Embed Size (px)
Citation preview

The Thermal and Metallurgical State of Steel Strip during Hot Rolling: Part I1. Factors Influencing Rolling Loads
C. DEVADAS, D. BARAGAR, G. RUDDLE, I.V. SAMARASEKERA, and E.B. HAWBOLT
Traditional models for computing roll forces during hot rolling generally ignore the steep thermal gradients set up in the through-thickness direction due to roll chilling and deformation heat. In this paper, Alexander's model has been modified to account for the effect of thermal gradients on roll forces. Flow stress data have been obtained by conducting tests on a cam plastometer and a Gleeble 1500 for a 0.05 pct carbon, a 0.34 pct carbon, and a 0.07 pct carbon with 0.024 pct niobium steel for temperatures and strain rates attained in each of the stands on Stelco's Lake Erie Works (LEW) hot-strip mill. The hyperbolic sine equation has been shown to fit the data and is capable of predicting flow stress over a range of temperatures and strain rates. Simulations of the industrial operation have been conducted on the pilot mill at CANMET, and it has been shown by comparing predicted and measured roll forces that the friction coefficient is reduced from 0.3 to -0 .35 to 0.25 in the presence of a lubricant. It has also been shown that incor- porating the steep thermal gradients in the roll-bite zone increases predicted roll forces by 6 to
10 pct over the values computed based on centerline temperatures. The model has been val- idated also by comparing predictions with roll forces measured on the industrial mill.
I. INTRODUCTION
IN the finishing train of a hot-strip mill for rolling steel, the transfer bar from the roughing mill is reduced in thickness to the final gage in successive stands. Of par- amount importance in this operation are the shape and gage control during roiling and the concomitant changes in microstructure which determine the final mechanical properties. Deformation of the steel in the roll bite pro- vides the driving force for microstructural change and also has a profound influence on the shape and gage of the product. The driving force for structure-modifying metallurgical phenomena, such as dynamic or static re- covery and recrystallization, is the strain imparted by the deformation, the distribution of which is characterized by the reduction per pass, the rolling speed, the tem- perature distribution, and the steel composition. These variables also strongly influence the roll forces which, together with the design of the roll stand and the asso- ciated control systems, have an effect on gage variations and the shape of the product.
II. L I T E R A T U R E R E V I E W
Of the parameters that influence deformation resis- tance, temperature is particularly important, because the flow stress of steel is exponentially dependent on tem- perature. Despite its importance, very few attempts have been made to quantify the temperature distribution in the
C. DEVADAS, formerly Graduate Student, The Centre for Metallurgical Process Engineering, The University of British Columbia, is Research Engineer, Comalco Research Centre, Melbourne, Victoria 3074, Australia. D. BARAGAR and G. RUDDLE, Research Scientists, are with CANMET, Metals Technology Laboratory, Ottawa, ON KIA 0GI. I.V. SAMARASEKERA, Professor, The Centre for Metallurgical Process Engineering, and E.B. HAWBOLT, Professor, Department of Metals and Materials Engineering, are with The University of British Columbia, Vancouver, BC V6T lW5 Canada.
Manuscript submitted September 5, 1989.
rolled steel during contact in the roll bite. This is be- cause of the difficulty of making measurements during industrial rolling. As a result, the roll/strip interface heat- transfer coefficient has not been adequately character- ized, as was reported in an earlier paper, m
The theories proposed for predicting roll forces have, in general, assumed an average temperature within the roll bite or an average temperature through the thickness at any location within the roll bite for the purpose of calculating flow stress. I2,3,4] The Sims 14] model is one of the most widely used; it is based on the assumption of sticking friction at the interface and homogeneous de- formation. The Sims equation utilizes an average value for the flow stress in the roll bite. Application of Sims' equation to industrial rolling was facilitated.by Cook and McCrum, tS] who developed charts for computing the geometric factors that appeared in Sims' original for- mulation. Alexander, t6j on the other hand, facilitated the application of Orowan's t3] formulation by developing a numerical solution for the basic equation. For cold roll- ing, coulomb friction was assumed, while for hot rolling, sticking friction was assumed.
A comparison of the predictive capabilities of the dif- ferent rolling theories has been carried out by several investigators.tT.s.9} It has been concluded t7,s~ that Orowan's theory results in a closer estimate of measured roll forces. Murthy and Lenard, I91 however, tested model predictions of flow stress against a statistical evaluation of a signif- icant amount of mill data and showed that the differences between predicted and measured mill loads varied from 4 to 60 pct.[91
In the application of rolling theories to hot rolling, there has been considerable uncertainty as to whether sticking or sliding friction prevails in the roll bite. Much of the confusion stems from the lack of data, owing to the dif- ficulty of measuring coefficients of friction under hot- rolling conditions. Roberts tl~ formulated a simplified mathematical model of deformation in the roll bite, as- suming sliding friction and a constant magnitude, to back
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1991- 321

calculate the coefficient of friction from mill data. His results yielded a friction coefficient linearly dependent on temperature, which ranged from 0.31 at 800 ~ to 0.46 at 1100 ~ Sekimoto e t al. [H1 have suggested that the frictional coefficient varies from 0.35 to 0.4. Bernick and Wandrei t121 have also shown that with lubrication, the roll forces and torques are reduced, which can be translated into a reduction in the coefficient of friction from 0.32 to 0.23. Other factors, such as scale on the surface of the strip and the condition of the roll surface, would also be expected to have an influence on the mag- nitude of the coefficient of friction. Theocaris E131 con- ducted experiments to measure the coefficient of friction. He claimed that the coefficient of friction varied contin- uously along the arc of contact, changing from 0.5 at the entrance and exit to 0 at the neutral point, averaging 0.3 over the roll bite. Thus, it appears that sliding fric- tion probably dominates in the roll bite during hot roll- ing. The capabilities of currently available models for predicting roll force are, therefore, limited by the ac- curacy with which the coefficient of friction is known for the given conditions.
Another limitation of the earlier theories for rolling is the assumption of homogeneous deformation. There has been concern that owing to the steep thermal gradients, the strain distribution in a vertical slice may not be uni- form. Thus, more recently, the finite element method has been applied to rolling, in general, in an attempt to provide a more accurate description of the distribution of strain in the roll bite. f~4-221 The applicability of this modeling technique to predicting rolling loads and torques under industrial conditions has not been thoroughly tested.
Irrespective of whether conventional rolling theories or finite element techniques are employed to predict roll forces, a knowledge of the flow stress of the material as a function of temperature, strain rate, and strain is re- quired. Rao e t a / . [23] have reviewed the available stress- strain relationships and have proposed that the following two equations are suitable for steels during hot working:
or = al + bl In e [1]
or = c l e n" [2]
However, neither of the equations is fully satisfactory over the entire hot-working range.
