Embed Size (px)
Citation preview

UPME

EELLAABBOORRAADDOO PPOORR::
UUNNIIVVEERRSSIIDDAADD DDEELL AATTLLÁÁNNTTIICCOO
GGRRUUPPOO DDEE GGEESSTTIIÓÓNN EEFFIICCIIEENNTTEE DDEE EENNEERRGGÍÍAA,, KKAAII::
DDRR.. JJUUAANN CCAARRLLOOSS CCAAMMPPOOSS AAVVEELLLLAA,, IINNVVEESSTTIIGGAADDOORR PPRRIINNCCIIPPAALL..
MMSSCC.. EEDDGGAARR LLOORRAA FFIIGGUUEERROOAA,, CCOOIINNVVEESSTTIIGGAADDOORR..
MMSSCC.. LLOOUURRDDEESS MMEERRIIÑÑOO SSTTAANNDD,, CCOOIINNVVEESSTTIIGGAADDOORR..
MMSSCC.. IIVVÁÁNN TTOOVVAARR OOSSPPIINNOO,, CCOOIINNVVEESSTTIIGGAADDOORR..
IINNGG.. AALLFFRREEDDOO NNAAVVAARRRROO GGÓÓMMEEZZ,, AAUUXXIILLIIAARR DDEE IINNVVEESSTTIIGGAACCIIÓÓNN..
UUNNIIVVEERRSSIIDDAADD AAUUTTÓÓNNOOMMAA DDEE OOCCCCIIDDEENNTTEE
GGRRUUPPOO DDEE IINNVVEESSTTIIGGAACCIIÓÓNN EENN EENNEERRGGÍÍAASS,, GGIIEENN::
MMSSCC.. EENNRRIIQQUUEE CCIIRROO QQUUIISSPPEE OOQQUUEEÑÑAA,, CCOOIINNVVEESSTTIIGGAADDOORR..
MMSSCC.. JJUUAANN RRIICCAARRDDOO VVIIDDAALL MMEEDDIINNAA,, CCOOIINNVVEESSTTIIGGAADDOORR..
MMSSCC.. YYUURRII LLÓÓPPEEZZ CCAASSTTRRIILLLLÓÓNN,, CCOOIINNVVEESSTTIIGGAADDOORR..
EESSPP.. RROOSSAAUURRAA CCAASSTTRRIILLLLÓÓNN MMEENNDDOOZZAA,, CCOOIINNVVEESSTTIIGGAADDOORR..
AASSEESSOORR
MMSSCC.. OOMMAARR PPRRIIAASS CCAAIICCEEDDOO,, CCOOIINNVVEESSTTIIGGAADDOORR..
UUNN PPRROOYYEECCTTOO DDEE LLAA UUNNIIDDAADD DDEE PPLLAANNEEAACCIIÓÓNN MMIINNEERROO
EENNEERRGGÉÉTTIICCAA DDEE CCOOLLOOMMBBIIAA ((UUPPMMEE)) YY EELL IINNSSTTIITTUUTTOO
CCOOLLOOMMBBIIAANNOO PPAARRAA EELL DDEESSAARRRROOLLLLOO DDEE LLAA CCIIEENNCCIIAA YY LLAA
TTEECCNNOOLLOOGGÍÍAA.. ““FFRRAANNCCIISSCCOO JJOOSSÉÉ DDEE CCAALLDDAASS”” ((CCOOLLCCIIEENNCCIIAASS))..

__________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
i
CCOONNTTEENNIIDDOO
Pág.
11.. IINNTTRROODDUUCCCCIIÓÓNN………………………………………………………………………………………………………………………….. 11
22.. PPRROOCCEESSOO PPRROODDUUCCTTIIVVOO………………………………………………………………………………………………........ 33
22..11 DDOOSSIIFFIICCAACCIIÓÓNN YY MMEEZZCCLLAA………………………………………………………………………………………………………….. 44
22..22 FFUUSSIIÓÓNN,, AAFFIINNAADDOO,, HHOOMMOOGGEENNIIZZAACCIIÓÓNN YY AACCOONNDDIICCIIOONNAAMMIIEENNTTOO………………………….. 55
22..22..11 HHoorrnnooss ddee FFuussiióónn…………………………………………………………………………………………………………............ 66
22..22..22 HHoorrnnooss ddee FFuussiióónn CCoommbbiinnaaddaa…………………………………………………………………………................ 99
22..22..33 HHoorrnnooss ddee ddee RReeccoocciiddoo yy TTeemmppllee……………………………………………………………………............ 99
22..22..44 HHoorrnnooss ddee OOxxiiccoommbbuussttiióónn……………………………………………………………………………………................ 99
22..33 CCOONNFFOORRMMAADDOO………………………………………………......………………………………………………………………………….... 1100
22..44 PPRROOCCEESSOOSS SSEECCUUNNDDAARRIIOOSS YY AACCAABBAADDOOSS……......……………………………………………………………….. 1111
22..44..11 RReeqquueemmaaddoo………………………………………………………………………………………………………….............................. 1111
22..44..22 RReeccoocciiddoo………………………………………………………………………….................................................................................. 1111
22..44..33 TTeemmppllaaddoo……………………………………………………………….............................................................................................. 1111
22..44..44 PPiinnttaaddoo…………………………………………………………………………………….......................................................................... 1111
22..44..44 DDeeccoorraaddoo………………………………………………………………………….................................................................................. 1122
22..55 TTÉÉCCNNIICCAASS DDEE FFAABBRRIICCAACCIIÓÓNN………………………………......……………………………………………………………….. 1122
33.. DDIISSTTRRIIBBUUCCIIÓÓNN DDEE LLOOSS CCOONNSSUUMMOOSS DDEE EENNEERRGGÍÍAA…………………………………….... 1144
33..11 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO HHUUEECCOO……………………………….. 1144
33..22 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO PPLLAANNOO……………………………….... 1166
33..33 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN FFIILLAAMMEENNTTOO CCOONNTTIINNUUOO……………….. 1188
33..44 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN LLAANNAASS MMIINNEERRAALLEESS……………………...... 1188
33..55 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO DDOOMMÉÉSSTTIICCOO…………………….. 1199
33..66 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOOSS EESSPPEECCIIAALLEESS………………...... 2200
33..77 FFAACCTTOORREESS CCOONNDDIICCIIOONNAANNTTEESS DDEELL CCOONNSSUUMMOO EENNEERRGGÉÉTTIICCOO DDEE LLOOSS
HHOORRNNOOSS DDEE FFUUSSIIÓÓNN…………………………………………………………………………………………………………………… 2211
33..77..11 EExxttrraacccciióónn NNoommiinnaall……………………………………………………………………....……………………………….......... 2211
33..77..22 FFaaccttoorr ddee CCaarrggaa……………………………………………………………………....……………………………….................... 2222
33..77..33 EEnnvveejjeecciimmiieennttoo……………………………………………………………………....………………………………........................ 2222
33..77..44 TTeemmppeerraattuurraa AAiirree SSeeccuunnddaarriioo ddee CCoommbbuussttiióónn……………………………….......................... 2222
33..77..55 EEffeeccttoo RReellaacciioonnaaddoo AAiirree//CCoommbbuussttiibbllee…………....………………………………................................ 2222
33..77..66 EEffeeccttoo ddeell AAiissllaammiieennttoo TTéérrmmiiccoo…………………………………………………………....……………….......... 2222
33..77..77 PPoorrcceennttaajjee ddee CCaassccoo ddee VViiddrriioo eenn llaa CCaarrggaa……………………………………..………….......... 2222
44.. MMEEDDIIDDAASS DDEE AAHHOORRRROO DDEE EENNEERRGGÍÍAA………………………………………………………………………… 2244
44..11 MMEEJJOORRAASS EENN LLAASS CCAARRAACCTTEERRÍÍSSTTIICCAASS DDEE LLAASS MMAATTEERRIIAASS PPRRIIMMAASS……………………...... 2244

__________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
ii
Pág.
44..11..11 IInnfflluueenncciiaa ddee llaa GGrraannuulloommeettrrííaa……………………………….......................................................................... 2244
44..11..22 HHuummeeddaadd……………………………………………………………………………….......................................................................... 2244
44..11..33 UUttiilliizzaacciióónn ddeell CCaassccoo ddee VViiddrriioo…………………………………………………………………………………… 2244
44..11..44 PPeelllleettiizzaacciióónn…………..…………………………………………………………………….............................................................. 2244
44..22 MMEEJJOORRAASS EENN LLOOSS HHOORRNNOOSS DDEE FFUUSSIIÓÓNN…………………………......……………………………………………… 2255
44..22..11 TTééccnniiccaass ddee CCaalleennttaammiieennttoo IInniicciiaall rrááppiiddoo eenn HHoorrnnooss ddee CCuubbaa
CCoonnttiinnuuooss…………………………………………………………………………………………………………………………………… 2255
44..22..22 CCoommbbuussttiióónn SSuummeerrggiiddaa……………………………………………………………………............................................ 2255
44..22..33 RReedduucccciióónn ddeell CCiicclloo ddee IInnvveerrssiióónn....………………………………………………………………………….... 2255
44..22..44 IInnssttrruummeennttaacciióónn yy CCoonnttrrooll……………………………………………………………………………………………….. 2255
44..22..55 AApprroovveecchhaammiieennttoo ddeell CCaalloorr RReessiidduuaall ddee llooss HHoorrnnooss…………………………………… 2266
44..22..66 UUttiilliizzaacciióónn ddee llaa EEnneerrggííaa EEllééccttrriiccaa…………………………………………………………………………...... 2266
44..22..77 OOttrraass MMeejjoorraass………………………………………………………………………………………………………………………….. 2277
44..33 MMEEJJOORRAASS EENN CCAANNAALLEESS DDEE AALLIIMMEENNTTAACCIIÓÓNN…………......…………………………………………………….... 2277
44..44 MMEEJJOORRAASS EENN LLAASS RREEQQUUEEMMAADDOORRAASS…………......…………......…………………………………………………….... 2277
44..55 MMEEJJOORRAASS EENN LLOOSS HHOORRNNOOSS DDEE RREECCOOCCIIDDOO YY TTEEMMPPLLEE………………………………………….... 2288
44..66 MMEEJJOORRAASS EENN SSEERRVVIICCIIOOSS GGEENNEERRAALLEESS……......…………......…………………………………………………….... 2288
44..77 MMOODDIIFFIICCAACCIIOONNEESS AA LLAA CCOOMMBBUUSSTTIIÓÓNN……......…………......………………………………………………………… 2299
55.. AASSPPEECCTTOOSS AAMMBBIIEENNTTAALLEESS GGEENNEERRAALLEESS…………....……………………………………………….... 3300
RREEFFEERREENNCCIIAASS BBIIBBLLIIOOGGRRÁÁFFIICCAASS…………………………………………....………………………………………… 3333
____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
1
11.. IINNTTRROODDUUCCCCIIÓÓNN El vidrio es un producto artificial que se obtiene a partir de unas materias primas que aportan ciertos óxidos, como pueden ser SiO2, CaO, Na2O, etc., en una producción determinada. El paso de las materias primas al vidrio se hace fundamentalmente a través de reacciones químicas, obteniéndose la masa vítrea a alta temperatura. El sector del vidrio es sumamente diverso, tanto por los productos que fabrica como por las técnicas de producción que emplea. Los productos pueden ser desde copas de cristal de plomo artísticamente hechas a mano hasta vidrio flotado en grandes cantidades para los sectores de construcción y automoción. Las técnicas de fabricación varían desde los pequeños hornos eléctricos que se utilizan en el subsector de fibra cerámica hasta los hornos regenerativos de caldeo cruzado que se utilizan en el subsector de vidrio plano. Este sector produce principalmente artículos básicos, en términos globales, depende en gran medida de los sectores de la construcción, de bebidas y alimentación. Sin embargo, algunos de los subsectores de menor volumen producen artículos técnicos o de consumo de gran valor. Una vez formado el vidrio, se la somete a una serie operaciones, obteniéndose un artículo determinado a la temperatura ambiente. Como producto acabado, puede considerase como un líquido subenfriado, ya que, aun siendo enfriado por debajo de su punto teórico de solidificación, conserva las propiedades y estructura interna de un líquido. La cantidad de energía empleada en la obtención vidrio depende de muchos factores, como son materias primas utilizadas, el tipo de vidrio, la clase de producto, los equipos empleados, el modo de operación de éstos (funcionamiento continuo o discontinuo), etc. En cualquier caso, el consumo energético es importante; ello es debido, a los siguientes factores:
Temperatura de fusión-afinado elevada (1.500°C – 1.600°C), lo que supone unas necesidades de energía teórica realmente importantes.
