Embed Size (px)
Citation preview

Universidade do Estado do Rio de Janeiro Centro de Tecnologia e Ciências
Instituto de Química
José Luiz Leite Sanchez
Avaliação das propriedades mecânicas e reológicas de composições de borracha nitrílica
vulcanizadas com resina fenólica
Rio de Janeiro 2008

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

José Luiz Leite Sanchez
Avaliação das propriedades mecânicas e reológicas de composições de borracha nitrílica
vulcanizadas com resina fenólica
Dissertação apresentada, como requisito parcial para obtenção do título de Mestre, ao Programa de Pós-Graduação em Química, da Universidade do Estado do Rio de Janeiro. Área de concentração: Polímeros.
Orientadora: Profª Drª Cristina Russi Guimarães Furtado
Rio de Janeiro 2008
CATALOGAÇÃO NA FONTE UERJ/REDE SIRIUS/CTC/Q
Autorizo, apenas para fins acadêmicos e científicos, a reprodução total ou parcial desta Tese.
______________________________________ _____________________________
Assinatura Data
S211 Sanchez, José Luiz Leite. Avaliação das propriedades mecânicas e reológicas de
composições de borracha nitrílica vulcanizadas com resina fenólica/ José Luiz Leite Sanchez. - 2008.
86 f. Orientador: Cristina Russi Guimarães Furtado. Dissertação (mestrado) – Universidade do Estado do Rio de
Janeiro, Instituto de Química. 1. Borracha nitrílica – Propriedades mecânicas – Teses. 2.
Resinas fenólicas – Teses. 3. Vulcanização – Teses. 4. Reologia – Teses. I. Furtado, Cristina Russi Guimarães. II. Universidade do Estado do Rio de Janeiro. Instituto de Química. III. Título.
CDU 678.7

José Luiz Leite Sanchez
Avaliação das propriedades mecânicas e reológicas de composições de borracha nitrílica
vulcanizadas com resina fenólica
Tese apresentada, como requisito para obtenção do título de Mestre, ao Programa de Pós-Graduação do Instituto de Química, da Universidade do Estado do Rio de Janeiro. Área de concentração: Polímeros.
Aprovado em: __________________________________________________ Banca examinadora: _____________________________________________ ___________________________________________________ Profª Drª Cristina Russi Guimarães Furtado (Orientadora) Instituto de Química da UERJ
__________________________________________________ Profª Drª Marcia Cerqueira Delpech Instituto de Química da UERJ __________________________________________________ Profª Drª Leila Lea Yuan Visconte Instituto de Macromoléculas Professora Eloísa Mano da UFRJ
Rio de Janeiro 2008

DEDICATÓRIA
Dedico este trabalho, primeiramente a Deus por ter permitido chegar até esse momento muito importante da vida, aos meus pais Eunice Maria Leite Sanchez e José Sanchez de Souza (In memorian) pela dedicação, pelos ensinamentos e pelos os incentivos ao longo da vida, e aos parentes e amigos que sempre me apoiaram.

AGRADECIMENTOS À Cristina Russi Guimarães Furtado – minha orientadora pela presença, conselhos e
dedicação durante toda a trajetória desta Dissertação.
Aos colegas – Lessandra de Oliveira Couto, Felipe Linhares, Flávia Lúcia B. O. de
Oliveira e os colegas de classe pelo apoio no decorrer deste estudo. Em especial, a Harrison
Lourenço Correa, por dedicar parte do seu tempo auxiliando na execução desta pesquisa.
À Ana Maria de Sousa Furtado – pela contribuição no enriquecimento deste trabalho.
Ao corpo docente do Instituto de Química da UERJ – por compartilhar seus
conhecimentos que foram de importância fundamental para a condução desta Tese.
Às instituições – Universidade do Estado do Rio de Janeiro (UERJ), Instituto de
Macromoléculas Professora Eloísa Mano (IMA/UFRJ), Universidade Federal Fluminense
(UFF), Pontifícia Universidade Católica (PUC) e ao Instituto Nacional de Tecnologia (INT) –
por cederem seus espaços, equipamentos e profissionais que foram indispensáveis para a
execução desta obra.
Aos fornecedores – Petroflex Indústria e Comércio S.A., Schenectady Brasil Ltda., E.
I. du Pont de Nemours and Company, Bärlocher do Brasil e Bann Química – pela doação dos
reagentes utilizados nesta pesquisa.
RESUMO SANCHEZ, José Luiz Leite. Avaliação das propriedades mecânicas e reológicas de composições de borracha nitrílica vulcanizadas com resina fenólica. 2008. 86 f. Dissertação (Mestrado em Química) – Instituto de Química, Universidade do Estado do Rio de Janeiro, Rio de Janeiro, 2008. Neste trabalho de Dissertação de Tese, composições do copolímero de butadieno-
acrilonitrila (NBR) foram vulcanizadas utilizando como agentes de vulcanização, a resina
fenólica e o enxofre, com diferentes proporções de resina fenólica e uma única proporção de
enxofre. O sistema ativador foi composto por policloropreno e óxido de zinco para as
composições com resina fenólica, enquanto que por ácido esteárico e óxido de zinco para a
composição com enxofre. Os materiais foram vulcanizados em uma temperatura de 190ºC.
Foi avaliada a influência da variação dos componentes das composições sobre as propriedades
reométricas, físico-mecânicas e reológicas dos materiais. Para auxiliar na interpretação dos
resultados obtidos para as propriedades reométricas e físico-mecânicas, foi utilizado um
planejamento estatístico de análise de variância para verificar a possibilidade da influência
das variáveis e suas possíveis combinações nas propriedades avaliadas. Para as composições
vulcanizadas com resina fenólica, os resultados mostraram que a composição de borracha
nitrílica se tornou mais rígida com a presença da resina. Também foi observada a ocorrência
de pós-cura nas composições vulcanizadas com resina fenólica. Os ensaios reológicos
revelaram uma homogeneidade nas amostras submetidas aos testes de varredura de
deformação, com desvio de linearidade a partir de 10% de deformação.
Palavras-chave: Borracha nitrílica. Resina fenólica. Vulcanização. Propriedades físico-
mecânicas. Propriedades reológicas.

ABSTRACT In this Thesis Dissertation, acrylonitrile-butadiene rubber (NBR) compositions were
vulcanized using phenolic resin and sulfur as vulcanization agents with different proportions
of phenolic resin and only one proportion of sulfur. The activator system was composed of
polycloroprene and zinc oxide to phenolic resin compositions, while stearic acid and zinc
oxide to sulfur composition. The materials were vulcanized in a temperature of 190ºC. The
influence of the components content on rheometric, physico-mechanical and rheological
properties of the materials was evaluated. In order to assist in the interpretation of the to
physico-mechanical and rheometric properties results, a statistical planning of variant analysis
was used to observe a possible influence of the variables and also their possible associations
into the evaluated properties. The results showed that the nitrile rubber become more stiffness
with the presence of phenolic resin. It was also observed the occurrence of post-vulcanization
on the compositions vulcanized with phenolic resin. The rheological results showed
homogeneity of the samples submitted to a strain sweep test, with a linear plateau until 10%
of strain.
Keywords: Nitrile rubber. Phenolic resin. Vulcanization. Physico-mechanical properties.
Rheological properties.

LISTA DE ILUSTRAÇÕES
Figura 1 – Esquema representativo do processo de formação das ligações cruzadas
na borracha .............................................................................................................................. 19
Figura 2 – Resumo da evolução dos aceleradores ao longo do tempo .................................... 21
Figura 3 – Estruturas de alguns derivados do fenol utilizados na síntese da resina
fenólica .................................................................................................................................... 23
Figura 4 – Fase inicial da resina fenólica com formação de oligômeros ................................ 24
Figura 5 – Fase de cura da resina fenólica pela hexametilenotetramina com formação de uma
rede tridimensional .................................................................................................................. 25
Figura 6 – Resina em forma de esferas ................................................................................... 26
Figura 7 – Materiais fenólicos para fricção ............................................................................. 27
Figura 8 – Moldes de fundição ............................................................................................... 27
Figura 9 – Resina para materiais elétricos .............................................................................. 28
Figura 10 – Resina novolac como ligante ................................................................................28
Figura 11 – Materiais abrasivos .............................................................................................. 29
Figura 12 – Materiais refratários ............................................................................................. 29
Figura 13 – Materiais isolantes ............................................................................................... 30
Figura 14 – Peças moldadas .................................................................................................... 30
Figura 15 – Reforço em madeira ............................................................................................. 31

Figura 16 – Laminados fenólicos ............................................................................................ 31
Figura 17 – Junta de vedação dupla com neoprene ................................................................. 32
Figura 18 – Borracha com resina fenólica .............................................................................. 32
Figura 19 – Esquema simplificado da vulcanização da borracha com resina fenólica
e haleto metálico como ativador ............................................................................................. 35
Figura 20 – Estrutura da resina fenólica comercial ................................................................. 37
Figura 21 – Resina fenólica com substituição na posição para .............................................. 37
Figura 22 – Superfícies de peças metálicas com borracha curada .......................................... 38
Figura 23 – Estrutura da borracha nitrílica e as possíveis configurações em razão da
temperatura reacional .............................................................................................................. 42
Figura 24 – Foto ilustrativa de um misturador de rolos aberto para processamento de
borracha ................................................................................................................................... 48
Figura 25 – Gráfico de torque versus tempo ........................................................................... 49
Figura 26 – Cavidade de teste de um reômetro de cavidade oscilante .................................... 49
Figura 27 – Modelo de corpo de prova submetido aos testes de resistência à tração,
alongamento na ruptura e módulos ......................................................................................... 50
Figura 28 – Modelo de corpo de prova utilizado para determinação da resistência ao
rasgamento .............................................................................................................................. 51
Figura 29 – Modelo de corpo de prova utilizado para a determinação da dureza .................. 51
Figura 30 – Foto ilustrativa de um reômetro modelo rheo Tech MDpt .................................. 53

Figura 31 – Fotomicrografias de MEV das amostras de NBR contendo resina fenólica
como agente de vulcanização, antes (a) e após (b) o envelhecimento .....................................74
Figura 32 – Fotomicrografias de MEV das amostras de NBR contendo enxofre como
agente de vulcanização, antes (a) e após (b) o envelhecimento .............................................. 75

LISTA DE GRÁFICOS
Gráfico 1 – Resultados das propriedades reométricas obtidos das composições
elastoméricas de NBR ............................................................................................................. 58
Gráfico 2 – Resistência à tração das composições elastoméricas de NBR com os
dois sistemas de vulcanização empregados ............................................................................. 61
Gráfico 3 – Alongamento na ruptura das composições elastoméricas de NBR com os
dois sistemas de vulcanização empregados ............................................................................. 62
Gráfico 4 – Módulos a 100 e 300% das composições elastoméricas de NBR com os
dois sistemas de vulcanização empregados ............................................................................. 64
Gráfico 5 – Resistência ao rasgamento das composições elastoméricas de NBR
com os dois sistemas de vulcanização empregados ................................................................ 66
Gráfico 6 – Dureza das composições elastoméricas de NBR com os dois sistemas
de vulcanização empregados ................................................................................................... 68
Gráfico 7 – Resistência à tração das composições elastoméricas de NBR após o
envelhecimento com os dois sistemas de vulcanização empregados ...................................... 70
Gráfico 8 – Alongamento na ruptura das composições elastoméricas de NBR após o
envelhecimento com os dois sistemas de vulcanização empregados ...................................... 71
Gráfico 9 – Módulos a 100 e 300% das composições elastoméricas de NBR após o
envelhecimento com os dois sistemas de vulcanização empregados ...................................... 73
Gráfico 10 – Gráfico do módulo complexo versus varredura de deformação da
composição 1 ........................................................................................................................... 76
Gráfico 11 – Gráfico do módulo complexo versus varredura de deformação da
composição 2 ........................................................................................................................... 77

Gráfico 12 – Gráfico do módulo complexo versus varredura de deformação da
composição 3 ........................................................................................................................... 77
Gráfico 13 – Gráfico do módulo complexo versus varredura de deformação da
composição 4 ........................................................................................................................... 77
Gráfico 14 – Gráfico do módulo complexo versus varredura de deformação da
composição 5 ........................................................................................................................... 78
Gráfico 15 – Gráfico do módulo complexo versus varredura de deformação da
composição 6 ........................................................................................................................... 78
Gráfico 16 – Gráfico do módulo complexo versus varredura de deformação da
composição 7 ........................................................................................................................... 78
Gráfico 17 – Gráfico do módulo complexo versus varredura de deformação da
composição 8 ........................................................................................................................... 79

LISTA DE TABELAS
Tabela 1 – Porcentagem e teor de acrilonitrila da borracha nitrílica ...................................... 40
Tabela 2 – Efeito do teor de acrilonitrila nas propriedades da borracha nitrílica ................... 41
Tabela 3 – Formulações das composições elastoméricas de borracha nitrílica
contendo resina fenólica e enxofre como agentes de vulcanização ........................................ 47
Tabela 4 – Condições dos testes de varredura de deformação ................................................ 53
Tabela 5 – Planejamento de experimentos fatorial completo a dois níveis do tipo 2n
com triplicata no ponto central ................................................................................................ 54
Tabela 6 – Resultados das propriedades reométricas das composições
elastoméricas de NBR ............................................................................................................. 56
Tabela 7 – Resultados de valor-p das propriedades de torque máximo, torque mínimo e tempo
ótimo de vulcanização com as variáveis de entrada e suas possíveis combinações ............... 57
Tabela 8 – Resultados das propriedades de resistência à tração e alongamento na
ruptura das composições elastoméricas de NBR .................................................................... 59
Tabela 9 – Resultados de valor-p das propriedades de resistência à tração e alongamento na
ruptura com as variáveis de entrada e suas possíveis combinações ........................................ 60
Tabela 10 – Resultados das propriedades dos módulos a 100 e 300% das
composições elastoméricas de NBR ....................................................................................... 62
Tabela 11 – Resultados de valor-p das propriedades de módulos a 100 e 300% com as
variáveis de entrada e suas possíveis combinações ................................................................. 63

Tabela 12 – Resultados da propriedade de resistência ao rasgamento das
composições elastoméricas de NBR vulcanizadas com resina fenólica e enxofre
.................................................................................................................................................. 65
Tabela 13 – Resultados de valor-p da propriedade de resistência ao rasgamento com as
variáveis de entrada e suas possíveis combinações ................................................................. 65
Tabela 14 – Resultados da propriedade de dureza das composições elastoméricas
de NBR vulcanizadas com resina fenólica e enxofre .............................................................. 67
Tabela 15 – Resultados de valor-p da propriedade de dureza com as variáveis de entrada e
suas possíveis combinações .................................................................................................... 67
Tabela 16 – Resultados das propriedades de resistência à tração e alongamento na
ruptura das composições elastoméricas de NBR após o envelhecimento
.................................................................................................................................................. 69
Tabela 17 – Resultados das propriedades dos módulos a 100 e 300% das
composições elastoméricas de NBR após o envelhecimento .................................................. 72
SUMÁRIO
INTRODUÇÃO ................................................................................................... 16 1. OBJETIVO .......................................................................................................... 18 2. REVISÃO BIBLIOGRÁFICA ..................................... ..................................... 19 2.1 Vulcanização ........................................................................................................ 19 2.2 Resina Fenólica .................................................................................................... 22 2.2.1 Síntese e tipos de resina ........................................................................................ 22 2.2.2 Aplicações ............................................................................................................. 26 2.2.3 Outras Aplicações ................................................................................................. 33 2.2.4 Sistemas de vulcanização com resinas fenólicas .................................................. 33
2.3 Borracha Nitrílica (NBR) ................................................................................... 39 2.3.1 Propriedades e Aplicações .................................................................................... 39 2.3.2 Processo de obtenção ............................................................................................ 41 3. MATERIAIS E MÉTODOS .............................................................................. 44 3.1 Produtos Químicos .............................................................................................. 44 3.2 Equipamentos ...................................................................................................... 45 3.3 Procedimentos ...... .............................................................................................. 47 3.3.1 Preparação das composições elastoméricas .......................................................... 47 3.3.2 Métodos de determinação das propriedades ......................................................... 48 3.3.2.1 Propriedades reométricas ...................................................................................... 48 3.3.2.2 Propriedades físico-mecânicas .............................................................................. 50 3.3.2.3 Propriedades fractográficas ................................................................................... 52 3.3.2.4 Envelhecimento dos corpos de prova .................................................................... 52 3.3.2.5 Propriedades reológicas ........................................................................................ 52

