Embed Size (px)
DESCRIPTION
Tehnologija masinske obrade
Citation preview

1. Tehnologija – sadržaj i značaj
DEF1. Tehnologija je reč grčkog porekla i znači – učenje o postupcima pomoću kojih se prerađuju sirovine.
DEF2. Tehnologija je nauka i veština o zanatima pomoću kojih se prerađuju sirovine za ljudsku upotrebu.
DEF3. Tehnologija je primenjena, naučna i tehnička disciplina koja proučava međusobni odnos između metoda i sredstava proizvodnje saglasno zakonima prirodnih nauka i ekonomske celishodnosti.
DEF4. Tehnologija je aktivna interakcija između hardvera, orgvera i softvera.
DEF5. Tehnologija sadrži sve aktivnosti počev od:
usvajanja koncepta proizvodaprojektovanja i konstruisanjaproračuna i proveraprojektovanja tehnološkog procesa proizvodnjeobrade i oblikovanjakontrole i merenjamontaže i završnog ispitivanja proizvodazaštite i pakovanja
uključujući i nabavku materijala i održavanje proizvodne opreme.
Sredstva za proizvodnju:
Konvencionalne mašine (MA)Numerični upravljane mašine (NUMA)Kompjuterski upravljane mašine (CNC)Obradni centar (OC)Fleksibilni tehnološki sistemi (FTS)Automatske fabrike (bez ljudi)
Rezni alati:
Alatni čelik, ~1900 godine, vrez=10mmin
Brzorezni čelik, 1907 godine, vrez=25mmin
Liveni tvrdi metal, 1915 godine, vrez=50mmin
Tehnologija mašinske obrade

Sinterovani tvrdi metal, 1928 godine, vrez=100mmin
, 1945 godine,
vrez=150mmin
Rezna keramika, 1957 godine, vrez=248mmin
Supertvrdi metali (dijamant), 1963 godine, vrez=100ms
2. Opšta podela tehnologije
3. Međusobni odnosi sistema
DEF1. – teorijska – Sistem je skup međusobno povezanih aktivnih jedinica.
DEF2. – strukturna – Sistem je skup međusobno povezanih aktivnih jedinica koje se nalaze u određenom okruženju
DEF3. –funkcionalna – U sistemu se vrši transformacija ulaza koji se uzima iz okruženje u izlaz koji se predaje okruženju.
DEF4. – proceduralna – Sistem sadrži niz logičkih aktivnosti koje izvršavaju postavljenu funkciju sistema.
Sistem modelApstraktna prezentacija realnog sistema ili ponašanje određenog sistema čini sistem model, a u zavisnosti od načina prikaza može biti:
MatematičkiŠematskiFizičkiSimulativni
Osnovne karakteristike sistema:
Proces (skup aktivnosti kojima se vrši transformacija ulaza u izlaz)Upravljanje (dirigovano vođenje signala potrebnih za izvođenje procesa)

Kontrola stanja (odnosi se na sve izvršne grane mašine, a posebno na senzore)
DEF. Obradni sistem u okviru tehnološkog sistema predstavlja jednu ili više konvencionalnih mašina sa njihovim upravljanjem od strane radnika ili nekog sistema automatskog upravljanja

4. Međusobni odnosi procesa
1. Proizvodni proces 4. Obradni procesDEF. Proizvodni proces je skup međusobno povezanih aktivnosti kojima se vrši transformacija sirovina polufabrikata u gotov proizvod.
DEF. Obradni proces je deo tehnološkog procesa koji se sastoji u skupu aktivnosti kojima se polazni materijal transformiše u izrađivani deo u skladu sa tehničko-tehnološkim uslovima.
2. Tehnološki proces 3. Proces oblikovnja
–
5. Model obradnog sistema
DEF. Obradni sistem predstavlja mašinski sistem sa obradnim procesom kao osnovnom funkcijom. Međusobno su povezani skupom poremećajnih i odzivnih faktora.
Metode obrade i osnovna podelaPraktični postupci izvođenja procesa obrade u smislu međusobnom dejstva alata i obradka u strogo izvođenom glavnom i pomoćnom kretanju definiše metod obrade, koji može biti:
1. Metod obrade rezanjem2. Metod obrade plastičnim deformisanjem3. Nekonvencionalne metode obrade4. Metod obrade visokim brzinama deformisanja5. Posebne metode obrade
6. Kvalitet obrade – Tačnost obrade
Tačnost obrade predstavlja stepen podudarnosti obrađenih delova sa određenim etalonom.
Obuhvata:
1. Tačnost mera1. Predstavlja stepen podudarnosti ostvarene sa nominalnom
merom.2. Tačnost oblika površina
2. Predstavlja stepen podudarnosti obrađene površine sa odgovarajućom geometrijskom površinom.
3. Tačnost međusobnog odnosa dve ili više površina3. Definiše se se odgovarajućim odstupanjima od zadatog
nominalnog položaja.
Tačnost obrade je postignuta ukoliko su sva odstupanja mera, oblika površina i međusobnog položaja unutar granica koje su propisane na tehničkom crtežu dela.
Granice se zadaju tolerancijama mera i dozvoljenim odstupanjima oblika i međusobnog odnosa površina.
7. Kvalitet obrade – Kvalitet obrađene površine
Kvalitet obrađene površine određuje se preko:
1. HrapavostiHrapavost predstavlja mikrogeometrijske nepravilnosti površine. Definiše se po standardu i to kao:
a. Visinski parametriRMAX – Najveća visina neravnina – Razmak između dve paralelne prave, koje dodiruju najvišu i najnižu tačku profila, a paralelne su sa srednjom linijom.

Ra – Srednje aritmetičko odstupanje profila – Srednja aritmetička veličina odstojanja apsolutnih vrednosti svih tačaka.
Ra=1l∫0
l
ydx
R z – Srednja visina neravnina – Razlika između srednje aritmeričke vrednosti 5 najviših i 5 najnižih tačaka profila.
R z=R1+R3+R5+R7+R9−(R2+R4+R6+R8+R10 )
5b. Dužinski parametri
k – Korak, brazda – razmak između dva najrazličitija vrha
c. Relativni parametri
ρ=l0l∙100 [% ] , l0 – zbir odsečaka
2. ValovitostiValovitost je markopovršinsko odstupanje na većoj dužini
izratka.3. Fizičko-mehaničkih svojstva površinskog sloja
Fizičko-mehaničkih svojstva površinskog sloja su tvrdoća, struktura i dubina zaostalih napona, deformacija kristalne rešetke.

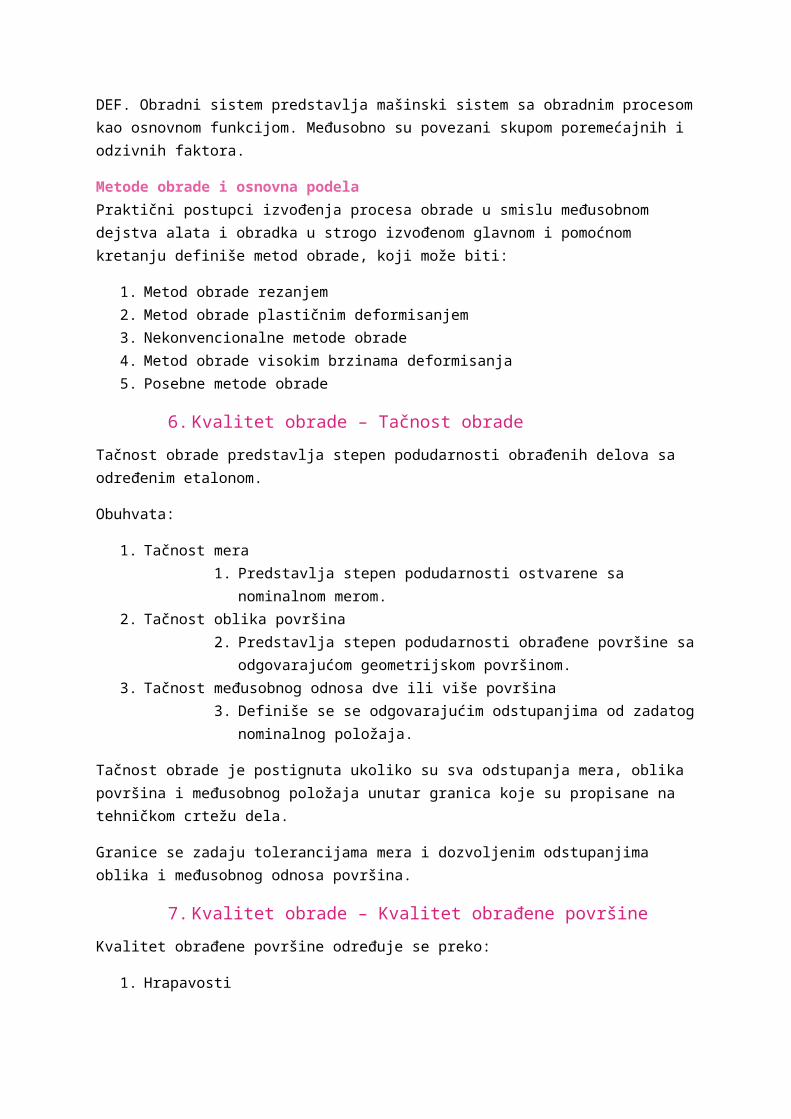
8. Metode obrade rezanjem – podela
Geometrijala alata je definisana preko površine uglova i sečiva. Obrada honovanjem, lepovanjem i superfiniš se koriste kada se teži postići veliki kvalitet obrađene površine, a ne tačnost mere.
9. Metode obrade plastičnim deformisanjem
10. Nekonvencionalne metode
11. Metode obrade velikim brzinama deformisanja
12. Posebne metode obrade
13. Obrada brušenjem
Okruglo brušenje Ravno brušenje Obimom(periferijom)
tocila Čeono brušenje
Vrši se kod livenja u pesku, i to se vrši trakama