Bajos rendimientos de los hornos de fusión convencionales. Debe tenerse en cuenta que, en la actualidad, se consiguen valores máximos del rendimiento global del horno-equipo de recuperación de calor, próximos al 50% para ciertos hornos con regeneradores y llamas en bucle. Los valores normales se sitúan entre un 25 y un 40%. Sin embargo, en algunos hornos pequeños de crisol, este valor es inferior al 5%.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
2
Estos rendimientos han sido superados ampliamente por los hornos eléctricos, cuya eficiencia energética se sitúa entre un 60 y un 85%, pero que por motivos de costo de la energía eléctrica su utilización es muy limitada.
Enfriamiento controlado. No sólo no se aprovecha el calor del vidrio fundido, sino que además debe aportarse energía para controlar dicho enfriamiento.
Otros factores específicos de cada proceso en particular. En definitiva, las pérdidas de calor inherentes a los procesos de fabricación actualmente utilizados, hacen que todavía se esté muy lejos del consumo teórico, y esto abre un margen de esperanza a las posibilidades de investigación de nuevas, tecnologías. En este documento se tratan de forma superficial los diferentes procesos de fabricación de vidrio industrial. Se hace especial hincapié en los hornos de fusión, comentándose los factores que inciden en su consumo energético. Se indica, asimismo la importancia de los balances de calor de los distintos equipos, como base para programar planes de reducción de consumo a corto, medio y largo plazo. Se finaliza la exposición recogiendo una serie de medidas encaminadas al ahorro energético.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
3
22.. PPRROOCCEESSOO PPRROODDUUCCTTIIVVOO El capítulo contiene información general sobre la industria del vidrio, con el fin de que las personas responsables de tomar decisiones puedan hacerse una idea global del sector y situar la información que se facilita más adelante en el contexto de los factores generales que afectan a la industria en su conjunto. Existe una gran variedad de procesos de fabricación de vidrio, aunque algunas operaciones básicas son comunes a todos ellos. Puede establecerse la siguiente clasificación: a. Fabricación de vidrio hueco (envases). b. Fabricación de vidrio prensado (vidrio de mesa, aisladores, etc.). c. Fabricación de vidrio plano:
Sistema Estirado Vertical (Pittsburgh y Fourcault).
Sistema Estirado Horizontal (Libbey-Owens).
Sistema de Flotación.
Sistema de Laminación. Otros procesos: fibra de vidrio, vidrio óptico, tubo de vidrio, vidrio artístico, etc. Los procesos y técnicas de fabricación que suelen emplearse en el sector del vidrio la mayoría pueden dividirse en cinco fases básicas: manipulación de los materiales, fundición, conformación, procesos finales y embalaje. Dada su diversidad, la industria del vidrio utiliza una amplia gama de materias primas. Las técnicas de manipulación de materiales son comunes a muchas industrias. El mayor problema es el control del polvo generado por la manipulación de materiales finos. Las principales materias primas utilizadas para la fundición son materiales para el soplado de vidrio (por ejemplo, arena de sílice o desperdicios de vidrio), materiales intermedios o modificadores (por ejemplo, ceniza de sosa, caliza o feldespato) y agentes colorantes o decolorantes (por ejemplo, cromita férrica u óxido de hierro). Atendiendo a su volumen de fabricación los vidrios pueden ser clasificados en:
Comerciales.
Especiales. Los vidrios comerciales son producidos en gran escala, y se usan en la mayoría de las aplicaciones, mientras que los especiales son menos comunes ver tabla 1.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
4
Tabla 1. Tipos de Vidrios y sus Características.
TTIIPPOO DDEE VVIIDDRRIIOO NNOOMMBBRREE CCAARRAACCTTEERRÍÍSSTTIICCAASS
Comercial
Soda-Cal
Este tipo de vidrio es el más utilizado, pues sus propiedades lo hacen adecuado para su uso con luz visible. Los recipientes hechos de vidrios de soda - cal son virtualmente inertes, no contaminado la materia que contienen ni su sabor. Son poco resistentes al choque térmico.
Plomo
Utiliza óxido de plomo en lugar de óxidos de calcio, y óxido de potasio en lugar del óxido de sodio, y se conoce comúnmente como cristal al plomo. Los vidrios al plomo tienen un alto índice de refracción y una superficie relativamente blanda, lo cual permite una fácil decoración por esmerilado, corte o tallado.
Borosilicato
Están compuestos principalmente de sílice (70-80%) y óxido bórico (7-13%) con pequeñas cantidades de álcalis (óxidos de sodio y potasio) y óxido de aluminio. Su principal característica es una buena resistencia a los choques térmicos.
Especiales
Sílice Vítreo Son vidrios hechos casi exclusivamente de sílice. Son necesarias temperaturas de fusión sobre 1.500ºC.
Vidrios de Aluminosilicato.
Contienen cerca de un 20% de óxido de aluminio (Al2O3), además de óxido de calcio, óxido de magnesio y óxido de boro en cantidades relativamente pequeñas.
Vidrios de Sílice
Álcali-Bario
Contiene una cantidad mínima de óxidos de plomo, bario o estroncio.
Vidrio de Borato Contienen pequeñas cantidades o nada de sílice. Son usados para soldar vidrios, metales o cerámicas, a relativamente, bajas temperaturas.
Vidrio de Fosfato Consisten principalmente en mezclas de pentóxido de vanadio (V2O5) y pentóxido de fósforo (P2O5).
Fuente: British Glass Manufacturers Confederation (BGMC), 1999.
La elaboración del vidrio comprende las siguientes operaciones:
22..11 DDOOSSIIFFIICCAACCIIÓÓNN YY MMEEZZCCLLAA.. Las materias primas, con unas características de granulometría, humedad y propiedades químicas determinadas, se dosifican y mezclan con objeto de conseguir el tipo de vidrio deseado. En esta operación básica se utiliza, fundamentalmente, energía eléctrica para accionamiento mecánico. En ciertos casos, se utiliza además un combustible con objeto de secar la arena.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
5
22..22 FFUUSSIIÓÓNN,, AAFFIINNAADDOO,, HHOOMMOOGGEENNEEIIZZAACCIIÓÓNN YY AACCOONNDDIICCIIOONNAAMMIIEENNTTOO.. La fundición (la mezcla de materias primas a alta temperatura para obtener vidrio fundido) es la parte más importante del proceso productivo. Se trata de una compleja combinación de reacciones químicas y procesos físicos, y puede dividirse en varias fases: fusión; afino y homogenización; y acondicionamiento. A medida que la arena y la ceniza de soda son recibidas, se muelen y almacenan en depósitos en altura, en espera del momento en que serán transferidas a través de un sistema de alimentación por gravedad a los pesadores y mezcladores. En los mezcladores las materias primas son dosificadas y combinadas con vidrio reciclado para formar una mezcla homogénea, la cual es trasladada por medio de cintas transportadoras a un sistema de almacenamiento de cargas (batch) donde es contenida antes de ser depositada en el alimentador del horno de fundición. Al entrar la carga al horno a través de los alimentadores, ésta flota en la superficie de la masa de vidrio fundida. Una vez que se funde, pasa al frente del baño y eventualmente fluye a través de la garganta de carga al refinador, donde es acondicionada térmicamente para descargar al proceso de formado. En la figura 1 puede verse un esquema del proceso básico. Figura 1. Etapas básicas del proceso de producción de vidrio.
PPrreeppaarraacciióónn ddee
MMaatteerriiaass PPrriimmaass FFuunnddiiddoo FFoorrmmaattoo ddeell
VViiddrriioo RReeccoocciiddoo IInnssppeecccciióónn yy
EEnnssaayyoo
EEmmppaaqquueettaaddoo AAllmmaacceennaammiieennttoo yy
TTrraannssppoorrttee
MMoolliieennddaa ddee
SSeeppaarraacciióónn
RReecciiccllaaddoo
La fabricación de vidrio es una actividad que consume mucha energía y la elección de la fuente de suministro, de la técnica de caldeo y del método de recuperación de calor tiene una influencia decisiva en el diseño del horno. Estas decisiones son también las que más afectan a la eficiencia energética del proceso de fundición y a sus repercusiones para el medio ambiente.
