Embed Size (px)
Citation preview
ELSEVIER Wear 185 (1995) 1-8
WEAR
The wear mechanisms of acetal in unlubricated rolling-sliding contact
S.N. Kukureka ay*, Y.K. Chen a, C.J. Hooke b, P. Liao b a The University of Birmingham, School of Metallurgy and Materials, Edgbaston, Birmingham, BI5 21T, UK
b The University of Birmingham, School of Manufacturing and Mechanical Engineering, Birmingham, UK
Received 18 May 1994; accepted 1 December 1994
Abstract
The wear mechanisms of acetal (polyoxymethylene or POM) running against acetal in non-conformal, unlubricated rolling-sliding contacts have been investigated over a range of loads, rolling speeds and slip ratios. A wear and friction testing machine designed and built at Birmingham allows acceptable contact stresses for polymers and composites to be combined with a wide range of rolling speeds and slip ratios under well-controlled conditions. Based on the observed drastic changes in the wear rate with running conditions, wear has been divided into two regions: mild and severe. In the mild wear region, the wear rates are below low6 pm cycle-’ and are independent of rolling speed and slip ratio and vary approximately with the peak hertzian contact stress. Scanning electron microscopy examination shows that the wear appears to be at least partly due to mechanical fatigue of the surface. In the severe wear region, wear rates may exceed lop4 pm cycle- ’ and are very sensitive to operating conditions. The surface temperature is shown to be above 110 “C and wear is caused by lateral cracking of the surface and subsequent tearing.
These results are compared with the wear behaviour of POM gear pairs and close correlation is shown to exist. It is shown that, provided the temperature limitation of the material is observed, POM gears and other non-conformal components should have a life of around lo9 cycles.
Keywor&: Wear; Polymers; Ace@; Rolling-sliding; Gears
1. Introduction
Non-conformal engineering components made from injec- tion-moulded polymers are used widely in engineering. Typ- ical examples include gears, cams and rolling element bearings. While polymer composites are used for some crit- ical machine elements, the great majority are moulded from unreinforced polymers-generally polyoxymethylene (ace- tal) or polyamide (nylon). For some applications they run against metallic surfaces or against different polymers but most applications simply use identical materials for both sur- faces because of the design convenience in limiting the range of materials. However, relatively little research into the wear mechanisms of these polymers running against themselves has been carried out. For gears, where design standards do exist [ l-31, they have been adapted from those for lubricated metal gears [ 41 with very little modification. It is, therefore, difficult to make confident predictions about the performance of polymer gears. There is a large number of experimental results for polymer gears running against metal gears [ 5-71. However, the wear characteristics of polymer running against
* Corresponding author.
Elsevier Science S.A. SSDIOO43-1648(94)06575-6
polymer are rather different from those of polymer against metal. Partly this is due to the different thermal characteristics of metals and polymers [8,9] but the actual mechanism of wear also seems to be different.
Most of the published work on the tribology of non-con- formal polymer pairs relates to the performance of gears. However, for a pair of involute gears, both the dominant operating parameters such as slip ratio, sliding velocity and load and the geometric parameters such as module and cur- vature of the contacting surfaces vary with the contact posi- tion on me tooth profile. It is, therefore, very difficult to interpret the wear mechanisms of polymer gears [ lo]. It was found that the surface topography of worn POM gear teeth depended on the position on the tooth surface with different wear modes at the pitch line and on the addenda and dedenda [ 91. Clearly there is a relationship between the mechanism of wear and the sliding speed but this is obscured by the interaction between wear and load distribution. Wear at the addenda and dedenda reduces the contact load at the tooth extremities and increases it near the pitch line. In order to control the parameters it was decided to examine the wear characteristics under conditions where the load, rolling and sliding speed could be accurately defined. This paper presents

2 S.N. Kukureka et al. /Wear 185 (1995) 1-8
the results of an investigation into the wear behaviour of POM running against POM on a twin disc machine. This, of course, is the approach traditionally adopted for tribological studies of metal gears [ 111. It was hoped that the results would enable the wear mechanisms of both polymer gears and other non-conformal engineering components to be interpreted.
