Embed Size (px)
Citation preview

United StatesDepartment ofAgriculture Treatments thatForest Service
ForestProducts
Enhance Physical Laboratory
General Technical
Properties of Wood ReportFPL-GTR-55

Abstract Contents
This paper was prepared for anyone who wants to knowmore about enhancing wood’s physical properties, fromthe amateur wood carver to the president of a forestproducts company.
The authors describe chemical and physical treatmentsof wood that enhance the strength, stiffness, waterrepellency, and stability of wood. Five types oftreatments are described:
1. water-soluble polymers or synthetic resins thatbecome insoluble after curing,
2. organic chemicals or cross-linking agents that bondcell wall polymers,
3. liquid monomers that polymerize in the lumen ofwood cells,
4. compression of wood while heating or curing withresin, and
5. heat
Treatment methods and properties and applications oftreated woods are described in the text andsummarized in a table. Though some of the chemicalreactions described are complex, the language used todescribe them is not. Several terms are defined in aglossary.
Keywords: Modified wood, Impreg, Compreg, PEG,Staypak, Staybwood, methyl methacrylate, epoxy resin,mechanical properties, dimensional stablilty.
September 1987
Rowell, Roger M.; Konkol, Peggy. 1987. Treatments that enhancephysical properties of wood. Gen. Tech. Rep. FPL-GTR-55. Madison, WI:U.S. Department of Agricuiture, Forest Service, Forest ProductsLaboratory; 12 p.
A limited number of free copies of this publication are available to thepublic from the Forest Products Laboratory, One Gifford Pinchot Drive,Madison, WI 53705-2398, Laboratory publications are sent to over 1,000libraries in the United States and elsewhere.
The Laboratory is maintained in cooperation with the University ofWisconsin.
PageIntroduction. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1Water-soluble Polymers and Synthetic Resins.... 1
PolyethyleneGlycol(PEG)impregReferences
Organic Chemicals or Crosslinking Agents thatBond to Cell Walls . . . . . . . . . . . . . . . . . . . . 4
Bonded BulkingChemicalsCross-linkiny ChemicalsReference
Liquid Monomers that Polymerize in theLumens. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
MethylMethacrylateEpoxyResinReferences
Compression of Wood While Heating or Curingwith Resin . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
StaypakCompregReferences
Heat(Staybwood) . . . . . . . . . . . . . . . . . . . . . . . . 9Summary. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
General References . . . . . . . . . . . . . . . . . . . . . . 10
Table 1. Summary of Properties of ModifiedWood. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Glossary. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Caution
Some of the chemicals referred to in this paperare volatile, toxic, and/or flammable. Follow thehandling instructions recommended by themanufacturer.

Treatments thatEnhancePhysicalProperties of Wood1
Roger M. Rowell, Research ChemistPeggyKonkol,Writer
Forest Products Laboratory, Madison, WI
Introduction
Wood is one of the few natural products that man hasused throughout history without having to modify itsproperties. In recent years, however, several treatmentshave been developed to modify wood for specialapplications. For example, Impreg, the commercialterm for wood treated with water-soluble polymers, isoften used for electrical control equipment because ofits electrical resistance. This report describes fivetreatments that alter the physical properties of woodand thus affect Its strength, stability, stiffness, andwater repellency: (1)water-soluble polymers orsynthetic resins (polyethylene glycol (PEG), Impreg); (2)organic chemicals or cross-linking agents that bondcell wall polymers; (3) liquid monomers that polymerizein the lumen of wood cells (methyl methacrylate, epoxyresin); (4) compression of wood while heating or curingwith resin (Staypak, Compreg); (5) heat (Staybwood).
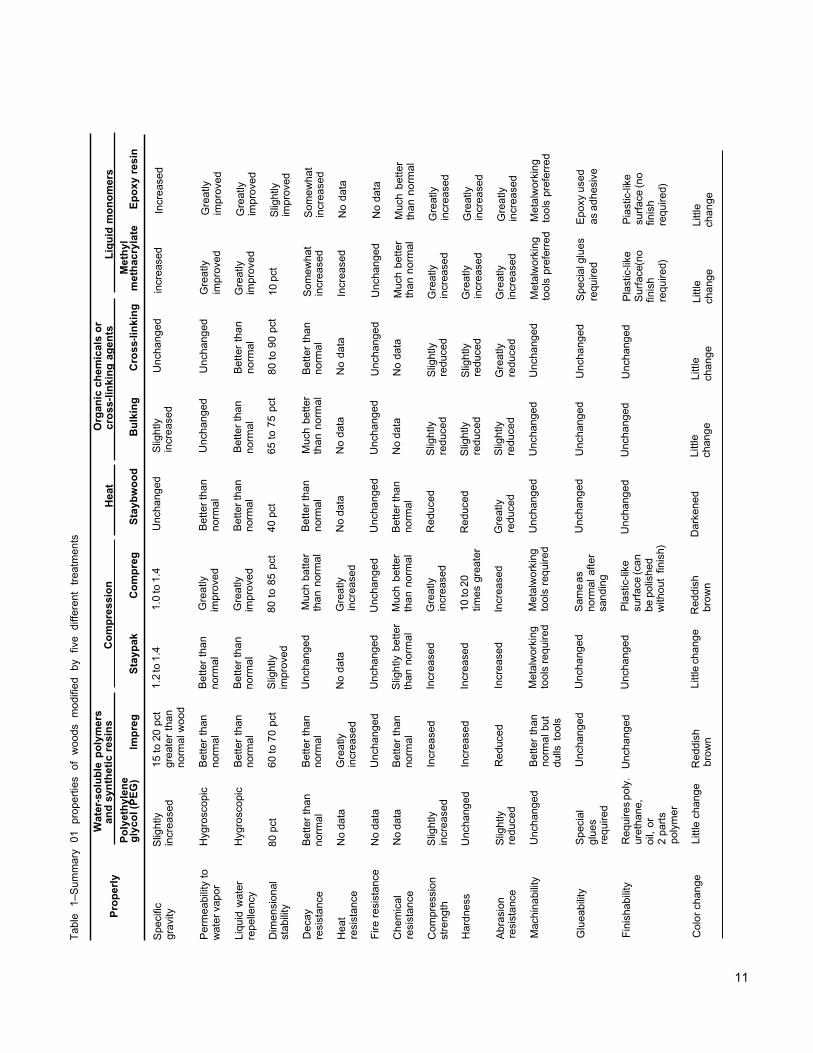
The Forest Products Laboratory receives manyrequests for information on wood that has beenmodified by one or more of the five treatments listedabove. This report presents an overview of theproperties and applications of wood modified by thesemethods. Sources for more detailed information aboutmodifled woods are given at the end of each treatment.General references about wood properties, woodchemistry, and dimensional stability are listed at theend of the report. The glossary contains definitions ofmany less familiar terms. Table 1 summarizes theProperties of wood as they are modified by these fivemethods.
