-
7/21/2019 Upotreba alata poboljsavanja
1/17
Sveuilite Sjever Proizvodno strojarstvo
26
4. UPOTREBA ALATA I METODA POBOLJAVANJA U
METALO-PRERAIVAKOJ INDUSTRIJI
4.1 Uvoenje metoda i alata poboljanja u procese industrije
Svaka industrijska proizvodnja kao produkt svojih procesa daje
neki proizvod.
Proizvodi industrijske proizvodnje se od onih iz usluni h
djelatnosti razlikuju po jednoj
osnovnoj znaajki, imaju volumen, masu ili neku drugu mjerljivu
osobinu koja tijekom
vremena moe odstupati od trae nih normativa - kvalitete.
Uvoenje upravljanja kvalitetom upravo slui kao zatitni okvir za
dobivanje
kvalitetnih proizvoda. Prvi korak u osiguranju kvalitete svakako
bi trebao bitiplaniranje rijeenja kontrole kvalitete koji se prema
Juranu sastoji od est koraka [14].
To su: - uspostavljanje projekta
- prepoznavanje kupca
- otkrivanje potreba kupca
- razvijanje proizvoda
- razvijanje procesa
- razvijanje kontrole i prenoenje na procese
Uvoenjem ISO 9001 standarda u proces proizvodnje uspostavlja se
kontrolirani
okvir za provoenje Juranovih est koraka. Predmet ovog rada nije
ISO 9001
standard ve uvoenje metoda i alata poboljavanja u procese
industrije, kao dio tog
standarda i znaajna pomo u poveanju konkurentnosti i prihoda
poduzea,
identificirajui i smanjujui gubitke u ve definiranim
procesima.
Prema Juranu, kontinuirano poboljavanje moe se usmjeriti k dvije
znaajkeprocesa, one koje se odnose na svojstva proizvoda, te
poboljavanjem uzrokuju
poveanje zadovoljstvo kupca, te su stoga prihodovno
orijentirane, ili one koje se
odnose na smanjenje gubitaka procesa, te ih smatramo trokovno
orijentirane.
Prihodovno orijentirani postupci poboljavanja provode se na prva
etri koraka
planiranja kvalitete, dok su trokovno orijentirani provode na
dva zadnja. Vrlo esto
uprave poduzea rade greke pokuavajui poboljati proizvode
gledajui pritom
prihodovnu stranu, dok se trokovna zanemaruje, smatrajui da su
procesi dobro
postavljeni i da u njima nema mjesta za znaajnije utede, te da
njihovo rijeavanje
-
7/21/2019 Upotreba alata poboljsavanja
2/17
Sveuilite Sjever Proizvodno strojarstvo
27
svakako nije dio visoko pozicioniranog upravljakog kadra
(osobito u High-Tech
proizvodnji) [15] . Meutim, ova praksa se znaajno promjenila u
zapadnim
industrijskim zemljama kada su uvidjeli rast kvalitete japanskih
proizvoda 70-estih i
80-desetih godina prolog stoljea, te sa danas poboljavanje
kvalitete usmjeruje u
sve poslovne i proizvodne procese. Stalna poboljanja kroz
Demingove krugove
znaajno poveavaju kvalitetu to je Juran prikazao kroz grafikon
sa slike 1. Veina
takvih poboljavanja ne iziskuju znaajnije trokove, a i ona koja
ih iziskuju vraaju
se viestruko. Najvei broj poboljanja doi e od radnika direktno
involviranih u
proizvodnje procese, tako je Toyota jedne godine zabiljeila 4
miljuna sugestija za
poboljanje na 80 tisua zaposlenih, to u prosjeku ini 50 po
zaposleniku. Juran
smatra da se kvaliteta prozvoda sa 80 postotne bez veih
investicija moe podii na
90 postotnu zahvaljujui ovakvim malim poboljanjima.