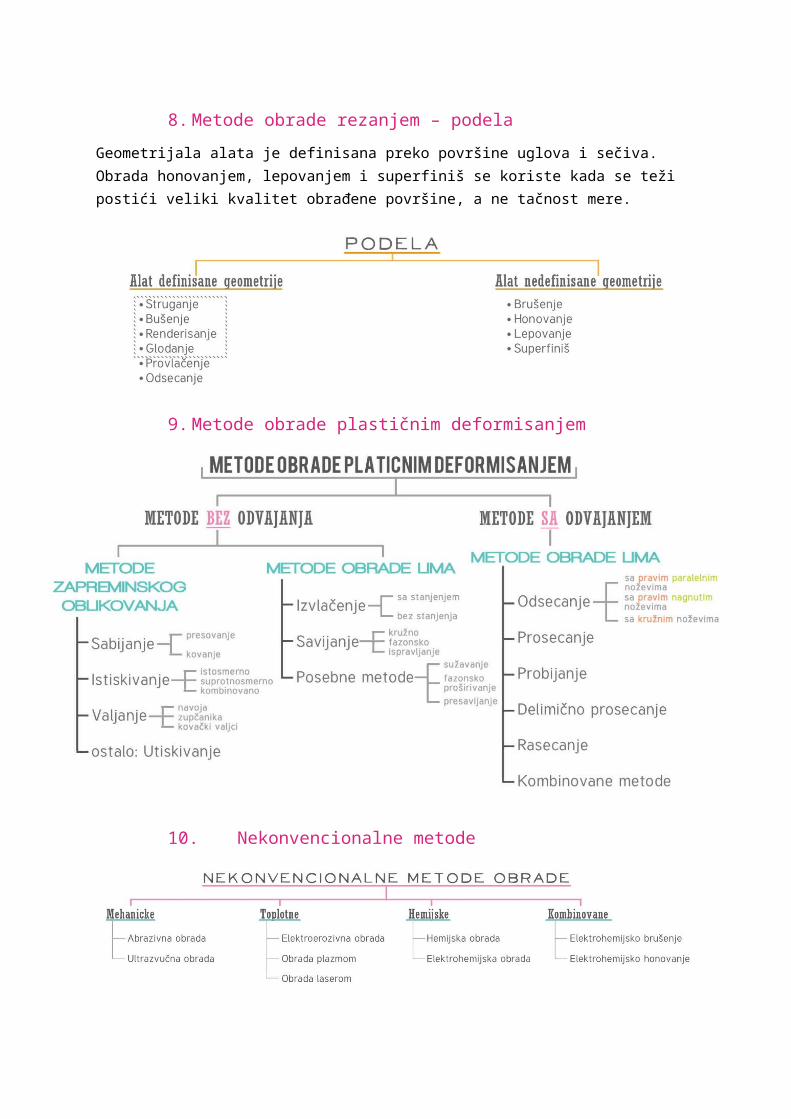
14. Obrada honovanjem
Mašina: mašina za honovanjeAlat: glava za honovanje
15. Obrada lepovanjem
Mašina: mašina za lepovanjeAlat: abrazivna zrna
Nakon sinterovanja, tečenja
16. Obrada superfiniš
Mašina: mašina za superfinišAlat: brus
Postiže N2, N3Vrši se dok se ne stvori uljni filmSve je u sredstvu za hlađenje
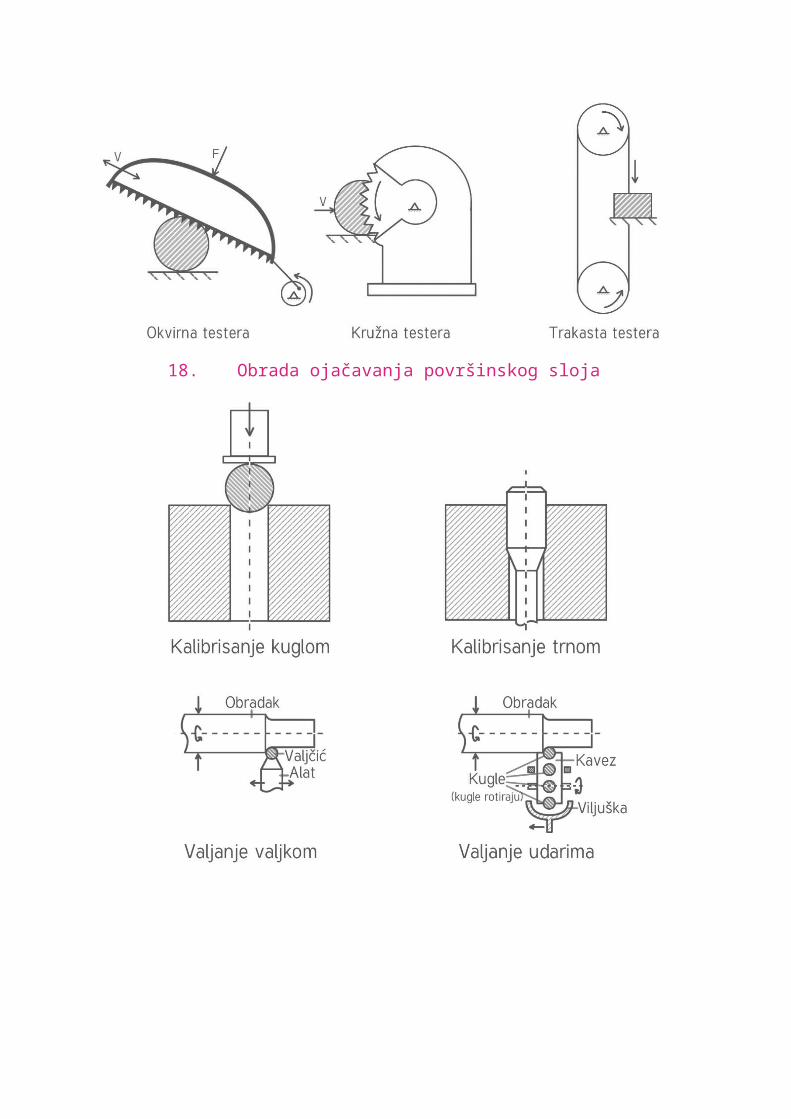
17. Obrada sečenjem
Mašina: testeraAlat: traka(nož) za sečenje

