Embed Size (px)
Citation preview
1 2
TOX®- Technology World-Wide
Japan Japan Korea Korea China China
India India Taiwan Taiwan
Thailand Thailand
Malaysia&Singapore Malaysia&Singapore
Australia Australia New Zealand New Zealand
Egypt Egypt
South Africa South Africa
Brazil Brazil
Argentina Argentina
Mexico Mexico
United states & Canada United states & Canada
United Kingdom United Kingdom Denmark Denmark
Sweden Sweden Finland Finland Russia Russia
The Netherlands The Netherlands Belgium Belgium France France
Portagal Portagal Spain Spain
Switzerland Switzerland
Lithnania Lithnania
Poland Poland Czech Republic Czech Republic Slovakia Slovakia
Turkey Turkey
Romania Romania Hungary Hungary
Slovenia Slovenia Italy(Verona Italy(Verona ) ) Italy(Milano Italy(Milano ) )
Auatria Auatria Germany / Weingarten Germany / Weingarten
TOX Worldwide TOX Europe TOX
TOX Germany TOX China
Select country Select country Africa Africa + Egypt + Egypt + + South Africa South Africa + Saudi Arabia + Saudi Arabia + + Tunesia Tunesia
Asia Asia + + Australia Australia + + China China + + India India + + Japan Japan + + Korea Korea + + Malaysia Malaysia + Taiwan + Taiwan + Thailand + Thailand + + New Zealand New Zealand
Europe Europe + + Austria Austria + + Belgium Belgium + Czech + Czech Repubic Repubic + Denmark + Denmark + Finland + Finland + + France France + + Germany Germany + Hungary + Hungary + + Italy Italy
+ Lithuania + Lithuania + Netherlands + Netherlands + + Poland Poland + Portugal + Portugal + Russia + Russia + Romania + Romania + Slovakia + Slovakia + Slovenia + Slovenia + Spain + Spain
+ Sweden + Sweden + + Switzerland Switzerland + Turkey + Turkey + + United Kingdom United Kingdom
Americas Americas + Argentina + Argentina + + Brazil Brazil + + Canada Canada + + Mexico Mexico + + USA USA
Tochterfirmen Tochterfirmen / Subsidiary / Subsidiary Vertetungen Vertetungen / Representation / Representation
TOX views itself as not just another machine builder and manufacturer of products but as a manufacturing partner for forming, piercing, insertion and joining processes and the equipment that drives them!

TOX® -Clinching and Riveting
Fastener Insertion
S o l i d P u n c h R i v e t
TOX® – An International Equipment Supplier for:
SPR
TOX® Mechanical Joining Technologies
confidential
• Introduction to:
• Clinching
• Clinch Rivet
• Punch Rivet
• Other Fasteners
• Range of material for each process
• Advantages & disadvantages of each process
• Sample Applications
TOX® PRESSOTECHNIK 4
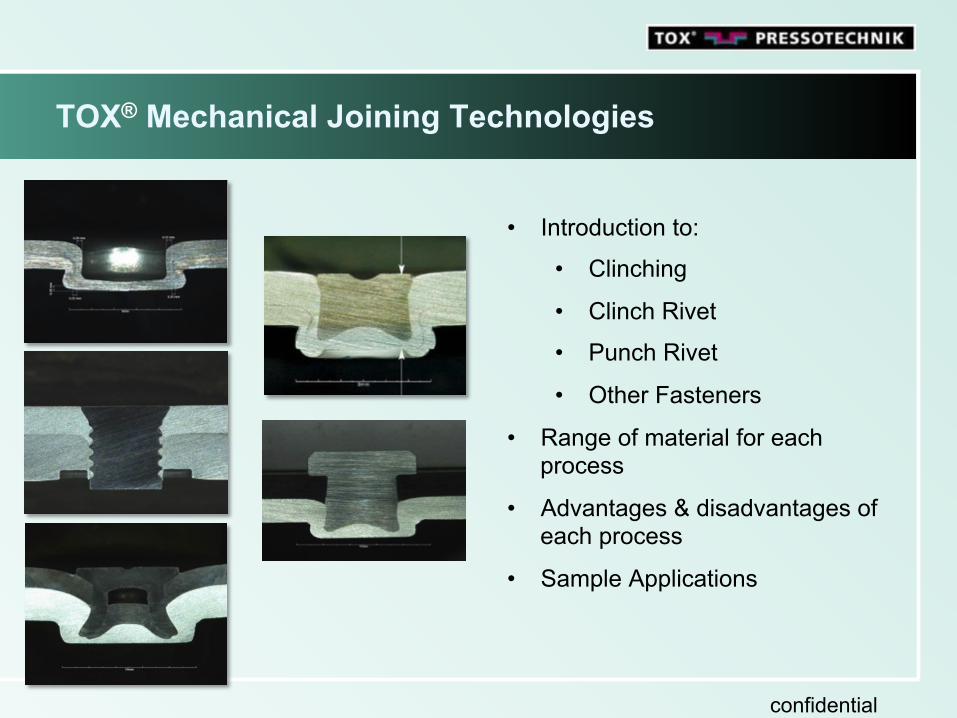
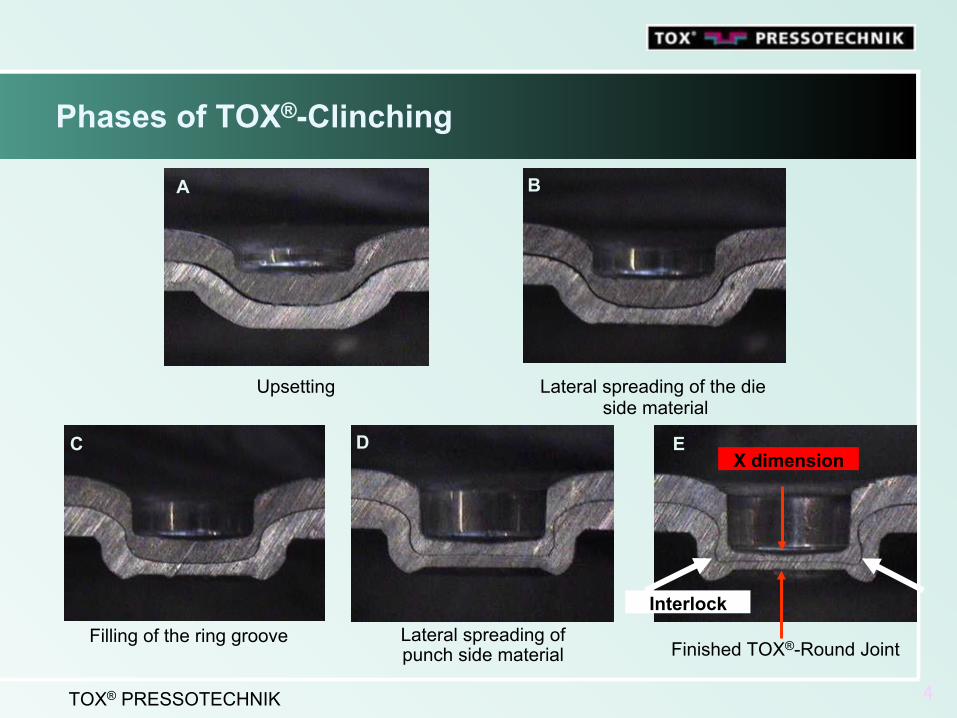
Phases of TOX®-Clinching
A B
C D E
Upsetting Lateral spreading of the die side material
Filling of the ring groove Lateral spreading of punch side material Finished TOX®-Round Joint
Interlock
X dimension
6 TOX® PRESSOTECHNIK
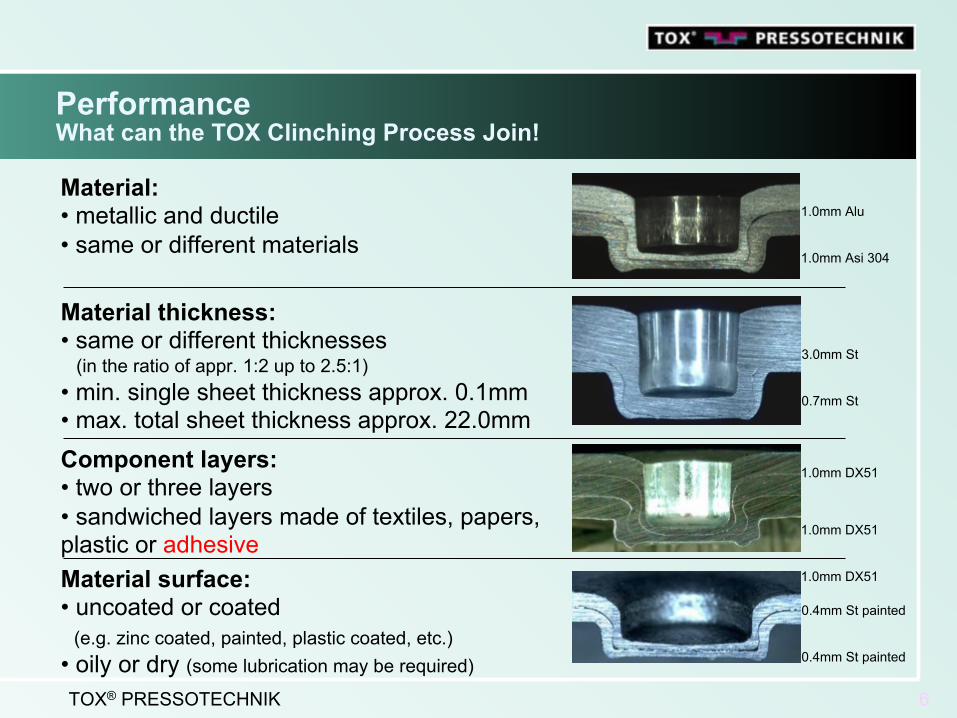
Performance What can the TOX Clinching Process Join!
Material: • metallic and ductile • same or different materials
Material thickness: • same or different thicknesses (in the ratio of appr. 1:2 up to 2.5:1) • min. single sheet thickness approx. 0.1mm • max. total sheet thickness approx. 22.0mm Component layers: • two or three layers • sandwiched layers made of textiles, papers, plastic or adhesive Material surface: • uncoated or coated (e.g. zinc coated, painted, plastic coated, etc.) • oily or dry (some lubrication may be required)
1.0mm Alu 1.0mm Asi 304
3.0mm St 0.7mm St
1.0mm DX51 1.0mm DX51 1.0mm DX51
0.4mm St painted 0.4mm St painted
TOX® PRESSOTECHNIK 6
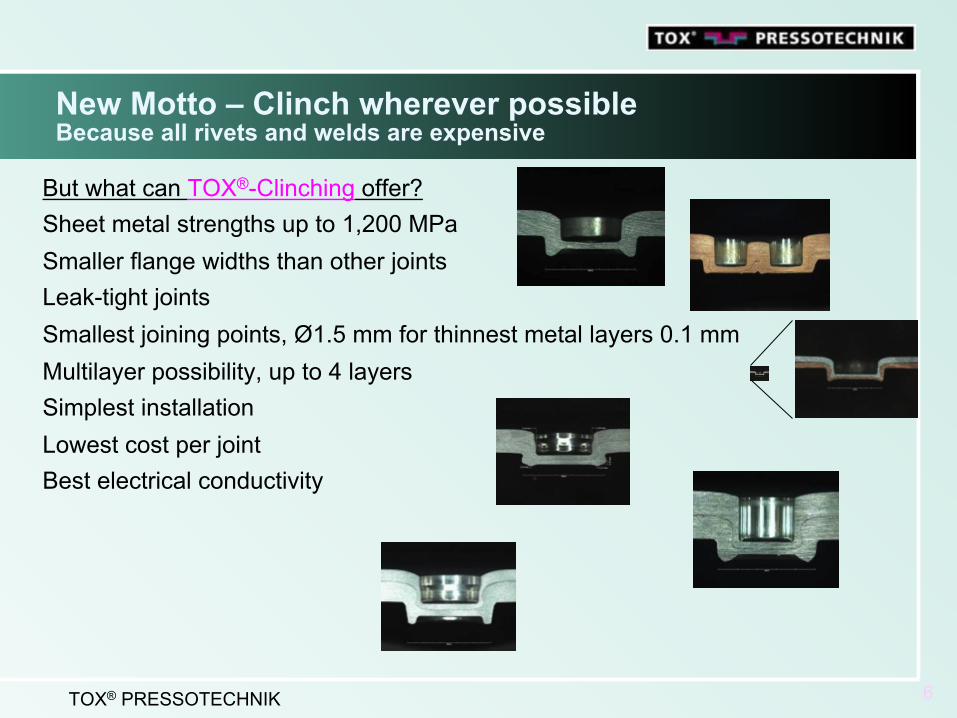
New Motto – Clinch wherever possible Because all rivets and welds are expensive
But what can TOX®-Clinching offer? Sheet metal strengths up to 1,200 MPa Smaller flange widths than other joints Leak-tight joints Smallest joining points, Ø1.5 mm for thinnest metal layers 0.1 mm Multilayer possibility, up to 4 layers Simplest installation Lowest cost per joint Best electrical conductivity
7 12
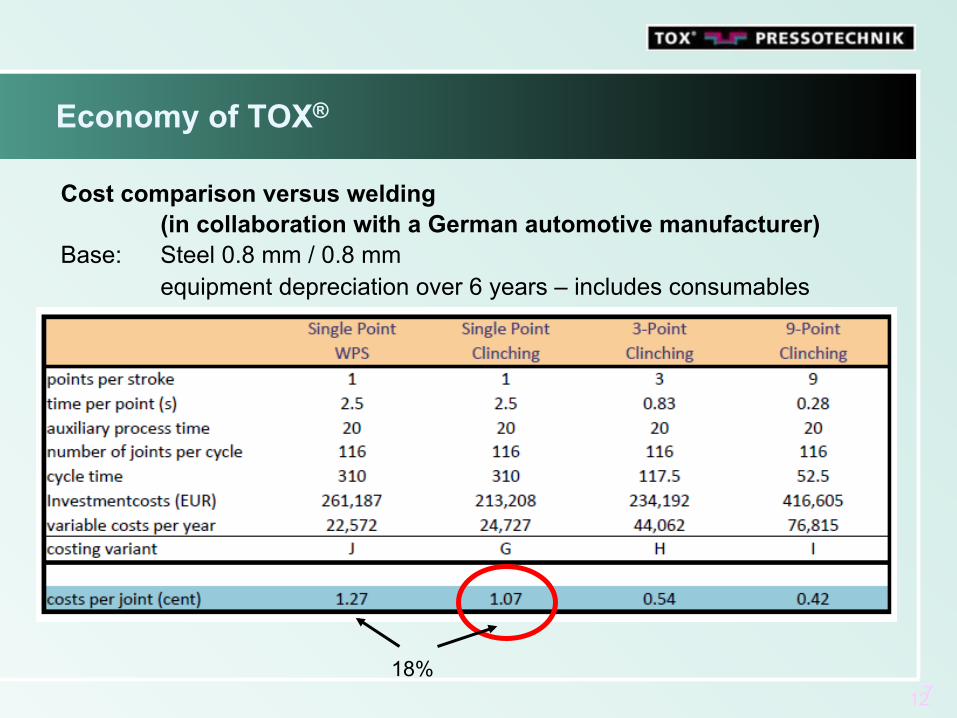
Economy of TOX®
Cost comparison versus welding (in collaboration with a German automotive manufacturer)
Base: Steel 0.8 mm / 0.8 mm equipment depreciation over 6 years – includes consumables
18%

