Embed Size (px)
Citation preview

Ž .Powder Technology 105 1999 210–221www.elsevier.comrlocaterpowtec
The modeling of dry grinding of quartz in tumbling media mills
Kemal Yildirim a, Heechan Cho b, Leonard G. Austin a,)
a Mineral Engineering Department, Penn State UniÕersity, 115 Hosler Building, UniÕersity Park, PA 16802, USAb DiÕision of CiÕil Urban and Geosystem Engineering, Seoul National UniÕersity, Seoul 151-742, South Korea
Abstract
The grinding of quartz sand to produce high purity silica flour was studied using ceramic balls, ceramic cylinders or flint pebbles in alaboratory mill and three full-scale closed circuit mills of 2.2, 2.3 and 2.8 m internal diameter. The primary breakage distribution
Ž .determined in laboratory tests was the same for the three media types but the characteristic slope g was changed from 1.05 to 0.95 to fitthe full-scale results. An approximate correction was used for non-first order breakage kinetics. Simulation models were developed for theair separator and the mills. Simulations indicated that a mill lining of smooth ceramic gave media slip and was less efficient than flintlinings. Higher circulating loads reduced specific grinding energy even though the recycle of fine mill product to mill feed increased.Ceramic balls gave the lowest grinding energy, wear rate and cost per ton of product.
Resume´ ´
Le broyage du sable de quartz afin d’obtenir de la poudre de silice de haute purete a ete etudie par l’usage de billes de ceramique, de´ ´ ´ ´ ´ ´cylindres de ceramique ou de pierres de silex dans un broyeurs grandeur nature de 2.2, 2.3 et 2.8 m de diametre interne montes en circuit´ ` ´ferme. La distribution de la casse primaire determinee par les tests en laboratoire a ete la meme pour les trois materiaux utilises mais la´ ´ ´ ´ ´ ˆ ´ ´pente caracteristique a ete changee de 1.05 a 0.95 pour s’adapter aux resultats des broyeurs de grandeur nature. Une correction´ ´ ´ ´ ´approximate a ete utilisee afin de prendre en consideration des cinetiques de casse superieures au premier ordre. Des modeles de´ ´ ´ ´ ´ ´ `simulation ont ete developpes pour le separateur d’air et pour les broyeurs. Des simulations ont indique qu’un broyeur a paroi en´ ´ ´ ´ ´ ´ `ceramique lisse resultait en des glissements des materiaux et etait moins efficace que les parois en silex. L’accroissement des taux´ ´ ´ ´d’ecoulement a reduit l’energie specifique de broyage meme quand le recyclage du produit fini vers l’entree du broyeur a augmente. Les´ ´ ´ ˆ ´ ´billes de ceramique ont demontre la meilleure efficacite, taux d’usure le plus bas et au cout de production a la tonne minimal. q 1999´ ´ ´ ˆ `Elsevier Science S.A. All rights reserved.
Keywords: Milling; Ceramic media; Silica flour; Wear; Classification; Mill circuits
1. Introduction
The production of high purity silica powder by dry grinding of quartz sand is an industry with an approximate annualoutput of 1.5 million tons in the USA. Size reduction is carried out in tumbling media mills in closed circuit, using airseparators for size classification. The mills are lined with silica stone or with ceramic to avoid steel contamination by wearproducts. These liners are relatively smooth and lifters are not generally used. The three most widely used grinding mediaare balls and cylinders of high-density Al O ceramic, and naturally occurring high purity silica pebbles. The silica flour2 3
produced by these mills is typically in the size range of 97 wt.% less than 100 mm to 97% less than 5 mm depending on thecustomer specification.
The general objective of the study reported here was to construct and test a simulation model for this type of mill thatcan be used to predict the variation of mill capacity with different product specifications. This general objective could bereached only by solving a number of problems inherent to this particular grinding system, so specific objectives were:Ø to develop the wear law for cylindrical grinding media,
w xØ to compare the specific rates of breakage and primary breakage distributions 1 between the three type of media,
) Corresponding author
0032-5910r99r$ - see front matter q 1999 Elsevier Science S.A. All rights reserved.Ž .PII: S0032-5910 99 00140-0

( )K. Yildirim et al.rPowder Technology 105 1999 210–221 211
w xØ to develop a method of converting particle size distributions measured with a Sedigraph 2 to equivalent sieve sizedistributions, and
Ø to modify existing mill simulation programs to allow for the particular features of fine dry grinding with these types ofmedia.
w xThe first of these objectives was necessary because it is known 1,3,4 that the specific rates of breakage of materialŽ .under otherwise identical grinding conditions depend on the distribution of media sizes in the mill. The full-scaleindustrial mills contain equilibrium media charges; that is, periodic additions of make-up media are used to maintain themass of media in the mill, with the charge of media worn in to an equilibrium size distribution. It is not possible to predict
w xthe equilibrium distribution of media sizes unless the wear law is known 5 . The second objective arose because we couldfind no reliable quantitative information on the relative grinding rates produced by the different shapes of ceramic media indry grinding. The third objective arose because the Sedigraph instrument has become the standard for measuring the fineproduct sizes of quartz produced in this industry, but it cannot be used for the larger particle sizes of the mill feed, millproduct and classifier recycle.