1The original article by A. J. Stamm, "Modified Woods," first appearedin the 1948 edition of Modern Plastics Encyclopedia. The presentreport is a revision of Report No. 2192 (1962).
Water-Soluble Polymersand Synthetic: Resins
Impregnating wood with water-soluble chemicals, suchas PEG, or with synthetic resins that become waterinsoluble after curing (Impreg) results in dimensionalstability by keeping the wood in a partially orcompletely swollen state. Treating wood with resinsalso improves its strength and water repellency.
Polyethylene Glycol (PEG)
PEG, also known as carbowax, is a white, wax-likechemical that resembles paraffin. PEG 1000 has anaverage molecular weight of 1,000 (a molecule smallenough to penetrate the cell wall), melts at 104 °F(40 °C), dissolves readily in warm water, Isnoncorrosive, odorless, and colorless, and has a veryhigh fire point (580 °F, 305 °C). in this paper, PEGrefers to PEG 1000.
PEG is usually used with green wood (Fig. 1). Pressureis not needed because the treatment is based ondiffusion. PEG is dissolved in water at a concentrationof 30 or 50 percent by weight. The treating solution isusually mixed and used In a plastic container (plastictrash container or a wooden box lined with athick-walled polyethylene bag or sheet) that is largeenough so that the entire wood piece can becompletely submerged in treating the solution. Thesolution can be used many times; however, after eachapplication. more solid PEG is added to the treatingtank to bring the concentration back to 30 percent(specific gravity 1.05 at 60 °F, 15 °C) or 50 percent(specific gravity 1.09 at 60 °F, 15 °C). Treating timesare adjusted to achieve uniform uptakes of 25 to30 percent of the treating solution. based on dry weightof wood.
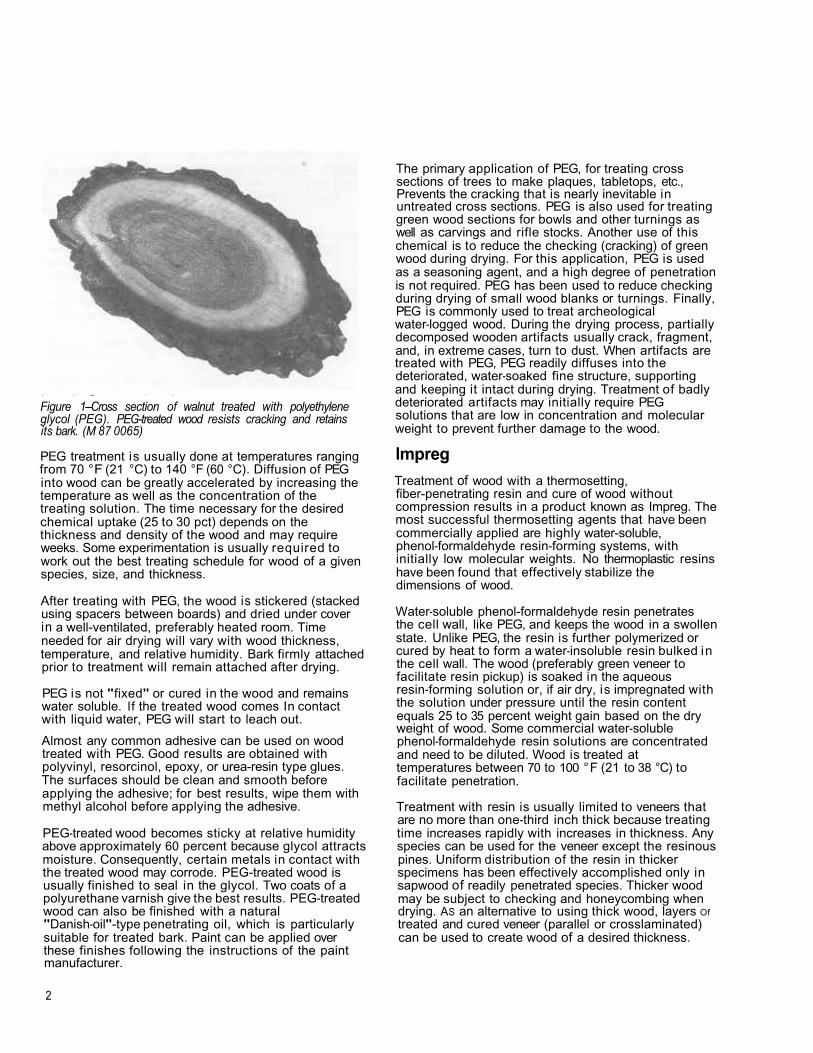
Figure 1–Cross section of walnut treated with polyethyleneglycol (PEG). PEG-treated wood resists cracking and retainsits bark. (M 87 0065)
PEG treatment is usually done at temperatures rangingfrom 70 °F (21 °C) to 140 °F (60 °C). Diffusion of PEGinto wood can be greatly accelerated by increasing thetemperature as well as the concentration of thetreating solution. The time necessary for the desiredchemical uptake (25 to 30 pct) depends on thethickness and density of the wood and may requireweeks. Some experimentation is usually required towork out the best treating schedule for wood of a givenspecies, size, and thickness.
