Embed Size (px)
Citation preview
Review Article
The role of physical properties data in product development
Eckhard Flöter
Unilever R&D Vlaardingen – CoE Structured Emulsions, Vlaardingen, The Netherlands
Good input data are an essential base to understand how materials and compositions behave. In this con-tribution, the role of physical properties data in the process of developing fat-based products is discussed.Based on a few examples, it is concluded that physical properties data, including the characterization ofraw materials, is of paramount importance to transform from an experience-based domain towards aknowledge-based domain. Furthermore, it is illustrated that, even though a priori modeling of productproperties remains practically impossible, modeling based on adequate input data, thus physical proper-ties data, helps to design better experimental strategies during the search for product solutions.
Keywords: Modeling / Physical properties / Product development / Solid fat content
Received: November 7, 2008; accepted: January 9, 2009
DOI 10.1002/ejlt.200800260
Eur. J. Lipid Sci. Technol. 2009, 111, 219–226 219
1 Introduction
This manuscript is by no means an attempt to answer all thequestions that could arise by reading the title. To do justice tothe role of physical properties in food product development, asingle manuscript is clearly insufficient. However, the aim is toillustrate the ambiguity with respect to the value of basicphysical properties in the process of developing such complexproducts as fat-based foodstuff.
Prior to discussing the role of physical properties today inthe context of product development, it is worthwhile to sketchthe context of product development. In this paper, the focus ison fat-based food products. These products are best de-scribed – when omitting plain oils and frying applications – asdispersion systems. The lipid phase could either be the con-tinuous or the dispersed phase. Even though the focus of thismanuscript is on fat-continuous phases, most of the discus-sion is relevant for either type of dispersion/emulsion. The twomain functionalities of fat phases in products are to supplystructure, which is typically related to saturated fatty acids,and to deliver nutritionally relevant lipids, such as essentialfatty acids. In general, the development of fat-based foodproducts can be divided into different categories of change.These are, on one the hand, radically new products which are
essentially based on a truly new concept. Admittedly, it is noteasy to come up with a long list of these products becauseinnovations primarily relate to existing food or meal occasions.However, judgment of being radically novel or not will behighly subjective. One might consider meal makers where afatty spice and herb paste is delivered to facilitate successfulhome cooking as radical, as there is practically no historicreference to these products. In contrast to these productinnovations, there is practically unnoticed product develop-ment that relates, for example, to minor changes of the for-mulation as response to changes of relative prices or avail-abilities of raw materials. These changes could be as simple assubstitutions among liquid oils in an existing product. Itshould be noted that also these changes have increasinglybecome more complicated. This is not because of the techni-cal challenges but due to the level to which products are spe-cified for the sake of consumer information. There is a raft ofdifferent product changes that affect the fat phases of theproducts considered, such as the inclusion of novel ingre-dients either for health benefits or other functionalities. Fur-thermore, there are reformulations aiming at the improvementof the nutritional profile of the lipid phase as such, e.g. thereduction of the level of saturated fatty acids or the increase ofthe level of polyunsaturated fatty acids. Except for thesechanges of products that relate to a change of composition ofthe lipid phase, some challenges for product developers arisefrom changing the ratio of dispersed and continuous phases.In fat-continuous products, the trend towards “light” prod-ucts makes the food less energy dense and this reflects a well-articulated consumer desire. The key challenge in reducing
Correspondence: Eckhard Flöter, Unilever R&D Vlaardingen – CoEStructured Emulsions, Olivier van Noortlaan 120, Vlaardingen 3130 AT,The Netherlands.E-mail: [email protected]: 131 10 4606000
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

220 E. Flöter Eur. J. Lipid Sci. Technol. 2009, 111, 219–226
the continuous fat phase of products is to maintain the abso-lute amount of certain nutrients in a defined product servingsize, as this is often related to nutritional claims, such as “richin”. Typically, these increased concentrations of nutrients (e.g.polyunsaturated fatty acids) in the fat phase increase theproduct’s susceptibility to oxidation and reduce the designspace with respect to the product structure.
2 Physical properties data
To limit the scope of the discussion, only a relevant subset ofthe physical properties is considered in the following. Theseare at first melting point, heat of fusion, and solubility which atleast in part depends on the other two. Secondly, the char-acteristics of the crystallization behavior expressed in poly-morphic form, kinetics of polymorphic transitions, and theresulting crystal habit and size are of importance. To evenfurther zoom into crystallizing lipid systems, the mixing be-havior at the molecular level in liquid and solid phases has tobe considered. The relevant physical properties to this end areinteraction parameters for sets of pure components and theresulting phase diagrams. Next to the above parametersmainly relating to the crystallization of fats, also propertiesrelevant to surface activity are of utmost importance. How-ever, considering current practices, the hydrophilic-lipophilicbalance (HLB) value [1] is the most prominent propertyavailable. One could extend this list much further with “sim-ple” physical properties such as specific heat, density, diffu-sivity and alike. However, one fundamental property relatingto fat compositions definitely deserves mention: purity andchemical composition of ingredients. The food ingredients aproduct developer has at his disposal are predominantly farfrom pure components. Often the functional name relates tothe key component which only makes up for a fraction of theingredients. For example, ingredients sold as “mono- anddiglycerides” contain between 40 and 60% of a mix of mono-and diacylglycerols. Furthermore is the remaining fraction ofa food ingredient far from well specified. This uncertainty ofcomposition has to be acknowledged for a wide range of ac-tivities in science and technology of fats and oils.