2. Wear law for cylindrical media
w xThe results of this part of the work have already been reported 6 . The tests were carried out on a full-scale mill ofdiameter 2.19 m holding an equilibrium media charge of 19,400 kg resulting from a known make-up rate of Al O media of2 3
31.7 mm diameter and 31.6 mm length. The test involved sampling the dumped mill charge, micrometering the length andŽ .diameter of a large number of media pieces, and weighing some thousands of pieces. The conclusions were: i media wore
Ž .down uniformly so that the cylindrical shape was preserved, ii by plotting the numbers of media with diameters greaterw xthan d vs. d it was shown that wear follows a Bond 7 wear law, that is, the diameter decreases linearly with grinding time
Ž . Ž .at 2 mmrh, iii the wear of the length also followed the linear law, at 2.1 mmrh, and iv the equation for the fractionalmass of media less than diameter d is
4 4 4 4 3 3d d 4k l k d dmin 1 0 2 miny q y yž / ž / ž / ž / ž / ž /d d 3k d k d d0 0 2 0 1 0 0
M d s 1Ž . Ž .4 3d 4k l k dmin 1 0 2 min1y q y 1yž / ž / ž / ž /d 3k d k d0 2 0 1 0
where k is the wear rate of diameter d, k is that of length l, d is the dimension of the opening of the retaining1 2 minŽ . Ž .discharge grate 15.6 mm , and d is the diameter of make-up media 31.7 mm .0
Ž .Plant records for six mills of diameters 2.2 to 2.8 m gave the media make-up rates per kg of media in the mill of1.61=10y4 and 1.52=10y4 fraction per hour for ceramic balls, 2.63=10y4 for ceramic cylinders; 2.74=10y4 forcylpebs; and 24.6=10y4 and 19.2=10y4 for flint pebbles, giving the approximate ratios 1:1.7:14 for ceramic balls,ceramic cylinders and flint pebbles, respectively.
3. Breakage parameters for different media
The material tested was a high purity quartz sand from a deposit of the Tuscaloosa formation in southeastern US. Theparticles are primarily between 1.5 and 0.5 mm in size, so sieve fractions of 16=20, 20=30, and 30=40 mesh could beobtained. Microscope viewing showed the particles to be irregular in shape but with rounded edges, whereas broken millproducts had the typical sharp edges of fractured particles.
Table 1 gives details of the test mill and test conditions. All three media gave packing densities consistent with a packedŽ .bed porosity of close to 40%, so the fraction of the mill volume filled with media at rest J was calculated on this basis.
Ž 3The fraction of this volume filled by powder, U, was also estimated by taking a powder porosity of 40% 1.59 grcm bulk. w xdensity , consistent with the definition used by Austin et al. 1,8 . The feeds for the grinding tests were 16=20 mesh or
Ž .30=40 mesh, with a sample taken to determine a blank sieving error no grinding .Size distributions of mill products were determined as follows. The powder from the mill was mixed in a V-blender,
sampled by spoon sampling, the sample dispersed in a solution of 0.1 wt.% of sodium hexametaphosphate in water, and theŽ .slurry wet-sieved at 400 mesh 38 mm . The retained material was dried and dry-screened down to 400 mesh. The passing
material from this was added to the previously filtered and dried y400 mesh material. Results from short grinding times

( )K. Yildirim et al.rPowder Technology 105 1999 210–221212
Table 1Batch grinding test conditions: smooth ceramic mill, diameters267 mm; lengths221 mm; 61 r.p.m.s70% of critical speed
Ceramic balls Ceramic cylinders Flint pebbles
Ž .Media diameter mm 31.75 31.75 38.1=25.4Ž .Length mm – 31.75 –
3Ž .Density grcm 3.5 3.5 2.65Ž .Load kg 8.05 9.15 6.68
Ž .Filling J % 30.9 35.1 33.9Ž .Powder weight kg 2.35 1.76 2.07
Filling U 0.97 0.64 0.77
giving about 20 to 30% of material broken out of the feed size were used to calculate cumulative primary breakagew xdistributions using the BII method 1,9 . Longer grinding times were used to get data for first-order plots and for
w xback-calculation of the specific rates of breakage 1,10 .Within the limits of experimental reproducibility all three media gave cumulative primary breakage distributions fitting
g bB sF x rx q 1yF x rx , i) j; B s1, is j 2Ž . Ž .Ž . Ž .i , j iy1 j iy1 j i , j
with Fs0.45, gs1.05 and bs4, where B is the fraction of material broken out of the size interval indexed by j that isi , j
less than the upper size x of size interval i on primary breakage. The variation of specific rates of breakage S with sizei i
was fitted bya
S sa x rx , x sa standard size of 1 mm, as0.81 3Ž . Ž .i T i 0 0
The three values of a were 0.103, 0.148 and 0.0965, fraction per minute for ceramic balls, ceramic cylinders andT
pebbles, respectively, but these values are not directly comparable because of the different powder and media loads for thethree test conditions. There was clear evidence for acceleration of specific breakage rates of the top size interval when thefraction of material left in the interval was less than about 10%.
