Embed Size (px)
Citation preview

were comparable or better than thecommercially available peroxide curedsilicone compound which is highly filledwith alumina trihydrate (E). For surfacestreated with longer corona exposuretimes (e.g. 150 sec.), recovery stilloccurs and is complete after a 24 hourperiod.Beyond laboratory data which do notallow one to predict product performanceunder different and varyingenvironmental conditions, Raychem hasmonitored the leakage currents ofvarious hybrid insulator designs andceramic insulators, pairing them inservice under different types ofenvironments. We have been conductingtests at different locations around theworld. Figure 4 shows the typicalleakage current results from the PenghuDistrict in Taiwan. The pattern of leakagecurrent shows clearly that leakagecurrent increases during early morningtime and decreases during the middle ofthe day (The rising sun reduces dewformation). It can be inferred from theseresults and those taken at other sitesthat leakage current is higher on ceramicinsulators than the RayBowl silicone rubber insulator. The resultsdemonstrated the superior performanceof Raychem RayBowl hybrid insulator inthe severe winter season. These resultsalso confirm the results we haveobserved in other parts of the world.Average leakage currents on ceramicinsulators with complex designs aretypically six to eight times higher than onthe Raychem hybrid insulator. This ratioincreases with higher pollution levels.
Tracking and Erosion ResistanceWhile in a hydrophobic state, siliconeswill limit leakage current and surfaceactivity during wetting conditions withcontamination present. As hydrophobicproperties change, surface activity canoccur and become concentrated,rooting at a specific area. As locally, veryhigh temperatures are generated(>1000°C), the silicone polymer will startto degrade. Under these conditions,most neat silicones and certain siliconeformulations will generate a resistivetrack when exposed to rooted arcingactivity on their surfaces. The trackforms from the carbon that is present(for PDMS, there are at least 2 carbonatoms for every silicon atom), so itfollows that some silicones are moreresistant than others based on theconstituents which make up the side-groups and crosslink sites.Track resistant additives, such asalumina trihydrate (ATH), can be blendedinto the formulation. However, as part ofthe optimization process, the additiveloading level must be carefully evaluated.The addition of ATH enhances the trackresistance, but adversely affectsprocessing and dielectric strength.
Additional filler may also lessenhydrophobicity. The literature indicatesthat work by others with siliconeelastomer products found the need toreformulate and to increase the filler levelto improve weathering characteristics,demonstrating that the originaloptimization to facilitate manufacturingprocessing was inadequate. [8,11] A saltfog chamber study of different cabletermination technologies indicated thatof the samples tested, the siliconerubber product with the intentionally lowfiller loading performed poorly, [12]which may help explain the need for thereformulation discussed in Ref. 11.
While the literature devotes a great dealof discussion to hydrophobicity and itsrecovery, little attention is paid to erosion
resistance. It has been suggested thataccelerated tests need to include “rest”periods which permit hydrophobicityrecovery and various unsupportedclaims are made to justify the position.However, contamination does not occuron a regular schedule, nor has any effortbeen made to provide an engineeringbasis for the introduction of real-time“rest” periods into an accelerated test.“Rest” periods clearly seek to exploithydrophobicity recovery properties ofsilicone, yet such test data may misleadusers whose service environment mayconsists of little or no contamination
Figure 3. Advancing contact angle of thesurfaces of various silicone formulationsas a function of time after coronatreatment. Contact angles of untreatedsurfaces ranged from 105 to 112degrees. Samples A, B, C, and D areexperimental formulations which employthe same silicone grade but differentfillers. Sample E is a commerciallyavailable HTV silicone formulation.
Figure 4. Leakage current results fromTaiwan Power Company (PenghuDistrict)-Comparison of ceramic andpolymeric insulators. Average Current (inmA) is monitored with time for theRayBowl Protected Creepage, HybridInsulator (triangle) versus a ceramic fogbowl type insulator (square). Variations inleakage current correspond to dailyenvironmental cycles (i.e. highest peakoccurs during early morning fogperiods). The leakage current isapproximately 6 to 8 times lower usingthe silicone shed compared with theceramic insulator control.
Contact Angle(Degrees)
120
100
80
60
40
20
00 0,5 1 2 3 4 6 8Recovery Time (Hours)
ABCDE
AverageCurrent(mA)
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0242 258 9PM 290 306 9PM 338 354 9PM 386 402 9PM 434 450 9PM 482
Time (Hours)
Hybrid Fogbowl
Introduction 14.12.1999 21:24 Uhr Seite 5

during a wet or rain season, followed bysustained periods of contaminationduring a dry season. In order to assurethemselves of adequate performance,users must also evaluate the erosionresistance of silicone products. It isknown that silicones used in conven-tional weathershed designs can losehydrophobicity during contaminatedconditions, and if the material has poorerosion resistance, it may suffer extremedamage during periods of sustainedcontamination. Users must take abalanced view and not make productselection based only on the positivefeatures without consideration of theinherent limitations that may exist. Ref.12 clearlyindicates what can happen to a materialwith poor erosion resistance withrelatively short periods of contaminationexposure.
The ASTM D2303 and IEC 587 trackingand erosion test (TERT) methods areused during development of high voltagesilicone compounds to evaluate theirrelative tracking and erosion resistance.Although the TERT test may be severe, it gives an indication of the material’sresistance to arcing under extreme environments (and where hydrophobicrecovery is not taken into account). AtRaychem, samples are tested accordingto the step-voltage method (increasingfrom 2.5 to 4 kV and holding) forextended periods (up to 14 hours) oruntil failure, as defined by ASTM D2303tracking or erosion criteria. In this way,samples are subjected to a bandwidth ofstress conditions, since damage for aselect sample may only occur for anarrow set of conditions. TERT resultsare shown for the four experimentalsilicones (A, B, C, and D) in Figure 5.Compound D’ represents a slight
formulation variation of D. The figureillustrates significant improvements intracking and erosion resistance asformulations are optimized.
The erosion resistance of the Raychemsilicone material used in the HybridInsulator has been demonstrated inseveral ways. In the ASTM D2303Tracking and Erosion Test (TERT),Raychem silicone materials consistentlywithstand in excess of 7 hours followingthe step voltage method to 4 kV and holding.While the standard only defines the testmethod and not pass/fail criteria,withstand performance in excess of 400minutes represents superiorperformance. Raychem products havealso been extensively tested in salt fogchambers as well as in field trials inextreme contamination conditions.