Taking all the above into account, it is not clear what thevalue of physical properties in our current practice of devel-oping fat-based food products is. Everybody in food develop-ment will admit that, in the current reality, guidance of thedevelopment efforts is more by the respective experience-based “rules of thumb” than by fundamental understandingand first principles applications. The following examples aimto illustrate the level of understanding with respect to theproduct development process. Additionally, these examplesshould indicate in how far first principles applications basedon adequate physical properties data could yield improve-ments in the development efforts.
Since most examples relate to spread-type water-in-oilemulsion systems, these are briefly introduced. For a more
elaborate discussion of these products, the reader is referred toother sources, e.g. [2]. Figure 1 depicts a sketch of the struc-ture of a spread. The fat crystals supply the overall scaffoldingto the product structure, thus building a porous sponge-likestructure that binds the oil. The fat crystals also form a layeraround the water droplets and provide stability to the emul-sion via the so-called Pickering stabilization [3]. Additionally,Fig. 2 provides two electron micrographs of (a) a 60% fatspread and (b) an 80% fat liquid margarine. In both cases, it
Figure 1. Sketch of spread structure. Dark grey: water dropletsstabilized by fat crystals (white rectangles). Light grey: oil phase.
Figure 2. Electron micrograph of (a) 60% fat spread and (b) liquidmargarine.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com
Eur. J. Lipid Sci. Technol. 2009, 111, 219–226 Physical properties data in product development 221
can be appreciated that the fat supplies a solid layer around thewater droplets. In such systems, the solid fat actually has tosatisfy three functional roles. At first, it stabilizes the emulsionagainst droplet coalescence. Secondly, it builds a porousstructure that is capable of binding the oil over the desiredtemperature range. And thirdly, the solid fat is, next to thedispersed phase, the key contributor to the macroscopicstructure of the soft solid material.
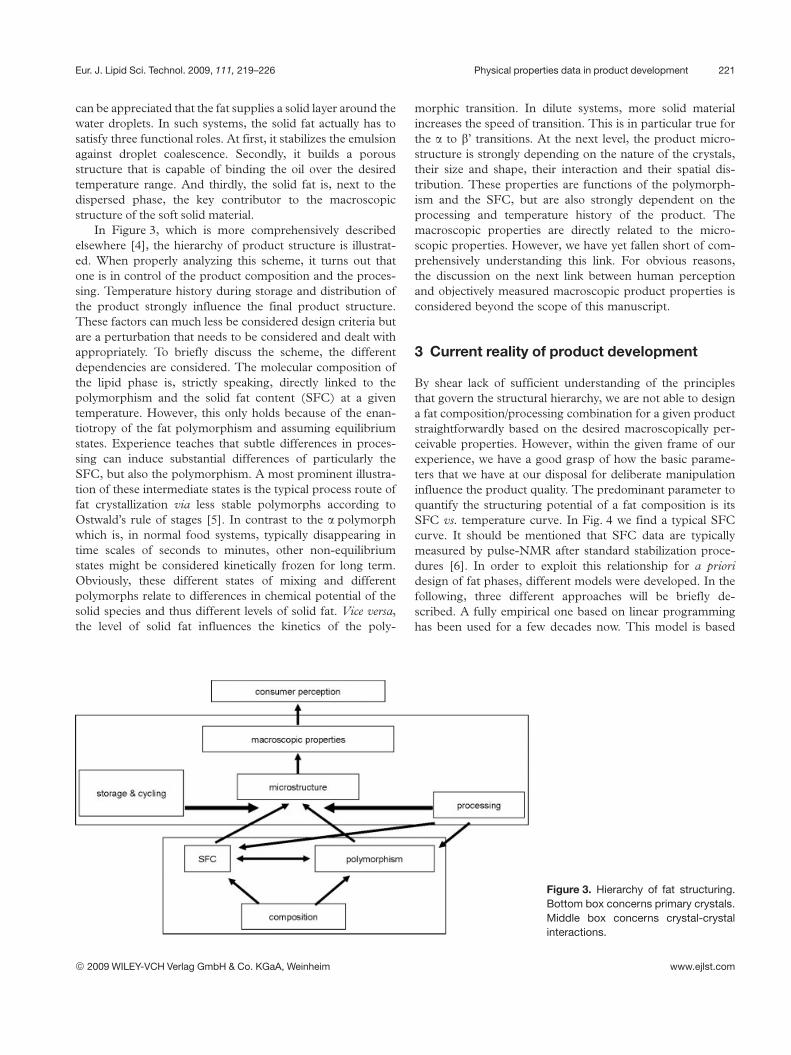
In Figure 3, which is more comprehensively describedelsewhere [4], the hierarchy of product structure is illustrat-ed. When properly analyzing this scheme, it turns out thatone is in control of the product composition and the proces-sing. Temperature history during storage and distribution ofthe product strongly influence the final product structure.These factors can much less be considered design criteria butare a perturbation that needs to be considered and dealt withappropriately. To briefly discuss the scheme, the differentdependencies are considered. The molecular composition ofthe lipid phase is, strictly speaking, directly linked to thepolymorphism and the solid fat content (SFC) at a giventemperature. However, this only holds because of the enan-tiotropy of the fat polymorphism