After treating with PEG, the wood is stickered (stackedusing spacers between boards) and dried under coverin a well-ventilated, preferably heated room. Timeneeded for air drying will vary with wood thickness,temperature, and relative humidity. Bark firmly attachedprior to treatment will remain attached after drying.
PEG is not "fixed" or cured in the wood and remainswater soluble. If the treated wood comes In contactwith liquid water, PEG will start to leach out.
Almost any common adhesive can be used on woodtreated with PEG. Good results are obtained withpolyvinyl, resorcinol, epoxy, or urea-resin type glues.The surfaces should be clean and smooth beforeapplying the adhesive; for best results, wipe them withmethyl alcohol before applying the adhesive.
PEG-treated wood becomes sticky at relative humidityabove approximately 60 percent because glycol attractsmoisture. Consequently, certain metals in contact withthe treated wood may corrode. PEG-treated wood isusually finished to seal in the glycol. Two coats of apolyurethane varnish give the best results. PEG-treatedwood can also be finished with a natural"Danish-oil"-type penetrating oil, which is particularlysuitable for treated bark. Paint can be applied overthese finishes following the instructions of the paintmanufacturer.
2
The primary application of PEG, for treating crosssections of trees to make plaques, tabletops, etc.,Prevents the cracking that is nearly inevitable inuntreated cross sections. PEG is also used for treatinggreen wood sections for bowls and other turnings aswell as carvings and rifle stocks. Another use of thischemical is to reduce the checking (cracking) of greenwood during drying. For this application, PEG is usedas a seasoning agent, and a high degree of penetrationis not required. PEG has been used to reduce checkingduring drying of small wood blanks or turnings. Finally,PEG is commonly used to treat archeologicalwater-logged wood. During the drying process, partiallydecomposed wooden artifacts usually crack, fragment,and, in extreme cases, turn to dust. When artifacts aretreated with PEG, PEG readily diffuses into thedeteriorated, water-soaked fine structure, supportingand keeping it intact during drying. Treatment of badlydeteriorated artifacts may initially require PEGsolutions that are low in concentration and molecularweight to prevent further damage to the wood.
lmpregTreatment of wood with a thermosetting,fiber-penetrating resin and cure of wood withoutcompression results in a product known as Impreg. Themost successful thermosetting agents that have beencommercially applied are highly water-soluble,phenol-formaldehyde resin-forming systems, withinitially low molecular weights. No thermoplastic resinshave been found that effectively stabilize thedimensions of wood.
Water-soluble phenol-formaldehyde resin penetratesthe cell wall, like PEG, and keeps the wood in a swollen state. Unlike PEG, the resin is further polymerized orcured by heat to form a water-insoluble resin bulked inthe cell wall. The wood (preferably green veneer tofacilitate resin pickup) is soaked in the aqueousresin-forming solution or, if air dry, is impregnated withthe solution under pressure until the resin contentequals 25 to 35 percent weight gain based on the dryweight of wood. Some commercial water-solublephenol-formaldehyde resin solutions are concentratedand need to be diluted. Wood is treated attemperatures between 70 to 100 °F (21 to 38 °C) tofacilitate penetration.
Treatment with resin is usually limited to veneers thatare no more than one-third inch thick because treatingtime increases rapidly with increases in thickness. Anyspecies can be used for the veneer except the resinouspines. Uniform distribution of the resin in thickerspecimens has been effectively accomplished only insapwood of readily penetrated species. Thicker woodmay be subject to checking and honeycombing whendrying. AS an alternative to using thick wood, layers Oftreated and cured veneer (parallel or crosslaminated)can be used to create wood of a desired thickness.
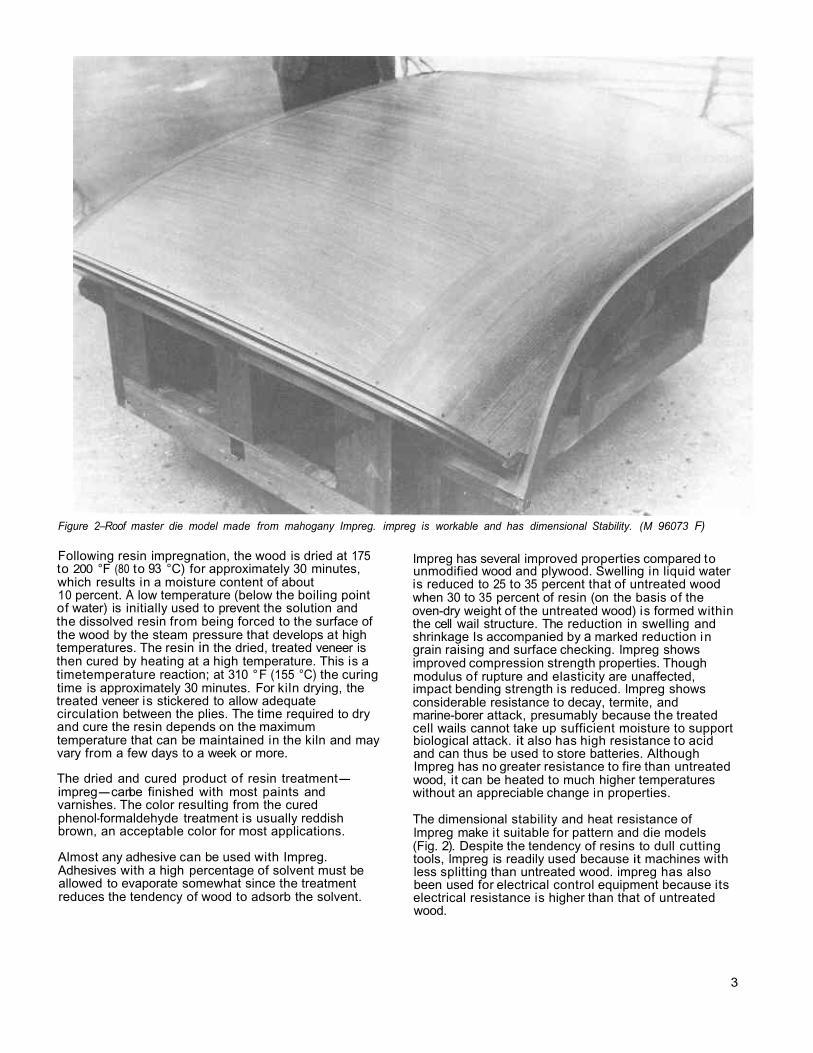
Figure 2–Roof master die model made from mahogany Impreg. impreg is workable and has dimensional Stability. (M 96073 F)
Following resin impregnation, the wood is dried at 175to 200 °F (80 to 93 °C) for approximately 30 minutes,which results in a moisture content of about10 percent. A low temperature (below the boiling pointof water) is initially used to prevent the solution andthe dissolved resin from being forced to the surface ofthe wood by the steam pressure that develops at hightemperatures. The resin in the dried, treated veneer isthen cured by heating at a high temperature. This is atimetemperature reaction; at 310 °F (155 °C) the curingtime is approximately 30 minutes. For kiln drying, thetreated veneer is stickered to allow adequatecirculation between the plies. The time required to dryand cure the resin depends on the maximumtemperature that can be maintained in the kiln and mayvary from a few days to a week or more.