Slika 1. Juranova trilogija kvalitete (adaptirao autor prema
Juran,J. M,1989,The Quality Trilogy:A
Universal Approach to Managing for Quality,Juran
Institute,Inc.,Wilton,CT.)
Kako bi uveli kontinuirano poboljavanje procesa Bill Crosby,
jedan od guru kvalitete,
predloio je 14 koraka za izgradnju uonkovitog sustava.
Prvi korak je posveenost uprave kvaliteti. Kako su svi procesi
zadani od uprave, kod
nje prvo treba utvrditi kako ona stoji u odnosu sa kvalitetom.
Njezina je uloga da
-
7/21/2019 Upotreba alata poboljsavanja
3/17
Sveuilite Sjever Proizvodno strojarstvo
28
stalno promie unaprijeivanje. U sklopu prvog koraka Crosby je
predvidio i
utvrivanje, te ugradnju vidljivosti greaka.
Drugi korak je izgradnja savjeta (odbora, vijea) unaprijeivanja
kvalitete, prema
Juranu, Savjeta za kvalitetu. Njih treba uspostaviti po svim
odjelima i na svim
razinama (slika 2.). Juran predlae da Glavni savjet formulira
svoju izjavu o
odgovornosti, te ju objavi, kako bi svima bil dostupna.
Slika 2. Sustav Savjeta kvalitete (adaptirao autor prema
J.Juran: Making Quality Happen,1988,Juran
Institute,Wilton,CT,p. D17.)
Sastavni dijelovi te izjave trebale bi biti neke od slijedeih
toaka: izjava o
fokusiranosti na kupca, prioritetu kvalitete, stalnom
poboljavanju kvalitete, sustavu
-
7/21/2019 Upotreba alata poboljsavanja
4/17
Sveuilite Sjever Proizvodno strojarstvo
29
nagraivanja, sustavu procjena unapreenja, sustavu sastavljanja
timova, sustavu
edukacije, ..., a ciljevi odreeni izjavom trebali bi imati
numerike vrijenosti.
Svaki savjet treba imati vou koji se nee smatrati nadreen
ostalim lanovima
savjeta ve e imati ulogu moderatora, voditelja, te u zavrnoj
fazi osobe koja e
podnositi izvjetaje u ime savjeta. Voditelj moe biti postavljen
od vieg savjeta, ali
ga mogu izabrati i sami lanovi savjeta. lanovi savjeta su
zaposlenici koji su u
potpunosti ukljueni u procese za koje treba unaprijediti. Vrlo
esto se Savjetu
pridodaje struna osoba koja zna vie o alatima i metodama
poboljavanja, kako bi
pomogla savjetu u rjeavanju problema, ali i povezala savjet sa
drugim savjetima, ili
ubrzala postupke dobivanja podataka o procesu koji se nastoji
poboljati.
Nakon to je je Savjet/i osnovan, prva mu je zadaa da izvri
takozvana mjerenja
procesa. Ovaj se postupak vri na bazi ve postojeih podataka i
kod poduzea koja
imaju uvedenu slijedivost procesa vrlo je lagano izvedivo. Na
osnovu tih podataka
vre se dva postupka koje Juran naziva Dijagnostikom fazom i
Korektivnom fazom.
Unutar dijagnostike faze savjet koristee razne alate
poboljavanja nastoji pronai
uzroke problema, te njihov uinak. U knjizi Nancy R. Tague, The
Quality Toolbox,
objanjeno je preko 80 takvih alata, a u praksi se najvie koristi
njih 20-ak. U odjeljku
4.2 biti e prikazana naini koritenja nekih od njih.
etvrti korak je prema Crosbiju je izraunavanje uinka
poboljavanja, tj. njegove
isplativosti.