3.3.2.6 Análise de planejamento de experimento fatorial completo 2n com ponto central .................................................................................................................... 54 4. RESULTADOS E DISCUSSÃO ........................................................................ 55 4.1 Avaliação das propriedades reométricas .......................................................... 56 4.2 Avaliação das propriedades físico-mecânicas ................................................... 59 4.3 Avaliação das propriedades físico-mecânicas após envelhecimento .............. 69 4.4 Análise Fractográfica .......................................................................................... 73 4.5 Avaliação das propriedades reológicas ............................................................. 76 5. CONCLUSÕES.................................................................................................... 80 REFERÊNCIAS................................................................................................... 82

Introdução
Os elastômeros estão entre os mais antigos polímeros utilizados pelo homem e os
primeiros relatos remontam aos anos compreendidos entre 1493 e 1496. Os primeiros a
descobrir e fazer uso das propriedades singulares da borracha foram os índios centro-
americanos. Os espanhóis que sucederam a Colombo, no início do século XVI, observaram
que os índios brincavam com bolas feitas com uma seiva leitosa, que saltava mais do que
qualquer coisa conhecida na Europa [1; 2].
Na língua indígena, o nome “caa” tem significado de lágrimas ou de gotejar, o nome
“ochu”, significa madeira, com isso surgiu “caoutchouc”, significando assim, madeira que
chora. Em espanhol, a palavra caucho é utilizada para designar borracha, e em português a
palavra recauchutagem tem a mesma origem [3].
Até a descoberta da borracha, não havia um material que reunisse as duas
propriedades: flexibilidade e impermeabilidade. Assim sendo, os jogadores de futebol usavam
como bola, bexiga de porco inflada; enquanto os bombeiros empregavam couro para a
confecção de tubos e mangueiras, que vazavam em todas as costuras [4].
Nessa época, a borracha possuía desvantagens como: estar misturada a outros
materiais que não borracha, o que a tornava perecível e putrefável; era pegajosa e sensível à
temperatura. Através de um tratamento industrial, era eliminado do coágulo o material que
não era borracha. A borracha resultante, era então submetida a um processo denominado
vulcanização, resultando na eliminação das propriedades indesejáveis, isto é, ela se tornava
imperecível, resistente a solventes e a variações de temperatura, não pegajosa, e com
excelentes propriedades mecânicas [4] A descoberta do processo que levou a superar essas
dificuldades se deve principalmente a três pesquisadores: Nathaniel Hayward, Thomas
Hancock e Charles Goodyear [5].
Em 1838, Hayward descobriu que misturando enxofre à borracha, e expondo o
composto à luz do sol, processo de solarização, a superfície do composto deixava de ser
pegajosa. Esta descoberta foi um grande passo na direção da vulcanização, e este processo foi
patenteado pelo seu descobridor.

Após a descoberta de Hayward, Goodyear trabalhando sobre o mesmo problema,
descobriu que aquecendo o composto de borracha e enxofre obtinham-se produtos com
propriedades notavelmente superiores às da borracha original [5].
Goodyear patenteou este processo em 1841. Pouco tempo depois, o britânico Hancock,
independentemente, patenteou um processo similar. Goodyear e Hancock publicaram então
suas descobertas de forma detalhada em 1856 e 1857, respectivamente. O desenvolvimento
através dos anos da obtenção dos artefatos de borracha, somente foi possível em função das
descobertas desses pesquisadores [5].
A partir dessas descobertas foi possível ao longo dos anos, produzir uma variedade de
artefatos de borracha. Porém, para obtenção de um determinado artefato é necessário escolher
adequadamente, os componentes de um sistema de cura para uma borracha em particular, que
dependerá de suas características e das propriedades requeridas para o produto final [6].
Sistemas de cura com maior eficiência e redes de ligações cruzadas mais resistentes ao ozônio
ou à oxidação, com boas características térmicas, químicas e mecânicas, têm sido
desenvolvidos, com a finalidade de alcançar uma desejável combinação de propriedades e
prolongar a vida útil do material elastomérico. Desse modo, é necessária uma seleção
criteriosa do sistema químico para a formação das ligações cruzadas, que será utilizado em
determinado elastômero [7].
O uso de resina fenol-formaldeído como agente de cura é conhecido há muito tempo,
principalmente, quando se deseja obter artefatos para aplicação em altas temperaturas. As
borrachas de butadieno-acrilonitrila (NBR) são usadas em aplicações envolvendo resistência a
óleo e combustível, mas também podem ser empregadas em áreas que requerem resistência a
líquidos e gases apolares, baixa resiliência, resistência à compressão e à tração. A obtenção de
um tipo específico de borracha está associada à concentração do teor de acrilonitrila presente
no copolímero, a qual determina o nível de polaridade da cadeia polimérica, que por sua vez
apresentará propriedades adequadas a cada tipo de aplicação. As borrachas nitrílicas (NBR)
são vulcanizadas essencialmente da mesma maneira que as borrachas de butadieno-estireno
(SBR) e a borracha natural (NR), utilizando o enxofre como agente de cura, quando se deseja
resultados satisfatórios nos processos de cura e das propriedades finais dos artefatos [8].

1. Objetivo
O objetivo principal desta Dissertação de Tese foi avaliar a influência do sistema de
vulcanização composto por resina fenol-formaldeído como agente de cura com sistema
ativador composto pelo policloropreno (CR) e óxido de zinco (ZnO), sobre as propriedades da
borracha nitrílica (NBR), contendo 33% de teor de acrilonitrila. As composições obtidas
foram avaliadas quanto as:
. Propriedades reométricas: torque mínimo, torque máximo e tempo ótimo de
vulcanização;
. Propriedades físico-mecânicas: resistência à tração, alongamento na ruptura e
módulos a 100 e 300%, resistência ao rasgamento e dureza;
. Propriedades físico-mecânicas após o envelhecimento: resistência à tração,
alongamento na ruptura e módulos a 100 e 300%;
. Propriedades reológicas: módulo complexo dinâmico sob varredura de deformação
em temperatura e freqüência constantes;
. Propriedades fractográficas: microscopia eletrônica de varredura.

2. Revisão Bibliográfica 2.1 Vulcanização
Vulcanização, palavra derivada da mitologia romana (Vulcano, Deus do fogo e do
trabalho com metais), é o termo usado para descrever o processo através do qual a borracha
reage com enxofre para produzir uma rede de ligações cruzadas entre as cadeias poliméricas
[9]. Três das capacidades conferidas com a vulcanização são: eliminação da plasticidade, da
termoplasticidade e a introdução da insolubilidade [10].
Através desse processo, a borracha passa do estado plástico ao estado
predominantemente elástico, que leva ao aumento das forças retrativas e à diminuição da
deformação permanente, quando o material é submetido a uma tensão [11], adquirindo
resistência mecânica através do aumento do seu módulo de elasticidade, de sua dureza, de sua
resistência à fadiga e à abrasão. Se um número suficiente de ligações cruzadas é formado, o
artefato adquire uma forma fixa, não mais moldável, porém ainda flexível e elástica, como
mostra a Figura 1. Se, no entanto, muitas ligações cruzadas são formadas, o elastômero é
convertido em um sólido rígido [9].
Figura 1: Esquema representativo do processo de formação das ligações cruzadas na borracha
[12]

Embora os artefatos de borracha, desenvolvidos a partir das formulações de Goodyear
e Hancock, fossem superiores em muitos aspectos, quando comparados com a borracha não
vulcanizada, eles ainda estavam longe do ideal. Grandes quantidades de enxofre e tempos de
cura relativamente longos eram necessários. Além disso, a reversão, processo pelo qual se
produz uma marcante deterioração das propriedades físicas, era um problema sério na época.
Os vulcanizados apresentavam coloração intensa, indesejada migração do enxofre para a
superfície (afloramento) e exibiam baixa resistência ao envelhecimento [9].
Hoje, é sabido que a rede de ligações cruzadas formada pela vulcanização sem
aceleradores ou em presença de aceleradores inorgânicos (em geral óxidos metálicos tais
como de zinco, cálcio, magnésio ou chumbo) é muito complexa.
Além dos diferentes tipos de ligações cruzadas com enxofre (mono-, di-, e
polissulfídicas), os vulcanizados contêm uma grande proporção de modificações na cadeia
principal tais como: ciclizações sulfídicas, insaturações conjugadas, e isomerização cis/trans
da dupla ligação. A vulcanização com enxofre em ausência de aceleradores é, portanto, um
processo ineficaz [9].
O passo mais importante com relação à química da vulcanização ocorreu com a
descoberta dos aceleradores orgânicos em 1900. Além de aumentarem a velocidade de
vulcanização, esses aditivos também trouxeram muitas outras vantagens, como por exemplo,
o emprego de temperaturas mais baixas e tempos de cura menores, através do aumento da
velocidade da reação entre o enxofre e a borracha [9].
Com o uso dos aceleradores, como mostra a Figura 2, não houve mais a necessidade
de submeter a borracha a condições drásticas e, desse modo, a possibilidade de degradação
térmica e oxidativa foi minimizada. Além disso, o nível de enxofre pôde ser reduzido, sem
prejuízo para as propriedades físicas do vulcanizado. O resultado foi a redução do
afloramento de enxofre e a maior resistência ao envelhecimento. Dessa forma, a possibilidade
de reversão também foi reduzida. Vulcanizados transparentes ou coloridos puderam ser
preparados [9].
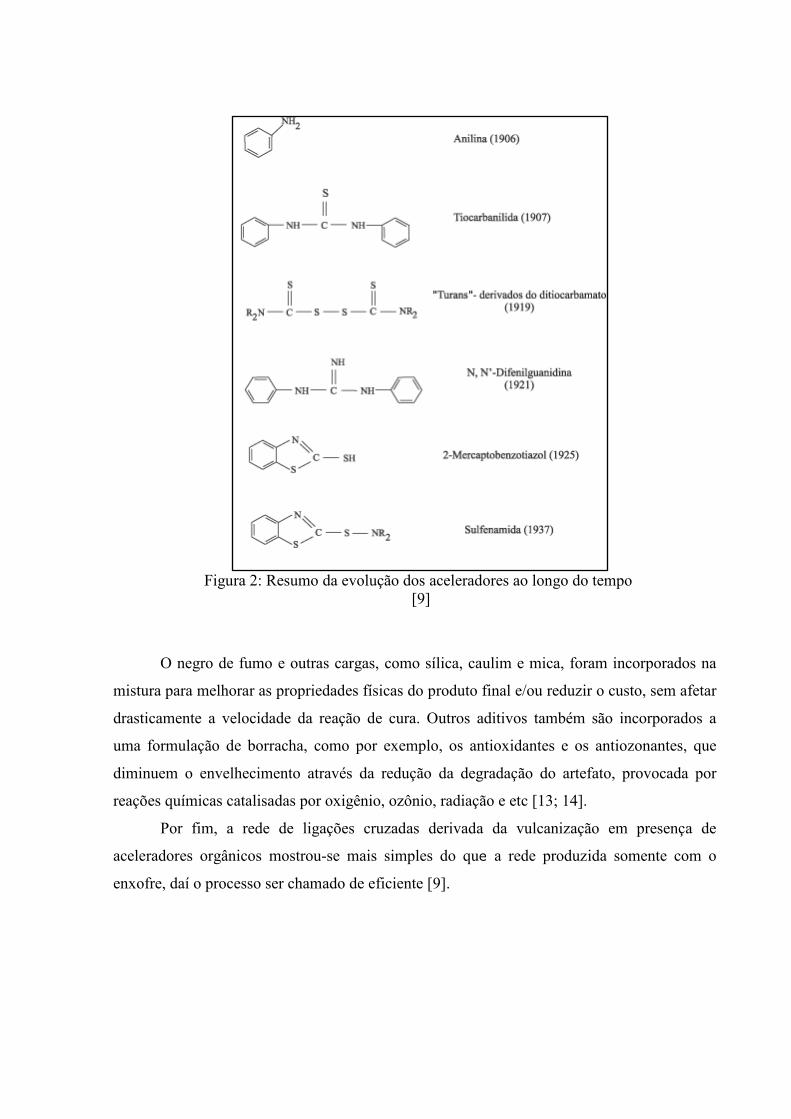
Figura 2: Resumo da evolução dos aceleradores ao longo do tempo [9]
O negro de fumo e outras cargas, como sílica, caulim e mica, foram incorporados na
mistura para melhorar as propriedades físicas do produto final e/ou reduzir o custo, sem afetar
drasticamente a velocidade da reação de cura. Outros aditivos também são incorporados a
uma formulação de borracha, como por exemplo, os antioxidantes e os antiozonantes, que
diminuem o envelhecimento através da redução da degradação do artefato, provocada por
reações químicas catalisadas por oxigênio, ozônio, radiação e etc [13; 14].
Por fim, a rede de ligações cruzadas derivada da vulcanização em presença de
aceleradores orgânicos mostrou-se mais simples do que a rede produzida somente com o
enxofre, daí o processo ser chamado de eficiente [9].

2.2 Resina Fenólica
As resinas fenólicas são materiais de baixo custo, conhecidas por suas propriedades de
resistência mecânica, química e térmica, além de exalarem odor fenólico e apresentarem
coloração escura [15]. Estas resinas foram desenvolvidas por Beakland, no início do século
XX, derivando daí o primeiro tipo comercial: baquelite [16].
Os artefatos finais obtidos à base de resina fenólica são termorrígidos, ou seja, após o
processo de moldagem e cura, sob ação do calor tornam-se infusíveis e insolúveis,
apresentando alta densidade de reticulações. O reaquecimento desses materiais não levará a
uma nova fusão, desta forma, não podendo ser reprocessados [16].
Esses materiais podem ser moldados diretamente como artefatos, destacando-se: peças
automotivas, engrenagens de máquinas, juntas de acoplamento, mancais para máquinas de
usinas e indústrias, parafusos, isolantes, roldanas, rodas dentadas, buchas, carretéis, arruelas,
anéis de vedação, discos de fricção e de pressão, dispositivos para furação, dentre outros [17].
Dentre as principais utilizações da resina fenólica na forma líquida, resol, destacam-se,
a fabricação de adesivos, lacas e vernizes, para impregnação de substratos como papel, tecido
e madeira. A aplicação dessa resina pode ser feita através de imersão, por borrifo ou ainda
com pincel. Depois de impregnados, os substratos são empregados na composição de artefatos
laminados termorrígidos para vários fins, como mesas, cadeiras, bancadas, divisórias, pisos,
dentre outros [16].
Na forma sólida, novolac, a resina destina-se mais à moldagem por compressão ou por
transferência, empregada como matéria-prima, nos compostos do tipo baquelite [16].
2.2.1 Síntese e tipos de resinas
Tradicionalmente, as resinas fenólicas são obtidas a partir da reação de dois principais
reagentes: fenol e formaldeído [15]. O fenol, originalmente isolado do carvão de alcatrão,
apresenta características tais como: ponto de fusão em torno de 43ºC, forte odor doce, é
incolor no estado fundido, escurecendo quando exposto à luz.
Além do fenol, outros hidrocarbonetos aromáticos também podem ser usados no
processo de obtenção, como mostrado na Figura 3, como os cresóis, xilenóis e fenóis
substituídos [18].