The Clinching Technology Current developments
Aluminium die casting Used for complex geometries often with high function integration and to transmit high forces and because it is cheap. There are some disadvantages: Easy cracking tendency with bad forming properties. “Compression is o.k., tension is bad“ Gas inclusions prevent hot joining processes
Origin: IFUM Hannover
Example suspension-strut dome,

The Clinching Technology Current developments Clinching with the TOX®-Round Joint! AlSi19MnMg 2.9 mm in CR240BH 1.5 mm in ENAW 5182 2.0 mm AlSi19MnMg 2.9 mm
No cracking of the Al casting material is noticable
Even both joining directions are possible!

The Clinching Technology Current developments
High-strength TWIP and TRIP steels Now available with tensile strengths up to 1000 MPa! and elongation at break of 50 %! Used because of their high energy absorption capacity, for crash protection. There are disadvantages: High joining forces are necessary. The high manganese content prevents the hot joining processes because of breakage and deformation.
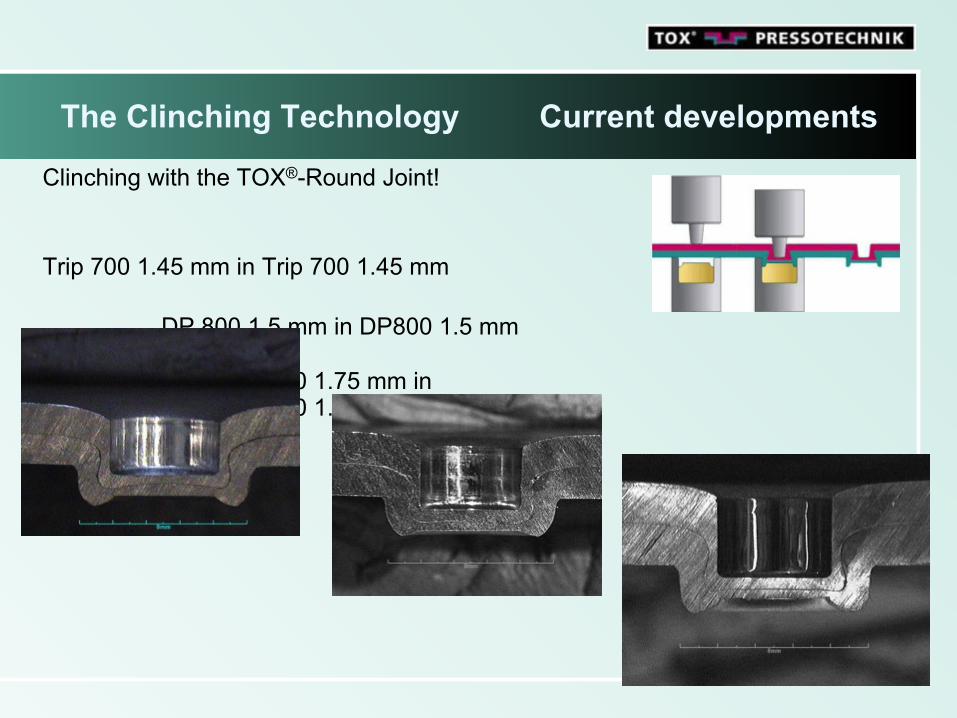
The Clinching Technology Current developments
Clinching with the TOX®-Round Joint! Trip 700 1.45 mm in Trip 700 1.45 mm
DP 800 1.5 mm in DP800 1.5 mm DP 600 1.75 mm in DP 600 1.75 mm
TOX® PRESSOTECHNIK 12
Environment compatibility How can I avoid toxic fumes?
TOX®-Clinching is a cold forming process, therefore... à no auxiliary energy needed à no toxic fumes or gases, even with painted, coated or plastic insulated sheets
Resulting advantages for your production:
à daily energy savings
à no need for coolants or expensive inert gases
à no need for washing or surface treatments
à no disposal of chemicals or toxic waste
TOX® PRESSOTECHNIK 13
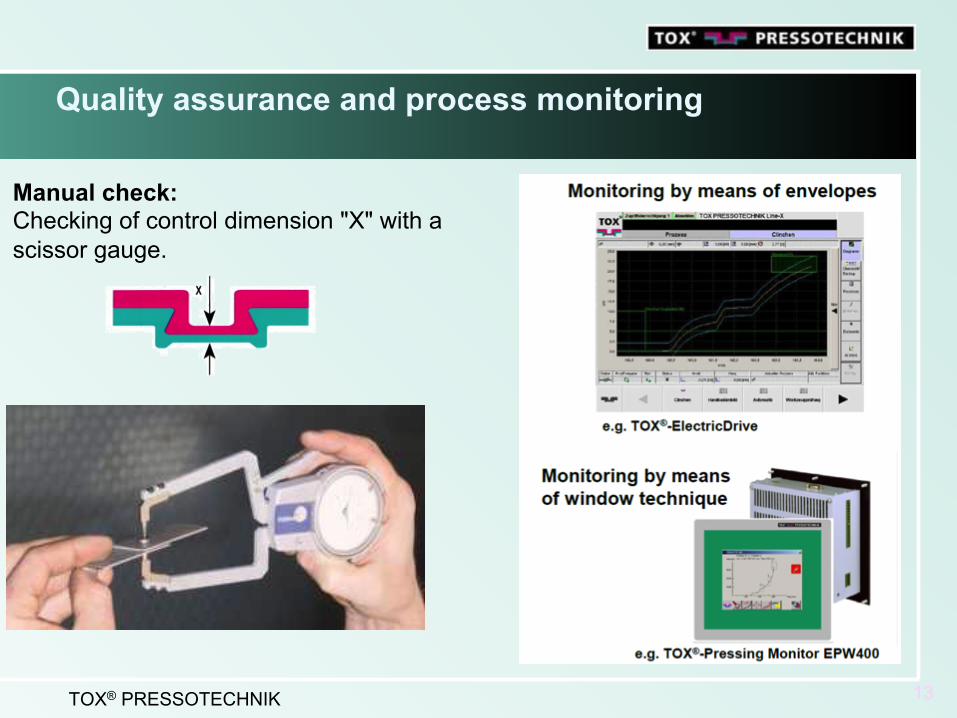
Quality assurance and process monitoring
Manual check: Checking of control dimension "X" with a scissor gauge.
TOX® PRESSOTECHNIK
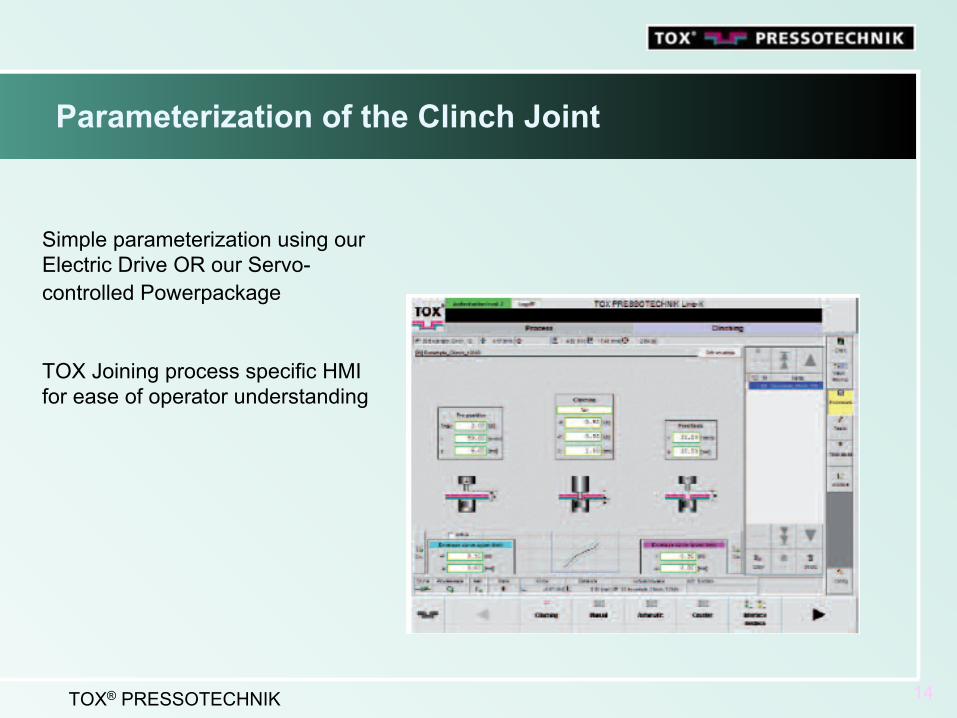
Parameterization of the Clinch Joint
14
Simple parameterization using our Electric Drive OR our Servo-controlled Powerpackage
TOX Joining process specific HMI for ease of operator understanding

