Embed Size (px)
Citation preview

in life-cycle cost) in comparison with other asphalt pavements, suchas those made with cold recycled RAP (also called plant mix RAP,PMRAP). This is one of the reasons that the Maine Department ofTransportation (MDOT) rehabilitates pavements by using PMRAPin most cases to construct base courses.
One important advantage of PMRAP is that it can use 100% RAPin a mix, which is not possible with HMA at the present time. Theprimary reason for this is that RAP should not be heated to a hightemperature, to prevent further aging (of its already aged binder) andrapid deterioration. In fact, to prevent RAP from getting heated to avery high temperature (very high referring to conventional virginmix production temperature, e.g., 150°C; recommended ranges ofgenerally accepted temperatures are 110°C to 135°C for high per-centages of RAP), it is generally introduced in a separate spot in arecycling drum plant, so that it does not come in contact with theheater flame, but instead is heated by contact with the superheatedvirgin aggregates.
Warm-mix asphalt (WMA) technology offers a solution that utilizesthe current state-of-the-art technology to allow more RAP to be usedat a relatively lower temperature in HMA mixes. This technology pro-vides a method of attaining low viscosity in asphalt at relatively lowtemperatures. The use of Sasobit, one of the currently available fourdifferent WMA additives and procedures, with RAP has shown in thelaboratory that it is feasible to produce HMA at 125°C with propertiesthat are similar to the properties of HMA that is produced at 150°C (1).In reality, even though it is perhaps not possible to heat 100% RAP toeven 125°C, with existing plants, this means that the use of at least 70%to 80% RAP can be made a routine activity, due to the lowering ofthe production temperature by 25°C. With existing drum plants,MDOT has so far been able to utilize 70% RAP in HMA recyclingoperation successfully on an experimental basis. This paving proj-ect was constructed on I-95 southbound (from Medway to T2R8) in1989. The existing pavement was removed by milling, and the entireHMA layer was replaced. The first layer was a recycled mix consist-ing of 22% 50-mm crushed stone, 8% natural sand, and 70% RAP,which was produced in a 500-tph drum mix plant.
OBJECTIVE
The objective of this study was to investigate the feasibility of usinga WMA additive, Sasobit, in successfully recycling HMA for a basecourse mix with 75% RAP in the laboratory. The specific objectiveswere as follows:
Using Warm-Mix Asphalt Technology to Incorporate High Percentage of Reclaimed Asphalt Pavement Material in Asphalt Mixtures
Rajib B. Mallick, Prithvi S. Kandhal, and Richard L. Bradbury
71
The use of reclaimed asphalt pavement (RAP) helps save natural resourcesand money. The percentage of RAP that can be utilized successfully inhot-mix recycling is primarily dictated by practical considerations. Toavoid deterioration of the aged binder, RAP should not be exposed to rel-atively high temperatures. This study investigated the feasibility of usinga warm-mix asphalt (WMA) additive, Sasobit H8, in successfully re-cycling hot-mix asphalt (HMA) with 75% RAP at a lower temperature.A control HMA was prepared with extracted aggregates and PG (perfor-mance grade) 64-28 binder at 150°C. Another HMA was produced withPG 52-28 binder at 135°C. Two WMA mixes were prepared with SasobitH8 at 125°C, one with PG 52-28 and the other with PG 42-42 binder. Sam-ples with design asphalt content were compacted by using 75 gyrations ofthe Superpave gyratory compactor. Their voids, tensile strength at −10°C,rutting potential at 60°C, and moduli at 0°C, 25°C, and 40°C (at differenttimes) were determined and compared. The moduli samples were sub-jected to 60°C in between the tests. The results show that it is possible toproduce mixes with 75% RAP with similar air voids as virgin mixes atlower than conventional temperatures using 1.5% Sasobit. The additionof a significantly lower grade of binder, PG 42-42, at a rate of 1.5% byweight of mix produced a mix that is most comparable with a virgin mix.
The use of reclaimed asphalt pavement (RAP) provides a very eco-nomic method of building asphalt (cold recycled or hot-mix asphalt,HMA) pavements. RAP contains both aggregates and binder andhence its use saves natural resources and money, and it is environmentfriendly. There are millions of tons of RAP stockpiled in the north-eastern United States. The increased use of RAP in different coursescould have a major impact on Department of Transportation (DOT)budgets; DOTs would be able to pave many times the miles that theycan pave now with all virgin materials. Obviously, the higher thepercentage of RAP utilized in a job, the greater are the savings.
Of the different types of asphalt pavements that can be built,HMA pavements are considered the best, in terms of strength anddurability. However, they are also costly (at least in initial cost, not
R. B. Mallick, Civil and Environmental Engineering Department, Worcester Poly-technic Institute, 100 Institute Road, Worcester, MA 01609. P. S. Kandhal,National Center for Asphalt Technology, Auburn University, Auburn, AL 36830. R. L.Bradbury, Maine Department of Transportation, 219 Hogan Road, P.O. Box 1208,Bangor, ME 04402-1208. Corresponding author: R. B. Mallick, [email protected].
