Embed Size (px)
Citation preview
WATER AND EFFLUENT IN WOOL TEXTILE INDUSTRY
FRIDAY MORNING, 17 SEPTEMBER
Chairman-Mr W. PENN
Water Conservation and Effluent Disposal in the Wool Textile Industry
R. P. HARKER AND B. M. ROCK
Wool lndustries Research Association, Headingley Lane, Leeds, LS6 IB W
481
Introduction In the late eighteenth century, the wool textile industry looked
upon rivers and streams as valuable copious supplies of process water and as convenient drains for the disposal of effluents, and was able to use them simultaneously for both of these purposes without inconvenience either to itself or to other users because the supply far exceeded the demand. With the rapid expansion of the industry, however, there was a commensurate deterioration in river quality, so that by the middle of the nineteenth century some rivers in the West Riding of Yorkshire were grossly polluted (I) and no longer able to serve adequately as water- supply channels, although they continued to be used as drains until much later. Partly as a consequence, reservoirs were built in the upper reaches of rivers to deliver pure water to towns many miles away by aqueduct. The capital costs of extending such supply systems to meet and satisfy the projected future demand for water today are very high, and current national policy is aimed at restoring and maintaining river quality so that artificial aqueducts will not be required, reservoirs high in the catchment area being used to regulate river flow. The success of this policy obviously requires that all water extracted from the supply must be used to its full potential and that effluents must be adequately treated, either by industry or local authorities, before they are discharged to rivers.
Among informed people in the textile industry and in the Re- search Associations there was agreement some years ago on the need for research on effluent treatment and water conservation and it was in anticipation of the climate of opinion existing today that the Committee of Directors of Textile Research Associations decided at that time to act on behalf of theindustry. Collaborative work by Wira, the Shirley Institute, and HATRA was con- sequently undertaken in the period 1962-69 under the following main headings :
a) Quantities of water used for processing h) Water economy and re-use c) Quality of effluent discharged I d) Trade-emuent treatment processes
At the beginning of this century a Royal Commission on sewage disposal established standards for the discharge of aqueous waste into public water courses. Among the more important of their suggestions were the recommendations that effluents disposed of to rivers should not contain suspended solids in excess of 30 mg/l or have a biological oxygen demand (BOD) in excess of 20 mg/l. These standards have been used as a guide ever since, and in recent years have been a mandatory requirement of River Authorities. Despite this, most effluents entering water courses, including many discharges from the purification works of local authorities, do not comply with these standards. The two principal reasons for this are:
(1) Many of the local-authority purification plants do not have the capacity for treating the ever-increasing pollution load and volume delivered to them. In some cases this is because the works are old, In a very few cases because they are inefficient, and in a (fortunately) smaller number still of new works because recent developments have far outstripped the forecast on which the works were designed.
(2) Some effluent components do not respond to biological-treatment processes and are not easily, or cheaply, removed from the effluent by alternative techniques, such as chemical precipitation.
Examples of these are wool grease, some detergents, and chrome from dye residues, which has a deleterious effect on biological processes at concentrations above about 6 mg/l.
The Royal Commission standards were fixed at a level in accordance with what was considered to be the regenerative capacity of rivers, and, whatever the cause might be, the con- sequence of non-compliance is that rivers cannot adequately perform this function. There is in many cases, therefore, a continuous decrease in the quality of water from the source to the mouth of a river. Adequate treatment of effluents would restore water quality, as is evident, for example, on the Mersey and the Trent, both of which have good sections in between bad ones.
Present Position of Wool Textile Industry The wool textile industry in the U.K. uses about 100 million
gal of water per day for scouring raw wool, yarn and cloth, for washing-off after milling, and for all dyeing operations. In the course of a survey conducted recently by Wira, 65 different wet processes were found in 127 mills, but those mentioned above were by far the most significant in terms both of the volume of water used for them and of the pollution load arising from them. Results obtained during this survey and associated research work by Wira have been reported in detail elsewhere (2), but some of them are worth repeating. Table 1 shows average values and ranges in the quantities of water required for carrying out the major wet processes examined, and data obtained by analysis of typical effluent samples are given in Table 2.