The dried and cured product of resin treatment-impreg-canbe finished with most paints andvarnishes. The color resulting from the curedphenol-formaldehyde treatment is usually reddishbrown, an acceptable color for most applications.
Almost any adhesive can be used with Impreg.Adhesives with a high percentage of solvent must beallowed to evaporate somewhat since the treatmentreduces the tendency of wood to adsorb the solvent.
lmpreg has several improved properties compared tounmodified wood and plywood. Swelling in liquid wateris reduced to 25 to 35 percent that of untreated woodwhen 30 to 35 percent of resin (on the basis of theoven-dry weight of the untreated wood) is formed withinthe cell wail structure. The reduction in swelling andshrinkage Is accompanied by a marked reduction ingrain raising and surface checking. lmpreg showsimproved compression strength properties. Thoughmodulus of rupture and elasticity are unaffected,impact bending strength is reduced. lmpreg showsconsiderable resistance to decay, termite, andmarine-borer attack, presumably because the treatedcell wails cannot take up sufficient moisture to supportbiological attack. it also has high resistance to acidand can thus be used to store batteries. AlthoughImpreg has no greater resistance to fire than untreatedwood, it can be heated to much higher temperatureswithout an appreciable change in properties.
The dimensional stability and heat resistance oflmpreg make it suitable for pattern and die models(Fig. 2). Despite the tendency of resins to dull cuttingtools, lmpreg is readily used because it machines withless splitting than untreated wood. impreg has alsobeen used for electrical control equipment because itselectrical resistance is higher than that of untreatedwood.
3

References
Polyethylene glycol (PEG)
Mitchell, H. L. 1972. How PEG helps the hobbyist whoworks with wood. Madison. WI: U.S. Department ofAgriculture, Forest Service; Forest ProductsLaboratory. 20 p.
Spielman, P. 1960. Working green wood with PEG. NewYork: Sterling Press. 120 p.
lmpreg
Stamm, A. J.; Seborg, R. M. 1962. Resin treated wood-impreg. Rep. No. 1360. Madison, WI: U.S. Departmentof Agriculture, Forest Service, Forest ProductsLaboratory.
Organic Chemicals orCross-linking Agentsthat Bond to Cell Walls
The cell-wall polymers of wood itself can bepermanently bonded by adding an organic chemical tothe hydroxyl groups or by adding a cross-linking agent.These treatments increase stability but can reducestrength and stiffness.
Bonded Bulking Chemicals
Many reactive chemicals have been usedexperimentally to chemically modify wood. Thechemicals that produce the best results can react withwood hydroxyl groups under neutral or mildly alkalineconditions at temperatures below 250 °F (120 °C). Thechemical system should be simple and must becapable of swelling the wood structure to facilitatepenetration. The complete molecule needs to reactquickly with wood components (so that no byproductsare formed) to yield stable chemical bonds. Anhydrides,epoxides, isocyanates, acid chlorides, carboxylic acids,lactones, alkyl chlorides, and nitriles have been usedfor wood modification. Acetylation of wood with aceticanhydride has undergone the most study
Acetylation of wood reactions is usually carried out ondry wood (less than 5 pct moisture) in a pressurecylinder at 230 to 250 °F (110 to 120 °C), using acatalyst to speed up the reaction. At chemical weightgains of approximately 15 percent (based on originaldry weight), the acetylated wood is equal in volume toits original green volume. Acetylation reduces thehygroscopicity of wood; at chemical weight gains of 15to 20 percent, swelling is less than 20 to 25 percentthat of untreated wood. The bonded chemical bulkingresults in dimensional stability.
Acetylation is effective in both heartwood and sapwoodof many hardwood and softwood species. it makes thewood very resistant to attack by fungi, termites, andmarine organisms, and causes very little color change;the color is more stable to sunlight. Acetylation alsoimproves the acoustical properties of wood (Fig. 3).Sound quality is maintained even at high relativehumidity. Acetylated wood can be adhered and finishedlike untreated wood, and mechanical properties arealmost the same as those of untreated wood
The greatest single application of bonded chemicalbulking of the cell wall is in reconstituted productssuch as fiberboard, flakeboard, or particleboard, inwhich standard operating procedures call for dry woodmaterials and small particle size (for ease of chemicalpenetration and recovery).
4

ReferenceRowell, R. M. 1984. Penetration and reactivity of cell
wall components. in: Rowell, R. M., ed. Chemistry ofsolid wood. Advances In Chemistry Series 207,Chap. 4. Washington, DC: American ChemicalSociety: 175-210.