Los principales tipos de hornos utilizados en la industria vidriera y sus características se describen a continuación.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
6
2.2.1 Hornos de Fusión. Atendiendo a la forma, modo de operación del horno y tipo de energía utilizada, puede establecerse la siguiente clasificación: a. Hornos de crisol. b. Hornos de cuba convencionales. c. Hornos eléctricos. a. Hornos de Crisol. Un horno de crisoles consta de una sección inferior para precalentar el aire de combustión y una sección superior que contiene los crisoles y actúa como cámara de fusión. Son de planta circular (la llama suele ser vertical y no tienen sistemas de recuperación) o rectangular de diferentes capacidades (la llama es horizontal y suelen tener cámaras regenerativas). El ciclo típico comienza con la carga a mano de las piezas y un calentamiento hasta que vitrifica parcialmente la carga; entonces se añade una segunda y a veces tercera carga. Cuando está completamente fundida se produce el afinado, después del cual se disminuye el flujo de combustible (o bien se corta), permitiendo que el vidrio se enfríe a la temperatura de trabajo. En estos hornos puede utilizarse cualquier combustible. Son frecuentes en pequeñas producciones (<20t/día) o para ciertos tipos de vidrios, tienen un consumo específico de energía muy elevado. Ello es debido a los siguientes factores:
Operación discontinua.
La fusión requiere en la práctica tiempos muy largos, dado que se produce gradualmente desde el exterior de las paredes de la vasija hacia el interior de la carga.
Ausencia frecuente de sistemas de recuperación del calor sensible de los humos.
Los hornos de crisol son utilizados donde los artículos de vidrio son formados manualmente o por soplado a boca. Un crisol tiene una vida útil de cerca de 30 ciclos pudiendo producir entre 18 y 21 toneladas de vidrio.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
7
b. Hornos de Cuba Convencionales Estos hornos, normalmente son de forma rectangular, estando la carga fundida en su interior. Pueden ser intermitentes o continuos.
Intermitentes. La operación de los hornos intermitentes es similar a la de los de crisol, siendo idénticos sus períodos de funcionamiento. Su capacidad varía de 1 a 10 ton. Aunque el consumo de combustible es similar o ligeramente inferior, la menor fragilidad del recipiente puede considerarse como una ventaja.
Continuos. Estos hornos son similares a los anteriores. Están formados por una cuba, donde se contiene el vidrio fundido, y una cámara de combustión por encima del baño, donde se produce la llama que calienta la carga. Pueden distinguirse dos partes: zona de fusión y zona de trabajo; ambas están comunicadas normalmente mediante una garganta.
Según el procedimiento utilizado para precalentar el aire secundario de combustión, puede establecerse la siguiente clasificación de hornos de cuba convencionales: 1. Hornos con Recuperadores. Los recuperadores son intercambiadores de calor en los cuales los humos y el aire secundario de combustión circulan en paralelo o a contracorriente, en circuitos de tubos cerámicos o metálicos. La temperatura del aire secundario de combustión a la salida de los intercambiadores, oscila, entre 650 y 950°C. Por su parte, la de los humos al abandonar el equipo de recuperación de calor, se sitúa entre 700 y 950°C. La capacidad de fusión específica (por unidad de superficie) de los hornos recuperativos es un 30% inferior a la de un horno regenerativo. Los quemadores están situados a ambos lados del horno, transversales al flujo de vidrio y queman continuamente desde ambos lados, permitiendo un mejor control y unas temperaturas más estables. Este tipo de horno se utiliza principalmente en la producción de Vidrio hueco y filamento continuo. Es más adecuado para las instalaciones de pequeña capacidad, aunque no es raro hallar hornos de mayor capacidad (hasta 40 toneladas diarias), y para la producción de vidrios de una calidad elevada.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
8
2. Hornos con Regeneradores. Existen dos tipos de hornos con regeneradores, según la forma de la llama:
Hornos de Bucle con Sistemas Regenerativos. Estos hornos son más pequeños y poseen únicamente dos pórticos ubicados en la pared posterior. La boca del enfornaje (sistema de alimentación de la masa vitrificable) está en posición lateral. En cada pórtico hay un quemador cuya llama hace un recorrido en forma de “U” o bucle de ida y vuelta, saliendo por el otro pórtico hacia la cámara de regeneración respectiva.
Se emplean en los procesos de fabricación de vidrio hueco, vidrio prensado, y vidrios colados, para superficies de fusión de 20 a 80 m2.
Hornos con Llamas Transversales con Cámaras de Regeneración. Los quemadores, entre 4 y 6 por cada lado, son regulables de forma independiente y están dispuestos lateralmente. El sentido de las llamas es perpendicular al de la circulación del vidrio (quemadores transversales).
El sistema de recuperación de calor está formado por dos apilamientos de piezas refractarias (regeneradores) que se calientan alternativamente con los gases de la combustión provenientes del horno. Mientras que una cámara está siendo calentada por los gases, la otra precalienta el aire de combustión. Después de un periodo predeterminado (20-30 minutos) se invierte el ciclo de calentamiento y el aire de combustión se pasa a través de la cámara previamente calentada por los gases residuales.
Presentes en producciones de más de 350 t/día. Se emplea en los procesos de fabricación de vidrio hueco, vidrios colados y vidrio plano, para superficies de fusión comprendidas entre 60 y 350 m2.
c. Hornos eléctricos Consisten en una cámara de material refractario de forma más o menos cuadrada y encapsulada en una carcasa normalmente de acero, con electrodos insertados en los laterales, en la parte superior o, más frecuentemente, en la parte inferior del horno. La energía eléctrica es alimentada a partir de una corriente que pasa a través del fundido. El calentamiento inicial se realiza mediante un combustible. Una vez que se alcanza la temperatura de 1.100°C aproximadamente, para la cual el vidrio se hace buen conductor, se corta el suministro de combustible y comienza a utilizarse la energía eléctrica. La viabilidad económica de estos hornos tiene un límite máximo de capacidad, que depende del costo de la electricidad en comparación con los combustibles fósiles.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
9
Este tipo de horno se utiliza principalmente en la producción de Lanas minerales (lanas de vidrio), vidrio doméstico (muy común sobre todo en el caso del vidrio al plomo y del vidrio opal). 2.2.2 Hornos de Fusión Combinada La fusión combinada por medio de combustibles fósiles y electricidad puede adoptar dos formas: caldeo principal con combustible fósil y sobrealimentación eléctrica; o caldeo principalmente eléctrico apoyado por combustible fósil. La sobrealimentación eléctrica es una forma de aumentar el calor en el horno haciendo pasar una corriente eléctrica por los electrodos situados en el fondo del tanque. Una técnica menos común es utilizar gas o petróleo como combustible de apoyo en un horno calentado principalmente con electricidad. 2.2.3 Hornos de Recocido y Temple Estos se construyen íntegramente de metal con aislamientos, dividiéndose su longitud en tres secciones principales:
Un número de zonas destinadas a calentar el producto de modo uniforme por encima de la temperatura superior de recocido (560°C aproximadamente), y mantenerlos un cierto tiempo a esa temperatura con objeto de eliminar las tensiones internas.
Zonas de enfriamiento lento, destinadas a evitar la creación de nuevas tensiones.
Zonas de enfriamiento rápido, a partir de una temperatura algo inferior a la temperatura inferior de recocido, para que la carga pueda ser llevada a la zona de descarga.
La combustión se realiza, bien con gas directamente, bien instalando tubos radiantes. En ciertos hornos se utiliza energía eléctrica, con fines térmicos, en lugar de combustibles. 2.2.4 Hornos de Oxicombustión
La oxicombustión implica la sustitución del aire de combustión por oxígeno (con una pureza superior al 90%). Al eliminar la mayor parte del nitrógeno de la atmósfera de combustión se reduce el volumen de los gases de escape en dos terceras partes. Por lo tanto, es posible ahorrar energía porque no es necesario calentar el nitrógeno atmosférico a la temperatura de la llama. También se evita en gran medida la formación de NOx térmicos. En general, los hornos de oxicombustión tienen el mismo diseño que los hornos recuperativos, con varios quemadores laterales y una sola lumbrera de escape de gases. Sin embargo, los hornos diseñados para este tipo de combustión no utilizan sistemas

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
10
de recuperación de calor para precalentar el oxígeno suministrado a los quemadores.
22..33 CCOONNFFOORRMMAADDOO.. El comportamiento viscoso-plástico de los vidrios a alta temperatura facilita su moldeado en un amplio intervalo térmico, utilizando para ello diversos procedimientos en función del tipo de vidrio fabricado: colado, soplado, prensado, estirado, flotado, laminado, centrifugado y fibrado. En cada caso, el vidrio se acondiciona térmicamente en la zona de trabajo para estabilizar su viscosidad. De este parámetro depende la utilización de uno u otro procedimiento de conformado así como la cadencia y el rendimiento de fabricación en los sistemas automáticos. Después del conformado, se somete al vidrio a un proceso de enfriamiento y recocido, etapa crítica ya que se requiere que el vidrio pase de un estado plástico a un estado rígido con la suficiente lentitud para que su estructura se relaje de forma uniforme y adquiera en todos sus puntos el mismo volumen específico. Esta operación es característica de cada proceso. A continuación se describe someramente para los sistemas de fabricación más empleados.
Fabricación de vidrio hueco y vidrio prensado industrial. Las gotas de vidrio caen en las máquinas de conformado, donde se consigue la forma final en una o dos etapas: Prensado en el caso de vidrio prensado; un primer prensado o soplado y un soplado final para vidrio hueco. En esta operación se consume energía eléctrica, aire comprimido y aire o agua para refrigeración. En ciertos casos, se utiliza además un combustible limpio.
Fabricación de vidrio plano según el sistema estirado. Existen dos sistemas: estirado vertical, y estirado horizontal. En ambos, el vidrio fundido se hace pasar por unos rodillos con objeto de formar la lámina con un espesor determinado. En esta fase del proceso se consume fundamentalmente energía eléctrica.
Fabricación de vidrio plano según el sistema de flotación. El cae sobre un baño de estaño fundido, donde se producen los fenómenos de flotación y formación de la lámina en una atmósfera cuidadosamente controlada. Para la conducción del proceso, desde el punto de vista térmico, dispone el baño de una instalación de resistencias eléctricas y dispositivos de refrigeración móviles.
Fabricación de vidrio plano según el sistema de laminación. El vidrio se extrae del horno de fusión por el procedimiento de colada continua, siendo
____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
11
sometido a un proceso de laminación, cuya misión consiste en formar la lámina, darle el espesor deseado y grabar en la hoja un determinado dibujo o insertar una malla.
22..44 PPRROOCCEESSOOSS SSEECCUUNNDDAARRIIOOSS YY DDEE AACCAABBAADDOO.. Una vez realizadas las operaciones de formado, los objetos de vidrio obtenidos, pueden pasar a través de una serie de procesos secundarios y de acabados, entre los cuales se cuenta.