TOX® PRESSOTECHNIK
Cross Section Analysis
15
Checking the design parameters of the clinch point:

K. Schuhmacher
TOX® Joining Technology
TOX® Clinch Rivet
TOX® PRESSOTECHNIK – The Technologies
17 K. Schuhmacher
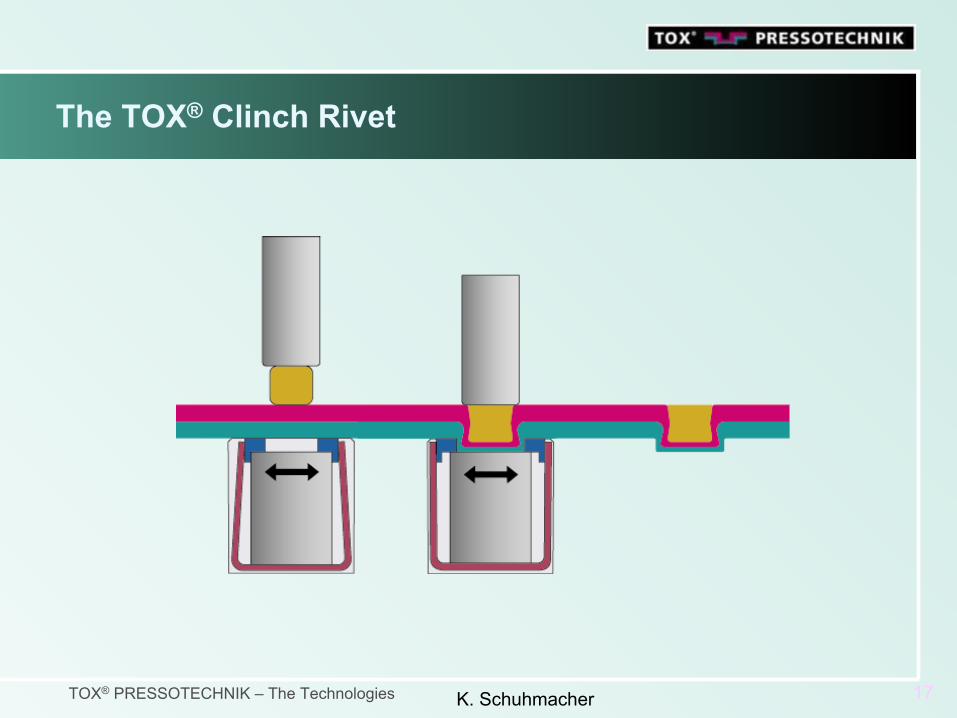
The TOX® Clinch Rivet
TOX® PRESSOTECHNIK – The Technologies
18
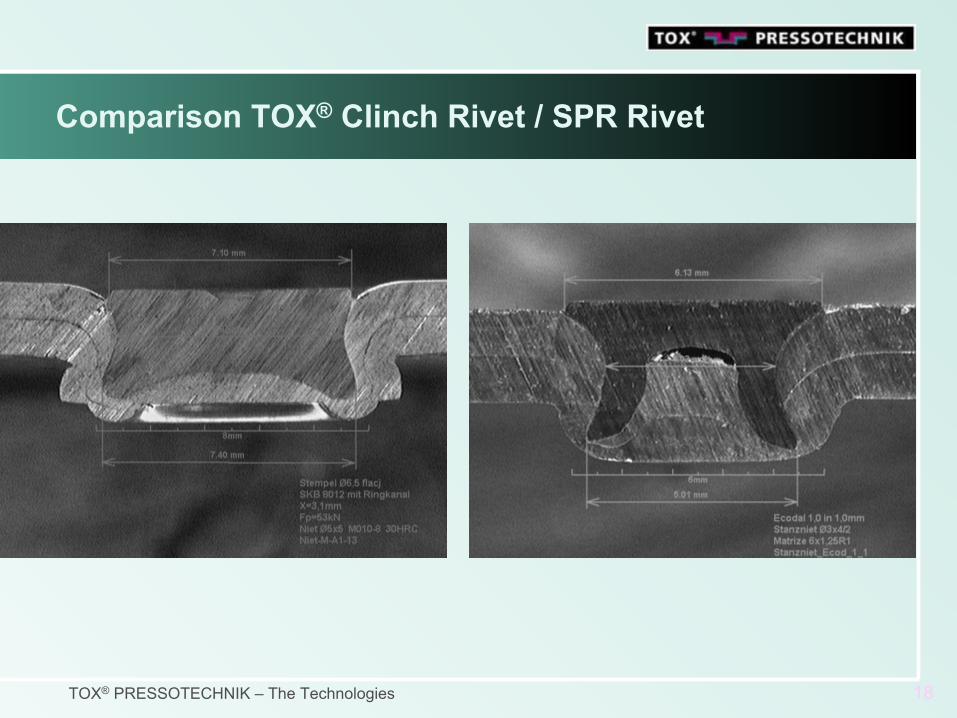
Comparison TOX® Clinch Rivet / SPR Rivet
TOX® PRESSOTECHNIK – The Technologies
TOX® PRESSOTECHNIK 19
No pre-piercing required
Ability to join materials combinations where die side thickness is <0.7mm
Flexible joining method in regards to materials, sheet thickness variations and adhesive applications
Aluminium rivet for Aluminium materials resolving issues with corrosion
Tight sealed joint, which is of interest in high moisture areas
Flush surface on the punch side
Reasons for Clinch Rivet

TOX® PRESSOTECHNIK
Solid Punch Rivet
20
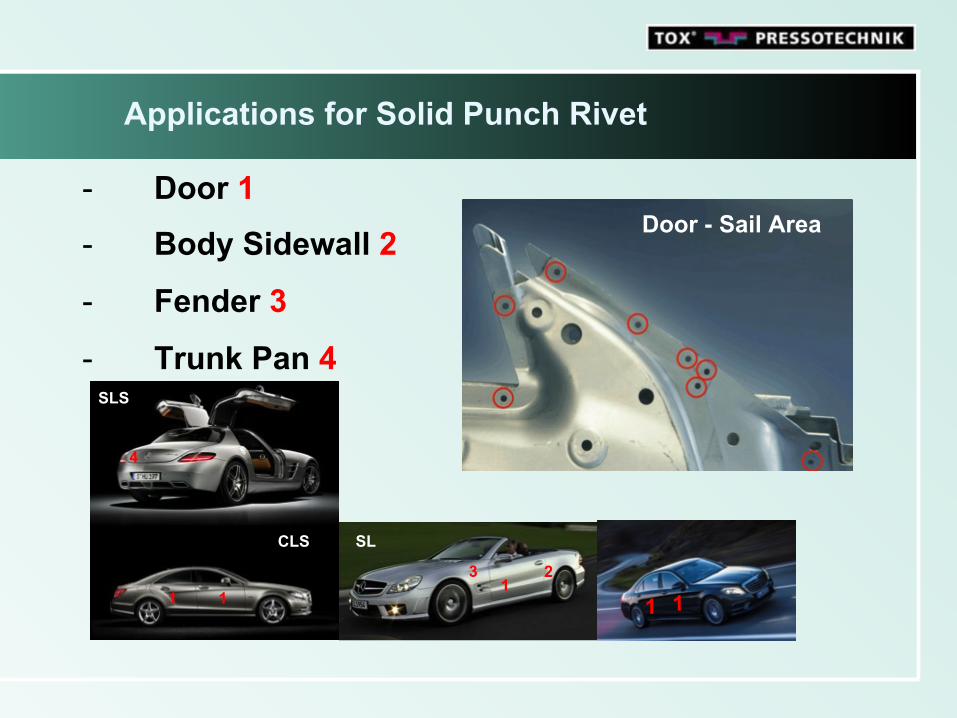
Door - Sail Area - Door 1
- Body Sidewall 2
- Fender 3
- Trunk Pan 4
CLS SL S
1 1 1 1
1 2 3
4
SLS
Applications for Solid Punch Rivet
1 1
TOX® PRESSOTECHNIK 22
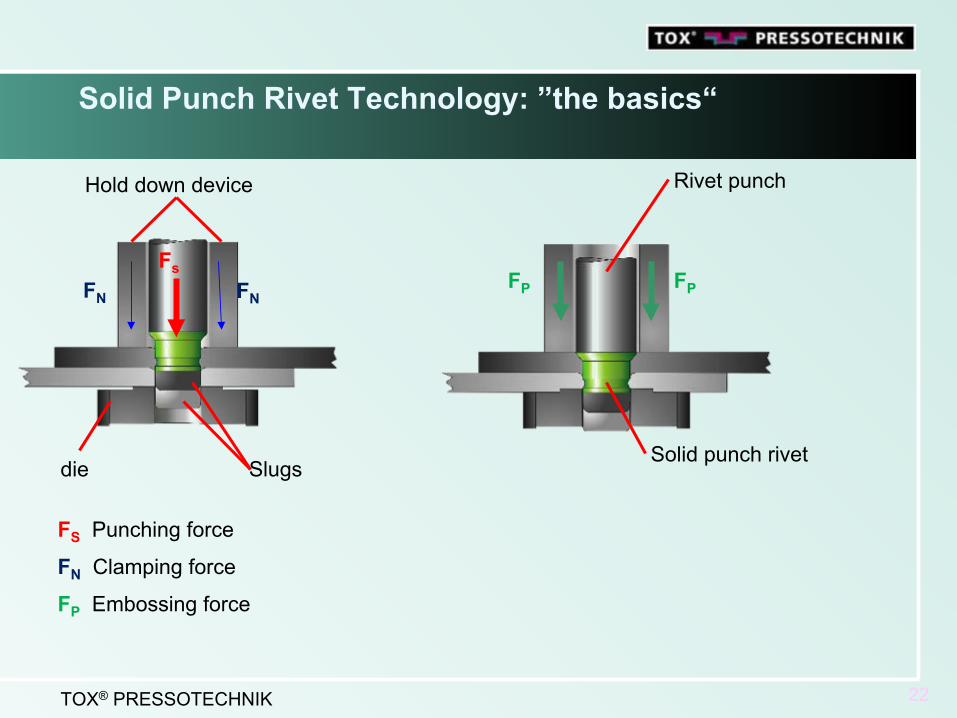
Fs
FN FN FP FP
Slugs die
Rivet punch Hold down device
Solid punch rivet
FS Punching force FN Clamping force FP Embossing force
Solid Punch Rivet Technology: ”the basics“
TOX® PRESSOTECHNIK
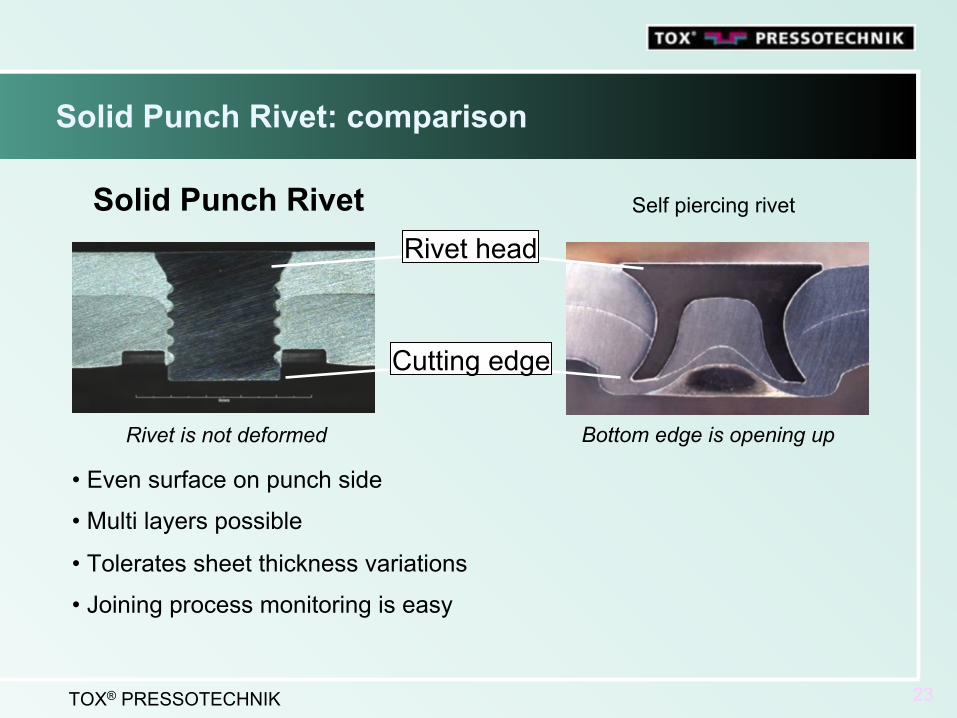
Solid Punch Rivet: comparison
23
Solid Punch Rivet Self piercing rivet
Rivet is not deformed Bottom edge is opening up
Cutting edge
Rivet head
• Even surface on punch side
• Multi layers possible
• Tolerates sheet thickness variations
• Joining process monitoring is easy
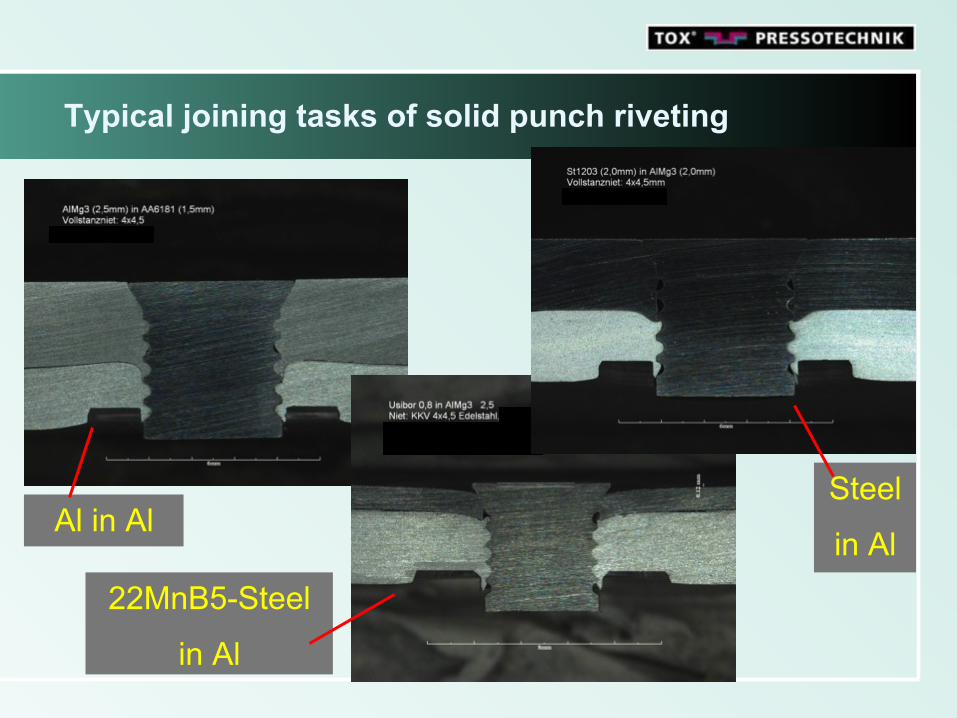
Steel
in Al
Typical joining tasks of solid punch riveting
Al in Al
22MnB5-Steel
in Al