Figure 3–Stereo speakers made with acetylated soundingboards (arrows). Acetylation improves the acousticalproperties of wood. Sound quality is maintained even at highrelative humidity. Photograph by Misato Norimoto, WoodResearch Institute, Kyoto University, Uji, Japan. (MC87 9006)
Cross-linking Chemicals
If Structural units of the wood cell wall are chemicallybound together (cross-linked), the bonds restrain theunits from swelling when moisture is present. One ofthe most widely studied chemical systems forcross-linking is the reaction between wood cell-wailhydroxyls and formaldehyde. Cross-linking can takeplace between hydroxyl groups on the same ordifferent cellulose, hemicellulose, and lignin polymers.The reaction is usually catalyzed with strong acids
At very low cross-linked chemical weight gains (3 to4 pct), swelling in liquid water is reduced about50 percent. At weight gains of 8 to 10 percent, swellingis reduced by about 90 percent.
Formaldehyde cross-linked wood is resistant to attackby fungi at weight gains as low as 5 percent. However,formaldehyde cross-linking greatly reduces strengthand stiffness. The loss in toughness is directlyproportional to the gain in dimensional stability; i.e., a60 percent decrease in toughness is associated with anincrease of 60 percent dimensional stability. Crushingand bending strengths are reduced about 20 percent,and impact bending strength is reduced as much as50 percent. Abrasion resistance is also greatly reduced.Most of the loss in wood strength properties isprobably a result of the hydrolysis of structuralcellulose units by the strong acid catalyst.
Although formaldehyde cross-linking has been usedexperimentally to increase the wet strength of paper,there are no commercial applications at present.
5

Liquid Monomers thatPolymerize in the Lumens
In the chemical modifications described so far, most ofthe chemical resides in cell walls; the lumens (thespaces enclosed by the cell walls) are essentiallyempty. If wood is vacuum impregnated with certainliquid monomers that do not cause swelling and thatare later polymerized by gamma radiation or a catalyst(heat and/or chemical), the resulting polymer residesalmost exclusively In the lumens.
Two different lumen-fill systems are commerciallyavailable: methyl methacrylate (Fig. 4) and epoxy-resin.Both of these treatments increase strength andstiffness. Very little dimensional stability results from(Poly) methyl methacrylation or epoxy resin treatment.
Methyl Methacrylate
Methyl methacrylate is a colorless liquid that boils at212 °F (100 °C). Before treating wood with methylmethacrylate, the wood is placed in a vacuum chamberto remove air from the wood structure. While the woodis Still under vacuum, enough methyl methacrylate(along with a cross-linking agent and catalyst) isintroduced into the chamber to cover the wood. Thevacuum is then released, and the wood is allowed tosoak up the chemical. Soaking time depends on thestructure of the wood being treated.
After impregnation is complete, the woodmonomercomposite is removed (sometimes wrapped inaluminum foil) and placed in an explosion-proof oven ora cobalt-60 source for curing. A free radical catalyst(usually 2,2´-azobisisobutyronitrile (Vazo)) is used in theheating process. Heating time varies with thetemperature of the oven, but can be as low as 140 °F(60 °C).
The resulting wood-plastic composite can have as highas 160 percent weight gain of polymethyl methacrylate,The polymer is almost completely located in thelumen; only minor amounts are in the cell wail.Consequently, polymethyl-methacrylated wood is verywater repellent, but its dimensional stability is onlyabout 10 percent. The specific gravity of the compositeis approximately 1.
Methyl-methacrylated wood is best glued withadhesives developed for plastics. It can be buffed to ahigh polish without varnishing; if scratched, thesurface can be redone because the polymer is locatedthroughout the thickness of the wood. The color ofmethyl-methacrylated wood can be altered by adding adye to the monomer treating solution. Paint can beapplied over the treated wood following the paintmanufacturer's instructions for painting plastics.
The mechanical properties of polymethyl-methacrylatedwood are greatly improved compared to the propertiesof untreated wood. Tensile (both parallel andperpendicular to the grain), impact bending andcompression strengths, modulus of rupture, andhardness are Improved by 100 to 200 percent.
6
Figure 4–Guitar fret board made of black walnut impregnatedwith methyl methacrylate. Hard maple inlays were also treatedwith methyl methacrylate. Methyl methacrylate Increases thehardness of wood and decreases the rate at which moisture isabsorbed by the wood. Photograph by John Meyer, College ofEnvironmental Science and Forestry, State University of NewYork, Syracuse, NY. (MC87 9005)
At present, the main commercial use of this modifiedwood is in parquet flooring. Other applications includearchery bows, billiard cues, golf clubs, musicalinstruments, officeequipment, knife handles, andnovelty items (Fig. 4). Methyl-methacrylated wood issold under several trade names-Acrylic wood,Perma-Grain, and methyl methacrylated-wood plasticcomposite.
In Europe, Japan, Taiwan, and New Zealand, extensiveresearch has been carried out using styrene as themonomer alone or in combination with methylmethacrylate for impregnation. The resultant productsare known as Lignomer in Poland and as Aploid inJapan.

Compression of Wood While Heatingor Curing with Resin
Epoxy Resin
In methyl methacrylation, wood is treated withmonomers that are polymerized after saturation. In thecase of epoxy resin treatment, the resin is alreadypartially polymerized and is cured or hardened withinthe lumen structure. The epoxy resin is a clear solutionwith a consistency at 70 °F (21 °C) that is slightlythicker than varnish. Just before the wood is treatedwith the epoxy resin, the resin is mixed with a hardenerto set the resin. The pot life of the resin and hardenermixture varies from a few minutes to a few hours,depending on the hardener and temperature. Epoxyresin treatment is usually used on veneers because theepoxy resin molecule is too large and viscous topenetrate deeply into the wood structure. Veneers aresoaked or vacuum treated with the resin-hardenersolution, drained, and allowed to cure. The epoxy resincures to a solid state in 5 to 6 hours at roomtemperature. Higher temperatures accelerate the cure.
Veneers can be adhered together after treating butbefore curing, and dyes can be added to theepoxy-hardener solution. Paint can also be appliedfoilowing the paint manufacturer's instructions forpainting plastics.