Transportation Research Record: Journal of the Transportation Research Board,No. 2051, Transportation Research Board of the National Academies, Washington,D.C., 2008, pp. 71–79.DOI: 10.3141/2051-09

1. To investigate if Sasobit can be used to lower the temperatureof mixing and compaction to achieve air voids similar to virgin mixesmixed and compacted at conventional temperature;
2. To compare the strength, stiffness, and rutting potential of RAPmixes made with different grades of binder, with and without Sasobit,with those of virgin mixes; and
3. To determine which asphalt binder is most suitable for mixingwith RAP to produce a mix that is similar to a virgin mix that meetsstandard specifications
APPROACH
The primary concern in producing HMA with a high percentage ofRAP is that the RAP binder is aged and hence significantly stifferthan virgin asphalt binder (2). The use of the required grade of binder[e.g., PG (performance grade) 64-28] in small amounts during recy-cling is not enough to offset the high stiffness of the aged binder, andhence the resulting mix (with a high percentage of RAP) is expectedto be very stiff—which can lead to workability and compactionproblems and result in a mix that is susceptible to low temperatureor fatigue failure. This problem needs to be avoided.
Research (3, 4) shows that this can be avoided by ensuring thatthe virgin binder that is added (in relatively small amounts duringrecycling) is of a softer or lower grade (e.g., PG 58-28 instead ofPG 64-28). The rationale is that the aged RAP binder and the newlyadded softer binder would mingle, over a period of time, and pro-duce a mix with a stiffness that is the same as the stiffness of a vir-gin mix made up of the required grade of binder. Several studies(5–7 ) have validated this concept. However, this approach couldcreate another problem. Initially, until the old and the new asphaltsget sufficient time to mingle, the mix would behave as a mix witha lower grade of binder and hence would be susceptible to ruttingfailure. This second problem also needs to be solved.
It is hypothesized that Sasobit could be utilized with a lower gradeof binder (virgin binder) to avoid these problems. Sasobit (a syn-thetic wax) lowers the viscosity of asphalt at a temperature of 110°Cand above. However, below 80° to 90°C, depending on its concen-tration in the asphalt, Sasobit crystallizes and forms a network, whichactually increases the stiffness of the binder. Therefore, the use ofSasobit in the correct amount and the use of the proper virgin asphaltbinder (lower grade) can be combined to design and produce a HMAwith high RAP content, which is at least as good as a HMA with allvirgin materials. Granted that some issues (like excessive fines andfiller in the recycled mix) will probably need to be solved in future,this will at least provide a method to produce superior quality HMAfor base, binder, and surface courses, with a high amount of RAP.
RESEARCH PLAN, MATERIALS, AND TESTS
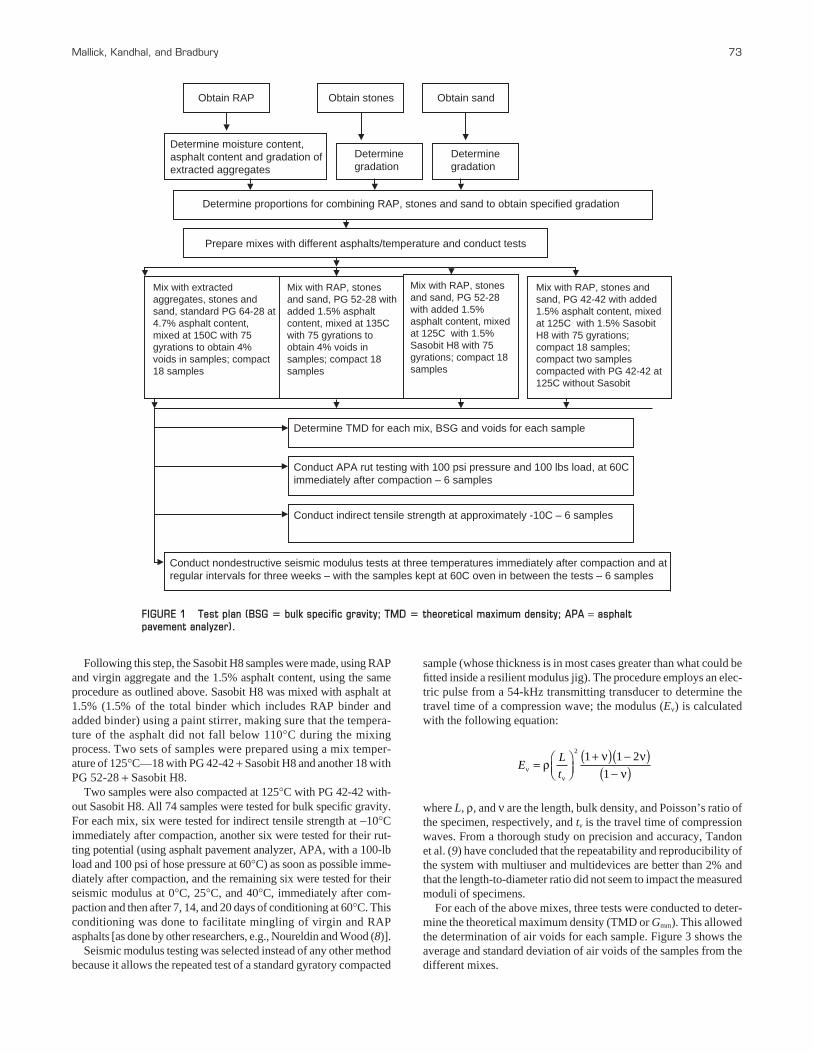
The scope of this work consists of obtaining RAP, virgin aggregates,asphalt binders of different grades, and Sasobit; making virgin andrecycled mixes with design asphalt content(s); testing the samples;and analyzing the results. The flow chart and specific tests are shownin Figure 1.