Figura 3: Estruturas de alguns derivados do fenol utilizados na síntese da resina fenólica [19]
As resinas do tipo novolac são preparadas com excesso de fenol em meio ácido, como
mostrada nas Figuras 4 e 5, e são inicialmente fusíveis e solúveis, tornando-se termorrígidas
após a adição do agente de cura e aquecimento [15]. São resinas do tipo sólido, semelhantes
ao breu e quebradiças, podendo ser trituradas em um pó muito fino, para serem usadas na
fabricação de compostos por moldagem. Podem ainda, quando termoplásticas, serem
dissolvidas em solventes orgânicos [20].
Nas indústrias de fundição podem ser usadas como ligantes na fabricação de moldes
de fundição [21; 22].
As resinas do tipo resol são preparadas em meio básico, com excesso de aldeído
fórmico em relação ao fenol. São termoplásticas, ou seja, são fusíveis e solúveis (1º estágio).
Por aquecimento, passam a resitol (2º estágio), tornando-se insolúveis, mas ainda fusíveis.
Com elevação gradual da temperatura, a resina passa a resit (3º estágio), tornando-se insolúvel
e infusível, passando finalmente para a fase termorrígida [15].
Na forma líquida, a resina apresenta viscosidade que varia desde um valor próximo ao
da água até a mais espessa, semelhante ao melado [15].
São muito usadas para impregnação de substratos dando origem a laminados [20].

OH
O
H
H
OH
CH2OH
OH
CH2OH
+
OH
CH2OH
OH OH
CH2
OH
+ H2O
OH
CH2
OH OH
CH2
OH
CH2
Figura 4: Fase inicial da resina fenólica com formação de oligômeros [23]
fenol formaldeído
calor
e/ou
calor
fenol ou
oligômeros
ácido

N N
N
N
OH
OH
OH
OH
CH2
OH
OH
OH
OH
OH
CH2
OH
CH2
OH
OH
CH2
OH
OH
CH2
OH
OH
H2C
OH
OH
CH2
OH
OH
CH2
OH OH
CH2
OH
OH
OH
H2C
OH
OH
+ è
Figura 5: Fase de cura da resina fenólica pela hexametilenotetramina com formação de uma rede tridimensional [23]
OH
OH
OH
Resina fenólica na fase termoplástica
Hexametilenotetramina (HMTA)

2.2.2 Aplicações
Em vista das características apresentadas e de seu baixo custo, as resinas fenólicas
competem hoje em dia, com materiais do tipo alumínio, aço e com outros compostos
termorrígidos. As resinas fenólicas apresentam excelentes propriedades, como alta resistência
ao calor, excelente estabilidade térmica e dimensional, excelente resistência à chama, a altas
temperaturas, à abrasão sob carga, à corrosão e agentes químicos, excelente resistência
elétrica, à radiação eletromagnética e nuclear, baixo custo e a possibilidade de ser reciclável
[18].
Os materiais elastoméricos curados com resina fenólica podem ser empregados na
fabricação de vários artefatos, principalmente na área automotiva, como por exemplo: banda
de rodagem, bitola de pneus, mangueiras revestidas e trançadas para automóveis, correia de
transmissão, cilindros entre outros. Pode ser aplicada na fabricação de artefatos para as
indústrias, como roldanas, esteira rolante, perfis de extrusados, mantas, revestimentos para
reservatórios e de um modo geral na fabricação de peças mecânicas [23]. A seguir são
mostrados alguns artefatos em que a resina fenólica é empregada.
Na forma de esferas, como mostra a Figura 6, podem ser usadas como abrasivos ou
como cargas, que possuem boa dispersão e conferem resistência ao calor. Partículas de
carbono ativado na forma de esferas, também podem ser obtidas com essa resina. Essas
esferas, quando apresentam condutividade elétrica, mantém a forma inalterada, mesmo após a
carbonização.
Figura 6: Resina em forma de esferas [24]

A resina fenólica pode ser empregada em materiais que são submetidos à fricção,
como mostra a Figura 7. Esses materiais apresentam grande resistência ao calor, flexibilidade
e boas propriedades de cura. Essas propriedades permitem fabricar artefatos com excelentes
resistências ao desgaste e como isolante acústico. São principalmente utilizados na indústria
automobilística.
Figura 7: Materiais fenólicos para fricção [24]
Na indústria de fundição, a resina fenólica é empregada na obtenção de uma grande
variedade de moldes, como mostra a Figura 8. Esses moldes apresentam alta resistência
mecânica, cura rápida, baixo odor e baixo coeficiente de expansão.
Figura 8: Moldes de fundição [24]

Resinas fenólicas também são empregadas na fabricação de materiais fotos-resistentes,
como mostra a Figura 9, que possuem alta sensibilidade, resistência ao calor, resolução,
retenção (invulnerabilidade) de filmes e alta durabilidade de impressão para semicondutores.
Figura 9: Resina para materiais elétricos [24]
A resina fenólica do tipo novolac, apresenta um outro tipo de aplicação, o seu uso
como ligante, como mostra a Figura 10, em uma variedade de materiais orgânicos e
inorgânicos e como agente de cura de resinas epoxídicas. Esses materiais possuem excelentes
propriedades de cura e moldagem.
Figura 10: Resina novolac como ligante [24]

Dentre outras aplicações, as resinas fenólicas podem ser usadas na fabricação de vários
tipos de materiais abrasivos, como mostra a Figura 11, como pedras de esmerilhar, papéis e
tecidos abrasivos.
Figura 11: Materiais abrasivos [24]
A resina fenólica é usada também como material refratário, como mostra a Figura 12,
devido a sua excelente resistência térmica. Em comparação com o alcatrão ou semelhante,
esse material possui a vantagem de ser menos agressivo ao meio-ambiente.
Figura 12: Materiais refratários
[24]

A resina fenólica ainda possui utilização como ligante em lã de vidro, como mostra a
Figura 13, para a obtenção de produtos de isolamento térmico para aplicações domésticas e
automotivas. Esses materiais possuem resistência mecânica e resiliência destacadas, além da
facilidade de manuseio.
Figura 13: Materiais isolantes [24]
Outra aplicação da resina fenólica é na fabricação por moldagem de peças que são
empregadas em partes elétricas e automotivas, como mostra a Figura 14. Nesse caso, destaca-
se pela excelente resistência ao calor, à chama, química, alto módulo de elasticidade e com
excelentes propriedades elétricas.
Figura 14: Peças moldadas [24]

Produtos de madeira reforçados com resina fenólica, como mostra a Figura 15,
também são encontrados. Esses materiais possuem excelente resistência ao calor e à chama e
são de fácil manuseio. Além da fabricação de compósitos de fibra de madeira, pode-se obter
também compósitos com fibras celulósicas.
Figura 15: Reforço em madeira [24]
Folha de laminado impregnado com resina fenólica do tipo resol, como mostra a
Figura 16, é um outro exemplo de aplicação que exibe alta resistência ao calor, resistência à
chama e grande aderência ao substrato. Esses materiais são muito aplicados em móveis e
utensílios domésticos.
Figura 16: Laminados fenólicos [24]

Em elastômero, a resina fenólica pode ser usada na fabricação de laminado fenólico de
dupla face com policloropreno, como mostra a Figura 17, sendo empregado como junta de
vedação.
Figura 17: Junta de vedação dupla com neoprene
[24]
A compatibilidade da resina fenólica com vários tipos de borracha permite ainda o
seu uso como carga reforçante, como mostra a Figura 18, como agente de pegajosidade, como
agente de cura e em adesivos elastoméricos.
Figura 18: Borracha com resina fenólica
[24]

2.2.3 Outras aplicações
As resinas fenólicas, por possuírem excelentes características, já descritas
anteriormente, podem também ser empregadas em composições elastoméricas, como agentes
de reforço, pois apresentam compatibilidade com a maioria dos elastômeros, contribuindo
para um desenvolvimento máximo das propriedades físicas como dureza Shore, resiliência e
resistência à tração, à fratura, a óleo e à abrasão em combinação com cargas reforçantes como
negro de fumo e sílica [23].
Um outro emprego da resina fenólica, que está sendo muito difundido, é como
antioxidante para limitar a degradação térmica dos elastômeros e dos materiais vulcanizados,
durante as fases de processamento, armazenamento e uso.
O emprego de compostos fenólicos é uma forma de melhorar a estabilidade de alguns
polímeros contra ação termo ou foto-oxidativa [25; 26; 27].
2.2.4 Sistemas de vulcanização com resinas fenólicas
O processo de formação de ligações cruzadas em borrachas pode ser promovido por
meio de várias substâncias químicas. Quando essa reticulação envolve a utilização de enxofre
ou compostos de enxofre, o processo é denominado de vulcanização e, se outros compostos
são usados, dá-se a denominação de cura. A vulcanização ou cura tem sido, então, alvo de
várias tentativas de definição para se encontrar a melhor maneira de se descrever as mudanças
que ocorrem com os elastômeros durante o processo [11].
O sistema de vulcanização mais empregado em elastômeros é o que utiliza enxofre,
como agente de cura [28]. Nesses sistemas, os aceleradores, ativadores e retardantes são
aditivos que participam efetivamente da formação da rede tridimensional, cada qual com uma
função específica [11].
Durante a vulcanização de borrachas insaturadas com enxofre, duas reações
competem: vulcanização e reversão ou desvulcanização. Essas reações dependem da
temperatura, do tempo de cura e do sistema empregado [6].
As ligações S-S e C-S são relativamente instáveis e por isso, deterioram em altas
temperaturas (reversão), acarretando a perda das propriedades mecânicas [6].

Um exemplo de artefato que sofre reações de reversão em altas temperaturas (140 –
180ºC) é a câmara de ar para pneu feita com o copolímero de isobutileno-isopreno (borracha
butílica - IIR), comumente usado na cura de pneus. O tempo de vida útil dessas câmaras é
reduzido e evidenciado pelo amolecimento gradual da superfície [6].
Outros sistemas de cura também podem ser empregados, como os peróxidos e os
compostos difuncionais. A respeito desse último, pode-se destacar a resina fenólica, que
possui compatibilidade com a maioria das borrachas sintéticas, melhorando, por exemplo, a
aderência. A resina fenólica apresenta efetiva compatibilidade, em particular, com o
copolímero de butadieno-acrilonitrila (borracha nitrílica – NBR) [23]. As resinas fenólicas são
usadas como agentes de cura, quando se deseja obter produtos com excelente resistência
térmica. As estruturas de compostos vulcanizados com resinas do tipo fenol-formaldeído são
mais termicamente estáveis, em comparação aos compostos vulcanizados com enxofre. Seus
sistemas de ativação são constituídos, basicamente de óxidos metálicos e substâncias
doadoras de cloro [6].
Segundo estudos de alguns pesquisadores como Tawney, foi verificado que sistemas
com resinas fenólicas contendo grupo metilol apresentam um inconveniente: lenta taxa de
cura, quando comparado aos sistemas com enxofre. Entretanto, pesquisas posteriores
mostraram que um aumento na taxa de cura é possível através da ação catalisadora de haletos
metálicos (grupos: III-VIII) [6], corrigindo, dessa forma, a deficiência da resina fenólica na
cura de borrachas insaturadas [29].
A ativação da resina fenólica é feita através da reação de eliminação, catalisada por um
ácido de Bronsted-Lewis, como por exemplo: SnCl2 com ZnO, mostrado na Figura 19, ou por
compostos doadores de halogênio, como policloropreno, polietileno clorossulfonado, ceras
cloradas ou borracha butílica halogenada com um óxido metálico [6].
O sistema ativador é composto por um óxido metálico e um doador de halogênio, que
combinados com aquecimento, formam radicais livre reagindo com as duplas ligações da
borracha, iniciando assim o processo de vulcanização [30].

Figura 19: Esquema simplificado da vulcanização da borracha com resina fenólica e haleto metálico como ativador [31]
Os óxidos metálicos são empregados em alguns sistemas de cura de borracha, e
constituem parte essencial do processamento. Em adição, regulam a pré-cura, a taxa e o
estado de cura da borracha, servindo como aceptores ácidos para regular a quantidade de
ácido clorídrico liberado durante as etapas de processamento, vulcanização e envelhecimento
dos artefatos [32].
Na etapa de processamento, a quantidade de adição dos componentes do sistema
ativador vai depender do grau e das condições de vulcanização desejados. Basicamente, a
incorporação do sistema ativador pode ser efetuada de duas maneiras: A primeira consiste em
adicionar o haleto metálico, já produzido, na mistura. Neste caso, será necessário adicionar o
agente de vulcanização próximo ao final do processamento, evitando assim, uma indesejável e
prematura vulcanização da borracha. Uma outra possibilidade seria misturar o haleto metálico
com o agente de vulcanização combinado com aquecimento suave, facilitando a incorporação
do composto ativador na mistura, melhorando com isso, o efeito da vulcanização [33].
Borracha
Ligações cruzadas
Resina fenólica

A segunda maneira seria a formação do haleto metálico in situ, que consiste da adição
separadamente, do óxido metálico e do doador de halogênio, antes do agente de vulcanização,
o que permite uma boa distribuição do sistema ativador, e garantindo uma quantidade maior
do haleto metálico formado [33].
O haleto metálico produzido in situ apresenta melhores resultados em relação ao
haleto metálico já formado e adicionado à mistura, particularmente, nos resultados do
alongamento na ruptura das composições submetidas ao envelhecimento. A utilização dessa
técnica também evita a corrosão das partes metálicas dos equipamentos utilizados na etapa de
processamento [34].
Nesta Dissertação foi utilizado como agente ativador da resina fenólica, o
policloropreno, elastômero sintético comercializado desde 1932 e que estabeleceu
rapidamente uma posição de destaque como material importante, primeiro nos Estados
Unidos, seu país de origem e, em pouco tempo, em todo o mundo. Logo se tornou conhecido
pelo nome genérico de Neoprene®, nome comercial do produto fabricado pela Du Pont. As
principais propriedades desse elastômero são: boa resistência a óleo, ao calor, à chama, ao
oxigênio, ao ozônio e à luz solar, possui alta resistência à tração e à abrasão, e alta resiliência,
similar à borracha natural [35].
As resinas fenólicas halogenadas promovem reações de desalogenação, que irão
produzir um intermediário sem a necessidade da adição do ativador. Essas resinas produzem
ligações cruzadas termicamente estáveis e imunes à reversão [6].
Nas resinas comerciais, como mostra a Figura 20, R é tipicamente um grupo metila, t-
butila ou t-octila e R’ um metileno (-CH2-) ou éter dimetilênico (-CH2-O-CH2-). Dentre os
tipos mais usados podemos citar: 2,6-di-hidroximetil-4-alquilfenol, o seu produto de
condensação ou resinas análogas ativadas com cloro ou bromo [6].
Somente resinas com os dois terminais de cadeia contendo grupos metilol (-CH2-OH)
podem participar da reação de cura com a borracha [6].

Figura 20: Estrutura da resina fenólica comercial [6]
Preferivelmente, os fenóis que possuem grupamento hidroxila nas duas posições orto,
são empregados na reação de substituição com aldeído. Para isto, é necessário que a resina
possua na sua posição para um substituinte. A posição para, como mostra a Figura 21, é
substituída para evitar que ocorram reações de condensação com a própria resina. Os
substituintes podem ser de preferência, um hidrocarboneto ou até mesmo um outro radical,
como cloreto, -NO2 ou -CN permitindo assim, a desejada interação da resina com a borracha,
desde que estes radicais não interfiram na reação de condensação nas posições orto da resina
[33; 36].
Figura 21: Resina fenólica com substituição na posição para [36]
Um outro sistema de cura, também empregado, é o que utiliza a resina fenólica com
óxido de zinco (ZnO) e um sistema promotor com bismaleimida, fornecendo excelentes
características de resistência a altas temperaturas [7].