Some early studies of the wear of polymers against metals in rolling-sliding contacts have been reported by Cleric0 [ 12,131. However, there appears to be no information about the behaviour of polymers against polymers. After testing unreinforced POM and polyamide and their glass-fibre rein- forced composites against steel, Cleric0 showed that the wear and friction coefficients varied with load but he did not explain the relationships. He concluded that the wear mech- anisms were delamination rather than adhesion wear and obtained wear coefficients that varied from lo-’ to lop6 mm3 N-’ m- ’ for POM. All the results were obtained for a single slip ratio and rolling speed and there was no information about how changes in these might affect the wear behaviour.
I I
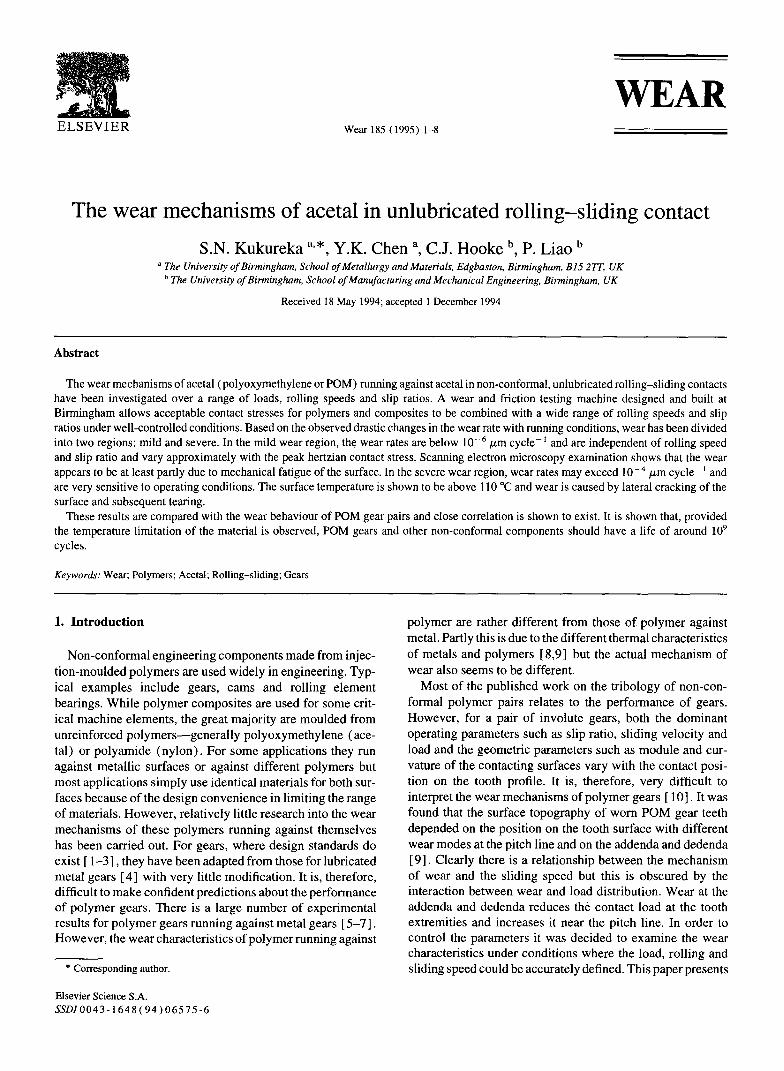
Fig. 1. Schematic view of the test rig: I, drive motor; 2, toothed belt; 3, universal joint; 4, friction measuring block; 5, friction CDT transducer; 6, loading and wear measuring block; 7, pivot; 8, speed change gears; 9, loading bar; 10, wear CDT transducer; 11, top test disc; 12, bottom test disc.
The purpose of this paper is to present the results from a study of the wear mechanisms of polyoxymethylene run, unlubricated, against itself on a twin disc machine over a range of load and rolling and sliding velocities. It is shown that under moderate operating conditions the wear rate is extremely low and may be due, at least partly, to mechanical fatigue. Under more extreme conditions there is thermal soft- ening of the surfaces and rapid wear. The results are compared with the wear behaviour of gears and it is shown that there is very good correlation provided allowance is made for the different thermal characteristics of the two systems.
defined here as the ratio of sliding to rolling velocities and varies from 0 for pure rolling to 1.0 for simple sliding with one disc stationary. In mathematical form, if the surface velocities are ui and u2 then, the sliding velocity is (u, - u2) and the rolling velocity is (u, + uZ) /2.