The RAP was obtained from a stockpile from Sullivan, Maine (dur-ing a milling and HMA paving operation), whereas the virgin aggre-gates (stones and sand) were obtained from Westbrook, Maine.The PG 64-28 asphalt binder was obtained from MDOT, whereasthe PG 52-28 and PG 42-42 asphalt binders were obtained from othersources.
72 Transportation Research Record 2051
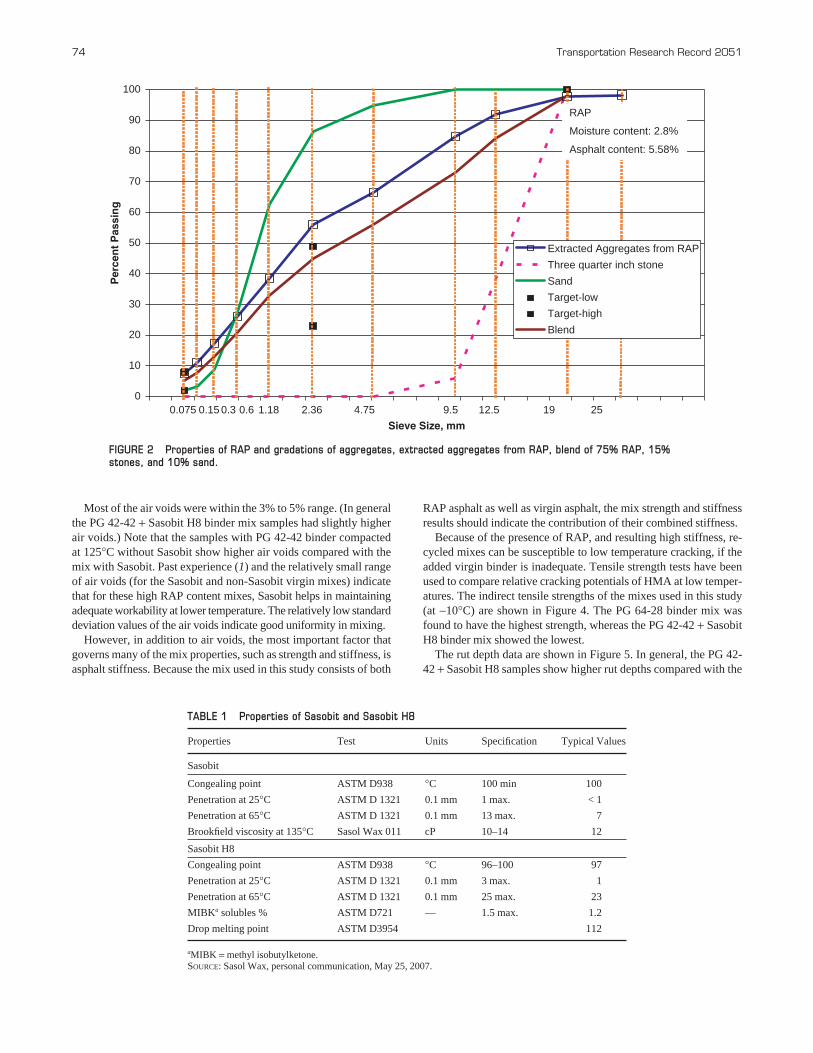
For meeting the gradation requirement, the MDOT specification(19-mm nominal maximum aggregate size job mix specification) forbase course HMA was used. Based on the gradations of extractedand virgin aggregates and the MDOT specification for base course,a combination of 75% RAP, 15% stones, and 10% sand was utilized.The properties of RAP are shown in Figure 2. The gradation of theextracted aggregates, stones, and sand, along with the blend andspecified gradation, are also shown in Figure 2.
As advised by Sasol Wax researchers (personal communication,May 25, 2007), 1.5% (by weight of total asphalt binder) Sasobit H8,instead of Sasobit, was used in this project. The researchers indi-cated that the “H8 has a slightly lower molecular weight and a cor-respondingly lower melt point than regular Sasobit. The H8 willlubricate as well as Sasobit but will extend its lubricity to a lowertemperature. The softening point will be slightly lower than Sasobitbut still expanded beyond the unmodified binder.” Relevant proper-ties of Sasobit and Sasobit H8, as supplied by Sasol Wax, are shownin Table 1.