Em um outro processo de vulcanização utilizando a resina fenólica como agente de
cura é na fabricação de materiais com superfícies metálicas moldadas com borracha. Nesse
processo, a borracha é aderida à superfície do metal através do processo de cura. O metal
fornece à borracha rigidez suficiente, para que a peça possa ser moldada em sua superfície,
enquanto que a borracha fornece ao substrato propriedades de amortecimento, podendo ser
aderida ou moldada na peça metálica [37].
No processo de moldagem ou aderência, existem três componentes principais: a
borracha, os agentes de cura e o substrato. Qualquer tipo de borracha pode ser usado,
dependendo de sua finalidade. Os agentes de cura empregados consistem em uma solução de
polímero/solvente, com uma camada primária de um tipo de resina fenólica e uma
sobrecamada de polímero e outros materiais [37].
O processo pode ser descrito de forma simplificada da seguinte maneira: inicialmente
a superfície do metal é tratada (desengorduramento) por meio de um jato de areia, retirando os
resíduos de ferrugem ou qualquer outra impureza, deixando a superfície metálica
completamente limpa. Posteriormente, o agente de cura é pulverizado sobre a peça metálica,
como mostra a Figura 22. Após a secagem, a borracha é adicionada para adquirir forma e ser
curada na superfície da peça. A espessura da camada do agente vai depender da formulação
da borracha e do tipo de metal em que será aplicada [37].
Figura 22: Superfícies de peças metálicas com borracha curada [37]

As condições de processamento vão depender do tipo de borracha escolhida e da
forma do substrato. O metal normalmente usado é o aço com as mais variadas composições,
mas está crescendo o uso de poliamidas e de ligas de alumínio. Esses materiais ligados à
borracha podem suportar o calor e a pressão durante o processo de moldagem. Dependendo da
composição, algumas ligas de bronze e latão também podem ser utilizadas [37].
Esses materiais são empregados em várias áreas da indústria, do comércio e na área
hospitalar. Muitos dos componentes são usados como isolantes em equipamentos de vibração,
acústico e na indústria automobilística na fabricação de peças para motores [37].
2.3 Borracha Nitrílica (NBR) A primeira literatura sobre a borracha nitrílica foi publicada na França em 1931, e
tratava da polimerização do butadieno com acrilonitrila. A primeira produção comercial desse
copolímero foi em 1935 pela I. G. Farbenindustrie, na Alemanha, com o nome comercial de
Perbunan. Outros nomes comerciais como, Buna N, Hycar OR e Chemigum, também foram
usados para designar o copolímero de butadieno-acrilonitrila. Nos Estados Unidos, a primeira
produção comercial foi em 1939 pela BFGoodrich Company. Outros fabricantes, tais como,
Goodyear Tire and Rubber Company, Firestone Tire and Rubber Company e Standard Oil
Company, também começaram a produzir esse tipo de copolímero [32].
2.3.1 Propriedades e Aplicações
A borracha nitrílica ou copolímero de butadieno e acrilonitrila (NBR) é geralmente
muito empregado na fabricação de peças automotivas. A seleção de um elastômero com
apropriado teor de acrilonitrila, permite sua utilização em áreas que requerem resistência a
líquidos e gases apolares, baixa resiliência, resistência à compressão e à tração. Na indústria
automotiva, por exemplo, a borracha nitrílica pode ser usada em mangueiras de óleo, de
combustível, de água, peças de carburador, lonas de freio, revestimentos de tanques de
combustível e gaxetas. Os artefatos de NBR podem suportar as mais severas aplicações na
área automotiva com variação de temperatura na faixa de -40 a 125ºC [38].

Esse copolímero também pode ser aplicado na fabricação de outros artefatos, tais
como calçados, adesivos, vedantes, esponja e esteiras. Na forma de pó, a borracha nitrílica é
especialmente empregada na fabricação de cimento, argamassa, adesivos e ligantes na
construção civil [32].
Comparado à borracha natural (NR), a borracha nitrílica é mais resistente a óleos e a
ácidos, mas por outro lado tem a resistência e a flexibilidade inferiores, podendo ser atacada
pelo ozônio, por hidrocarbonetos aromáticos, cetonas, ésteres e aldeídos. Entretanto, apresenta
resistência aos hidrocarbonetos alifáticos.
Muitas dessas propriedades estão diretamente ligadas ao teor de acrilonitrila na
borracha, como mostra a Tabela 1, que varia entre 15 a 50% [4]. Outra aplicação da borracha
nitrílica é na modificação de polímeros termoplásticos, promovendo resistência ao impacto e
flexibilidade. Essas características, combinadas com boa abrasão, resistência à água e baixa
permeabilidade a gases, permitem que esse copolímero tenha aplicação em temperaturas de
até aproximadamente 149ºC. As composições vulcanizadas com enxofre, se expostas acima
dessa temperatura poderiam ter as ligações de enxofre rompidas, uma vez que não
suportariam temperaturas muito elevadas, ocasionando perdas nas propriedades do material.
Tabela 1: Porcentagem e teor de acrilonitrila da borracha nitrílica [39]
18 – 25% Baixo teor
25 – 30% Médio baixo teor
30 – 35% Médio teor
35 – 40% Alto teor
40 – 45% Ultra alto teor
A variação na concentração de acrilonitrila, mostrada na Tabela 2, presente no
copolímero, determina o nível de polaridade da cadeia polimérica, e como conseqüência afeta
as propriedades como resistência a óleo e a solventes, flexibilidade à baixa
temperatura/temperatura de transição vítrea e resistência à abrasão. [32; 38].

Tabela 2: Efeito do teor de acrilonitrila nas propriedades da borracha nitrílica [32; 38]
Uma propriedade importante é a viscosidade Mooney, que pode variar entre 30 e 95,
dependendo do teor de acrilonitrila e que pode influenciar diretamente o modo como as
composições de borracha nitrílica serão processadas [32].
2.3.2 Processo de obtenção
A obtenção do copolímero de butadieno-acrilonitrila é realizada através do processo
de polimerização por emulsão via radical livre. Através desse processo é produzido um
copolímero em forma de látex, com recuperação de 100% dos monômeros não reagidos. Após
a recuperação, o látex é conduzido por uma série de filtros, para remoção dos sólidos
indesejados, sendo então homogeneizado e estabilizado pela adição de um antioxidante [38].
% Acrilonitrila 15 àààà 50
Melhora a resistência a óleo e combustíveis à
Aumenta a resistência à tração à
Aumenta a dureza à
Melhora a resistência à abrasão à
Aumenta a impermeabilidade a gases à
Aumenta a resistência térmica à
Melhora a flexibilidade à baixa temperatura ß
Melhora a resiliência ß
Aumenta a polaridade da cadeia à
Aumenta a compatibilidade com plastificantes ß
Diminui a deformação por compressão ß
Aumenta a resistência ao envelhecimento à
Melhora a processabilidade à
Aumenta a taxa de cura com enxofre à
Aumenta a taxa de cura com peróxido ß
Nota: ß Menor teor
à Maior teor

O látex obtido é coagulado usando determinados reagentes, entre os quais o cloreto de
cálcio e o sulfato de alumínio em um tanque de alumínio. A substância coagulada é lavada e
seca na forma de grânulos de borracha, que são prensados na forma de fardos [38].
A maioria dos fabricantes de NBR produz muitas variações do elastômero
convencional. Dentre os fabricantes no mundo, existem mais de cem tipos diferentes de
borracha nitrílica para que se possa escolher a mais adequada para cada finalidade. Para se
conseguir esta variação, a temperatura de polimerização é alterada, obtendo-se dessa forma
polímeros a quente ou a frio, com variação na proporção de acrilonitrila e butadieno.
Na produção de NBR a quente, os tanques são aquecidos entre 30 a 40ºC para facilitar
a reação de polimerização até a conversão de aproximadamente 70%, e promover a formação
de ramificações. Na produção de NBR a frio, o processo é similar ao do NBR a quente, sendo
que a polimerização ocorre a uma temperatura entre 5 a 15ºC dentro dos tanques, obtendo
dessa forma, polímeros com menor teor de ramificações [4; 38].
Outras possíveis variações no processo, como por exemplo, o aumento do teor de
acrilonitrila, tornará a estrutura do polímero mais polar, com isso a borracha nitrílica obtida
possuirá boa resistência a óleo e a combustíveis.
Em um outro caso, adição de um terceiro monômero como divinil benzeno ou ácido
metacrílico, tornará a borracha nitrílica auto-vulcanizável.
Alguns elastômeros são hidrogenados, a fim de reduzir a reatividade do polímero, e
com isso melhorar significativamente a resistência térmica [4; 38].
A composição de cada polímero, como mostrado na Figura 23, pode variar,
dependendo das concentrações de cada monômero adicionado ao processo e das condições
reacionais dentro do reator [38].
Figura 23: Estrutura da borracha nitrílica e as possíveis configurações em razão da temperatura reacional [38].
CH2CH2 CH
C N
CH2
CH CHH2C CH2
CH CHH2C
CH2
CHR
CH CH2
CHCH
CH2
R Butadienotrans 1,4 Acrilonitrila Butadieno
cis 1,4trans 1,4Butadieno
Butadienoadição 1,2

As formulações com NBR requerem adição de ingredientes, que dependendo da
formulação, auxiliam o processo de vulcanização, e também são responsáveis pelas
propriedades finais dos artefatos.
Outros ingredientes que também podem fazer parte do processo de vulcanização, além
dos sistemas de ativação (ZnO; ácido esteárico) e de vulcanização (enxofre, peróxido, óxido
metálico ou compostos difuncionais) são os retardantes/inibidores, cargas reforçantes,
plastificantes, agentes protetores e auxiliares de processamento [38].
As etapas envolvidas no processamento de obtenção dos artefatos de NBR incluem a
mistura dos componentes em misturador aberto ou em um misturador fechado, seguida da
conformação do material sob ação de temperatura e pressão, por extrusão, compressão,
calandragem ou injeção; passando à etapa final de vulcanização com aquecimento ou podendo
esta etapa ocorrer simultaneamente ao processo de conformação [38].

3. Materiais e Métodos
3.1 Produtos químicos
Os principais reagentes utilizados na elaboração dessa Dissertação de Tese são listados
a seguir.
. Ácido esteárico – procedência: Bärlocher do Brasil, usado como recebido.
. Borracha de poli(butadieno-acrilonitrilia) (NBR 3350 – 33% de acrilonitrila) – procedência:
Petroflex Indústria e Comércio S.A., usado como recebido.
. Dissulfeto de tetrametiltiuram (TMTD) – procedência: Bann Química Ltda., usado como
recebido.
. Óxido de zinco (ZnO) – Doado pela Petroflex Indústria e Comércio S.A., grau de pureza:
P.A., usado como recebido.
. Policloropreno (CR) – Tipo Neoprene W, procedência: E. I. du Pont de Nemours and
Company, U.S.A., usado como recebido.
. Resina fenólica SP 1045 (p-octilfenol-formaldeído) – procedência: Schenectady Brasil Ltda.,
usada após maceração para uniformização do tamanho dos grãos.

3.2 Equipamentos
Além dos equipamentos e vidrarias tradicionais usados em laboratório, foram
utilizados nesta Dissertação os seguintes equipamentos:
. Balança analítica Marte – Marte Balanças e Aparelhos de precisão, modelo AS 2000C com
sensibilidade de 0,01g1.
. Duromêtro Shore A – Parabor Indústria e Comércio de Produtos Químicos Ltda., modelo
RG 603 segundo norma ASTM 2240, Série 6171.
. Espessímetro, modelo No 2050S – Mitutoyo CVX 027, precisão de 0,01 mm1.
. Estufa com circulação de ar – Fabricante ASCA S.A., Modelo ELKA1.
. Misturador de rolo, modelo ML-5 – Parabor Indústria e Comércio de Produtos Químicos
Ltda.; Cilindros: 2 (400 mm x 220 mm), rotações dos cilindros: 19/23 r.p.m.; razão de fricção:
1:21; motor: 7,5 CV/220V/60 Hz; dimensões: 1.100 mm x 700 mm x 1.100 mm; peso: 1.000
Kg1.
. Paquímetro - Socinter Sul Comércio Internacional Ltda., precisão de 0,02 mm1.
. Prensa hidráulica para vulcanização de borracha, modelo PH 350 X 350 X 1 – Parabor
Indústria e Comércio de Produtos Químicos Ltda.; aquecimento elétrico; resfriamento com
água circulante; força de fechamento: 60.000 Kg; motor elétrico: 5CV, 220/3/60 Hz; diâmetro
do pistão: 200 mm; platôs (2): 350 mm x 350 mm x 50 mm; pressão do sistema hidráulico:
200 bar; pressão específica: 49 Kgf/cm2; temperatura de trabalho até 200ºC; vão de abertura:
> 140 mm; velocidade de abertura: 5 mm/s; velocidade de fechamento: 7 mm/s; dimensões:
175 cm x 142 cm x 73 cm; peso: 1.140 Kg1.
. Prensa para corte de corpos de prova, modelo C1- Parabor Indústria e Comércio de Produtos
Químicos Ltda.; dimensões: 88 cm x 15,5 cm x 33,5 cm; peso: 27 Kg; molde de lâmina,
modelo segundo norma ASTM D 3182, Série 0312141.