and assuming equilibriumstates. Experience teaches that subtle differences in proces-sing can induce substantial differences of particularly theSFC, but also the polymorphism. A most prominent illustra-tion of these intermediate states is the typical process route offat crystallization via less stable polymorphs according toOstwald’s rule of stages [5]. In contrast to the a polymorphwhich is, in normal food systems, typically disappearing intime scales of seconds to minutes, other non-equilibriumstates might be considered kinetically frozen for long term.Obviously, these different states of mixing and differentpolymorphs relate to differences in chemical potential of thesolid species and thus different levels of solid fat. Vice versa,the level of solid fat influences the kinetics of the poly-
morphic transition. In dilute systems, more solid materialincreases the speed of transition. This is in particular true forthe a to b’ transitions. At the next level, the product micro-structure is strongly depending on the nature of the crystals,their size and shape, their interaction and their spatial dis-tribution. These properties are functions of the polymorph-ism and the SFC, but are also strongly dependent on theprocessing and temperature history of the product. Themacroscopic properties are directly related to the micro-scopic properties. However, we have yet fallen short of com-prehensively understanding this link. For obvious reasons,the discussion on the next link between human perceptionand objectively measured macroscopic product properties isconsidered beyond the scope of this manuscript.
3 Current reality of product development
By shear lack of sufficient understanding of the principlesthat govern the structural hierarchy, we are not able to designa fat composition/processing combination for a given productstraightforwardly based on the desired macroscopically per-ceivable properties. However, within the given frame of ourexperience, we have a good grasp of how the basic parame-ters that we have at our disposal for deliberate manipulationinfluence the product quality. The predominant parameter toquantify the structuring potential of a fat composition is itsSFC vs. temperature curve. In Fig. 4 we find a typical SFCcurve. It should be mentioned that SFC data are typicallymeasured by pulse-NMR after standard stabilization proce-dures [6]. In order to exploit this relationship for a prioridesign of fat phases, different models were developed. In thefollowing, three different approaches will be briefly de-scribed. A fully empirical one based on linear programminghas been used for a few decades now. This model is based
Figure 3. Hierarchy of fat structuring.Bottom box concerns primary crystals.Middle box concerns crystal-crystalinteractions.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com
222 E. Flöter Eur. J. Lipid Sci. Technol. 2009, 111, 219–226
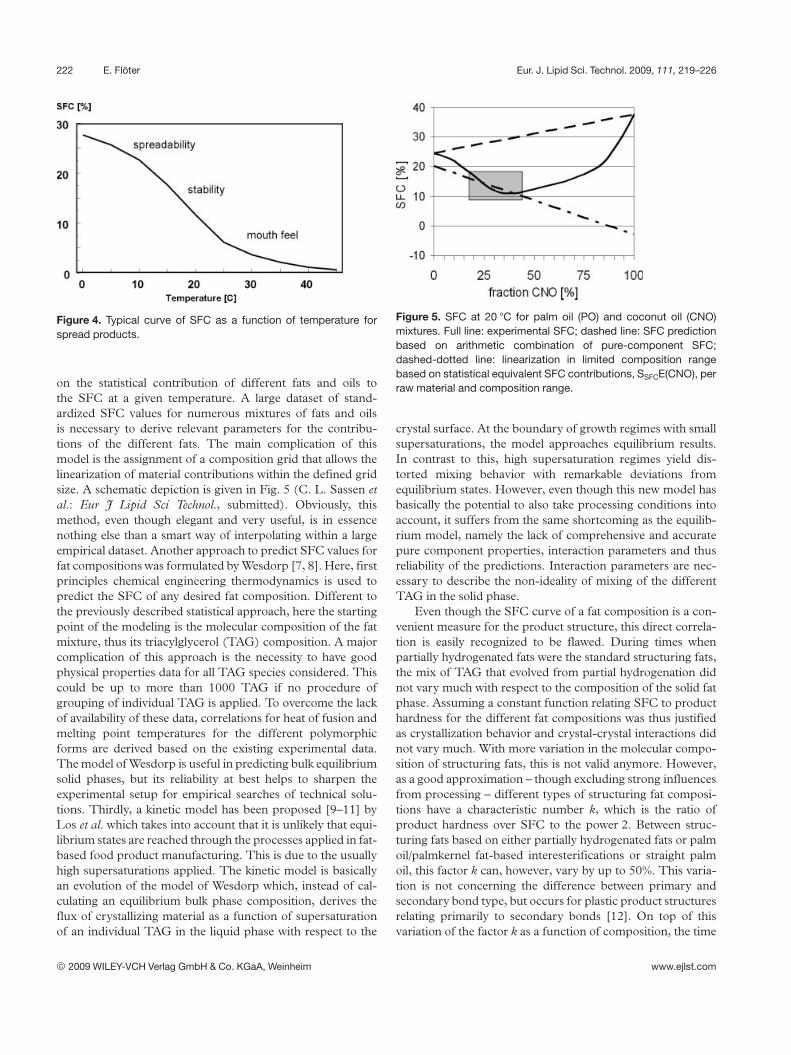
Figure 4. Typical curve of SFC as a function of temperature forspread products.
