. Increasesmachineability and corrosion resistance
SulphurReduces toughness and strength and also
weldabilty.Sulphur inclusions, which are normally present, are
taken into solution near thefusion temperature of the weld. On
cooling sulphides and remaining sulphurprecipitate out and tend to
segregate to the grain boundaries as liquid films, thusweakening
them considerably. Such steel is referred to as burned.
Manganesebreaks up these films into globules of maganese sulphide;
maganese to sulphurratio > 20:1, higher carbon and/or high heat
input during welding > 30:1, toreduce extent of burning.
Return To Sub Menu
Page last updated 02 June 2002
-
Pre-heat Calculator
Pre-Heat Calculator to EN1011 Part 2 - Non Alloyed And Low
AlloySteels.
Information on how to use this page
HeatInput
Enter ArcEnergyKJ/mm OR
SelectWeldingProcess
Manual Metal Arc Welding
Heat InputKJ/mm = Note, this box is not for data input.
CarbonEquivalent
EnterCarbonEquivalent OR
HydrogenScale
SelectHydrogenScale
A {MMA Rutile & Cellulosic Electrodes, Worst Case}
>15ml/100g
-
CombinedThickness
EnterCombinedThicknessmm
Note Thickness must be 2 x T for a butt weld
CalculatePre-Heat
Min Pre-Heat Temperature= C
Return
Page last updated 13 April 2002





![Welding Metallurgy[1]](https://img.dokumen.tips/doc/110x75/55cf8e70550346703b9232af/welding-metallurgy1.jpg)