Moisture Vapor TransmissionEven though the surface is very hydro-phobic, silicones have a higher moisturevapor transmission rate than Raychem’spolyolefin co-polymer insulationmaterials. This is primarily attributed tothe very high free volume associatedwith an amorphous polymer (lowmolecular density) and the presence ofoxygen groups on the siloxanebackbone. The choice of fillers toimprove electrical, mechanical, andweathering properties can influence boththe hydrophobicity and moisture vaportransmission within silicone-basedformulations. Some fillers can lower themoisture vapor transmission, but cannoteliminate it. The semi-crystallinepolyolefins, with lower free volume, tendto have much lower moisture vaportransmission rates. The hybrid insulatorpart, with a very resistant ceramic at itscore, is not sensitive to this property.
WeatherabilityThe claim is commonly made thatsilicones cannot be damaged by UVexposure, as the bond energy of the Si-O backbone is higher than the energylevel in photons. While this is true in neatsystems, it is a simplistic statement thatfails to consider the overall situation. Aspreviously shown, silicone contains otherside-groups and crosslinks whichcontain organic bonds that aresusceptible to UV attack. Sunlight incombination with surface chemicalattack may also result in damage. Somefillers may also worsen the UV resistanceof the polymer itself by acting ascatalysts, lowering the energy requiredto break the Si-O bond. With the highraw materials cost of silicones,formulations range from 20%-80% byweight of silicone, leaving a considerableamount of the material that can alsosuffer UV degradation.
Figure 5. ASTM D2303, tracking anderosion resistance test results for variousexperimental silicone formulations(samples A, B, C, and D correspond tothe same formulations shown in Figure3). Sample D’ represents an optimizedsilicone formulation. Test conditions areshown on the right of the graph (sampleA was only tested for 420 minutes).
Tim
e t
o F
ailure
(m
in) 900
840
780
720
660
600
540
480
420
360
300
240
180
120
60
0 A B C D D’Sample
Samples B, C, D, D’Tests stopped.
Sample A Test stopped
4.0 kV, 0.6 ml/min
3.75 kV
3.5 kV
3.25 kV
3.0 kV, 0.30 ml/min
2.75 kV
2.5 kV, 0.15 ml/min
Introduction 14.12.1999 21:24 Uhr Seite 6

The additives package required to ensuregood weathering resistance will dependupon the grade and concentration of thebase polymer and components added toimprove ultraviolet (UV) resistance.Because of its extensive materials science expertise, Raychem is able toproperly formulate its materials to havegood weathering properties. Raychemalso evaluates silicone formulations overa period of three years according in suchtests as ASTM D2565 (UV Weather-o-meter) and ASTM G90 (EMMAQUA).Results for the elongation of varioussilicone formulations taken duringmaterials development are shown inFigure 6. The properties measured overthis time serve as an indication of longterm UV durability (similar toapproximately 15 years in Floridaconditions). Formulation choices are alsomade with respect to the types ofpollution (ozone, acidic, basic) whichmay attack the silicone network.
MoldabilitySilicone has very good hot tear strengthcompared with other polymers. It offersadvantages in complex shapes andnovel mold designs. With an inherentlyhigh materials cost, formulationoptimization to reduce cost withoutsacrificing performance is essential as ismanufacturing efficiency. Raychemutilizes a proprietary molding process toproduce no mold-line parts. This uniqueprocess eliminates flash, which is a likelyinitiation area for concentrated arcingactivity when dry band arcing occurs. Ithas been shown that flash combinedwith less than optimal processingconditions can result in reducedperformance. [13]
Mechanical PropertiesAs an elastomer, silicone can expandand recover at room temperature. Thisallows component installation at ambienttemperature which has made it a primecandidate material for the hybridinsulator design. Compared with otherelastomers, such as EPDM, themechanical strength of silicones is stillsomewhat inferior at room temperaturealthough many variations in propertiesare achievable with different siliconegrades. [14] The addition of high levels offillers such as AL(OH)3 tend to hardenthe material while mechanical propertiesdecay. Abrasion resistance of silicones isalso much lower than that of Raychem’spolyolefin co-polymer materials. Productdesigns must take into account theproperties achievable with a selectedsilicone. In the hybrid insulator design,the silicone shed is not a strengthmember of the product; however, thechoice of silicone and the formulationhas been optimized such that it has thenecessary mechanical properties forproduct assembly and consistent
performance over the life of the insulator(e.g. acceptable stiffness and tearresistance).
An advantage of silicones is that theirmechanical (and other physical)properties do not vary much over a widetemperature range and useful operatingtemperature ranges have ranged from -55°C to 230°C ; this range isdependent upon what fillers are usedand tests must be performed to estimateuseful life expectancies under differentconditions (e.g. the IEC 216 ThermalEndurance Test). Baseline values op-tained on the silicone network can bestrongly influenced by the choice of fillersused in a formulation. Again, siliconeinsulation materials are heterogenoussystems consisting of many componentswhere each component may influencethe physical properties under variedservice conditions. Raychem takes timeto fully evaluate the effect of eachadditive during the formulation of theiroutdoor insulating silicone compounds.
ConclusionsNo one polymer material is universallysuperior for all electrical insulationapplications. Polymer materialperformance is a result of the interactionand optimization of the polymer materialformulation, product design, andmanufacturing process. Polymermaterials are not generic, andperformance is not based solely uponthe claimed base polymer.Raychem’s introduction of a siliconeelastomer outdoor insulating materialcomes after many years of development.As a Materials Science company,Raychem understands that to formulatea compound represents a longoptimization process to balanceprocessing, design, and performanceconsiderations. Materials are developedand then extensively tested to ensure thebest performance possible over the lifeof the product. In this paper, variousproperties of silicones includinghydrophobicity, tracking and erosion
Tim
e t
o F
ailure
(m
in) 1400
1200
1000
800
600
400
200
00 2000 4000 6000 8000 10000 12000 14000 16000Aging Time (hours)
resistance, moisture vapor transmission,weatherability, moldability, andmechanical properties were highlighted.
Raychem has recognized theadvantages and disadvantages of usingsilicone compounds for over 30 years. The choice of using a silicone for thehybrid insulator shed resulted from aseries of design and processingbreakthroughs where the use of anelastomer rather than a polyolefinic co-polymer was desired. The siliconecompound was also formulated to retainhydrophobic recovery with the addedbenefit of extremely high tracking anderosion resistance and excellentweatherability. The protected creepageand no mold- line design achievable withthe Raychem silicone allows the light-weight and compact insulator to be usedin highly contaminated environmentswith performance superior to that oftraditional, bulky ceramic designs.
As a materials science company,Raychem has developed and qualified arange of products based upon polyolefinco-polymer and silicone elastomermaterials which allow full exploitation ofthe best properties of each material. Thisallows Raychem to offer multiplesolutions to user needs rather than asingle product for any and allapplications.