To correlate the flow stress and strain rate for lower stresses and constant temperature, a power law [24,251 has been employed.
or = C~ m [3]
For a wide range of flow stresses at constant tempera- ture, the following equation has been proposed by Sellars and McG. Tegart: [26t
= A (sinh ao')" [41
At low stresses, Eq. [4] reduces to Eq. [3]. The above equation can be extended to cover a range of temperatures:
g = a (sinh atr)" exp ( - ~ T ) [5]
where n, A, and a are temperature-independent constants which vary with strain. The activation energy, Q, has
been reported to be approximately 312 kJ/mol for a range of C-Mn steels, I271 although lower values of 270 and 286 kJ/mol have also been reported, t28,291 Niobium steels were found to have a much higher activation energy of approximately 434 kJ/mol , which was attributed to the retarding effect of Nb on recrystallization kinetics, t3~ The hyperbolic relation has also been employed by Baragar t31J and Roberts,j321 the empirical constants a, n, and A being determined for a number of strains. The activation en- ergy obtained at each of these strains varied from 288 to 363 kJ/mol. Flow stress values are obtained at these strain values for a range of strain rates and temperatures. These flow stress values are then used to determine the constants in the modified Ludwiks equation using a least squares method, t31j
or = ao + b0 e~ + c0 e0"8 + do el'2 [6]
The agreement between the measured and calculated flow stresses using this approach was found to be excellent.
Other techniques have also been employed to predict stress-strain curves at high temperature and constant strain rate. For example, Hatta e t a l . t33J have employed Eq. [5] to predict the peak flow stress and then determined the stress-strain curve from the following relationship:
~r = 1 . 6 4 o - p e n" [7]
Unfortunately, the predicted flow curves tend to over- estimate the measured values at high temperature and underestimate them at low temperature. Misaka e t a l . I341
have utilized the following double-power constitutive re- lation to determine flow stress:
or = A'en'~m exp (~-T) [8]
This relationship is based on the premise that the flow stress is influenced by temperature, strain, and strain rate in a mutually exclusive way. Inclusion of the term e n' leads to an overestimation of flow stress, since dynamic recovery processes relieve work hardening at low strains.
I lI . SCOPE AND O B J E C T I V E S
From surveying the literature, it is apparent that de- formation associated with hot rolling is extremely com- plex. On-line rolling mill control models and off-line simulation models currently in use are largely empirical and cannot accurately predict roll forces. Furthermore, equations for characterizing the high-temperature behav- ior of steel are numerous, and there is no clear consensus as to which equations are the most suitable. The purpose of this paper is to demonstrate that the predictive capa- bilities of traditional roll-force models for the first few stands of a finishing mill can be improved by a more accurate determination of temperature and flow stress. For later stands, it will be shown that the deviation be- tween measured and predicted roll forces increases, this being ascribed to incomplete recrystallization. It is evi- dent that microstructural changes associated with the de- formation and restoration processes operative during hot rolling must be accounted for to improve the predictive capabilities of roll-force models.
This study is part of an overall program initiated at
322--VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

the University of British Columbia to predict micro- structural evolution during hot rolling. The objectives of the research were as follows:
(a) To establish techniques to determine the roll/strip interface heat-transfer coefficient and to incorporate this information into a heat-transfer model for a more ac- curate determination of the thermal field in the roll bite. The results of this research were presented in Part I t35j of this three-part series. (b) To develop techniques to compute the roll forces based on the calculated thermal field. This is the emphasis of this second part of this three-part series of papers. (c) Finally, to develop a model incorporating heat flow and structure-modifying phenomena to evaluate the in- fluence of processing parameters on austenite grain size evolution. The model development and its predictive ca- pabilities are presented in Part III. i361
IV. F L O W STRESS M E A S U R E M E N T
Two compression testing machines have been em- ployed in this s t u d y - - a cam plastometer and a Gleeble. However, the strain measuring technique is different for each machine. In the case of the cam plastometer, t37j the change in specimen height is monitored and employed to determine strain, whereas in the Gleeble tests, the central plane diameter is monitored and used to calculate the instantaneous change in cross section and the asso- ciated strain.
A. Test Procedure
Three grades of steel were t e s t e d - - a 0.05 pct carbon, a 0.34 pct carbon, and a 0.07 pct carbon with 0.024 pct niobium. The compositions of these steels are shown in Table I. The sample preparation treatment consisted of homogenizing each sample at 1200 ~ for half an hour and quenching it in water. Prior to hot deformation on the cam plastometer, each sample was reheated to 1200 ~ in a GLOBAR* furnace for the cam plastometer tests.
*GLOBAR is a trademark of Standard Oil Engineered Materials Co., Niagara Falls, NY.
To prevent temperature loss during transfer to the de- formation stage of the cam plastometer, a radiation bar- rier was employed. In the cam plastometer tests, cylindrical specimens 14.75 mm in height by 12.75 mm in diameter were employed. To overcome the barreling problem during hot compression testing, a glass lubri- cant was used. Baragar and Crawley t381 demonstrated that the average die pressure was equal to the flow stress of the material if the initial aspect ratio, d/h, was between 0.5 and 0.8.
In the Gleeble tests, the compression sample was re- sistance heated in situ to 1200 ~ and, during defor- mation the midsection diameter (C-strain) and the associated strain, was monitored using a spring-loaded quartz-tipped linear variable displacement transducer. The diametrai plane is also the location of the temperature= controlling thermocouple.
Heating that occurs within the specimen due to de- formation can lead to flow softening, and a correction has to be applied to the test data to account for this. The procedure adopted has been described by Baragar. t311 He obtained very good agreement between the measured and calculated temperature increase due to deformation using the equation
trm~e AT = - - [9]
pCp
which was also employed in this study. The magnitude of the associated softening was estimated from the fol- lowing equation:
naR T + AT
Values for the apparent activation energy Q, the expo- nent n, and the constant a , which appear in the sine hyperbolic equation, are presented later. For the three steels tested, the temperature rise during deformation in the temperature range of 900 ~ to -1100 ~ and at strain rates in the range of 7 to 100 s -~ was of the order of 7 ~ to - 2 0 ~ while the associated flow softening ranged from 2.7 to 9.3 MPa.
B. Flow Stress Curves for Plain-Carbon and Niobium Steels
True stress-true strain curves were obtained from both the cam plastometer and the Gleeble. To assess the re- producibility of the stress-strain curves, two cam plas- tometer tests were run for a particular set of conditions. Figure 1 illustrates the experimental scatter for a 0.34 pct carbon steel tested at 1000 ~ at a strain rate of 14 s -~ and at 1100 ~ for a strain rate of 95 s -~. It is evident from Figure 1 that the reproducibility is excellent at low strain rates (14 s-l) , with the scatter being well within ---5 MPa over the 0.1 to 0.4 strain range.
Comparison tests were also conducted on the Gleeble and cam plastometer for similar test conditions. Figure 2 compares the results for a 0.34 pct carbon steel tested at a swain rote of 10 s -~ at temperatures of 900 ~ 1000 0(2, and 1100 ~ from which it is evident that the agreement is reasonable in the strain range of 0.1 to 0.4. The lower Gleeble flow stress response at strain levels greater than 0.1 can be partly explained by examining the method
Table I. Composition of Steels (Weight Percent)
Steel C Mn Si P S Nb AI
Plain carbon 0.054 0.27 0.02 0.006 0.011 - - 0.03 Plain carbon 0.343 0.70 0.009 0.008 0.009 - - 0.043 HSLA* (Nb) 0.074 0.54 0.017 0.005 0.008 0.024 0.047
*HSLA: high-strength low-alloy.