18. Obrada ojačavanja površinskog sloja
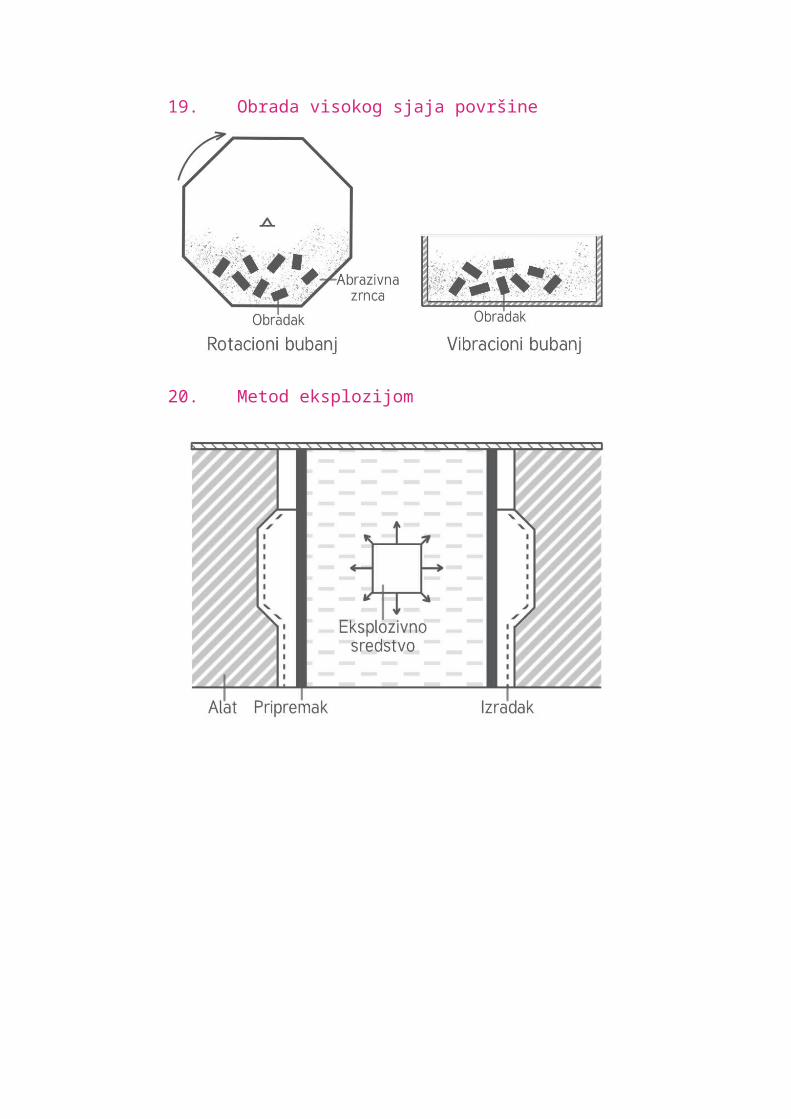
19. Obrada visokog sjaja površine
20. Metod eksplozijom
21. Metod visokih vazdušnih pritisaka
22. Struktura obradnog procesa
Operacija – Sadrži skup direktnih i pomoćnih dejstava na obradak na jednom odradnom sistemu koji omogućava završetak jedne celine obradnog procesa.Zahvat – Osnovna elementarna operacija na obradku kojom se omogućava dobijanje nove površine.Prolaz – Skidanje jednog sloja materijala sa jednim alatom pri određenom poremanju (definisano samo za obradu rezanjem).Grupni zahvat – Istovremeno dejstvo dva ili više alata na obradak u cilju istovremene obrade dve ili više površina prema tehničko-tehnološkim uslovima.Složeni zahvat – Direktno ili izvršno dejstvo alata na obradak u cilju formiranja istovremeno dve ili više površina prema tehnološko-tehničkim uslovima.


23. Struktura pomoćnih procesa
Struktura:
PostavljanjePripremanjePozicioniranje
Pozicioniranjem pripremka, obratka ili alata određuje se pozicija kao svaki tačno definisan položaj obratka ili alata u odnosu na ostale elemente obradnog sistema.
Baziranje pripremka, obratka i alata vrši se preko odgovarajućih tačaka, linija i površina koje predstavljaju baze.
Baze su materijalizovane ili nematerijalizovane površine, linije ili tačka preko kojih se definiše deo ili njegov položaj u toku obrade i montaže.
Mogu biti:
Konstrukcione – Nematerijalne površine, linije ili tačke preko kojih se vrši definisanje dela pri konstruisanju(osna linija, simetrala ugla, rastojanje između otvora na crtežu)Tehnološke – Materijalne površine, linije ili tačke pri obradi(neobrađene, obrađene, pomoćne, dopunske)Merne i montažne - Materijalne površine, linije ili tačke pri merenju i montaži (vrši se orijentacija dela pri montaži)

24. Obrada metala rezanjem – Osnovni principi rezanja
Rezanje: prodiranje reznog klina alata u materijal pod dejstvom mehaničke sile
Koso rezanje je ono rezanje kod koga je sečivo u odnosu na pravac relativnog kretanja pod uglom različitim od 90 °, za razliku od ortogonalnog gde je taj ugao 90 °.
Bazni elementi rezanja:
1. Brzina rezanja: V [ mmin ]; [ms ]
Definisana je glavnim kretanjem, pri čemu svaki metod obrade može imati samo jedno glavno kretanje i može ga izvoditi ili alat ili obradak. Glavno kretanje omogućuje proces rezanja, a pomoćno kretanje kontinuitet rezanja.
2. Broj obrta: n [ omin ];[ dh
min ]3. Dubina rezanja: a [mm ]
4. Korak: s[mmo ]Korak je veličina pomoćnog kretanja koju načini alat ili obradak za jedinicu mere glavnog kretanja.
5. Glavno vreme obrade:
tg= Ln ∙ s
[min ]
6. Specifična provodnost: q [ cm3min ]Količina skinute strugotine u jedinici vremena
25. Bazni elementi struganja
Glavno kretanje: Obradak, obrtno kretanje
Pomoćno kretanje: Alat, pravolinijsko kretanje
Osnovni elementi struganja su:
7. Brzina rezanja: V= Dπn1000 [ m
min ]8. Broj obrta: n [ o
min ]9. Korak: s[mmo ]10.Brzina pomoćnog kretanja:
V s=n ∙ s [mmmin ]11.Napadni ugao noža: γ r [° ]
12.Dubina rezanja: a=D−d2
[mm ]
13.Dužina sečiva alata u kontaktu
sa obratkom: b1=a
sin γr[mm ]
14.Glavno vreme obrade:
tg= Ln ∙ s
[min ]
15.Specifična provodnost:
q=Vtg
=
D2−d2
4πl
Ln ∙ s
=
D−d2
∙D+d2
1n ∙ s
π=a∙ D ∙V s ∙ π [ cm3
min ]16.Normalni korak: a1=s ∙ sin γr [mmo ]17.Debljina strugotine: a2 [mm ]