Since it was believed that the different media shapes might have different tumbling behavior, the net mill power wasmeasured for the different media in the laboratory test mill, as a function of media charge and mill speed but without
w xpowder. The results have already been reported 11 and it was concluded that the effective packing porosities and tumblingactions were identical for the three types of media.
Allowance was made for the different media and powder fillings of the tests to convert to a common basis of Js40%w xand Us1, using the equation proposed by Austin et al. 8 :
a Aexp y1.2U r 1q6.6 J 2.3 , 0.5FUF1.5, 0.2FJF0.6 4Ž . Ž . Ž .T
Ž .Thus, the three estimated values of a became at Js40% and Us1.0 0.124 for ceramic balls, 0.109 for ceramicT
cylinders and 0.085 for pebbles, in units of minutesy1.
4. Plant-scale mill tests
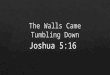
Ž .Four mills and three mill circuits were tested see Table 2 with the same feed sand as that tested in the laboratory mill.Fig. 1 shows Circuit A, where four tests were performed. The circuit was first operated for the production of a specification
Ž .of 97 wt.% -200 mesh 75 mm and the test performed, then the air separator reset for the steady production of 97%Ž .-325 mesh 45 mm and the test repeated. The mill was relined, replacing flint liners with smooth ceramic liners that
increased the mill internal diameter and length significantly, and the two production tests repeated. The media in the fourtests were an equilibrium charge resulting from a make-up of cylinders of 3.17 cm diameter and length.
Circuits B and C were similar, with a double classification system where fine product from the first air separator was fedto the second air separator, and tailings from this second classifier were returned to the feed to the first. The mill in CircuitB was lined with flint liners and its media were a fresh charge of ceramic balls of 31.75 cm diameter. The mill in Circuit Cwas identical except that the media charge was an equilibrium charge of flint pebbles resulting from a make-up of 3%q61,32% of 62=43, 31% of 43=31 and 27% of 31=18 mm screen sizes. Each circuit was tested once for the finer product
Ž .specification 97% -325 mesh .Feed rates were calculated by calibrating the mass per unit length of feed belt and multiplying by belt speed. A circuit
producing the desired product under automatic control was switched to manual control and the test performed over the next4 h at constant feed rate. Samples for size analysis were taken at 15-min intervals by scooping from the air slides moving

( )K. Yildirim et al.rPowder Technology 105 1999 210–221 213
Table 2Measured and estimated parameters of the six full-scale tests
Ž .Mill diameter m 2.2 2.3 2.8 2.8
Test ID A75I A45I A75II A45II B45 C45
Ž .Mill length m 5.6 5.8 8.4 8.4% Critical speed 69 70 72 72Liner flint ceramic flint flintMedia ceramic cylinders ceramic cylinders ceramic balls pebbles
Ž .Media top size cm 3.17 3.17 3.17 6.1Ž .Media filling % 39 42 41 44
3Ž .Density hold-up grcm 1.4 1.35 1.42 1.33 1.25 1.32Ž .Circuit feed kgrh 5150 3875 6550 3950 12,500 7350Ž .Mill power kW 154 152 196 192 460 340
Ž .Grinding energy kW hrton 29.9 39.2 29.9 48.6 36.8 46.3Circulation ratio C 1.04 5.32 2.34 2.93 0.68 1.37
Ž .Media charge kg 17,500 21,300 44,600 36,200U 1.31 1.26 1.21 1.14 0.87 1.09
Ž .Hold-up W kg 6930 6680 7820 7330 11,760 12,000Ž .Mean residence time t min 40 16 21 28 34 41
powder from one point to another or by cutting across streams in the vertical tailing pipes. After a test, the mill was stopped,entered, and the height of free space above the media level was measured in order to estimate the media volume. Theheights of powder level above the media level were also measured to enable estimation of the total powder quantity, and asample of the powder taken at a dept of about 20 cm for bulk density measurement.