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1991- 323

%,
t / ) o~
t~
160
140
120
100
80
6O
40
2O
0 0
1000*C, 14/s I
~ A l m l b o o v
~'+66+~000 T II00C,95/s I ~ ' A O
1 + 6 O
l i f o ~ 1 7 6
h+o I 0.34% C Steel
4o
I i I I I I I :
0,1 0.2 0.3 0.4 0.5
STRAIN
Fig. 1 - - C a m plastometer stress-strain tests at 1000 ~ and 1100 ~ for strain rates of 14 s -~ and 95 s - l , respectively, for a 0.34 pct plain- carbon steel.
adopted to evaluate stress. The C-strain measurement employed on the Gleeble is an in situ measurement of the diameter of the specimen and is the basis for cal- culation of the instantaneous area and stress. However, in the cam plastometer tests, the change in height is uti- lized to calculate the strain. Constancy of volume and homogeneity of deformation are assumed, and the cor- responding instantaneous area is obtained from the cur- rent height, neglecting the observed small amount of barreling of the sample during deformation. This would lead to an underprediction of the cross-sectional area of the midsection of the cam plastometer test sample, which explains the higher stresses seen for the cam plastometer tests in the strain range of 0.1 to 0.4.
The Gleeble results shown in Figure 3 and the cam plastometer results shown in Figure 4 illustrate the effect of strain rate on flow stress for a 0.34 pct carbon steel tested at 1000 ~ and 1100 ~ respectively. The effect of temperature on flow stress for a 0.34 pct carbon steel is shown in Figure 5. At the lower strain rates of 0.01 and 0.1 s -~ (Figure 3), the flow curves increase rapidly,
2 0 0 , , i , | , i i
180
160
,-, 140
120
m 10o
fa /,d~/ ~ a ] u r e o~ 6O
40 r+ 20 Gleeble
0 i I I I I I I I
0 0.2 0.4 0.6 0.8
STRAIN
Fig. 2 - - C o m p a r i s o n of cam plastometer and Gleeble stress-strain curves obtained for hot deformation of 0.34 pet carbon steel at 900 ~ 1000 ~ and 1100 ~ and a strain rate of 10 s- : .
1 6 0 i i !
I 0 . ~ c s , ~ , i ~ ,4o lo/$
120
I00 I/s
80 ~o
O.I/s 40
20 O,OI/s
0 I I I I I l l
0.2 0.4 0.6 0.8
STRAIN
Fig. 3 - - G l e e b l e stress-strain results for deformation of a 0.34 pct carbon steel at 1000 ~ for strain rates of 0.01, 0.1, 1, and 10 s - t .
reaching a peak stress; on further deformation, the f low stress falls to a steady-state value, or exhibits oscilla- tions. In addition, as the strain rate was increased from 0.01 to 1 s -1, the strain at which the peak stress occurred shifted to higher values. It is also apparent that with in- creasing strain rate (Figures 3 and 4), broader peaks in the flow curves are observed. Above a strain rate of 1 s -I a peak stress was not attained at 1000 ~ or 1100 ~ Instead, with increasing strain, a plateau stress was ob- tained. Decreasing temperature gave rise to a significant increase in f low stress (Figure 5).
Figure 6 compares the effects of temperature and strain rote on the stress-strain curves obtained for the three grades of steel. The two plain-carbon steels (0.34- and 0.05 pet carbon) exhibited comparable behavior (within a 10 pet variation) for the f low stress at 0 .4 strain for a strain rate of 50 s -] . The 0.07 pet C-0.024 pet Nb steel at strains exceeding 0.2 exhibits consistently higher f low stresses than the plain-carbon steels. A comparison of the effects of strain rate and temperature on the f low stress at 0.4 strain (Figures 1 through 6) shows that a one order of magnitude increase in strain rate is approximately equiv- alent to a 100 ~ reduction in temperature in all three
% ̀
r
I40 130 120 II0 100 90 80
70 60
50 40 30
20 10 0
+11
+; o
+11 o
1
: ~ i : , + , oo~oooob o oooOO o ~ 1 7 6 1 7 6 1 7 6 4 + § 2 4 7
o § 2 4 7 oooo o + + + +
o o o oOO0, . . . . ++ *+++++++ . . . . . . . . . . . . . . . . -.
+~,+*+ ...w.~w.W. " ~
++ mm mmmmmm 0.34%C Sled § III
�9 lOis
+ 50Is o IO0/s
I I I I I I I I
0.1 0.2 0.3 0.4 0.5
STRAIN
Fig. 4 - - C a m plastometer stress-strain results for deformation of 0.34 pct carbon steel at 1100 ~ and strain rates of 10, 50, and 100 s -t.
324--VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

O9 tat)
o9
220
200
180
160
140
120
100
80
6 0 ~ ~
on 40 - ~
2o -~
0
u t ' - - n i i i i i l l l l l l l b l l l l U l m l l l � 9 i
i i i I l l I I I
i i i I m � 9 4. + + 4,+ + + + "r ./-§ + + + 4" + + § + + + + +§ mm ++++
m m +++++++ 0 0 0 %
ml+D+ + + ooor162176176176176 mlm;+ + o,o,o~oo~176176176176176
q . + o o o ~ A A t l tx A ~,,~A 6 A/x A A 6 A A A ~ 6 t l ~ ~ ~ & 6 & ~
o ~ A A A q o AAAaA 0.34 C Steel
I I ~ O A ~ A
I o ~ A _ 5 0 I s �9 900~
�9 ,- 950~
�9 1000"C
n 1100*C I , . I I I I
O. 1 0.3 0.4 I I
0.2
STRAIN 0.5
F ig . 5 - - T h e e f fec t o f d e f o r m a t i o n t e m p e r a t u r e on the s t ress-s t ra in cu rve o f a 0 . 3 4 pc t c a r b o n steel d e f o r m e d a t a s t ra in ra te o f 5 0 s -1 m e a s u r e d o n the c a m p l a s tome te r .
grades examined in this study. This clearly demonstrates the relative importance of temperature on the flow stress.
The observed changes in flow stress with respect to temperature and strain rate conform with what has been reported in the literature. [39'4~ The shape of the flow stress curves obtained during hot deformation at high strain rates (I>10 s -t) and at high temperatures (I>900 ~ can be explained, in that grain boundary sliding is minimized and slip takes place by the movement of dislocations. The dislocation density increases during deformation, causing work hardening. Dynamic recovery occurs dur- ing work hardening and progressively increases with in- creasing temperature, thereby reducing the magnitude of the peak flow stress. When the dislocation density at- tains a critical value, dynamic recrystallization takes place, giving rise to a peak stress and a subsequent reduction in the flow stress, as seen in Figure 3 for 0.01 and 0.1 s -t strain rates. With the increasing strain rate, the peak stress is shifted to higher values of strain, until eventually no peak is attained because the critical strain
o9 o9
r~
180
160
140
120
100
80
60
40
20
0
: J ................... iiiiii
// - - 1000~ 50Is
I , I I I I I I I I
0.1 0.2 0.3 0.4 0.5
S T R A I N
Fig. 6 - - E f f e c t s o f t e m p e r a t u r e a n d s t ra in ra te o n the s t ress - s t ra ta re- sponse o f a 0 . 3 4 pc t c a r b o n , a 0 . 0 5 pc t c a r b o n , a n d a 0 . 0 7 pc t C - 0 . 0 2 4 pct N b steel m e a s u r e d on the c a m p l a s tome te r .
for dynamic recrystaUization is not reached and the op- erative restoration process is dynamic recovery.
For the range of average strain rates (17 to 57 s- ' ) and temperatures (1077 ~ to 970 ~ obtained in the finish- ing stands of Stelco's Lake Erie Works (LEW) hot-strip mill (Table II), the test results shown in Figures 1, 2, and 4 suggest that it is unlikely that the critical strain required for dynamic recrystallization is reached for the 0.34 pct carbon steel. However, dynamic recrystalliza- tion would be possible if static recrystallization is in- complete and strain is retained in the short interpass times characteristic of the later passes in the hot-strip mill.