TABLE 1 Water Consumption for Various Unit Processes
Water consumption (gal/lb)
Process Average Range Washing loose wool 1.3 0.3-2.6 Dyeing loose wool 5.2 2 -6-1 3.1 Washing wool top 0.4 0.02-0.9
Hank scouring 1 . 3 0.3-4.1 Hank dyeing 5.4 Package dyeing 4.7 1.0-1 1.2 Woollen piece scouring 9 . 4 3.9-17.4 Woollen piece scouring and milling
Mi 11 in g 6.2 3.5-9.9
Worsted piece scouring 13.4 4.7-49 * 4 Worsted piece dyeing 15.1 8'6-19.8
TABLE 2 Composition of Wool Processing Effluents
Dyeing wool top 3.8 2'0-7'0
2.5-1 1 .1
Scouring 7.3 2.7-1 9.6
Combined scouring and milling 10.8 5'4-24.4 Woollen piece dyeing 12.3 2.6-38.6
SS TS BOD PV Grease
Wool scouring 7.0 4,000 70,000 30,000 6,000 30,000 Piece scouring 10.0 4,000 18,000 30,000 3,000 6,000 Acid milling 3.0 300 800 500 75 400
Mixed effluent 7.0 150 2,000 175 50 100 'Results given for wool scouring and piece scouring relate only to the strongest possible samples, which would be considerably diluted in a tjpical process
Sample* PH (mg/l) (mg/l) (mg/U (mg/U (ms/l)
Spent dye-liquor 6.0 30 4,000 3,000 150 80
482 JSDC DECEMBER 1971; HARKER AND ROCK
Scouring of raw wool in the U.K. probably produces about 70 million Ib of suspended solids and a total BOD load of the same order each year, and piece scouring probably adds a further 30 million Ib in each case. The two together would have a population equivalent of 3 million people and would require the entire capacity of a treatment plant roughly five times as big as that at Esholt, Bradford, which is already the largest percolating-filter installation in the world.
As a result of the collaborative work, data were established relating to the composition, variation in composition, and volume of efluent discharged by industry as a whole and by individual units and processes. Methods and equipment were developed for treating textile effluents by appropriate chemical or biological methods, and the re-use of rinse waters and purified effluents was investigated. The results of this work have been published (2) . As a result of it, the textile Research Associations are in a very strong position to advise industry and to state a position on its behalf to local authorities and government.
More recent work at Wira has been concerned with amounts of water required in selected areas, and with general requirements of water quality throughout the industry.
Table 3 shows values for tolerable limits of impurities which were suggested at the outset of the work on water quality. This Table has since appeared elsewhere as a definitive statement, but this was not the intention when it was first put forward. It should be regarded as a guide in the most general terms only. Analytical work on several hundred samples of process water collected in mills is now approaching completion and it is almost certain that the tabulated suggestions will be modified by the findings of the investigation.
TABLE 3 Tolerable Limits of Various Substances in the
Textile Industries Cotton. silk and man-made
fibres (mg/l) Wool (mg/l) Total hardness so4* CI * NO, PO4 TDS Free CI, Fe M n c u t A1
70 100 250 250 250 250
0.5 0.5 No limit within reason
500 500 0.1 0.1 0.3 0 0.05 0 0.01 0 0.25 0.25
*SO, and CI must not vary; this is more important than absolute value tAny heavy metals as Cu
Significance of the Results The water consumptions given in Table 1 show very wide
variations for each of the processes listed. There are several reasons for these variations, but among the more important are the local availability of water and the quality of the product. Invariably, as might be expected, much more water is used in the high-class trade than in the low, but the total cost of all process water used during the conversion of raw wool into woven cloth is relatively constant at about 2% of the value of the cloth. At this level, water costs may already be a sufficient incentive to encourage economy wherever possible, and it is likely that future increases in costs, both for water and for effluent discharge, will provide a much greater incentive. I t is certain that much less water could be used for all purposes without any consequent reduction in the quality of the product.
Thc pollution load arising from efficient processing, however, is not dependent on the volume of water used but on the weight of contaminants removed from the product. Better husbandry of water supplies would lead to a reduction in the figures given in Table I , but would also result in a rise in the figure given in
Table 2. In some cases, such as the centrifugal recovcry o f wool grease, this would be advantageous, but in others, such as thc conveyance of suspended solids through sewers, difficulties might arise. On balance, effluent treatment would be simplified by it
reduction in the volume discharged and this should lead l o closer control over the limits of impurities in public watcr supplies.