. Reômetro de cavidade oscilante com teste de processabilidade, modelo rheo Tech MDpt;
fabricante Tech Pro, motor elétrico: 100-130 VAc, 60 Hz, 20 Amps; ar comprimido: mínimo
550 KPa (80Psi); dimensões: 104 cm x 56 cm x 56 cm; peso: 160 Kg; temperatura
programável: 50 a 220ºC; precisão: 0,2ºC; freqüência programável: 0,02 a 30 Hz; deformação
programável: 0,5 a 120%1.
. Dinamômetro, modelo Emic DL 2000, Célula Trd 22, Tesc versão 3.042.
. Microscópio Eletrônico de Varredura – modelo DSM 960, marca ZEISS – West Germany;
tensão de aceleração de 20KV3.
O autor agradece as seguintes instituições que permitiram a utilização de seus equipamentos durante a realização desta
Dissertação:
1 Instituto de Química/Universidade do Estado do Rio de Janeiro (UERJ), Rio de Janeiro/RJ.
2 Laboratório de Tecnologia de Materiais Poliméricos (LAMAP)/Instituto Nacional de Tecnologia (INT), Rio de Janeiro/RJ.
3 Pontifícia Universidade Católica – PUC, Rio de Janeiro/RJ.
3.3 Procedimentos
3.3.1 Preparação das composições elastoméricas
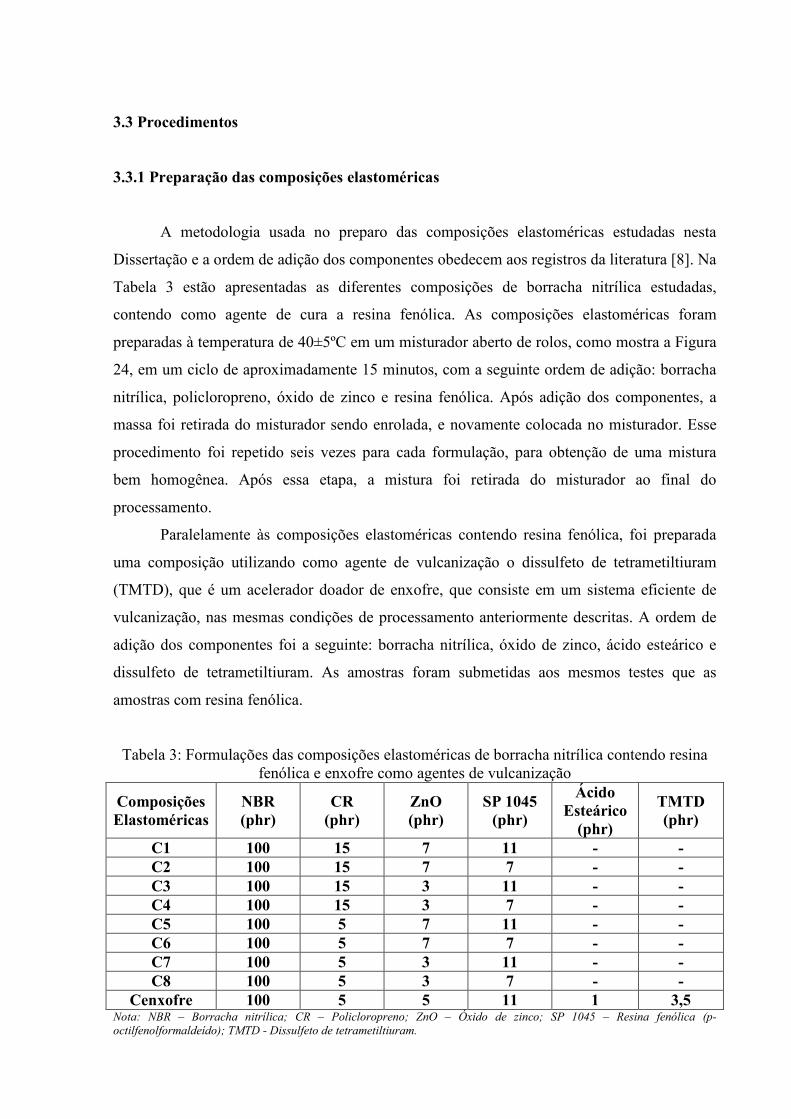
A metodologia usada no preparo das composições elastoméricas estudadas nesta
Dissertação e a ordem de adição dos componentes obedecem aos registros da literatura [8]. Na
Tabela 3 estão apresentadas as diferentes composições de borracha nitrílica estudadas,
contendo como agente de cura a resina fenólica. As composições elastoméricas foram
preparadas à temperatura de 40±5ºC em um misturador aberto de rolos, como mostra a Figura
24, em um ciclo de aproximadamente 15 minutos, com a seguinte ordem de adição: borracha
nitrílica, policloropreno, óxido de zinco e resina fenólica. Após adição dos componentes, a
massa foi retirada do misturador sendo enrolada, e novamente colocada no misturador. Esse
procedimento foi repetido seis vezes para cada formulação, para obtenção de uma mistura
bem homogênea. Após essa etapa, a mistura foi retirada do misturador ao final do
processamento.
Paralelamente às composições elastoméricas contendo resina fenólica, foi preparada
uma composição utilizando como agente de vulcanização o dissulfeto de tetrametiltiuram
(TMTD), que é um acelerador doador de enxofre, que consiste em um sistema eficiente de
vulcanização, nas mesmas condições de processamento anteriormente descritas. A ordem de
adição dos componentes foi a seguinte: borracha nitrílica, óxido de zinco, ácido esteárico e
dissulfeto de tetrametiltiuram. As amostras foram submetidas aos mesmos testes que as
amostras com resina fenólica.
Tabela 3: Formulações das composições elastoméricas de borracha nitrílica contendo resina fenólica e enxofre como agentes de vulcanização
Composições Elastoméricas
NBR (phr)
CR (phr)
ZnO (phr)
SP 1045 (phr)
Ácido Esteárico (phr)
TMTD (phr)
C1 100 15 7 11 - - C2 100 15 7 7 - - C3 100 15 3 11 - - C4 100 15 3 7 - - C5 100 5 7 11 - - C6 100 5 7 7 - - C7 100 5 3 11 - - C8 100 5 3 7 - -
Cenxofre 100 5 5 11 1 3,5 Nota: NBR – Borracha nitrílica; CR – Policloropreno; ZnO – Óxido de zinco; SP 1045 – Resina fenólica (p-octilfenolformaldeído); TMTD - Dissulfeto de tetrametiltiuram.

Figura 24: Foto ilustrativa de um misturador de rolos aberto para processamento de borracha
3.3.2 Métodos de determinação das propriedades
3.3.2.1 Propriedades reométricas
Para avaliação das propriedades reométricas foram retiradas de cada composição 5,0
gramas de amostra e analisadas em um reômetro de cavidade oscilante, MDpt da Tech Pro
com temperatura de 190ºC para determinação das seguintes propriedades: torque mínimo
(ML), que reflete razoavelmente a viscosidade de uma composição à temperatura de
vulcanização considerada; torque máximo (MH), que reflete razoavelmente o módulo do
vulcanizado, isto é, formação de ligações cruzadas; e tempo ótimo de vulcanização (t90), que é
o tempo necessário para atingir 90% do torque máximo, como mostra a Figura 25.
O cálculo do torque máximo a 90% é obtido pela seguinte equação:
M90 = (MH – ML) x 0,9 + ML Equação (1)

Figura 25: Gráfico de torque versus tempo [40]
A Figura 26 é ilustrativa de um desenho esquemático da cavidade de teste de um
reômetro de cavidade oscilante utilizado para as análises das propriedades reométricas.
Figura 26: Cavidade de teste de um reômetro de cavidade oscilante [41]

3.3.2.2 Propriedades físico-mecânicas
Após a determinação das propriedades reométricas foram realizadas as prensagens das
composições a uma temperatura de 190ºC, em uma prensa hidráulica para vulcanização de
borracha, modelo PH 350 X 350 X 1, sob pressão de 1.800 psi (130 Kg/cm2). Em seguida
foram cortados os corpos de prova de cada material vulcanizado para determinação das
seguintes propriedades físico-mecânicas: resistência à tração, alongamento na ruptura e
módulos a 100 e 300% (ASTM D 412) e resistência ao rasgamento (ASTM D 624).
Para realização desses testes, as dimensões dos cinco corpos de prova utilizados foram
medidas com um paquímetro Socinter Sul Comércio Internacional Ltda em três pontos de
cada espécime. As espessuras foram medidas com espessímetro 2050S, Mitutoyo CVX 027,
em três pontos de cada espécime.
A resistência à tração é avaliada pela força aplicada por unidade de área no momento
da ruptura. É aplicado ao corpo de prova uma força (f) que o faz ser estendido a uma
velocidade constante de 500 mm/min., como mostrado na Figura 27, até a sua ruptura (ASTM
D 412). O alongamento representa o aumento percentual do comprimento da peça sob tração,
no momento da ruptura. Os módulos a 100 e 300%, utilizados para caracterizar os
elastômeros, descrevem a tensão necessária para produzir deformações de 100% e 300%,
respectivamente.
Figura 27: Modelo de corpo de prova submetido aos testes de resistência à tração, alongamento na ruptura e módulos [42]
Na determinação da resistência ao rasgamento, como mostrado na Figura 28, a força
aplicada é concentrada na posição do corte (ASTM D 624). O teste mede a energia necessária
para rasgar o corpo de prova numa velocidade específica de separação.

1
2
3
45
A energia necessária inclui a energia requerida para distender totalmente o elastômero
e depende parcialmente das propriedades viscoelásticas do material, sendo, contudo,
altamente dependente da velocidade empregada, e não está relacionada à sua tensão de
ruptura.
Figura 28: Modelo de corpo de prova utilizado para determinação da resistência ao rasgamento [42]
Os ensaios mecânicos apresentados acima foram realizados em um dinamômetro Emic
DL 2000, usando uma célula Trd 22, Tesc versão 3.04, em temperatura ambiente de 24ºC,
com umidade relativa de 47%.
A dureza mede a resistência à penetração, ou ao risco. O aumento das forças coesivas
intermacromoleculares resulta em acréscimo na dureza do material. Os valores de dureza são
determinados em um durômetro que mede a resistência do material sob a pressão de um
indentor, com escala de medição que varia de 0 a 100.
Nesse ensaio foi necessário sobrepor 3 (três) corpos de prova, de forma que o material
apresentasse uma espessura de no mínimo 6 mm. As medidas foram determinadas em cinco
pontos do corpo de prova, como mostra a Figura 29, sendo o valor da dureza, a média obtida
pelos pontos medidos.
Figura 29: Modelo de corpo de prova utilizado para a determinação da dureza
Para determinação da dureza Shore (ASTM D2240) foi utilizado o Duromêtro Shore A
modelo RG603 da Parabor.

3.3.2.3 Análise Fractográfica
A finalidade desta análise é caracterizar a superfície de fratura dos corpos de prova
após o ensaio de resistência à tração e compreender melhor os resultados obtidos das
propriedades físico-mecânicas. Nesta caracterização foi utilizada a microscopia eletrônica de
varredura (SEM).
Após serem cortadas, as superfícies das amostras fraturadas foram recobertas com uma
fina camada de ouro, em seguida foram submetidas às análises morfológicas em microscópio
eletrônico de varredura ZEISS, modelo DSM 960, com aceleração de feixe de elétrons de 20
KV.
3.3.2.4 Envelhecimento dos corpos de prova
Para este teste os corpos de prova foram acondicionados em uma estufa com
circulação de ar, por 70 horas a 100ºC, de acordo com a norma ASTM D573. O objetivo foi
avaliar as possíveis alterações das propriedades físico-mecânicas das amostras, em
comparação com os resultados obtidos antes do envelhecimento. O ensaio de resistência à
tração foi realizado sob as mesmas condições dos ensaios descritos anteriormente.
3.3.2.5 Propriedades reológicas
As análises das propriedades reológicas foram realizadas em um reômetro tipo MDR
de cavidade oscilante, rheo Tech MDpt da Tech Pro, como mostra a Figura 30, com cavidade
termicamente regulada a 100 ºC com freqüência de 1Hz, em uma faixa de varredura de
deformação variando de 0,5 a 120%, para determinação da seguinte propriedade: módulo
complexo dinâmico (G*).
Figura 30: Foto ilustrativa de um reômetro modelo rheo Tech MDpt
Nesta Dissertação foram analisadas duas amostras de cada composição elastomérica,
com realização de dois testes de varredura de freqüência para cada amostra, sendo que cada
teste foi realizado em uma determinada faixa de varredura em determinados intervalos de
deformação. As duas varreduras são complementares entre si, de modo que a superposição
dos resultados fornece uma curva cobrindo toda a faixa de deformação estipulada. As
condições dos ensaios de varredura de deformação estão apresentadas na Tabela 4.
Tabela 4: Condições dos testes de varredura de deformação Varredura a 100ºC 1Hz Amostra A Varredura a 100ºC 1Hz Amostra B
Condições de ensaio (MDpt):
Temperatura (ºC): 100ºC; Freqüência: 1 Hz
Condições de ensaio (MDpt): Temperatura (ºC): 100ºC; Freqüência: 1 Hz
Condicionamento da amostra: Pré-aquecimento: 3 min.; 0 Hz; 0,20%
Condicionamento da amostra: Pré-aquecimento: 3 min.; 0 Hz; 0,20%
Varredura 1 Tempo de
repouso
Varredura 2 Varredura 1 Tempo de
repouso
Varredura 2 Deformação
(%) Deformação
(%) Deformação
(%) Deformação
(%) 0,5
1 min.
0,7 0,7
1 min.
0,5 0,9 1,2 1,2 0,9 1,6 2,1 2,1 1,6 2,8 3,8 3,8 2,8 5,0 6,7 6,7 5,0 9,0 11,9 11,9 9,0 15,9 21,3 21,3 15,9 28,4 37,9 37,9 28,4 50,5 67,4 67,4 50,5 89,9 120,0 120,0 89,9

3.3.2.6 Análise de planejamento de experimento fatorial completo 2n com ponto central
Nesta Dissertação foi utilizado um planejamento de experimentos fatorial completo a
dois níveis do tipo 2n, com triplicata no ponto central. Para esse estudo foi utilizado o
Software Statgraphics Centurion XV.II. Essa técnica fornece informações sobre a magnitude
com que as variáveis de entrada estudadas influenciam as propriedades medidas, que são as
variáveis de saída. As variáveis de entrada (n = 3) no qual n representa o número de variáveis
utilizadas e os níveis máximo (+) e mínimo (-) são mostradas na Tabela 5.
As variáveis de entrada utilizadas foram as concentrações em phr de policloropreno
(CR); óxido de zinco (ZnO) e resina fenólica (SP 1045).
Para cada modelo foram consideradas as equações (2; 3 e 4), que corrigem o valor
utilizado no experimento com o valor utilizado no planejamento do experimento (-1 e +1).
a) CR – intervalo utilizado: 5 phr (-1) e 15 phr (+1)
CR = x/5 - 2; sendo que: 5 ≤ x ≤ 15 Equação (2)
b) ZnO – intervalo utilizado: 3 phr (-1) e 7 phr (+1)
ZnO = x/2 - 2,25; sendo que: 3 ≤ x ≤ 7 Equação (3)
c) SP 1045 – intervalo utilizado: 7 phr (-1) e 11 phr (+1)
SP 1045 = x/2 - 4,5; sendo que: 7 ≤ x ≤ 11 Equação (4)
Tabela 5: Planejamento de experimentos fatorial completo a dois níveis do tipo 2n com triplicata no ponto central
Variáveis de entrada Níveis
Mínimo (-) Máximo (+) Ponto Central Teor de Policloropreno (CR) 5 phr (-1) 15 phr (+1) 10 phr Teor de Óxido de Zinco (ZnO) 3 phr (-1) 7 phr (+1) 5 phr Teor de Resina Fenólica (SP 1045) 7 phr (-1) 11 phr (+1) 9 phr
As variáveis de saída estudadas foram: torque máximo (MH), torque mínimo (ML),
tempo ótimo de vulcanização (t90), resistência à tração (MPa), alongamento na ruptura (%),
módulos a 100 e 300% (MPa), resistência ao rasgamento (k.N/m) e dureza (Shore A).
O número de experimentos foi calculado usando a seguinte equação:
Número de experimentos = 2n + 3 = 11 (para n = 3) Equação (5)

4. Resultados e Discussão
Nesta Dissertação a avaliação das propriedades reométricas e físico-mecânicas foi
realizada por análise de planejamento fatorial completo a dois níveis do tipo 2n, com triplicata
no ponto central, utilizando o Software Statgraphics Centurion XV.II, fornecendo, dessa
maneira, condições para identificar a variável ou as variáveis com suas possíveis combinações
que influenciaram na obtenção dos resultados apresentados. As propriedades reométricas
avaliadas foram: torque mínimo (ML), torque máximo (MH) e o tempo ótimo de vulcanização
(t90). As propriedades físico-mecânicas avaliadas foram: resistência à tração (MPa),
alongamento na ruptura (%), módulos a 100 e 300% (MPa), resistência ao rasgamento
(k.N/m) e dureza (Shore A).
Para a interpretação dos resultados obtidos pela análise de variância foi utilizada uma
estatística de probabilidades, especificamente no campo dos testes de hipóteses. O valor p, ou
também valor-p, é a probabilidade de que a amostra podia ter sido tirada de uma população
sendo testada, assumindo que a hipótese nula seja verdadeira. Normalmente, considera-se um
valor p de 0,05 como patamar para avaliar a hipótese nula. Se o valor-p for inferior a 0,05
pode-se rejeitar a hipótese nula. Caso contrário, não haverá evidência que permita rejeitar a
hipótese nula [4].
Desse modo para a interpretação dos resultados, tem-se:
. Valor p próximo de 0 indica que a hipótese nula é falsa, ou seja, a variável influencia na
propriedade.
. Valor p próximo de 1 indica que não há evidência suficiente para rejeitar a hipótese nula, ou
seja, a variável não influencia na propriedade.