V. MODELING THE CONSTITUTIVE BEHAVIOR OF STEEL
To develop a mathematical model capable of predict- ing rolling loads for a range of temperatures, strains, and strain rates for different steels, it is necessary to obtain a constitutive r relationship that is sensitive to these variables.
A. Flow Stress Formulation
To establish which of the available flow stress for- mulations is the most accurate for predicting the true stress-true strain curve, measured data are compared with predictions for a 0.34 pct carbon steel deformed at 1100 ~ at a strain rate of 95 s-~; the results are shown in Figure 7. Misaka et al.'s [341 double-power constitutive relation does not reproduce the initial portion of the flow curve, be- cause it incorporates a term, e"', which does not allow for dynamic recovery. Hatta et al. 's t3a] model over- estimates the flow curve at all strains, the magnitude of the error increasing with increasing strain. Roberts 't32] and Baragar's t3~] models predict the flow stress to within ---9 and 5 pct of the measured values, respectively. Baragar's t3~] model was adopted because it gave the best agreement.
B. Determination of Empirical Constants in Flow Stress Equations
The unified creep relationship in Eq. [5] was linear- ized as follows and employed to determine the effects of temperature and strain rate on the flow stress for a given level of strain:
O In A 1 + In ~ + - - = n In (sinh [ a(r]) [ 11 ]
RT
The four empirical constants A1, Q, a, and n are inde- pendent of temperature and strain rate but could vary with strain. Thus, by holding either the temperature or the strain rate constant, the empirical constants were evaluated. Figures 8 and 9 show that at any preset strain, a linear relationship exists between In (sinh [aor]) and In ~ or 1/T. The slope of the lines in Figure 9 for a par- ticular strain is proportional to Q, the apparent activation energy for deformation. The parameter n is determined from the slope of Figure 8 and A~ is obtained from the intercept after the strain-rate component is accounted for.
The empirical constant that has physical significance
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1 9 9 1 - - 3 2 5

Table II. A Comparison of the Conditions That Prevail at Stelco's Lake Erie Works and the Simulation on the Pilot Mill at CANMET
Centerline Pass Reduction (Pct) Strain Rate (s -t) Temperature (~
Number LEW CANMET LEW CANMET LEW CANMET
Interstand Time (s)
LEW CANMET
I 43 43 17.4 17.4 1077 1070 3.04 11 H 41 41 38.03 33.2 1060 1057 1.8 8
HI 25 25 49.99 30.3 1020 1009 1.24 10 IV 17 17 57.1 27.4 970 923 - - - -
in Eq. [ 11 ] is the activation energy Q, which for plain- carbon steels is expected to approximate the activation energy for self-diffusion in austenite, Qso. For the 0.34 pct carbon steel, Q was found to have an average value of 315 kJ /mol in the strain range of 0.2 to 0.7, with n val- ues in the range of 3.2 to 4.7. Roberts ~4u reported that for most plain-carbon steels, n is approximately 5. For the 0.05 pct carbon steel, the corresponding activation energies were in the range of 262 to 290 kJ /mol for an n value of 5. The low-carbon Nb steel had a significantly higher Q, which averaged 461 kJ /mol over the strain
1 8 0 | i , i J xl < xxX xlX x x x xlX x x x xbX x
160 xx x x x x
140 xxX xx AAA~,A~6&~,Z~t~A ~ ' 120 x x x x x A AAAAAAA&&AAA
xX x AAA AAAA
x x , + Baragar
40 / A Misaka et al.
20 x Ilalta el al.
0 I I I I l I I I I
0.1 0.2 0.3 0.4 0.5
STRAIN
Fig. 7--Comparison of predicted flow stress data for a 0.34 pct car- bon steel deformed at 1100 ~ at a strain rate of 95 s -~ with measured data from a cam plastometer.
3 ' r i i i i
2
Temp 1000*C
�9 ~ = 0 . 2
- I " + ~= 0,4
* ~=0.6
- 2 I I I I I I I I I
-5.oo -300 -Loo i.oo 3~, 5.~
I , d )
Fig. 8 - - R e l a t i o n s h i p be tween In (sinh (act)) and In k for a 0 .34 pct carbon steel at a temperature of 1000 ~
range of 0.2 to 0.7. These activation energy values com- pare favorably with values reported earlier by Baragar. t3u The increase in the magnitudes of both the activation energy and n for alloy steels has been attributed to the increase in solute content and the presence of precipi- tates. Significant scatter in the cam plastometer data in the 0 to - 0 . 1 5 strain range resulted in higher values for the constants Q and n.
C. Prediction of Flow Stresses
From the empirical constants, the flow stress at any temperature and strain rate can be determined at discrete values of strain. To test the adequacy of the method em- ployed, predicted flow stress curves were compared with measurements at strain rates and temperatures other than those employed for the determination of the empirical constants n, Q, and In A~. Figures 10 and 11 compare predicted flow stresses with measurements for the 0.34 pct carbon steel for a range of temperatures and strain rates. The maximum difference between predictions and mea- surements for strains greater than 0.2 was less than 5 pct for all three grades. However, the maximum difference between prediction and measurement increased to 13 pct in the strain range of 0.05 to 0.2, with the exception of the 0.05 pct carbon steel tested at 1100 ~ for which larger deviations were observed.
The measured data show that at low strains, the flow stress for the higher temperature (1000 ~ is higher than corresponding values at a lower temperature, which is contrary to expectations. A similar inconsistency is ap- parent with respect to strain rates (Figure 11). Clearly,
1.8
1.4
I
0.6
0.2
-0.2
-0.6 7.2
, , , , , , i
0.34% C Steel
IO/s
�9 ~'= 0.2 o
* ~=0.6 ..... ~ -I"-~
| i i i I I I I I I I i i
7.4 7.6 7.8 8.0 8.2 8.4 8.6
(I/T) X 10' K '
Fig. 9 - - R e l a t i o n s h i p be tween In (s inh ( ~ ) ) and 1IT for a 0 .34 pet carbon steel at a strain rate of 10 s - t .
326- -VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

f i I I i l i I i
izo I- Bo "
I [] 9 o o % / A iO00oc
4 0 / o IIO0~ I0-34%C Steel ] l --Predicted
0 0'I 0"2 0'3 0-4 STRAIN
Fig. I O - - A comparison of flow stress data measured on a cam plas- tometer with model predictions for a 0.34 pct carbon steel at 900 ~ 1000~ and 1100~
the measured data appear to be erroneous at these low strains. These errors can be linked to the compliance of the machine components during the early stages of de- formation, which influences the accuracy of the mea- sured changes in the height of the specimen from which strain is determined.
VI. R O L L - F O R C E M O D E L
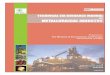
In view of the strong influence of temperature on flow stress and the steep temperature gradients established near the surface of the strip due to the chilling effect of the work rolls, it was considered necessary to include the temperature distribution within the roll bite in the roll- force calculations. The roll bite was divided into a num- ber of nodes, as shown in Figure 12. The following assumptions were made.
(a) No plastic deformation occurs in the width direction and, hence, the plane strain assumption holds. (b) Deformation is homogeneous within the roll gap, and vertical sections remain vertical.