Requemado.
Recocido.
Templado.
Pintado.
Decorado. 2.4.1 Requemado. Ciertos productos se someten a esta operación, destinada a eliminar los rebordes cortantes de vidrio, utilizándose para ello un combustible gaseoso. El consumo energético es elevado, ya que normalmente esta operación se efectúa en atmósfera abierta. 2.4.2 Recocido. El proceso de recocido es utilizado para liberar las tensiones internas del material que causa una extrema fragilidad del producto, que se producen debido al rápido e irregular enfriamiento de la pieza de vidrio durante la operación de formado. Para ello la pieza es vuelta a calentar y luego enfriada lentamente. La operación se realiza utilizando para ello un horno túnel de recocido, que consiste básicamente en una serie de quemadores dispuestos en un horno largo, a través del cual son llevadas las piezas de vidrio. 2.4.3 Templado. Es un tratamiento térmico que permite fortalecer la pieza de vidrio. 2.4.4 Pintado. Además de su función decorativa, el pintado es utilizado para darle al vidrio nuevas propiedades físicas, químicas y ópticas.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
12
2.4.5 Decorado. La operación de decorado puede incluir un trabajo mecánico sobre la pieza de vidrio, lo que se hace sacando o añadiendo material de su superficie. También se puede deformar la pieza tras un calentamiento previo. La mayor parte de las operaciones descritas anteriormente son comunes a todos los tipos de vidrio. No obstante, hay productos que no necesitan pasar por alguna de las fases citadas, y que son sometidos a alguna operación diferente de las indicadas.
22..55 TTÉÉCCNNIICCAASS DDEE FFAABBRRIICCAACCIIÓÓNN A continuación se describen algunos aspectos del proceso principal y de las técnicas utilizadas en cada subsector de la industria. El subsector de vidrio para envases es muy diverso y en él se utilizan casi todas las técnicas de fundición descritas. El proceso de conformación se realiza en dos fases: la conformación inicial de la pieza en tosco por prensado con un émbolo percutor o por soplado con aire comprimido; y el moldeo final por soplado para obtener la forma hueca terminada. En consecuencia, estos dos procesos de denominan “prensado-soplado” y “soplado-soplado”, respectivamente. Para fabricar los envases se utilizan casi exclusivamente máquinas de secciones individuales. El vidrio plano se fabrica casi siempre con hornos regenerativos de caldeo cruzado. El proceso de flotación consiste básicamente en verter el vidrio fundido en un baño de estaño para formar una cinta con las superficies superior e inferior, que se mantienen paralelas debido al efecto de la gravedad y de la tensión superficial. Del baño de flotación, la cinta de vidrio pasa al túnel de recocido, donde se enfría gradualmente para reducir los esfuerzos residuales. También pueden aplicarse revestimientos en línea para mejorar las prestaciones del producto (por ejemplo, vidriados de baja emisividad). Para fabricar fibra de vidrio de filamento continuo, se utilizan hornos recuperativos u hornos de oxicombustión. El vidrio circula desde el horno hasta el canal de distribución, donde pasa por unos casquillos de trefilado situados en su base para formar filamentos continuos. Estos se estiran y pasan juntos sobre un rodillo o cinta donde reciben un revestimiento acuoso individual. Con los filamentos revestidos se forman haces (torones) para su tratamiento posterior. El subsector de vidrio doméstico abarca una gama muy diversa de productos y procesos, desde la fabricación manual de cristal de plomo hasta los procesos

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
13
mecanizados de producción en serie que se utilizan para fabricar vajillas en grandes cantidades. En este subsector se emplean casi todas las técnicas de fundición anteriormente descritas, desde los hornos de crisoles hasta los grandes hornos regenerativos. Los procesos de conformación pueden ser manuales, automáticos o semiautomáticos y los productos obtenidos pueden someterse a operaciones de acabado en frío (por ejemplo, el cristal de plomo suele cortarse y pulimentarse). El subsector de vidrios especiales también comprende una gama muy diversa de productos, que pueden ser muy diferentes según su composición, método de fabricación y aplicación. Los procesos de fundición más comunes son los hornos recuperativos, hornos de oxigás, hornos regenerativos, hornos eléctricos y tanques diarios. Dada la diversidad de productos, se utilizan muchas técnicas de conformación. Algunas de las principales son las de prensado-soplado, laminación, prensado de cintas, extrusión de tubos, trefilado y disolución (vidrio soluble). Los hornos de lana de vidrio suelen ser hornos eléctricos, hornos recuperativos a gas u hornos de oxicombustión. El vidrio fundido fluye a lo largo de un canal de distribución y pasa a través de unos casquillos de un solo orificio hasta unas hilanderas rotativas centrífugas. Las fibras se forman por centrifugado con atenuación de los gases inflamados. A continuación se pulveriza una solución acuosa de resina fenólica sobre las fibras. La fibra revestida pasa por aspiración a un transportador móvil que la lleva a un horno de secado y curado. La lana de roca suele fabricarse en hornos de cubilote alimentados con coque. El material fundido se recoge en el fondo del horno y fluye a través de una artesa corta hasta la máquina hiladora. Se utiliza aire para atenuar las fibras y dirigirlas a las cintas de recepción. Por medio de una serie de toberas, se pulveriza una solución acuosa de resina fenólica sobre las fibras. El resto del proceso es básicamente igual que el de fabricación de lana de vidrio. La fibra cerámica se produce exclusivamente en hornos eléctricos. Para convertir el material fundido en fibra se utilizan norias de gran velocidad o chorros de aire de alta presión y las fibras pasan después a una cinta de recepción. En esta fase, el material puede embalarse o transformarse primero en una manta para después embalarse como producto. También puede pasar a algunos procesos finales. En la producción de fritas se utilizan hornos continuos y discontinuos. Es normal fabricar una gran variedad de fórmulas en pequeños lotes. Los hornos suelen caldearse con petróleo o gas natural y muchas fábricas utilizan la oxicombustión. Los hornos continuos pueden ser de caldeo cruzado o de caldeo directo, con un solo quemador. Los hornos discontinuos son recipientes refractarios cuadrados o cilíndricos, montados con un determinado grado de rotación. El material fundido puede templarse directamente en un baño de agua o hacerse pasar entre rodillos enfriados con agua para obtener copos de producto.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
14
33.. DDIISSTTRRIIBBUUCCIIÓÓNN DDEE LLOOSS CCOONNSSUUMMOOSS DDEE EENNEERRGGÍÍAA La fabricación de cualquier producto de vidrio es esencialmente un proceso energético y, por tanto, la elección de la fuente de energía y calor y de los sistemas de recuperación son los aspectos que rigen el rendimiento económico del proceso, la eficiencia energética de la fusión y las afecciones medioambientales que se pueden generar. La principal fuente de energía son los combustibles fósiles, que se consumen mayoritariamente en la etapa de fusión, aunque también en las etapas de conformado, recocido, temple y acondicionamiento de las cargas. En cuanto a la energía eléctrica, se consume principalmente en las máquinas de conformado, en la generación de aire comprimido, en el transporte de materiales, en algunos procesos de calentamiento, como apoyo en la fusión (boosting), etc. En general, la energía necesaria para la fusión del vidrio supone más del 75% del total de energía consumida en el proceso de fabricación, por lo que la elección de técnicas que puedan reducir el consumo energético es de vital importancia. El costo de la energía es uno de los factores más importantes a la hora de considerar los costos de inversión y de operación para las diferentes instalaciones. Hay que tener en cuenta que el consumo energético representa entre el 20 y el 30% del coste total del producto final. De hecho, este aspecto, por su condición de crítico, es uno de los que suponen mayores motivaciones para el desarrollo e implementación de nuevos diseños de hornos y técnicas que conlleven importantes ahorros en el consumo de energía, además de las consideraciones medioambientales que en los últimos tiempos han resultado ser un factor determinante.
33..11 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO HHUUEECCOO En la siguiente tabla se muestra el consumo de energía por tipo de fuente utilizada en los hornos del subsector de fabricación de vidrio hueco: Tabla 2. Consumo de energía en los hornos de fabricación de vidrio hueco.
SSUUBBSSEECCTTOORR NN°° DDEE HHOORRNNOOSS
CCOONNSSIIDDEERRAADDOOSS FFUUEENNTTEESS DDEE
EENNEERRGGÍÍAA
DDIISSTTRRIIBBUUCCIIÓÓNN
DDEE CCOONNSSUUMMOOSS
((MMWWhh//aaññoo))
%% CCOONN RREESSPPEECCTTOO
AALL TTOOTTAALL DDEELL
CCOONNSSUUMMOO
EENNEERRGGÉÉTTIICCOO
CCOONNSSUUMMOO
EESSPPEECCÍÍFFIICCOO
((kkWWhh//tt VV°°FF°°))
Vidrio Hueco
40
Gas Natural 3.180.996 72.80 1,2363
Fuel-oil 610.222 13.96 0,2372
Electricidad 570.938 13.07 0,2219
Propano 7.500 0.17 0,0029
Fuente: Vidrio España (2004). V°F°: Vidrio Fundido

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
15
La tabla 2 se calculó para una producción total de vidrio fundido de 2.572.974 ton/año. Más del 70% del total del consumo energético de una fábrica de vidrio hueco corresponde al horno. De ahí que el control de la fusión y las mejoras en su rendimiento mediante cualquiera de las medidas que se adopten sean tan importantes. El resto del consumo energético, aproximadamente entre el 3 y 10% se consume en las etapas de acondicionamiento y del 4 al 12% en otras actividades. En el siguiente cuadro se resumen, de forma aproximada, los consumos de energía para el vidrio hueco en cada una de las partes del proceso: Tabla 3. Consumo de energía por Etapas (vidrio hueco).
EETTAAPPAASS %% CCOONNSSUUMMOO
DDEE EENNEERRGGÍÍAA
Combustibles
(Energía No Eléctrica) (100%)a
Hornos de Fusión 75-85
Canales y feeders 6-7,5
Arcas de Recocido y Decorados
2-4
Cadenas de Temple 2,5
Calderas y Calefacción 1,0
Transporte 0,4
Hornos de Retracción 0,3
Consumo Energía Eléctrica (100%)
b
Transformaciones Mecánicas
80c
Electrotermia 20d
Fuente: MINER, varios estudios energéticos del sector.
(a) Se considera el 100% del consumo de combustibles. La distribución es aproximada y en cada
proceso de fabricación dentro del vidrio hueco puede variar ya que en muchos procesos y/o etapas es frecuente el uso de energía eléctrica.