2. Experimental apparatus and procedure
2.1. Apparatus
The discs were cleaned with methanol after machining. They were then run at the test conditions for an extended period to bed-in the surfaces and to remove the machining asperities and any subsurface layer affected by the manufac- turing process. Typically this involved running until over 5 pm had been removed from each disc. After removal they were dried at 70 “C for 5 h to remove any absorbed water that might affect the measurement of wear and then weighed. Finally, they were left under atmospheric conditions for sev- eral days before testing to allow the water content to reach equilibrium conditions
A simple twin disc machine was used in this investigation and is shown, schematically, in Fig. 1 [ 141. The machine used discs of equal size run one above the other with the slip ratio being adjusted by changing gears in the drive train. Load was applied by pivoting the block containing the upper disc and by using a lever arm and dead weight load. Sliding fric- tion was measured by noting the horizontal force on the lower disc using a force transducer. Because of the low loads involved a lightweight construction could be used giving a low cost, adaptable test facility.
For the present tests, both the top and bottom discs were 30 mm diameter and 10 mm facewidth. They were prepared by machining from extruded POM bar to a surface roughness below 3 pm [ 141.
2.2. Procedure
After this preliminary treatment the specimens were remounted in the test rig in an identical position to that under which they had been run-in and were run for between lo6 and 10’ rolling cycles. Friction was measured continuously dur- ing the tests using a data logging system [ 141. The same system was used to monitor the separation of the disc centres in order to obtain the wear. However, because of the effects of the thermal expansion of the discs, the results could not be relied on to provide accurate values for the very low wear rates encountered. They did, however, enable the wear proc- ess to be continuously monitored. At the end of the test the specimens were again dried and weighed to measure the wear of each disc. With the drying procedure it is thought that the measurement is accurate to about + 10m5 g. Without drying the accuracy appeared to be limited to k lop3 g. Direct meas- urement of the shaft separation gave an accuracy equivalent to *3x10-3g.
Tests were run for rolling speeds of 500, 1000 and Finally, the worn surfaces were observed in detail by using 1500 ‘pm, for a range of loads and slip ratios. Slip ratio is a JEOL JSM6300 scanning electron microscope.

S.N. Kukureka et al. /Wear 185 (1995) 1-8 3
3. Experimental results
3.1. Wear rate
Wear rate is defined here as the average depth of material removed from each disc per rolling cycle. This definition was chosen since use of, for example, the Archard wear coefficient [ 151 assumes that the wear is proportional to load and to sliding distance. We have no evidence that this is the case in the present tests and also the use of sliding distance is inap- propriate for pure rolling. Fig. 2 shows how this wear rate varies with normal force for a fixed slip ratio of 0.04 and for three different rolling speeds. It can be seen that at 500 rpm the wear rate increases only slightly with normal load until a value of between 300 and 400 N is reached. Above this the wear rates increases sharply with further increases in normal load producing large changes in wear rate (from 10e6- 3 X 10e5 pm cycle-’ as the load is increased from 400- 600 N) . Similar changes occur, but at lower loads, with the discs running at 1000 and 1500 t-pm (the transition is at 200 N for 1000 rpm and 100 N for 1500 rpm). Below these transi- tions, the wear rates are under 10e6 pm cycle-’ and appear
I 1 00 x-pm m ling sped & 4% slip ratio
I I
loo0 rpm rolling speed & 4% slip ratio 1500 rpm mlling speed & 4% slip ratio
510.4 E 0 T
f A
5 +
B lo.5 O + -i
A 0
10-7 1 I I I I I I I
0 100 200 300 400 500 600 700 Normal load F,(N)
Fig. 2. Wear rate vs. normal load at three rolling speeds.
I I I I
Normal load 200 N (38 MPs) Rolling speed 1000 ‘pm A
s
; 3 1o-6
2 10-6
1 10-6
0
0 0.02 0.04 0.06 0.08 0.1 Slip ratio
Fig. 3. Relationship between wear rate and slip ratio.
to be largely independent of rolling speed and to vary only slightly with normal load,
Fig. 3 shows the relationship between the wear rate and slip ratio for one particular load of 200 N and for a rolling speed of 1000 rpm. It can be seen that, below a slip ratio of 0.04, the wear rate rises only slightly with increasing slip and the order of the wear rate is 3 X lo-’ pm cycle- ‘. However for slip ratios above 0.04 the wear rate increases rapidly with increasing slip and rises to 4 X 1O-6 pm cycle- * at a slip ratio of 0.085. Further increases to a slip of 0.11 resulted in rapid disc failure with wear rates in excess of 10e4 pm cycle- I.