4.1 Avaliação das propriedades reométricas
Nesta etapa da Dissertação foram analisadas as seguintes propriedades: torque mínimo
(ML), torque máximo (MH) e o tempo ótimo de vulcanização (t90), correspondentes às
composições elastoméricas contendo resina fenólica (C1 a C8) e enxofre (Cenxofre), como
sistemas de vulcanização. Foi utilizado um reômetro de cavidade oscilante em uma
temperatura de 190ºC com arco de 0,5 de oscilação. As formulações e as quantidades de cada
um dos componentes utilizados na etapa de processamento estão apresentadas na Tabela 3 na
parte de Materiais e Métodos desta Dissertação.
A Tabela 6 apresenta os resultados obtidos para as propriedades de torque máximo
(MH), torque mínimo (ML) e tempo ótimo de vulcanização (t90) das composições
elastoméricas de NBR.
Tabela 6: Resultados das propriedades reométricas das composições elastoméricas de NBR
Composições
Elastoméricas
Torque Máximo,
MH (d.Nm)
Torque Mínimo,
ML (d.Nm)
Tempo ótimo de
vulcanização, t90
(min:s)
C1 21,48 0,84 10:31
C2 19,10 0,82 15:44
C3 23,99 0,79 11:52
C4 8,88 0,41 13:49
C5 10,41 0,41 13:05
C6 8,25 0,47 14:25
C7 11,02 0,40 13:28
C8 8,42 0,48 14:41
Cenxofre 4,31 0,41 2:07
Os resultados apresentados para o torque máximo, indicaram que as composições com
maiores quantidades de resina fenólica em sua formulação apresentaram valores mais altos. A
presença da resina fenólica promoveu um número maior de ligações cruzadas, reduzindo o
tempo ótimo de vulcanização.

Esses resultados estão de acordo com o esperado, porque o torque máximo está
relacionado com a densidade das ligações cruzadas na etapa de vulcanização do material. O
aumento da quantidade do agente de vulcanização e do sistema ativador conduz ao aumento
da taxa de cura, bem como, ao aumento do torque máximo [8].
A Tabela 7 apresenta os valores de valor-p obtidos através das análises de variância
com as combinações possíveis de variáveis que possam influenciar nas propriedades de torque
máximo (MH), torque mínimo (ML) e o tempo ótimo de vulcanização (t90) das composições
elastoméricas contendo resina fenólica.
Em se tratando de uma única composição, a formulação contendo enxofre não foi
avaliada através da análise de variância, por não haver variação nas quantidades dos
componentes.
Tabela 7: Resultados de valor-p das propriedades de torque máximo, torque mínimo e tempo ótimo de vulcanização com as variáveis de entrada e suas possíveis combinações
Variáveis e as
possíveis
combinações
Valores de valor-p das propriedades reométricas
Torque Máximo Torque Mínimo Tempo ótimo de
vulcanização
[SP 1045] 0,0513 - 0,0327
[ZnO] - 0,1876 -
[CR] 0,0086 0,0148 -
[SP 1045 + ZnO] 0,2001 0,3107 -
[SP 1045 + CR] 0,2135 0,1333 0,2554
[ZnO + CR] - 0,1876 -
Na análise de variância foi constatado que a variável policloropreno influenciou nos
resultados encontrados para o torque máximo. Principalmente, quando as quantidades de
resina fenólica e do policloropreno estavam em maiores proporções. A presença do
policloropreno em maiores quantidades permitiu que houvesse um aumento dos centros ativos
para reagir com a resina, ou seja, houve realmente uma ativação da resina.
Os resultados apresentados para o torque mínimo mostraram que os valores mais altos
foram encontrados nas composições em que as concentrações de policloropreno e de resina
fenólica estavam mais altas. Pela análise de variância, foi constatado que o teor de
policloropreno influenciou nos resultados obtidos para essa propriedade.

0
5
10
15
20
25
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Torque (d.Nm)
00:00
02:24
04:48
07:12
09:36
12:00
14:24
16:48
Tempo ótim
o de
vulcanização t90 (m
in:s)
Torque Máximo, MH (d.Nm)
Torque Mínimo, ML (d.Nm)
Tempo ótimo de vulcanização t90, (min:s)
Por ser um polímero de alto peso molecular, o policloropreno contribuiu para que
houvesse um aumento da viscosidade do meio reacional, em particular, para as composições
em que as quantidades dessa variável e da resina fenólica foram maiores.
Através dos resultados da análise de variância foi possível observar que a resina
fenólica foi a variável que influenciou no tempo ótimo de vulcanização, em particular para as
composições com maiores teores desse componente, resultando em tempos de vulcanização
menores, em relação às composições com menores quantidades de resina.
Em comparação às composições contendo resina fenólica, os resultados encontrados
para as propriedades reométricas da composição contendo enxofre, estão dentro de esperado.
Os valores encontrados mostraram o que pode ocorrer com uma composição com enxofre em
uma temperatura muito alta. A temperatura a qual a composição contendo enxofre foi
submetida fez com que apresentasse um tempo ótimo de vulcanização muito baixo, o que
refletiu no valor encontrado para o torque máximo. Por não haver a presença da resina
fenólica, a dureza do material, e conseqüentemente o torque máximo foram reduzidos.
O Gráfico 1 mostra os resultados obtidos para as propriedades reométricas das
composições elastoméricas de NBR com os dois sistemas de vulcanização empregados.
Gráfico1: Resultados das propriedades reométricas obtidos das composições elastoméricas de NBR

4.2 Avaliação das propriedades físico-mecânicas As seguintes propriedades físico-mecânicas foram analisadas: resistência à tração
(MPa), alongamento na ruptura (%) e módulos a 100 e 300% (MPa), resistência ao
rasgamento (k.N/m) e dureza (Shore A), correspondentes às composições elastoméricas
contendo resina fenólica (C1 a C8) e contendo enxofre (Cenxofre), como sistemas de
vulcanização. Para avaliação dessas propriedades foi utilizado um dinamômetro Emic DL200.
A Tabela 8 apresenta os resultados obtidos para as propriedades de resistência à tração
e alongamento na ruptura das composições elastoméricas de NBR contendo resina fenólica e
enxofre como sistemas de vulcanização empregados.
Tabela 8: Resultados das propriedades de resistência à tração e alongamento na ruptura das composições elastoméricas de NBR
Composições
Elastoméricas Resistência à tração (MPa) Alongamento na ruptura (%)
C1 2,30 300
C2 2,83 450
C3 2,65 300
C4 2,65 450
C5 2,29 370
C6 2,61 470
C7 2,26 350
C8 2,24 470
Cenxofre 15,71 500
Os resultados obtidos para a propriedade de resistência à tração das composições
contendo resina fenólica revelaram que não houve uma variação significativa nos valores
encontrados, indicando que a variação dos componentes nas composições não influenciou nos
resultados apresentados.
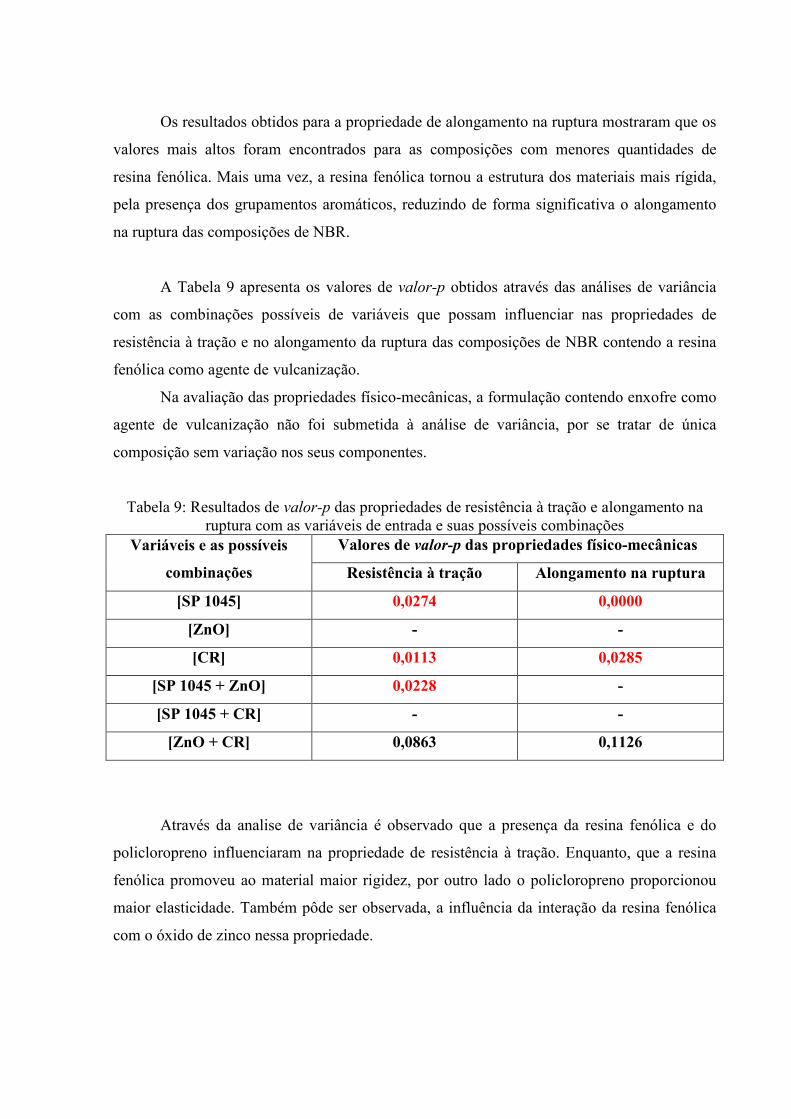
Os resultados obtidos para a propriedade de alongamento na ruptura mostraram que os
valores mais altos foram encontrados para as composições com menores quantidades de
resina fenólica. Mais uma vez, a resina fenólica tornou a estrutura dos materiais mais rígida,
pela presença dos grupamentos aromáticos, reduzindo de forma significativa o alongamento
na ruptura das composições de NBR.
A Tabela 9 apresenta os valores de valor-p obtidos através das análises de variância
com as combinações possíveis de variáveis que possam influenciar nas propriedades de
resistência à tração e no alongamento da ruptura das composições de NBR contendo a resina
fenólica como agente de vulcanização.
Na avaliação das propriedades físico-mecânicas, a formulação contendo enxofre como
agente de vulcanização não foi submetida à análise de variância, por se tratar de única
composição sem variação nos seus componentes.
Tabela 9: Resultados de valor-p das propriedades de resistência à tração e alongamento na ruptura com as variáveis de entrada e suas possíveis combinações
Variáveis e as possíveis
combinações
Valores de valor-p das propriedades físico-mecânicas
Resistência à tração Alongamento na ruptura
[SP 1045] 0,0274 0,0000
[ZnO] - -
[CR] 0,0113 0,0285
[SP 1045 + ZnO] 0,0228 -
[SP 1045 + CR] - -
[ZnO + CR] 0,0863 0,1126
Através da analise de variância é observado que a presença da resina fenólica e do
policloropreno influenciaram na propriedade de resistência à tração. Enquanto, que a resina
fenólica promoveu ao material maior rigidez, por outro lado o policloropreno proporcionou
maior elasticidade. Também pôde ser observada, a influência da interação da resina fenólica
com o óxido de zinco nessa propriedade.

2,32,83 2,65 2,65 2,3 2,61 2,26 2,24
15,71
0
2
4
6
8
10
12
14
16
18
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Resistência à tração (MPa)
Para a propriedade de alongamento na ruptura, a resina fenólica influenciou de
maneira mais pronunciada do que o policloropreno. Essa influência fez com que houvesse
uma redução nos valores encontrados, principalmente nas composições com maiores
quantidades de resina.
No resultado obtido para a composição elastomérica vulcanizada com enxofre, é
notado que o material apresentou o valor de resistência à tração bem superior em relação às
composições vulcanizadas com resina fenólica. Indicando que essa composição adquiriu
maior rigidez.
O resultado obtido para alongamento na ruptura da composição contendo enxofre foi
ligeiramente superior, em relação aos encontrados para as composições com resina fenólica.
Os Gráficos 2 e 3 mostram os resultados obtidos para as propriedades de resistência à
tração e alongamento na ruptura das composições elastoméricas de NBR com os dois sistemas
de vulcanização empregados, respectivamente.
Gráfico 2: Resistência à tração das composições elastoméricas de NBR com os dois sistemas
de vulcanização empregados

300
450
300
450
370
470
350
470500
0
100
200
300
400
500
600
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Alongamento na ruptura (%)
Gráfico 3: Alongamento na ruptura das composições elastoméricas de NBR com os dois
sistemas de vulcanização empregados
A Tabela 10 apresenta os resultados obtidos para as propriedades de módulos a 100 e
300% das composições elastoméricas de NBR contendo resina fenólica e enxofre como
sistemas de vulcanização empregados.
Tabela 10: Resultados das propriedades dos módulos a 100 e 300% das composições elastoméricas de NBR
Composições
Elastoméricas Módulo a 100% (MPa) Módulo a 300% (MPa)
C1 1,22 2,26
C2 1,08 1,92
C3 1,21 2,42
C4 0,96 1,65
C5 1,00 1,83
C6 0,91 1,57
C7 1,03 2,00
C8 0,85 1,40
Cenxofre 7,09 10,67

Os resultados obtidos para as propriedades dos módulos a 100 e 300% das
composições elastoméricas vulcanizadas com resina fenólica estão de acordo com os valores
encontrados para a propriedade de resistência à tração, indicando que o material adquiriu
maior rigidez.
A Tabela 11 apresenta os valores de valor-p obtidos através das análises de variância
com as combinações possíveis de variáveis que possam influenciar nas propriedades de
resistência à tração e no alongamento da ruptura das composições de NBR contendo a resina
fenólica como agente de vulcanização.
Na avaliação das propriedades físico-mecânicas, a formulação contendo enxofre como
agente de vulcanização não foi submetida à análise de variância, pela mesma razão descrita
anteriormente.
Tabela 11: Resultados de valor-p das propriedades de módulos a 100 e 300% com as variáveis de entrada e suas possíveis combinações
Variáveis e as possíveis
combinações
Valores de valor-p das propriedades físico-mecânicas
Módulo a 100% Módulo a 300%
[SP 1045] 0,0032 0,0003
[ZnO] 0,2086 -
[CR] 0,0028 0,0019
[SP 1045 + ZnO] 0,1697 0,0342
[SP 1045 + CR] 0,3127 -
[ZnO + CR] - -
Pela análise de variância, as variáveis que influenciaram nos módulos foram a resina
fenólica e o policloropreno, da mesma maneira como ocorreu com a propriedade de
resistência à tração. As Propriedades de resistência à tração e módulos a 100 e 300% estão
diretamente ligadas à força aplicada ao corpo de prova durante o ensaio. Devido a essa
afirmação, os resultados apresentados estão de acordo com a relação entre essas propriedades.
Para a propriedade de módulo a 300%, também houve a influência da interação da
resina fenólica com o óxido de zinco.