Figure 6. Elongation of variousexperimental silicone formulations as afunction of exposure in an Atlas XenonArc Weather-o-meter (ASTM D 2565).No critical degradation of properties(including TERT) was noted for theabove silicone compounds.
Introduction 14.12.1999 21:24 Uhr Seite 7

References[1] Thornely, D. and Shockett, A., “25Years Experience of Outdoor PolymericInsulation”, 1994 IEEE Transmission andDistribution Conference, Chicago,Illinois,USA, April 10-15, 1994.
[2] Clabburn, R. Penneck, R., andSwinmurn, C., “The OutdoorPerformance Of Plastic Materials usedAs Cable Accessories”, IEEE PES WinterMeeting, New York,NY, USA, January28- February 2, 1973, paper T 72 501-5.
[3] Penneck, R., Clabburn, R., andSwinmurn, C., “Laboratory MethodsUseful In Predicting Outdoor Service LifeOf High-Voltage Insulation Materials”,B.E.A.M.A. 1978 International InsulationConference, Brighton, UK, May 2-5,1978, pp. 237-246.
[4] Penneck, R. and Nyberg, D.,“Improvements in Non-TrackingMaterials”, the 7th IEEE PES Conferenceand Exposition on Transmission andDistribution, Atlanta, Georgia, USA, April1-6, 1979.
[5] Bobear, W. J. “Silicone Rubber, Chapter 15,” in Rubber Technology, M.Morton, Ed. New York: Van NostrandReinhold Co., 1973, pp. 368-406.
[6] Freeman, G. G. Silicones: AnIntroduction to Their Chemistry andApplications London: The PlasticsInstitute (w/ Iliffe Books Ltd.), 1962.
[7] “Insulators for High Voltage,” Looms,J.S.T., (Peter Peregrinus Ltd., London,UK, 1990), p. 17.
[8] Gorur, R., Johnson, L., and Hervig,H. “Contamination Performance ofSilicone Rubber Cable Terminations”,IEEE Trans. on Power Delivery, Vol. 6,No. 4, October 1991, pp. 1361-1373.
[9] G.G. Karady, Minesh Shah, R.L.Brown, “Flashover Mechanism ofSilicone Rubber Insulators used forOutdoor Insulation - I”, IEEE Trans. onPower Delivery, Vol.10, No.4, Oct. 1995,pp. 1965 - 1971.
[10] Owen,M.J., Gentle, T.M., Orbeck,T. and Williams, D.E. “Dynamic Wettabilityof Hydrophobic Polymers,” Polymer Sur-face Dynamics, J.D. Andrade, ed. NewYork: Plenum Publishing Corp., 1988,pp. 101 - 110.
[11] Wandmacher, R., Morris, J., Heyer,T. and Chor, L. “New Silicone ColdShrink Termination”, IEEE PESTransmission and DistributionConference and Exposition, LosAngeles, CA, USA,September 15-20, 1996.
[12] Gorur, R., Cherney, E. and Hackam,R., ‘Polymeric Cable Terminations UnderAccelerated Aging In A Fog Chamber”,IEEE Trans. on Power Delivery, Vol. 4,No. 2, April 1989, pp. 842-849.
[13] Chaudry, V. Gorur, R. Dyer, M. andThallam, R., “Electrical Performance OfPolymer Housed Zinc Oxide ArrestersUnder Contaminated Conditions”, IEEETrans. on Power Delivery, Vol. 6, No. 2,April 1991, pp. 696-706.
[14] Harper, C. A., ed. Handbook ofPlastics, Elastomers, and Composites.New York: McGraw-Hill, Inc. 1992.
At Raychem we are committed tocontinuous quality improvement inevery aspect of our business.
All above information, including drawings, illustrations and graphic displays, reflects our present understandingand is to the best of our knowledge and belief correct and reliable. It does, however, under no circumstanceconstitute an assurance of any particular qualities. Such an assurance is only provided in the context of ourproduct specifications. Our liability for this product is set forth in our standard terms and condition of sale. Raychem and RayBowl are trademarks of Raychem Corporation.
Raychem GmbHElectrical ProductsHaidgraben 685521 OttobrunnMunich, GermanyTel. (089) 6089-0 Fax (089) 6096345
Raychem Ltd.Electrical Products438 Alexandra Road # 05-01 Alexandra Point Singapore 119958 Tel. 65-2774138Fax 65-2743611
Raychem CorporationElectrical Products8000 Purfoy Rd.Fuquay-Varina, NC 27526-9349, U.S.A. Tel. (800) 327-6996Fax (800) 527-8350
Raychem CorporationElectrical Products300 Constitution DriveMenlo Park, CA 94025, U.S.A.Tel. (650) 361-3136Fax (650) 361-5043
© R
aych
em E
PP
073
0 8/
97
Introduction 14.12.1999 21:24 Uhr Seite 8

Outdoor Polymer Insulating Material
Considerations
E L E C T R I C A L . P R O D U C T S . D I V I S I O N
Considerations 14.12.1999 21:06 Uhr Seite 1

IntroductionThere are a number of industry mythsregarding outdoor polymer materialswhich may incorrectly influence userperceptions and equipment selection.This is further complicated by rawmaterial suppliers providing data, whichgive insight into the chemistry of aparticular base polymer, but which donot consider the overall product“system”. When viewed from an overallproduct perspective, the simple view ofbase polymer chemistry may result inmisperception regarding actual productperformance. The objective of this paperis to provide an overview of outdoorpolymer material considerations and tohighlight the complex formulationoptimization process that is required.Polymer materials differ significantly andare not generic. Likewise, no one basepolymer is adequate, in and of itself, noris any one material ideal for any and allapplications.
Industry “Myths” and SimplisticViews of a Complex ProcessThere are a number of industry mythswhich exist. Like most myths andgeneralizations, these are either false orsubject to debate, depending uponwhich assertions or assumptions aremade. What is clear is that these mythsare not universally true. Many polymermaterials can be made to perform well ina harsh environment if the material isproperly formulated so its limitations areminimized, the product designerconsiders the limitations of the materialin the final product design, and themanufacturing process does notdegrade the material. If the interactionbetween material formulation andproduct design is considered, thedesired performance can be achieved.Silicone rubber has been touted by many as a “superior” material.While a properly formulated siliconerubber utilized in an appropriate productdesign for certain service conditionsmanufactured in a process which doesnot degrade the material can performwell, the same silicone rubber mayperform badly under different serviceconditions. As an example, siliconerubber has poor tear strength andabrasion resistance relative to otherpolymer material candidates, and mightnot be the best selection for applicationswhere mechanical properties areimportant, such as high-speed trainsshown in Figure 1.