on the statistical contribution of different fats and oils tothe SFC at a given temperature. A large dataset of stand-ardized SFC values for numerous mixtures of fats and oilsis necessary to derive relevant parameters for the contribu-tions of the different fats. The main complication of thismodel is the assignment of a composition grid that allows thelinearization of material contributions within the defined gridsize. A schematic depiction is given in Fig. 5 (C. L. Sassen etal.: Eur J Lipid Sci Technol., submitted). Obviously, thismethod, even though elegant and very useful, is in essencenothing else than a smart way of interpolating within a largeempirical dataset. Another approach to predict SFC values forfat compositions was formulated by Wesdorp [7, 8]. Here, firstprinciples chemical engineering thermodynamics is used topredict the SFC of any desired fat composition. Different tothe previously described statistical approach, here the startingpoint of the modeling is the molecular composition of the fatmixture, thus its triacylglycerol (TAG) composition. A majorcomplication of this approach is the necessity to have goodphysical properties data for all TAG species considered. Thiscould be up to more than 1000 TAG if no procedure ofgrouping of individual TAG is applied. To overcome the lackof availability of these data, correlations for heat of fusion andmelting point temperatures for the different polymorphicforms are derived based on the existing experimental data.The model of Wesdorp is useful in predicting bulk equilibriumsolid phases, but its reliability at best helps to sharpen theexperimental setup for empirical searches of technical solu-tions. Thirdly, a kinetic model has been proposed [9–11] byLos et al. which takes into account that it is unlikely that equi-librium states are reached through the processes applied in fat-based food product manufacturing. This is due to the usuallyhigh supersaturations applied. The kinetic model is basicallyan evolution of the model of Wesdorp which, instead of cal-culating an equilibrium bulk phase composition, derives theflux of crystallizing material as a function of supersaturationof an individual TAG in the liquid phase with respect to the
Figure 5. SFC at 20 7C for palm oil (PO) and coconut oil (CNO)mixtures. Full line: experimental SFC; dashed line: SFC predictionbased on arithmetic combination of pure-component SFC;dashed-dotted line: linearization in limited composition rangebased on statistical equivalent SFC contributions, SSFCE(CNO), perraw material and composition range.
crystal surface. At the boundary of growth regimes with smallsupersaturations, the model approaches equilibrium results.In contrast to this, high supersaturation regimes yield dis-torted mixing behavior with remarkable deviations fromequilibrium states. However, even though this new model hasbasically the potential to also take processing conditions intoaccount, it suffers from the same shortcoming as the equilib-rium model, namely the lack of comprehensive and accuratepure component properties, interaction parameters and thusreliability of the predictions. Interaction parameters are nec-essary to describe the non-ideality of mixing of the differentTAG in the solid phase.