The first step in this research was to design a control mix with vir-gin aggregates and asphalt. Aggregates obtained at the end of igni-tion of RAP (test conducted to determine asphalt content, mentionedin the last section) were mixed with virgin aggregates (stones andsand, described in the last section) and PG 64-28 grade binder toproduce a control mix. This control mix was mixed at 150°C, agedfor 2 h, and then compacted using 75 gyrations of the Superpavegyratory compactor. Through tests using different asphalt contents,a design asphalt content of 4.7% was determined. The proportion ofRAP aggregates, stones, and sand was 75:15:10. Eighteen sampleswere compacted at 4.7% asphalt content.
The PG 64-28 and PG 52-28 (without Sasobit H8) binder mixeswere mixed at 150°C and 135°C, respectively. The temperatures areconsidered to be standard specified mixing temperatures for thosetwo binders. The PG 52-28-Sasobit H8 and the PG 42-42-Sasobit H8binder mixes were both mixed at 125°C. This temperature wasselected in order to reduce the standard mixing temperatures by atleast 10°C (25°C from 150°C and 10°C from 135°C) and also becausegood results have been obtained with 1.5% Sasobit at 125°C withRAP mixes in a 2006 study (1). This study was carried out to evalu-ate the use of heated reclaimed asphalt pavement materials withemulsion and the use of hot-mix asphalt with Sasobit as base coursematerials. The use of asphalt binder was found to be beneficial inimproving strength and stiffness, and the use of Sasobit helped toachieve almost similar workabilities and compactibilities at a lowertemperature, as compared with those of hot-mix asphalt with neatasphalt binder. The dispersion of asphalt binder seemed to improvewith the use of Sasobit at a lower mixing temperature.
TEST RESULTS, ANALYSIS, AND DISCUSSION
Mixes were prepared using RAP, stones, and sand in 75:15:10 pro-portions and a PG 52-28 binder, using a mix temperature of 135°C.The stones and sand (virgin aggregate) batches were kept overnightat mix temperature, whereas the RAP was kept in the oven for justthe time required to achieve 135°C. In the mixing process, the virginaggregates and RAP were mixed thoroughly on a hot plate (main-tained at 135°C), and the mix was kept in an oven to get the temper-ature back to 135°C, after which it was mixed with the asphaltbinder. The mix was aged for 2 h and then compacted using 75 gyra-tions. For this RAP mix, the design (added) asphalt content wasdetermined to be 1.5%. Eighteen samples were compacted at 1.5%asphalt content.
Mallick, Kandhal, and Bradbury 73
Obtain RAP Obtain stones Obtain sand
Determine moisture content,asphalt content and gradation ofextracted aggregates
Determinegradation
Determinegradation
Determine proportions for combining RAP, stones and sand to obtain specified gradation
Prepare mixes with different asphalts/temperature and conduct tests
Mix with extractedaggregates, stones andsand, standard PG 64-28 at4.7% asphalt content,mixed at 150C with 75gyrations to obtain 4%voids in samples; compact18 samples
Mix with RAP, stonesand sand, PG 52-28 withadded 1.5% asphaltcontent, mixed at 135Cwith 75 gyrations toobtain 4% voids insamples; compact 18samples
Mix with RAP, stonesand sand, PG 52-28with added 1.5%asphalt content, mixedat 125C with 1.5%Sasobit H8 with 75gyrations; compact 18samples
Mix with RAP, stones andsand, PG 42-42 with added1.5% asphalt content, mixedat 125C with 1.5% SasobitH8 with 75 gyrations;compact 18 samples;compact two samplescompacted with PG 42-42 at125C without Sasobit
Determine TMD for each mix, BSG and voids for each sample
Conduct APA rut testing with 100 psi pressure and 100 lbs load, at 60Cimmediately after compaction – 6 samples
Conduct indirect tensile strength at approximately -10C – 6 samples
Conduct nondestructive seismic modulus tests at three temperatures immediately after compaction and atregular intervals for three weeks – with the samples kept at 60C oven in between the tests – 6 samples
FIGURE 1 Test plan (BSG � bulk specific gravity; TMD � theoretical maximum density; APA = asphaltpavement analyzer).
Following this step, the Sasobit H8 samples were made, using RAPand virgin aggregate and the 1.5% asphalt content, using the sameprocedure as outlined above. Sasobit H8 was mixed with asphalt at1.5% (1.5% of the total binder which includes RAP binder andadded binder) using a paint stirrer, making sure that the tempera-ture of the asphalt did not fall below 110°C during the mixingprocess. Two sets of samples were prepared using a mix temper-ature of 125°C—18 with PG 42-42 + Sasobit H8 and another 18 withPG 52-28 + Sasobit H8.
Two samples were also compacted at 125°C with PG 42-42 with-out Sasobit H8. All 74 samples were tested for bulk specific gravity.For each mix, six were tested for indirect tensile strength at −10°Cimmediately after compaction, another six were tested for their rut-ting potential (using asphalt pavement analyzer, APA, with a 100-lbload and 100 psi of hose pressure at 60°C) as soon as possible imme-diately after compaction, and the remaining six were tested for theirseismic modulus at 0°C, 25°C, and 40°C, immediately after com-paction and then after 7, 14, and 20 days of conditioning at 60°C. Thisconditioning was done to facilitate mingling of virgin and RAPasphalts [as done by other researchers, e.g., Noureldin and Wood (8)].