(b) Se considera el 100% del consumo de energía eléctrica. (c) Se entiende por transformaciones mecánicas el consumo de energía eléctrica global de la
fábrica excluido el apoyo a la fusión, en canales y feeders, archas de recocido, cadenas de temple y calentamiento del combustible.
(d) Se entiende por electrotermia, la energía eléctrica consumida como apoyo a la fusión, en canales y fedeers, arcas de recocido, cadenas de temple y calentamiento del combustible.
El consumo de energía en los hornos varía sensiblemente en función del producto fabricado. En general, en la fusión (hornos) y canales de alimentación, el consumo energético oscila entre el 70% y el 90% del total. En la fabricación de vidrio prensado (aisladores), la incidencia de los hornos en el consumo de combustible es menor ya que existen otras operaciones importantes del proceso (requemados y temples) que suponen también un consumo energético elevado (del orden 27%). Los consumos específicos por producto dependen del tipo de materia prima utilizada, forma y peso de la pieza a fabricar, calidad del vidrio, equipos utilizados, etc.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
16
En el siguiente cuadro, pueden verse los diferentes valores para diferentes productos: Tabla 4. Consumo específico (térmico y eléctrico) por productos (valores medio).
PPRROODDUUCCTTOO TTÉÉRRMMIICCOO
((tthh//tt)) EELLÉÉCCTTRRIICCOO
((kkWWhh//tt))
Botellas, tarros, frasco 2.548 254
Frascos especiales (perfumería) 4.028 603
Aisladores (prensado, moldeado) 5.146 650
Otros vidrios (para alumbrado) 2.489 441
Fuente: MINER, varios estudios energéticos del sector.
33..22 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA EENN LLAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO PPLLAANNOO La distribución del consumo de energía en un proceso típico de vidrio flotado se muestra en el gráfico, pero es necesario tener en cuenta que el uso energético en procesos particulares puede variar ligeramente: Figura 2. Uso de Energía para un proceso típico de Vidrio de Flotado.
Puede observarse que más de tres cuartos de la energía utilizada en una planta se gasta en la fusión del vidrio. De ahí que el control de la fusión y las mejoras en su rendimiento sean tan importantes. Tanto los hornos de quemadores transversales como los de bucle consumen más del 90% de la totalidad de la energía utilizada en la fábrica. El conformado y el recocido suponen un 5% adicional. La energía restante se utiliza para servicios, sistemas de control, iluminación, calefacción y procesos post-moldeo como inspección y embalaje. Salvo excepciones y procesos concretos, el consumo de energía eléctrica en la industria vidriera se centra en el conformado y operaciones posteriores. Así, en la fabricación de vidrio plano el consumo de energía eléctrica en estas etapas puede suponer más del 50% del total. La distribución de usos y consumos de las distintas fuentes de energía en el vidrio plano se recoge en la siguiente tabla:

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
17
Tabla 5. Consumo de energía en los hornos de fabricación de vidrio plano.
SSUUBBSSEECCTTOORR NN°° DDEE HHOORRNNOOSS
CCOONNSSIIDDEERRAADDOOSS FFUUEENNTTEESS DDEE
EENNEERRGGÍÍAA
DDIISSTTRRIIBBUUCCIIÓÓNN
DDEE CCOONNSSUUMMOOSS
((MMWWhh//aaññoo))
%% CCOONN
RREESSPPEECCTTOO AALL
TTOOTTAALL DDEELL
CCOONNSSUUMMOO
EENNEERRGGÉÉTTIICCOO
CCOONNSSUUMMOO
EESSPPEECCÍÍFFIICCOO
((kkWWhh//tt VV°°FF°°))
Vidrio Hueco
7
Gas Natural 1.860.187 82.00 1.691,08
Fuel-oil 282.601 12.46 256,91
Electricidad 3.525 0.16 3,20
Propano 122.335 5.39 111,21
Fuente: Vidrio España (2005). V°F°: Vidrio Fundido
La tabla 5 se calculó para una producción total de vidrio fundido de 1.100.000 ton/año. En el siguiente cuadro se resumen y se comparan, de forma aproximada, los consumos por etapa del conjunto de combustibles por un lado y de la electricidad por otro, en la fabricación de vidrio plano: Tabla 6. Consumo de energía por Etapas (vidrio plano).
EETTAAPPAASS %% CCOONNSSUUMMOO
DDEE EENNEERRGGÍÍAA
Combustibles
(Energía No Eléctrica) (100%)a
Hornos de Fusión 80-90
Calderas y Calefacción 3,5
Hornos para vidrios especiales
2,0
Estirado y extendería 1,7-5,0
Secaderos 1,0
Transporte y grupos electrógenos
0,1
Consumo Energía Eléctrica (100%)
b
Transformaciones Mecánicas
74
Electrotermia 26c
Otros 2
Fuente: MINER, varios estudios energéticos del sector.
(a) Se considera el 100% del consumo de combustibles. La distribución es aproximada y en cada
proceso de fabricación dentro del vidrio hueco puede variar ya que en muchos procesos y/o etapas es frecuente el uso de energía eléctrica.
(b) Se considera el 100% del consumo de energía eléctrica repartida en las operaciones principales y de forma global.
(c) Se entiende por electrotermia la energía eléctrica utilizada con fines de calentamiento en un equipo determinado. En vidrio plano, la electrotermia se utiliza principalmente en el baño float, extendería y hornos de tratamientos térmicos para algunos vidrios especiales, etc.
____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
18
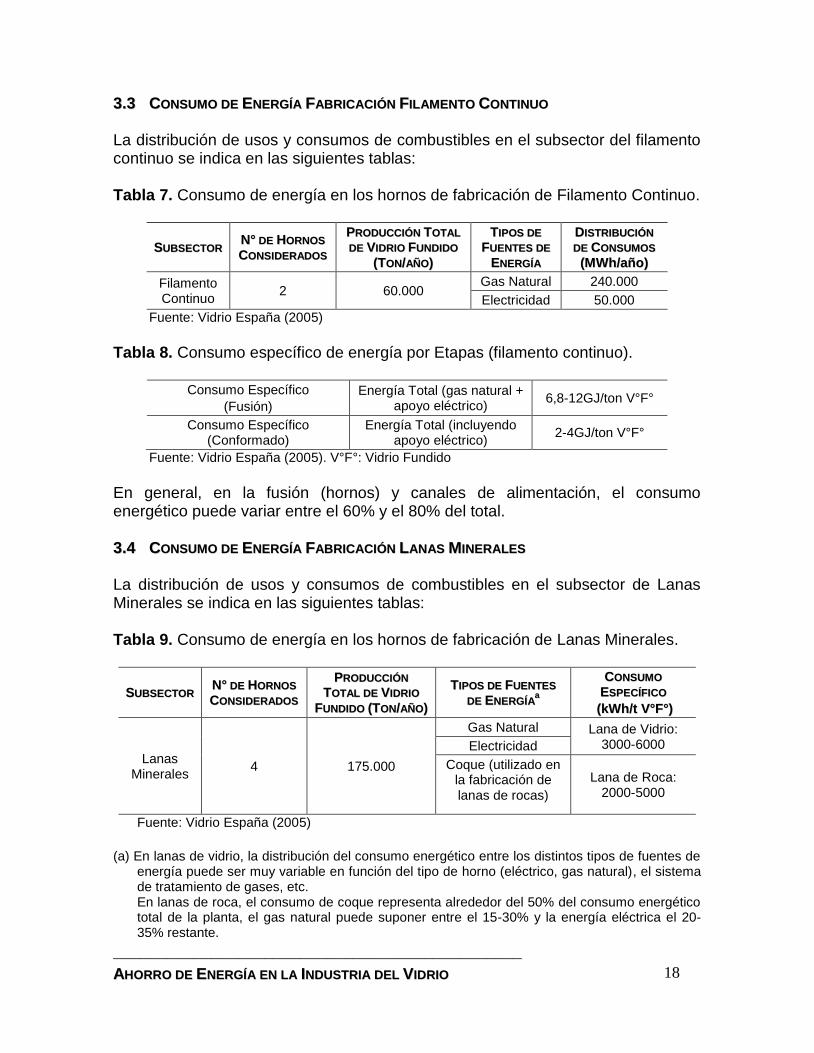
33..33 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA FFAABBRRIICCAACCIIÓÓNN FFIILLAAMMEENNTTOO CCOONNTTIINNUUOO La distribución de usos y consumos de combustibles en el subsector del filamento continuo se indica en las siguientes tablas: Tabla 7. Consumo de energía en los hornos de fabricación de Filamento Continuo.
SSUUBBSSEECCTTOORR NN°° DDEE HHOORRNNOOSS
CCOONNSSIIDDEERRAADDOOSS
PPRROODDUUCCCCIIÓÓNN TTOOTTAALL
DDEE VVIIDDRRIIOO FFUUNNDDIIDDOO
((TTOONN//AAÑÑOO))
TTIIPPOOSS DDEE
FFUUEENNTTEESS DDEE
EENNEERRGGÍÍAA
DDIISSTTRRIIBBUUCCIIÓÓNN
DDEE CCOONNSSUUMMOOSS
((MMWWhh//aaññoo))
Filamento Continuo
2 60.000 Gas Natural 240.000
Electricidad 50.000
Fuente: Vidrio España (2005)
Tabla 8. Consumo específico de energía por Etapas (filamento continuo).
Consumo Específico
(Fusión)
Energía Total (gas natural + apoyo eléctrico)
6,8-12GJ/ton V°F°
Consumo Específico (Conformado)
Energía Total (incluyendo apoyo eléctrico)
2-4GJ/ton V°F°
Fuente: Vidrio España (2005). V°F°: Vidrio Fundido
En general, en la fusión (hornos) y canales de alimentación, el consumo energético puede variar entre el 60% y el 80% del total.
33..44 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA FFAABBRRIICCAACCIIÓÓNN LLAANNAASS MMIINNEERRAALLEESS La distribución de usos y consumos de combustibles en el subsector de Lanas Minerales se indica en las siguientes tablas: Tabla 9. Consumo de energía en los hornos de fabricación de Lanas Minerales.