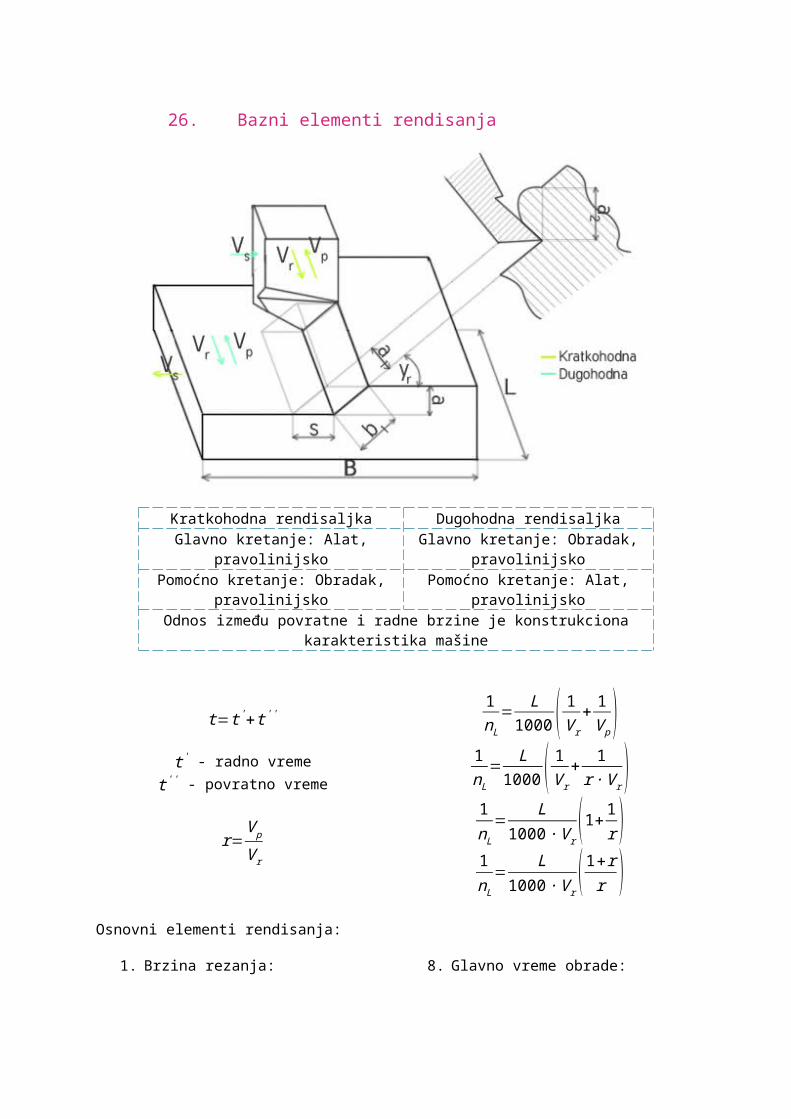
26. Bazni elementi rendisanja
Kratkohodna rendisaljka Dugohodna rendisaljkaGlavno kretanje: Alat,
pravolinijskoGlavno kretanje: Obradak,
pravolinijskoPomoćno kretanje: Obradak,
pravolinijskoPomoćno kretanje: Alat,
pravolinijskoOdnos između povratne i radne brzine je konstrukciona
karakteristika mašine
t=t '+t ' '
t ' - radno vreme
t ' ' - povratno vreme
r=V p
V r
1nL
=L
1000 ( 1V r
+1V p
)1nL
=L
1000 ( 1V r
+1
r ∙V r)
1nL
= L1000 ∙V r
(1+ 1r )1nL
= L1000 ∙V r
( 1+rr )Osnovni elementi rendisanja:
1. Brzina rezanja:
V r=nLL
1000 ( r+1r ) [ mmin ]
2. Broj obrta: nL [ dhmin ]
8. Glavno vreme obrade:
tg= LnL ∙ s
[min ]
9. Specifična provodnost:
q=Vtg
= aBLB
nL ∙ s
=aLnLs [ cm3
min ]

3. Korak: s[mmdh ]4. Brzina pomoćnog kretanja:
V s=nL ∙ s [mmmin ]5. Napadni ugao noža: γ r [° ]6. Dubina rezanja: a [mm ]7. Dužina sečiva alata u kontaktu
sa obratkom: b1=a
sin γr[mm ]
10.Normalni korak: a1=s ∙ sin γr [mmdh ]11.Debljina strugotine: a2 [mm ]
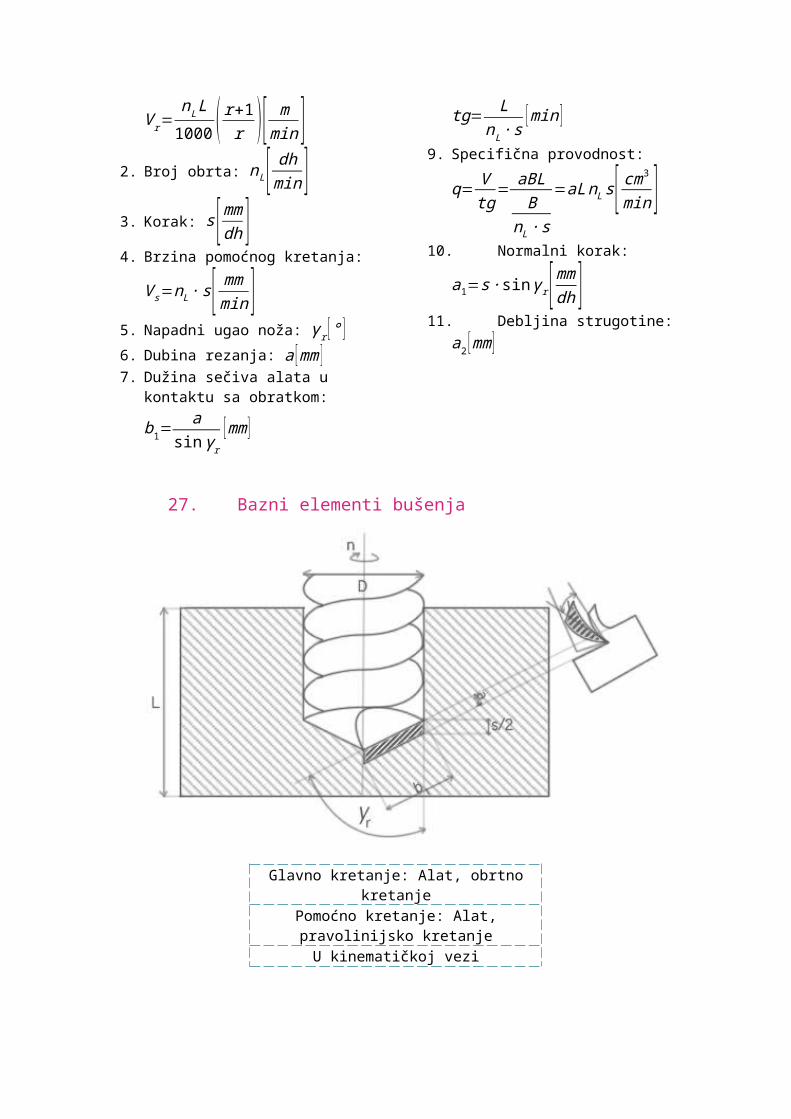
27. Bazni elementi bušenja
Glavno kretanje: Alat, obrtno kretanjePomoćno kretanje: Alat, pravolinijsko
kretanjeU kinematičkoj vezi
Osnovni elementi buštenja:
1. Brzina rezanja: V= Dπn1000 [ m
min ]2. Broj obrta: n [ o
min ]3. Korak: s[mmo ]4. Brzina pomoćnog kretanja:
V s=n ∙ s [mmmin ]
8. Glavno vreme obrade:
tg=L1n ∙ s
=l1+L+ l2n∙ s
[min ]9. Specifična provodnost:
q=Vtg
=
D2
4πL
L1n ∙ s
=D2
4πL∙V s [ cm3
min ]

5. Napadni ugao noža: γ r [° ]6. Prečnik (umesto dubine rezanja):
D [mm ]7. Dužina sečiva alata u kontaktu
sa obratkom: b1=D
2sin γ r
[mm ]
10.Normalni korak: a1=s2∙sin γr [mmo ]
11.Debljina strugotine: a2 [mm ]
28. Bazni elementi obimnog glodanja
Glavno kretanje: Alat, obrtno kretanjePomoćno kretanje: Obradak,
pravolinijsko kretanjeNisu u kinematičkoj vezi
Osnovni elementi glodanja:
1. Brzina rezanja: V= Dπn1000 [ m
min ]2. Broj obrta: n [ o
min ]3. Brzina pomoćnog kretanja:
5. Korak po obrtu: s0=V s
n
6. Korak po zubu: sz=s0z
V s=n ∙ s [mmmin ]4. Dubina rezanja: a [mm ]
7. Glavno vreme obrade: tg=Lt
n ∙ s8. Provodnost:
q=Vtg
=aBLLt
n ∙ s
=aLns [ cm3
min ]
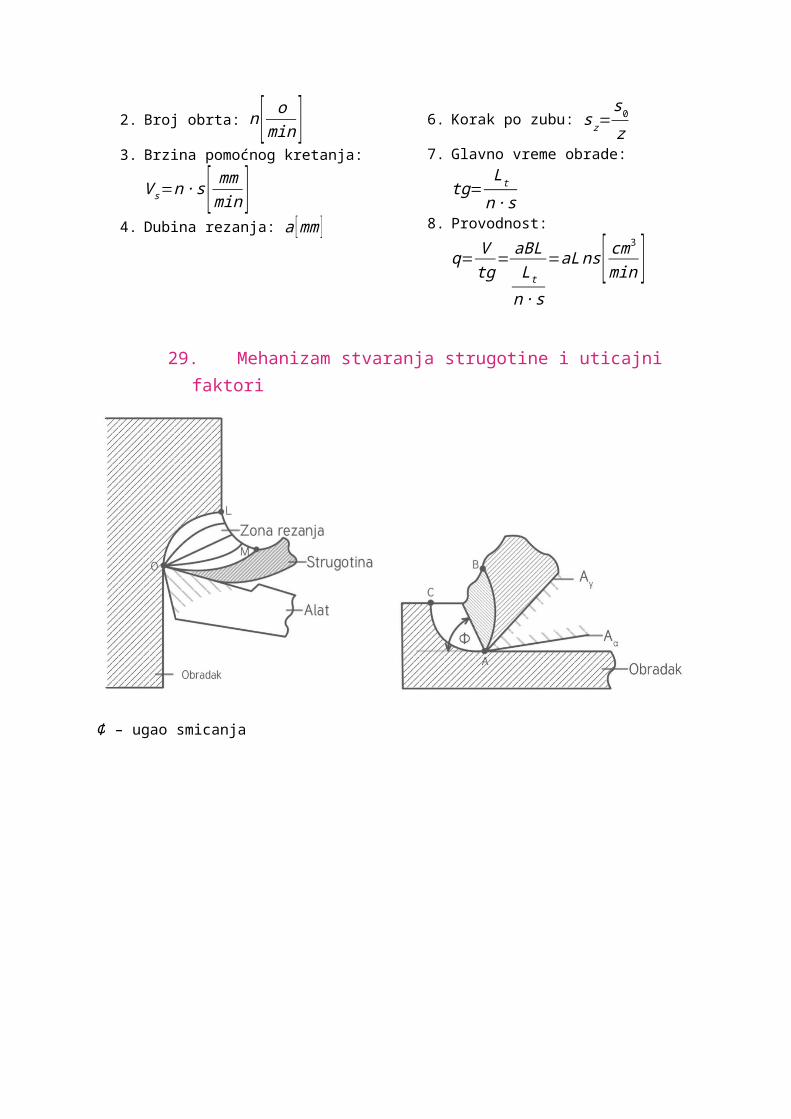
29. Mehanizam stvaranja strugotine i uticajni faktori
Φ – ugao smicanja
Pojavljuju se mikroprsline i τ naponi rastu; kada se dospe do τMAX odvaja se deo
materijala i to se dešava pri uglu Φ.