Peti korak je objanjavanje svrsishodnosti poboljavanja. Ovaj
korak je bitan, kako bi
zaposlenici shvatili koji su uinci poboljanja. Zaposlenici
uglavnom tee ustaljenim
procesima i nisu skloni promjenama, osobitno to ponekad vide
ugrozu od mjera
poboljavanja, stoga im se svaki takav korak mora dobro
objasniti, te definirati njihovi
poloaj nakon uvoenja mjera.
esti korak prema Crosbiju je Juranova Korektivna faza, tj
uvoenje poboljanja uprocese. Nakon to su otkriveni uzroci problema
trebati e nai naine da se oni
eliminiraju ili smanje. U ovom koraku vrlo je vana uloga
zaposlenika koji sudjeluju u
procesu. Bitno je da oni shvate da se ih slua i da je i njihov
doprinos rjeavanju
problema znaajan. Ponekad e se pokazati da su njihove
informacije bile od
presudnog znaaja za rjeavanje problema. Na ovaj se nain gradi
sustav povjerenja
i neposredni izvrioci procesa postaju dio sustava stalnog
poboljavanja. Sedmi
korak je uspostavljanje programa Nula pogreaka kojim e biti
definirani individualnikoraci za Dan nula pogreaka. Osmi korak je
kolovanje nadglednika koji e svim
-
7/21/2019 Upotreba alata poboljsavanja
5/17
Sveuilite Sjever Proizvodno strojarstvo
30
uposlenicima moi na kratak i jasan nain objasniti korake
postupka poboljavanja.
Deveti korak je uspostavljanje Dana nula pogreaka. Deseti korak
je sputanje
sustava poboljavanja na individualnu razinu, pri emu nadglednici
sa zaposlenicima
definiraju njihove osobne ciljeve u poboljavanju kvalitete.
Jedanaesti korak je
micanje uzroka problema. Kroz taj korak na jednostavnim obracima
daje se
mogunost zaposlenicima da definiraju svoje probleme. Svi zapisi
trebaju biti
obraeni, kako bi zaposlenici uvidjeli da se problemi rjeavaju,
te na taj nain
prihvatili ovaj postupak kao standard. Dvanaesti korak je
uspostava sustava
nagraivanja. Ovaj sustav ne bi trebao biti finacijski ve bi
trebalo uspostaviti sustav
kroz kojeg je vidljivo da se cijene oni koji sudjeluju u
poboljavanjima. Trinaesti korak
prema Crosbiju ve je odraen u Juranovom poimanju graenja
sustava, to je
uspostava Vijea kvalitete. Ovaj odmak izmeu dva autora dogaa se
zbog poimanja
naina uspostave sustava. etrnaesti korak je vrlo est u sustavima
kvalitete, to je :
Uini sve ponovo i osnova je stalnog unaprijeivanja.
4.2 Alati poboljavanja kvalitete i njihova upotreba
U toci 4.1 navodi se upotreba alata poboljavanaj kvalitete. Njih
je veliki broj,
razliiti autori ih razliito nazivaju, a vrlo je esta podjela na
strare (statistike) i nove
(upravljake). Alati koji koristi TQM, mogu se podijeliti na 7 QC
(kontrolnih) alata,
uvedena od japanskog profesora Kaoru Ishikawe:
dijagram uzroka i posljedica (koji se naziva Ishikawa dijagram
ili dijagram
riblje kosti), kontrolne liste, Shewhartovi kontroli grafikoni,
histogram, Pareto
dijagram, dijagram rasprenja, i dijagram toka,
te 7 MP (upravljako-planskih) alata:
analiza afiniteta, meurelacijski grafikon, analiza stabla,
matrica prioriteta,
matrica analize, grafikon procesnih odluka, dijagram
aktivnosti.
Osim ovih 14 alata, biti e prikazani Breinstorming i PDCA
(Demingov) krug.
4.2.1 Dijagram tok a pro cesa
Dijagram toka / dijagram procesa je grafiki alat koji prikazuje
osnovne faze procesa
s ulaznim i izlaznim parametrima, te mogunou poboljanja.