Seismic modulus testing was selected instead of any other methodbecause it allows the repeated test of a standard gyratory compacted
sample (whose thickness is in most cases greater than what could befitted inside a resilient modulus jig). The procedure employs an elec-tric pulse from a 54-kHz transmitting transducer to determine thetravel time of a compression wave; the modulus (Eν) is calculatedwith the following equation:
where L, ρ, and ν are the length, bulk density, and Poisson’s ratio ofthe specimen, respectively, and tv is the travel time of compressionwaves. From a thorough study on precision and accuracy, Tandonet al. (9) have concluded that the repeatability and reproducibility ofthe system with multiuser and multidevices are better than 2% andthat the length-to-diameter ratio did not seem to impact the measuredmoduli of specimens.
For each of the above mixes, three tests were conducted to deter-mine the theoretical maximum density (TMD or Gmm). This allowedthe determination of air voids for each sample. Figure 3 shows theaverage and standard deviation of air voids of the samples from thedifferent mixes.
EL
tνν
ρν ν
ν= ⎛
⎝⎜⎞⎠⎟
+( ) −( )−( )
21 1 2
1
Most of the air voids were within the 3% to 5% range. (In generalthe PG 42-42 + Sasobit H8 binder mix samples had slightly higherair voids.) Note that the samples with PG 42-42 binder compactedat 125°C without Sasobit show higher air voids compared with themix with Sasobit. Past experience (1) and the relatively small rangeof air voids (for the Sasobit and non-Sasobit virgin mixes) indicatethat for these high RAP content mixes, Sasobit helps in maintainingadequate workability at lower temperature. The relatively low standarddeviation values of the air voids indicate good uniformity in mixing.
However, in addition to air voids, the most important factor thatgoverns many of the mix properties, such as strength and stiffness, isasphalt stiffness. Because the mix used in this study consists of both
74 Transportation Research Record 2051
RAP asphalt as well as virgin asphalt, the mix strength and stiffnessresults should indicate the contribution of their combined stiffness.
Because of the presence of RAP, and resulting high stiffness, re-cycled mixes can be susceptible to low temperature cracking, if theadded virgin binder is inadequate. Tensile strength tests have beenused to compare relative cracking potentials of HMA at low temper-atures. The indirect tensile strengths of the mixes used in this study(at −10°C) are shown in Figure 4. The PG 64-28 binder mix wasfound to have the highest strength, whereas the PG 42-42 + SasobitH8 binder mix showed the lowest.
The rut depth data are shown in Figure 5. In general, the PG 42-42 + Sasobit H8 samples show higher rut depths compared with the
0
10
20
30
40
50
60
70
80
90
100
Sieve Size, mm
Per
cen
t P
assi
ng
0.075 0.15 0.3 0.6 1.18 2.36 4.75 9.5 12.5 19 25
RAP
Moisture content: 2.8%
Asphalt content: 5.58%
Extracted Aggregates from RAP
Three quarter inch stone
Sand
Target-low
Target-high
Blend
FIGURE 2 Properties of RAP and gradations of aggregates, extracted aggregates from RAP, blend of 75% RAP, 15%stones, and 10% sand.
TABLE 1 Properties of Sasobit and Sasobit H8
Properties Test Units Specification Typical Values
Sasobit
Congealing point ASTM D938 °C 100 min 100
Penetration at 25°C ASTM D 1321 0.1 mm 1 max. < 1
Penetration at 65°C ASTM D 1321 0.1 mm 13 max. 7
Brookfield viscosity at 135°C Sasol Wax 011 cP 10–14 12
Sasobit H8
Congealing point ASTM D938 °C 96–100 97
Penetration at 25°C ASTM D 1321 0.1 mm 3 max. 1
Penetration at 65°C ASTM D 1321 0.1 mm 25 max. 23
MIBKa solubles % ASTM D721 — 1.5 max. 1.2
Drop melting point ASTM D3954 112
aMIBK = methyl isobutylketone.SOURCE: Sasol Wax, personal communication, May 25, 2007.

Mallick, Kandhal, and Bradbury 75
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
HMA-PG64-28-150C
HMA-G52-28-135C
WMA-PG52-28-H8-125C
WMA-PG42-42-H8-125C
HMA-PG42-42-125C
Mix
Ave
rag
e V
oid
s in
To
tal M
ix (
%)
Stdev=0.7%
Stdev=0.4%
Stdev=0.4%
Stdev=0.4%
Stdev=0.5%
FIGURE 3 Average air voids of samples of different mixes (Stdev � standard deviation).
430.0
440.0
450.0
460.0
470.0
480.0
490.0
500.0
510.0
520.0
HMA-PG64-28-150C HMA-G52-28-135C WMA-PG52-28-H8-125C WMA-PG42-42-H8-125C
Mix
Ten
sile
Str
eng
th (
psi
)
FIGURE 4 Indirect tensile strengths of samples of different mixes (1 psi � 6.9 kPa).
0
0.5
1
1.5
2
2.5
3
3.5
4
HMA-PG64-28-150C HMA-PG52-28-135C WMA-PG52-28-H8-125C WMA-PG42-42-H8-125C
Mix
Ru
t d
epth
(m
m)
FIGURE 5 Rut depth of different mixes.