Strugotina je podeljenja prema:
Kako je odvođenje strugtine iz zone obradeTransport strugotine sa obradnog sistemaOštećenje površine obratka od stane strugotineMogućnost povređivanja radnika
30. Faktor sabijanja strugotine
Faktor sabijanja: λ=a2a1
= ll s
λ=1÷2 – Obuhvata ukupnu deformaciju materijala
a2 – Debljina strugotinea1 – Dubina rezanja(normalni korak)l – Put rezanjals – Dužina strugotine
∆ ACB
sinΦ=BCAB
=a1AB
⟹a1=AB ∙ sinΦ
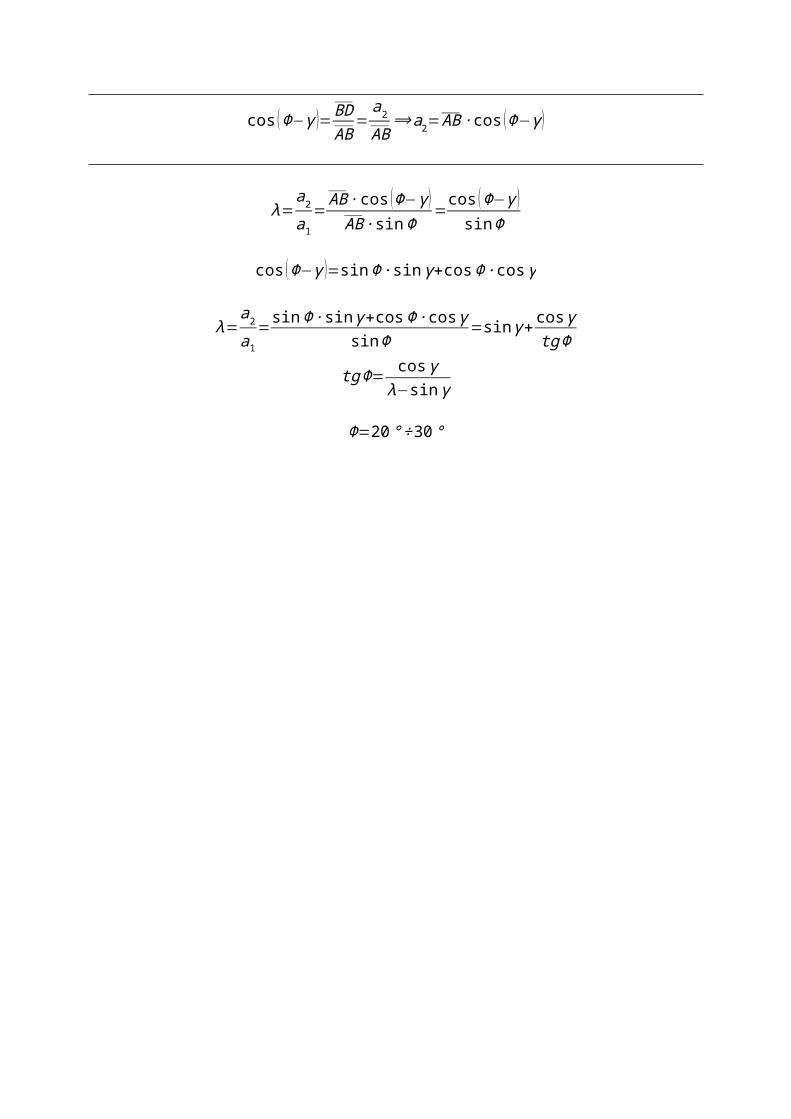
∆ ADB
cos (Φ−γ )=BDAB
=a2AB
⟹a2=AB ∙cos (Φ−γ )
λ=a2a1
=AB ∙cos (Φ−γ )
AB ∙sinΦ=cos (Φ−γ )sinΦ
cos (Φ−γ )=sinΦ∙ sin γ+cosΦ∙cosγ
λ=a2a1
= sinΦ ∙sin γ+cosΦ ∙cos γsinΦ
=sin γ+ cos γtgΦ
tgΦ= cos γλ−sin γ
Φ=20 °÷30 °

31. GFO – Brzina u zoni rezanja
V S – Brzina smicanja strugotine
V – Brzina rezanja
V ST – Brzina kretanja strugotine po grudnoj površi alata A γ
Na osnovu sinusne teoreme:
Vsin [90 °−(Φ−γ ) ]
=V ST
sinΦ=
V S
sin (90°−γ )
Vcos (Φ−γ )
=V ST
sinΦ=
V S
cosγ
V ST
V= sinΦcos (Φ−γ )
=1λ V 2V ST
V S
V= cos γcos (Φ−γ ) V S=(0,95−1,5 )V
32. GFO – Sile pri rezanju
Rezni klin alata prodire u materijal obratka pod dejstvom sile rezanja
Otpor rezanja – suprotnog smera i opterećuje rezni klin alata imaju intenzitet i pravac i sile rezanja
Merčant – primer modela sile rezanja
F1 – Glavna sila rezanja, kolinearna sa V
F t
Fn}Pravac koji se poklapa sa grudnom
površinomF2 – Sila prodiranja – upravna na određenu površinuF t – Sila trenja između strugotine i grudne površine
ρ – ugao smicanja;ρ=tgμ
Fn – Sila kojom rezni klin preko grudne površine deluje na stugotine
F12 }Pravac brzine rezanja
F sn-Normalna sila u ravni smicanja FS
F sn}Pravac ravni smicanjaF s – Sila u ravni smicanja
cos ( ρ−γ )=F1FR
F1=FR ∙cos ( ρ−γ )
sin ( ρ−γ )=F2F R
F2=FR ∙sin ( ρ−γ )