160
u) 80 UJ h.
F-
u) 40
l i i l i l i
" 'Zem lO00~ E" n lOis
A 50/S A IO0/s
' Predicted
0 I i I I I I I I
0 0'I 0"2 0"3 0 '4
STRAIN
Fig. 11 - - A comparison of flow stress data measured on a cam plas- tometer with model predictions for a 0.34 pct carbon steel at strain rates of 10, 50, and 100 s -l.
(c) The coefficient of friction is constant over the arc of contact. (d) The roll radius is assumed to remain circular even after it has deformed, and the deformed roll radius is given by Hitchcock's formulas, t42] (e) The rolling and radial directions are assumed to be principal stress directions, and the Levy-yon Mises yield criterion is assumed to be valid. (f) Front and back tensions have been ignored, because the pilot mill is a reversing mill and the industrial mill uses interstand loopers.
For the industrial hot-strip mill at Stelco's LEW, the width-to-thickness ratios in the finishing mill are in ex- cess of 60 and the plane strain assumption holds. In the pilot mill simulations which will be described in Section VII, transfer bar samples of 150 • 150 • 25 mm 3 were employed with a width-to-thickness ratio of 6. The spread coefficient has been calculated for this case and found to have a maximum value of 0.06, which is equivalent to a spread of 4.2 nun. Hence, it is assumed that even in this case, the plane strain assumption holds.
The second assumption of homogeneous deformation, although not strictly valid, will likely have a much smaller effect on roll forces than ignoring the chilling effect of the work rolls. Preliminary work based on the finite ele- ment analysis of deformation on the roll bite during the hot rolling of steel ~ has shown that there is a region of high strain rate near the entrance just beneath the roll due to redundant shear resulting from friction, where the strain rate approaches 5 to 10 times the average strain rate. From Figure 11, it is seen that at low strains typical of the entrance to the roll bite, a tenfold increase in strain rate causes a small local increase in flow stress of ap- proximately 30 MPa.
It has also been shown that strain inhomogeneity in- creases with increasing distance in the roll bite, and at the exit plane, the strain is equal to the nominal strain over the central 70 pct of the strip thickness, increasing to approximately 1.5 to - 2 times the nominal strain just below the surface in the shear zone. ~ Since strain hard- ening is modest at these temperatures, as shown in Figure 10, a twofold increase in strain could lead to a 20 to ~30 MPa increase in flow stress.
It has been shown that near the exit of the roll bite, the chill zone extends to a depth equal to one-eighth of the thickness and the surface temperature is depressed 350 ~ Examination of Figures 5 and 10 indicates that the local increase in flow stress associated with a 350 ~ reduction in temperature is in excess of 100 MPa. Based on this approximate analysis, one can argue that modi- fying homogeneous deformation models to account for temperature variations in the roll bite would significantly enhance the capability of predicting roll forces for in- dustrial rolling. Finite element analysis is an important research tool for studying deformation in the roll bite, but due to its complexity and computational intensive- ness, application of the method to predicting roll forces on-line will occur some time in the future.
In addition, there is another reason why it is not worthwhile at this stage to account for inhomogeneity of deformation and it relates to the difficulty of predicting flow stress for material that has undergone a complex
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1991--327

JJ
f
i
]
T
i
(a)
Fig. 12 - - ( a ) and (b) Discretization of a roll bite into elemental volumes.
aj-_
aj--
p
-4 f
P (b)
o;
o; 0; ~ a;
oi,
thermomechanical history (i .e. , varying strain rate and temperature). The constitutive equations currently avail- able are only capable of predicting the flow stress at a given strain, assuming that the deformation has been car- ded out at a constant temperature and strain rate. This is certainly not true of material at any location in the roll bite whose deformation history is characterized by a con- tinuous variation in temperature and strain rate. To the authors' knowledge, there is no principle akin to addi- tivity that allows the determination of flow stress fol- lowing a complex thermomechanical history from isotemperature and isostrain-rate test data. In view of this, it was decided as a first approximation to ignore strain- rate variations.
Assuming homogeneous deformation in the roll gap, the condition of equilibrium of forces can be applied to a vertical slice. Each slice consists of N elements with the following equation being applied:
-~0 h N ( p -7, f t a n 0) - ~r0, i=1
= 2 R ' N ( p sin 0 + f c o s 0) [121
This equation is comparable to Von Karman's original equation [2J for equilibrium for a single slice with the Levy- yon Mises yield criterion. Assuming sliding friction,
f = / ~ p [13]
These two equations were incorporated into Alexander's model t6j to determine the roll forces.
Numerical Solution
The heat-transfer model of the roll bite, together with the heat-transfer coefficient data for the roll/strip inter- face described in the first of this series of papers, 135j is employed to determine the temperature distribution in the roll bite. The roll gap is divided into slices, each slice being subdivided into a series of elemental vol- umes. Each volume is assigned a temperature, based on the computed temperature distribution. Assuming ho- mogeneous deformation, each slice, and each volume within each slice, was assumed to undergo the same mean strain rate, which was determined from the following equation for the pass.
~ = 6---0-- loge [14]
The strain is calculated from the following expression for each slice.
2 hi - - [151 g = ~ In hi+ I
where hi and hi+ 1 are the thicknesses of successive slices. From a knowledge of the strain, strain rate, and local
328--VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

temperature, a flow stress can be calculated for each nodal volume in the slice from the constitutive equations de- termined earlier; this stress is substituted into Eq. [12].
Numerical integration is employed to solve the gov- erning differential equation. The fourth-order Runge-Kutta method was adopted to obtain the specific roll pressure, p, at the roll/strip interface. The roll force, P, is deter- mined by integrating the local normal pressures over the arc of contact. The radius of the deformed arc was up- dated iteratively, and convergence was reached in 5 to - 6 iterations.
VII. P I L O T M I L L SIMULATION
A. Determination of the Friction Coefficient
The four stands of Stelco's hot-strip mill at LEW have been simulated on CANMET's pilot mill for the three grades of steel. The rolling facility at CANMET's Metals Technology Laboratories consists of a single two-high reversible hot-rolling stand. The feeding of the work- piece is done manually for both the initial pass and all subsequent reversing passes, and all mill data are ac- quired by a mill computer; 25 • 150 x 150 mm 3 trans- fer bar samples were instrumented with a single thermocouple at the centerline and reheated in the GLOBAR element furnace to within -+5 ~ of the de- sired reheat temperature. Table lI compares the condi- tions adopted for the pilot mill simulations with those at Stelco's LEW hot-strip mill. It is clear that although the reduction schedule of the industrial mill can be satisfac- torily simulated on the pilot mill, it is difficult to sim- ulate the high strain rates of the third and fourth passes on the pilot mill. The coefficients of friction determined from the pilot mill simulation have been subsequently utilized to calculate roll forces for the industrial mill. The raison d'etre for this methodology is as follows. The two factors that have a significant effect on roll forces for a given reduction and speed are the thermal field, due to its influence on flow stress, and the coefficient of friction. In the pilot mill simulation, it was possible to characterize the thermal field accurately, because in each simulation, the centerline temperature on entry to the roll bite was measured and employed in the mathe- matical model of heat transfer together with the heat- transfer coefficients determined from the roll bite surface temperature measurements. Thus, the coefficient of fric- tion is the only unknown and can be back calculated with greater certainty from the measured roll forces. It is rec- ognized that the friction coefficients determined in this way are still approximate at best, since they will be in- fluenced by the surface conditions of the rolls and strip.