Much of the data used to support claimslabeled here as “myths” come from avery narrow or microscopic view of basepolymer chemical properties. Evaluationof the product performance requires thatone examine the entire picture, to studyany and all possible weak links. If oneonly concentrates on the positive
features and neglects the drawbacks,then incorrect conclusions may bedrawn as a result of an unbalanced view.The intent of the following sections is topoint out evaluation considerations toinsure that the desired level of productperformance is realized by the user.
Myth – Polymer Materials AreGenericThe literature is rich with studies of num-erous “EPDM” polymer materials versusnumerous “silicone rubber” materials,with the common conclusion that“silicones are better than EPDM”. Simplystated, polymer materials are not generic.Materials claiming the same basepolymer are not identical. Polymermaterial formulation, product design andmanufacturing processes are alldifferent, and, therefore, the finalproducts will differ. Chemical analysis ofany two materials, from differentsuppliers, with the same claimed basedpolymer will show significant differencesin composition. The housing designs willdiffer and the manufacturing conditionswill vary. Unlike porcelain which hasrelatively standardized manufacturingprocesses and test methods, polymermaterial manufacturing and testing isvery unique among suppliers.
The notion of generic materials is anartifact of the industry publicationguidelines, wherein specific suppliers orproducts are not identified, and in theabsence of any meaningful way to labelor group the data, generic listings areused. Given the high degrees ofvariation in currently commerciallyavailable polymer materials, genericlistings have no meaning and users arecautioned against forming opinions onproduct performance only on the basisof the claimed base polymer.
Myth – (any) Silicone Is BestAnother myth which is prevalent is that(any) silicone (rubber) is best andoutperforms other polymer materials.There are, however, other polymermaterials, such as polyolefin co-polymers, which are in common use,with highly successful service histories ina broad range of products. [1]In independent testing, these co-polymers have shown to outperformseveral other material types, includingspecific silicone rubber products. [2,3] Itis not any one polymer which is best, butrather a properly formulated material in asuitable product design manufacturedwith process conditions which do notdegrade the compound which should bedesired.
Hydrophobicity PropertiesThis myth is supported by the desiredattributes of inherent hydrophobicity andrecovery capabilities. While hydrophobic
Figure 1 Some applications, such as rail and transit equipment, require products withstrong mechanical properties which may not be available from all polymer materials.
Considerations 14.12.1999 21:06 Uhr Seite 2

properties are indeed important, sucharguments neglect the equally importantcharacteristic of erosion resistance.Polymer materials subjected toconditions which cause loss ofhydrophobicity can occur for sustainedperiods of time. If the material surfaceproperties are damaged and remain in adamaged state with poor erosionperformance, premature failure is a likelyoutcome. Accelerated testing of variouspolymer terminations [2] clearly showedhow a silicone rubber termination wasoutperformed by both polyolefin co-polymer and EPDM terminations. Thissilicone rubber termination was reportedto intentionally have a low filler loading [4]which has since been modified toimprove the weathering resistance. [5]
Thus, hydrophobicity alone does notserve as the universal sole indicator ofperformance.One also sees the development ofcustomized, manufacturer specific testswhich seek to modify standardized teststo allow “rest” periods which permitmaterials with recovery tendencies achance to regain desired properties.What has never been established in theaccelerated stress/real-time restcustomized test is any correlation toactual service conditions. It issuggested that contamination exposureconsists of sustained periods of timewith little or no contamination andsustained periods with contaminationthat may not allow sufficient rest forhydrophobicity recovery. In hiscomprehensive book on insulatortechnology, Looms suggests thatinsulating materials spend a great deal oftime exposed to surface activity, [6]which will cause surface damage andloss of hydrophobicity. A hydrophobicsurface does not guarantee goodinsulator performance. [7] This meansthat erosion resistance is equally asimportant, if not more so, than hydropho-bicity properties.
UV StabilityAnother attribute which is commonlycited is that the silicone backbone Si-Obond is not degraded by UV exposure,and the implication is that silicone rubberis not degraded by sunlight. This myth isone which is cited out of context. Whilethere is no disagreement that the Si-Obond requires more energy than isavailable from UV photons alone to bebroken, what is not considered are otherconcurrent forces at work, such aschemical attack, which in combinationwith UV exposure might cause damage.Silicone rubber is not pure silicone, andthere are the pendent methyl (CH3)molecules and vinyl groups which cansuffer from UV exposure withoutreinforcement. Because of cost andperformance issues, pure silicone is notused and fillers and additives of therange of 20% to 80%, by weight, arecompounded with the base polymer.While silicone, in and of itself, may notsuffer damage from UV exposure, thesilicone rubber product can sufferdamage from individual and combinedservice stresses such as UV exposureand chemical attack. Thornley [1]reported that analysis of a materialcontaining silicone elastomers with 25years actual service showed that UV wasthe most prevalent damage mechanism.This provides empirical data thatproducts containing silicone aredamaged by UV exposure.
Specific Product EvaluationRather than concentrating on evaluationof “generic” materials which do not exist,users would gain more meaningful in-sights by comparison testing andevaluation of product performance fortheir specific service environment. Whilethis can be time consuming andexpensive, it is the only means currentlyavailable to obtain meaningful data.
Filler and Additives Have A MajorRoleNo one base polymer material alone hasall the necessary properties for anoutdoor insulating material. In addition,compared to porcelain, raw materialcosts are orders of magnitude higher.Extending fillers to reduce raw materialcosts and numerous additives areutilized to reinforce desired electrical ormechanical properties as well asfacilitate processing.
Numerous Concurrent ServiceStressesIn service, insulating materials aresubjected to numerous concurrentstresses. [8] A partial listing of factorsinfluencing long-term performanceinclude: moisture, oxidation, chemicalattack, biological attack, outdoorweathering, contamination, electricalstress, mechanical stress, and thermal
Table 1Polymer Material Performance Factors
Performance Factor Affected By Improved ByService life Material properties Adequate formulation,
product design and manufacturing process control
Flashover Dry band formation Leakage current controlresulting from the inter-action of the polymer material and product design
Erosion damage Loss of hydrophobicity Material formulation with adequate erosion resis-tance
Mechanical strength Material properties Adequate material for-mulation, material choice, design and man-ufacturing processing
Considerations 14.12.1999 21:06 Uhr Seite 3
stress. Surface aging processes include:tracking and erosion, weathering,moisture and heat, corona discharge,and fungi. The bulk can suffer fromdepolymerization, fatigue, chemicalattack and tree growth. Productperformance can suffer from interfacedegradation from the factors cited aboveas well as radial temperature gradientsduring normal operation, such as cableterminations and surge arresters, whichintroduce interfacial shear forces.