SSUUBBSSEECCTTOORR NN°° DDEE HHOORRNNOOSS
CCOONNSSIIDDEERRAADDOOSS
PPRROODDUUCCCCIIÓÓNN
TTOOTTAALL DDEE VVIIDDRRIIOO
FFUUNNDDIIDDOO ((TTOONN//AAÑÑOO))
TTIIPPOOSS DDEE FFUUEENNTTEESS
DDEE EENNEERRGGÍÍAAaa
CCOONNSSUUMMOO
EESSPPEECCÍÍFFIICCOO
((kkWWhh//tt VV°°FF°°))
Lanas Minerales
4 175.000
Gas Natural Lana de Vidrio: 3000-6000 Electricidad
Coque (utilizado en la fabricación de lanas de rocas)
Lana de Roca: 2000-5000
Fuente: Vidrio España (2005)
(a) En lanas de vidrio, la distribución del consumo energético entre los distintos tipos de fuentes de
energía puede ser muy variable en función del tipo de horno (eléctrico, gas natural), el sistema de tratamiento de gases, etc. En lanas de roca, el consumo de coque representa alrededor del 50% del consumo energético total de la planta, el gas natural puede suponer entre el 15-30% y la energía eléctrica el 20-35% restante.
____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
19
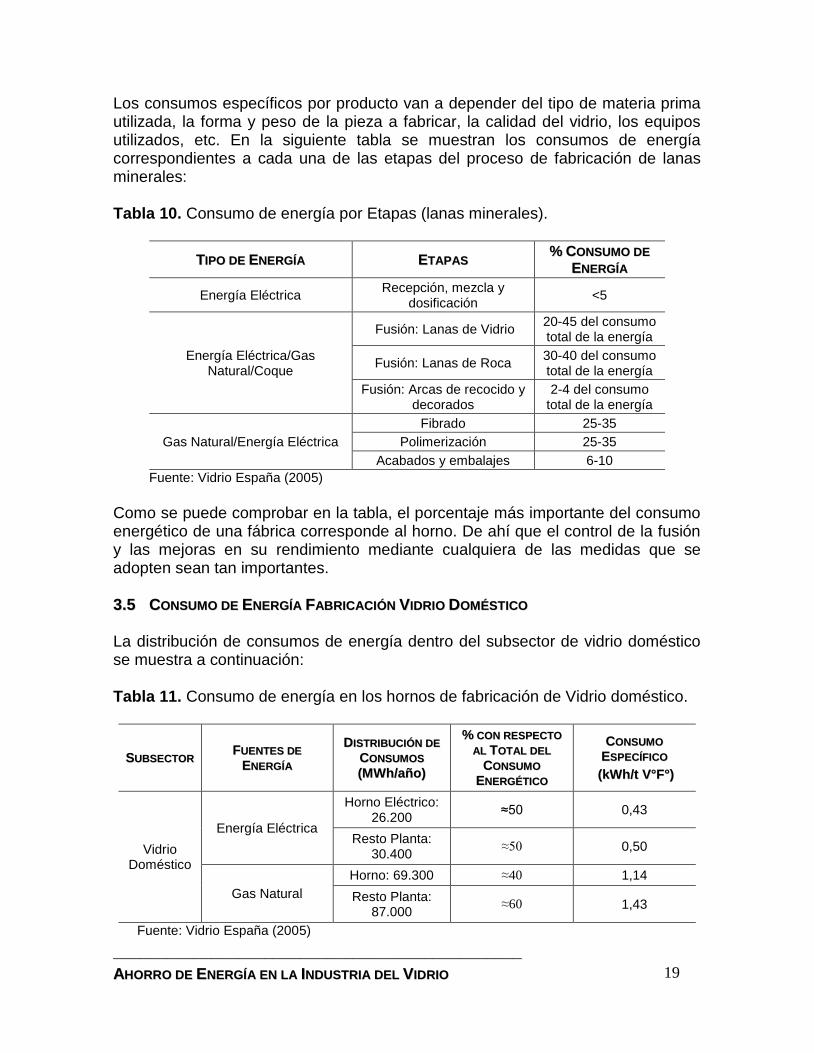
Los consumos específicos por producto van a depender del tipo de materia prima utilizada, la forma y peso de la pieza a fabricar, la calidad del vidrio, los equipos utilizados, etc. En la siguiente tabla se muestran los consumos de energía correspondientes a cada una de las etapas del proceso de fabricación de lanas minerales: Tabla 10. Consumo de energía por Etapas (lanas minerales).
TTIIPPOO DDEE EENNEERRGGÍÍAA EETTAAPPAASS %% CCOONNSSUUMMOO DDEE
EENNEERRGGÍÍAA
Energía Eléctrica Recepción, mezcla y
dosificación <5
Energía Eléctrica/Gas Natural/Coque
Fusión: Lanas de Vidrio 20-45 del consumo total de la energía
Fusión: Lanas de Roca 30-40 del consumo total de la energía
Fusión: Arcas de recocido y decorados
2-4 del consumo total de la energía
Gas Natural/Energía Eléctrica
Fibrado 25-35
Polimerización 25-35
Acabados y embalajes 6-10
Fuente: Vidrio España (2005)
Como se puede comprobar en la tabla, el porcentaje más importante del consumo energético de una fábrica corresponde al horno. De ahí que el control de la fusión y las mejoras en su rendimiento mediante cualquiera de las medidas que se adopten sean tan importantes.
33..55 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOO DDOOMMÉÉSSTTIICCOO La distribución de consumos de energía dentro del subsector de vidrio doméstico se muestra a continuación: Tabla 11. Consumo de energía en los hornos de fabricación de Vidrio doméstico.
SSUUBBSSEECCTTOORR FFUUEENNTTEESS DDEE
EENNEERRGGÍÍAA
DDIISSTTRRIIBBUUCCIIÓÓNN DDEE
CCOONNSSUUMMOOSS
((MMWWhh//aaññoo))
%% CCOONN RREESSPPEECCTTOO
AALL TTOOTTAALL DDEELL
CCOONNSSUUMMOO
EENNEERRGGÉÉTTIICCOO
CCOONNSSUUMMOO
EESSPPEECCÍÍFFIICCOO
((kkWWhh//tt VV°°FF°°))
Vidrio Doméstico
Energía Eléctrica
Horno Eléctrico: 26.200
≈50 0,43
Resto Planta: 30.400
≈50 0,50
Gas Natural
Horno: 69.300 ≈40 1,14
Resto Planta: 87.000
≈60 1,43
Fuente: Vidrio España (2005)

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
20
En las empresas de fabricación de vidrio doméstico con mayor capacidad de producción, el consumo energético puede ser más importante en las líneas posteriores a la fusión que en el propio horno. Así, la relación de consumo entre el horno y el resto de las etapas suele ser del 50/50, pero puede llegar a representar el 40/60. Como valor medio, el consumo de los hornos eléctricos en la fabricación de vidrios sodocálcicos es de 1-4 GJ/t Vº Fº. En las empresas de menor capacidad de producción, por el contrario, la etapa de fusión es la principal consumidora de energía (gas natural y, en campañas puntuales, fuel) y supone, junto con el conformado y los canales de alimentación, el 80% del total. El 20% restante corresponde a las arcas de recocido. El consumo de gas natural es de 278.172 MWh/año (94% del total de la energía consumida), mientras que el de electricidad es de 19.1 67 MWh/año. Los consumos específicos por producto van a depender del tipo de materia prima utilizada, la forma y peso de la pieza a fabricar, la calidad del vidrio, los equipos utilizados, etc. En el siguiente cuadro se muestran los consumos específicos dentro del subsector del vidrio doméstico: Tabla 12. Consumo específico de energía por Etapas (vidrio doméstico).
FFUUEENNTTEE DDEE EENNEERRGGÍÍAA CCUUAANNTTIIFFIICCAACCIIÓÓNN
Energía No Eléctrica 5-14 (9)GJ/ton V°F°
Energía Eléctrica 1-4 (2,5)GJ/ton V°F°
Fuente: Vidrio España (2005). V°F°: Vidrio Fundido
En el caso de las empresas de menor capacidad de producción, las tiradas de producto suelen ser cortas, siendo necesario realizar como mínimo un cambio de producto al día, por lo que la eficiencia energética es menor que en las empresas con grandes tiradas de un mismo producto.
33..66 CCOONNSSUUMMOO DDEE EENNEERRGGÍÍAA FFAABBRRIICCAACCIIÓÓNN VVIIDDRRIIOOSS EESSPPEECCIIAALLEESS La distribución de consumos de energía dentro del subsector de vidrio doméstico se muestra a continuación: Tabla 13. Consumo de energía en los hornos de fabricación de Tubos de Vidrio.
SSUUBBSSEECCTTOORRaa
NN°° DDEE HHOORRNNOOSS
CCOONNSSIIDDEERRAADDOOSS FFUUEENNTTEESS DDEE
EENNEERRGGÍÍAA
DDIISSTTRRIIBBUUCCIIÓÓNN DDEE
CCOONNSSUUMMOOSS
((MMWWhh//aaññoo))
%% CCOONN RREESSPPEECCTTOO
AALL TTOOTTAALL DDEELL
CCOONNSSUUMMOO
EENNEERRGGÉÉTTIICCOO
CCOONNSSUUMMOO
EESSPPEECCÍÍFFIICCOO
((kkWWhh//tt VV°°FF°°))
Vidrio Doméstico
2
Gas Natural 86.200 7,48 4.926
Fuel-oil 13.750 12,68 786
Energía Eléctrica 8.500 7,84 4.86
(a) Capacidad instalada 55 ton/día.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
21
En general, en la fusión (hornos) y canales de alimentación, el consumo energético puede variar entre el 70% y el 97% del total, aunque en el caso del tubo de vidrio, el aporte de energía eléctrica en los hornos puede llegar a ser del 50%. En el siguiente cuadro se muestran los consumos específicos dentro del subsector del tubo de vidrio: Tabla 14. Consumo específico de energía por Etapas (tubo de vidrio).
FFUUEENNTTEE DDEE EENNEERRGGÍÍAA CCUUAANNTTIIFFIICCAACCIIÓÓNN
Energía No Eléctrica 5.712 kWh/ton V°F°
Energía Eléctrica 486 kWh/ton V°F°
Fuente: Vidrio España (2005). V°F°: Vidrio Fundido
33..77 FFAACCTTOORREESS CCOONNDDIICCIIOONNAANNTTEESS DDEELL CCOONNSSUUMMOO EENNEERRGGÉÉTTIICCOO DDEE LLOOSS HHOORRNNOOSS DDEE
FFUUSSIIÓÓNN Se hace referencia fundamentalmente a los hornos de cuba continuos convencionales, ya que la mayor parte de los hornos de fusión instalados en la actualidad son de este tipo. El consumo de energía en dichos equipos depende de muchos factores, de los cuales se enumeran a continuación los más importantes:
1. Extracción nominal. 2. Factor de carga. 3. Envejecimiento. 4. Temperatura del aire secundario de combustión. 5. Relación aire/combustible. 6. Aislamiento. 7. Porcentaje de casco de vidrio. 8. Otros: Profundidad de la cuba, diseño de los conductos de quemadores,
calidad de pulverización del combustible, control de la atmósfera del horno, forma de cargar la composición, temperatura de la llama. etc.