Some special requirements for this Technology
➢ Wishful thinking from design: Minimal rivet variants for different material thicknesses
Shown: Total material thichness 3,0 – 7,5 mm Spectrum of rivetlength 3,6 – 8,1 mm Resulting rivet protrusion 0,6 mm
TOX® PRESSOTECHNIK 26
No pre-piercing required
One die and one rivet for a variety of tasks
Flexible joining method with regards to materials and thickness variations
Only the die side material must have plastic deformation capability
Punch side materials may be high strength materials or non-metal materials
Even surface on the punch side and a minor rivet extension on the die side can easily be achieved
Reasons for Solid Punch Rivet
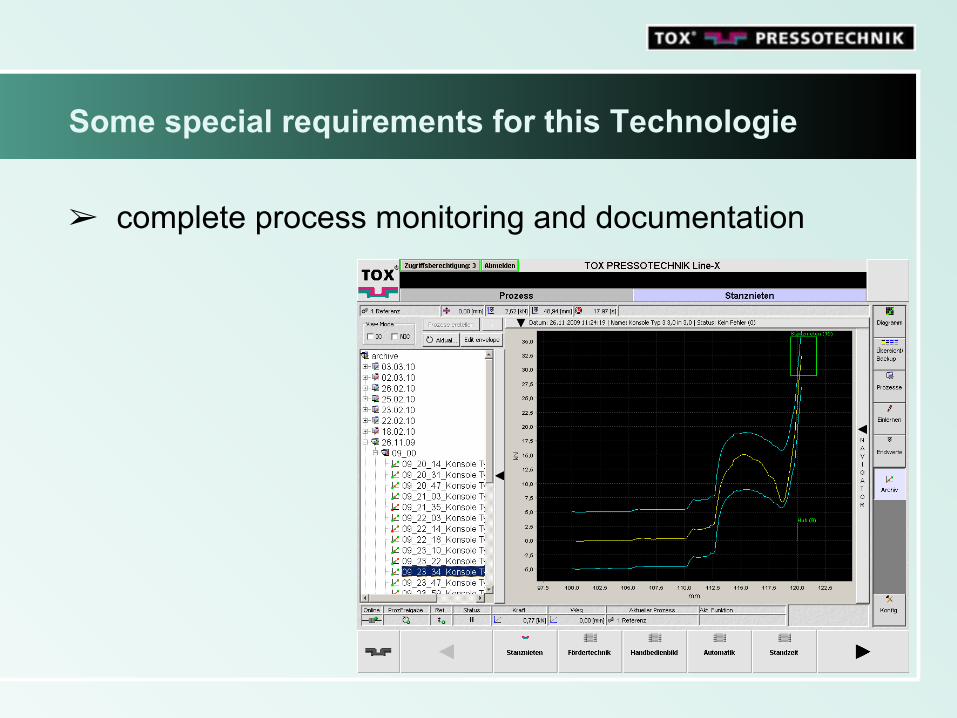
➢ complete process monitoring and documentation
Some special requirements for this Technologie
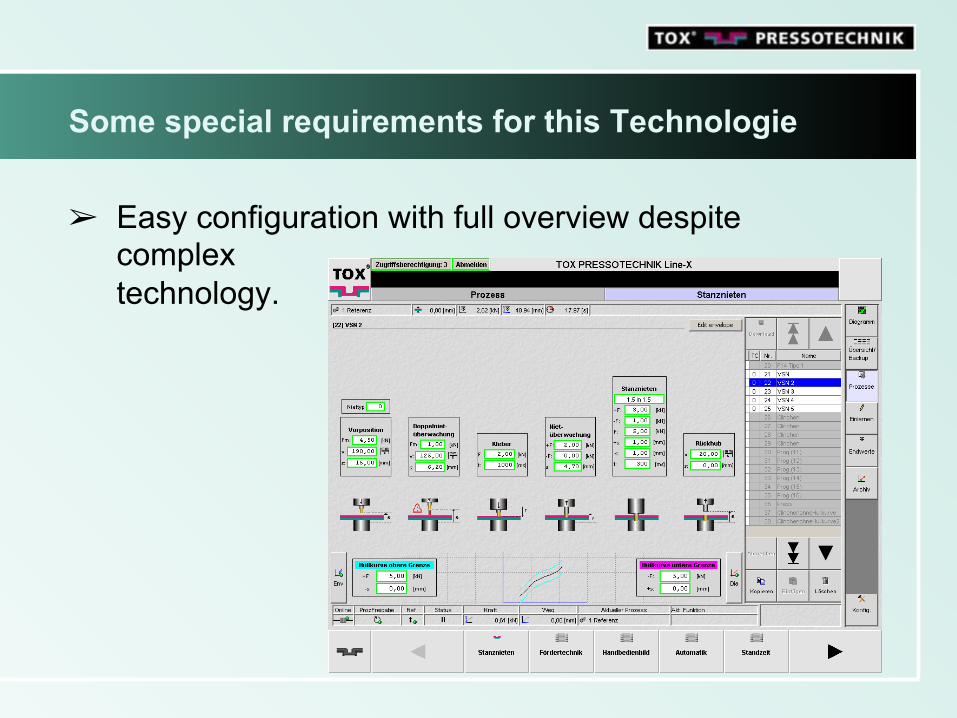
➢ Easy configuration with full overview despite complex technology.
Some special requirements for this Technologie
Other realized benefits
✓ For material strenghts up to 1700 N/mm2 with single material thickness of 1,8 mm
✓ Cycle time 4,5 s
✓ Fully redundant fault detection strategies
✓ Envelope and window monitoring
TOX® PRESSOTECHNIK
30
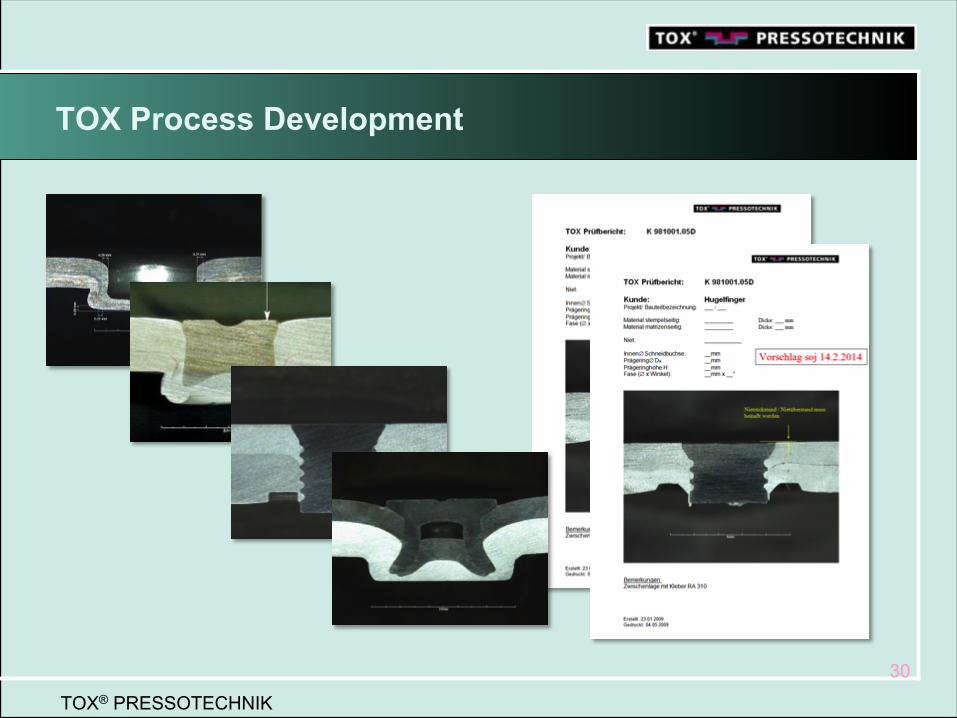
TOX Process Development
TOX® PRESSOTECHNIK
31
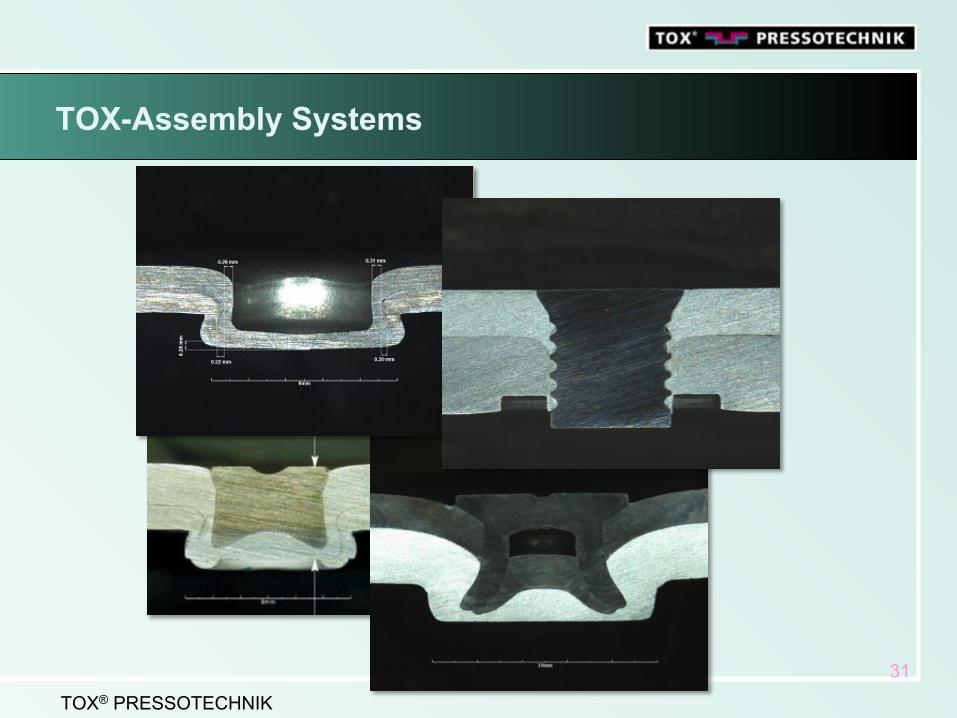
TOX-Assembly Systems
TOX® PRESSOTECHNIK
32
TOX-Riveting Systems
SPR – System 80kN Powerpackage Driven 2 Size Rivet selection Process Monitoring
33
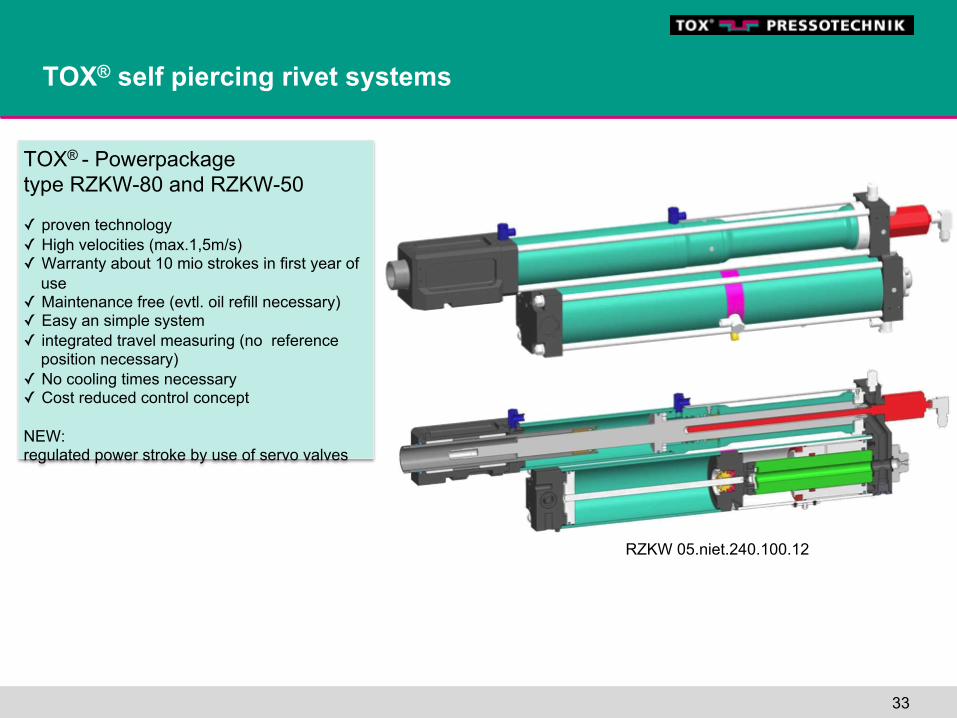