Extending FillersIn order to reduce cost, lower cost fillersare blended in with the more expensivebase polymer. Depending upon thespecific formulation, fillers and additivescan comprise of the order of 20% to80%, by weight, of the formulation. Inthe extreme case of 80% fillers andadditives, only 20% by weight of theformulation is the base polymer. Withsuch a range of base polymer, it is clearthat polymer materials with the samebase polymer cannot be identical.
Note that the materials developer has topay special attention to the fillers andquantities used. In silicone rubber, acommon filler is silica combined with acoupling agent. One side effect of silicablending is that the end product hasincreased stiffness. If elastomericproperties are required, then aformulation with a high filler loading maynot have the necessary productattributes.
AdditivesIn addition to extending fillers, additivesare blended with as antioxidants,plasticizers, pigments, cure agents,catalysts, flame retardants, UVstabilizers, tracking and erosionresistance and processing aids. [9] Thecombination of additives and fillers worktogether as a system, not individually. Allingredients must be compatible andcannot degrade the overall materialperformance. Additives and fillers play adominant role in product performance asopposed to the base polymer. [7,10,11]This issue is often overlooked by usersduring evaluation of polymer materials.
Formulation and Product DesignConsiderationsPerformance is the result of theinteraction between the materialformulation, product design and themanufacturing process. Theseinteractive aspects cannot be reviewedindividually, nor can one suggest thatperformance is based upon any oneindividually.
Complex Optimization ProcessRecent publications have begun torecognize the need for formulationoptimization, indicating inadequate initial
formulation in some products. [5,7,11].Additive particle size and distribution canalso affect performance, furthercomplicating the optimization process.[12] The formulation optimizationprocess is one which requires a greatamount of materials science andexpertise, and one which does not lenditself to the notion of generic polymermaterial formulations.
Insulators, surge arresters and cableterminations each have unique functionalrequirements. Products intended forsevere contamination applications mightalso need different weathershedgeometry to withstand the effects of theconductive coating. Formulation,product design and manufacturingprocess are interdependent tools thatsuppliers have available to solve thehigher order optimization equation.
Worldwide Service ConditionsPolymer products tend not to bedesigned for specific applicationenvironments, which means that formul-ations must be optimized to perform wellon a worldwide basis. The materialdeveloper and product designer mustwork closely together to insure that anytrade-offs made in the formulationprocess are enhanced by the productdesign. The additive package is a keyfactor since considerable reinforcementof the base polymer is always required toachieve all of the desired material pro-perties. [10] The product needs to bedesigned to work well over a broadrange of conditions, includingcontaminated applications.
Manufacturing and InstallationProcessFormulation optimization must alsoconsider the manufacturing process.While the compounding must insure ahomogenous mixture, excessivecompounding can impart added heathistory to the batch, causing the onset ofdegradation prior to installation. Moldingis a common process used to convertpolymer raw material into final productform. One additive often used to resisttracking is alumina tri-hydrate [AL(OH)3].This additive works by thermaldecomposition and is consumed duringsurface electrical activity. If the moldingtemperatures approach the activationtemperature of the AL(OH)3 additive, itspresence is reduced and its effectsminimized. Likewise, manufacturingprocess conditions can also otherwisedegrade polymer materials, reducingfield performance. [13] Themanufacturing processes must beoptimized not only for cost, but forproduct performance. Cost andperformance are often opposingattributes. Polymer products are ofteninstalled adjacent to porcelain products,
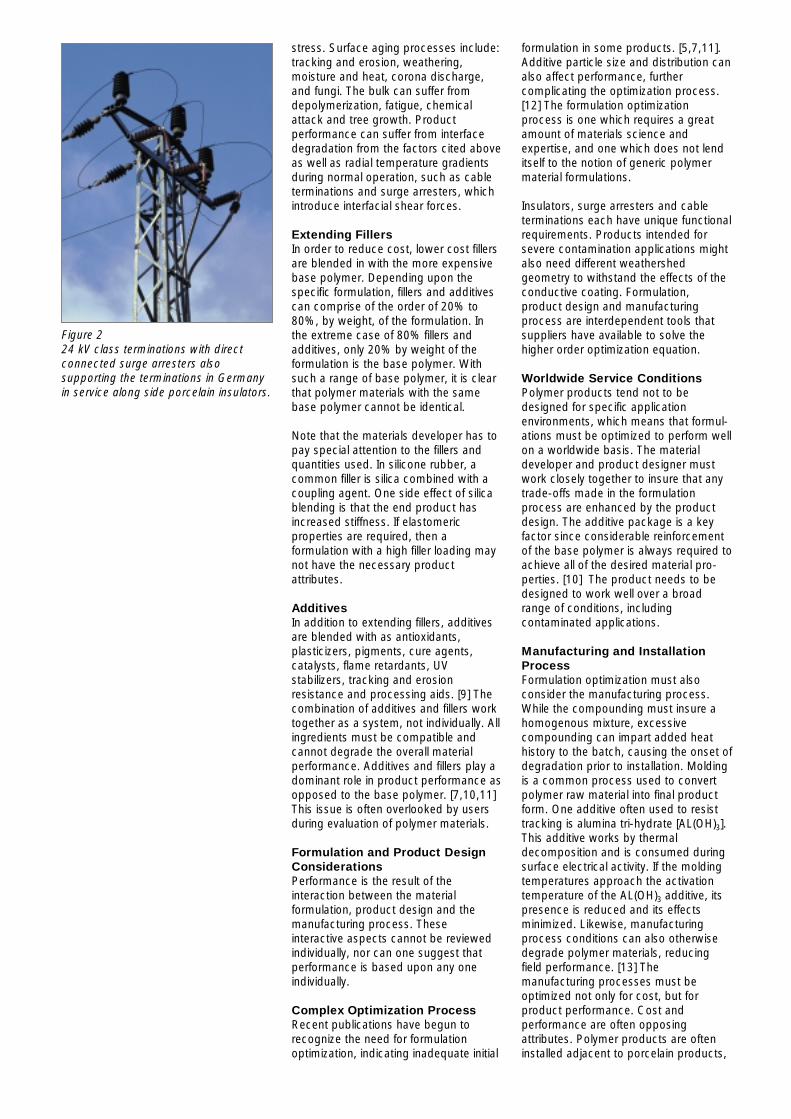
Figure 2 24 kV class terminations with directconnected surge arresters alsosupporting the terminations in Germanyin service along side porcelain insulators.
Considerations 14.12.1999 21:07 Uhr Seite 4

and must withstand the sameenvironment, as shown in Figure 2.
For products which require field fitting ofthe polymer material, such as cableterminations, the formulation mustconsider a broad range of installationconditions and the realities of field work.This can introduce additionalcomplexities into product formulation,resulting in less than optimalperformance. [5] Users need to considerthe experience and service history of theproduct supplier.