The Future There is no doubt that the future prospects for water st~ppl~c\
in the U.K. depend largely on the creation of a situation in which water can be re-used. This is particularly true in non-textile areas of the U.K. and also in other parts of the world. The t o t d flow of the River Thames is already being used one and a hall times before it reaches London Bridge and some of its wacers are being used several times, having been extracted, treated, used, discharged to sewage works, and thence to the rive1 repeatedly.
In predominantly textile areas, such as the West Riding 01 Yorkshire, the situation is, at the moment, less patently uigent. This is probably due to the circumstances which encouraged the foundation of the industry in areas where water supplies were plentiful and to the wisdom shown during the last hundred years in the building of ambitious water-storage and -distribution systems in those areas.
It would not be in keeping with the native prudence of tlic textile industry to assume that this apparent advantage is likely to be maintained. The intimations arising from the implemcnta- tion of a national policy for water are too strong for that. The industry must recognise that, although future supplies may bc maintained as far as quantity is concerned, the same is unlikely to be true of quality. The re-use of water in the existing statc of the technology and the economics of water recovery alnio\f inevitably mean that a reduction in water quality is to be expected.
The Pudsey Project Wira is currently in receipt of grant aid from the Departmcrit
of the Environment to investigate the feasibility of re-using effluent discharged after treatment from Pudsey Sewage Works for wet processing in a local mill. The treatment practised at the sewage works produces a waste water of good quality which is discharged, as is the usual practice, to the river. With minimal additional treatment, this water could be suitable for the industrial processes carried out at the mill.
Pudsey obtains its water from Bradford water undertaking and thus has access to adequate, though expensive (22p per thousand gal), supplies. The distribution system in Pudsey, however, is grossly overloaded when peak demand is made upon it. The largest user of water in the area is a textile mill which draws water from a stream of uncertain quality, from a boreholc of decreasing output, and increasingly from the mains. l 'hc dry-weather flow at the sewage works is 1.25 million gal/dny, of which one-fifth is trade effluent discharged from the mill. When the mill is drawing heavily from the mains ( ix . at rates higher than 10,000 gal/h), the limitations imposed by the distri- bution system result in the supply to other users, includiiig domestic, being virtually cut off and the local authority hac indicated that this interference is unacceptable. Domcslic supplies must have absolute priority and, unless domcstic demands are being met fully, no mains water may be used by the mill. Re-use of process water by re-cycling is one way in which this situation could be alleviated. Re-cycling of all process watcr is technically simpler than the provision and operation o f separate drainage systems to allow re-cycling of only the cleaner portions of the process water. Re-cycling of water between the mill and the sewage works (where adequate trcat- ment facilities and expertise exist) is preferable to re-cycling in
WATER AND EFFLUENT IN WOOL TEXTILE INDUSTRY 483
the mill (where neither exists). It has been estimated by the sewage works that water recovered in this way would cost about 5p per thousand gal exclusive of capital charges.
