Embed Size (px)
Citation preview

The Mechanism and Characterization of Dye-free Coloration on Tussah
Silk Based on Tryptophan
Yanling Suia, Chunyan Weib, Wenjing Liuc, Bo Wangd, Shaoquan Lie,
Yongzhu Cuif
School of Textile and Light Industry, Dalian Polytechnic University, Dalian, 116034, China
[email protected], [email protected], [email protected], [email protected],
[email protected], fCorresponding author, [email protected]
Key words: tussah silk; coloration; dye-free; mechanism; characterization.
Abstract. In this article, tussah silk was treated with 3, 4- dihydroxy benzaldehyde solution under
concentrated nitric acid conditions, and its coloration characteristic was discussed, including the
effects of concentrations, temperature and time on the coloration, finally the property of the treated
fiber was tested. As the results showed, the treated tussah silk was in bright yellow, and both of its
color fastness to washing and rubbing achieved 4 grade or above. The optimum process was that
concentrations of 3, 4- dihydroxy benzaldehyde and concentrated nitric acid were 1.5% and 3%
respectively, reacting temperature was 70 °C, reacting time was 10min and bath ratio was 1:25.
Introduction
At present, textile fibers are almost dyed with synthetic dyes. The protein fibers such as wool and
silk are mostly dyed with acid and reactive dyestuffs [1]. The dyestuff combined to the fiber
through the interactions between fiber and dyestuff. In the actual dyeing process, because of the
limitation of chemical combination bonds between fiber and dyestuff, ultimate dyeing uptake is
only 60-80%, and the residues in dyeing bath which are hard for recycling, lead to deep social
problems as a result.
This paper tried to use tryptophan contained in tussah silk to realize coloration with benzaldehyde
derivatives. Dounowaki [2-5] in Japan has reported the dye-free coloration technology on wool and
silk. He researched by using benzaldehyde derivatives under the condition of acetic acid,
fluorhydric acid, bromic acid and hydrochloric acid, respectively. In this paper, we chose tussah silk
fiber as the research object, coloration was realized through certain chemical reaction between
tryptophan active substances in tussah silk fibers and benzaldehyde derivatives but no dyestuff.
Tryptophan and benzaldehyde derivatives were reacted under the acid conditions, and formed some
substances contained conjugated double bonds after oxidation reaction. Because the process was
carried on in fiber itself, it would greatly improve color fastness.
Experiment
Materials. Tussah silk (6dtex, degumming rate13.5%) was provided by Liaoning Meilin Group Co.,
Ltd; 3, 4-dihydroxy benzaldehyde was searched from Zhejiang Quzhouxinteng Chemical Factory
Co., Ltd;concentrated nitric acid was aquired from Gongzhuling Chemical Reagent Factory. Both
of the reagents are of pure degree.
Advanced Materials Research Vols. 175-176 (2011) pp 656-660Online available since 2011/Jan/20 at www.scientific.net© (2011) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMR.175-176.656
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 130.15.241.167, Queen's University, Kingston, Canada-20/08/14,20:59:12)

Experiment Method. A certain concentration of 3, 4-dihydroxy benzaldehyde solution was
prepared and then the tussah silk sample was dipped into it at 60°C, after completely dipping, a
given amount of concentrated nitric acid was added. After coloration reaction, the treated sample
was washed by 2% sodium bicarbonate solution and methyl alcohol, respectively, then washed by
water and dried in room temperature.
Testing. In the conditions of CIE1976 standard, △E values of dyed and undyed samples were
measured through automatic color measurement (ADCI - 60 - C). The cross section of the treated
tussah silk was observed by optical microscopy (2XCⅢ) in order to coloration analysis, and the
surface characterization was analyzed by scanning electron microscopy (JSM-6700F). The treated
samples were tested for fastness to washing and rubbing. The progress were executed under GB/T
3921.1-1997 Color fastness to washing testing methods and GB/T 3920-1997 Color fastness to
rubbing fastness standard (ISO 105C01).
Results and Discussion
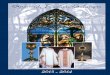
Effect of Concentrated Nitric acid on the Treated Tussah Silk. The △E values of treated tussah
silk under different concentrations (0.6%, 1%, 1.4%, 1.8%, 2.2%, 2.6%, 3%, 3.4%, 3.8%) were
shown in Fig.1.
0.8 1.2 1.6 2.0 2.4 2.8 3.2 3.6
10
15
20
25
30
35
40
△E
w/%
Fig. 1. Relationships between △E and the concentration of nitric acid
It can be seen from Fig.1 that, △E value increased significantly with the increasing of nitric acid
but nearly had no prominent improvement after 3%. As an inorganic strong acid, oxidation reaction
speed would be increased through its gradual addition in the coloration of tryptophan, finally the
treated tussah silk could attain deep color due to the increasing of conjugated double bonds in
ultimate product. The content of the tryptophan in fiber was finite so that the coloration reaction
wouldn’t take place any longer after 3%.
Effect of 3, 4- dihydroxy Benzaldehyde on the Treated Tussah Silk. The △E values of treated
tussah silk were shown in Fig.2. All of the samples were treated under different concentrations
(0.5%, 0.75%, 1%, 1.25%, 1.5%, 1.75%, 2%).
Advanced Materials Research Vols. 175-176 657