Qualification TestingPolymer material myths exist because ofthe lack of standardization of meaningfulpolymer material tests, usage ofcustomized or modified test protocolsand frequent reformulation and/or designchanges by suppliers withoutcomprehensive requalification.
Lack of Adequate StandardizationManufacturing and test requirements forporcelain are standardized, yet despitethe existence of industry standards, thequalification requirements for polymermaterials have failed to achieve thesame degree of maturity.
Since material properties andcharacteristics differ, so will theirperformance under a specific testprotocol. In order to gain competitiveadvantage, suppliers have created theirown unique tests which can bemodifications of existing tests or thecreation of entirely new tests. As a case-in-point, there is currently discussionabout the introduction of “rest” periodswithin accelerated contamination tests toallow materials with hydrophobicityrecovery tendencies the opportunity torecover. This is significant for materialswith poor erosion properties. However,there does not appear to be any work toestablish any correlation to specific fieldconditions, and such a test might predictdifferent behavior that might beexperienced in a service environmentwith sustained periods of contamination,during the dry season.
Existing tests are often modified to suit adifferent product form. Polymerdistribution class surge arresters aresubjected to a modified tracking wheeltest. [14] This protocol is a modificationof an insulator test [15] whereby theaccelerated voltage stress typically usedwas reduced to the arrester’s MCOVlevel, but the water conductivity wasincreased to insure surface activity. Noefforts were made to establish anycorrelation to the original test with themodified conditions, and despite theidentification of known defect in the test(use of both stepped index wheel andcontinuous tracking wheel at the same
test conditions when it is well known thatthe continuouswheel represents a more severe test andequivalency requires different waterconductivities [16]), the draft procedurewas adopted.
One or Two Stress TestsTypical testing involves only one or twoconcurrent stresses. In accelerated UVtesting, sample plaques are exposed toUV for sustained periods of time withoutany other stress. In tracking tests orother accelerated contamination tests,such as salt fog chamber, there are twoconcurrent tests of voltage andcontamination. A proper qualificationprocess involves a vast number of testsin order to try to demonstrateperformance under a large number ofstresses and concurrent stress pairs.The synergistic damage effects ofmultiple stresses does not occur intypical standardized testing. Trackingwheel testing is shown in Figure 3 whichcombines voltage stress with pollution,but does not consider UV exposure,chemical attack or other commonconcurrent stresses.
Attempts to address this issue haveresulted in the development of standardswhich require multi-stress testing. [17] In this test, samples are subject to aregular schedule of repeated stresses, inan attempt to expose the sample to thevariety of stresses encountered inservice. This test method does produceanomalous results, such as extremelyhigh leakage currents. With the regularrain exposure, chemical attack does notoccur. Test results can also be affectedby the weathershed geometry becauseof the orientation of the water spraynozzles within the test chamber. How-ever, in the absence of otherstandardized tests, this method providesa minimum basis for performance.
Material End of Life CriteriaFrom a user perspective, end of life isusually considered as the point in timewhere the product fails and cannotremain in service. While this is true froma practical point of view, it is not from amaterials point of view. Just as buildings,bridges and other structures are de-signed with extensive safety factors, soshould a properly developed material.
For polymer materials, the end of lifecriteria is established by the materialdeveloper as a minimum set of physicalproperties, after real-time or acceleratedaging, which are required to provide theintended function. For polymer materials,tensile strength, elongation and trackingand erosion resistance are commonlyused properties which must beconsidered in the context of the productapplication. During Raychem
Figure 3 Polymer surge arresters in continuoustracking wheel test. This test applies onlytwo concurrent stresses, voltage andcontamination. While such testing hasvalue, it is not totally comprehensive.
Considerations 14.12.1999 21:07 Uhr Seite 5

development, these properties aremeasured after such testing asaccelerated natural and laboratory UVexposure and heat aging. Additionalinformation can be found in a Raychemlife assessment study of its polyolefin co-polymer material. [18]
Heat aging lifetime is predicted by theArrhenius method where the end of lifecriteria is established for the applicationand accelerated thermal aging datadeveloped for extrapolation of service lifeat a nominal service temperature. For aninsulator which should only experienceambient temperature changes, theexpected average lifetime temperature isrelatively low. For a cable termination,the nominal operating temperature forextruded dielectric cable is 90°C, with anemergency overload rating of 130°C anda 250°C short-circuit rating. Surge ar-resters experience temperatureincreases as a function of energyabsorption, with the onset of thermalrunaway of metal-oxide varistors of theorder of 250°C. Thus, end of life criteriawill differ greatly depending uponapplication, which provides additionalsupport for the notion that polymermaterials are not generic and whoseperformance can not be assumed to beconstant among different productfunctions. Proper long term performancecan only be assessed by bothaccelerated aging as well as naturallong-term aging as shown in Figure 4.
User EvaluationIt may be almost impossible for users to conduct any meaningful evaluation of test data among competing productswhere different tests and/or testmethods have been used. The only realtool available is the users specificexperience with products in their uniqueservice environment or their own real-time and accelerated testing. As this isoften impractical because of theresources required, users then need torely on the suppliers data. Users need toconsider the polymer materialsbackground and history of the productsupplier, investigate the supply chain todetermine if the product supplierexercises control over the entire processand to carefully consider thecomprehensiveness of the testing andtest methods employed. Has thepolymer material competence of thesupplier been proven over manydecades, not just in elapsed time, but inthe diversity of products offered with aworldwide installation base? Is test dataavailable from recognized independenttest institutes not only to provide someassurance of impartiality of test data butalso confidence that the test procedureswere properly run with calibratedapparatus? Beside material propertytests, are there adequate tests of the
material in product form, asmanufactured? Has the supplieradopted a worst case approach, takingthe most severe requirement fromknown standards as a composite worstcase condition?
Ultimately, it is the user and not thesupplier, who need to satisfy themselvesthat the product performance has beendemonstrated. This is most difficult whenthere are widely different positionsamong suppliers as to what is necessary,suppliers who are far removed from thekey areas of formulation, product designand manufacturing processing. Asdemands for increased network securitygrow, users must insure that productsapplied, such as in Figure 5, provide theappropriate level of reliability.
Conclusions1. There are a number of myths within
the industry regarding polymermaterials which are not universallytrue.
2. Performance is the result of theinteraction between materialformulation, product design themanufacturing process and theapplication. Polymer materialformulation and product design is acomplex optimization process, andpolymer materials are neither genericnor homogenous. The required performance levels, service conditions, product attributes,manufacturing process andinstallation conditions must all beconsidered during the formulationprocess. This requires a great deal ofknowledge and expertise in materialscience, product design andqualification testing.