It is clear that for low values of load, slip ratio and rolling speed the wear rate is low, typically below 1O-6 pm cycle-’ and the discs operate in a mild wear region. If any of these parameters is increased above a critical value the wear rate increases rapidly and the contact enters a region of severe wear with wear rates rising to 10m4 pm cycle-’ and above. This severe wear region appears to be associated with increases in frictional heating of the discs and is probably due to thermal softening of the material. This behaviour corre- sponds to the traditional scuffing wear mechanism of poly- mers.
3.2. CoefJicient offriction
Fig. 4 shows the relationship between the coefficient of friction and the slip ratio under a load of 200 N and rolling speed of 1000 rpm. It can be seen that the coefficient of friction increases slightly with increasing slip ratio, from 0.30 at 0.02 slip ratio to 0.35 at 0.085 slip ratio. Under pure rolling conditions the coefficient of friction is effectively zero, as would be expected. Analysis of the contact deformation pro- duced by the tractive load [ 161 suggests that the transition from partial to full slip in the conjunction occurs over the range of slip ratios from o-0.005. The changes in friction coefficient do not, therefore, arise from this source but are possibly due to increases in the surface temperature of the discs.
=L 0.5 8 % s 0.4 %
%
$ OS3
8 0.2
0.1
0
I I I I
Normal load 200 N (38 MPa) Rolling speed 100 rpm
0 0.02 0.04 0.06 0.08 0.1 Slip ratio
Fig. 4. Coefficient of friction vs. slip ratio.

4 S.N. Kukureku et (11. /Wear 185 (1995) l-8
Similar results were found for all discs tested and, over the complete range of loads, rolling speeds and slip ratios used, (excluding the pure rolling cases), the friction coefficient was found to lie in the range 0.24-0.38.
3.3. Surface topography
Scanning electron micrographs for five slip ratios, from 0 to 0.085, are shown in Figs. 5-10 for discs running at 1000 rpm with a contact load of 200 N. All the micrographs are of the lower disc where the friction force from sliding was in the same direction as the rolling velocity. There was, how- ever, little difference between the two discs. Examination of the micrographs shows that there are, essentially, two differ- ent types of worn surface topography and that these corre- spond closely to the regions of mild and severe wear noted earlier when examining the wear rates.
Under pure rolling conditions, Fig. 5, the main surface damage was found to be pitting and flake formation. Some surface pits were also found at slip ratios of 0.02 and 0.04 and are shown in Fig. 6. They are very similar to the Engel fatigue pitting model which was from a lubricated polymer
Fig. 5. Pitting area on the lower disc (contact stress 38 MPa and 0% slip ratio. Direction of rolling from right to left),
gear tooth [ 171. Although the pitting in the present case was in unlubricated rolling or rolling-sliding, it is suggested that the wear mechanism is similar and here is, therefore, due to mechanical fatigue.
Fig. 7. Pitting and wear debris on the lower disc (contact stress 38 MPa and 0.04 slip ratio. Direction of friction from right to left, rolling from left to right).
Fig. 8. Pitting flakes on the lower disc (contact stress 38 MPa and 0.06 slip ratio. Direction of friction from right to left, rolling from left to right)
Fig. 6. Pitting area on the lower disc (contact stress 38 MPa and 0.02 slip ratio. Direction of friction from bottom to top, of rolling from top to bottom).
Fig. 9. Lateral cracks on the lower disc (contact stress 38 MPa and 0.085 slip ratio. Direction of friction from left to right, rolling from right to left).

S.N. Kukureka et al. /Wear 185 (1995) 1-8 5
Fig. 10. Details of surface damage due to lateral cracks on the lower disc (contact stress 38 MPa and 0.085 slip ratio. Direction of friction from left to right and of rolling from right to left).