Dijagram toka jehijerarhijski prikaz procesa koji moe biti openit i
detaljan. Openiti se koristi kako bi
-
7/21/2019 Upotreba alata poboljsavanja
6/17
Sveuilite Sjever Proizvodno strojarstvo
31
se otkrile kritine toke u procesu. Detaljni dijagram toka
koristi se da bi se razjasnili
detalji proizvodnog procesa. To je izuzetno koristan alat kod
utvrivanja
meuzavisnosti pojedinih faza. Dijagram toka koristimo [16] :
Kad tim poinje uiti proces, kao prvi i najvani ji korak u
razumijevanje procesa
Kada smo u potrazi za poboljanjima u procesu
Pri projektiranju poboljanja procesa
Na svakom koraku u poboljanje procesa, kao referenca za postupak
izvoenja
procesa
Kod obuke ljudi u procesu
Kod dokumentiranja procesa
Dijagram toka sastoji se od grafikih elemenata koji odreuju neku
preceduru u
procesu. Uobiajni grafiki simboli prikazani su na slici 3.:
Slika 3. Grafiki simboli dijagrama toka
.
Sve procedure unutar nekog procesa, i svi procesi unutar neke
organizacije trebali bi
biti pokriveni dijagramima toka koji su najbolja uputa na
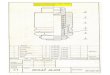
provoenje istih. Na slici 4.
prikazan je proces zavarivanja cijevi. Do sredine 70-tih godina
prolog stoljea ova
tehnika je bila relativno malo koritena, ali se uvoenjem
dijagrama toka u raunalnu
tehniku sve vie proirila u ostalim granama poslovanja. Danas je
gotovo nezamisliv
-
7/21/2019 Upotreba alata poboljsavanja
7/17
Sveuilite Sjever Proizvodno strojarstvo
32
ijedan proces u ozbiljnoj organizaciji bez dijagrama toka. On
definira standardne
procedure i nepotivanje istih smatra se povredom u procesu, to
moe izazvati
trajne poslijedice.
Slici 4. Dijagram toka procesa zavarivanja cijevi.
-
7/21/2019 Upotreba alata poboljsavanja
8/17
Sveuilite Sjever Proizvodno strojarstvo
33
4.2.2 Pareto dijag ram
Pareto metoda je ime dobila po Vilfredu Paretu, talijanskom
ekonomistu i sociologu,
poznatog po primjeni matematikih metoda u okviru ekonomske
analize. Rodjen je
1848.godine, po struci inen jer, a cijelog iv ota je izuavao
matematiku.
Pareto princip, odnosno princip 80/20, koji kae da postoji
vitalna manjina i
upotrebljiva veina. 20% uzroka uzrokuje 80% problema, 20% ljudi
raspolae sa 80%
cjelokupnog bogatstva. Ili sa aspekta klijenata, 20% klijenata
donosi 80% prihoda
nekoj firmi. Koraci u izradi Pareto dijagrama su slijedei:
1. definirati kategorije koje e se pratiti putem dijagrama
2. definirati koji su podaci relevantni. Uobiajno su to:
koliina, cijena ili vrijeme
3. definirati koje vrijeme e se analizirati
4. prikupljanje podatka
5. izraunati meuzbrojeve za svaku kategoriju
6. odrediti mjerilo u kojem e se dijagram crtati
7. ucrtati traku sa najveom vrijednosti krajnje lijevo u
dijagramu, pa iduu po
vrijednosti do nje i tako do zadnje vrijednosti.