3. The additive and filler package plays adominant role in product performance.Polymer products can have fillerloading levels of the range of 20% to80%, by weight. Such a range clearlyindicates that performance variationwill occur.
4. Tracking and erosion resistanceproperties are equally as important, ifnot more so, than hydrophobicityproperties.
5. Supplier expertise and experiencediffer greatly. The product supplier
Figure 4 Products in long-term outdoor naturalaging test to verify expectedperformance.
Figure 5Substation fitted with polymeric insulationto avoid outage from wildlife inducedflashover.
Considerations 14.12.1999 21:08 Uhr Seite 6

needs to exercise complete controlover the entire manufacturing processincluding compounding.
6. End of life criteria is established by thematerials developer for specificproduct applications for specificformulations in order to assure thatthe necessary physical properties areretained after aging. This should beproduct specific and does not easilyallow any material to be used in anyapplication without adequateevaluation.
7. Users are ultimately responsible forpolymer product evaluation, and thisis complicated by the lack ofadequate standardized test methods,use of unique or modified tests bysuppliers and varying philosophiesregarding material and productqualification.
References[1] Thornley, D. and Shockett, A., “25Years Experience of Outdoor PolymericInsulation”, 1994 IEEE Transmission andDistribution Conference, Chicago, IL,USA, April 10-15, 1994.
[2] Gorur, R., Cherney, E. and Hackam,R., “Polymeric Cable Terminations UnderAccelerated Aging In A Fog Chamber”,IEEE Trans. on Power Delivery, Vol. 4,No. 2, April 1989, pp. 842-849.
[3] Jaakkola, V. and Järvinen, O.,“Outdoor Insulating Materials and theirTest Methods”, Nordic InsulationSymposium Nord-IS-90, Lyngby,Denmark, June 1990.
[4] Gorur, R., Johnson, L., and Hervig,H., “Contamination Performance ofSilicone Rubber Cable Terminations”,IEEE Trans. on Power Delivery, Vol. 6,No. 4, October 1991, pp. 1361-1373.
[5] Wandmacher, R., Morris, J. Heyer, T.and Chor, L., “New Silicone Cold ShrinkTermination”, IEEE PES Transmissionand Distribution Conference andExposition, Los Angeles, CA, USA,September 15-20, 1996.
[6] “Insulators for High Voltage,” Looms,J.S.T., (Peter Peregrinus Ltd., London,UK, 1990), p. 132-144.
[7] Gorur, R., “Experience with DifferentMaterials for Weathersheds”, InsulatorNews & Market Report Symposium onNon-Ceramic Insulator TechnologyWorldwide Experience & Applications”,June 2-14, 1996, Singapore.
[8] IEEE Std 1133, “IEEE ApplicationGuide for Evaluating NonceramicMaterials for High-Voltage OutdoorApplications”, 1988
[9] Brown, M., “Compounding ofEthylene-Propylene Polymers forElectrical Applications”, IEEE ElectricalInsulation Magazine, Vol 10, No. 1,January/February 1994, pp. 16-22.
[10] Chang, R., “Influence of Additivesand Fillers on Polymeric MaterialPerformance”, 1994 IEEE PESTransmission & Distribution Conference,panel on “Polymer Materials forInsulators, Terminations and Arresters”,April 12, 1994, Chicago, IL, USA.
[11] Kim, S., Cherney, E., and Hackam,R., “Effects of Filler Level in RTV SiliconeRubber Coatings Used in HV Insulations”, IEEE Trans. on ElectricalInsulation, Vol. 27, No 6, December1992, pp. 1065-1072.
[12] Deng, H., Hackam, R., andCherney, E., “Role Of The Size OfAlumina Trihydrate Filler On The Life OfRTV Silicon Rubber Coating”, IEEETrans. on Power Delivery, Vol. 10, No. 2,April 1995, pp. 1012-1024.
[13] Chaudry, V. Gorur, R. Dyer, M. andThallam, R., “Electrical Performance OfPolymer Housed Zinc Oxide ArrestersUnder Contaminated Conditions”, IEEETrans. on Power Delivery, Vol. 6, No. 2,April 1991, pp. 696-706.
[14] IEEE Std. C62.11, “IEEE Standardfor Metal-Oxide Surge Arresters forAlternating Current Power Circuits”,1993.
[15] IEEE Std. 1024, “IEEERecommended Practice for SpecifyingDistribution Composite Insulators(Suspension Type),” 1988.
[16] Canadian Electric AssociationPurchasing Specification LWIWG-01(91), “Dead-end/Suspension CompositeInsulator for Overhead DistributionLines,” 1991.
[17] IEC 1109, “Composite insulators fora.c. overhead lines with a nominalvoltage greater than 1000 V- Definitions,test methods and acceptance criteria,First edition 1992-03.”
[18] Raychem Report PPR 1046, “A LifeAssessment Study of Raychem’sModified Polyolefin Based OutdoorInsulating Non-tracking and ErosionResistant Material for Medium and HighVoltage Power Products”, August 5,1993.
Considerations 14.12.1999 21:08 Uhr Seite 7

At Raychem we are committed tocontinuous quality improvement inevery aspect of our business.
All above information, including drawings, illustrations and graphic displays, reflects our present understandingand is to the best of our knowledge and belief correct and reliable. It does, however, under no circumstanceconstitute an assurance of any particular qualities. Such an assurance is only provided in the context of ourproduct specifications. Our liability for this product is set forth in our standard terms and condition of sale. Raychem and RayBowl are trademarks of Raychem Corporation.
Raychem GmbHElectrical ProductsHaidgraben 685521 OttobrunnMunich, GermanyTel. (089) 6089-0 Fax (089) 6096345
Raychem Ltd.Electrical Products438 Alexandra Road # 05-01 Alexandra Point Singapore 119958 Tel. 65-2774138Fax 65-2743611
Raychem CorporationElectrical Products8000 Purfoy Rd.Fuquay-Varina, NC 27526-9349, U.S.A. Tel. (800) 327-6996Fax (800) 527-8350
Raychem CorporationElectrical Products300 Constitution DriveMenlo Park, CA 94025, U.S.A.Tel. (650) 361-3136Fax (650) 361-5043
© R
aych
em E
PP
072
9 8/
97
Considerations 14.12.1999 21:08 Uhr Seite 8

This new hot stickable insulating cover isdesigned to prevent animal causedoutages on poletop transformerequipment ranging from 15 to 35kV.
Reliable Outage Protection— Tyco Electronics’ Raychem insulatingcovers have been successfullyeliminating outages from all types ofanimals for years. This new cover hasbeen designed to provide the same greatprotection with enhanced features.
Fast and Versatile Installation— The BCAC uses a patented scissor actiondesign to allow for live installations on bushing skirts ranging in size from1.7”(43mm) through 2.7”(68mm) in corediameter and 3.0”(75mm) through4.75”(120mm) in shed diameter.
The scissor action translates the force on contact with the bushing core to arotating action that closes the coveraround the bushing.
The cover incorporates a gripperattachment that can be locked in twodifferent locations on the cover. Thusallowing for installations from a pole orfrom a bucket.
A step latching mechanism isincorporated for a more craft friendlyinstallation.
High Performance Material—Superior high voltage outdoor materialsare used in the BCAC cover design. Therugged, non-tracking, UV-resistantpolymer ensures long-term performanceeven in the most extreme environmentalconditions.
BCACBushing Connection Animal Cover
© 2
00
1 T
yco
Elec
tron
ics
Cor
pora
tion
P
rinte
d in
US
A
13
09
02
0
E15
5.9
/01
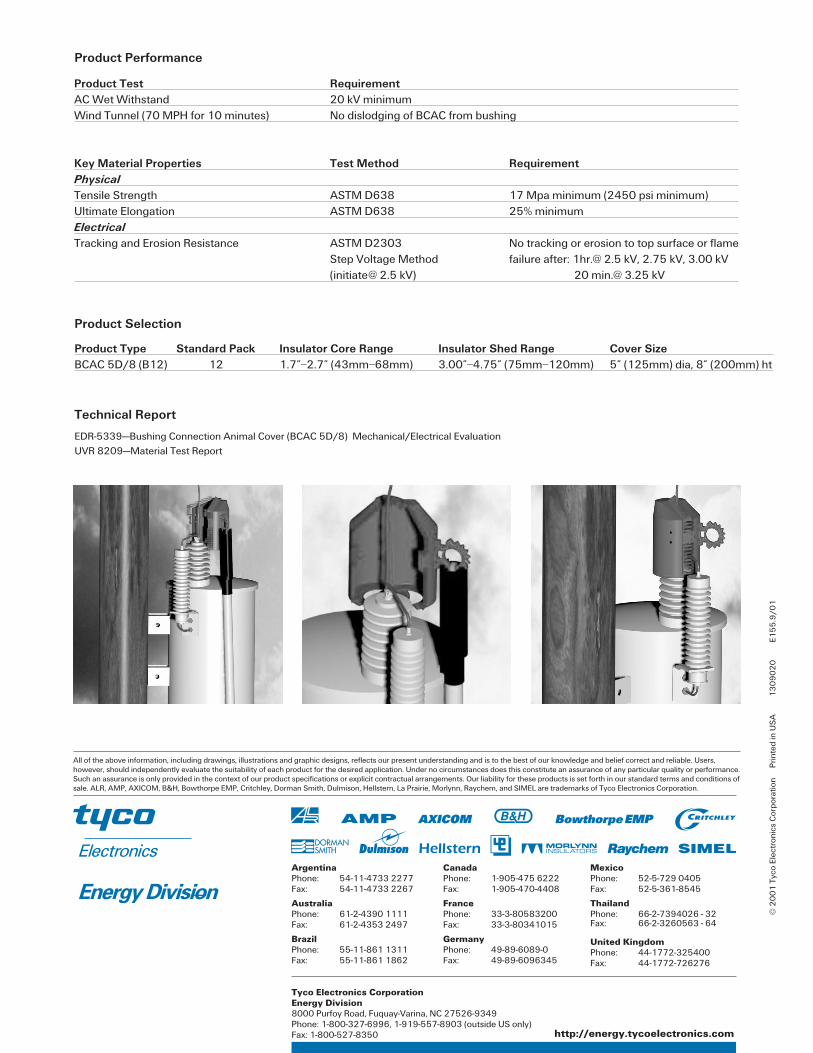
Product Test RequirementAC Wet Withstand 20 kV minimumWind Tunnel (70 MPH for 10 minutes) No dislodging of BCAC from bushing
Key Material Properties Test Method RequirementPhysicalTensile Strength ASTM D638 17 Mpa minimum (2450 psi minimum)Ultimate Elongation ASTM D638 25% minimumElectricalTracking and Erosion Resistance ASTM D2303 No tracking or erosion to top surface or flame
Step Voltage Method failure after: 1hr.@ 2.5 kV, 2.75 kV, 3.00 kV(initiate@ 2.5 kV) 20 min.@ 3.25 kV
Product Performance
Product Type Standard Pack Insulator Core Range Insulator Shed Range Cover SizeBCAC 5D/8 (B12) 12 1.7”–2.7” (43mm–68mm) 3.00”–4.75” (75mm–120mm) 5” (125mm) dia, 8” (200mm) ht
Product Selection
Technical Report
EDR-5339—Bushing Connection Animal Cover (BCAC 5D/8) Mechanical/Electrical EvaluationUVR 8209—Material Test Report
http://energy.tycoelectronics.com
Tyco Electronics CorporationEnergy Division8000 Purfoy Road, Fuquay-Varina, NC 27526-9349Phone: 1-800-327-6996, 1-919-557-8903 (outside US only)Fax: 1-800-527-8350
ArgentinaPhone: 54-11-4733 2277Fax: 54-11-4733 2267
AustraliaPhone: 61-2-4390 1111Fax: 61-2-4353 2497
BrazilPhone: 55-11-861 1311Fax: 55-11-861 1862
CanadaPhone: 1-905-475 6222Fax: 1-905-470-4408
FrancePhone: 33-3-80583200Fax: 33-3-80341015
GermanyPhone: 49-89-6089-0 Fax: 49-89-6096345
MexicoPhone: 52-5-729 0405Fax: 52-5-361-8545
ThailandPhone: 66-2-7394026 - 32Fax: 66-2-3260563 - 64
United KingdomPhone: 44-1772-325400Fax: 44-1772-726276
All of the above information, including drawings, illustrations and graphic designs, reflects our present understanding and is to the best of our knowledge and belief correct and reliable. Users, however, should independently evaluate the suitability of each product for the desired application. Under no circumstances does this constitute an assurance of any particular quality or performance.Such an assurance is only provided in the context of our product specifications or explicit contractual arrangements. Our liability for these products is set forth in our standard terms and conditions ofsale. ALR, AMP, AXICOM, B&H, Bowthorpe EMP, Critchley, Dorman Smith, Dulmison, Hellstern, La Prairie, Morlynn, Raychem, and SIMEL are trademarks of Tyco Electronics Corporation.

