sin ρ=Ft
FR
F t=FR ∙ sin ρ
F t=F1 ∙sin ρ
cos ( ρ−γ )
cos ρ=Fn
F R
Fn=FR ∙cos ρ
Fn=F1 ∙cos ρ
cos ( ρ−γ )
cos (Φ+ρ−γ )=F s
F R
F s=FR ∙cos (Φ+ ρ−γ )
F s=F1 ∙cos (Φ+ ρ−γ )cos ( ρ−γ )
sin (Φ+ ρ−γ )=F sn
FR
F sn=FR ∙ sin (Φ+ρ−γ )
F sn=F1 ∙sin (Φ+ ρ−γ )cos ( ρ−γ )
F t=μ ∙ Fn
μ=F t
Fn
=FR ∙ sin ρ
FR ∙cos ρ=tg ρ
ρ=arctg μ
33. Obradljivost i GFO
Obradljivost je pogodnost(povoljnost) obrade materijala datom metodom obrade. Na ubradljivost utiču:
GFOKvalitet obrađene površineVrsta dobijene strugotine
V=C ∙T m
C – Konstantam – Parametar obradljivostiT – Postojanost alata(vreme neprekidnog rezanja između dva oštrenja alata)
Obradljivost zavisi od:
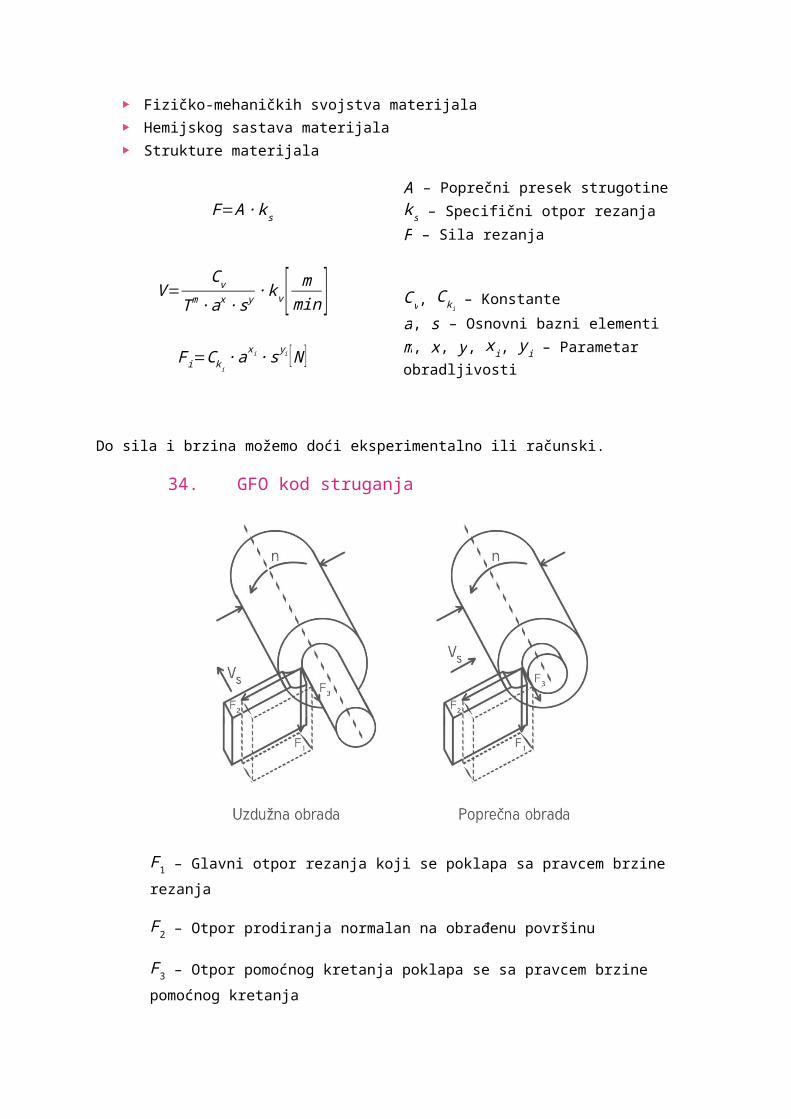
Fizičko-mehaničkih svojstva materijalaHemijskog sastava materijalaStrukture materijala
F=A ∙ksA – Poprečni presek strugotinek s – Specifični otpor rezanjaF – Sila rezanja
V=C v
T m∙ ax ∙ sy∙ k v [ m
min ] C v, C k i – Konstante
a, s – Osnovni bazni elementim, x, y, x i, y i – Parametar obradljivosti
F i=C k i∙ axi ∙ s yi [N ]
Do sila i brzina možemo doći eksperimentalno ili računski.
34. GFO kod struganja
F1 – Glavni otpor rezanja koji se poklapa sa pravcem brzine rezanja
F2 – Otpor prodiranja normalan na obrađenu površinu
F3 – Otpor pomoćnog kretanja poklapa se sa pravcem brzine pomoćnog kretanja
V=C v ∙ k v
T m∙ ax ∙ syTehnološka brzina rezanja
k v=∏i=1
n
kviPopravni koeficijent brzine rezanja
F i=CKi ∙ axi∙ syi ∙ k Fi Otpori rezanja
k F=∏i=1
n
kFiPopravni koeficijent sile rezanja
F i=CKi ∙Bxi ∙ s yi∙ k Fi Otporni rezanja kod usecanja
V=C v ∙ kv
T m∙ syOtpori rezanja kod usecanja
V=C v ∙ k v
T m∙ ax ∙ sy∙ i p
Tehnološka brzina rezanja kod narezivanja navoja u više prolaza

35. GFO kod rendisanja
F1 – Glavni otpor rezanja koji se poklapa sa pravcem brzine rezanja
F2 – Otpor prodiranja normalan na obrađenu površinu
F3 – Otpor pomoćnog kretanja poklapa se sa pravcem brzine pomoćnog kretanja
V=C v ∙ k v
T m∙ ax ∙ syTehnološka brzina rezanja
k v=∏i=1
n
kvi Parcijani popravni koeficijent
F i=CKi ∙ axi∙ syi ∙ k Fi Otpori rezanja
k F=∏i=1
n
kFiPopravni koeficijent sile rezanja
C v – Kod rendisanja je umanjena za 15% u odnosu na struganje(kod kratkohodnih rendisaljki)
k v obuhvata:
Način obradeMaterijalAlatUlja kojima se hladi i emulzije

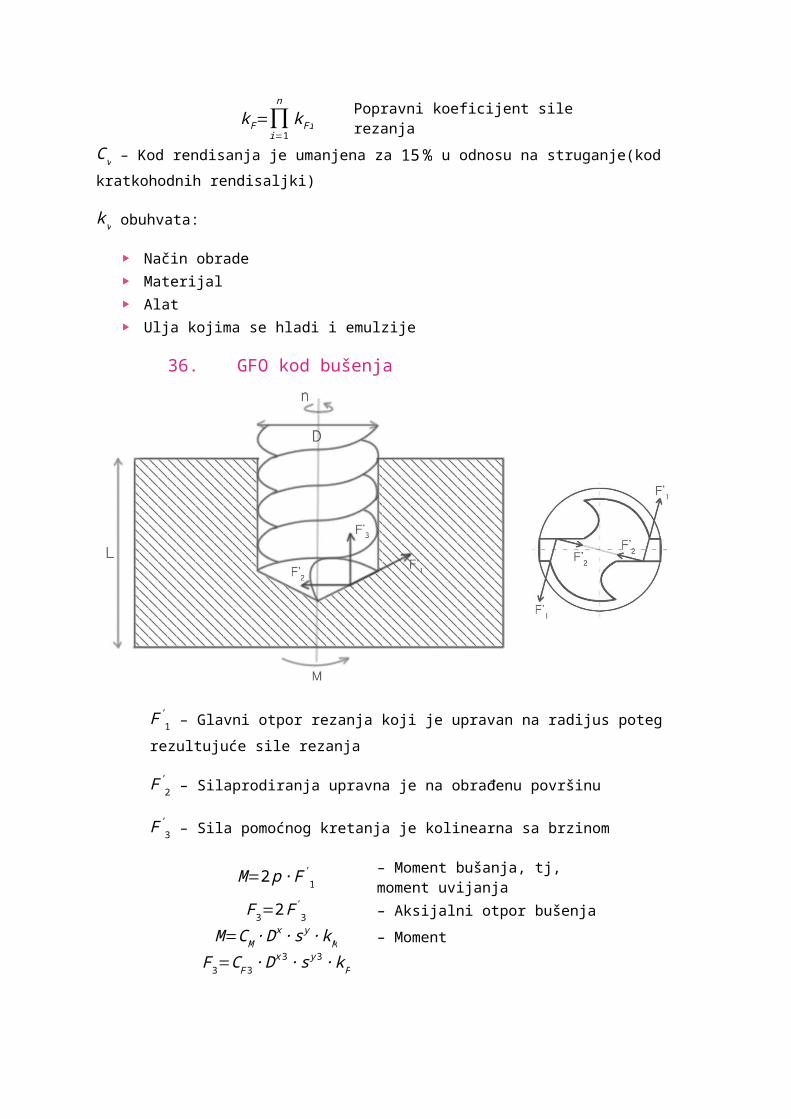
36. GFO kod bušenja
F '1 – Glavni otpor rezanja koji je upravan na radijus poteg rezultujuće sile
rezanja
F '2 – Silaprodiranja upravna je na obrađenu površinu
F '3 – Sila pomoćnog kretanja je kolinearna sa brzinom
M=2 p ∙F '1
– Moment bušanja, tj, moment uvijanja
F3=2F'3 – Aksijalni otpor bušenja
M=CM ∙ Dx ∙ s y ∙ kM – Moment
F3=CF3 ∙Dx 3 ∙ s y 3 ∙ k F
V T=C v ∙D
x 0 ∙ μ0 ∙ kv
Tm ∙ s y 0
μ0=f ( LD )T=f (D )
– Koeficijent uticaja bušenja(otežano odvođenje strugotine)