8. izraunavanje postotka za svaku vrijednost, crtanje vertikalne
osi u
9. izraunavanje kumulativne sume po kategorijama, poslijednja
kumulativna
suma trebala bi dostii 100 %, spojiti toke kumulativnih suma
Slika 5. Pareto dijagram
-
7/21/2019 Upotreba alata poboljsavanja
9/17
Sveuilite Sjever Proizvodno strojarstvo
34
Kod izrade Pareto dijagrama najbolje bi bilo upotrijebiti
vrijednost greke (financijsku)
kao os udjela, kako bi na jednostavan nain prikazali udio
vrijednosti greaka u
nastaloj teti [17]. Iz Paretovog principa razvila se ABC analiza
koja podatke
razvrstava u tri skupina: A 0 - 80% : podruje najveeg utjecaja;
B : 80 -95 % -
podruje relevantnog utjecaja; C: 95-100% - podruje malog
utjecaja.
Analiza PARETO ili ABC dijagram nailaze na iroko podruje
primjene te metode
u postupcima unapreivanja kvaliteta kako proizvoda tako i
procesa rada. Osim to je
vrlo jednostavna, ova se metoda odlikuje visokim stupnjom
fleksibilnosti zbog
nezavisnosti od prirode problema i karaktera utjecajnih veliina
koje se analiziraju.
Pareto dijagram primjenjiv je u svim sluajevima kvantitativno
izraeni h parametara,
ali i u sluajevma kvalitativno izraeni h podataka uz odreena
podeavanja modela
[18]. Iako se metoda moe koristiti kao samostalna, ona je najee
ulazna ili izlazna
svim ostalim metodama (alata) za poboljavanje kvalitete.
4.2.3 Dijagram rasipanja
Dijagram rasipanja predstavlja grafiki prikaz rezultatat
regresijske i korelacijske
analize. Crta se u pravokutnom koordinatnom sustavu s
aritmetikim mjerilima na
osima. Dijagram rasipanja u pravokutnom koordinatnom sustavu
tokama prikazuje
parove vrijednosti dviju promatranih numerikih varijabli. Pri
tome su xi vrijednosti
nezavisne varijable X, a yi vrijednosti zavisne varijable Y. U
primjeni dijagrama
rasipanja postoje dva podruja problema, to ovisi o podruju
istraiva nja:
- Ovisnost izmeu dviju varijabli (dva skupa podataka), kada
neovisna
varijabla X utjee (uvjetuje) veliinu varijable Y. Tada govorimo
o regresiji. Pri tome je
neovisna varijabla uzrok, a zavisna posljedica. Cilj regresijske
analize je prouavanje
oekivane vrijednosti zavisne varijable na osnovu zadanih
nezavisnih varijabla prema
funkciji regresije i standardne greke regresije.
- Ovisnost izmeu dviju varijabli (dva skupa podataka), varijable
X i varijable
Y. Tada govorimo o korelaciji. Cilj korelacijske analize je
odreivanje snage veze
izmeu varijabli na osnovu koeficijenta korelacije i koeficijenta
determinacije .
Kako se radi o vrlo irokoj temi u ovom radu bit e prikazana
korelacijska analiza
dijagrama rasipanja. Karakter korelacije utvruje se na osnovu
izgleda dijagrama pa
prepoznajemo (slika 6.) pozitivnu, negativnu , krivolinijsku
korelaciju.
-
7/21/2019 Upotreba alata poboljsavanja
10/17
Sveuilite Sjever Proizvodno strojarstvo
35
Slika 6. Vrste korelacijskih odnosa (prema .Kondi: Kvaliteta i
metode poboljavanja)
U drugom koraku utvruje se korelacijski koeficijent:
Pri emu je
r - Personov koeficijent linearne korelacije
xix vrijednost varijable
yiy vrijednost varijable
-
7/21/2019 Upotreba alata poboljsavanja
11/17
Sveuilite Sjever Proizvodno strojarstvo
36
Vrijednosti korelacijskog koeficijenta mogu biti u rasponu od -1
do 1, pri emu e
vrijednosti blie negativnoj jedinici ukazivati na negativnu
korelaciju, a one bli e
pozitivnoj na pozitivnu korelaciju. Vrijednosti vrlo bliske 0
ukazivati e na odsutnost
korelacije, a teorijske vrijednosti -1 i 1 na postojanje
funkcionalne, a ne korelacijske
veze. Koeficijent determinacije jednak je kvadratu korelacijskog
koeficijenta i
predstavlja postotnu zavisnost varijabli. Dijagram rasipanja
mogue je izvoditi i za
viezavisne korelacije. etri osnovna koraka u izradi dijagrama
rasipanja su:
1. Prikupljanje podataka
2. Crtanje dijagrama
3. Analiza dijagrama
4. Utvrivanje meuovisnosti
Dijagram rasipanja je statistiko-matematiki model pronalae nja
veza uzroka
kada na postoje dokazi o funkcionalnim vezama dogaaja. esto se
koristi u
kombinaciji sa drugim alatima za poboljavanje kvalitete.