Although some pits were found with slip ratios of 0.02 and 0.04, in both cases the dominant surface features were a number of elongated flake patches of the type shown in Figs. 7 and 8. The patches were typically 100 pm wide and up to 500 pm long. They appeared on both discs and were repeated around the perimeter in a regular pattern with a pitch corre- sponding to the effective gear ratio. That is with 0.02 slip ratio there were 50 patches around the lower disc and 49 around the upper disc. The damage appears to be possibly associated with the recirculation of wear debris, fragments of which can be seen in Fig. 7. Within each patch thin flakes with widths varying from a few to tens of pm are found and surface damage appears to result from the generation of these surface flakes and the loss of the thinned flake tips.
It was noted that no visible wear debris was produced in the pure rolling test. However, at 0.02 slip ratio a small amount of fine powder debris was generated but none was found on the worn surfaces at the end of the test. Increasing the slip ratio to 0.04 produced a substantial quantity of debris much of which remained on the surface, in the form of thin plates of around 100-200 pm diameter, as may be seen in Fig. 7. It should be noted that this debris was impossible to remove before weighing and may have lead to an underesti- mate of the wear rate in this case.
In the severe wear mode shown in Figs. 9 and 10, corre- sponding to a slip ratio of 0.085, many areas of lateral crack- ing were observed covering most of the worn surface. It can be seen that cracks initially propagated in isolation in an axial direction nearly perpendicular to the friction force before joining together. Fig. 9 shows that from three to five initial cracks joined together and resulted in a crack up to 100- 200 pm long. After cracking, both the shear and the tensile strength of this surface have decreased so sharply that surface fracture or tearing, shown in Fig. 10, appears. A typical torn patch is about 200 pm in length and about the same in width. It can be seen that torn patches in severe wear are different from the flake patches of Fig. 7 in mild wear. The wear process also resulted in very long rolls of debris with typical
dimensions of 70 pm in length and 10 pm in diameter. A layer of this debris covered the base of the test rig near the specimens after the tests but very little was found on the surface of the discs themselves. This wear debris was differ- ent in character to the fine powder found under mild wear conditions.
The behaviour found at a slip ratio of 0.06 lies between the mild and severe wear modes and contains features of both. It was observed that in the middle area of the contact surface there were some patches of lateral cracks. These cracks are very similar to those found in the severe wear region but are shorter and the cracked regions are both small in extent and limited in number. The other surface damage shown in Fig. 8 was similar to that found in the mild wear region shown in Fig. 7. Many flakes could be seen and they resembled fish scales; the flake patches were typically about 0.15 mm wide and 0.2-0.4 mm long. It was noted, also, that there were more flake patches than areas of lateral cracks.
4. Discussion
4.1. Wear mechanisms
For the mild wearregion shown in Figs. 5-8 it appears that one of the mechanisms of material loss is surface pitting and the generation of surface flakes, with subsequent loss of the thinned flake tips. It is probable that both types of surface damage are produced by mechanical fatigue with pits being produced at low slip ratios where the surface shear stress is small while flakes are generated where there is a substantial friction force. It is, however, clear that recirculated wear debris plays a role in the wear process. However, pits covered only a small fraction of the surface after extensive running and their volume was too small to account for the total mate- rial loss. It is possible that some other wear process is oper- ating. The wear rates in the mild wear region were low, in the range of 10-7-10-6 pm cycle-‘, and are far lower than those found for POM running against steel by Cleric0 [ 121. The wear rate appeared to be independent of rolling speed and slip ratio but increased with increasing load.
Mild wear occurs under conditions of low load, low slip ratio and low running speeds. If any of these quantities is increased significantly the wear changes to the severe region. These changes correspond to an increase in the frictional heating of the discs and it is, therefore, probable that severe wear is associated with excess temperature rises on the disc surface. Fig. 11 shows the wear rate for discs rolling at 1000 rpm plotted against the frictional power input. The results are from two sequences of tests, one where the slip ratio was changed, the other where the load was increased. For both sequences, mild wear is found for power inputs below 5 W, severe wear above this level. It may be noted that the point at about 4 W power input correspond to the results from tests at 0.04 slip ratio and 200 N load. Increasing the load or slip ratio above this point produced a transition to

6 S.N. Kukureku et al. /Wear 185 (1995) I-8
F I I I I
-4 SpeedlOOOrpm&4% slip ratio Speed1OOOrpm&normalload200N
0
0 A :
A
0 A B
AI - 0
10-7 I I I I
0 2 4 6 8 10
Friction power pF,v (Nm/s)
Fig. 11. Wear rate variation with friction power input
severe wear. However, increases in load produced higher wear rates than increases in slip ratio, probably due to the higher hertzian contact stresses. Since the rolling speeds for all points in Fig. 11 are the same, the heat transfer coefficient remains fixed and the frictional power input should be closely proportional to the average disc surface temperatures and approximately proportional to the maximum surface temper- ature.