samples from other mixes. However, note that all of the rut depthsare very small in magnitude, less than 4 mm.
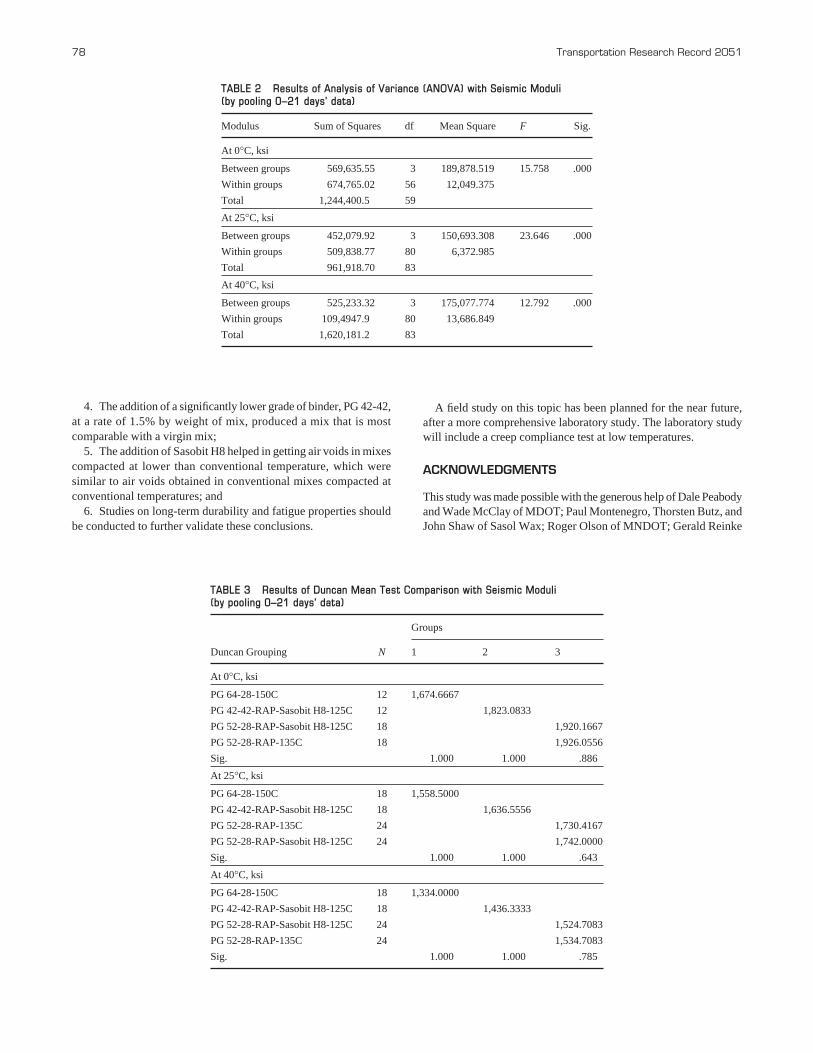
Figure 6 shows the seismic moduli at different temperatures, fordifferent days (see also Table 2). The differences between the mod-uli values at 0°C, 25°C, and 40°C for the different binders werefound to be statistically significant. Table 3 presents the groupings(Duncan’s method) and shows that the moduli for all of the RAPmixes are significantly higher than for the virgin mix. The follow-ing conclusions are based on visual observation of the plotted datafor the seismic modulus and APA rut depths.
• Differences in the moduli of the four different mixes appear tobe more pronounced at a low temperature of 0°C rather than hightemperatures of 25°C and 40°C. This is expected because at hightemperatures, the effect of aggregate structure is dominant over thesubtle effect of rejuvenated total binder.
• PG 42-42 as expected is more effective than PG 52-28 in low-ering the stiffness of the hard binder in the RAP. This is evident inthe lower modulus of PG 42-42 mix (closer to PG 64-28 mix) com-pared with PG 52-28 mixes. The modulus of the mix is dependenton the stiffness of the combined (rejuvenated) binder in the mix.
• PG 52-28 mix without Sasobit is more effective in lowering thestiffness of the hard binder in the RAP compared with PG 52-28 mixwith Sasobit; however, the difference may not be significant in termsof performance in the field.
• It was expected that with time the added softer binder wouldcontinue to rejuvenate the hard RAP binder, resulting in overall stiff-ness of the total recycled binder to be less and less. This is evident inthe plots at 0°C.
• Blending of PG 52-28 with the hard RAP binder appears to bemore effective at the high temperature of 135°C compared with125°C (as expected); this is evident from the low modulus of 135°Cmixes compared with 125°C mix.
• The general order of APA rut depths at 60°C is generally inaccord with the seismic modulus at 40°C as expected. PG 64-28 andPG 42-42 have lower moduli and therefore higher rut depths com-pared with PG 52-28 mixes using both 135°C and 125°C mixingtemperatures.