Size distributions were determined as before, the y400 mesh material was measured in a Sedigraph and the resultsw xconverted to equivalent sieve size 12 . It was essential that sub-sieve size analysis be performed on the powder samples
taken around the mill circuits because the grinding is so fine that it would be otherwise impossible to perform the standardw xpartition curve analysis of the classification 1 . This analysis is based on mass balances for each 62 size fraction entering
Žthe air separator and it is necessary for all data to be on a consistent basis, either all sieve size or all Sedigraph Stokes’.settling size.
Ž .After analysis of the size distributions the circulation ratio C defined by Cs tailings ratermake-up rate was calculatedin the usual way from
< < < <Cs q yp r p y t 5Ž . Ž . Ž .Ý Ýi i i ii i
where q is the mass fraction of fine classifier product in a screen interval indexed by i, p is that for mill discharge and ti i i
Fig. 1. A schematic diagram of Circuit A.

( )K. Yildirim et al.rPowder Technology 105 1999 210–221214
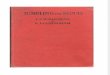
Fig. 2. Classifier size selectivity values for Circuit A.
is that for tailings returned to mill feed. The classifier partition vectors were calculated in the usual way using these sizeintervals and reconstituted mill product p :i
s sCt r 1qC p 6Ž . Ž .i i i
where s is the mass fraction of material in the mill product that is sent to recycle to mill feed. For the double air separatori
system of Circuits B and C, this value of s is the overall effect of the double system as if it were a single classifier.i
Table 2 gives some results estimated from the measured data. It is not possible to analyze this data without consideringthe size classification actions and the resultant size distributions. The air separator selectivity values s for the four tests ofi
Circuit A are shown in Fig. 2, where curves have been passed through the points for smoothing purposes.
5. Mill simulator
w xThe mill model used for simulation was the first-order breakage kinetics model described by Austin et al. 1 , with someminor modifications. The specific rates of breakage of material in the size interval indexed by i caused by media ofdiameter d are taken to be
a lS d sA x rx 1r 1q x rm , N) iG1; S d s0 7Ž . Ž . Ž . Ž . Ž .Ž .ž /i i 0 i N
If A for a test media size of d is A , then it is assumed that A and m are functions of dT T
aAsA d rd 8Ž . Ž .T T
msm drd 9Ž . Ž .T T
These assumptions give the same specific rate of breakage whenever x rd is a certain value, as a and l are taken asi
constants. A value of a from a laboratory test with media of size d in a mill of internal diameter D is scaled to A forT T T T
the filling conditions of a full-scale mill of diameter D by
A sC C a 10Ž .T 3 4 T
0.5C s DrD , DF3.81 m 11Ž . Ž .3 T
1q6.6 J 2.3T
C s exp y1.2 UyU 12Ž . Ž .4 T2.3ž /1q6.6 J
Ž .It was assumed that the wear law for the media was the Bond linear law, and since l sd and k fk in Eq. 1 , the0 0 2 1Ž .differential of M d with respect to d is
43 4M d s 4d rd r 1y d rdŽ . Ž .Ž . Ž .0 min 0

( )K. Yildirim et al.rPowder Technology 105 1999 210–221 215
The total specific rate of breakage of material in the size interval indexed by i is then assumed to be the weighted sum ofthe actions of each media size, giving
a 34 ax d rx x drxŽ . Ž .di T 0 i i0S s 4 A d drx , N) i 13Ž . Ž . Ž .Hi T i4 lž /ž /d dd1y d rd x dŽ .0 minmin 0 i T
1q ž / ž /d mT
The integrations are performed numerically in the mill simulation program. The same method was used for the pebblemedia by taking d s35 mmsd mm and assuming d rm to be constant. The effect of the term involving d rm wasT 0 T T T T
Ž .small over the range of media sizes involved. When this is true, Eq. 13 becomesa 4ya a4 A d 1y d rd xŽ .T T min 0 i a
S s s constant x rx , i-N 13aŽ . Ž . Ž .i i 04ž / ž /ž / ž /4ya d x1y d rdŽ .0 0min 0
w xThe residence time distribution used in the simulator was the Mori–Jimbo semi-infinite form 1,13 , with a dimensionlessmixing factor DU of 0.3. The trial use of some other forms did not change the basic conclusions from use of the simulator.
6. Mill simulations
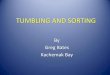
The most sensitive manner to test model accuracy is to use the experimental mill feed and compare the predicted millproduct with the experimental mill product. This was done for the tests of Circuit A by choosing the mean residence time t
that made the mill product size distribution fit at 26 mm, a one-point fit. Fig. 3 shows the result for test A75I. It is clear thatthe simulated result has two distinct differences, as follows. First, it shows significantly greater amounts of material in thetop size intervals than are actually observed, representing a non-first order acceleration of breakage rates for the top sizesfor the actual mill performance. Such an effect is commonly seen in wet ball milling at higher media loads, but it is notusually found with dry milling with steel media in mills with lifters. The effect could be due to a number of reasons, such
Ž . Ž .as: a size classification in the mill or through the exit grates that retains larger particles in the mill; b weakening of largerŽ .material by repeated impacts in the mill; c preferential impacting of media on the top sizes so that as larger material is
Ž .broken the next smaller sizes in turn receive preferential breakage; or d a significant component of breakage byw xchipping–abrasion processes. Austin et al. 14 have shown that weight loss from a size interval due to chippingrabrasion
processes at first appears to be first-order but then shows rapid acceleration as particle sizes approach the bottom size of theinterval. The effect is illustrated in Fig. 4: when not much material is left it appears to accelerate in breakage rate.