In an attempt to relate the change from mild to severe wear more closely to disc surface temperature an estimate was made of the heat dissipation from the discs. This consists of two components: heat conduction from the surface to the shaft and heat convection to the surrounding air. The first compo- nent is given [ 181 by
Q, =- 2?rbk(Tb- T,)
In 5 0 5
(1)
where r, is the outside radius of the disc, r, its inner radius and Ti the disc temperature on the inner ring surface and Tb the average temperature of the outer surface, b is the disc width and k the thermal conductivity of POM, taken here to be 0.23 W m-l K- ‘. Ti was taken as equal to the shaft tem- perature and was obtained by measurement during the tests.
The convective component was estimated by noting that all the hot air adjacent to the discs is removed each revolution at the conjunction between the discs. A laminar thermal boundary layer was assumed to form during the subsequent rotation of the disc. The rate of heat loss as this thermal boundary layer is removed from the disc at the contact gives the convective heat dissipation. It may be expressed [ 191 as
--
Equating the frictional power input to the sum of these two components enabled the average surface temperature of the discs to be determined.
The flash temperature rise inside the contact is obtained from Blok’s equation [ 201:
(3)
where p and C are the density and specific heat of the disc material, w the hertzian contact width and other terms are as defined above. Superimposing this on the average surface temperature gives the maximum surface temperature and the wear rate from all tests are plotted against this value in Fig. 12. It may be noted that the flash temperature rise was typi- cally around 10 “C and that there is, therefore, little difference between the maximum and average surface temperatures.
It can be seen that the transition from mild to severe wear corresponds to the calculated surface temperature increasing above about 110 “C. This corresponds, approximately, to the peak of the alpha relaxation found by McCrum et al. [ 211 where the elastic modulus of the material decreases signifi- cantly. Similar changes in wear rate have been observed by many authors [5,22-241 at the softening or melting points of polymers. Even allowing for possible errors in the calcu- lation of surface temperature it is clear that severe wear cor- responds to the generation of excessive surface temperatures and it seems that the transition point is associated with the softening temperature of the disc material. Provided the tem- perature is below this level, mild wear occurs with very low rates of material loss, above this level severe wear is found. It may, however, be noted that even higher wear rates are found when the calculated surface temperature exceeds the melting point of POM.
A comparison may be made between the wear rates observed in the mild wear region and those found by other workers. With POM running against steel on an Amsler disc machine Cleric0 [ 121 obtained wear rates of around 2 X 10M5 km cycle-’ -some 30 times higher than the values from the present tests. Clerico’s results were obtained with a
Q2=0.664bk,(T,-T.J3 = v
where k, is the thermal conductivity, 7 the dynamic viscosity, C, the specific heat and u the kinematic viscosity of air, U, the air velocity relative to disc which is equal to the rolling speed of the disc and T, the free air temperature measured during the tests.
1o-6 1 + A
A + AY
+ B
0 3
1”
0 50 100 150 200
Maximum surface temperature T (‘C)
Fig. 12. Wear rate variation with maximum surface temperature.

S.N. Kukureku et al. /Wear 185 (1995) 1-8 I
slip ratio of 0.17 and it is possible that some thermal effects were present in his tests.
Most wear information for POM has been obtained from pin on disc machine tests with POM pins loaded against steel discs [25-281 and typical wear coefficients are around 2 X 10p6-4 X 10e6 mm3 N-’ m-‘. Taking atypical testcon- dition from our present tests, 0.04 slip ratio and 200 N load, adhesive wear at these rates would have produced wear rates of between 1.5 and 3 X 1O-6 pm cycle-‘, 2-4 times higher than our measured values. It is clear that the results from pin on disc tests have little relevance to the performance of non- conformal contacts.