0.50 0.75 1.00 1.25 1.50 1.75 2.0020
25
30
35
40
△E
w/%
Fig. 2. Relationships between △E and the concentration of 3, 4- dihydroxy benzaldehyde
In Fig.2, it showed that, when the concentration of 3, 4- dihydroxy benzaldehyde increased, △E
value increased but lost its steady rate after 1.5%. This was because the reactant which played a
decisive role in the solution increased with the increasing of 3, 4- dihydroxy benzaldehyde
concentration. As a result, the color became deeper gradually under certain situation that other
parameters were definite.
Effect of Reacting Temperature on the Treated Tussah Silk. The △E values of treated tussah
silk were shown in Fig.3. All of the samples were treated under different reacting temperatures
(50°C, 60°C, 70°C, 80°C, 90°C).
50 60 70 80 9025
30
35
40
45
△E
θ/℃
Fig. 3. Relationships between △E and reacting temperature
It was obvious in Fig.3 that, ∆E values increased with the increasing of dyeing temperature but
the curve tended to horizontal after 70°C. The reason for this appearance was that, molecular motion
was intensified because of the increasing of molecular hot kinetic energy, which was due to the
rising of temperature, and this did good to the formation of coloration material.
Effect of reacting time on the treated tussah silk. It can be observed from Fig. 4 that, with the
reacting time increased, ∆E valves increased in the initial period, but it can be ignored after 10 min.
That’s because coloration reaction completed in a short time. The depth of color wouldn’t increase
658 Silk

obviously with time increased. With long reacting time, tussah silk partly dissolved, followed by the
weightlessness, and the force of fiber dropped. Therefore, the optimal reacting time was 10min.
5 10 15 2036
38
40
42
△E
t/min
Fig. 4. Relationships between △E and reacting time
The Cross Section of Treated Tussah Silk. In Fig. 5, treated tussah silk was yellow and the
color was uniform, which indicated the coloration reaction occurred not only on the surface of the
fiber but also the interior. This may be that molecular size of 3, 4- dihydroxy benzaldehyde was so
tiny that it entered the interior easily.
(a) untreated samples (b) treated samples
Fig. 5. The cross section of untreated and treated tussah silk
The Surface Structure of Treated Tussah Silk. As it indicated in Fig.6, there were almost no
changes on the surface of treated tussah silk compared with the raw one. This illustrated that the
surface structure of fiber was not damaged during the treatment, but only reacted with some amino
acid and then got coloration.
Advanced Materials Research Vols. 175-176 659

(a) untreated samples (b) treated samples
Fig.6. The surface structure of untreated and treated tussah silk
The Results of Color Fastness Test. As it illustrated in Table 1, the wet rubbing fastness of
treated samples was 1 level higher than that of synthetic dyed ones, along with other fastness
increased by half level. It indicated that the color fastness of dye-free treated samples was better
than the ones dyed with acid dyes (Acid Yellow MR, C.I. Acid Yellow 42).
Table 1 The results of color fastness to washing and rubbing test
Samples Dyes or agent Washing
fastness
Rubbing fastness
dry wet
The tussah
silk
Coloration
agent 4-5 4-5 4
The tussah
silk Acid dyes 4 4 3
Summary
The optimal condition for dye-free coloration is that concentrations of concentrated nitric acid and 3,
4- dihydroxy benzaldehyde are 3% and 1.5%, respectively, reacting temperature is 70°C,reacting
time is 10 min and bath ratio is 1:25. The treated tussah silk is yellow in bright, moreover, the
surface of fiber is almost unchanged and it can’t affect finishing process. All of the color fastnesses
to washing, dry rubbing and wet rubbing reach over 4 grade.
References
[1] J. X. He: Dyeing Chemistry. Beijing: China Textile Press, 2009, p. 165
[2] Dounomaki kiyoshi: Senikikaikagakugaishi Vol. 59(2006), p. 119
[3] Dounomaki kiyoshi: Finishing Technology Vol. 3(2004), p. 586
[4] Tatoeba: Finishing Technology Vol. 35(2000), p. 253
[5] H. Shosenji, T. Sawada, K. Sataka and K. Donowaki: Proceedings 2nd International Conference
on Advanced Fiber/Textile Materials 2002 in Ueda with Forum of Asian Young Scientists on
Fiber/Textile Materials, (2002), p. 147
660 Silk

Silk 10.4028/www.scientific.net/AMR.175-176 The Mechanism and Characterization of Dye-Free Coloration on Tussah Silk Based on Tryptophan 10.4028/www.scientific.net/AMR.175-176.656