Even though the SFC curve of a fat composition is a con-venient measure for the product structure, this direct correla-tion is easily recognized to be flawed. During times whenpartially hydrogenated fats were the standard structuring fats,the mix of TAG that evolved from partial hydrogenation didnot vary much with respect to the composition of the solid fatphase. Assuming a constant function relating SFC to producthardness for the different fat compositions was thus justifiedas crystallization behavior and crystal-crystal interactions didnot vary much. With more variation in the molecular compo-sition of structuring fats, this is not valid anymore. However,as a good approximation – though excluding strong influencesfrom processing – different types of structuring fat composi-tions have a characteristic number k, which is the ratio ofproduct hardness over SFC to the power 2. Between struc-turing fats based on either partially hydrogenated fats or palmoil/palmkernel fat-based interesterifications or straight palmoil, this factor k can, however, vary by up to 50%. This varia-tion is not concerning the difference between primary andsecondary bond type, but occurs for plastic product structuresrelating primarily to secondary bonds [12]. On top of thisvariation of the factor k as a function of composition, the time
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com
Eur. J. Lipid Sci. Technol. 2009, 111, 219–226 Physical properties data in product development 223
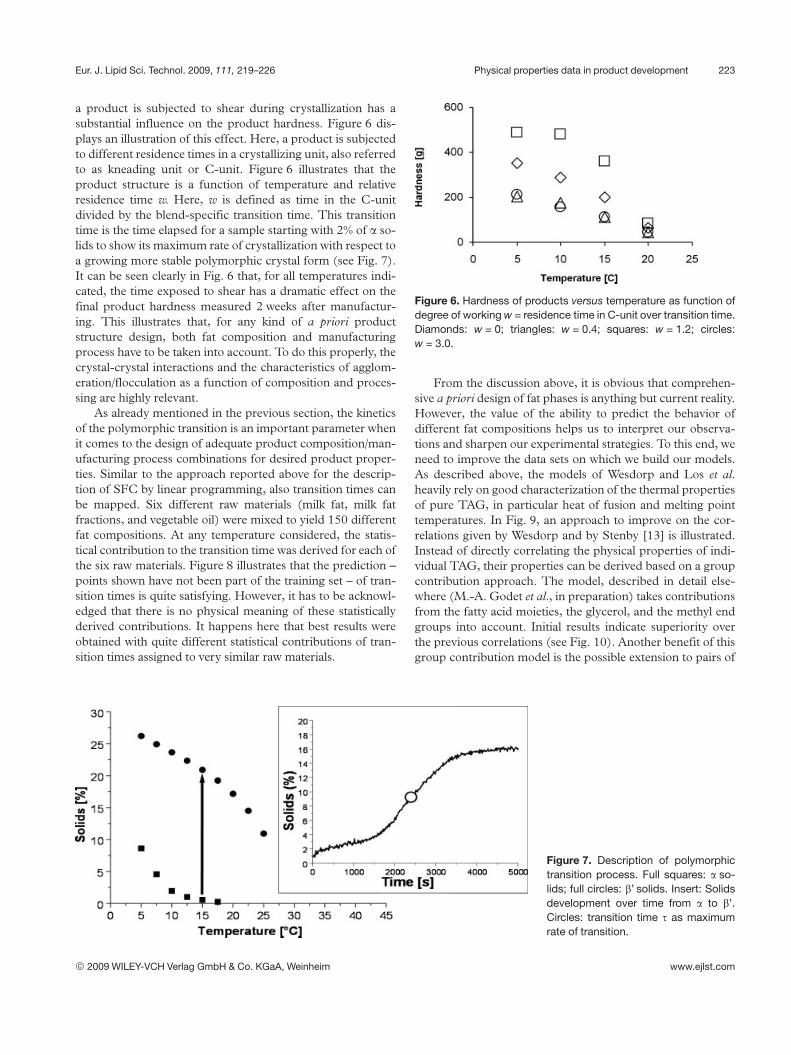
a product is subjected to shear during crystallization has asubstantial influence on the product hardness. Figure 6 dis-plays an illustration of this effect. Here, a product is subjectedto different residence times in a crystallizing unit, also referredto as kneading unit or C-unit. Figure 6 illustrates that theproduct structure is a function of temperature and relativeresidence time w. Here, w is defined as time in the C-unitdivided by the blend-specific transition time. This transitiontime is the time elapsed for a sample starting with 2% of a so-lids to show its maximum rate of crystallization with respect toa growing more stable polymorphic crystal form (see Fig. 7).It can be seen clearly in Fig. 6 that, for all temperatures indi-cated, the time exposed to shear has a dramatic effect on thefinal product hardness measured 2 weeks after manufactur-ing. This illustrates that, for any kind of a priori productstructure design, both fat composition and manufacturingprocess have to be taken into account. To do this properly, thecrystal-crystal interactions and the characteristics of agglom-eration/flocculation as a function of composition and proces-sing are highly relevant.
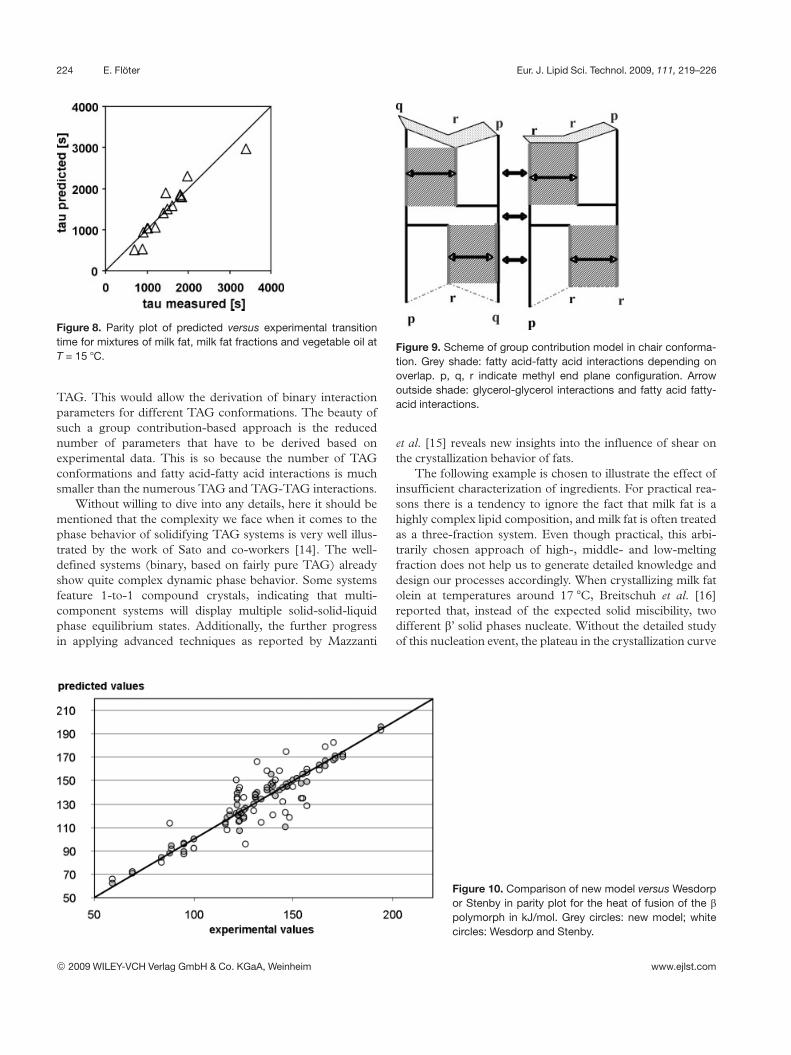
As already mentioned in the previous section, the kineticsof the polymorphic transition is an important parameter whenit comes to the design of adequate product composition/man-ufacturing process combinations for desired product proper-ties. Similar to the approach reported above for the descrip-tion of SFC by linear programming, also transition times canbe mapped. Six different raw materials (milk fat, milk fatfractions, and vegetable oil) were mixed to yield 150 differentfat compositions. At any temperature considered, the statis-tical contribution to the transition time was derived for each ofthe six raw materials. Figure 8 illustrates that the prediction –points shown have not been part of the training set – of tran-sition times is quite satisfying. However, it has to be acknowl-edged that there is no physical meaning of these statisticallyderived contributions. It happens here that best results wereobtained with quite different statistical contributions of tran-sition times assigned to very similar raw materials.