5. Applications of test results to polymer gears
In order to check that the results from the twin disc machine were relevant to the performance of actual contacts such as gears, a limited number of POM gears were tested and the wear rates and topography of the worn surfaces examined. The gears used were of module 2, with 1.5 teeth and were run at 500 rpm with loads that gave contact stresses equivalent to those obtained with 72, 138 and 200 N on the disc machine. Wear rates of 2.7 X 10e6, 2.5 X 10P5 and 1.03 X 1O-4 pm cycle- ’ were found, indicating that most of the gears were operating in the severe wear region but that, at the lowest load, the gear should have been in the transition region from mild to severe wear.
Fig. 13 shows the pitch line of the gear for the 200 N equivalent load while Fig. 14 shows the dedendum. It can be seen that on the pitch line where the slip ratio and heat input were low the surface damage consists of pitting while, on the dedendum where the heat input is greater, lateral cracks form. Compared with the lateral cracks in the disc tests (shown in Fig. 9), the lateral cracks in Fig. 14 are wider and more numerous. A possible reason for this is that the slip ratio in the gear tests varies over the dedendum, rising to value much higher than the 0.10 limit imposed in the disc tests. Similar
Fig. 13. Worn tooth topography of and POM gear around the pitch line running at 500 rpm with a maximum contact stress of 38 MPa after 10’ cycles.
Fig. 14. Lateral cracks on the dedendum of the POM gear running at 500 rev min - ’ with a maximum contact stress of 38 MPa after lo6 cycles.
behaviour was found in all the gears although the extent of lateral cracking increased significantly with load, occupying most of the gear surface at the highest load and being just noticeable at the lowest. Pitting extend from the pitch line up to the start of lateral cracking in all cases.
It appears that the wear rates and wear modes are directly comparable between the disc tests and the gears and that the simpler twin disc machine results should give a reasonable indication of the performance of polymers in non-conformal applications.
6. Conclusions
The wear mechanisms of polyoxymethylene running against polyoxymethylene in unlubricated rolling-sliding contacts have been investigated using a twin disc machine. A wide range of loads, rolling speeds and slip ratios has been examined. It was found that with low loads, rolling velocities and slip ratios the wear rate was low. When any of these parameters was increased a transition to a severe wear region occurred.
In the mild wear region the wear appears to be partly due to mechanical fatigue with surface pitting and flaking rather than to adhesion. Typical wear rates are around 5 X lo-’ pm cycle-i for a contact stress of 38.0 MPa and increased with the maximum hertzian contact stress. There appears to be no correlation between the results from the twin disc machine and those from pin on disc machines nor between the present POM/POM tests and published information for POM run- ning against steel.
The transition to severe wear appears to occur when the frictional power input at the contact raises the maximum surface temperature above about 110 “C, where the material becomes significantly softer. In the severe wear region the surface becomes cracked normal to the direction of rolling and sliding and large patches of the surface may become detached. Wear rates are between lop6 and 10e4 pm cycle- ’ and are very sensitive to changes in surface temperature.

8 S.N. Kukureka et ul. /Wear 185 (1995) 1-8
Under even more severe conditions, where the surface reaches the melting point of the material, the wear rate increases still further with extremely rapid surface failure.
The wear behaviour of the discs corresponded closely to that found in gear tests with similar wear rates and wear mechanisms. The twin disc results should, therefore, be directly applicable to engineering components with non-con- formal contacts. It may be noted that, provided the tempera- ture limitation of POM is observed, the wear rate is extremely low and that POM running against POM in typical compo- nents such as gears should have a life of around lo9 cycles.
Acknowledgements
We would like to thank the Davall Gear Company and Davall Moulded Gears Ltd. for their continued interest in and support of this work. Sincere thanks go to the Overseas Research Scholarship Awards Committee and the School of Metallurgy and Materials for their support of one of the authors (YKC).
References
[ 1 ] Specification for non-metallic spur gears, British Standard BS 6168, London, 1987.