The epoxy resin acts as a moisture barrier byencapsulating the wood in resin, and the rate at whichthe wood sorbs moisture is greatly retarded. However,this treatment does not increase dimensional stabilitybecause little, if any, of the resin enters the cell wall.
Epoxy resin treatment greatly increases wood'smechanical properties (especially hardness) comparedto untreated wood, making the treated wood suitablefor wooden boat hulls and the outer ply of plywood.Epoxy resin treatment has also been used tostrengthen softened or decayed wood. Saturation andcuring of the resin in decayed wood can partiallyrestore lost strength and stiffness.
References
Methyl methacrylate
Meyer, J. A. Wood-polymer materials. 1984. In: Rowell,R. M., ed. Chemistry of solid wood. Advances inChemistry Series 207, Chap. 6. Washington, DC:American Chemical Society: 257-290.
Epoxy resin
Gougeon, M. 1979. The Gougeon Brothers on boatconstruction. Wood and West System MaterialsMidland, MI: Pendell Printing Inc. 316 p.
Compression of wood while heating (Staypak) or whilecuring with resins (Compreg) greatly improves stability,strength, and stiffness.
Staypak
Staypak is produced by compressing wood underconditions that cause sufficient flow of lignin (thecementing material between the cellulose fibers) torelieve the internal stresses resulting fromcompression. This process greatly reduces thetendency of the wood to swell when wet.
Before compression, thin veneers are conditioned to 30to 65 percent relative humidity. A pressure of 1,400 to1,600 Ib/in2 is applied to the wood at a temperature of340 to 350 °F (170 to 177 °C). Compression time varieswith the thickness of the veneer. For making Staypak,the wood is usually compressed to a specific gravity ofat least 1.3.
Staypak can be made from several wood species, withthe exception of species high in resins. Solid woodshould be flat-grain stock free from knots. Because ofits higher specific gravity, latewood (summerwood) willnot compress to the same extent as earlywood(springwood). Knots are to be avoided since they aredifficult to compress.
Staypak can be glued and finished like untreated wood.The conditions under which the wood is compressedcause appreciable darkening of the wood.
Staypak absorbs water at a slower rate thanuncompressed wood and is more dimensionally stable,but its resistance to biological attack is not increased.Strength properties of Staypak are much higher thanthose of untreated wood. Strength increases almostproportionally to the amount of compression. Tensilestrength both parallel and perpendicular to the grain,modulus of rupture, and elasticity in bending areincreased; the greatest Increase is In impact bendingstrength.
Suitable applications for Staypak are tool handles,mallet heads, and various tooling jigs and dies.Materials similar to Staypak (Lignostone and Lignofol)are produced in Germany. Jicwood and Jablo are twotypes of compressed plywood manufactured inEngland.
7

Compreg
Compreg is resin-treated wood that is compressedwhile the resin is curing in the wood structure.Although several resins have been tried, none has beenmore successful than water-soluble phenol-formaldehyde resin (see section on impreg). Compregis usually made from layers of treated veneers that arecompressed to the desired specific gravity andthickness. Wood for Compreg can also be pressed andcured in a mold.
When Compreg is made from veneers, each veneer istreated with water-soluble phenol formaldehyde to alevel of 25 to 30 percent resin, based on the ovendryweight of wood. The veneers are dried at a temperatureof 175 °F (30 °C) or less so that the resin does not cureduring drying. The resin is cured later during theheating and densification (compression) process. (Incontrast, treated veneers used to make impreg arecured in the final, high-temperature drying process.)When the Compreg panels of treated veneers are mademore than 3 mm thick, their wood moisture contentshould be less than 2 percent to avoid subsequentchecking of the product. Veneer material can have aslightly higher moisture content without subsequentchecking.
Treated veneers are made into high-densityparallel-laminated panels without applying bondingresin between the plies because sufficient resin isexuded from the plies under compression to give agood bond. The pressure required for compressing thepanels depends upon the resin and its volatilecontents, the degree of precure of the resin, and thedistribution of the resin throughout the structure aswell as on the species of wood. Veneer of most speciescan be used to make Compreg at a specific gravity of1.3 to 1.4 (at 25 to 30 pct resin content) by applyingpressures of 1,000 to 1,200 ib/in2 at a temperature of300 °F (150 °C), when the volatile content (percent ofsolution that will evaporate) of the resin is between 2and 4 percent, Panels that are compressed to specificgravities above 1.35 are more subject to checking thanthose compressed at lower specific gravity. Hence,specific gravities greater than 1.4 should be avoided.
Experience has shown that the higher the temperatureduring pressing, the greater the tendency of the panelsto check. The best results have been obtained bypressing at 285 to 300 °F (140 to 150 °C). Thetemperature in the center of the wood should be heldat 300 °F (150 °C) for 30 to 40 min to obtain completecure of most of the resins. Compreg panels that aremore than 3 mm thick should be cured at a lowertemperature to avoid an exothermic resin-curingreaction that could raise the temperature at the centerof the panel to more than 300 °F (150 °C).
Figure 5–Compreg gears. Compreg is tough, hard, andmachinable. (M 87 0064)
Compreg panels can be adhered to each other or toordinary wood after removing the surface residue bysanding or machining. Several adhesives aresatisfactory. Alkaline-catalyzed phenolic and resorcinolglues that set below the boiling point of water are mostsatisfactory and have been used most extensively.Machining is usually done with metalworking toolsbecause normal woodworking tools are quickly dulled
A high degree of polish can be obtained on any cutCompreg surface by sanding with fine sandpaper andthen buffing. The natural finish is highly resistant tosuch organic solvents as alcohol and acetone.
The Compreg wood structure is so densified by resinand compression that the rate and extent of waterabsorption are greatly reduced. Small blocks (1/2 inthick or less) of Compreg (specific gravity 1.35) willswell only 4 to 7 percent in thickness when immersedin water at room temperature. Large blocks (2 in thickor more) do not reach a swelling equilibrium in watereven after 1 year.