Figure 6. Hardness of products versus temperature as function ofdegree of working w = residence time in C-unit over transition time.Diamonds: w = 0; triangles: w = 0.4; squares: w = 1.2; circles:w = 3.0.
From the discussion above, it is obvious that comprehen-sive a priori design of fat phases is anything but current reality.However, the value of the ability to predict the behavior ofdifferent fat compositions helps us to interpret our observa-tions and sharpen our experimental strategies. To this end, weneed to improve the data sets on which we build our models.As described above, the models of Wesdorp and Los et al.heavily rely on good characterization of the thermal propertiesof pure TAG, in particular heat of fusion and melting pointtemperatures. In Fig. 9, an approach to improve on the cor-relations given by Wesdorp and by Stenby [13] is illustrated.Instead of directly correlating the physical properties of indi-vidual TAG, their properties can be derived based on a groupcontribution approach. The model, described in detail else-where (M.-A. Godet et al., in preparation) takes contributionsfrom the fatty acid moieties, the glycerol, and the methyl endgroups into account. Initial results indicate superiority overthe previous correlations (see Fig. 10). Another benefit of thisgroup contribution model is the possible extension to pairs of
Figure 7. Description of polymorphictransition process. Full squares: a so-lids; full circles: b’ solids. Insert: Solidsdevelopment over time from a to b’.Circles: transition time t as maximumrate of transition.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com
224 E. Flöter Eur. J. Lipid Sci. Technol. 2009, 111, 219–226
Figure 8. Parity plot of predicted versus experimental transitiontime for mixtures of milk fat, milk fat fractions and vegetable oil atT = 15 7C.
TAG. This would allow the derivation of binary interactionparameters for different TAG conformations. The beauty ofsuch a group contribution-based approach is the reducednumber of parameters that have to be derived based onexperimental data. This is so because the number of TAGconformations and fatty acid-fatty acid interactions is muchsmaller than the numerous TAG and TAG-TAG interactions.
Without willing to dive into any details, here it should bementioned that the complexity we face when it comes to thephase behavior of solidifying TAG systems is very well illus-trated by the work of Sato and co-workers [14]. The well-defined systems (binary, based on fairly pure TAG) alreadyshow quite complex dynamic phase behavior. Some systemsfeature 1-to-1 compound crystals, indicating that multi-component systems will display multiple solid-solid-liquidphase equilibrium states. Additionally, the further progressin applying advanced techniques as reported by Mazzanti
Figure 9. Scheme of group contribution model in chair conforma-tion. Grey shade: fatty acid-fatty acid interactions depending onoverlap. p, q, r indicate methyl end plane configuration. Arrowoutside shade: glycerol-glycerol interactions and fatty acid fatty-acid interactions.
et al. [15] reveals new insights into the influence of shear onthe crystallization behavior of fats.