Utilizing this approach, the friction coefficients have been obtained by comparing measured and predicted roll forces. The values that gave the best agreement for passes I through IV were 0.3, 0.3, 0.29, and 0.35, respectively. In determining the friction coefficients for passes I, II, and IV, the measured roll forces for 0.05 pet carbon steel were employed, while for pass III, the 0.34 pct carbon steel data were utilized.* These numbers were then ap-
*The measured roll force for 0.05 pct carbon steel did not yield a friction coefficient in the 0.3 to 0.5 range.
plied to compute roll forces for the other tests, mainly the 0.34 pct carbon and the 0.07 pet carbon with 0.024 pet Nb, and the results are shown in Figure 13. The pre- dicted roll forces were found to be within 12 pct of all the measured values for all three steels.
B. Influence of Temperature on Roll Forces
One of the objectives of this analysis was to assess the importance of incorporating an accurate through-thickness roll-bite temperature in roll-force predictions employing a homogeneous deformation model, such as the modi- fied Alexander model described in this paper. This has been accomplished by computing the roll forces with the Alexander model for the following cases:
(a) utilizing the temperature distribution computed by the heat-transfer model described in the first of this se- r e s of papers which accounts for roll chilling through measured heat-transfer coefficients; and (b) ignoring roll chilling and assuming that the temper- ature through a vertical slice in the roll bite is uniform and equal to the centerline temperature.
The results for the 0.34 pct carbon grade are shown in Figure 14. The roll forces computed on the basis of the centerline temperature of the strip are 7 to 11 pet lower than when roll chilling is accounted for.
C. Effect of Lubrication
In this study, an attempt has been made to characterize the effects of lubrication on heat transfer and roll forces. In the previous paper, t35] a series of instrumented tests conducted on CANMET's pilot mill to measure the roll- gap heat-transfer coefficient was described. It was found that use of lubrication reduces the steady-state heat-transfer coefficient attained in the roll gap from approximately 60 k W / m 2 ~ to 30 k W / m 2 ~ Table III lists the in- strumented tests conducted to determine the effect of the magnitude of the roll/gap interface heat-transfer coef- ficient, hgop, and the friction coefficient,/x, on the mea- sured and model-predicted roll forces. Tests T1 through T5 were conducted without lubrication, while T6 through T10 were conducted with lubrication. Comparing tests T3
w c.)
,,o o w I.-
._1
w
I-8
1.4
1.0
0.6
0
[] 0 0 5 % C Steel A 0 3 4 % C Steel
o 0 .024%Nb Steel
n o o o
A O
PI P2 P5 P4
' ' o l a ' i'.2 ' ' 1"6 CUMULATIVE STRAIN
2'0
Fig. 1 3 - - R a t i o of measured to predicted roll force for pilot mill sim- ulation of Stelco's LEW finishing stands.
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1 9 9 1 - 329

a.o 4 0 0
6.0
E z
(D 4.0
0 LL
O n"
2.0
0.0 Pass 1 Pass 2 Pass 3 Pass 4
Roll Pass
Fig. 14--The influence of incorporating the through-thickness tem- perature distribution on predicted roll forces for the pilot mill.
and T7, which have s imilar reduct ions and entry tem- peratures, it is evident that with lubricat ion, an 8 pct re- duction in roll forces is observed. In the case o f tests T2 and T9, the reduct ion in measured roll force due to lu- bricat ion was 7 pct.
Stainless steel was used in the rol l ing tests in order to minimize scal ing and the at tendant loss o f surface thermocouples . Data publ i shed in the l i terature by Towle and Gladman, 1431 and McQueen and Ryan t4n] were em- p loyed to character ize the f low curves result ing f rom the rol l ing tests. McQueen and Ryan t441 have indicated that
3 5 0 0 n
03200 03 hi n," 1-- 03
I00
I I I I I
n r7
/,~',,.la ~ I Stroin Rate 7/s I / M I o 890%1
f/ I [] , ,oo% I --Predlcted" " - " " " I
0 I I I I I i
0 0 '2 0"4 0"6 STRAIN
Fig. 15--Comparison of predicted flow curves for 316 stainless steel with reported data.
n varies from 3.5 to 4.7. E m p l o y i n g a constant value o f 4.35 for n, In A~ and Q have been de te rmined using Baragar 's method from the Towle and Gladman ' s [43] data. The calculated act ivat ion energy lies in the range o f 400 to - 5 6 0 k J / m o l , which is in reasonable agreement with the data o f McQueen and Ryan.[441 The predic ted f low curves compare wel l with Towle and G l a d m a n ' s t43] re- por ted data, as can be seen f rom Figure 15.
The flow stress formula t ion descr ibed above together with the back-calculated heat-transfer coefficient data from the earl ier paper t351 have been employed to predic t rol l forces for friction coeff ic ients o f 0.31 and 0.25; the re.. suits are compared with measurements in Table HI. It is evident for the unlubr icated tests that a fr ict ion coeff i - cient o f 0.31 with the back-ca lcu la ted heat- t ransfer coef- ficient, hgap = 60 k W / m 2 ~ gives good agreement with measured roll forces. Fo r the lubr icated trial , a fr ict ion coeff ic ient o f 0 .25, with the reduced heat- t ransfer coef- f icient hgap = 30 k W / m 2 ~ gives the best results . Compar ing the results o f tests T6 and T4 (50 pct reduc- t ion), the overal l decrease in roll force due to lubr icat ion was 12.5 pct. A reduct ion in the coeff ic ient o f fr ict ion from 0.31 to 0.25 accounted for a 10 pct decrease in the roll force, whereas the insulat ing effect o f the lu- bricant and attendant reduct ion in chi l l ing contr ibuted to
Table III. The Influence of the Roll-Gap Heat-Transfer Coefficient and the Coefficient of Friction on the Roll Force
Roll Force (MN/m)
Test Calculated
Test Reduction Temperature Lubrication /x = 0.31 /~ = 0.31 /z = 0.25 /z = 0.25 Number (Pct) (~ _J~q2onditions - Measured hgap "-~ 60 hgap "~- 30 hgap "~ 60 h&ap "~ 30
T1 50 1012 without 19.86 19.81 - - - - - - T2 50 1045 without 18.29 18.34 - - - - - - T3 35 1070 without 12.4 12.58 - - - - - - T4 50 1075 without 16.7 17.52 - - - - - - T5 35 1012 without 13.79 14.67 - - - - - - T6 50 1070 with 15.1 17.22 16.82 15.58 15.24 T7 35 1070 with 11.39 12.47 12.29 11.63 11.46 T8 50 1060 with 15.08 18.35 18.08 16.59 16.38 T9 50 1025 with 17.00 19.52 19.10 17.69 17.34 T10 25 1030 with 9.65 10.93 10.84 10.24 10.16
330--VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

2.5 pet of the measured decrease. For the lower reduc- tion of 35 pct, as in test T7, the decrease in roll force due to frictional and thermal considerations was 9 and 1.5 pet, respectively. It is apparent that the decrease in roll force due to a reduction in the coefficient of friction is significantly greater than the influence of the reduced heat-transfer coefficient in the roll bite.