2,26 1,922,42
1,65 1,83 1,58 1,991,38
1,22 1,08 1,21 0,96 1 0,91 1,03 0,85
7,09
10,67
0
3
6
9
12
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Módulos a 100 e 300% (MPa)
Módulo a 100%
Módulo a 300%
Os resultados encontrados para os módulos da composição elastomérica vulcanizada
com enxofre, indicam mais uma vez, maior rigidez adquirida pelo material, em relação às
composições contendo resina fenólica.
O gráfico 4 mostra os resultados obtidos para as propriedades dos módulos a 100 e
300% das composições elastoméricas de NBR com os dois sistemas de vulcanização
empregados.
Gráfico 4: Módulos a 100 e 300% das composições elastoméricas de NBR com os dois sistemas de vulcanização empregados
A Tabela 12 apresenta os resultados obtidos para a propriedade de resistência ao
rasgamento das composições elastoméricas de NBR contendo resina fenólica e enxofre como
sistemas de vulcanização empregados.
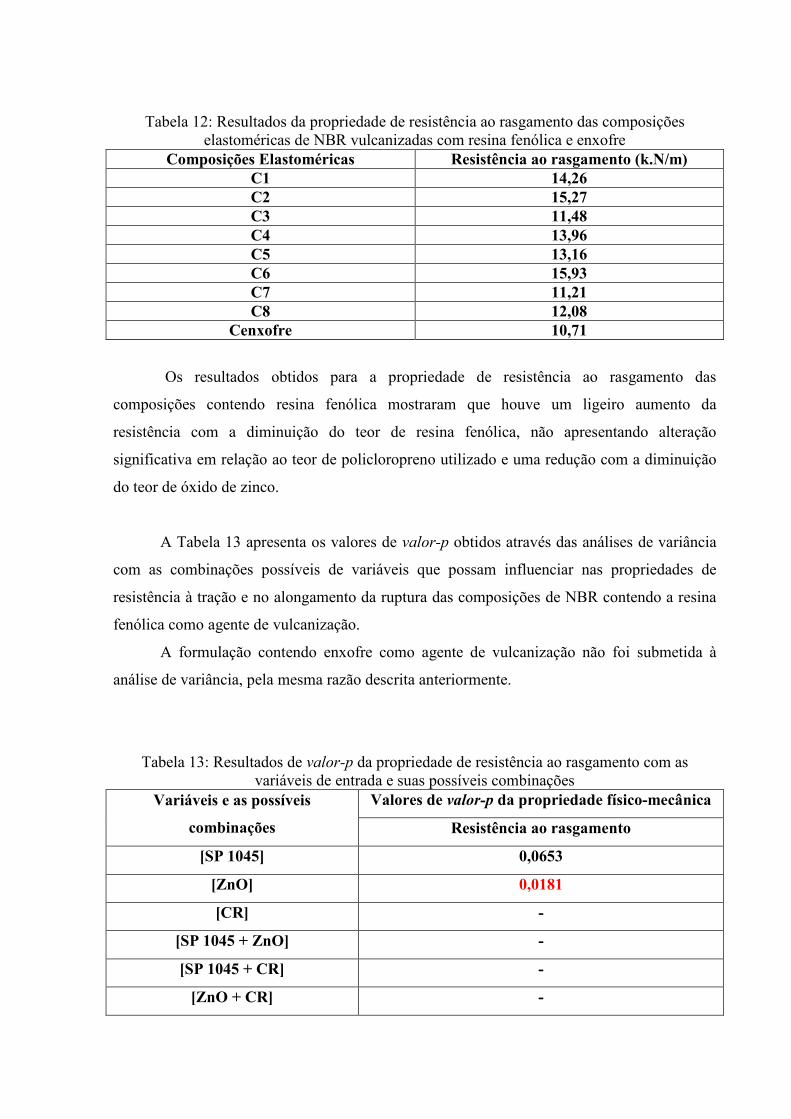
Tabela 12: Resultados da propriedade de resistência ao rasgamento das composições elastoméricas de NBR vulcanizadas com resina fenólica e enxofre
Composições Elastoméricas Resistência ao rasgamento (k.N/m) C1 14,26 C2 15,27 C3 11,48 C4 13,96 C5 13,16 C6 15,93 C7 11,21 C8 12,08
Cenxofre 10,71
Os resultados obtidos para a propriedade de resistência ao rasgamento das
composições contendo resina fenólica mostraram que houve um ligeiro aumento da
resistência com a diminuição do teor de resina fenólica, não apresentando alteração
significativa em relação ao teor de policloropreno utilizado e uma redução com a diminuição
do teor de óxido de zinco.
A Tabela 13 apresenta os valores de valor-p obtidos através das análises de variância
com as combinações possíveis de variáveis que possam influenciar nas propriedades de
resistência à tração e no alongamento da ruptura das composições de NBR contendo a resina
fenólica como agente de vulcanização.
A formulação contendo enxofre como agente de vulcanização não foi submetida à
análise de variância, pela mesma razão descrita anteriormente.
Tabela 13: Resultados de valor-p da propriedade de resistência ao rasgamento com as variáveis de entrada e suas possíveis combinações
Variáveis e as possíveis
combinações
Valores de valor-p da propriedade físico-mecânica
Resistência ao rasgamento
[SP 1045] 0,0653
[ZnO] 0,0181
[CR] -
[SP 1045 + ZnO] -
[SP 1045 + CR] -
[ZnO + CR] -

14,2615,27
11,48
13,9613,16
15,93
11,2112,08
10,71
0
2
4
6
8
10
12
14
16
18
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Resistência ao rasgamento (k.N/m)
Os resultados da análise de variância confirmaram a última observação feita, que
mostrou que o teor de óxido de zinco foi a única variável que influenciou na resistência ao
rasgamento das composições elastoméricas. Entende-se que houve uma boa dispersão do
óxido de zinco, em menores quantidades na matriz nitrílica, resultando em um aumento da
resistência do material. Segundo estudos realizados a dispersão do sistema ativador é mais
favorecida na matriz nitrílica [43].
Na composição contendo enxofre, o valor encontrado ficou relativamente próximo aos
resultados encontrados para as composições com resina fenólica, sugerindo que nessa
composição também houve uma boa dispersão do sistema ativador.
O Gráfico 5 mostra os resultados obtidos para a propriedade de resistência ao
rasgamento das composições elastoméricas de NBR com os dois sistemas de vulcanização
empregados.
Gráfico 5: Resistência ao rasgamento das composições elastoméricas de NBR com os dois sistemas de vulcanização empregados
A Tabela 14 apresenta os resultados obtidos para a propriedade de dureza das
composições elastoméricas de NBR contendo resina fenólica e enxofre como sistemas de
vulcanização empregados.

Tabela 14: Resultados da propriedade de dureza das composições elastoméricas de NBR vulcanizadas com resina fenólica e enxofre
Composições Elastoméricas Dureza (Shore A) C1 45 C2 43 C3 45 C4 43 C5 42 C6 41 C7 44 C8 38
Cenxofre 34
Os resultados obtidos para a propriedade de dureza das composições elastoméricas
com diferentes teores de resina fenólica e de policloropreno estão muito próximos, indicando
que a variação nos teores dos componentes das composições não influenciou de maneira
significativa nessa propriedade.
A Tabela 15 apresenta os valores de valor-p obtidos através das análises de variância
com as combinações possíveis de variáveis que possam influenciar nas propriedades de
resistência à tração e no alongamento da ruptura das composições de NBR contendo a resina
fenólica como agente de vulcanização.
A formulação contendo enxofre como agente de vulcanização não foi submetida à
análise de variância, pela mesma razão já descrita anteriormente.
Tabela 15: Resultados de valor-p da propriedade de dureza com as variáveis de entrada e suas possíveis combinações
Variáveis e as possíveis
combinações
Valores de valor-p da propriedade físico-mecânica
Dureza
[SP 1045] 0,0025
[ZnO] -
[CR] 0,0025
[SP 1045 + ZnO] 0,0648
[SP 1045 + CR] 0,2245
[ZnO + CR] -

4543
4543 42 41
44
38
34
0
10
20
30
40
50
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Dureza (Shore A)
A análise de variância mostrou que houve a influência da presença da resina fenólica e
do policloropreno de maneira igual, principalmente em maiores quantidades de ambos os
componentes. A presença de um material rígido como a resina fenólica, e do policloropreno
com alto peso molecular, contribuíram para a elevação da dureza final do material.
O valor da dureza final obtido para a composição vulcanizada com enxofre foi menor
em relação às composições vulcanizadas com resina fenólica. Esse resultado está de acordo
com o esperado, devido à ausência da resina fenólica e do policloropreno nessa composição.
O Gráfico 6 mostra os resultados obtidos para a propriedade de dureza das
composições elastoméricas de NBR com os dois sistemas de vulcanização empregados.
Gráfico 6: Dureza das composições elastoméricas de NBR com os dois sistemas de vulcanização empregados

4.3 Avaliação das propriedades físico-mecânicas após o envelhecimento
Nesta etapa da Dissertação foram analisadas as seguintes propriedades: resistência à
tração (MPa), alongamento na ruptura (%) e módulos a 100 e 300% (MPa), após a etapa de
envelhecimento das composições elastoméricas contendo resina fenólica (C1 a C8) e enxofre
(Cenxofre) como sistemas de vulcanização empregados.
A Tabela 16 apresenta os resultados obtidos após a etapa de envelhecimento para as
propriedades de resistência à tração e alongamento na ruptura das composições elastoméricas
de borracha nitrílica contendo resina fenólica e enxofre como sistemas de vulcanização
empregados.
Tabela 16: Resultados das propriedades de resistência à tração e alongamento na ruptura das composições elastoméricas de NBR após o envelhecimento
Composições
Elastoméricas Resistência à tração (MPa) Alongamento na ruptura (%)
C1 21,52 300
C2 19,82 350
C3 21,55 280
C4 21,67 350
C5 16,68 250
C6 22,48 400
C7 20,20 300
C8 17,76 400
Cenxofre 15,22 500
Os resultados encontrados para a propriedade de resistência à tração após o
envelhecimento, para as composições vulcanizadas com resina fenólica, revelaram que
ocorreu uma pós-vulcanização do material. A resina fenólica foi novamente ativada através
dos grupamentos metilol (-CH2-OH), que ainda não haviam sido ativados na etapa de
vulcanização. Devido à ocorrência da pós-vulcanização, houve um aumento na rigidez do
material, resultando em valores mais altos dessa propriedade em relação aos obtidos antes do
envelhecimento, conforme apresentado na Tabela 9 desta Dissertação.

21,5219,82
21,55 21,67
16,68
22,48
20,2
17,76
15,22
0
5
10
15
20
25
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Resistência á tração (MPa)
Estudos realizados anteriormente por pesquisadores revelaram que após a etapa de
vulcanização, foram identificadas ligações cruzadas adicionais na estrutura da borracha
nitrílica [44].
O resultado encontrado para a composição contendo enxofre, praticamente não se
alterou, em relação ao obtido antes do envelhecimento, devido justamente à inexistência de
sítios ativos para uma possível pós-vulcanização do material.
O que pode acontecer com materiais vulcanizados com enxofre, durante a fase de
envelhecimento, é a ocorrência de oxidação, com posterior degradação, em função do tempo e
da temperatura empregados [45]. No caso da composição com enxofre analisada não foi
detectado a ocorrência de oxidação, uma vez que, não houve uma variação significativa no
resultado apresentado.
O Gráfico 7 mostra os resultados obtidos para a propriedade de resistência à tração das
composições elastoméricas de NBR com os dois sistemas de vulcanização empregados.
Gráfico 7: Resistência à tração das composições elastoméricas de NBR após o envelhecimento com os dois sistemas de vulcanização empregados

300350
280
350
250
400
300
400
500
0
100
200
300
400
500
600
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Alongamento na ruptura (%)
Os resultados encontrados para a propriedade de alongamento na ruptura após a etapa
de envelhecimento para as composições vulcanizadas com resina fenólica apresentaram uma
redução nos valores, quando comparado com os valores obtidos antes do envelhecimento,
como apresentado na Tabela 9. Como mencionado anteriormente, com uma rigidez maior
adquirida durante a fase de envelhecimento, a estrutura da borracha nitrílica se tornou menos
elástica, contribuindo para uma redução do alongamento na ruptura.
Em relação à composição vulcanizada com enxofre, não houve variação no valor
encontrado para o alongamento na ruptura após a etapa de envelhecimento. Indicando que o
material não sofreu nenhuma alteração durante o envelhecimento.
Outros pesquisadores comprovaram através de estudos que durante a etapa de
envelhecimento, ocorre a oxidação do material, preferencialmente, nas unidades do butadieno
[46].
O Gráfico 8 mostra os resultados obtidos para a propriedade de alongamento na
ruptura das composições elastoméricas de NBR com os dois sistemas de vulcanização
empregados.
Gráfico 8: Alongamento na ruptura das composições elastoméricas de NBR após o envelhecimento com os dois sistemas de vulcanização empregados

A Tabela 17 apresenta os resultados obtidos após a etapa de envelhecimento para as
propriedades dos módulos a 100 e 300% das composições elastoméricas de NBR contendo
resina fenólica e enxofre como sistemas de vulcanização empregados.
Tabela 17: Resultados das propriedades dos módulos a 100 e 300% das composições elastoméricas de NBR após o envelhecimento
Composições
Elastoméricas Módulo a 100% (MPa) Módulo a 300% (MPa)
C1 12,30 20,39
C2 10,25 17,87
C3 12,06 -
C4 10,12 18,06
C5 10,95 -
C6 9,31 16,40
C7 10,84 21,13
C8 8,20 14,93
Cenxofre 7,53 11,35
Os resultados encontrados para as propriedades dos módulos a 100 e 300% após a fase
de envelhecimento para as composições vulcanizadas com resina fenólica, corroboraram os
resultados encontrados para a resistência à tração. A pós-vulcanização ocorrida durante o
envelhecimento, forneceu à borracha nitrílica uma maior rigidez, aumentando a resistência do
material, contribuindo para um aumento dos módulos.
Devido ao alongamento na ruptura ter sido inferior a 300%, não houve registro de
leitura para a propriedade do módulo a 300% das composições C3 e C5.
Estudos realizados por pesquisadores constataram um aumento nos valores para a
tensão na ruptura e do módulo a 300%, após a etapa de envelhecimento, sugerindo que
durante essa fase tenha ocorrido uma pós-vulcanização dos materiais [43].
Os resultados obtidos para as propriedades dos módulos a 100 e 300% após o
envelhecimento para a composição vulcanizada com enxofre, praticamente não apresentaram
variação em relação aos valores encontrados antes do envelhecimento, indicando mais uma
vez, a inexistência de sítios ativos para uma pós-vulcanização do material.

12,0610,95
20,39
17,87 18,0616,4
21,13
14,93
11,3512,310,25 10,12 9,31 10,84
8,2 7,53
0
5
10
15
20
25
C1
C2
C3
C4
C5
C6
C7
C8
Cenxofre
Composições Elastoméricas
Módulos a 100 e 300% (MPa) Módulo a 100%
Módulo a 300%
O Gráfico 9 mostra os resultados obtidos para a propriedade de módulos a 100 e 300%
das composições elastoméricas de NBR com os dois sistemas de vulcanização empregados.
Gráfico 9: Módulos a 100 e 300% das composições elastoméricas de NBR após o envelhecimento com os dois sistemas de vulcanização empregados
4.4 Análise Fractográfica
Nesta parte da Dissertação foram avaliadas as fraturas resultantes dos ensaios de
resistência à tração das amostras vulcanizadas com resina fenólica e com enxofre. As
amostras contendo resina fenólica utilizadas para essa análise foram obtidas após uma média
realizada entre as oito composições submetidas aos testes mecânicos de resistência à tração,
nas etapas anterior e posterior ao envelhecimento, uma vez que os resultados apresentados
foram muito próximos entre. Para avaliação das superfícies fraturadas foram selecionadas
duas amostras contendo resina fenólica e duas amostras contendo enxofre, sendo utilizada
uma amostra anterior e a outra posterior a etapa de envelhecimento com os dois sistemas de
vulcanização.