The following example is chosen to illustrate the effect ofinsufficient characterization of ingredients. For practical rea-sons there is a tendency to ignore the fact that milk fat is ahighly complex lipid composition, and milk fat is often treatedas a three-fraction system. Even though practical, this arbi-trarily chosen approach of high-, middle- and low-meltingfraction does not help us to generate detailed knowledge anddesign our processes accordingly. When crystallizing milk fatolein at temperatures around 17 7C, Breitschuh et al. [16]reported that, instead of the expected solid miscibility, twodifferent b’ solid phases nucleate. Without the detailed studyof this nucleation event, the plateau in the crystallization curve
Figure 10. Comparison of new model versus Wesdorpor Stenby in parity plot for the heat of fusion of the bpolymorph in kJ/mol. Grey circles: new model; whitecircles: Wesdorp and Stenby.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com
Eur. J. Lipid Sci. Technol. 2009, 111, 219–226 Physical properties data in product development 225
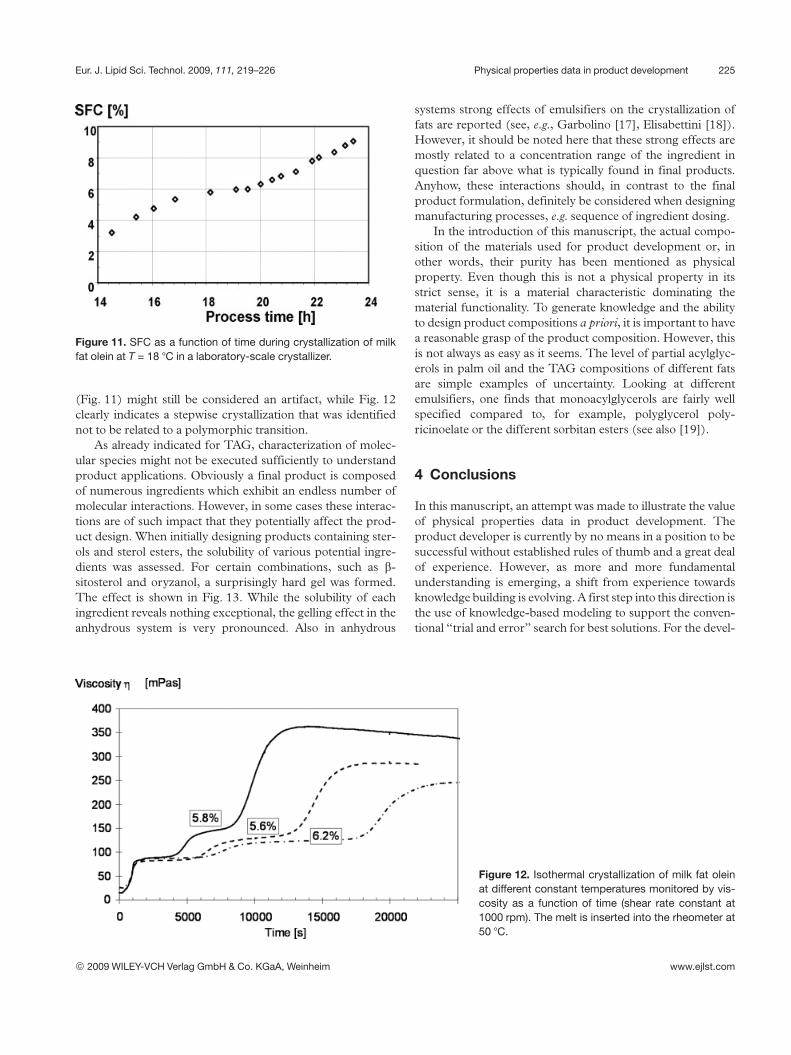
Figure 11. SFC as a function of time during crystallization of milkfat olein at T = 18 7C in a laboratory-scale crystallizer.
(Fig. 11) might still be considered an artifact, while Fig. 12clearly indicates a stepwise crystallization that was identifiednot to be related to a polymorphic transition.
As already indicated for TAG, characterization of molec-ular species might not be executed sufficiently to understandproduct applications. Obviously a final product is composedof numerous ingredients which exhibit an endless number ofmolecular interactions. However, in some cases these interac-tions are of such impact that they potentially affect the prod-uct design. When initially designing products containing ster-ols and sterol esters, the solubility of various potential ingre-dients was assessed. For certain combinations, such as b-sitosterol and oryzanol, a surprisingly hard gel was formed.The effect is shown in Fig. 13. While the solubility of eachingredient reveals nothing exceptional, the gelling effect in theanhydrous system is very pronounced. Also in anhydrous
systems strong effects of emulsifiers on the crystallization offats are reported (see, e.g., Garbolino [17], Elisabettini [18]).However, it should be noted here that these strong effects aremostly related to a concentration range of the ingredient inquestion far above what is typically found in final products.Anyhow, these interactions should, in contrast to the finalproduct formulation, definitely be considered when designingmanufacturing processes, e.g. sequence of ingredient dosing.
In the introduction of this manuscript, the actual compo-sition of the materials used for product development or, inother words, their purity has been mentioned as physicalproperty. Even though this is not a physical property in itsstrict sense, it is a material characteristic dominating thematerial functionality. To generate knowledge and the abilityto design product compositions a priori, it is important to havea reasonable grasp of the product composition. However, thisis not always as easy as it seems. The level of partial acylglyc-erols in palm oil and the TAG compositions of different fatsare simple examples of uncertainty. Looking at differentemulsifiers, one finds that monoacylglycerols are fairly wellspecified compared to, for example, polyglycerol poly-ricinoelate or the different sorbitan esters (see also [19]).