Without a detailed investigation of the physical processes causing the abnormal behavior, it is not easy to overcome thisproblem by modifying the mill model. However, as can be see from Fig. 2, the size classification action following the millwill automatically strip out these larger sizes and return them to the mill. The correct circuit product size distribution can beobtained even if the mill product is not correctly predicted. It is common in simulating closed wet grinding circuitsdistributions to ignore the problem and simulate using the make-up feed size distribution going to the circuit product size
Ž .distribution to determine the required constant in Eq. 15 . When this is done the simulated mill product size distribution
Ž .Fig. 3. Comparison of simulated size distribution of the mill product with the actual size distribution g s1.05, Mori–Jimbo mixing factors0.3 .

( )K. Yildirim et al.rPowder Technology 105 1999 210–221216
Fig. 4. Illustration of apparent abnormally high specific rates of breakage for the final stages of breakage in the presence of chipping–abrasion.
will contain too much of the larger sizes so the simulated circulation ratio will be too high. To reduce the magnitude of thisw xdiscrepancy, the specific rates of breakage of all sizes in the top 10% of material leaving the mill were multiplied 15 by a
Ž .factor of 1.7 see Fig. 4 .The second difference between the simulated and actual mill product size distributions in Fig. 3 is the slope of the size
distribution at the fine end. Without the correct slope in this region, the mill simulator will not correctly predict theobserved circuit product size distribution. This discrepancy does not appear to be due to random experimental error since allfour tests of Circuit A showed the same feature. It is not due to the use of a mixing factor of DU s0.3, since the slope ofthe fine end of the size distribution is insensitive to the form of the residence time distribution. This is demonstrated in Fig.5. If the fitting point had been chosen on the straight line region of the product size distribution, the fine end of the productsize distribution would not change even when the residence time distribution is changed from fully-mixed to plug flow.
Since the primary objective was to construct a mill simulator, the primary breakage parameters were kept the same forthe full-scale mill as for the laboratory mill except for the value of g . A search was performed to find the value of g to givethe correct slope of the mill product at the fine end, using the fitting point as the wt.% less than 18.6 mm. This point waschosen because all the six test results fell within the range of approximately 50%"10% less than 18.6 mm. A value ofgs0.95 instead of 1.05 gave good fits.
The simulator was then used to simulate the complete circuit, with the experimental values of make-up feed sizedistribution and the air separator classification values, and a search made for the value of t that gave a one-point fit of thesimulated circuit product to the experimental circuit product at 18.6 mm. Table 3 shows the results. In general, agreementbetween the simulated and experimental size distributions is good. As expected, the simulated circulation ratios are usuallyhigher than the experimental values, due to the inability of the mill model to predict correctly the amounts in the top sizes of
Fig. 5. Proof that the slope of the fine end of the mill product size distribution is not sensitive to the residence time distribution function.

()
K.Y
ildirimet
al.rP
owder
Technology
1051999
210–
221217
Table 3Size distributions of circuit products, experimental and simulated, based on one-point fits at 18.6 mmU
Sieve size Wt.% less than sizeŽ .mm A75I A75II A45I A45II B45 C45
Experimental Simulated Experimental Simulated Experimental Simulated Experimental Simulated Experimental Simulated Experimental Simulated
212 100 100 100 100150 100 100 99.8 99.9105 99.8 99.6 99.4 99.575 97.9 97.5 96.9 97.4 100 100 100 10053 89.3 89.3 87.2 88.5 100 99.0 100 99.4 100 98.8 100 99.338 71.6 73.8 67.9 70.2 93.2 93.4 93.3 93.6 92.0 89.9 92.2 91.526 55.2 56.4 50.5 51.5 76.9 78.4 76.6 78.4 75.6 73.7 74.8 74.9
U18.6 41.4 41.4 36.5 36.5 58.8 58.9 60.1 60.1 56.4 56.4 56.0 56.013 30.5 30.2 26.3 26.1 42.7 42.2 44.9 43.8 41.9 42.2 41.9 41.29.2 22.9 22.0 19.1 18.8 31.6 30.3 33.5 31.9 30.9 31.1 31.0 30.26.5 16.6 16.0 14.1 13.6 23.5 21.8 25.0 23.2 22.1 22.8 23.1 22.14.6 12.0 11.6 9.9 9.8 16.5 15.8 18.3 16.9 16.1 16.7 17.2 16.13.3 8.2 8.4 7.1 7.1 11.1 11.4 13.2 12.2 10.5 12.1 12.1 11.72.3 6.0 6.1 4.6 5.1 8.2 8.3 8.9 8.9 8.2 8.8 8.7 8.51.6 4.8 4.4 3.6 3.7 6.1 6.0 7.2 6.4 6.0 6.4 6.3 6.1
Ž . Ž . Ž . Ž . Ž . Ž .C 1.04 1.22 2.34 2.31 5.32 6.2 2.93 3.40 0.68 0.89 1.37 1.69

( )K. Yildirim et al.rPowder Technology 105 1999 210–221218
'Fig. 6. Model partition curves for the air separator of Circuit A; values for 2 size intervals plotted at the upper size of the interval.