8

Heat (Staybwood)
Compreg is very resistant to decay, termites, andmarine borers. It has increased electrical and acidresistance compared to untreated wood and is moreresistant to fire because of its greater density. Flameretardancy can be Increased even more by addingfire-retardant chemicals to the resin treating solution.
The strength properties of Compreg, except for impactbending strength, increase in proportion to theincrease in specific gravity. Abrasion resistance andhardness are significantly higher than that of untreatedwood.
Compreg has been used to form dies, drilling andwelding jigs, nuts and bolts, aircraft parts, gears,pulleys, water-lubricated bearings, fan blades, shuttles,bobbins and picker sticks for looms, instrument basesand cases, electrical insulators, musical instruments,and novelty items (Fig. 5). Compreg is also widely usedfor handles of knives and other utensils, and i t is usedas the outer ply on plywood where abrasion resistanceis needed. The German equivalent of Compreg isknown as Kunstharzschichtholz.
References
Staypak
Seborg, R. M.; Millett, M. A.; Stamm, A. J. 1945.Heat-stabilized compressed wood–StaypakMechanical Engineering. 67(1): 25-31.
Compreg
Stamm, A. J.; Seborg, R. M. 1951. Resin-treatedlaminated, compressed wood–Compreg. Rep.No. 1381. Madison, WI: U.S. Department ofAgriculture, Forest Service, Forest ProductsLaboratory.
Heating wood in a vacuum at high temperaturescauses lignin to flow and hemicellulose decomposition,which produces water-insoluble polymers. Thistreatment increases stability but decreases strength.One such treatment results in a product known asStaybwood.
Staybwood is made by heating wood at temperaturesbetween 200 and 600 °F (93 and 160 °C) in a bath ofmolten metal (50 pct tin, 30 pct lead, and 20 pctcadmium) with a melting point of about 302 °F(150 °C). This alloy does not stick to the wood surface.Sand circulated with dry nitrogen has also been usedto heat veneers with similar results. Heating timesrange from a few minutes at high temperatures to afew hours at lower temperatures. Dimensional stabilityof Staybwood increases as both heating time andtreating temperatures are increased, whereas strengthdecreases. Under conditions thayt reduce swelling andshrinking by 40 percent, toughness is reduced to lessthan half that of untreated wood. Abrasion resistanceis also reduced. Hygroscopicity of Staybwood isgreatly reduced and resistance to decay increased.
Because strength properties are lost in themanufacturing process, Staybwood has not been usedcommercially.
ReferenceStamm,A.J.;Burr,H.K.;Kline,A.A.1960.Heat
stabilized wood–Staybwood. Rep. No. 1621.Madison, WI: U.S. Department of Agriculture, ForestService, Forest Products Laboratory.
9

Summary General References
The five general types of wood treatments described inthis paper enhance the strength, stiffness, waterrepellency, and stability of wood. However, modifiedwoods of all types comprise only a very smallpercentage of commercially used wood. The high costof most modification procedures limits the productionof modified wood to special end uses. Researchersworldwide continue the search to improve existingmodification methods and to develop new ones.
The following publications provide information aboutwood properties and wood chemistry.
Wood PropertiesForest Products Laboratory, Forest Service. 1974. Wood
Handbook: Wood as an engineering material. Agric.Handb. 72. Washington, D C : U.S. Department ofAgriculture; rev. 432 p.
Rowell, R. M.; Youngs, R. L. 1981. Dimensional stabilityof wood in use. Res. Note FPL-.0243. Madison, WI:U.S. Department of Agriculture, Forest Service, ForestProducts Laboratory.
Rowell, R. M.; Banks, W. B. 1985. Water repellency anddimensional stability of wood. Gen. Tech. Rep.FPL-50. Madison, WI: U.S. Department of Agriculture,Forest Service, Forest Products Laboratory.
Wood ChemistryRowell, R. M.. ed. 1984. The chemistry of solid wood.
Advances in Chemistry Series 207. Washington D CAmerican Chemical Society.
10
Tab
le1–
Sum
mar
y01
prop
ertie
sof
woo
dsm
odifi
edby
five
diffe
rent
trea
tmen
ts
Wat
er-s
olu
ble
po
lym
ers
Org
anic
chem
ical
so
r
Pro
per
lyan
dsy
nth
etic
resi
ns
Co
mp
ress
ion
Hea
tcr
oss
-lin
kin
gag
ents
Liq
uid
mo
no
mer
sP
oly
eth
ylen
eM
eth
yl
gly
col(
PE
G)
lmp
reg
Sta
ypak
Co
mp
reg
Sta
ybw
oo
dB
ulk
ing
Cro
ss-li
nki
ng
met
hac
ryla
teE
po
xyre
sin
Spe
cific
Slig
htly
15to
20pc
t1.
2to
1.4
1.0
to1.