4.2.4 Dijagram uzroka i posljedica
Dijagram uzrok-posljedica je alat koji pomae u identificiranju,
sortiranju i
prikazivanju moguih uzroka specifinih problema ili
karakteristika kvaliteta. On
grafiki ilustrira odnos izmeu danog izlaza i svih faktora koji
utjeu na izlaz. Ovaj
dijagram se vrlo esto naziva i Ishikava dijagram prema njegovom
utemeljitelju,
japanskom znanstveniku Kaoru Ishikawi koji je ovaj nain
pronalaan ja uzroka
greaka prvi puta primjenio u japanskom brodogradilitu Kawasaki.
Vrlo esto emo
uti da dijagram nazivaju i dijagram riblje kosti zbog svog
specifinog izgleda.
Ishikava je u svojim razmatranjima utvrdio da u nastajanju
greaka postoji 6 velikih
grupa uzroka i nazvao ih 6M: oprema (machine), metoda (method),
materijal
(material), ovjek (man power, mind power), mjerenja
(measurement), okolina
(Milieu/Mother Nature). Slijedei korak je irenje uzroka koje se
esto kombinira sa
tehnikom 5W: gdje, to, kad, tko, zato ( Where, What, When, Who,
Why) kako bi se
otkrio korijen uzroka nastalog problema .
-
7/21/2019 Upotreba alata poboljsavanja
12/17
Sveuilite Sjever Proizvodno strojarstvo
37
Slika 7. Osnovni izgled Ishikawa dijagrama
Kada se na odreenom nivou unoenjem u dijagram iscrpe svi
pronaeni uzroci, te
utvrdi loginost svake od grana, prelazi se na analizu
podataka:
Identifikacija vjerojatnih (3 - 5) uzroka problema koji se
analizira i njihovooznaavanje u dijagramu
Taj postupak, pored usmjeravanja na osnovne uzroke problema,
omoguava, u
odreenim sluajevima, iznalaenje linije kritinih uzroka, to je
svakako jedan od
znaajnih rezultata Ishikavine metode,
Ishikava dijagram zasebno nije dovoljan za rijeavanje problema -
on samo
upuuje na njegove osnovne uzroke i uzrono - posljedine veze. Iz
datih razloga je
potrebno prikupljanje podataka radi provjere najznaajnijih
(najvjerojatnijih) uzroka irjeavanje problema nekom drugom,
odgovarajuom metodom (Pareto ili ABC
dijagram i sl.).
4.2.5. Liste sakupljenih greaka ili ispitne liste
Ispitne liste su obrazac u koji se unosi uestalost neke pojave
prema mjestu, vrsti,
vremenu... Podaci se unose na kvantitativnoj ili kvalitativnoj
razini. Liste u koje sepodaci unose na kvantitativnoj razini esto
se nazivaju i liste prebrojavanja.
-
7/21/2019 Upotreba alata poboljsavanja
13/17
Sveuilite Sjever Proizvodno strojarstvo
38
Upotrebljava se na mjestima gdje se promatrana pojava moe lako
utvrditi od strane
prebrojaa. Ispitne liste grade se pomou 5W pitanja: tko, to,
gdje, kad, zato
(who, what, where, when, why). Postoje razliiti tipovi ispitnih
lista, a u ovom lanku
bit e nabrojene dvije.