OBSERVATIONS
A successful HMA recycling operation depends on many factors,including avoiding high variability in RAP, selecting the right re-cycling agent, determining the optimum amount of the recycling agent,and selecting the correct temperature for mixing and compaction.The end product is expected to be one that is workable and can becompacted in the field to desirable air voids, will provide sufficientstability against traffic to prevent rutting, and will have sufficientdurability against moisture, traffic, and environmental damage overits design life.
This study focused on using a higher than generally used percent-age of RAP (75%) in HMA base courses. The emphasis was specif-ically on selecting the right recycling agent, namely, the grade ofasphalt binder, assuming that the desirable temperature of recyclingis 125°C, because this temperature is sufficiently lower than con-ventional mixing and compaction temperatures used for PG 64-28in most of the northeastern United States. To facilitate mixing andcompaction, that is to attain sufficient workability, one needs to
76 Transportation Research Record 2051
lower the viscosity of the asphalt to a certain degree. Sasobit H8 wasused to achieve this objective.
The air voids data from this study show that it is possible to attain3% to 5% air voids at 125°C using Sasobit H8. This is importantbecause many of the performance-related properties such as perme-ability are affected by the air voids, and the similarity in air voidswill make the mixes identical at least in those respects. However,moisture damage is not generally a problem in hot recycled mixesbecause the aggregates are already coated with old binder, makingthem less susceptible to stripping.
One concern about recycled mixes is that it is believed that thereexists, initially, a coating of the softer binder on the surface of theRAP, and this could lead to increased susceptibility of rutting.Although the rut depths from the PG 42-42 mix were higher, thepresence of RAP in relatively large proportion was probably respon-sible for keeping absolute values low. Such recycled mixes are notexpected to be susceptible to rutting.
The tensile strength data at −10°C show relatively lower values forthe 135°C PG 52-28 and the PG 42-28-Sasobit H8 mixes comparedwith the virgin (150°C PG 64-28) and 125°C PG 52-28-Sasobit H8mixes. The high strength of the virgin mix is because of the PG 64-28binder, whereas that of the 125°C PG 52-28-Sasobit H8 mix couldbe because of the addition of the Sasobit. This addition could havebeen counterbalanced in the PG 42-42 mix, because of the softergrade of the binder. This points out the importance of selecting an ade-quately low-grade binder that can counteract the increased stiffness,due to the addition of Sasobit, at low temperature.
The stiffness of the mixes, as measured by nondestructive modu-lus (seismic modulus) testing is expected to be affected by the com-bined stiffness of the old and the new binder. Three things can besurmised from the results. First, as affected by the binder stiffness,the moduli values are higher for the RAP mixes at 0°C and 25°C.Second, the RAP mix with the lowest grade binder comes closest tothe virgin mix in most of the cases considering moduli values at allthree temperatures. Third, there seems to be a blending of old andnew binder in the RAP mixes with time. Based on these, it can said thatthe appropriate binder, mixed with the correct amount of warm-mixasphalt additive (to lower temperature of mixing and compaction),can rejuvenate the RAP binder to a level at which the stiffness of themix will be comparable with that of a virgin mix.
The PG 42-42 binder used in this study is not a standard avail-able grade of paving asphalt. It is hoped that if the DOTs decide touse asphalt mixes with high percentages of RAP, the asphalt indus-try will come up with suitable standard grades for meeting theirdemands.
CONCLUSIONS AND RECOMMENDATIONS
The primary conclusions and recommendations from this laboratorystudy are listed below:
1. It is possible to produce mixes with 75% RAP with similar airvoids as virgin mixes at lower than conventional temperatures using1.5% Sasobit (based on the weight of the total asphalt binder);
2. The addition of Sasobit helps in lowering the viscosity of theasphalt binder at higher temperatures but most likely has a slightlystiffening effect at low temperatures;
3. The addition of Sasobit helped in getting uniform mixes, asevident from low variability in the properties;

Mallick, Kandhal, and Bradbury 77
(a)
(b)
(c)
0
500
1000
1500
2000
2500
0 7 14 21
Time, days
Mo
du
lus,
ksi
PG64-28-EXTRACTED-150C PG52-28-RAP-135C
PG52-28-RAP-SASOBIT-125C PG42-42-RAP-SASOBIT-125C
0
500
1000
1500
2000
2500
0 7 14 21
Time, days
Mo
du
lus,
ksi
PG64-28-EXTRACTED-150C PG52-28-RAP-135C
PG52-28-RAP-SASOBIT-125C PG42-42-RAP-SASOBIT-125C
0
500
1000
1500
2000
2500
0 7 14 21
Time, days
Mo
du
lus,
ksi
PG64-28-EXTRACTED-150C PG52-28-RAP-135C
PG52-28-RAP-SASOBIT-125C PG42-42-RAP-SASOBIT-125C
Data notavailable
FIGURE 6 Average seismic moduli of different mixes (1 ksi � 6.9 MPa). (PG � performancegrade)
78 Transportation Research Record 2051
TABLE 2 Results of Analysis of Variance (ANOVA) with Seismic Moduli (by pooling 0–21 days’ data)
Modulus Sum of Squares df Mean Square F Sig.