4 Conclusions
In this manuscript, an attempt was made to illustrate the valueof physical properties data in product development. Theproduct developer is currently by no means in a position to besuccessful without established rules of thumb and a great dealof experience. However, as more and more fundamentalunderstanding is emerging, a shift from experience towardsknowledge building is evolving. A first step into this direction isthe use of knowledge-based modeling to support the conven-tional “trial and error” search for best solutions. For the devel-
Figure 12. Isothermal crystallization of milk fat oleinat different constant temperatures monitored by vis-cosity as a function of time (shear rate constant at1000 rpm). The melt is inserted into the rheometer at50 7C.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com

226 E. Flöter Eur. J. Lipid Sci. Technol. 2009, 111, 219–226
Figure 13. (a) Solubility (%) of oryzanol (triangles) and sitosterol(squares) in refined sunflower. (b) Hardness (g by Stevens TPA 4.4)of gel for 1 : 1 mixture of oryzanol and sitosterol in refined sun-flower oil.
opment of knowledge and the relevant modeling of productproperties, it is important that raw materials are adequatelycharacterized. This means that knowledge of the molecularcomposition of our ingredients and of the relevant physicalproperties is needed. Without investing into these analyses,product development is prone to remain stuck in the paradigmof combing different observations into rules of thumb thatguide the development efforts. Once this first, innocent step istaken, the true challenge lies in mastering the concept dis-played in Fig. 3. This necessitates something comparable tothe combination of fractal analysis of networks with the kineticmodeling of fat crystallization, taking the shear and tempera-ture changes during the manufacturing process into account.
Conflict of interest statement
The author has declared no conflict of interest.
References
[1] W. C. Griffin: Calculation of HLB values of non-ionic surfac-tants. J Soc Cosmet Chem. 1954, 5, 249–256.
[2] A. Bot, E. Flöter, J. G. Lammers, E.G. Pelan: The texture andmicrostructure of spreads. In: Understanding and Controlling theMicrostructure of Complex Foods. Eds. D. J. McClements,Woodhead, Cambridge, MA (USA) 2007, pp. 575–599.
[3] S. U. Pickering: Emulsions. J Chem Soc. 1907, 91, 2001–2021.
[4] S. S. Narine, A. G. Marangoni: Structure and mechanicalproperties of fat crystal networks. In: Physical Properties ofLipids. Eds. A. G. Marangoni, S. S. Narine, CRC Press, BocaRaton, FL (USA) 2002, pp. 63–84.
[5] W. Oswald: Studies upon forming and changing solid bodies.Z. Phys. Chem. 1897, 22, 289–330.
[6] ISO 8292 – 1991: Animal and vegetable fats and oils – Deter-mination of solid fat content – Pulsed nuclear magnetic reso-nance method.
[7] L. H. Wesdorp, J. A. van Meteren, S. de Jong, R. v. d. Giessen,P. Overbosch, P. A. M. Grootscholten, M. Struik, E. Royers,A. Don, Th. W. de Loos, C. Peters, I. Gandasasmita: Liquid-multiple solid phase equilibria in fats: Theory and experi-ments. In: Fat Crystal Networks. Ed. A. G. Marangoni, CRCPress, Boca Raton, FL (USA) 2004, pp. 481–710.
[8] J. Los, E. Flöter: Construction of kinetic phase diagrams. PhysChem Chem Phys. 1999, 1, 4251–4258.
[9] J. H. Los, M. Matovic: Effective kinetic phase diagrams. JPhys Chem B 2005, 109, 14632–14641.
[10] J. H. Los, W. J. P. van Enckevort, E. Vlieg, E. Flöter: Meta-stable states in multicomponent liquid – solid systems. I. Akinetic crystallization model. J Phys Chem B 2002, 106, 7321–7330.
[11] J. H. Los, W. J. P. van Enckevort, E. Vlieg, E. Flöter, F. Gan-dolfo: Metastable states in multicomponent liquid – solid sys-tems. II. Kinetic phase separation. J Phys Chem B 2002, 106,7331–7339.
[12] D. Johansson, B. Bergenstahl: Sintering of fat crystal networksin oil during post-crystallization processes. J Am Oil ChemSoc. 1995, 72, 911–920.
[13] C. K. Zéberg-Mikkelsen, E. H. Stenby: Predicting the meltingpoints and the enthalpies of fusion of saturated triglycerides bya group contribution method. Fluid Phase Equilibria 1999,162, 7–17.
[14] K. Sato: Solidification and phase transformation behavior offood fats – a review. Fett/Lipid 1999, 101, 467–474.
[15] G. Mazzanti, S. E. Guthrie, E. Sirota, A. G. Marangoni, H. J.S. Idziak: Orientation and phase transitions of fat crystalsunder shear. Crystal Growth Design 2003, 3, 721–725.
[16] B. Breitschuh, E. Flöter: Solid immiscibility in milk fat frac-tions and methods to determine their occurrence. Eur J LipidSci Technol. 2002, 104, 713–719.
[17] C. Garbolino, M. Bartoccini, E. Flöter: The influence ofemulsifiers on the crystallisation behaviour of a palm oil-basedblend. Eur J Lipid Sci Technol. 2005, 107, 616–626.
[18] P. Elisabettini, A. Desmedt, V. Gibon, F. Durant: Effect ofsorbitan tristearate on the thermal and structural properties ofmonoacid triglycerides – influence of a “cis” or “trans” doublebond. Eur J Lipid Sci Technol. 1995, 2, 65–69.
[19] N. Garti, E. Wellner, A. Aserin, S. Sarig: Analysis of sorbitanfatty acid esters by HPLC. J Am Oil Chem Soc. 1983, 60,1151–1154.
© 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.ejlst.com



