Ispitne liste za provjeru oblika vjerojatnosti procesa
Ove liste koriste se za provjeru distribucije dobivenih
vrijednosti. Kod kreiranja ovog
tipa listi vrlo je vano da se unaprijed moe predvidjeti u kojem
e rasponu vrijednosti
dolaziti, kako bi se lista konstruirala na pravilan nain. Na
slici 8. prikazana je jedna
takva lista za kontrolu mjere izradtka. Ovakav tip liste
automatski gradi i histogram,
ali nam pokazuje i koliko proizvoda je ispravno, a koliko je
kart, to su ujedno i
kvalitativni, ali i kvantitativni podaci.
Slika 8. Ispitna lista mjere 90H7
Iz liste se vidi kako je rad podijeljen u tri smjene. Ukupno je
u tri smjene izraeno
90 komada osovine, na kojoj je jedna od dimenzija 90H7. Analizom
se lako mo e
utvrditi da su u prvoj smjeni gotovo svi izraeni komadi imali
zadovoljavajuu mjeru.
U drugoj smjeni broj tonih komada opada, dok je treoj vei od
onih ispravnih.
Takoer se moe vidjeti da broj komada ispod zadane tolerancije
vei, nego onaj
iznad. ak i ovako kratko razmatranje dovodi do zakljuka da rad u
treoj smjeni nije
15
14
13
12
11
10
9 x x x
8 x x x x
7 x x x x x x
6 x x x x x x x x
5 x x x x x x x x x x
4 x x x x x x x x x x x
3 x x x x x x x x x x x x x
2 x x x x x x x x x x x x x x x x
1 x x x x x x x x x x x x x x x x x x
S3 11 14 27 1 1 1 1 2 1 2 2 1 3 3 1 1 1 1 1 1 1
S2 12 19 31 1 1 2 2 2 1 1 2 1 5 3 4 2 2 1 1 -
S1 3 31 34 1 2 5 6 6 6 3 3 1 1 - -
6 64 9 2 3 5 5 6 7 9 1 8 9 7 6 4 3 2 2 1 1
90
Ispitni l ist mjere 90H7 (mm)
90, 050 90, 055 90, 060 90, 065 90, 070 >90, 07090, 020 90,
025 90, 030 90, 035 90, 040 90, 045< 89, 980 89, 980 89, 985 89,
990 89, 995 90, 005 90, 010 90, 015
-
7/21/2019 Upotreba alata poboljsavanja
14/17
Sveuilite Sjever Proizvodno strojarstvo
39
zadovoljavajui, te da treba pogledati dolazi li moda do preranog
istroenja otrice
noa zbog smanjenja mjere..
Ispitni list za utvrivanje mjesta nepravilnosti
Ovim tipom ispitne liste moe se lako utvrditi koji proces
prouzrokuje najvei broj
nepravilnosti. Na slici 9. prikazan je list koji utvruje greke
po odjelima. Ovakav tip
liste je kvantitativan, i ukazat e da neki od procesa treba
poboljanje, ali ne i njegov
smjer.
Jedna od vrlo estih ispitnih listova je tkz. Zavrna ispitna
lista, kojom se utvruje
jeli neki proizvod izraen prema uputama i jesu li zadovoljeni
svi traen i parametri.
Obino se koristi u procesima sa mnogo koraka, kako bi podsjetila
izvoaa to sve
treba odraditi.