VIII. INDUSTRIAL MEASUREMENTS
To assess the applicability of the modified Alexander model to predict roll forces, mill trials were conducted on the Stelco LEW hot-strip mill. In addition to mill py- rometers being located at the exit from the coil box and on entry to and exit from the finishing mill, four single- color pyrometers were installed to measure the strip sur- face temperature at other key locations. The first was located 1.5 m ahead of stand I, and the other three be- tween successive stands. Temperature data from all the pyrometers were logged onto the mill computer together with rolling loads, roll motor currents, roll speeds, gage, reductions, flow rates, and the number of laminar cool- ing headers for final cooling on the run-out table.
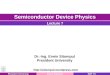
The temperature data have been used in the first of this series of papers to validate the heat-transfer model, pS} The corresponding roll-force data obtained for a typical rolling schedule are shown in Figure 16. Skid marks have a dramatic effect on the roll forces for stand I, as can be seen from the mill measurements. This effect is less noticeable for stands II through IV. For purposes of model validation, time averages and standard deviations of roll force have been computed for the three grades under investigation.
The heat-transfer model developed earlier and de- scribed in the first of this series of papers psi has been employed to calculate the temperature distribution in the steel within the roll bite. The results of the analysis have been presented in the first paper, pSI showing the chilling effect of the work rolls and deformation heating (an ex-
~ 8 I010 ~ ~ 800
g STRIP
uJ
,o5o
i i i i I0 20 30 40 50
DISTANCE INTO ROLL GAP (ram)
Fig. 17- -Pred ic ted temperature distribution in the strip in the roll gap of stand I for a 0.34 pet carbon steel.
ample for stand I is shown in Figure 17). The computed temperature distribution for each stand has been em- ployed to calculate roll forces for each stand. The fric- tion coefficients have been assumed to be 0.3, 0.3, 0.29, and 0.35, as determined from pilot mill measurements described earlier. Figure 18 shows the ratio of the com- puted to the measured roll forces for typical rolling schedules for the 0.05 pct carbon, the 0.34 pct carbon, and the 0.07 pet carbon with 0.024 pet Nb steels. The agreement between predictions and measurements for the three grades for the first two stands is very good, with the error being less than 7 pet. The exception is stand III for the 0.34 pct carbon steel, where the mea- sured roll force was 12.70 M N / m compared with a pre- dicted value of 10.81 MN/m. The former was high, particularly in comparison with pass III for the 0.05 pet carbon steel, for which the measured average roll force was 10.46 M N / m for very similar conditions.
For stand IV, the differences between the measured
24"9
21"5
~ 17.8
W u ~ 14-2
_J ~ 10,7
7.1
i i i i i J
Slond No.
,/
: i
I 3 ' 6 - . i
J 0
0 ! I
20 40
4
I
i :
i :
I : - . . . . . . . . . . . . . . . . . - i ~,1
6~O 80 100 TIME (s)
I
120
Fig. 1 6 - - R o l l forces measured at Stelco's LEW finishing mill.
bJ L) t~ ,o t:a 1.8 W I--
._1 ~ 1'4
C3 1.0
O9
bJ :~0 .6
I D 0 . 0 5 % C Steel A 0 . 3 4 % C Steel o 0 - 0 2 4 % N b Steel
o a
A [] O
A Q z~ 3 []
i I I I I J I I I I I I
0 0"4 0"8 1'2 1"6 2"0 2-4
CUMULATIVE STRAIN
Fig. 1 8 - - C o m p a r i s o n of the ratio of measured mill force to calcu- lated force as a function of cumulative strain for the four stands in the finishing mill at Stelco's LEW.
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1991 - - 331

and predicted roll forces for the 0.05 pet, the 0.34 pet, and the 0.07 pet carbon with 0.024 pet Nb steels are 15.6, 28.3, and 28.6 pet, respectively. These differences could be due to incomplete recrystallization and strain reten- tion between stands HI and IV and, therefore, could only be accounted for in a model that allows for micro- structural changes. It is worth noting that better agree- ment was obtained between predictions and measurements for the fourth pass on the CANMET pilot mill. The rea- sons for this could be twofold. First, the friction coef- ficients were determined from pilot mill data; and second, the interpass times in the pilot mill were an order of magnitude higher than in the industrial mill, which would allow for more complete recrystallization. The second reason is considered to be the probable cause of the dis- crepancy, particularly since good agreement was ob- tained for stands I through HI with pilot mill friction data. It is, thus, clear that microstructural phenomena must be incorporated into roll-force models if the predictive ca- pability is to be improved for the later stands.
IX. S U M M A R Y
Alexander's model for predicting roll forces has been modified to account for the steep thermal gradients in the roll bite due to roll chilling and deformation heating on flow stress. Stress-strain curves for 0.05 pct carbon, 0.34 pct carbon, and 0.07 pct carbon with 0.024 pct Nb steels have been generated on a Gleeble 1500 and a cam plastometer at temperatures and strain rates similar to those achieved in each of the stands of Stelco's LEW hot-strip mill. The data have been employed to evaluate the adequacy of constitutive equations in the literature. It was found that the method adopted by Baragar, which is based on the hyperbolic sine equation, gave the best fit with the measured data.
The four stands of the industrial mill have been sim- ulated on the pilot mill at CANMET with the aid of in- strumented transfer bar samples. Coefficients of friction for lubricated and nonlubricated conditions have been back calculated from the measured rolling, loads with the aid of the roll-force model. The thermal field has been cal- culated utilizing the heat-transfer model described in the first of this series of papers.t351 It has been shown that in the absence of a lubricant, such as a hot-rolling oil, the coefficients of friction were in the range of 0.3 to 0.35, which decreased to 0.25 in the presence of a lu- bricant. The model demonstrated the importance of tak- ing the through-thickness temperature gradients into account in calculating roll forces, since the values ob- tained were up to 10 pct higher than computations based on the centerline temperature of the strip.
The roll-force model was also employed to predict roll forces for the industrial mill on the assumption that the friction coefficients derived from the pilot mill simula- tions are applicable. The agreement between the mea- sured and predicted roll forces for the three grades was, in general, within 7 pct for the first three stands. For the fourth stand, the measured roll forces were significantly higher than those predicted. This finding suggests that there is incomplete recrystallization between stands HI and IV, leading to strain retention and higher roll forces.
ao Ol A A' b0 bt c0
Cl C
d do f hi
hE
h h gap
m
n
n tt
rl I
N
P P a r
R Ro R' AT T t E
8e
0 /x o"
o" m ap
N O M E N C L A T U R E
empirical constant in Ludwiks equation empirical constant in stress-strain relationship empirical constant empirical constant empirical constant in Ludwiks equation empirical constant in stress-strain relationship empirical constant in Ludwiks equation empirical constant in stress-strain relationship empirical constant in stress-strain rate relationship diameter of compression sample empirical constant in Ludwiks equation tangential stress, MPa thickness of transfer bar on entry to roll bite, m thickness of transfer bar on exit from roll bite, m instantaneous height of strip in roll bite, m heat-transfer coefficient at roll/gap interface strain-rate exponent exponent on strain in hyperbolic sinh equation strain exponent in peak stress relationship strain exponent in exponential relationship number of elements in a vertical slice in roll bite specific roll pressure, k g /m 2 roll force, kN activation energy, kJ mo1-1 reduction gas constant, kJ mo1-1 ~ roll radius, m corrected roll radius, m temperature rise due to deformation, ~ test temperature, ~ time, s
-1 strain, m �9 m strain increment strain rate, s- t angle of bite, rad coefficient of friction stress, MPa mean stress, MPa peak stress, MPa
R E F E R E N C E S
1. C. Devadas and I.V. Samarasekem: Ironmaking and Steelmaking, 1986, vol. 13 (6), pp. 311-21.
2. T. Von Karman: Z. Angew. Math. Mech., 1925, vol. 5, pp. 139-42. 3. E. Orowan: Proc. Inst. Mech. Eng., 1943, vol. 150, pp. 140-67. 4. R.B. Sims: Proc. Inst. Mech. Eng., 1954, vol. 168, pp. 191-200. 5. P.M. Cook and A.W. McCrum: The Calculation of Load and
Torque in Hot, Flat Rolling, British Iron and Steel Research Association, London, 1958.