the mill product. The values of mean residence time and circulation ratio from the simulations were used to calculate theŽ .circuit specific capacity QrW where Q is circuit feed rate in tons per hour and W is the mill hold-up in tons using
QrW s60r 1qC t , t in minŽ . Ž .sim
It must be remembered that the simulations have used values of A based on the laboratory values of a converted toT T
the filling conditions in the full-scale mills, but it is known that the specific rates of breakage increase with mill diameter.Thus, the simulated QrW values are less than the actual QrW values and the ratio ‘‘actualrsimulated’’ is the scale-up
Ž .factor due to mill diameter see Section 8 .It is also known that the specific mill capacity values depend on the circulation ratios, which in turn depend on the size
classification actions in the air separator. Since air separators are adjustable to different cut sizes, a one-point fit on thecircuit product has two degrees of freedom, the adjustment of circuit feed rate Q and the adjustment of the cut size, so therewill be ranges of Q-values and circulation ratios that give the same one-point fit. To explore this, it is necessary to have asimulation model to describe the separator action.
7. Classification model
To describe the form of the partition curves shown in Fig. 2, the equations chosen were based on those presented byw xLuckie and Austin 16,17 . They are summarized as,
s sa q 1ya c , s sa q 1ya c 14Ž . Ž . Ž .i1 1 1 i1 i2 2 2 i2
1 1c s , c s 15Ž .i1 i2yl yl1 21q x rd 1q x rdŽ . Ž .i 50,1 i 50,2
ls0.9533rlog 1rSI , SIsSharpness IndexŽ .si1
s s 16Ž .i 1y 1ys 1ysŽ . Ž .i1 i2
Ž .Eq. 16 treats the separator as two classification actions in series where the fine product from the first classification issent to a second that recycles its fine stream back to the feed to the first and sends its coarse stream out as the fine product.
Ž . Ž .Eq. 15 uses the two parameter d , l log logistic function, with the log of the sieve size x of interval i as the variable,50 iŽ .to describe the reduced classification actions. Eq. 14 treats both actions as having by-pass a, thus, there are six adjustable
parameters, SI , SI , a , a and d , d .1 2 1 2 50,1 50,2Ž .A search program was used on the smoothed data of Fig. 2 to determine these parameters for the four tests. It was
found that SI , could be taken as 0.55 and SI as 0.3. The overall classifier selectivity values s were sensitive to d and1 2 i 50,1
a but were not very sensitive to d , which could be taken as 7 mm. Then a plot of a vs. d on log–log scales gave1 50,2 1 50,1
the empirical relation
a s1.72=10y6rd3.6 , d in mm, 0.036Fd F0.05 17Ž .1 50,1 50 50

( )K. Yildirim et al.rPowder Technology 105 1999 210–221 219
Fig. 7. Simulated effect of separator setting on circulation ratio and specific mill capacity.
w x Ž .It is known 17 that increase of feed rate to an air separator decreases d , but Eq. 17 states that the effect on primary50,1
by-pass a is the same whether the change in d is produced by the separator setting or the change in feed rate. A plot of1 50
a vs. d was more scattered but since the overall selectivity values are not very sensitive to a a sufficient relation was2 50,1 2
a s1.23=10y3rd1.7 18Ž .2 50,1
The model is illustrated in Fig. 6. Fig. 7 shows the simulated result for tests AI. The usual increase of mill capacity athigher circulating loads is counteracted somewhat by the increased by-pass as d is reduced. The capacity increase is50
associated with a decrease in the percentage of material less than 4.6 mm from about 25% to 17%, that is, overgrinding isbeing avoided.