Scouring of Raw Wool and Cloth The treatment of textile effluents containing large quantities of
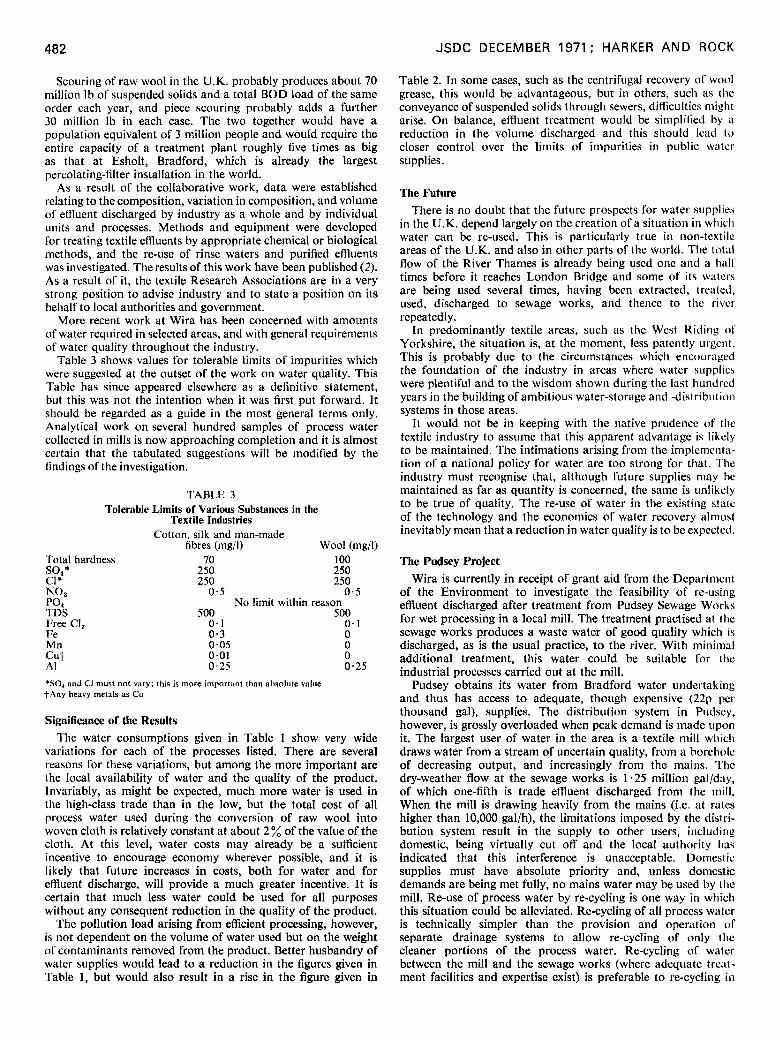
grease presents special problems bectiuse wool grease and many of the traditional processing lubricants are not readily bio- degraded. Even where recovery of wool grease is practised, by centrifuging or acid cracking, residual grease present in treated liquor may be as high as 10,OOO mg/l and is unlikely to be less than loo0 mg/l. Additional treatment is, therefore, still required before the effluent can be discharged to a river.
Methods examined in detail at Wira for the treatment of effluents such as these have included electrophoresis, dialysis, reverse osmosis and distillation, and these studies have resulted in the development of the Traflo-W process (Figure 1). The process essentially entails chemical coagulation of impurities followed by vacuum filtration, and, at its optimum, is capable of removing 100% of the suspended solids and grease and of reducing the BOD by at least 80%. Manufacture of this treat- ment plant is covered by a licence agreement between Wira and Petrie & McNaught Ltd.
Holding tank
loo0 gal Filter cloth
Treatment
Feed
Vacuum Filtrate
sulphate
Figure I-Outline of mill-based pilot-scale plant for treatment of piece-scouring effluent
Dye-liquor and Rinse Waters In terms of pollution load, dye-liquors and rinse waters do not
normally present a serious problem, although toxic metals such as chromium may require removal. The large volumes involved, however, may necessitate special provisions both in sewerage and at the sewage works. Residual dye in spent dye-liquors may give rise to complaints, mainly of nuisance, if these liquors are discharged to a water course, but this problem can usually be dealt with fairly simply either by chemical precipitation or by retention of the liquor in daylight for a few days. Disused mill dams can sometimes be utilised for this purpose.
Because of the weak nature and large volume of effluents of this type, the prospects for re-use within the mill are very attractive. It is possible that some liquors can be used at least twice in succession for a given process, e.g. rinsing; it is certain that most liquors can be used repeatedly for different processes.