3.7.1 Extracción Nominal. Se entiende por extracción nominal, el cociente:
)(mfusióndeSuperficie
(ton/día)produccióndeCapacidad2
La extracción nominal se establece en base al tipo de color del vidrio que se quiere fabricar y a las necesidades del mercado.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
22
3.7.2 Factor de Carga. El factor de carga es el cociente entre la extracción real de vidrio fundido y la nominal. Los hornos se dimensionan para una determinada extracción nominal. Si se hace funcionar al horno por encima o por debajo de ese valor nominal, el consumo específico aumenta. 3.7.3 Envejecimiento. A medida que el horno envejece el grosor de sus paredes va disminuyendo, con lo que las pérdidas a través de las mismas van aumentando. Además, llega un momento en el que se hace necesaria la refrigeración de la cuba, incrementándose, por tanto, las pérdidas caloríficas. Asimismo, la eficacia de las cámaras de regeneración y de los recuperadores desciende con el tiempo, siendo este efecto más acusado en las primeras. En todo caso, el efecto del envejecimiento depende del aislamiento que tenga el horno, y de si se mantiene con el tiempo o hay que quitarlo para no acelerar el desgaste. 3.7.4 Temperatura Aire Secundario de Combustión. Un aumento en la temperatura del aire de combustión supone una reducción del consumo energético, ya que el propio aire aporta calor al horno. Además, de este modo, se incrementa la temperatura de la llama, con lo cual se favorece la transferencia de calor al vidrio. 3.7.5 Efecto de la Relación Aire/Combustible. La proporción aire/combustible tiene una notable influencia sobre el consumo de energía, ya que el aire en exceso supone una pérdida adicional de combustible. Ello es debido, por una parte, a que se incrementan las pérdidas de calor en humos, y por otra, a la reducción de la temperatura de la llama. 3.7.6 Efecto del Aislamiento Térmico. Es evidente que aislando un horno las pérdidas dé las paredes disminuyen, y ello se traduce en una reducción del consumo específico. 3.7.7 Efecto del Porcentaje de Casco de Vidrio en la Carga En la medida en que dicho porcentaje aumente, el consumo específico disminuye. Las principales causas de esta reducción son:
Calor de reacción y calor latente de fusión nulos.
Temperatura de fusión del casco de vidrio menor.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
23
Volumen menor de humos, dado que las pérdidas al fuego se reducen.
El casco de vidrio acelera la reacción entre los vitrificantes y los fundentes.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
24
44.. MMEEDDIIDDAASS DDEE AAHHOORRRROO DDEE EENNEERRGGÍÍAA En este apartado se da una panorámica de las posibles medidas de ahorro de energía. Por tanto, no todas serán aplicables o rentables para una planta determinada.
44..11 MMEEJJOORRAASS EENN LLAASS CCAARRAACCTTEERRÍÍSSTTIICCAASS DDEE LLAASS MMAATTEERRIIAASS PPRRIIMMAASS
4.1.1 Influencia de la Granulometría El calor teórico necesario para fundir la composición disminuye cuando se reduce el tamaño y se aumenta la superficie específica de grano de las materias primas. Ahora bien, existen limitaciones inferiores del tamaño de grano, debido al costo de obtención de dicho tamaño, las propiedades físicas del vidrio producido y a la posibilidad de que se incremente el arrastre de materias finas, con el consiguiente deterioro del refractario del horno, reducción de la eficacia del regenerador o recuperador con el tiempo, así como aumento del contenido en polvo de las emisiones al exterior. 4.1.2 Humedad Con objeto de minimizar el desprendimiento de finos y la disgregación de la composición, suele añadirse de un 3 a un 5% de agua, esto repercute en un aumento del consumo de energía, debido al calor necesario para eliminar dicha humedad. Sin embargo, esta adición de agua favorece la homogeneización y fusión de las materias primas, y hace que se aminoren los daños en el equipo de recuperación de calor. 4.1.3 Utilización del Casco de Vidrio Un aumento del porcentaje de casco de vidrio en la carga significa una reducción en el consumo de energía por concepto de fusión. 4.1.4 Pelletización La pelletización puede ofrecer una serie de ventajas tales como:
Aumento de la extracción, debido a que los pellets se funden más rápidamente.
Vida del horno más larga.
Vida más larga y menor mantenimiento de los sistemas de recuperación de calor, debido a la reducción del arrastre de volátiles.
Mejor calidad del vidrio debido a una menor disgregación de la composición.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
25
Desde un punto de vista de balance energético, es evidente que tales beneficios deberían superar las necesidades de energía para el proceso de pelletización, que incluye las fases de aglomeración, secado, cribado y molido.
44..22 MMEEJJOORRAASS EENN LLOOSS HHOORRNNOOSS DDEE FFUUSSIIÓÓNN.. Los hornos de fusión consumen entre el 60 y el 90% de la energía total suministrada a las instalaciones, es hay donde se debe prestarse una mayor atención y buscar posibles medidas enfocadas al ahorro energético. Las principales áreas para una mejora de la eficiencia térmica del horno son las siguientes: 4.2.1 Técnicas de Calentamiento Inicial rápido en Hornos de Cuba
Continuos. Son dos las razones que han motivado su utilización: se minimiza el tiempo no productivo del horno y se consigue una mayor uniformidad de la temperatura del refractario. 4.2.2 Combustión Sumergida. Las ventajas de este sistema, se atribuyen a una mayor transferencia de calor al vidrio, lo que implica una reducción del consumo de combustible y un aumento de la extracción del horno.
4.2.3 Reducción del Ciclo de Inversión. Para cada horno existe un tiempo para el cual la temperatura en los ladrillos de los empilajes de las cámaras de regeneración se hace máxima. El hacer circular los humos durante un tiempo mayor supone un menor aprovechamiento del calor sensible de éstos dado que la temperatura ya no aumenta más. Ello puede evitarse instalando, un sistema automático, mediante el cual se invierta el funcionamiento de los quemadores cuando un pirómetro registre la temperatura máxima. De la misma forma debe reducirse el tiempo sin llama durante la inversión. Una reducción de 10 segundos permite una economía del 1 al 2%. El tiempo de inversión no debe superar 25 segundos ciertos hornos con llama en bucle se invierten en 18 segundos. 4.2.4 Instrumentación y Control. Parámetros esenciales que deben medirse y controlarse, como base para una utilización más racional de la energía, son entre otros, el consumo de combustibles y de energía eléctrica, así como el exceso de aire en cada horno,

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
26
temperatura de fusión, presión del horno, nivel del vidrio fundido, ciclo de inversión de la llama, etc. 4.2.5 Aprovechamiento del Calor Residual de los Humos. El contenido energético de dicho gases es importante, por lo que sería muy conveniente recuperar una parte de este calor residual, instalando uno o varios equipos de recuperación de calor. La energía así aprovechada puede tener las siguientes aplicaciones:
Precalentamiento del aire de combustión, instalando un recuperador o cámaras secundarias.
Generación de vapor para calentamiento del fuel-oil, otros fines de calefacción, producción de energía eléctrica y/o accionamiento mecánico.
Calentamiento del aire y del combustible en otros puntos posteriores de la línea de fabricación, como pueden ser los canales de alimentación y los hornos de recocido o temple.
Precalentamiento de la carga.
4.2.6 Utilización de la Energía Eléctrica. En los hornos de fusión de vidrio existen dos sistemas de utilizar la energía eléctrica con fines térmicos: apoyo eléctrico y fusión totalmente eléctrica.
a. Apoyo eléctrico. Este sistema, que puede instalarse rápidamente sin parar el
horno y sin que se produzca pérdida de producción, ofrece las siguientes ventajas:
Mayor rendimiento térmico del horno. Menor intensidad de las llamas, lo que supone una mayor duración del
horno. Mejor calidad del vidrio. Factor de potencia más elevado.
b. Fusión totalmente eléctrica. Los hornos eléctricos, que ofrecen las siguientes ventajas:
Rendimiento térmico muy superior Menor cantidad de burbujas y de defectos. Menor cantidad de volátiles. Se dan menos problemas de reducción de la extracción y de deterioro de
la calidad del vidrio. Mejora del factor de potencia de la factoría. Problemas de polución atmosférica prácticamente nulos.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
27
Inversión inicial menor. Tiempo de reconstrucción menor.
4.2.7 Otras Mejoras.
Refractarios y Aislamientos.
Posibilidad de utilizar aire enriquecido en oxígeno.
Vigilancia de las entradas de aire parásito sobre el circuito de humos.
Favorecer que las llamas calienten más el vidrio que la bóveda, siempre y cuando no se incida en un mayor arrastre de volátiles.
Se podrían instalar puertas especiales, de apertura rápida, para evitar una parte de las pérdidas caloríficas en las aberturas y mirillas de los hornos.
Mejorar los sistemas de limpieza periódica de recuperadores y cámaras de regeneración.
44..33 MMEEJJOORRAASS EENN LLOOSS CCAANNAALLEESS DDEE AALLIIMMEENNTTAACCIIÓÓNN.. El consumo energético de estos equipos se sitúa aproximadamente entre un 5 y un 10% del total de la energía suministrada al proceso. Es por ello por lo que es de interés cualquier medida que redunde en un ahorro energético. Al respecto se pueden citar las siguientes:
a. Control automático de la temperatura. b. Energía eléctrica como fuente calefactora. En la fabricación de ciertos tipos
de vidrio, la energía eléctrica ha sido una fuente energética muy utilizada en los canales de alimentación.
Entre las ventajas de este tipo de canales pueden citarse las siguientes:
Regulación más perfecta de la curva de temperaturas, evitando los saltos térmicos que se producen actualmente.
Mayor uniformidad de la .temperatura en secciones transversales de los canales, lo que se traduce en una mejor homogeneidad de las gotas de vidrio.
Desaparición de las pérdidas de calor en los gases de combustión.
Eliminación de la contaminación y dependencia del gas.
c. Aislamiento. Se debe aislar el canal donde sea posible.