4U
ncha
nged
Slig
htly
Unc
hang
edin
crea
sed
Incr
ease
dgr
avity
incr
ease
dgr
eate
rth
anin
crea
sed
norm
alw
ood
Per
mea
bilit
yto
Hyg
rosc
opic
Bet
ter
than
Bet
ter
than
Gre
atly
Bet
tert
han
Unc
hang
edU
ncha
nged
Gre
atly
Gre
atly
wat
erva
por
norm
alno
rmal
impr
oved
norm
alim
prov
edim
prov
ed
Liqu
idw
ater
Hyg
rosc
opic
Bet
ter
than
Bet
ter
than
Gre
atly
Bet
tert
han
Bet
ter
than
Bet
ter
than
Gre
atly
Gre
atly
repe
llenc
yno
rmal
norm
alim
prov
edno
rmal
norm
alno
rmal
impr
oved
impr
oved
Dim
ensi
onal
80pc
t60
to70
pct
Slig
htly
80to
85pc
t40
pct
65to
75pc
t80
to90
pct
10pc
tS
light
lyst
abili
tyim
prov
edim
prov
ed
Dec
ayB
ette
rth
anB
ette
rth
anU
ncha
nged
Muc
hba
tter
Bet
tert
han
Muc
hbe
tter
Bet
ter
than
Som
ewha
tS
omew
hat
resi
stan
ceno
rmal
norm
alth
anno
rmal
norm
alth
anno
rmal
norm
alin
crea
sed
incr
ease
d
Hea
tN
oda
taG
reat
lyN
oda
taG
reat
lyN
oda
taN
oda
taN
oda
taIn
crea
sed
No
data
resi
stan
cein
crea
sed
incr
ease
d
Fire
resi
stan
ceN
oda
taU
ncha
nged
Unc
hang
edU
ncha
nged
Unc
hang
edU
ncha
nged
Unc
hang
edU
ncha
nged
No
data
Che
mic
alN
oda
taB
ette
rth
anS
light
lybe
tter
Muc
hbe
tter
Bet
tert
han
No
data
No
data
Muc
hbe
tter
Muc
hbe
tter
resi
stan
ceno
rmal
than
norm
alth
anno
rmal
norm
alth
anno
rmal
than
norm
al
Com
pres
sion
Slig
htly
Incr
ease
dIn
crea
sed
Gre
atly
Red
uced
Slig
htly
Slig
htly
Gre
atly
Gre
atly
stre
ngth
incr
ease
din
crea
sed
redu
ced
redu
ced
incr
ease
din
crea
sed
Har
dnes
sU
ncha
nged
Incr
ease
dIn
crea
sed
10to
20R
educ
edS
light
lyS
light
lyG
reat
lyG
reat
lytim
esgr
eate
rre
duce
dre
duce
din
crea
sed
incr
ease
d
Abr
asio
nS
light
lyR
educ
edIn
crea
sed
Incr
ease
dG
reat
lyS
light
lyG
reat
lyG
reat
lyG
reat
lyre
sist
ance
redu
ced
redu
ced
redu
ced
redu
ced
incr
ease
din
crea
sed
Mac
hina
bilit
yU
ncha
nged
B
ette
rth
anM
etal
wor
king
Met
alw
orki
ngU
ncha
nged
Unc
hang
edU
ncha
nged
Met
alw
orki
ngM
etal
wor
king
norm
albu
tto
ols
requ
ired
tool
sre
quire
dto
ols
pref
erre
dto
ols
pref
erre
ddu
llsto
ols
Glu
eabi
lity
Spe
cial
Unc
hang
edU
ncha
nged
Sam
eas
Unc
hang
edU
ncha
nged
Unc
hang
edS
peci
algl
ues
Epo
xyus
edgl
ues
norm
alaf
ter
requ
ired
asad
hesi
vere
quire
dsa
ndin
g
Fin
isha
bilit
yR
equi
res
poly
.U
ncha
nged
Unc
hang
edP
last
ic-li
keU
ncha
nged
Unc
hang
edU
ncha
nged
Pla
stic
-like
Pia
stic
-like
uret
hane
,su
rfac
e(c
anS
urfa
ce(n
osu
rfac
e(n
ooi
l,or
bepo
lishe
dfin
ish
finis
h2
part
sw
ithou
tfin
ish)
requ
ired)
requ
ired)
poly
mer
Col
orch
ange
Littl
ech
ange
Red
dish
Littl
ech
ange
Red
dish
Dar
kene
dLi
ttle
Littl
eLi
ttle
Littl
ebr
own
brow
nch
ange
chan
gech
ange
chan
ge
11

Glossary
Abrasionresistance. Resistancetowearing.
Acetylation. A chemical reaction between a hydroxylgroup and a reactive chemical resulting in an acetate
Cellulose. The principal carbohydrate chemicalconstituent of the cell walls of wood, forming 40 to50 percent of the whole. It is used for a variety ofpurposes: paper, cellophane, celluloid, clothing,explosives, glass substitutes, lacquer, etc.
Compression strength. Strength of wood as a supportcolumn.
Cross-linking agent. A chemical which causes twopolymers to link up with each other.
Cross-linkedchemicalweightgains.WeightIncreasedueto cross-linking reaction.
Dimensional stability. The ability of a material tomaintain its original dimensions under variations inmoisture.
Elasticity in bending. That property of wood that allowsit to regain its original condition after distortion.
Hardness. The ability to resist cutting, scratching,denting, pressure, or wear.
Hemicellulose. A carbohydrate polymer that constitutespart of the wood cell wall.
Hydroxyl groups. A chemical functional group in the cellwall that contains oxygen and hydrogen (-OH).
Hygroscopicity. The property of absorbing moisture fromthe atmosphere.
Impact bending strength. Ability to resist impactbending loads (i.e. baseball bats and hammer handleshave high impact bending strengths).
Lignin. A phenolic-like polymer in the cell wall that actsas an adhesive.
Mechanical properties. The strength and stiffnessproperties of a materlal that provide resistance toimposed loads.
Modulusof elasticity. A measurement of stiffness.Factors affecting the MOE include size, span, load, andthe species being tested.
Modulusof rupture. A measurement of bendingstrength.
Moisture content. The weight of the water in woodexpressed as the percentage of the weight of theovendrywood.
Monomers. A single reactive chemical unit.
Organicchemicals. Reactive materials containingcarbon.
Ovendry weight. The weight of bone-dry wood at 212 °F(100°C).
Polymers. Large-molecular-weight chemicals made upof many single chemical units (monomers).
Polymerized. To combine small molecules chemicallyinto larger or especially very large molecules.
Relative humidity. The ratio of the amount of water inthe air to the highest amount possible at a giventemperature.
Specific gravity. The weight of a substance relative tothat of an equal volume of water.
Strength properties. The measure of a material'sresistance to failure (i.e. breaking).
Tensile strength. Measure of the resistance of wood to forces acting either parallel or perpendicular to thegrain that tend to split a member.
Toughness.A measure of impact bending strength.
Water repellency. The ability of a material to slow downthe rate at which moisture is sorbed.
Water resistance. The ability of a material to reduce theamount of moisture sorbed.
12 ! U.S. GOVERNMENT PRINTING OFFICE: 1989–643-043/80015





