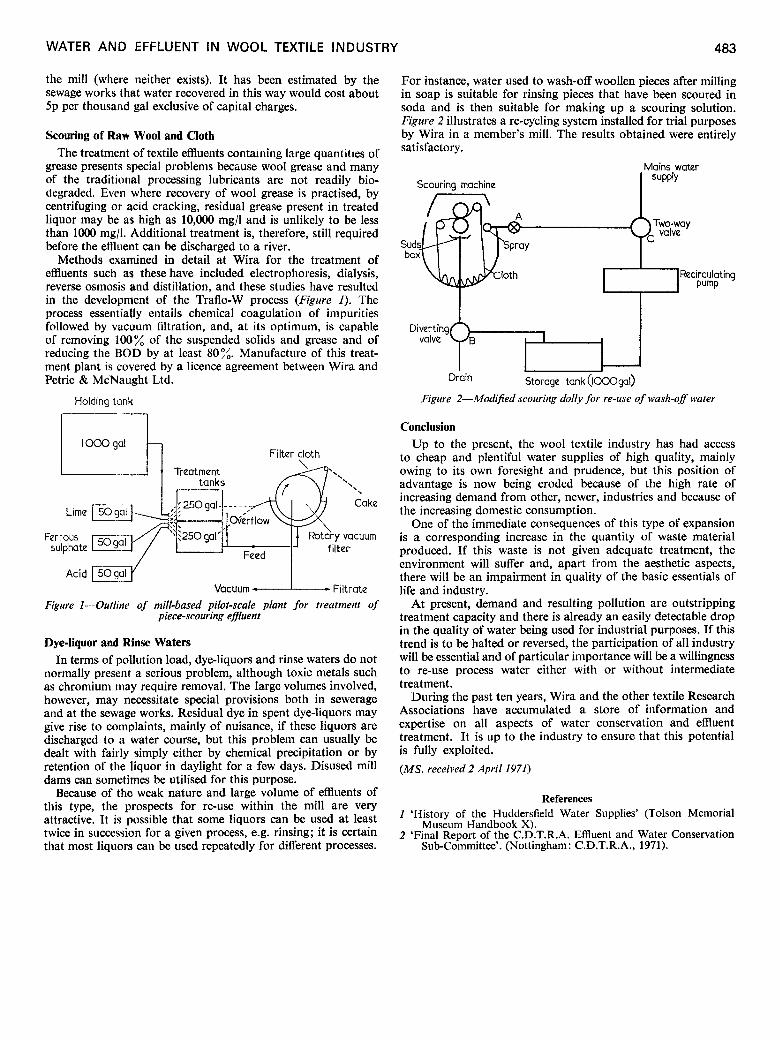
For instance, water used to wash-off woollen pieces after milling in soap is suitable for rinsing pieces that have been scoured in soda and is then suitable for making up a scouring solution. Figure 2 illustrates a re-cycling system installed for trial purposes by Wira in a member‘s mill. The results obtained were entirely satisfactory.
Scouring machine - Mains water
I supply
, , , 1 valve
I u Drain Storage tank (1000gal)
Figure 2-Modified scouring dolly for re-use of wash-off water
Conclusion Up to the present, the wool textile industry has had access
to cheap and plentiful water supplies of high quality, mainly owing to its own foresight and prudence, but this position of advantage is now being eroded because of the high rate of increasing demand from other, newer, industries and because of the increasing domestic consumption.
One of the immediate consequences of this type of expansion is a corresponding increase in the quantity of waste material produced. If this waste is not given adequate treatment, the environment will suffer and, apart from the aesthetic aspects, there will be an impairment in quality of the basic essentials of life and industry.
At present, demand and resulting pollution are outstripping treatment capacity and there is already an easily detectable drop in the quality of water being used for industrial purposes. If this trend is to be halted or reversed, the participation of all industry will be essential and of particular importance will be a willingness to re-use process water either with or without intermediate treatment.
During the past ten years, Wira and the other textile Research Associations have accumulated a store of information and expertise on all aspects of water conservation and effluent treatment. It is up to the industry to ensure that this potential is fully exploited. (MS. received 2 April 1971)
References I ‘History of the Huddersfield Water Supplies’ (Tolson Memorial
Museum Handbook X).
Sub-committee’. (Nottingham: C.D.T.R.A., 1971). 2 ‘Final Report of the C.D.T.R.A. Effluent and Water Conservation

484 JSDC DECEMBER 1971; HARKER AND ROCK
Discussion Mr J. S. WARD: ( I ) Would the lecturers give some indication of
therelative position of the wool textile industry asawater useranda polluter in relation to both other industries and the general public?
(2) Are there likely to be any serious problems, in the longer term, in the disposal of the solid residues from full-scale effluent- treatment processes of the type described ?
(3)* Mr Rock indicated in his remarks that the re-use of water was likely to be of increasing importance to the industry. On the other hand, he showed the great possibilities for economy in water usage in typical processes. Assuming ‘water re-use’ to mean recycling of water after effluent treatment, will this really be necessary to any substantial extent if the industry aims seriously at the ‘target’ levels of water consumption which have now become available.