6. J.M. Alexander: Proc. R. Soc., Ser. A, 1972, vol. 326, pp. 535-63.
7. A.A. Ragab, M.E. Said, and Y. EI.Halaby: Proc. 24th Int. Machine Tool Design and Research Conf., Aug. 31-Sept. 1, 1983, B.J. Davies, ed., pp. 3-11.
8. D.L. Baragar: 28th Mech. Working and Steel Processing Conf. Proc., Iron and Steel Society of AIME, Pittsburgh, PA, 1986, vol. 24, pp. 161-67.
332--VOLUME 22A, FEBRUARY 1991 METALLURGICAL TRANSACTIONS A

9. A. Murthy and J.G. Lenard: J. Eng. Mater. Technol., 1982, vol. 104, pp. 47-52.
10. W.L. Roberts: in Manufacturing Engineering and Materials Processing, Marcel Dekker, Inc., New York, NY, 1983, pp. 780-82.
11. Y. Sekimoto, M. Tanaka, R. Sawada, and M. Koga: SEASA1 Q., 1977, Apr., pp. 48-57.
12. L. Bernick and C.L. Wandrei: Proc. Int. Conf. Lubrication Challenges in Metalworking and Processing, June 7-9, 1978, l i t Research Institute, Chicago, IL, pp. 71-81.
13. P.S. Theocaris: in Metal Forming and Impact Mechanics, S.R. Reid, ed., Pergamon Press, New York, NY, 1985, pp. 61-90.
14. H. Grober: Proc. of NUMIFORM Conf., Gothenburg, Sweden, Aug. 25-29, 1986, K. Matiasson, A. Samuelsson, R.D. Wood, and O.C. Zienkiewicz, eds., A.A. Balkema, Rotterdam, Holland, pp. 225-29.
15. G. Li and S. Kobayeshi: J. Eng. Ind., 1982, vol. 104, pp. 55-64. 16. J.A. Sehey: Tribology in Metalworking: Friction, Lubrication and
Wear, ASM, Metals Park, OH, 1983, pp. 34-39. 17. P.C. Jain: Ph.D. Thesis, University College of Swansea, Swansea,
Wales, United Kingdom, 1976. 18. O.C. Zienkiewicz, P.C. Jain, and E. Onate: Int. J. Solids Struct.,
1978, vol. 14, pp. 15-38. 19. J.H. Beynon, P.R. Brown, S.I. Mizban, A.R.S. Ponter, and C.W.
Sellars: Proc. of NUMIFORM Conf., Gothenburg, Sweden, Aug. 25-29, 1986, K. Matiasson, A. Samuelsson, R.D. Wood, and O.C. Zienkiewicz, eds., A.A. Balkerna, Rotterdam, Holland, pp. 213-18.
20. O.C. Zienkiewicz and P.C. Godbole: J. Strain Anal., 1975, vol. 10, pp. 180-85.
21. A. Silvonen, M. Malinen, and A.S. Komonen: Scand. J. Metall., 1987, vol. 16, pp. 103-08.
22. C. David, C. Bertrand, P. Montmitonnet, J.L. Chemot, and P. Buessler: Int. Conf. on Steel Rolling, Deauxville, France, Saint Germain-en-Laye, France, pp. F10. I-F10.8.
23. K.P. Rao, S.M. Doraivelu, and V. Gopinathan: J. Mech. Work. Technol., 1982, vol. 6, pp. 63-88.
24. T. Altan and F.W. Boulger: Trans. ASME, J. Eng. Ind., Nov. 1973, pp. 1009-19.
25. J.J. Jonas, H.J. McQueen, and W.A. Wong: Proc. Conf. on Deformation Under Hot Working Conditions, C.M. Sellars, ed., ISI, London, 1968, pp. 49-59.
26. C.M. Sellars and W.J. McG. Tegart: Int. Metall. Rev., 1972, vol. 17, pp. 1-24.
27. C.M. Sellars: Proc. Int. Conf. on Hot Working and Forming Processing, July 17-20, 1979, C.M. Sellars, ed., The Metals Society of London, London, pp. 3-15.
28. T. Nakamura and M. Ueki: Trans. Iron Steel Inst. Jpn., 1975, vol. 15, pp. 185-93.
29. S. Sakui, T. Sakai, and K. Takeishi: Trans. Iron Steel Inst. Jpn., 1977, vol. 17, pp. 718-25.
30. J. Sankar, D. Hawkins, and H.J. McQueen: Met. Technol., 1979, vol. 5, pp. 325-31.
31. D.L. Baragar: J. Mech. Work. Technol., 1987, vol. 14, pp. 295-307.
32. W. Roberts: Process Control in Steel Industry, Mcfos, Sweden, 1986, vol. 2, pp. 551-77.
33. N. Hatta, J. Kokado, S. Kikuchi, and H. Takuda: Steel Res., 1985, vol. 56, pp. 575-82.
34. Y. Misaka, T. Yokoi, R. Takanashi, and H. Nagai: J. Iron Steel Inst. Jpn., 1981, vol. 67, p. A53.
35. C. Devadas, I.V. Samarasekera, and E.B. Hawbolt: Metall. Trans. A, 1991, vol. 22A, pp. 307-19.
36. C. Devadas, I.V. Samarasekera, and E.B. Hawbolt: Metall. Trans. A, 1991, vol. 22A, pp. 335-49.
37. D.L. Baragar: Physical Metallurgy Research Laboratories Report No. MRP/PMRL 82-55 (TR), CANMET, Ottawa, ON, Canada, Aug. 1982.
38. D.L. Baragar and A.F. Crawley: J. Mech. Work. Technol., 1984, vol. 9, pp. 291-99.
39. J.J. Jonas, C.M. Sellars, and W.J. MeG. Tegart: Metall. Rev., 1969, vol. 14, pp. 1-24.
40. H.J. McQueeta and J.J. Jonas: in Treatise on Material Science and Technology, Plastic Deformation of Materials, R.J. Arsenault, ed., Academic Press, New York, NY, 1975, vol. 6, pp. 393-493.
41. W. Roberts: in Deformation Processing and Structures, G. Klaus, ed., ASM, Metals Park, OH, 1984, pp. 109-84.
42. J.M. Hitchcock: Roll Neck Bearings, Report of the AS/vIE Special Research Committee on Bearings, 1935, pp. 33-41.
43. D.J. Towle and T. Gladman: Met. Sci., 1979, vol. 13, pp. 246-56.
44. H.J. McQueen and N.D. Ryan: Conf. Proc. Stainless Steels, Chalmer University of Technology, Gothenburg, Sweden, 1984, pp. 50-61.
METALLURGICAL TRANSACTIONS A VOLUME 22A, FEBRUARY 1991--333