A Figura 31 mostra as fotomicrografias das amostras contendo resina fenólica como
agente de vulcanização, antes e após a etapa de envelhecimento, respectivamente, com uma
magnitude de ampliação de 500x.
(a) (b)
Figura 31: Fotomicrografias de MEV das amostras de NBR contendo resina fenólica como agente de vulcanização, antes (a) e após (b) o envelhecimento
Pode ser observada na fotomicrografia da Figura (a), antes da fase de envelhecimento,
uma grande quantidade de resina fenólica não incorporada na matriz polimérica e um ponto
de início de propagação de trinca na amostra. Nessa fase as composições apresentaram
resultados de resistência à tração em torno de 2 MPa.
Em relação à fotomicrografia da Figura (b), após a etapa de envelhecimento, observa-
se que a superfície da matriz polimérica ficou extremamente lisa com apenas a presença da
fratura. Esse resultado comprova que de fato ocorreu uma pós-vulcanização da borracha
nitrílica durante a etapa de envelhecimento, corroborando os valores encontrados para a
propriedade de resistência à tração que ficaram em torno de 20MPa.

A Figura 32 mostra as fotomicrografias das amostras contendo enxofre como agente
de vulcanização, antes e após a etapa de envelhecimento, respectivamente, com uma
magnitude de ampliação de 100x.
(a) (b)
Figura 32: Fotomicrografias de MEV das amostras de NBR contendo enxofre como agente de
vulcanização, antes (a) e após (b) o envelhecimento
Na análise da microscopia eletrônica de varredura da Figura (a) contendo enxofre
antes do envelhecimento, é notada uma superfície relativamente lisa, com a presença de ponto
de fratura na parte superior da amostra, e apresentando pequenas trincas.
Na fotomicrografia após a etapa de envelhecimento, apresentada na Figura (b), pode-
se observar também a presença da fratura com uma superfície relativamente lisa.
As duas fotomicrografias apresentaram as superfícies praticamente iguais. Esses
resultados estão de acordo com os valores encontrados para a propriedade de resistência à
tração, antes e após o envelhecimento, que ficaram em 15 MPa.

1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
4.5 Avaliação das propriedades reológicas
Esta parte da Dissertação avaliou a variação do módulo complexo dinâmico (G*) sob
varredura de deformação das composições de borracha de butadieno-acrilonitrila vulcanizadas
com resina fenólica apresentadas na Tabela 3 da parte de Materiais e Métodos. Esse teste
possibilitou avaliar a existência de homogeneidade das composições, comportamento das
curvas à deformação aplicada e o limite entre as regiões linear e não-linear das amostras
analisadas.
O módulo complexo dinâmico é a relação entre o módulo elástico dinâmico (G’) e o
módulo viscoso dinâmico (G”), através da equação:
(G*)2 = (G’)2 + (G”)2 Equação (6)
A seguir são apresentados os Gráficos (10 a 17) das composições elastoméricas
utilizando a resina fenólica como agente de vulcanização.
Gráfico 10: Módulo complexo versus varredura de deformação da composição 1

1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
Gráfico 11: Módulo complexo versus varredura de deformação da composição 2
Gráfico 12: Módulo complexo versus varredura de deformação da composição 3
Gráfico 13: Módulo complexo versus varredura de deformação da composição 4

1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amosrtra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
Gráfico 14: Módulo complexo versus varredura de deformação da composição 5
Gráfico 15: Módulo complexo versus varredura de deformação da composição 6
Gráfico 16: Módulo complexo versus varredura de deformação da composição 7

1
10
100
1000
0,1 1 10 100 1000
Deformação (%)
G* (kPa)
Amostra A, Varredura 1
Amostra A, Varredura 2
Amostra B, Varredura 1
Amostra B, Varredura 2
Gráfico 17: Módulo complexo versus varredura de deformação da composição 8
Os resultados encontrados para as composições vulcanizadas com resina fenólica,
podem ser avaliados nos seguintes aspectos:
A avaliação pela sobreposição das curvas indica que todas as composições
apresentaram homogeneidade entre as duas amostras analisadas, nas varreduras de
deformação nos dois ciclos empregados.
Um outro aspecto avaliado foi a existência de um comportamento linear para todas
as amostras, o que traduz que o módulo foi independente da deformação aplicada, que é uma
característica dos polímeros sem carga, até chegar próximo dos 10% de deformação. A partir
desse ponto, as amostras começaram apresentar um desvio de linearidade, o que denota que
nessa região começou a ocorrer um comportamento viscoelástico não-linear.
A viscoelasticidade não-linear ocorre a partir de uma deformação aplicada acima
de uma deformação crítica medida anteriormente, na qual o módulo do material começa a
mudar através de uma varredura de deformação sob condições constantes de temperatura e
freqüência [47]. No presente estudo a deformação crítica ficou em torno de 10%.
No gráfico de módulo complexo versus varredura de deformação da composição C6,
observa-se um ponto a baixa deformação (<1%) fora da curva. Esse ponto foi devido à
sensibilidade do equipamento a baixas deformações.
5. Conclusões
Os resultados obtidos para as composições elastoméricas contendo resina fenólica
como agente de vulcanização, levaram às seguintes conclusões:
A presença da resina fenólica promoveu um aumento do torque máximo e uma
redução do tempo ótimo de vulcanização, em particular nas composições com maior teor de
resina. Foi observado um aumento no valor de torque mínimo nas composições em que o teor
de policloropreno foi maior, o que contribuiu para que houvesse um aumento da viscosidade
do meio reacional. Através da análise de variância foi comprovada que a presença da resina
fenólica e do policloropreno influenciaram nas propriedades reométricas dos materiais.
Em relação às propriedades físico-mecânicas ficou comprovado que a resina fenólica
tornou os materiais mais rígidos, confirmado pelos resultados encontrados para a resistência à
tração e módulos a 100 e 300%. Para o alongamento na ruptura, as composições com menor
teor de resina apresentaram maior elasticidade. Na resistência ao rasgamento, foi verificado
que houve um ligeiro aumento com a diminuição do teor de resina fenólica. Os valores
obtidos para a dureza comprovaram que a presença da resina fenólica e do policloropreno
contribuíram de maneira igual para a dureza final. Os resultados obtidos pela análise de
variância mostraram que a resina fenólica e o policloropreno foram as variáveis que mais
influenciaram nas propriedades mecânicas dos materiais.
Durante a fase de envelhecimento das amostras, houve a ocorrência de uma pós-
vulcanização dos materiais, comprovada pelos resultados obtidos para a resistência à tração e
módulos a 100 e 300%. Esses resultados foram confirmados pelas análises de microscopia
eletrônica de varredura das superfícies fraturadas das amostras.
Na avaliação das propriedades reológicas foi observado que todas as composições
apresentaram homogeneidade durante o ensaio de varredura de deformação, sob temperatura e
freqüência constantes. Em torno dos 10% de deformação ocorreu a transição da região de
viscoelasticidade linear para a não-linear.

No caso da composição elastomérica contendo enxofre como agente de vulcanização,
os resultados mostraram que:
Na alta temperatura de vulcanização empregada, o tempo ótimo de vulcanização foi
reduzido, assim como o torque máximo.
Em relação às propriedades físico-mecânicas, o valor obtido de resistência à tração foi
muito superior ao das composições contendo resina fenólica. Tal comportamento também foi
verificado nos resultados dos módulos a 100 e 300%. O valor obtido para o alongamento na
ruptura foi ligeiramente superior. Para a resistência ao rasgamento, o valor encontrado ficou
relativamente próximo aos resultados obtidos para as composições com resina fenólica.
Devido à ausência da resina fenólica e do policloropreno, o valor da dureza ficou abaixo em
relação às composições vulcanizadas com resina fenólica.
O processo de envelhecimento, praticamente não alterou os valores de resistência à
tração, módulos a 100 e 300% e alongamento na ruptura da composição.

Referências
[1] FRANTA I. Elastomers and rubber compounding materials. Introductory part. 1989; 1.
[2] Anuário Brasileiro da Borracha. Artefatos Leves. Editora: Borracha Atual. Ano II. 1997;
12: 10-11.
[3] TOTH W. J.; Chang J. P.; Zanichelli C. Finite element evaluation of the state of cure in a
tire. Editora: Tire Science & Technology. TSTCA 19. 1991; 19(4).
[4] Dicionário Wikipedia. Disponível em: <http://www.wikipedia.org>. Acesso em: nov.
2005.
[5] SPERLING L. H. Introduction to physical polymer science. New York: John Wiley &
Sons, Inc. 2nd ed. 1992.
[6] FURTADO A. M. de S. Vulcanização da borracha com compostos difuncionais. Instituto
de Química da Universidade do Estado do Rio de Janeiro. UERJ. Abril. 2001.
[7] DUTTA N. K.; Tripathy D. K. Influence of curing systems on the properties of
bromobutyl rubber: Part III – Effect of different types of curing systems on the cure
characteristics, physical properties and thermo-oxidative degradation characteristics. Polymer
Degradation and Stability. 1992; 36(1): 73-80.
[8] VOLINTIRU T.; Ivan G.; Bugaru E. Vulcanization kinetics of nitrile rubber by
alkylphenol-formaldehyde resin. Revue Roumaine de Chimie. 1993; 38(3): 337-342.
[9] DA COSTA H. M.; Visconte L. L. Y.; Nunes R. C. R.; Furtado C. R. G. Aspectos
históricos da vulcanização. Polímeros: Ciência e Tecnologia. 2003; 13(2): 125-129.
[10] HILLS D. A. Heat transfer and vulcanization of rubber. London: Applied Science
Publishers Ltd. 1971.

[11] FURTADO A. M. de S.; Peres A. C. C.; Nunes R. C. R.; Visconte L. L. Y.; Furtado C.
R. G. Avaliação no processo de cura da borracha nitrílica (NBR) pela resina fenólica através
do cálculo da constante de cura. Polímeros: Ciência e Tecnologia. 2001; 1(1): 9-15.
[12] BHOWMICK A. K.; Hall M. M.; Benarey H. A. Rubber Products Manufacturing
Technology. Marcel Dekker, Inc. 1994.
[13] MORTON M. The compounding and vulcanization of rubber. Rubber technology.
Robert E. Krieger Publishing Company. Florida.1981; 2.
[14] FRANTA I.; Vondracek P.; Meissner B.; Duchácek V. Compounding materials and
special purpose additives. Elastomers and rubber compounding materials. Elsevier:
Czechoslovakia. 1989; 6.
[15] MANO E. B. Introdução a polímeros. Editora: Edgard Blücher Ltda. São Paulo. 1985.
[16] Resinas fenólicas. Disponível em: <http://www.alquimia.pessoal.bridge.com>. Acesso
em: mar. 2004.
[17] ALBUQUERQUE J. A. C. O plástico na prática. Editora: Sagra. Porto Alegre. 1990.
[18] Phenolic Applications. The Society of the Plastics Industry, Inc. the phenolic division
1997 The Phenolic Advantage. Disponível em:
<http://www.phenolic.org/products/PhenolicsNL.htm>. Acesso em: mar. 2004.
[19] Tintas e vernizes on line. Disponível em: <http://
www.share.geocites.com/tintasevernizes/fenólicas.htm>. Acesso em: jul. 2003.
[20] MILES D. C.; Briston J. H. Polymer technology. Editora: Temple Press Books. London.
1965.
[21] LANGER H. J.; Dunnavant W. R. Foundry resins. Encyclopedia of Polymer Science and
Engineering. Mark H. F.; Bikales N. M.; Overberger C. G.; Menges G. Jonh Wiley and Sons,
Inc. New York. 1990 (7).

[22] Ligantes – Aglomeração de areia para fundição - 7.1.6.3. Disponível em: <Ligante>.
Acesso em: abr. 2004.
[23] Borden – Cellobond® Phenolic resins for rubber applications. April 2004. Disponível em:
<http://www.bordenchem.com>. Acesso em: out. 2005.
[24] Sumitomo Bakelite. Disponível em: <http://www.sumibe.co.jp/english/products>.
Acesso em: out. 2005.
[25] ZAHARESCU T.; Guirginca M.; Jipa S. Radiochemical oxidation of ethylene-propylene
elastomers in the presence of some phenolic antioxidants. Polymer Degradation and Stability.
1999; 63: 245-251.
[26] MEGHEA A.; Guirginca M. Non-conventional antioxidants with a synergistic effect for
protection of some elastomers and their vulcanizates. Polymer Degradation and Stability.
2001; 73: 481-483.
[27] JIANG-QING P.; Jie Z. A study of the ageing behavior of a new polyester – polyether
elastomer. Polymer Degradation and Stability. 1992; 36: 65-72.
[28] FATH M. A. Rubber World. 1993; 15-17.
[29] CHEN C. M.; Verbanc J. J. Acid catalysis in the phenolic resin vulcanization of
unsaturated rubbers. Macromolecules. 1971; 4 (5): 652.
[30] Vulcanizar.com.br. Disponível em: <http://www.vulcanizar.com.br>. Acesso em: set.
2007.
[31] LATTIMER R. P.; Kinser R. A.; Layer R. W.; Rhee C. K. Rubber chemistry and
technology. 1988; 61: 430.
[32] MORTON M. Rubber technology. 3rd ed. Chapman & Hall. 1995: 322-328.

[33] GILLER A. Process for the cross-linking of unsaturated copolymers and ethylene-
propylene terpolymers. US 3.287.440, 22 out. 1964, 22 nov. 1966.
[34] GILLER A. Natural and synthetic rubber vulcanized with a bisphenol resin and a metal
halide. US 3.220.964, 24 nov. 1961, 30 nov. 1965.
[35] MARTINS A. F.; Visconte L. L. Y.; Nunes R. C. R. Propriedades reológicas e dinâmicas
de composições não-vulcanizadas de borracha natural com celulose regenerada. Polímeros:
Ciência e Tecnologia. 2002; 12(4): 295-300.
[36] LATTIMER R. P.; Kinser R. A.; Layer R. W.; Rhee C. K. Rubber chemistry and
technology. 1989; 62: 107-123.
[37] IQS – Industrial quick search. About rubber to metal bonding. Disponível em:
<http://www.bondedtometalrubber.com>. Acesso em: out. 2005.
[38] Acrylonitrile-butadiene rubber (NBR). Properties and Applications. Disponível em:
<http://www.iisrp.com/WebPolymers/07NBR>. Acesso em: set. 2007.
[39] FURTADO C. R. G.; Principais elastômeros de importância industrial. Apostila do
curso de Especialização em polímeros. Universidade do Estado do Rio de Janeiro. Rio de
Janeiro. 2000. Não paginado.
[40] GUERRA B. B.; Furtado C. R. G.; Coutinho F. M. B. Avaliação reológica de
elastômeros e suas composições. Polímeros. São Carlos. 2004; 14(4).
[41] FURTADO C. R. G. Reologia. Apostila do curso de Mestrado em Polímeros.
Universidade do Estado do Rio de Janeiro. Rio de Janeiro. 2005. Não paginado.
[42] Poliuretanos.com.br. Disponível em: <http://www.poliuretanos.com.br>. Acesso em: set.
2007.
[43] MOREIRA V. X.; Soares B. G. Avaliação da incorporação de resíduo de poli(etileno-co-
acetato de vinila) em borracha nitrílica. Polímeros: Ciência e Tecnologia. 2003; 13(1): 54-63.

[44] GARBARCZYK M.; Kuhn W.; Klinowski J.; Jurga S. Characterization of aged nitrile
rubber elastomers by NMR spectroscopy and microimaging. Polymer. 2002; 43: 3169-3172.
[45] CELINA M.; Wise J.; Ottesen D. K.; Clough R. L. Oxidation profiles of thermally aged
nitrile rubber. Polymer Degradation and Stability. 1998; 60: 493-504.
[46] DELOR-JESTIN F.; Barrois-Oudin N.; Cardinet C.; Lacoste J.; Lemaire J. Thermal
ageing of acrylonitrile-butadiene copolymer. Polymer Degradation and Stability. 2000; 70: 1-
4.
[47] DICK J. S.; Pawlowski H. Rubber World. January. 1995: 21.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo