Embed Size (px)
Citation preview

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
The Holistic Operational Strategy Series on Lean Enterprises
TPM สำหรบโรงงานแบบลนแนวคด วธการ และแบบฟอรมทจะชวยสรางนวตกรรม
ใน TPM เพอการบรหารเครองจกร

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
ผลตโดย อ.ไอ.สแควร สำนกพมพ
Originally published as Kakushin TPM Manuaru. © 1992 and 1998 by Ken’ichi Sekine และ Keisuke Arai. Published by Techno Publishing, Tokyo, Japan. English edition © 1998 by Productivity, Inc. Translated by Karen Sandness.Authorized translation from English language edition published by Productivity Press, part of Taylor & Francis Group LLC.Thai translation rights © 2010 by E.I.Square Publishing Company Limited. All rights reserved.
ลขสทธภาษาไทย : บรษท อ.ไอ.สแควร พบลชชง จำกด แตเพยงผเดยว หามลอกเลยนแบบไมวาสวนหนงสวนใดของหนงสอเลมน นอกจากไดรบอนญาตเปนลายลกษณอกษร
TPM สำหรบโรงงานแบบลนแปลจาก TPM for the Lean Factory: Innovative Methods and Worksheets for Equipment Management
Ken’ichi Sekine และ Keisuke Arai เขยน
แปลจากฉบบภาษาองกฤษโดย ธาน อวมออ
m บรรณาธการบรหาร บญจรตน สหฤทดำรงm การตลาด/ขาย ทพยสคนธ จอกรบ, อญชนา ตาอน, คณศรา นบสงเนน, สจตรา ออนชวยm ออกแบบปก [email protected] ออกแบบรปเลม องสนา ชตรตน
ขอมลทางบรรณานกรม
เซคเนะ, เคนอจ.
TPM สำหรบโรงงานแบบลน.-- กรงเทพฯ : อ.ไอ.สแควร สำนกพมพ, 2553.
384 หนา.
1. การบำรงรกษาเชงทวผลโดยรวม. 2. การบำรงรกษาโรงงาน
I. อาราอ, เคสเกะ, ผแตงรวม. II. ธาน อวมออ, ผแปล.
III. ชอเรอง.
658.202 ISBN 978-616-7062-03-7
10 9 8 7 6 5 4 3 2 1 57 56 55 54 53
จดจำหนายโดย บรษท อ.ไอ.สแควร พบลชชง จำกดเลขท 143/2 ซอยลาดพราว 94 ถนนลาดพราว แขวงพลบพลา เขตวงทองหลาง กรงเทพฯ 10310
พมพ : บรษท ส.เอเซยเพรส (1989) จำกดหากหนงสอเลมนผลตไมไดมาตรฐาน อาท หนากระดาษสลบกน หนาซำ หนาขาดหาย สำนกพมพยนดรบผดชอบเปลยนใหใหมหากตองการซอจำนวนมากเพอใชในการฝกอบรม สงเสรมการขาย หรอเปนของขวญ กรณาสอบถามราคาพเศษไดยนดนอมรบความเหนหรอคำตชม
ตดตอ : [email protected]โทรศพท 0 2539 3373, 081 923 4122 โทรสาร 0 2539 3379www.eisquare.com

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
คำนำผแปล
หนงสอ TPM for the Lean Factory นวตกรรมในการทำ TPM ของ Ken’ichi Sekine และ Keisuke Arai ท
ทานถออยในขณะน ในความคดของผม ในฐานะผทเรยน TPM สอน TPM เปนทปรกษาเรองการทำ TPM ทงเคยเขยน
หนงสอ TPM ขออนญาตเรยนวาเปนหนงสอทมความพเศษมาก โดยเฉพาะอยางยงการยอมรบสภาพความเปนจรงท
เกดขนในโรงงานและไดกลายมาเปน 3 กจกรรมหลกทพดถงอยเกอบตลอดเวลาในหนงสอเลมน คอ
1. “เราตางกพยามอยางยงใหเครองจกรเสยเปนศนย แตถงกระนนในปจจบนเครองจกรเสยกยงคงเกดขนอย
ดงนนเวลาเครองจกรเสยแตละครง ควรตองกลบมาใชงานไดอยางเรวทสด” ซงไดกลายมาเปน การบำรงรกษาแบบ
ทนททนใดโดยเตรยมพรอมไวลวงหนา (Instant Maintenance)
2. “การทำ 5ส ของเราทกวนนคอการตงกรรมการ ทาส ตเสน ถายรปมาตดบอรด ตรวจ ใหรางวล และเปน
5ส ทถกตอตาน เพราะไมเคยสงผลจรงอยางเปนรปธรรมตอประสทธภาพการผลต เปน 5ส เชงรปแบบทเอาวธการมา
เปนผลลพธ” ซงไดกลายมาเปน 5ส ใหม
3. “ความหลากหลายของผลตภณฑเปนสงทตองยอมรบ ไมสามารถหลกเลยง และไมจำเปนตองหลกเลยง
ทงนเพอความสามารถในการแขงขน เพยงแตวาตองรบมอกบความหลากหลายนนใหได” ซงไดกลายมาเปน การ
ปรบปรงการตงเครองจกรหรอเปลยนรนการผลต
จากมมมองของผเขยน 3 กจกรรมนถอวาเปนเสาหลกของนวตกรรมในการทำ TPM ซงโดยสวนตวผมคดวา
ความหมายของคำวา “นวตกรรมในการทำ TPM” ในทน หมายถง ใครกตามททำ TPM อย แลวรสกวายงไมไดผลเปน
ทนาพอใจ (เครองจกรยงไมสามารถตอบสนองการผลตแบบลนไดด) ขอแนะนำใหเพม 3 กจกรรมนเขาไปเพอกระชบ
หรอตอกยำให TPM ของทานเหนผลชดเจนยงขน โดยเฉพาะอยางยงเสาหลกทหนง การปรบปรงเฉพาะเรอง และเสา
หลกทสอง การบำรงรกษาดวยตนเอง หรออกกรณหนงสำหรบผทยงไมเคยนำ TPM มาใชในองคกรเลย การเรมตนดวย
3 กจกรรมน จะทำใหทานมนใจไดเลยวา TPM ของทานจะเปน TPM ทมอนาคตสดใส เพราะมพนฐานทดและจะ
ไดการตอนรบอยางดจากผเกยวของ เพราะรสกวางาย ไมซบซอน และเหนผลชดเจนในระยะสน ในขณะท TPM แบบ
8 เสาหลกจะเหนผลในระยะยาว 8 เสาหลกดงกลาวประกอบไปดวย การปรบปรงเฉพาะเรอง การบำรงรกษาดวย
ตนเอง การบำรงรกษาตามแผน การพฒนาทกษะการปฏบตงานและการบำรงรกษา การคำนงถงการบำรงรกษาตงแต
ขนของการออกแบบหรอตงแตเรมแรก การบำรงรกษาคณภาพ การปรบปรงการหนวยงานสนบสนนหรอหนวยงานท
ไมไดทำการผลตโดยตรง และ ระบบชวอนามย ความปลอดภย และสงแวดลอม
แมหนงสอเลมนจะมทมาจากความพยายามทจะใหเครองจกรไมเปนสาเหตททำใหเกดความสญเปลาจาก
กระบวนการผลต (Waste) ตามมมมองของลน แตผมเชอวาหนงสอเลมนจะเปนประโยชนกบทกโรงงานทมเครองจกร
เปนหวใจในการผลต โดยไมจำเปนวาจะตองเปนโรงงานทมระบบการผลตแบบลนเทานน
ขอขอบคณผเขยนททำใหผมและอกหลายคนมมมมอง เครองมอ แบบฟอรม และอนๆ อกมากมายจาก
หนงสอเลมน ไปชวยพฒนาการทำ TPM และทสำคญยง ขอขอบคณ อ.ไอ.สแควร สำนกพมพ ทเปดโอกาสใหผมได
ทำงานชนน
ธาน อวมออ
www.tpmconsulting.org

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
คำนำสำนกพมพฉบบภาษาองกฤษ
การผลตแบบลนไมสามารถเกดขนไดในโรงงานทขาดความนาเชอถอและอปกรณทมประสทธภาพ เมอใด
กตามทโรงงานตองพบกบเหตการณเครองจกรเสยอยเปนประจำ เมอนนโรงงานกจำตองสำรองงานระหวางทำและ
สนคาสำเรจรปเพอเสถยรภาพในการสงมอบ ไมเวนแมแตเครองจกรหยดเลกนอยเพราะทำใหเวลาในการผลตเหลอ
นอยลงเชนเดยวกน สดทายพนกงานตางกคดวาจำเปนตองมเครองจกรอตโนมตมาชวย เพราะมนสามารถเดนได
ตอเนองดวยตวของมนเอง
ในทางอดมคต การบำรงรกษาทวผลแบบทกคนมสวนรวมหรอ Total Productive Maintenance (TPM) จะ
ชวยวางกรอบและแนวทางการทำงานเพอแกปญหาดงกลาว อยางไรกตามจากการเยยมชมโรงงานในหลายปทผานมา
Ken’ichi Sekine และ Keisuke Arai ผเชยวชาญดานการผลตแบบลน ตางกเหนวาในหลายโรงงานลมเหลวทจะเกบ
เกยวผลประโยชนอยางเตมทจากกจกรรมตางๆ ใน TPM เขาทงสองพจารณาอยางละเอยดแลวพบวา ปญหาจาก
คณลกษณะของเครองจกรและปญหาจากความเขาใจทผด คอสาเหตหลกททำใหการทำ TPM ของโรงงานเหลานนไม
ตอบสนองเปาหมายการผลตแบบลน หนงสอ TPM for the Lean Factory หรอ TPM สำหรบโรงงานแบบลน จะ
แบงปนวธการทำ TPM แบบเนนผลลพธใหแกผอาน โดยถอเปน “นวตกรรมในการทำ TPM”
หนงสอเลมนจะมประโยชนมากโดยเฉพาะอยางยงกบผอานทมประสบการณ TPM ในเสาหลกพนฐาน เชน
การบำรงรกษาดวยตนเอง (Autonomous Maintenance) เพอทจะตรวจสอบเครองจกรและดำรงไวซงสภาพเหมาะสม
ตอการใชงาน หรอการปรบปรงเฉพาะเรอง (Focused Improvement) เพอทจะลดความสญเสยทงหลายทเกยวของกบ
เครองจกร (Loss) หนงสอเลมนเปนนวตกรรมในการทำ TPM ทเปนลกษณะเฉพาะของผเขยน โดยการเนนยำการ
ทำกจกรรมตางๆ ในการบำรงรกษาใหบรรลจดมงหมาย และนำไปสการกำจดความสญเปลาในกระบวนการผลต
(Waste) ทนยามไวโดยระบบการผลตแบบโตโยตา หรอ Toyota Production System (TPS) ในบทท 1 จะกลาวถง
ความสญเปลา 7 ประการทเกดขนในกระบวนการผลตทไมมความสมบรณในการทำ TPM และเพอทจะกำจดความ
สญเสยเหลานนใหหมดสน Sekine และ Arai ไดอธบายไวใน 6 บทแรก เนอหาหลกๆ ประกอบดวย 5ส แบบใหม การ
บำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา (Instant Maintenance) และการปรบปรงการตงเครองจกรหรอ
เปลยนรนการผลต
5ส คอชดของกจกรรมทออกแบบมาเพอปรบปรงความปลอดภยและการใชสอยสถานททำงานใหเกด
ประโยชนสงสด โดยถกนบวาเปนกจกรรมพนฐานของการปรบปรงรปแบบตางๆ อยเสมอ ในบทท 2 และ 3 ผเขยน
อธบายการทำ 5ส แนวทางใหมทเนนผลลพธ เพอทดแทนแนวทางเดมทเนนรปแบบ เชน ตองตดโปสเตอร ตองม
คำขวญ หรอทำความสะอาดแคเพยงความเงางามแตภายนอก 5ส ใหมจะอยพนฐานของการสรางระเบยบวนยใน
สถานททำงาน โดยเรมจาก 2ส แรกกอน ไดแก สะสางและสะดวก โดย 2ส นจะทำหนาทในการสนบสนนใหเกดการ
จดวางสงของทจำเปนอยางเปนมาตรฐานทงตำแหนงทจดเกบ รปแบบของการจดเกบ รวมถงปายบงช ทกคนจะ
สะดวกตอการคนหาเพอนำไปใชและเกบคนท ผเขยนเชอวา ถา 2ส แรกนถกนำไปปฏบตอยางเหมาะสม อก 3ส ท
เหลอ สะอาด สรางมาตรฐาน และสรางนสย กจะตามมาโดยอตโนมต นอกจากนนผเขยนยงไดแสดงตวอยาง 5ส กรณ
บรษท Mynac ไวในเลม เพอใหผอานไดเหนภาพ 5ส แนวทางใหมนของพวกเขา

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
แนวทางการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวกอนลวงหนา อธบายไวในบทท 4 และ 5 เปน
ระบบเพอทำการแกไขอยางรวดเรวเมอเกดการเสยหายทไมใหญหลวงนกกบเครองจกร เชน การแตกหกของลมตสวตช
โดยการกำหนดขนตอนมาตรฐานเพอใหทกคนทเกยวของไดตอบสนองอยางรวดเรวเมอเกดการเสยหายของเครองจกร
ในกรณนนๆ ขนมา รวมถงการดดแปลงเครองจกรเพอปองกนการเสยหาย แนวทางดงกลาวแมวาจะดเหมอนเปนความ
คดทสการปองกนไมได และไมไดชวยใหอายของเครองจกรยาวขนตามแนวทางของ TPM แตผเขยนกยนยนวา เรา
ตองเตรยมการไวใหพรอมเผอการเสยหายของเครองจกรแบบไมคาดฝนเกดขน เหมอนรถพยาบาลฉกเฉนของ
เครองจกร ทงนเพราะเครองจกรเสยแบบไมคาดฝนมโอกาสเกดขนเสมอไมวาเราจะทำการบำรงรกษาเชงปองกนไดด
เพยงใด ดงนนจงเปนการดกวาถามการวางแผนและเตรยมการตางๆ ไวลวงหนา
การปรบปรงการตงเครองจกรหรอเปลยนรนการผลต เปนเรองท Sekine และ Arai มความชำชองอยางมาก
จนสามารถนำมาเขยนเปนหนงสอชอ Kaizen for Quick Changeover (Productivity Press, 1992) รวมถงบทท 6
ของหนงสอเลมน ผเขยนมงเนนไปทการจดใหมบรเวณสำหรบการเตรยมความพรอมในการตงเครองจกรหรอเปลยน
รนการผลตโดยเฉพาะ โดยจดเรยงทกอยางตามลำดบขนการใชเปนรปตวย (U-shaped) ทงวสดและเครองมอ เพราะ
การทำเชนนจะทำใหประหยดเวลาและชวยหลกเลยงความผดพลาดทอาจจะทำใหเครองจกรหรอชนงานเสยหาย
ในบทท 7 จะพดถงเรองการจดการกบปญหาการหยดของเครองจกรเนองจากการวางแผน (หรอบรหาร
จดการ) ททำใหเกดการวางผงการผลตทไรประสทธภาพและการใชเครองจกรไมไดประโยชนสงสด ซงความสญเสย
ลกษณะนไมไดถกบรรจไวในความสญเสยจากเครองจกรแบบดงเดมทถกวดเพอการคำนวณคาประสทธผลโดยรวม
ของเครองจกรหรอ OEE (Overall Equipment Effectiveness) แตในมมมองของลน ซงมมมมองในการมองความ
สญเปลาทกวางกวา เหนวาเรองนสำคญควรตองหลกเลยง และปญหานไมสามารถแกไขไดทตวเครองจกร นอกจาก
การคำนงถงการจดกลมผลตภณฑใหสอดคลองกบเครองจกรทมอยใหมากทสด
การเกดของเสยคอรปแบบหนงของความสญเปลาทไมมโรงงานใดสามารถปฏเสธได มไมนอยทของเสยเหลา
นนเกดขนจากความเสยหายของเครองจกรไมวาจะเสยหายมากหรอนอย บอยครงทความเสยหายเหลานนมสาเหต
จากหลายปจจย ในบทท 8 เปนวธระบของเสยทสำคญและปจจยททำใหเกด โดยอาศยหลกการออกแบบการทดลอง
แบบ Orthogonal Arrays
ในบทท 9 จะพรอมไปดวยการตรวจสอบเครองจกรประจำวน วาตองทำอยางไรเพอใหสมฤทธผลมากขน ผ-
เขยนไดแบงปนขนตอนในการจดการอะไหลและการสอนพนกงานใหสามารถตรวจสอบเครองจกรไดดวยตนเอง
นอกจากนน ในบทนยงมขนตอนโดยทวไปเพอกำจดการหยดเลกนอยของเครองจกร และแบบฟอรมการตรวจเชค
เครองจกรทพนกงานใชเพยงประสาทสมผส (ด ฟง สมผส ดมกลน) เพอตรวจจบความผดปกตของเครองจกรตงแตเรม
เกดขน
บทท 10 เปนการนำเสนอชดคำถามเพอ “ทดสอบตวคณเอง” โดยทงคำถามและคำตอบตางกมาจากบทตางๆ
กอนหนา ซงคณตองเขาใจดวยวาคำถามเหลานไมไดตองการคำตอบจากในหนงสอเพยงเทานน หากแตเปนคำถามท
ตองการ “ความรอบร” เขารวมดวย อนง คำถามทตองใชความรทงเชงลกและเชงกวางในการตอบ จะเปนคำถามทเปน
ทตองการของบรรดาผจดการฝายผลตในประเทศญปน

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
หวขอในบทท 1 ถง 9 เปนภาพรวมของการปฏบตทคอยๆ เขมขนขนเรอยๆ ในทกหวขอจะเรมจากพนฐาน
ไปถงขนลงมอปฏบต โดยมแบบฟอรมสำเรจ (Worksheet) ทพรอมจะถกนำไปใชหรอนำไปเปนตวอยางทงสน 50
แบบฟอรม เราหวงเปนอยางยงวาแบบฟอรมเหลานจะเปนจดเรมตนใหคณไดไปสแบบฟอรมทเหมาะสมและมความ
เฉพาะตวตามทโรงงานของคณตองการ
ทง Ken’ichi Sekine และ Keisuke Arai อยในกลมแถวหนาของทปรกษา (Consultant) ดานการผลตแบบล
นของประเทศญปน นอกจากหนงสอเลมนและอกเลมหนงคอ Kaizen for Quick Changeover ยงมอก 2 เลมทเกยว
กบลนทเขยนโดย 2 ทานนและมการพมพเผยแพรเปนภาษาองกฤษ เลมแรกเขยนโดย Sekine คอหนงสอ One-piece
Flow และอกเลมเขยนโดย Sekine และ Arai คอ Design Team Revolution ทงหมดมาจากความคดพนฐานของผ
เขยนทตองการกระตนใหเกดการปรบปรงภายในโรงงานของคณ เพราะเชอวานคอเปนสงสำคญในการบรหารจดการ
โรงงาน
การจดพมพหนงสอเลมนในรปแบบภาษาองกฤษตองใชความทมเทของทมงาน ในนามสำนกพมพ
Productivity Press เราตองขอขอบคณทกทานทเกยวของ และยนดทไดรวมงานอกครงกบคณ Sekine และคณ Arai
ผซงปรบและทำความชดเจนกบตนฉบบเพอเราโดยเฉพาะ ขอบคณ Karen Sandness ผแปลเปนภาษาองกฤษ
สำหรบทมงานของสำนกพมพ ขอบคณ Karen Jones ดแลรปเลม Miho Matsubara สนบสนนการแปล Susan
Swanson ประสานงานผลตและออกแบบตวอกษร และ Mary Junewick ศลปะและอานทาน ตรวจทานโดย Sheryl
Rose กราฟกและภาพประกอบโดย Bill Brunson จาก Typography Services; Lee Smith จาก Smith & Fredrick
และ Gordon Ekdahl จาก Fineline Graphics ออกแบบและเรยงหนาโดย Bill Brunson ออกแบบปกโดย Mark
Weinstein
Steven Ott
ประธานสำนกพมพ

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
คำนำผเขยน
แนวทางการสรางนวตกรรมในการทำ TPM ของเรา เปาหมายกคอ เพอรกษาไวซงความสามารถในการ
แขงขนระดบนานาชาต โดยอาศยความรในขนตอนการปฏบตทไดผล (Know-how) ตามแบบฉบบของญปน ทสอน
ใหโลกรมาแลววา ทำอยางไรใหผลตสนคาไดในราคาไมแพง โดยการปฏรปกระบวนการผลตและใชพนกงานใหม
ประสทธภาพยงขน
การปฏรประบบปจจบนคอการไมยอมรบสถานการณเดมและทำใหจดออนของมนถกเปดเผยออกมา แตกม
บางครงทจดออนเหลานนถกเปดเผยออกมา แตเราไมสามารถทำการปรบปรงได และถาเหตการณเชนนเกดขนใน
ระบบ TPM แนวทางการสรางนวตกรรมใน TPM ขอเสนอ 3 วธการตอไปน
- 5ส ใหม
- การบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา (Instant Maintenance)
- การปรบปรงการตงเครองจกรหรอเปลยนรนการผลต
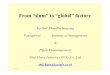
ภาพ P-1 จะทำใหคณรสกไดวา 3 วธการเหลานทำงานอยางไร ในการสรางนวตกรรมใน TPM 5ส ใหม
การพฒนา 5ส ใหมของเรา ถอกำเนดขนมาทนทหลงจากไดสมผสกบการทำ 5ส ดวยความเขาใจทผดใน
บรษทเกาหลใตแหงหนง ณ ทนน 5ส เปนไปในรปแบบของสงการโดยผจดการใหพนกงานทำสงตางๆ เชน ทาสพน
โรงงานเพอใหดสะอาด ซอชนวางของและกลองเกบชนสวนใหม และทำความสะอาดทวโรงงานทงวน ทงหมดนเรยกวา
ทำ 5ส แบบนำวธการมาเปนผลลพธ ซงถอวาเปนจดทผบรหารโรงงานนทำผดอยางสนเชง
เปาหมายโดยรวมของ 5ส คอการเพมประสทธภาพและประสทธผลใหกบกระบวนการโดยการมสวนรวมของ
พนกงานทกคน ผานการจดระเบยบสถานททำงานและสายการผลตใหดบนพนฐานของ 2ส แรก สะสางและสะดวก
เหนอสงอนใด 2ส นจะนำมาซงการจดเกบทเปนมาตรฐานทงตำแหนง รายการ ปรมาณ และปายบงช
ความทมเทใน 2ส แรกใหเหนผลอยางเปนรปธรรม จะทำใหเรามมมมองใหมกบความหมายของ 5ส เราไดนำ
เสนอ 5ส ใหมไวในบทท 2 และ 3 พรอมตวอยางการนำ 5ส ใหมไปใชในโรงงานของคณอชโนเซ (Ichinose) ประธาน
บรษท Mynac บรษทผลตเสอผาชนนำแหงเมอง Nagoya ประเทศญปน การบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา
ระหวางเยยมชมโรงงานในยโรปและอเมรกาเหนอ เราพบวาเมอใดกตามทเกดเครองจกรเสย พวกเขาจะสง
ชางเขาไปเพอทำการซอมหรอแกไข ในขณะทผใชเครองจะถอเวลานนเปนการพกผอน ภาพทเราเหนนคอการแบง
พนกงานออกเปน 2 กลม กลมผใชเครองจกรกบกลมผซอมเครองจกร ซงเปนเรองทไมทราบวาเกดขนไดอยางไร
วธการทใชในการแกไขความสญเปลาประเภทนกคอ การบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวง
หนา ซงเปนเทคนคเพอทำใหเครองจกรกลบสสภาพเดมภายในเวลา 3 นาทนบจากเวลาเครองจกรเสย และเพอใหการ

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
ความสญเปลา 7 ประการ: เหตผลในการสรางนวตกรรมในการทำ TPM
➀การหยดของเครองจกรท
เลกนอย ปานกลางและยาวนาน
➁การตง
เครองจกรหรอเปลยนรนการผลต
ทใชเวลานาน
➂การแกไขงาน
การเกดของเสยผลตภณฑใชงานไมได และอตราการใชประโยชนจากวตถดบตำ
➃การหยดเครองจกร
เนองจากการวางแผน (หรอบรหารจดการ)
➄การประยกตใช 2ส ไมสมบรณ
➅การผลตมาก
เกนความจำเปนเนองจากเครองจกรขนาดใหญ
➆การปรบตงหรอลอง
เครองจกรในชวงเรมการผลตทม
ปญหา
ระบบการสรางนวตกรรมในการทำ TPM
ความสามารถในการแขงขนระดบนานาชาต
(Q)สนคามคณภาพสง นาใช
(C)ราคาตำ
(D)สงมอบตรงเวลา
คณภาพเกดจากอปกรณทด ใชพนกงานใหมประสทธผลยงขน ใชเวลาในการผลตทรวดเรว
ระบบทจะทำใหเครองจกรเสยเปนศนย
TPM (การบำรงรกษาทวผลแบบทกคนมสวนรวม)
ระบบการผลตทสามารถรองรบความหลากหลายของผลตภณฑได
โดยปราศจากความสบสน
การสงเสรมการตรวจสอบเครองจกรประจำวน (9)
การบำรงรกษาแบบทนเวลาพอด (Just-in-Time
Maintenance)
การกำจดความผดปกตในกระบวนการเพอปองกน
เครองจกรเสย (8)
การกำจดความสญเปลาจากการวางแผนหรอบรหารจดการ (7)
การตงเครองจกรหรอเปลยนรนการผลตโดย
ใชเวลาเปนศนย
ตวอยางการบำรงรกษาแบบทนททนใดโดยเตรยมพรอม
ไวลวงหนา (5)
กรณตวอยางของการปฏบต 5ส ใหม (3)
ลดจำนวนของการตงเครองจกรหรอเปลยนรน
การผลต
พนฐานเพอการบำรงรกษา แบบทนททนใดโดยเตรยมพรอมไวลวงหนา (4)
5ส ตองเรมจาก 2ส (2)
การปรบปรงการตงเครองจกรและเปลยนรนการผลต
- ประสทธภาพในการตงเครอง- จกรหรอเปลยนรนการผลตบงบอก ถงระดบความเปน TPM (6)
การบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา
- ปลกฝงขนตอนการปฏบตทไดผล เพอใหเวลาหยดเมอเครองจกร เสยไมเกน 3 นาท
5ส ใหม
- 5ส ทเนนผลลพธ- หลก 10 ประการของการปฏบต 5ส ใหม
➞
➞
➞
➞
➧
➧➧
➧➧
➧➧ ➧
➧
➧
➧
➝
➝
➝
➝
➝
➝
➝
➝
➝
➝
ภาพท P-1 ระบบการสรางนวตกรรมใหมใน TPM

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
บำรงรกษาลกษณะนเกดขนได เราเชอวาสงสำคญคอการสอนพนกงานในทกษะทจำเปนสำหรบพวกเขา ซงทงหมดเรา
ไดนำเสนอไวแลวในบทท 4 และ 5
ถาเรามงมนทจะทำใหการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนาสมฤทธผล เราตองมงมน
ใหการตรวจสอบและบำรงรกษาเครองจกรประจำวนของพนกงานผใชเครองจกรสมฤทธผลดวย รวมถงการปรบปรง
การบำรงรกษาตามแผน (Planned Maintenance) ของฝายซอมบำรง และเมอคณทำสำเรจ คณสามารถเพมผลกำไร
ใหบรษทได เพราะเครองจกรของคณจะเปนอสระและพรอมอยเสมอในการผลตไมตองคอยพะวงเรองการบำรงรกษา
และการซอม
การปรบปรงการตงเครองจกรหรอเปลยนรนการผลต
การปรบปรงการตงเครองจกรหรอเปลยนรนการผลตหมายถงการลดขนตอนตางๆ ใหเหลอเพยงขนตอน
เดยวหรอไมตองมการตงเครองจกรหรอเปลยนรนการผลตเลยยงด โรงงานใดมกระบวนการตงเครองจกรหรอเปลยนรน
การผลตอยางมประสทธภาพ โรงงานนนสามารถกำจดปญหาการหยดเลกนอยของเครองจกรลงได รวมถงการลอง
เครองหรอปรบแตงภายหลงการตงเครองจกรหรอเปลยนรนการผลตเสรจสนลง ในบทท 6 เปนขนตอนการปรบปรงเพอ
บรรลวตถประสงคเหลาน
แนวทางการสรางนวตกรรมใน TPM น เปนแนวทางใหมของเรา บน 3 เสาหลก (5ส ใหม การบำรงรกษาแบบ
ทนททนใดโดยเตรยมพรอมไวลวงหนา และการปรบปรงการตงเครองจกรหรอเปลยนรนการผลต) และวธการอนๆ ท
ทำหนาทเหมอนกนคอ เพอกำจดความสญเปลา 7 ประการทมสาเหตมาจาก TPM ทไมไดผล ถาการผลตแบบลน
เปนตนไม ความสญเปลาคอ “วชพช” ทคณตองถอนมนออกใหหมดในทกๆ วน เพอตนไมของคณไดโตเตมทอยางทมน
ควรเปน
Ken’ichi Sekine
Keisuke Arai

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
สารบญ
บทท 1 ควมสญเปลา 7 ประการใน TPM
ทำไมเดยวน ตอง TPM? 17
ความสญเปลา 7 ประการ 18
การนยามและกำจดความสญเปลา 20
ความสญเปลาเนองจากการหยดของเครองจกร 20
ความสญเปลาเนองจากการใชเวลาในการตงเครองจกรหรอเปลยนรนการผลตนาน 23
ความสญเปลาเนองจาก การแกไขงาน การเกดของเสย/ขอบกพรอง ผลตภณฑใชงานไมได
และอตราการใชประโยชนจากวตถดบตำ 24
ความสญเปลาเนองจากการหยดของเครองจกรเนองจากการวางแผน (หรอบรหารจดการ) 25
ความสญเปลาเนองจากการประยกตใช 2ส ไมสมบรณ 26
ความสญเปลาเนองจากการผลตมากเกนความจำเปนเนองจากเครองจกรขนาดใหญ 27
ความสญเปลาเนองจากปญหาการปรบตงหรอลองเครองจกรในชวงเรมการผลต 27
บทท 2 5ส ตองเรมจาก 2ส กอน
เปดตว 5ส ใหม 29
5ส มอะไรมากกวาโปสเตอรขางฝา 30
ระเบยบวนยคอหวใจของ 5ส 32
ปฏบต 2ส เพอความพรอมกอนการตงเครองจกรหรอเปลยนรนการผลต 33
ขนตอนการกำจดความสญเปลาในการเตรยมความพรอมกอนเปลยนรนการผลต 36
การดำรงไวซงสภาพทไดรบการปรบปรง 39
ประโยชนของการปฏบต 2ส อยางเหมาะสม 40
บทท 3 ตวอยางการประยกต ใช 5ส ใหม กรณบรษท Mynac
การกลายพนธของ 5ส จากเนนผลลพธไปสเนนรปแบบ 44
ความสำเรจในการทำ 5ส จำเปนตองอาศยผบรหารระดบสงทเปนคนจรงจงและมระเบยบแบบแผน 45
5ส ณ บรษท Mynac 45
แนวคดใหมเกยวกบ 5ส 47

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
ความรและทกษะของ Mynac: หลก 10 ประการในการทำ 5ส 48
ขนตอนเพอการดำเนน 5ส ใหนาสนใจและเพลดเพลน 59
ขนตอนท 1: ประกาศโครงการ 5ส จากผบรหารสงสด 59
ขนตอนท 2: กำหนดลำดบการลงพนท 59
ขนตอนท 3: ขดขไคล 59
ขนตอนท 4: กำหนดขอบเขตของปญหา 59
ขนตอนท 5: แขวนปาย (หรอตดสตกเกอร) กบปญหาทไมนาพอใจทสด 61
ขนตอนท 6: ปฏบตการปลดปาย 61
ขนตอนท 7: ยนยนวา “ขไคล” ทงหมดถกกำจด 61
ขนตอนท 8: กำหนดทอยมาตรฐานดวยปายบงชมาตรฐาน 61
ขนตอนท 9: สรางสรรคสายการผลตทประยกตใช 2ส อยางเตมท 61
วธสำหรบการดำรงไวซง 5ส ในฐานะระบบหนง 62
บทท 4 รากฐานสำคญของการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา
ขนตอนท 1 ศกษาเงอนไขหรอขอจำกดในปจจบน 70
ขนตอนท 2 สรปปญหาของแตละเครองจกรและสายการผลต 70
ขนตอนท 3 วเคราะหกลไกการเกดการหยดเลกๆ นอยๆ และสาเหต 70
ยนยนสถานการณ 70
ขนตอนท 4 สรางภาพความสมพนธระหวางปรากฏการณ กลไก และสาเหต ใหเหนชดเจน 75
ใชการวเคราะหดวยเทคนคการตงคำถาม “ทำไม” (Why-Why Analysis) 75
ขนตอนท 5 ตดตงระบบการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา 76
ใหการศกษากบพนกงานเรองการบำรงรกษาแบบทนททนใด
โดยเตรยมพรอมไวลวงหนา 76
กำหนดรายการบำรงรกษาหลก 79
ขนตอนท 6 สงเสรมกจกรรมการบำรงรกษาดวยตนเองของฝายผลต 79
ขนตอนท 7 จดทำคมอ การบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา 80

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
บทท 5 กรณศกษาการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา
ขนตอนท 1 ศกษาเงอนไขหรอขอจำกดในปจจบน 89
ขนตอนท 2 สรปปญหาของแตละเครองจกรและสายการผลต 90
ขนตอนท 3 วเคราะหกลไกการเกดการหยดเลกนอยและสาเหต 96
ขนตอนท 4 สรางภาพความสมพนธระหวางปรากฏการณ กลไกและสาเหต ใหเหนชดเจน 96
ใชการวเคราะหดวยเทคนคการตงคำถาม “ทำไม” (Why-Why Analysis) 96
ขนตอนท 5 ตดตงระบบการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา 100
พจารณาชนสวนทจะใชในการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนา 100
พฒนาระบบถงค (Two-Bin System) สำหรบชนสวนตางๆ 102
จดทำแบบฟอรมสรปการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนาสำหรบแตละกรณ 103
ทดสอบการใชกบเหตการณจรง 103
ขนตอนท 6 สาธตเทคนคการบำรงรกษาแบบใหมน ใหกบพนกงาน 109
บทท 6 การปรบปรงการปฏบตงานในการตงเครองจกรหรอเปลยนรนการผลต
การตงเครองจกรหรอเปลยนรนการผลตทดสะทอนถงTPM ทมประสทธผล 111
สาเหต 7 ประการของการตงเครองจกรหรอเปลยนรนการผลต
ท ไรจดหมายและเกดความสบสนในการปฏบต 112
ไมมมาตรฐานในการเตรยมความพรอมกอนตงเครองจกรหรอเปลยนรนการผลต 112
การเปลยนอปกรณนำรอง (Jig) และแมพมพ (Mold) โดยปราศจากมาตรฐาน 113
การเขยนแบบสงผลตโดยปราศจากมาตรฐาน 115
การเปลยนทดแทนอปกรณคมตด (Blade) โดยปราศจากมาตรฐาน 117
การโปรแกรมคำสงโดยปราศจากมาตรฐาน 117
การเดนเครองโดยปราศจากมาตรฐานการกำหนดตำแหนง
เพอการวดหรออางองตางๆ (เดนเครองทงทยงมความหลากหลายในวธปฏบต) 119
การทำความสะอาดโดยปราศจากมาตรฐาน 121
สรปปญหาการตงเครองจกรหรอเปลยนรนการผลต 121
ขนตอนสำหรบปรบปรงการตงเครองจกรหรอเปลยนรนการผลต 122