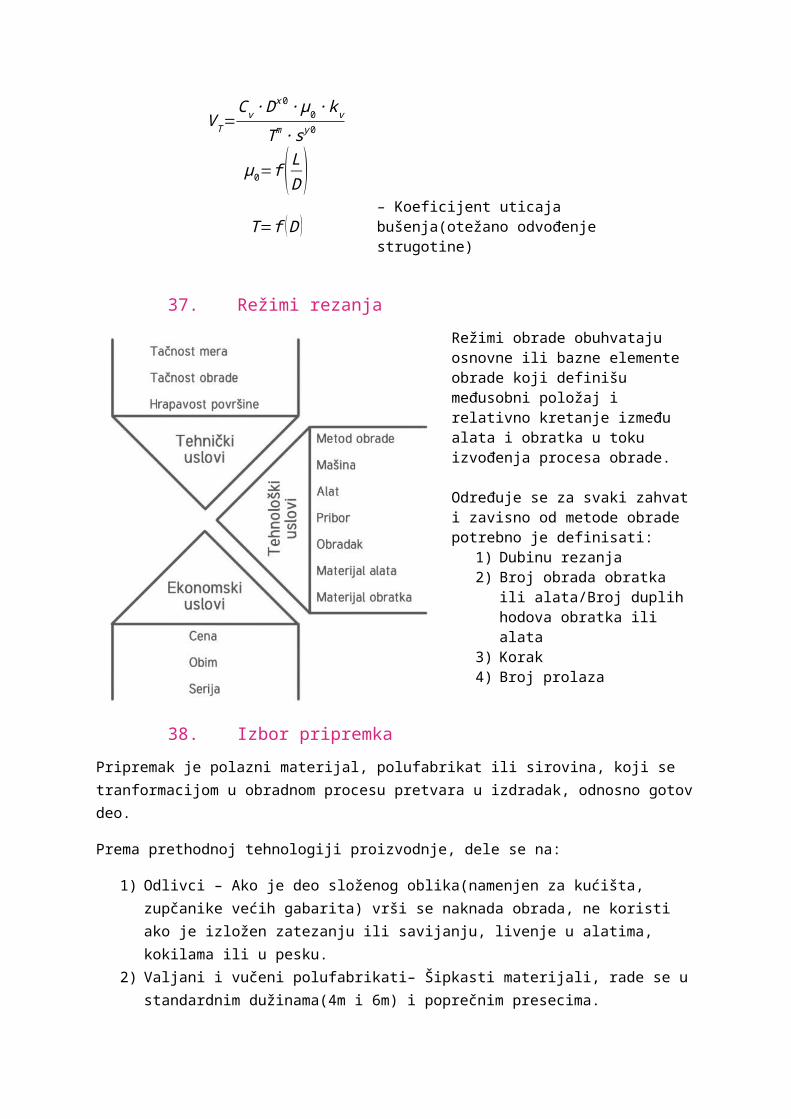
37. Režimi rezanja
Režimi obrade obuhvataju osnovne ili bazne elemente obrade koji definišu međusobni položaj i relativno kretanje između alata i obratka u toku izvođenja procesa obrade.
Određuje se za svaki zahvat i zavisno od metode obrade potrebno je definisati:
1) Dubinu rezanja2) Broj obrada obratka ili
alata/Broj duplih hodova obratka ili alata
3) Korak4) Broj prolaza
38. Izbor pripremka
Pripremak je polazni materijal, polufabrikat ili sirovina, koji se tranformacijom u obradnom procesu pretvara u izdradak, odnosno gotov deo.
Prema prethodnoj tehnologiji proizvodnje, dele se na:
1) Odlivci – Ako je deo složenog oblika(namenjen za kućišta, zupčanike većih gabarita) vrši se naknada obrada, ne koristi ako je izložen zatezanju ili savijanju, livenje u alatima, kokilama ili u pesku.
2) Valjani i vučeni polufabrikati– Šipkasti materijali, rade se u standardnim dužinama(4m i 6m) i poprečnim presecima.
3) Otkovici – Alati ili kalupi, oblik odgovara približno obliku dela. Za masovnu proizvodnju.
Odlivci se koriste kao pripremci za složene konstrukcione konfiguracije, koji nisu opterećeni u eksploataciji na savijanje i istezanje.
Pripremci od polufabrikata se koriste za izradu delova od šipkastog ili prethodno na određenu dužinu isečenog materijala.
Profili isečeni u delove određene dužine koriste se u prethodnoj fazi i kao pripremci za kovanje u kalupima.
Pripremci se mogu dobiti i drugim metodama obrade, osim navedenih, npr: Istiskivanjem, prosecanjem, sinterovanjem...
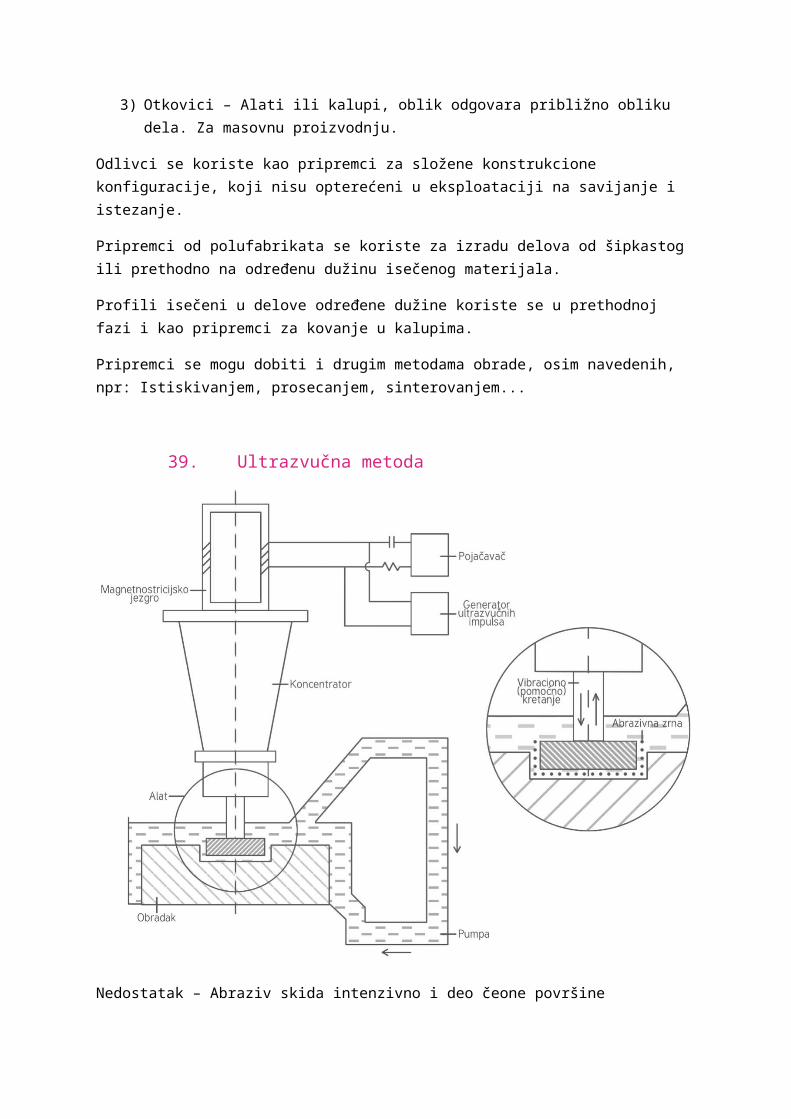
39. Ultrazvučna metoda
Nedostatak – Abraziv skida intenzivno i deo čeone površine
Kvalitet obrađene površine je do klase N4.
Ultrazvučne vibracije predstavljaju elastične talase koji se prostiru određenom brzinom u bilo kojoj materijalnoj sredini.
Metoda se zasniva na udarnom dejstvu čela alata i abrazivnih zrnaca.
I deoUdarno dejstvo abrazivnih zrnaca na obradak i odvaljivanje delića materijala
II deoCirkulacija i obnavljanje abrazivne suspenzije čime se odnose delići skinutog materijala i dovodi svež abraziv.