RZKW 05.niet.240.100.12
TOX® - Powerpackage type RZKW-80 and RZKW-50 ✓ proven technology ✓ High velocities (max.1,5m/s) ✓ Warranty about 10 mio strokes in first year of
use ✓ Maintenance free (evtl. oil refill necessary) ✓ Easy an simple system ✓ integrated travel measuring (no reference
position necessary) ✓ No cooling times necessary ✓ Cost reduced control concept NEW: regulated power stroke by use of servo valves
TOX® self piercing rivet systems
34
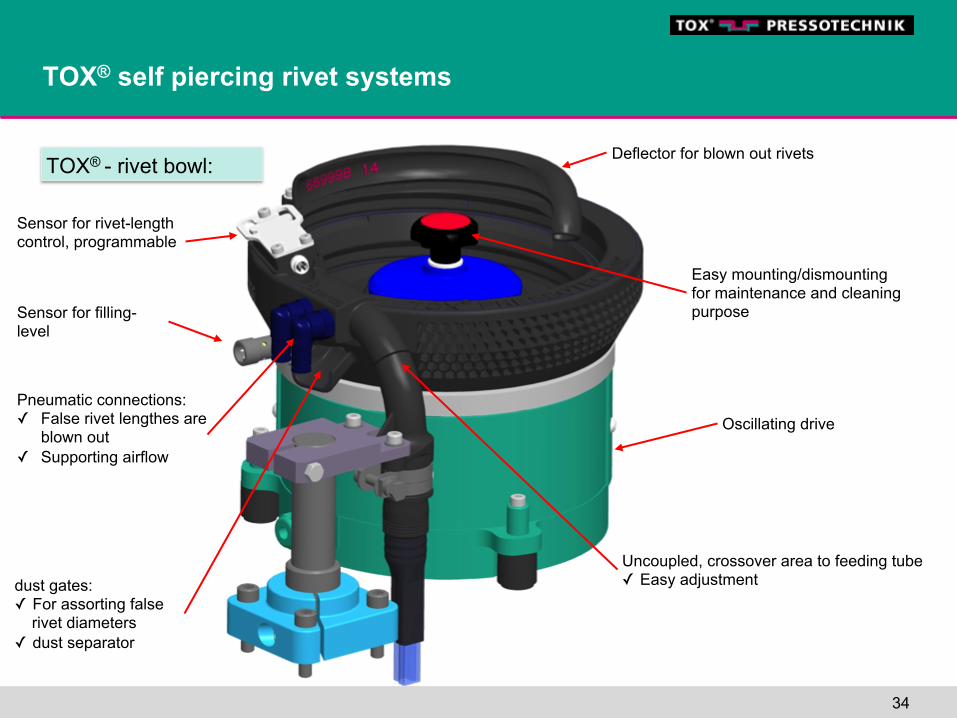
Deflector for blown out rivets
Easy mounting/dismounting for maintenance and cleaning purpose
Oscillating drive
Uncoupled, crossover area to feeding tube ✓ Easy adjustment dust gates:
✓ For assorting false rivet diameters
✓ dust separator
Pneumatic connections: ✓ False rivet lengthes are
blown out ✓ Supporting airflow
Sensor for filling-level
Sensor for rivet-length control, programmable
TOX® - rivet bowl:
TOX® self piercing rivet systems
35
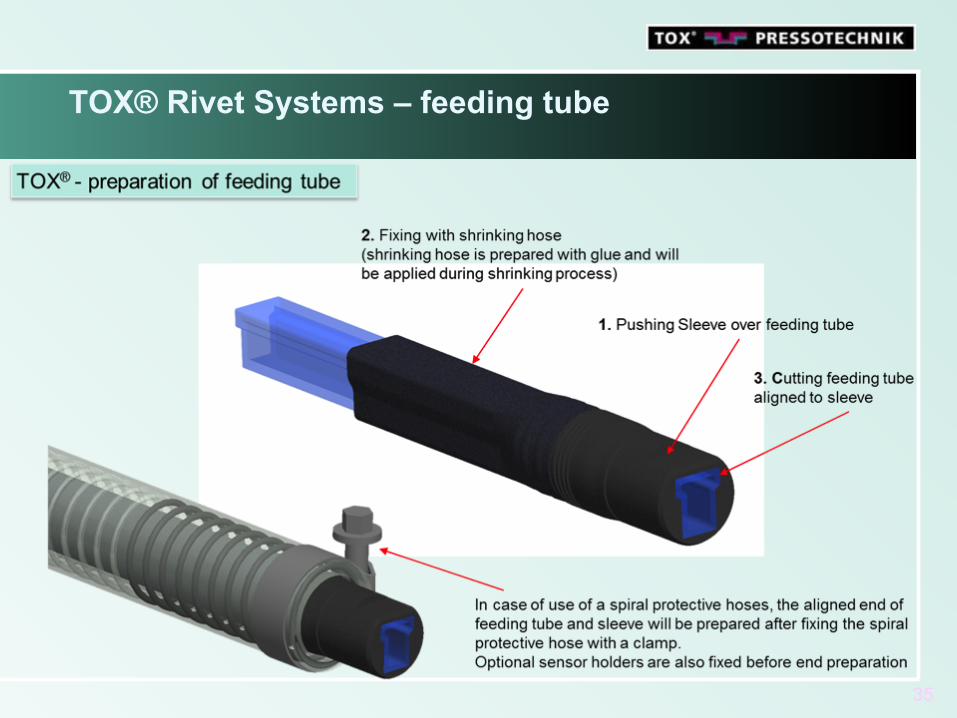
TOX® Rivet Systems – feeding tube
TOX® PRESSOTECHNIK
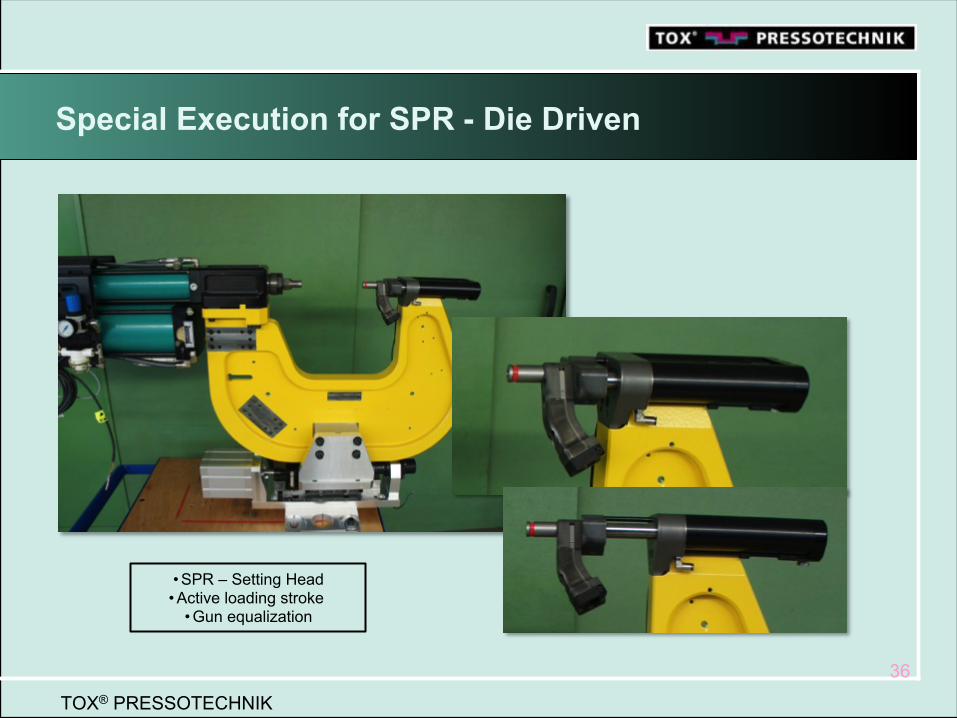
36
• SPR – Setting Head • Active loading stroke
• Gun equalization
Special Execution for SPR - Die Driven
TOX® PRESSOTECHNIK
37
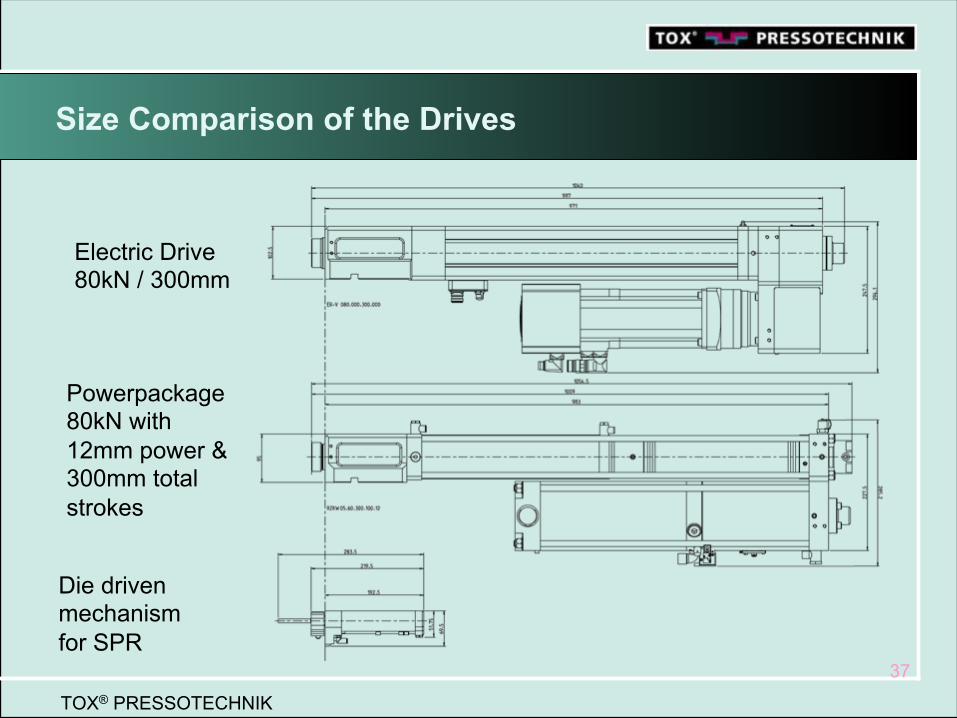
Size Comparison of the Drives
Powerpackage 80kN with 12mm power & 300mm total strokes
Electric Drive 80kN / 300mm
Die driven mechanism for SPR
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 38
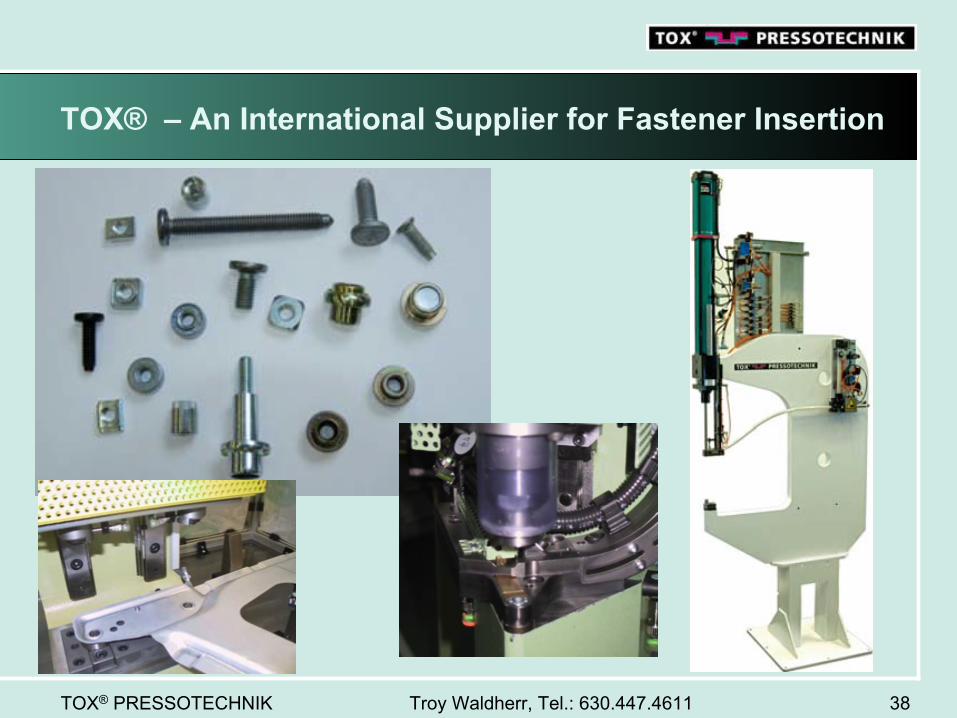
TOX® – An International Supplier for Fastener Insertion

TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 39 38
TOX® – system to set pierce-nuts
Automated processing of pierce elements from different manufacturers
✓ studs
✓ round nuts
✓ rectangular nuts
✓ square nuts
✓ thread size M5 to M10
Complete TOX® pierce-element press
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 40 39
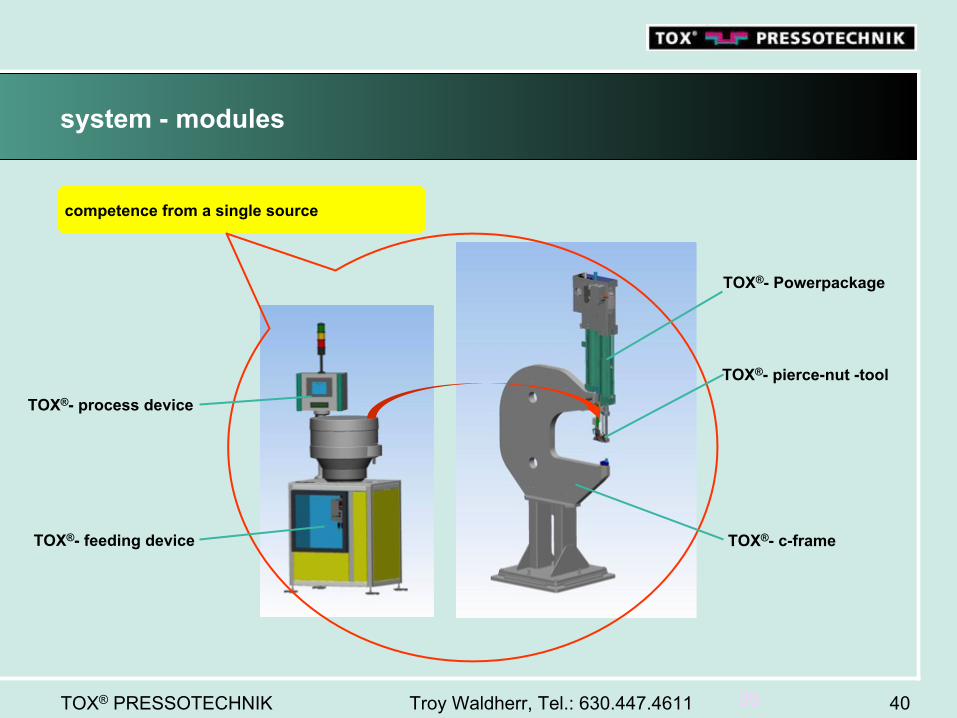
TOX®- Powerpackage
TOX®- pierce-nut -tool
TOX®- c-frame
TOX®- process device
TOX®- feeding device
competence from a single source
system - modules
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 41 41
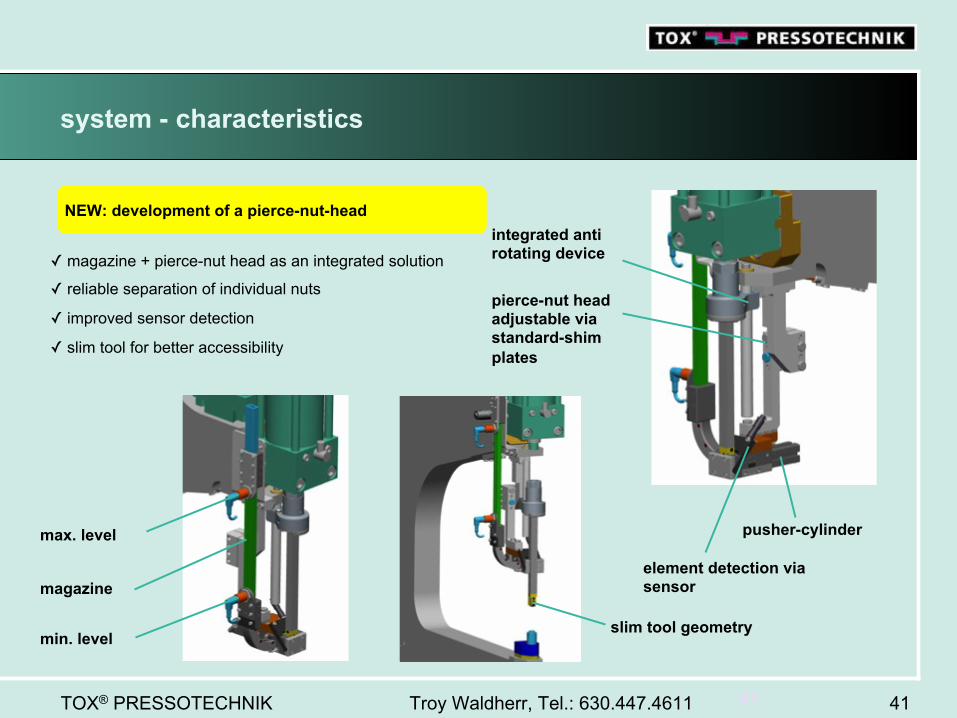
system - characteristics
✓ magazine + pierce-nut head as an integrated solution
✓ reliable separation of individual nuts
✓ improved sensor detection
✓ slim tool for better accessibility
magazine
max. level
min. level
pusher-cylinder
element detection via sensor
pierce-nut head adjustable via standard-shim plates
integrated anti rotating device
NEW: development of a pierce-nut-head
slim tool geometry
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 42 42
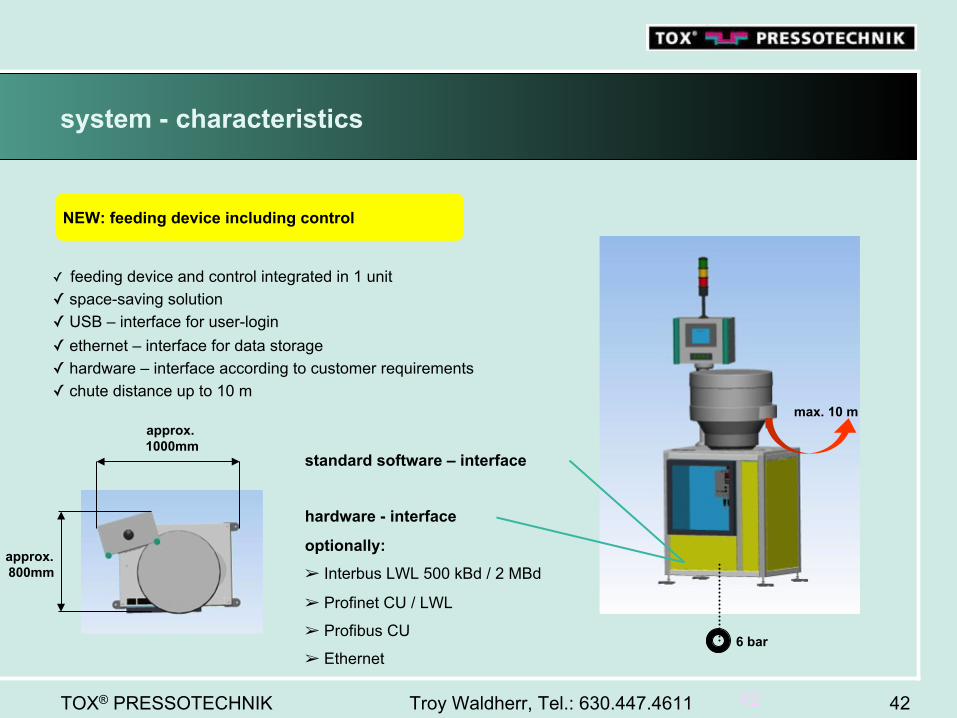
system - characteristics
✓ feeding device and control integrated in 1 unit ✓ space-saving solution ✓ USB – interface for user-login ✓ ethernet – interface for data storage ✓ hardware – interface according to customer requirements ✓ chute distance up to 10 m
6 bar
standard software – interface
hardware - interface
optionally:
➢ Interbus LWL 500 kBd / 2 MBd
➢ Profinet CU / LWL
➢ Profibus CU
➢ Ethernet
approx. 1000mm
approx. 800mm
NEW: feeding device including control
max. 10 m
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 43 43
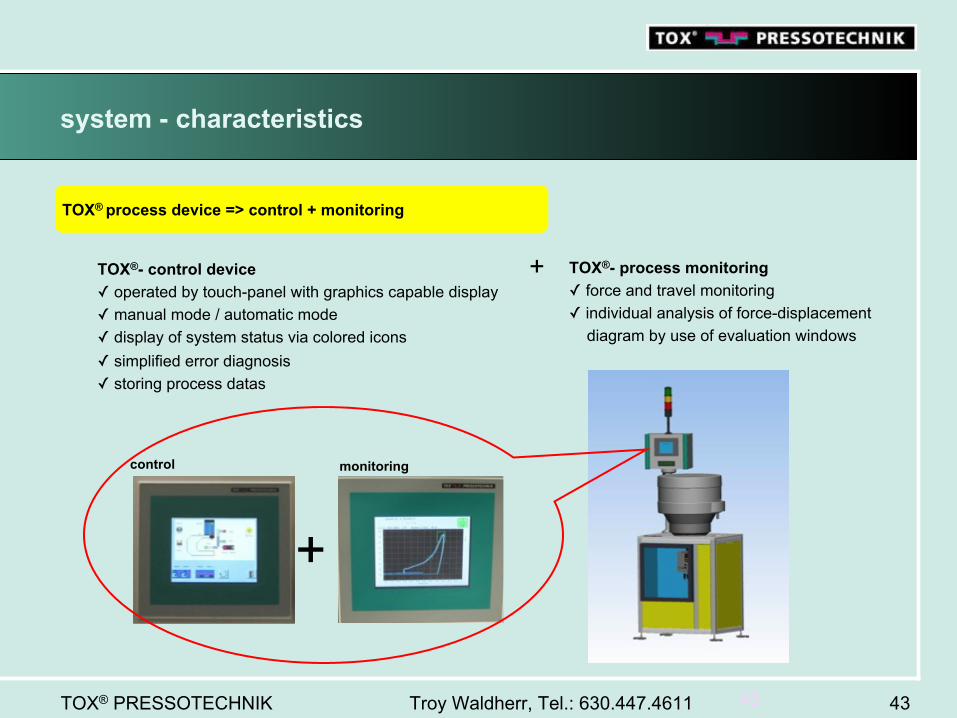
system - characteristics
TOX®- control device ✓ operated by touch-panel with graphics capable display ✓ manual mode / automatic mode ✓ display of system status via colored icons ✓ simplified error diagnosis ✓ storing process datas
TOX® process device => control + monitoring
control monitoring
+
TOX®- process monitoring ✓ force and travel monitoring ✓ individual analysis of force-displacement diagram by use of evaluation windows
+
TOX® PRESSOTECHNIK Troy Waldherr, Tel.: 630.447.4611 44 44
customer benefits
cost savings ✓ reduced start-up periods ✓ pre-tested system => no expenses for programming ✓ standardized software-interface
system responsibility by system supplier
✓ correct process operations ✓ correct process monitoring
modular construction with proven TOX®-components
1 process device for the complete system ✓ integrated process monitoring => no additional monitoring device needed ✓ monitoring of the force-distance curve => archiving of process data ✓ avoid misuse and thus tool breakage
flexible use: ✓ hardware – interface according to customer requirements => Interbus – Ethernet - Profinet ✓ basic construction can be adapted to different types of elements