At 0°C, ksi
Between groups 569,635.55 3 189,878.519 15.758 .000
Within groups 674,765.02 56 12,049.375
Total 1,244,400.5 59
At 25°C, ksi
Between groups 452,079.92 3 150,693.308 23.646 .000
Within groups 509,838.77 80 6,372.985
Total 961,918.70 83
At 40°C, ksi
Between groups 525,233.32 3 175,077.774 12.792 .000
Within groups 109,4947.9 80 13,686.849
Total 1,620,181.2 83
TABLE 3 Results of Duncan Mean Test Comparison with Seismic Moduli (by pooling 0–21 days’ data)
Groups
Duncan Grouping N 1 2 3
At 0°C, ksi
PG 64-28-150C 12 1,674.6667
PG 42-42-RAP-Sasobit H8-125C 12 1,823.0833
PG 52-28-RAP-Sasobit H8-125C 18 1,920.1667
PG 52-28-RAP-135C 18 1,926.0556
Sig. 1.000 1.000 .886
At 25°C, ksi
PG 64-28-150C 18 1,558.5000
PG 42-42-RAP-Sasobit H8-125C 18 1,636.5556
PG 52-28-RAP-135C 24 1,730.4167
PG 52-28-RAP-Sasobit H8-125C 24 1,742.0000
Sig. 1.000 1.000 .643
At 40°C, ksi
PG 64-28-150C 18 1,334.0000
PG 42-42-RAP-Sasobit H8-125C 18 1,436.3333
PG 52-28-RAP-Sasobit H8-125C 24 1,524.7083
PG 52-28-RAP-135C 24 1,534.7083
Sig. 1.000 1.000 .785
4. The addition of a significantly lower grade of binder, PG 42-42,at a rate of 1.5% by weight of mix, produced a mix that is mostcomparable with a virgin mix;
5. The addition of Sasobit H8 helped in getting air voids in mixescompacted at lower than conventional temperature, which weresimilar to air voids obtained in conventional mixes compacted atconventional temperatures; and
6. Studies on long-term durability and fatigue properties shouldbe conducted to further validate these conclusions.
A field study on this topic has been planned for the near future,after a more comprehensive laboratory study. The laboratory studywill include a creep compliance test at low temperatures.
ACKNOWLEDGMENTS
This study was made possible with the generous help of Dale Peabodyand Wade McClay of MDOT; Paul Montenegro, Thorsten Butz, andJohn Shaw of Sasol Wax; Roger Olson of MNDOT; Gerald Reinke

of MTE Services, Inc.; Derek Nener-Plante of the University ofMaine; Jason Moore of the National Center for Asphalt Technology(NCAT); Soheil Nazarian of the University of Texas, El Paso; andDon Pellegrino and Laura Rockett of WPI.
REFERENCES
1. Mallick, R. B., J. E. Bradley, and R. L. Bradbury. An Evaluation ofHeated Reclaimed Asphalt Pavement Material and Wax-Modified Asphaltfor Use in Recycled Hot-Mix Asphalt. In Transportation Research Record:Journal of the Transportation Research Board, No. 1998, Transporta-tion Research Board of the National Academies, Washington, D.C., 2007,pp. 112–122.
2. Petersen, J. C. Chemical Composition of Asphalt as Related to AsphaltDurability: State of the Art. In Transportation Research Record 999,TRB, National Research Council, Washington, D.C., 1984, pp. 13–30.
3. Kandhal, P. S. Recycling: State of the Practice. Journal of the Associationof Asphalt Paving Technologists, Vol. 66, 1997, p. 686.
4. McDaniel, R., and R. M. Anderson. NCHRP Report 452: RecommendedUse of Reclaimed Asphalt Pavement in the Superpave Mix Design Method:
Mallick, Kandhal, and Bradbury 79
Technician’s Manual. TRB, National Research Council, Washington,D.C., 2001.
5. Carpenter, S. H., and J. R. Wolosick. Modifier Influence in the Charac-terization of Hot-Mix Recycled Materials. In Transportation ResearchRecord 777, TRB, National Research Council, Washington, D.C., 1980,pp. 15–22.
6. Soleymani, H. R., H. Bahia, and A. Bergan. Time-Temperature Depen-dency of Blended Rejuvenated Asphalt Binders. Journal of the Associa-tion of Asphalt Paving Technologists, Vol. 68, 1999, pp. 129–152.
7. Lenters, J. R., and I. Deme. Effectiveness of Multigrade-Type Binder inRecycling Recovered Asphalt Pavement (RAP). Proc., 42nd AnnualCanadian Technical Asphalt Association Conference, Calgary, 2002.
8. Noureldin, A. S., and L. E. Wood. Rejuvenator Diffusion in Binder Filmfor Hot-Mix Recycled Asphalt Pavement. In Transportation ResearchRecord 1115, TRB, National Research Council, Washington, D.C., 1987,pp. 51–61.
9. Tandon, V., X. Bai, and S. Nazarian. Impact of Specimen Geometry onDynamic Modulus Measurement Test Setup. Journal of Materials inCivil Engineering, Vol. 18, No. 4, 2006, pp. 477–484.
The Characteristics of Nonbituminous Components of Bituminous Paving MixturesCommittee sponsored publication of this paper.





