8. Discussion of results
It should be recognized that there is no a priori reason why grinding kinetics should be first order for the breakage of'material in a 2 screen interval or for material in a differential size range. Grinding is not a chemical reaction or an isotopic
decay, and if grinding is sometimes found experimentally to follow first order kinetics then this is a convenient empiricalfact not an immutable law. Similarly, there is no a priori reason why breakage parameters measured in a laboratory millshould apply to a full-scale mill. If they do, it is a convenient fact but if not, it is still valuable to have an approximatemodel for a mill. Considering the six tests reported here, the make-up feed sizes are different, the size classification actionsare different and the products are different, so it is not immediately obvious which is the best media or the best lining or thebest separator. The advantage of a consistent model is that the comparison of the specific mill capacity predicted by themodel to that found experimentally gives a valid scale-up factor that can be compared between different systems, withoutthe interfering effect of differences in feed size, product size, mill conditions or classification. Table 4 gives the data for the
Ž .six tests, where the A values are the laboratory values mill i.d.s0.27 m converted to the filling conditions of theTŽ .full-scale mills, and QrW values are the corresponding specific capacity values. The experimental QrW values aresim
Table 4Simulated and experimental specific mill capacities and scale-up factors
A75I A45I A75II A45II B45 C45
% F18.6 mm 41.4 58.9 36.5 60.1 56.4 56.0J 0.39 0.39 0.42 0.42 0.41 0.44U 1.36 1.26 1.21 1.14 0.87 1.09Correction to a 0.666 0.751 0.737 0.802 1.137 0.808T
y1Ž .A min 0.0726 0.0819 0.0803 0.0874 0.141 0.0687Ty1Ž . Ž .Qr W h 0.278 0.231 0.362 0.233 0.333 0.189simy1Ž . Ž .Qr W h 0.743 0.580 0.838 0.539 1.063 0.613exp
Scale-up factor 2.67 2.51 2.31 2.31 3.19 3.24Ž .Mill diameter m 2.2 2.2 2.3 2.3 2.8 2.8Ž .Specific power kWrton media 8.8 8.7 9.2 9.0 10.3 9.4
Ž .Bond kWrton media 9.1 9.1 8.9 8.9 9.9 9.5

( )K. Yildirim et al.rPowder Technology 105 1999 210–221220
calculated from the measured values of Q and the estimated hold-up W. The consistency in the scale-up values for each milldiameter is quite clear.
w x Ž .The Bond 7 equation for dry grinding in grate discharge mills is for f f0.7 ,c
kWrton medias16.4D0.3 1y0.937J f 19Ž . Ž .c
Table 4 shows the values for the four mills, experimental and predicted by the Bond equation. Although the specific millpowers are higher for the 2.3 m diameter mill than for the 2.2 m mill the scale-up factor is about 10% lower.
It is sometimes argued that the presence of slip between the media charge and the mill case causes a reduction of millw xpower. However, Cilliers et al. 18 have shown that if the mill charge is at the same angle to the horizontal then simple
mechanics states the mill power will remain the same even in the presence of slip. Since the angle of repose is determinedby slip of the media down the surface of the charge it is possible to have the same mill power but with some of the powerconverted to frictional heat due to relative motion between media and the mill case, with a lower rate of circulation ofmedia. This is wasted energy as far as grinding is concerned, which would explain the low scale-up factors of the mill withthe smooth ceramic lining.
Fig. 7 shows that the ratio of mill capacity between 97% -75 mm and 97% -45 mm at a standard circulation ratio ofŽ .2.5 a circulating load of 3.5 is about 1.77. Thus, the ratio of specific grinding energy should be 1:1.77 at Cs2.5, while a
lower circulation ratio increases the energy and a higher circulation ratio reduces it. Comparing tests A75I and A45I, theŽ .specific grinding energy is high for A75I because it has a low circulating load 1.04 and low for A45I because it has a high
Ž .circulating load 5.32 , giving a ratio of 1.31. Comparing A75II with A45II, the specific grinding energy ratio is 1.62, inline with the circulation ratios of 2.34 and 2.93, but both values are higher than expected because of the lower than usual
Ž .scale-up factor. Comparing B45 and C45, the specific grinding energy is lower for B45 because a it has the higher specificŽ .rate of breakage under comparable conditions and b its double classification system gives an overall primary by-pass of
about 0.06 as compared to about 0.20 for C45, even though the circulation ratio is lower.w xThe variation of scale-up factor with mill diameter D is expected 1 to be
0.5 0.5scaleyup factors DrD s Dr0.270 m 20Ž . Ž . Ž .T
Ž .if the full-scale mill powers scale according to the Bond equation. Eq. 20 gives 2.85, 2.92 and 3.22 for Ds2.2, 2.3, andŽ .2.8 m, respectively, compared to the measured mean values of 2.60, 2.31, 3.22. It has already been stated that the value
for Ds2.3 is low probably because of slip due to the new smooth mill lining. The value for the 2.2 m diameter mill isŽ .about 10% too low, probably because the mill is pulling less power than expected from the Bond equation see Table 4 due
to the lining being worn.The cost of media was US$2.31, US$1.83 and US$0.18rkg for balls, cylinders and pebbles, respectively. Using a wear
rate of 1.55=10y5 kgrkg h for balls and the wear ratios of 1:1.7:14, the cost of media replacement per ton of product of97% -45 mm in a mill of 2.8=8.4 m with the same media level and circulation ratio was estimated as US$1.12, US$2.16and US$1.35rton product. At US$0.06rkW h, the power cost was estimated as US$1.74, US$1.99 and US$1.92rtonproduct. The initial cost of the media charge would be US$100,250, US$79,400 and US$5920, respectively, but the tons ofproduct per hour per mill were estimated as 13.9, 12.2 and 9.53. A reasonable rate of return on investment would only addabout 22¢rton of product to the cost for ceramic balls, 20¢ for cylinders, and 2¢ for pebbles. The total estimated costs areUS$3.08, US$4.35 and US$3.29rton product.