Slika 9. Ispitni list: Utvrivanje mjesta nepravilnosti
4.2.6 Histogram
Histogram je stupasti grafiki prikaz uestalosti pojavljivanja
vrijednosti odreenog
parametra procesa. Iz njega se dobije oblik razdiobe procesa, a
ako su zadane
granine vrijednosti procesa mogu se odrediti i udjeli
nesukladnih proizvoda/usluga
prema propisanim zahtjevima. Podatke dobivene u
ispitivanju/kontroli poredamo urazrede odreene veliine, na temelju
kojih emo dobiti i frekvencije razreda. Ako
-
7/21/2019 Upotreba alata poboljsavanja
15/17
Sveuilite Sjever Proizvodno strojarstvo
40
veliinu razreda pretvorimo u veliinu pravokutnika unutar
koordinatnog sustava dobit
emo dijagram prikazan na slici 10.
Slika 10 . Histogram (prema prodacima za Ispitna lista mjere
90H7)
Ovakav dijagram nazivamo histogramom te nam on grafiki predouje
uestalostpojavljivanja neke pojave u procesu. Poseban oblik
histograma je kumulativni
histogram u kojem se frekvencije prethodnih razreda pribrajaju
te vrijednost pokazuje
broj vrijednosti koje su manje ili jednake vrijednosti s osi
x.
Jedna od najznaajnijih karakteristika kojima odreujemo izgled
histograma je
svakako veliina razreda. Ona se odreuje tabelarno ili nekom od
formula npr:
ili
Postupak odreivanja irine razreda osobito je znaajan kod velikog
broja
podataka.
4.2.7. Kontrolne karte
Kontrolne karte poznate su kao karte ponaanja procesa ili
Shewhartove karte po
njihovom izumitelju. Od poetka primjene, koji see u daleku 1920.
godinu u Bellovim
-
7/21/2019 Upotreba alata poboljsavanja
16/17
Sveuilite Sjever Proizvodno strojarstvo
41
laboratorijima, do danas ove karte se nisu bitnije izmjenile i
jedan su od najznaajnijih
alata u kontroli procesa. Kontrolna karta je u prvom redu slika
procesa [20], te nam
pokazuje kako se kontrolirana znaajka kree u vremenu, tj. kree
li se proces unutar
zadanih granica. Prilikom analiziranja procesa bitno je
odgovoriti na pitanja :
Zato se dogodio otklon procesa
Kako podesiti centriranost procesa
Osnovne mogunosti ovog alata mogu se opisati kao:
- upravljanje kvalitetom procesa rada na bazi
prostorne i vremenske slike stanja, promjena i tendencija
kvalitete sadra nih na
kontrolnoj karti;
- kontrola kvaliteta proizvoda u pojedinim fazama proizvodnje,
fazi pripreme i fazi
zavretka;
- stabilizacija procesa na osnovu otkrivanja nedoputenih faktora
i njihovog
iskljuivanja iz toka procesa;
- analiza tonosti i stabilnosti procesa rada;
- kvalitativno usavravanje tehnolokih procesa rada;
- analiza greaka obrade u toku odvijanja tehnolokih procesa;
- primjena u svim fazama nekog procesa i svim veliinama
proizvodnje osim u
pojedinanoj
Konstrukcija kontrolne karte vrlo je jednostavna. Na os x nanose
se vremenski
intervali kontrole ili jedinice kontrole, dok se na y os nanose
oekivane vrijednosti
kontrole (mjerenja). Povuku se gornja i donja kontrolna granica
(vrijednosti
doputenih tolerancija), te sredinja linija. Na ovaj nain
konstrukcija karte je
zavrena.
Analizom podataka dobiti emo ve prije spomenutu sliku procesa,
ali i odgovor napitanje je li proces pod kontrolom. Na proces pod
kontrolom utjeu samo sluajni
faktori, dok na proces koji nije pod kontrolom utjeu sistemski
faktori [21] .
Kontrolne karte dijelimo u tri grupe:
1. kontrolne karte koje prate mjerljive karakteristike
2. kontrolne karte koje prate atributivne karakteristike3.
specijalne kontrolne karte
-
7/21/2019 Upotreba alata poboljsavanja
17/17
Sveuilite Sjever Proizvodno strojarstvo