[2] Polypenco Gear Design, Polypenco, USA, 1985. [3] Design ofparallel Axis Straight Spur and Helical Gears, Engineering
Science Data Unit, 1987. [4] R.J. Drago, Fundamentals of Gear Design, Butterworths, Boston,
1988, p, 211. [5] J.K. Lancaster, Tribology, 4 (1971) 82. [6] H. Yelle and M. Poupard, Polymer Eng. Sci., 15 (1975) 90. [7] S.S. Yousef, Mech. Mach. Theory, 8 (1973) 175. [8] C.J. Hooke, K. Mao, D. Walton, A.R. Breeds and S.N. Kukureka,
ASMEJ. Tribal., 115 (1993) 119. [9] A.R. Breeds, S.N. Kukureka, K. Mao, D. Walton and C.J. Hooke,
Wear, 166 (1993) 85. [lo] Y. Yamaguchi, Tribology of Plastic Materials, Elsevier, New York,
1990. [ 1 l] P.J. Guicheaar, B.S. Levy and N.M. Parikh, Gear Manufacture and
Performance, American Society for Metals, Metals Park, OH, 1974, p. 83.
[ 121 M. Clerico, Wear, 64 (1980) 259. [ 131 M. Clerico and V. Patierno, Wear, 53 (1979) 279. [ 141 Y.K. Chen, Tribology of polymers and composites in unlubricated
rolling and sliding contact, MPhil Thesis, The University of Birmingham, 1993.
[ 151 J.F. Archard, J. Appl. Phys., 24 (1953) 981. [16] F.W. Carter, Proc. Roy. Sot. A:, 112 (1926) 151. [ 171 L. Engel, H. Klingele, G.W. Ehrenstein and H. Schaper, An Atlas of
Polymer Damage, Wolfe, Munich, 198 1. [ 181 J.R. Simonson, Engineering Heat Transfer, Macmillan, London, 1975. [ 191 A.D. Young, Boundary Layers, Blackwell, Oxford, 1989.
[20] H. Blok, Wear, 6 (1963) 483. [21] N.G. McCrum, B.E. Read and G. Williams, Anelastic and Dielectric
Effects in Polymeric Solids, Dover, New York, 1967, p. 541. [22] K. Tanaka, ASMEJ. Lubr. Technol., 99 (1977) 408. [23] K. Friedrich, J. Karger-Kocsis and Z. Lu, Wear, 148 (1991) 235. [24] T.A. Blanchet and F.E. Kennedy, Wear, 53 (1992) 229. [25] H. Czichos, Wear, 88 (1983) 27. [26] S. Odi-Qwei and D.J. Schipper, Wear, 148 (1991) 363. [27] J.W.M. Mens and A.W.J. de Gee, Wear, 149 (1991) 255. [28] V.K. Jain, Wear, 92 (1983) 279.
Biographies
Stephen Kukureka: gained a BSc. from Bristol University followed by a Ph.D. from Cambridge University. After research with IMI plc and at the Universities of Leeds and North London he is now a lecturer in metallurgy and materials at the University of Birmingham. His current research inter- ests lie in the mechanical properties of polymers and com- posites.
Yong Kang Chen: graduated from Taiyuan University of Technology with a B.Sc. degree in casting in 1982 and gained his M.Sc. degree in mechanics in 1987. He has been an assis- tant lecturer and lecturer in the Department of Mechanical Engineering at Taiyuan University of Technology. Since October 1992 he has been working as a Ph.D. student in the School of Metallurgy and Materials at the University of Bir- mingham. His current research involves tribological charac- terisation of polymers and polymer composites, especially the relationship between macro-tribological behaviour and microstructures of polymer composites.
C.J. Hooke graduated in mechanical engineering from the University of Birmingham in 1960. He then worked with Professor S.A. Tobias on the stability of machine tools and received a Ph.D. in 1963. After a period at J. Lucas group research laboratories working on the thermal deformation of brake discs, he returned to the University of Birmingham. He is currently reader in applied mechanics. His research inter- ests include the design of hydraulic equipment as well as elastohydrodynamic lubrication and design of tribological machine elements.
P. Liao: received a B.Sc. in mechanical engineering from the National Cheng Kung University, Taiwan, in 1986 and obtained his M.Sc. from the National Taiwan Institute of Technology in 1992. He is currently a postgraduate Ph.D. student in the School of Manufacturing and Mechanical Engi- neering, University of Birmingham, UK. His main area of research interest is the tribological behaviour of polymer and its composites.





