TOX® – An International Supplier Form and Pierce

Most Common Application:
- Door lock
TOX® – An International Supplier Form and Pierce

Form and Pierce in different versions
Slot
M8 Countersunk
Diameter 30 mm

Pierce and Form in steps and the results
TOX® PRESSOTECHNIK
Presented by
Troy Waldherr
North American Sales Manager
TOX Pressotechnik LLC
Warrenville, IL 60555
(630) 447-4611
49
TOX®- Joining Technology
TOX® PRESSOTECHNIK
Thank You!
Any Questions?
50
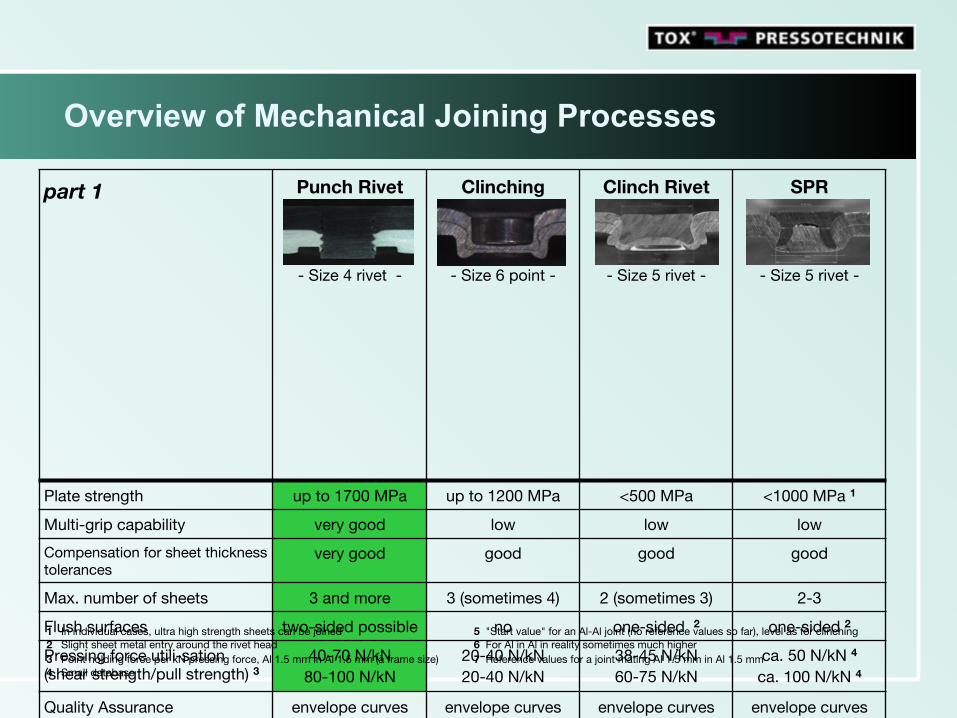
Overview of Mechanical Joining Processes
part 1
Punch Rivet Clinching Clinch Rivet SPR
- Size 4 rivet -
- Size 6 point -
- Size 5 rivet -
- Size 5 rivet -
Plate strength up to 1700 MPa up to 1200 MPa <500 MPa <1000 MPa 1
Multi-grip capability very good low low low Compensation for sheet thickness tolerances
very good good good good
Max. number of sheets 3 and more 3 (sometimes 4) 2 (sometimes 3) 2-3
Flush surfaces two-sided possible no one-sided 2 one-sided 2
Pressing force utilisation (shear strength/pull strength) 3
40-70 N/kN 80-100 N/kN
20-40 N/kN 20-40 N/kN
38-45 N/kN 60-75 N/kN
ca. 50 N/kN 4 ca. 100 N/kN 4
Quality Assurance envelope curves envelope curves envelope curves envelope curves
Tool life >250,000 5 >200,000 6 >200,000 6 >200,000 6
Pull strength (Al-Al) 7 1200 N-1500 N 600 N-900 N 1700 N-1900 N approx. 2000 N 4
Shear strength (Al-Al) 7 2000 N-2500 N 900 N-1100 N 2700 N-3200 N approx. 4300 N 4
1 In individual cases, ultra high strength sheets can be joined 2 Slight sheet metal entry around the rivet head 3 Point holding force per kN pressing force, Al 1.5 mm in Al 1.5 mm (à frame size) 4 Small database
5 "Start value" for an Al-Al joint (no reference values so far), level as for clinching 6 For Al in Al in reality sometimes much higher 7 Reference values for a joint mating Al 1.5 mm in Al 1.5 mm
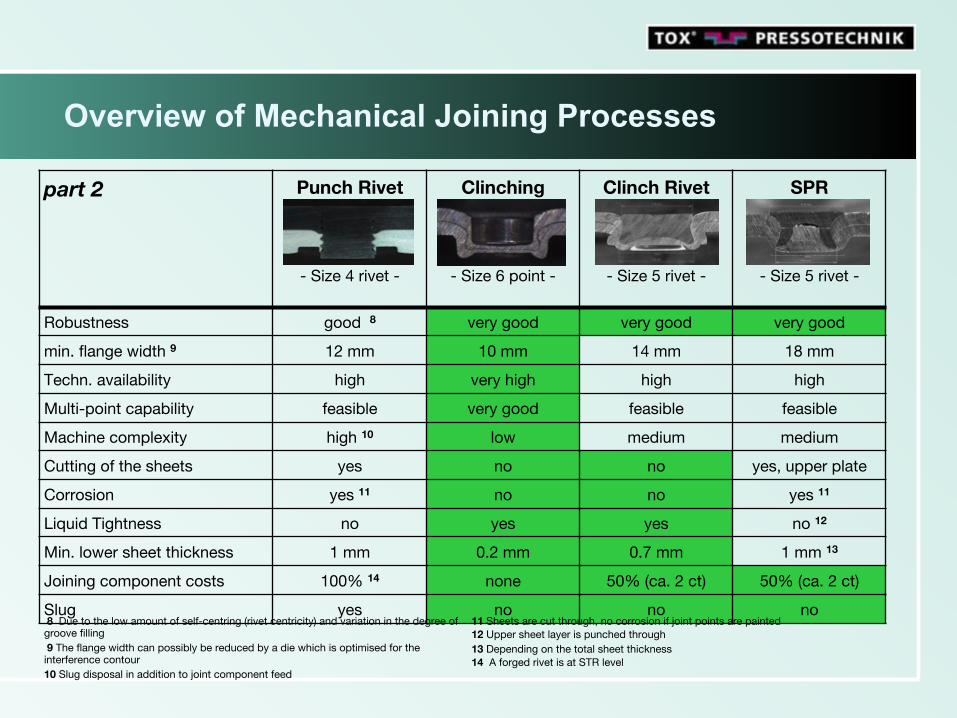
Overview of Mechanical Joining Processes
part 2
Punch Rivet Clinching Clinch Rivet SPR
- Size 4 rivet -
- Size 6 point -
- Size 5 rivet -
- Size 5 rivet -
Robustness good 8 very good very good very good
min. flange width 9 12 mm 10 mm 14 mm 18 mm
Techn. availability high very high high high
Multi-point capability feasible very good feasible feasible
Machine complexity high 10 low medium medium
Cutting of the sheets yes no no yes, upper plate
Corrosion yes 11 no no yes 11
Liquid Tightness no yes yes no 12
Min. lower sheet thickness 1 mm 0.2 mm 0.7 mm 1 mm 13
Joining component costs 100% 14 none 50% (ca. 2 ct) 50% (ca. 2 ct)
Slug yes no no no 8 Due to the low amount of self-centring (rivet centricity) and variation in the degree of groove filling 9 The flange width can possibly be reduced by a die which is optimised for the interference contour 10 Slug disposal in addition to joint component feed
11 Sheets are cut through, no corrosion if joint points are painted 12 Upper sheet layer is punched through 13 Depending on the total sheet thickness 14 A forged rivet is at STR level