Mr ROCK: ( I ) Wira’s survey of water usage suggests that about 2”( of all industrial water used in the U.K. is used by the wool textile industry. All industry uses about three times as much water as the general public and this suggests that the wool textile industry uses about 1 . 5 ”/, of all water used for all purposes.
It is harder to establish a figure for pollution load. Scouring of raw wool in the Bradford area produces a load equivalent to that arising from about 0.75 million people, so that the total load due to this process throughout the U.K. would have a population equivalent of about 1.5 million people. All other wet processing in the wool textile industry probably gives rise to a load of the same order and it would therefore seem that the total pollution load discharged by the wool textile industry is equivalent to that arising from 6% of the population. The contribution from other industries is not accurately known to us, but it is probable that if due allowance were made for this it would be found that more than 3 % of the total pollution load discharged in the U.K. arises from the wool textile industry.
(2) Sludge disposal has been, and still remains, one of the most serious problems in any form of effluent- or sewage-treatment process. The long-term solution, which is already being imple- mented in some cases, probably rests with incineration plants and we believe that, although expensive, this will be a satis- factory solution.
( 3 ) The first step in alleviating any shortage is to make the most of existing resources and this means that various possibilities should be considered. Amongst these are reduction in con- sumption where this is practicable, and re-use where i t is not. For example, in the scouring of worsted piece, water may be used for the twin purposes of soil removal and dimensional adjust- ment. The amounts of water required for these two separate purposes will be very different and significant economy may not be posible, the main requirement being a large volume of water for ‘running to width’ rather than a minimal volume for scouring. In such a case, most of the process water would be suitable for re-use and only the scouring liquor would require intermediate t reatmen t.
This comment applies to a purely domestic situation within a mill, but of more importance in the technology of water re-use is the current practice of using rivers simultaneously to * Communicated
distribute water and to dispose of effluent. In this context, re-use with intermediate treatment is playing a very importitnt part in industry and will continue to do so.
Mr C. MCNEIL: Solvent scouring has been with us a long time and seems to offer a simple method of both conserving water and reducing effluent. Would Mr Rock comment on the present and possibly future positions of solvent scouring?
Mr ROCK : Certainly, on technical grounds, solvent scouring offers an attractive and elegant solution to some probleim connected with effluent disposal, although new problems mny arise, e.g. in connection with air pollution owing to wlvenl losses. At present, however, our feeling is that the capital and running costs of some solvent processes compare unfavourahly with those of similar aqueous processes, even when effluent charges are included, and this impression is supported hy assessments carried out recently at Wira. The development of solvent processing may lead to a significant reduction in co\ts, but until that happens aqueous processing is likely to continue at its present level.
Dr E. T. WEBSTER: In their description of pilot-scale procedure\ for treatment of effluent, the lecturers make no reference to cost. In view of the large capital cost of such equipment, would thcy not agree that the capital cost is invariably prohibitive and i t I \ better to negotiate acceptance into the local sewer?
Mr ROCK: In alI cases, it is better to discharge directly into ‘I sewer wherever this is possible. This has always been our vicu on the grounds that the industry is in business to produce textiles and that the right place to treat effluent is at the sewage works. This policy was supported by the Ministry of Houwig working party on sewage disposal and is recommended in their report to the Minister. However, local conditions do not alway\ permit direct discharge and, indeed, in some places wherc textile discharges are found, no sewage works exist. I n thew cases, industry may find it necessary to instal treatment plant, even though the capital and running costs (e.g. E30,000 ‘tiid &10,000 pa.) may be very high.
Mr S. M. JAECKEL: Three comments: on Mr Ward’\ point concerning relative pollution by different industries; on M r Webster’s point concerning relative merits of treatment antl discharge to sewers; and on the wide ranges of water consurnp- tion indicated by Mr Rock for essentially the same process 111
different works. Many Midlands sewage works are more worried about toxic
trace elements from metal finishing works than knitwear wct- processing effluents.
Many Midlands dyers lack space for treatment p lmh antl must discharge to sewers.
Many processes show between-works variations; e‘trliei i n
this conference a machinery sale to North Africa was mentioned in which low water consumption of new equipment was signif- cant. Both Wira and HATRA have found that occasionally new technologically superior equipment can be operated s o that far more water is used proportionately than in equivalent older equipment. This is a point that should be watched.





