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
บทท 7 การกำจดความสญเปลาจากการหยดของเครองจกร
เนองจากการวางแผน (หรอบรหารจดการ)
การหยดของเครองจกร (วางเวนจากการผลต) ทนานเกนควรเนองจากการวางแผน 131
การทำโพรเซสเรซซงกบสายการผลตเดมเพอสงใหม 135
ขนตอนสำหรบการออกแบบกระบวนการ 137
บทท 8 การกำจดความผดปกตตางๆ ภายในกระบวนการ
ตวอยาง: การลดของเสยจากการจมโลหะบดกร ในแผนวงจรพมพ (PCB) 148
ขนตอนท 1 ศกษาเงอนไขปจจบน 150
ขนตอนท 2 จดกลมใหกบแผนวงจร 150
ขนตอนท 3 สบหาปจจยลำดบทหนงของการเกดของเสยจากการจมโละการบดกร 150
ขนตอนท 4 คนหาเงอนไขทเหมาะสมทสดในขณะททำการผลตในแตละวน 152
การทดสอบเงอนไขทเหมาะสมทสดในกระบวนการบดกรแผนวงจร 154
ขนตอนท 1 ทำการทดลองเพอหาเงอนไขทเหมาะสมทสด 154
ขนตอนท 2 สรปขอมล 154
ขนตอนท 3 สรปการคนหาใหเหนเปนภาพ 154
ขนตอนท 4 ระบปจจยและระดบของปจจยทมผล 155
ขนตอนท 5 ประมาณคาอตราของเสย ภายใตเงอนไขทเหมาะสมทสด 155
ขนตอนท 6 ทดสอบดวยการทดลองเพอการยนยน 156
บทท 9 การสงเสรมการตรวจสอบเครองจกรประจำวน
การนำเสนอการตรวจสอบประจำวนและการนำไปปฏบต 160
ขนตอนท 1 สรปปญหาทเกดขนในแตละสถานงาน 160
ขนตอนท 2 วเคราะหกลไกการเกดความเสยหาย 160
ขนตอนท 3 ปฏบตตามวธการทคดวาสามารถกำจดสาเหตทแทจรงได 160
ขนตอนท 4 ตดปายบงชการตรวจสอบประจำวนทตวอปกรณ 160
ขนตอนท 5 แบงชนสวนหรออะไหลทตองใชออกเปน 3 กลม 161
ขนตอนท 6 จดการกบการคงคลงชนสวนหรออะไหล 161
ขนตอนท 7 ปรบปรงขนตอนการเปลยนชนสวน 161

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
ขนตอนท 8 หาสาเหตทแทจรงของการแตกหกของชนสวนหรออะไหล 161
ขนตอนท 9 อบรมการบำรงรกษาประจำวนใหกบพนกงานอยางทวถง 161
การกำจดการหยดเลกนอย 165
การแยกประเภทการหยดเลกนอย 165
ทำไมจงเกดการหยดเลกนอยขน 165
ทำไมการหยดเลกนอยจงเปนความสญเปลาทมความสำคญ 165
การหยดเลกนอยตางจากเครองจกรเสยอยางไร 166
ขนตอนการกำจดการหยดเลกนอย 167
การตรวจสอบโดยใชสมผสทงหาเพอตรวจจบความผดปกตของเครองจกรและอปกรณ 170
บทบาทของผใชเครอง 171
การตรวจจบความผดปกตและอาการทเกดขน 171
ตวอยางการปรบปรงขนาดเลก 187
แบบฟอรมการตรวจสอบประจำวนรปแบบตางๆ 190
มาตรฐานการตรวจสอบประจำวนสำหรบมอเตอรไฟฟา 191
คมอการบำรงรกษาแบบทนททนใดโดยเตรยมพรอมไวลวงหนาสำหรบเครองประกอบ 194
แบบฟอรมการตรวจสอบประจำวนสำหรบแมพมพ 194
รายการการตรวจสอบสำหรบถงบดกร 194
แบบฟอรมการตรวจสอบสำหรบเครองมออเลกทรอนกส 194
แบบฟอรมการตรวจสอบแบบอนๆ 194
บทท 10 ทดสอบตวคณเอง:
แบบทดสอบความเขาใจทสอดคลองกบ TPM สำหรบโรงงานแบบลน
คำถามท 1: สรางนสย หวใจของ 5ส 212
คำถามท 2: อายการใชงานของเครองจกรกบบทบาทของผใชเครองจกร 213
คำถามท 3: แบบสงผลตนมอะไรผด? 214
คำถามท 4: มาตรฐานงานสวม 214
คำถามท 5: ในสมผสทงหา ใชอะไรตรวจจบอะไร? 216
คำถามท 6: การหลกเลยงการเปลยนรางนำ (ประคอง) เมอมการเปลยนรนการผลต 218
คำถามท 7: ชนดของหวจบเครองกลง CNC ทโรงงานสวนใหญใชกน 219

Copyri
ghted
Mate
rial o
f E.I.S
QUARE PUBLIS
HING
คำถามท 8: การศกษาสถานการณปจจบนกอนสรางแบบฟอรมการตรวจสอบ 220
คำถามท 9: ประโยคใดไมไดบงบอกถงเรองความสญเปลา 221
คำถามท 10: คะแนน 5ส ของคณเปนอยางไร? 223
คำถามท 11: นยามของ “การออกแบบในบรบทของ TPM” 224
คำถามท 12: นยามของการวเคราะหคณคา 225
คำถามท 13: ขนาดของการผลตในแตรน (Lot Size) ทใชอย ประหยดแลวหรอ? 225
กอลฟคอการผลตรนละ 4 หนวย ในสนามแบบ One-piece-flow 229
คำถามท 14: เครองจกร CNC ทรวมการทำงานของ
เครองมอกลหลายชนดไวดวยกน และการผลตคราวละมากๆ 231
ภาพรวมของการปฏบตลน TPM หรอ “นวตกรรมในการทำ TPM” 239
Worksheet สำหรบ “สรางนวตกรรมในการทำ TPM” 259
หนงสออางอง 372
เกยวกบผเขยน 374
เกยวกบผแปล 375