44..44 MMEEJJOORRAASS EENN LLAASS RREEQQUUEEMMAADDOORRAASS El consumo energético en estos equipos es elevado, ya que normalmente se efectúa en atmósfera abierta.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
28
Con objeto de reducir las necesidades de energía, se citan las siguientes mejoras:
Enriquecimiento en oxígeno. La utilización de oxígeno para reemplazar parte del aire de combustión supone un ahorro energético; ello es debido a los siguientes factores:
Mayor temperatura de la llama, lo que supone un aumento de la transmisión de calor de ésta al producto.
Menor volumen de humos por unidad de combustible, lo que implica una reducción del calor perdido por este concepto.
44..55 MMEEJJOORRAASS EENN LLOOSS HHOORRNNOOSS DDEE RREECCOOCCIIDDOO YY TTEEMMPPLLEE Las principales medidas encaminadas al ahorro energético son:
Sistemas de Recirculación.
Recirculación con quemadores de alta velocidad.
Utilización de energía eléctrica.
Establecimiento de las curvas adecuadas de tratamientos (recocido y temple), evitando tiempos y temperaturas innecesarias para el proceso.
Evitar al máximo las pérdidas de calor en el periodo de transición entre la formación y la introducción en los hornos de tratamiento mediante la disminución del tiempo de recorrido y el calorifugado al máximo del mismo.
Retorno de la cinta transportadora a través del túnel del horno; de este modo pueden lograrse ahorros importantes.
44..66 MMEEJJOORRAASS EENN SSEERRVVIICCIIOOSS GGEENNEERRAALLEESS A continuación se enumeran una serie de medidas encaminadas al ahorro energético, referidas a servicios auxiliares del proceso.
Mejoras en los Compresores y en la Red de Distribución. Deben elegirse compresores con modulación de consumo en función de la carga.
Igualmente deben mantenerse limpias y frescas las zonas de admisión del aire, ya que por cada 4°C de incremento en la temperatura del aire el con-sumo energético aumenta el 1%. Otra de las posibilidades consiste en recalentar el aire comprimido, una vez que éste ha pasado a través del posrefrigerador, por intercambio de calor con el aire que se descarga del compresor. De este modo, pueden conseguirse ahorros de hasta el 30%, evitándose además la condensación de la humedad en los conductos.
Optimización del alumbrado, suprimiéndolo o reduciendo la potencia instalada donde sea posible, instalando las lámparas más adecuadas en cada zona.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
29
Control de la combustión en las calderas de vapor y/o agua caliente.
Instalación de válvulas automáticas de cierre de agua en el sistema de agua caliente.
Parar los ventiladores de climatización cuando no sean necesarios.
Utilización de motores de velocidades múltiples o accionamientos variables para cargas variables de bombas, soplantes o compresores.
Sustitución de motores y bombas sobredimensionados por los de tamaño óptimo.
Instalación de condensadores en la red eléctrica para mejorar el factor de potencia.
44..77 MMOODDIIFFIICCAACCIIOONNEESS AA LLAA CCOOMMBBUUSSTTIIÓÓNN.. Datos indican que las operaciones con bajo exceso de aire y cambios en la relación de contacto entre aire y combustible, no afectan significativamente la eficiencia en la utilización de la energía en el horno. Las tecnologías de oxi-combustión, demuestran tener un bajo consumo de energía (MW/Ton de vidrio fabricado), siendo éste efecto una de las principales razones para su uso.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
30
55.. AASSPPEECCTTOOSS AAMMBBIIEENNTTAALLEESS GGEENNEERRAALLEESS En este capítulo se describen las principales características y fuentes de las emisiones y aspectos relacionados con la energía. Lo que se pretende con esta información es que los responsables de una instalación en proceso de autorización puedan poner sus propias cifras de emisiones y consumos en contexto con otros procesos del mismo subsector o de la industria del vidrio en su conjunto. Los insumos del proceso pueden dividirse en cuatro categorías principales: materias primas (materiales que forman parte del producto), energía (combustibles y electricidad), agua y materiales auxiliares (agentes de proceso, materiales de limpieza, productos químicos de tratamiento de aguas, etc.). Las materias primas que se utilizan en esta industria son en gran medida compuestos inorgánicos sólidos, ya sean minerales naturales o productos artificiales, y pueden ser materiales muy gruesos o polvo fino. También se utilizan muchos líquidos y gases, ya sea como materiales auxiliares o como combustibles. En la tabla 15 se enumeran las materias primas más utilizadas en la producción de vidrio. Las materias primas que se utilizan en la conformación del producto y otros procesos finales (por ejemplo, revestimientos y aglomerantes) son más específicas de cada subsector y no se trataran en estos momentos. El sector del vidrio no es un gran consumidor de agua, que utiliza principalmente como medio de refrigeración, limpieza y humidificación de los lotes de producción, pero el proceso de fabricación consume mucha energía y, por lo tanto, los combustibles pueden ser uno de sus insumos más importantes. Las principales fuentes de energía son el fuel-oil, el gas natural y la electricidad. La producción del proceso puede dividirse en cinco categorías principales: producto, emisiones atmosféricas, residuos líquidos, residuos sólidos y energía. En todos los subsectores de producción de vidrio se utilizan materias primas en polvo o en gránulos. Los procesos de almacenamiento y manipulación de estos materiales son importantes fuentes potenciales de emisión de polvo. Los principales problemas medioambientales asociados al sector del vidrio son las emisiones atmosféricas y el consumo de energía. La fabricación de vidrio es un proceso que requiere altas temperaturas y que consume mucha energía, llevando aparejadas las consiguientes emisiones de productos de la combustión y la oxidación térmica del nitrógeno atmosférico, es decir, dióxido de azufre, dióxido de carbono y óxidos de nitrógeno. Las emisiones de los hornos también contienen polvo y concentraciones menores de metales.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
31
Tabla 15. Resumen de las emisiones atmosféricas derivadas de los procesos de fundición.
EEMMIISSIIOONNEESS FFUUEENNTTEE//CCOOMMEENNTTAARRIIOOSS
Partículas
Condensación de los componentes volátiles de la carga.
Arrastre de material fino en la carga.
Productos de la combustión de algunos combustibles fósiles.
Óxidos de Nitrógeno
NOx térmicos debido a las altas temperaturas del horno.
Descomposición de los compuestos de nitrógeno que contienen los materiales de la carga.
Oxidación del nitrógeno que contienen los combustibles.
Óxidos de Azufre
Azufre en el combustible.
Descomposición de los compuestos de azufre que contienen los materiales de la carga.
Oxidación del sulfuro de hidrógeno en los hornos de cubilote.
Cloruros/HCl
Presentes como impureza en algunas materias primas, especialmente el carbonato sódico artificial.
NaCl utilizado como materia prima en algunos vidrios especiales.
Fluoruros/HF
Presentes como impureza menor en algunas materias primas.
Agregados como materia prima en la producción de fritas esmaltadas para dotar al producto terminado de determinadas propiedades.
Agregados como materia prima en la fibra de vidrio de filamento continuo y en algunas partidas de vidrio para mejorar la fusión o para dotar al vidrio de determinadas propiedades (por ejemplo, la opalescencia).
Cuando se agregan fluoruros a la carga, como el espato flúor, las emisiones incontroladas pueden ser muy altas.
Metales pesados
(p. Ej. V, Ni, Cr, Se, Pb, Co, Sb,
As y Cd).
Presentes como impurezas menores en algunas materias primas, en los desperdicios de vidrio usado y en los combustibles.
Se utilizan en los fundentes y agentes colorantes que se emplean en la fabricación de fritas (principalmente plomo y cadmio).
Se utilizan en las fórmulas de algunos vidrios especiales (por ejemplo, cristal de plomo y algunos cristales de colores).
El selenio se utiliza como colorante (cristal al bronce) o como agente decolorante en algunos cristales transparentes.
Dióxido de carbono.
Producto de la combustión.
Se emite tras la descomposición de los carbonatos que contienen los materiales de carga (por ejemplo, ceniza de sosa, caliza).
Monóxido de carbono.
Producto de la combustión incompleta, especialmente en hornos de cubilote.
Sulfuro de hidrógeno.
Se forma a partir de las materias primas o del azufre que contienen los combustibles utilizados en los hornos de cubilote debido a las condiciones de reducción que se dan en algunas partes del horno.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
32
Las emisiones que generan los procesos finales pueden variar mucho de un subsector a otro y se analizan en los apartados específicos de cada uno de ellos. Aunque hay semejanzas en las técnicas de fundición que se utilizan en muchos subsectores, los procesos finales tienden a ser específicos. Las actividades que generan emisiones atmosféricas son diversas, como la aplicación o el secado de revestimientos, los tratamientos secundarios (corte, pulido, etc.), o algunas operaciones de conformación de productos (como lanas minerales o fibra cerámica). En general, las emisiones al medio acuático son relativamente escasas y son pocos los problemas importantes que son específicos de la industria del vidrio. Sin embargo, en algunos subsectores hay actividades que requieren un estudio más pormenorizado y que se analizan en los apartados específicos de cada uno de ellos, especialmente los de vidrio doméstico, vidrios especiales y filamento continuo. Una característica de casi todos los subsectores es que la gran mayoría de los residuos de vidrio que se generan internamente se reciclan en el mismo horno. Las principales excepciones son el filamento continuo y la fibra cerámica y algunos productos de vidrio doméstico y vidrios especiales muy sensibles a la calidad. En los subsectores de lanas minerales y fritas, las cantidades de residuos que se reciclan en el horno son muy variables y pueden ser del 0% al 100% en algunas fábricas de lana de roca.

____________________________________________________________________________________________
AAHHOORRRROO DDEE EENNEERRGGÍÍAA EENN LLAA IINNDDUUSSTTRRIIAA DDEELL VVIIDDRRIIOO
33
RREEFFEERREENNCCIIAASS BBIIBBLLIIOOGGRRÁÁFFIICCAASS
1. Técnicas de Conservación Energética en la Industria/Ahorro en Proceso. Tomo II. Editorial Centro de estudios de la energía. ISBN 84-7474-168-8.
2. Guía de Mejores Técnicas Disponibles en España para la Fabricación del
Vidrio. Disponible en Internet: http://www.eper-es.es. 3. Guía para Control y Prevención de la Contaminación Industrial/Fabricación de
Vidrio y Productos de Vidrio. Comisión Nacional del Medio Ambiente-Región Metropolitana. Santiago de Chile, 1999.
4. El Vidrio. Disponible en Internet: http://www.monografias.com. 5. El Mundo Mágico del Vidrio. Disponible en Internet: http://omega.ilce.edu.mx. 6. Fabricación del Vidrio. Disponible en Internet: http://web.educastur.princast.es.





