Projects in
the Car Industry

TOX® PRESSOTECHNIK 54
TOX Clinch Applications - Exterior
TOX® PRESSOTECHNIK 55
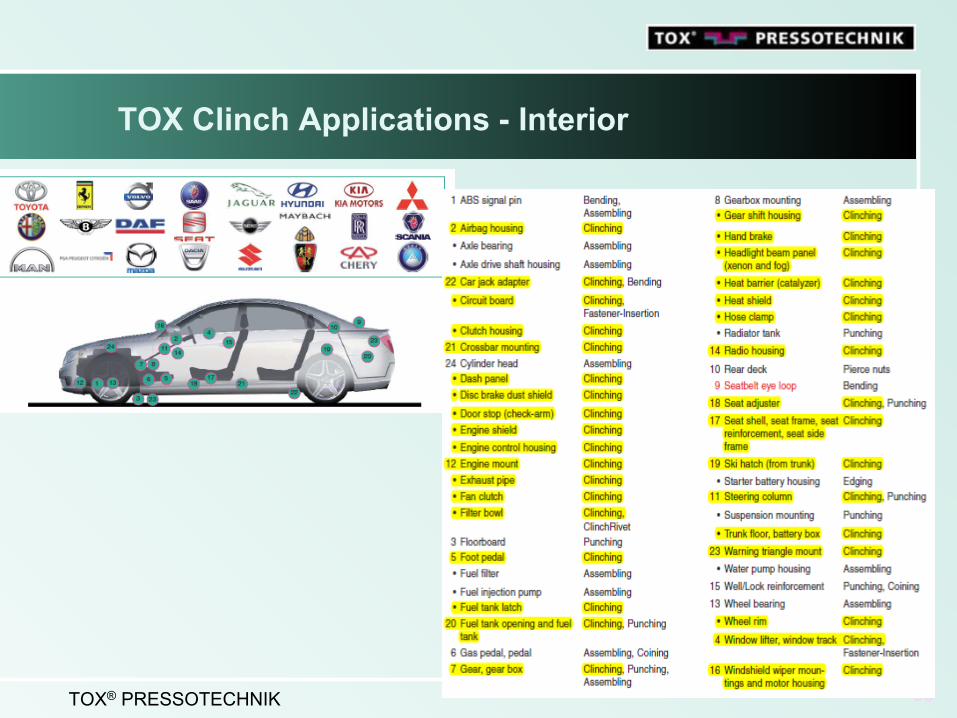
TOX Clinch Applications - Interior
56 21
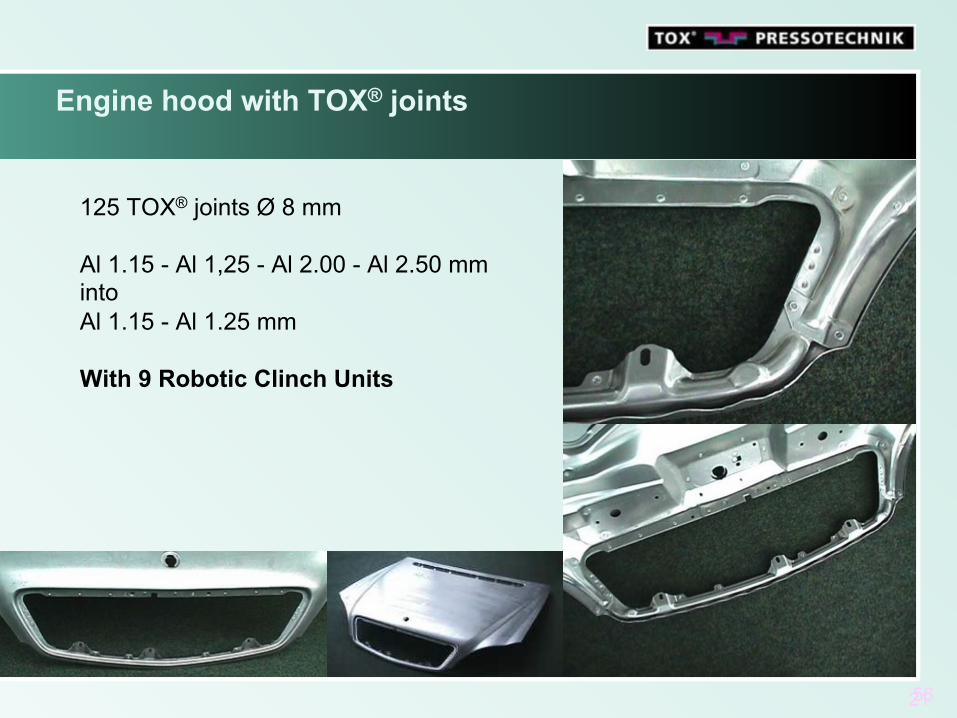
Engine hood with TOX® joints
125 TOX® joints Ø 8 mm Al 1.15 - Al 1,25 - Al 2.00 - Al 2.50 mm into Al 1.15 - Al 1.25 mm With 9 Robotic Clinch Units
57 22
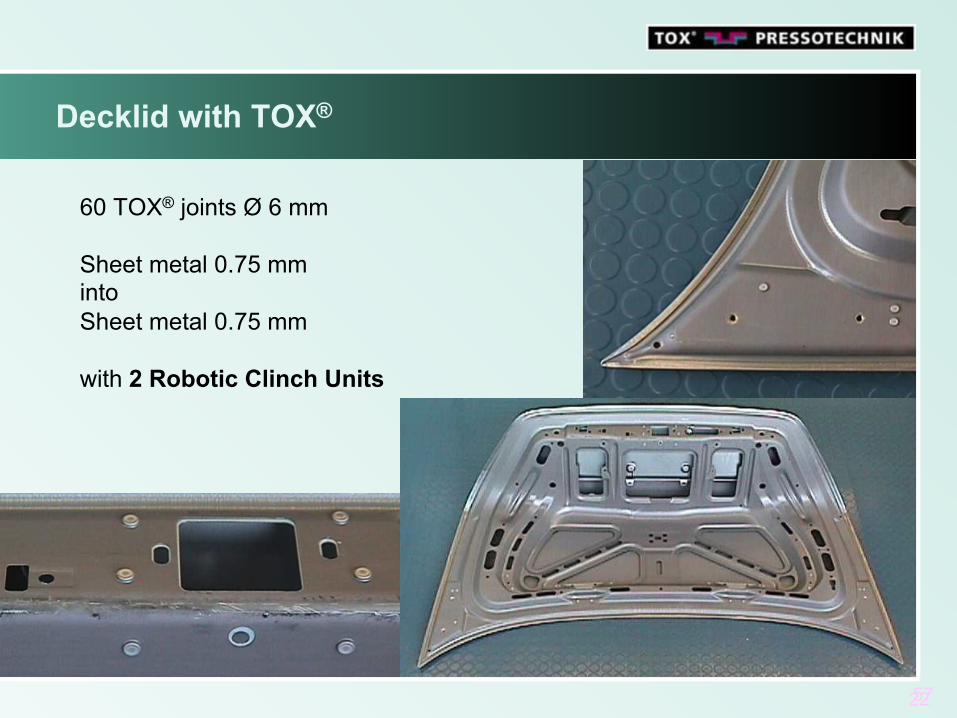
Decklid with TOX®
60 TOX® joints Ø 6 mm Sheet metal 0.75 mm into Sheet metal 0.75 mm with 2 Robotic Clinch Units
58 23
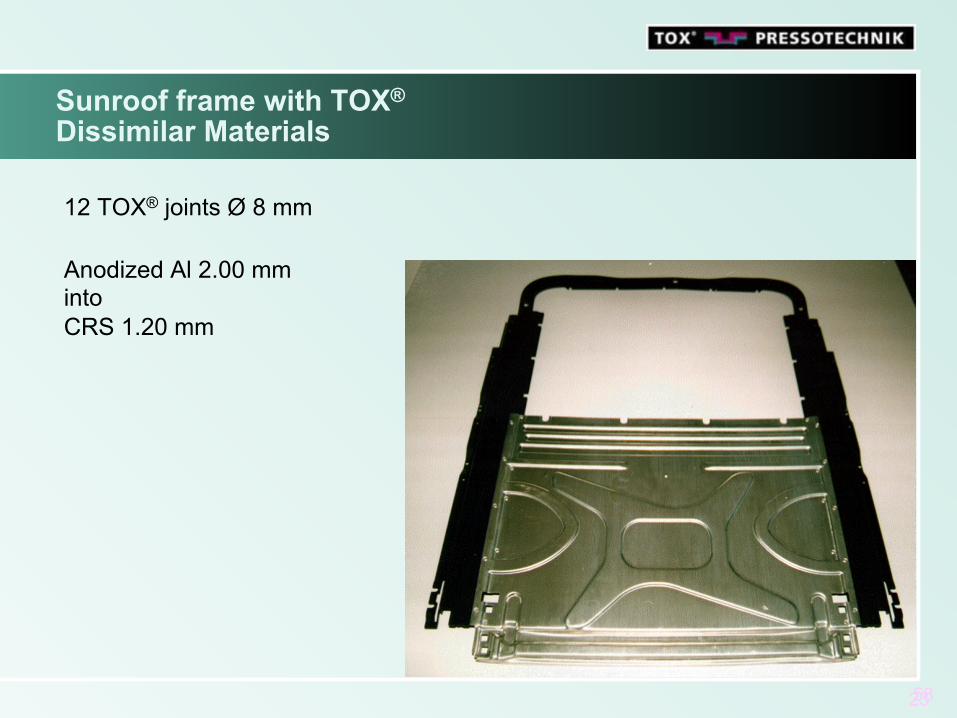
Sunroof frame with TOX®
Dissimilar Materials
12 TOX® joints Ø 8 mm Anodized Al 2.00 mm into CRS 1.20 mm
59 24
Car back wall
Mixed joining of steel with aluminium • Adhesive + Clinching • 120 TOX® joints