9. Conclusions
In order to get a good simulation model for the full-scale mills it was necessary to change the g value for the primarybreakage distribution measured in laboratory-scale grinding tests from 1.05 to 0.95. However, the specific rates of breakagemeasured in the tests gave the correct ratios of full-scale mill performance for the three types of media when used in millswith flint liners. The specific rates of breakage rank in the descending order ceramic balls, ceramic cylinders and flintpebbles. Acceleration of breakage rates in the top size intervals gave a non-first order effect, with the percentages of themill product in the top sizes being smaller than the predictions of the first-order model. This was partially compensated byincreasing the specific rates of breakage of the sizes containing the top 10% of the mill product by a factor of 1.7.
The comparison between data from a mill lined with flint that was converted to a smooth ceramic lining gives evidencethat a certain amount of slip occurred with the smooth lining so that the mill is less efficient in converting power to sizereduction.
The simulations with Circuit A that has a single Sturtevant air separator showed that higher circulating loads stillincreased mill capacity and reduced specific grinding energy even though the recycle of fine mill product back to mill feedincreased with higher circulating load. It was possible to get a product size distribution of 97% -45 mm at 39 kW hrtonby using a circulating load of 6.

( )K. Yildirim et al.rPowder Technology 105 1999 210–221 221
Because of limited data it was not possible to develop a complete size classification model for Circuits B and C, thathave double classification systems with two air separators, but these circuits are efficient at low circulating loads becausethey recycle less fine product back to mill feed. By analogy with Circuit A, it is expected that increasing circulating load byresetting the separators will increase capacity further for Circuits B and C.
Ceramic balls were the most efficient media, had the lowest wear rate and gave the least cost per ton of product.
References
w x1 L.G. Austin, R.R. Klimpel, P.T. Luckie, The Process Engineering of Size Reduction: Ball Milling, SME-AIME, New York, NY, 1984.w x2 Sedigraph 5100 Particle Size Analysis System, Micromeritics Inst., Norcross, GA, 1993.w x Ž .3 K. Shoji, S. Lohrasb, L.G. Austin, Powder Technol. 25 1972 109.w x Ž .4 K. Shoji, L.G. Austin, F. Smaila, K. Brame, P.T. Luckie, Powder Technol. 31 1982 121.w x Ž .5 L.G. Austin, R.R. Klimpel, Powder Technol. 41 1985 279.w x Ž .6 E. Yildirim, L.G. Austin, Wear 218 1998 15.w x Ž .7 F.C. Bond, Min. Eng. 10 1985 592.w x Ž .8 L.G. Austin, K. Shoji, P.T. Luckie, Powder Technol. 14 1976 71.w x Ž .9 L.G. Austin, P.T. Luckie, Powder Technol. 5 1972 215.
w x Ž .10 R.R. Klimpel, L.G. Austin, Int. J. Miner. Process. 4 1977 7.w x Ž .11 E. Yildirim, H. Cho, L.G. Austin, in: R. Hogg, R. Cornwall, C.C. Huang Eds. , Fine Powder Processing Technology, The Pennsylvania State
University, 1998, p. 69.w x Ž .12 H. Cho, K. Yildirim, L.G. Austin, Powder Technol. 95 1998 109.w x Ž .13 Y. Mori, G. Jimbo, M. Yamazaki, Kagaku Kogaku 28 1964 204.w x Ž .14 L.G. Austin, C.A. Barahona, J.M. Menacho, Powder Technol. 46 1986 81.w x Ž .15 L.G. Austin, Minerals and Metallurgical Processing, 16 1999 36.w x Ž .16 P.T. Luckie, L.G. Austin, Trans. IMM, Section C 84 1975 253.w x Ž .17 L.G. Austin, P.T. Luckie, Zem.-Kalk-Gips. 29 1976 452.w x Ž .18 J.J. Cilliers, L.G. Austin, P. Leger, A. Deneys, Min. Eng. 7 1994 543.