40. Elektroerozivna obrada
Ima najširu primenu.
Princip rada se sastoji u skidanju metalnih delova materijala pri električnom pražnjenu između elektroda tj. katode – alata i anode – obratka.
Elektrode su u radnom filmu, dielektrikumu, u toku električnog pražnjenja, vranica i električni luk izazivaju elekričnu eroziju na površini obratka gde se formira krater na anodi zbog zagrevanja materijala do vrlo visoke temperature, kada dolazi do njegovog topljenja i isparavanja.
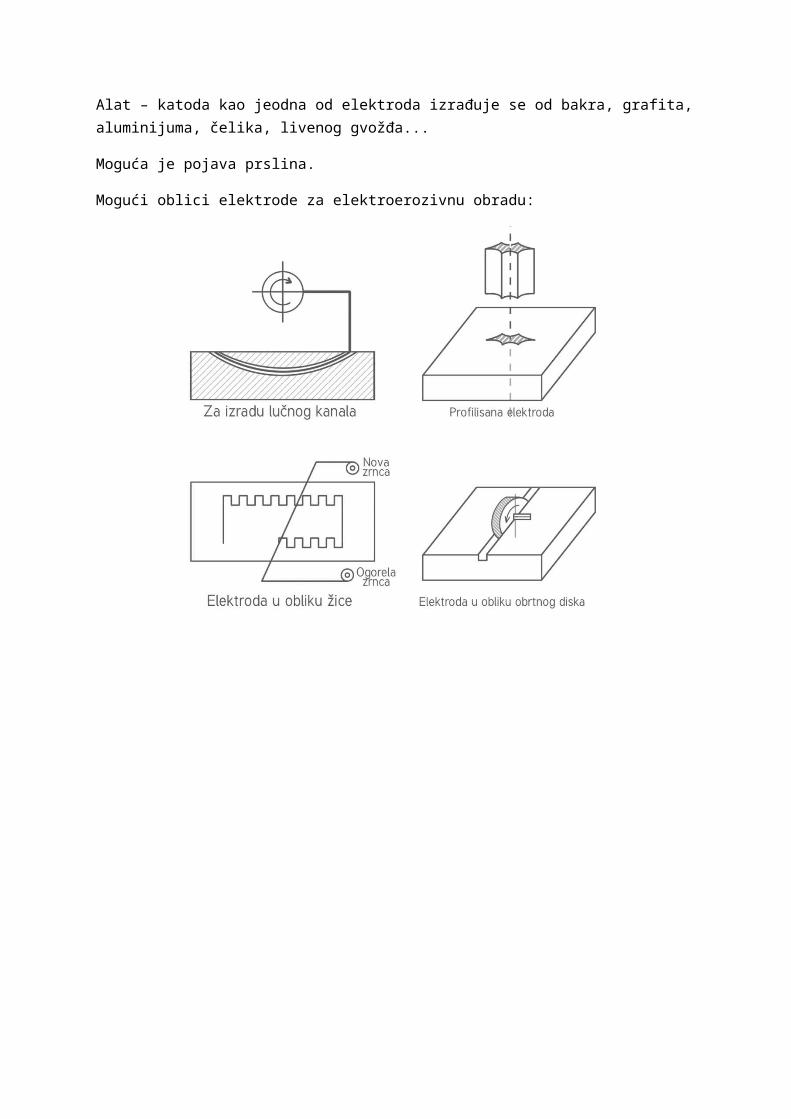
Alat – katoda kao jeodna od elektroda izrađuje se od bakra, grafita, aluminijuma, čelika, livenog gvožđa...
Moguća je pojava prslina.
Mogući oblici elektrode za elektroerozivnu obradu:
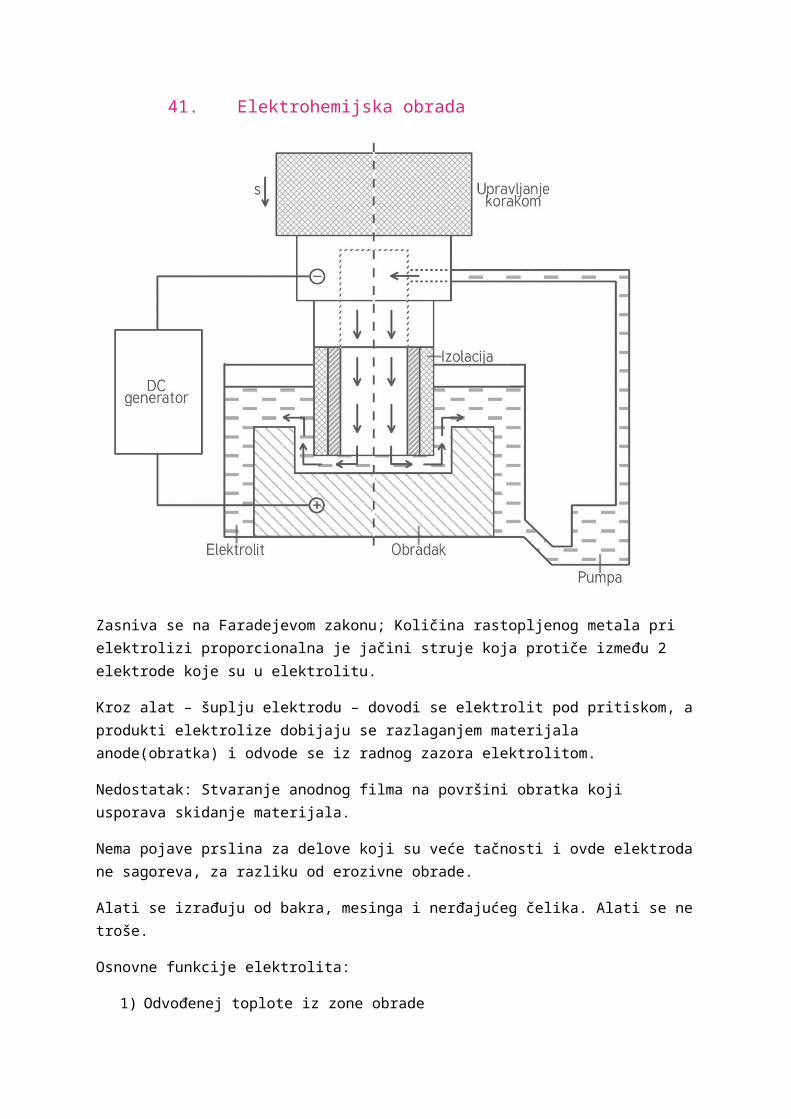
41. Elektrohemijska obrada
Zasniva se na Faradejevom zakonu; Količina rastopljenog metala pri elektrolizi proporcionalna je jačini struje koja protiče između 2 elektrode koje su u elektrolitu.
Kroz alat – šuplju elektrodu – dovodi se elektrolit pod pritiskom, a produkti elektrolize dobijaju se razlaganjem materijala anode(obratka) i odvode se iz radnog zazora elektrolitom.
Nedostatak: Stvaranje anodnog filma na površini obratka koji usporava skidanje materijala.
Nema pojave prslina za delove koji su veće tačnosti i ovde elektroda ne sagoreva, za razliku od erozivne obrade.
Alati se izrađuju od bakra, mesinga i nerđajućeg čelika. Alati se ne troše.
Osnovne funkcije elektrolita:
1) Odvođenej toplote iz zone obrade2) Odvođenje produkata elektrolize iz zone obrade3) Obezbeđuje proticanje struje između alata i obratka, tj, između elektroda
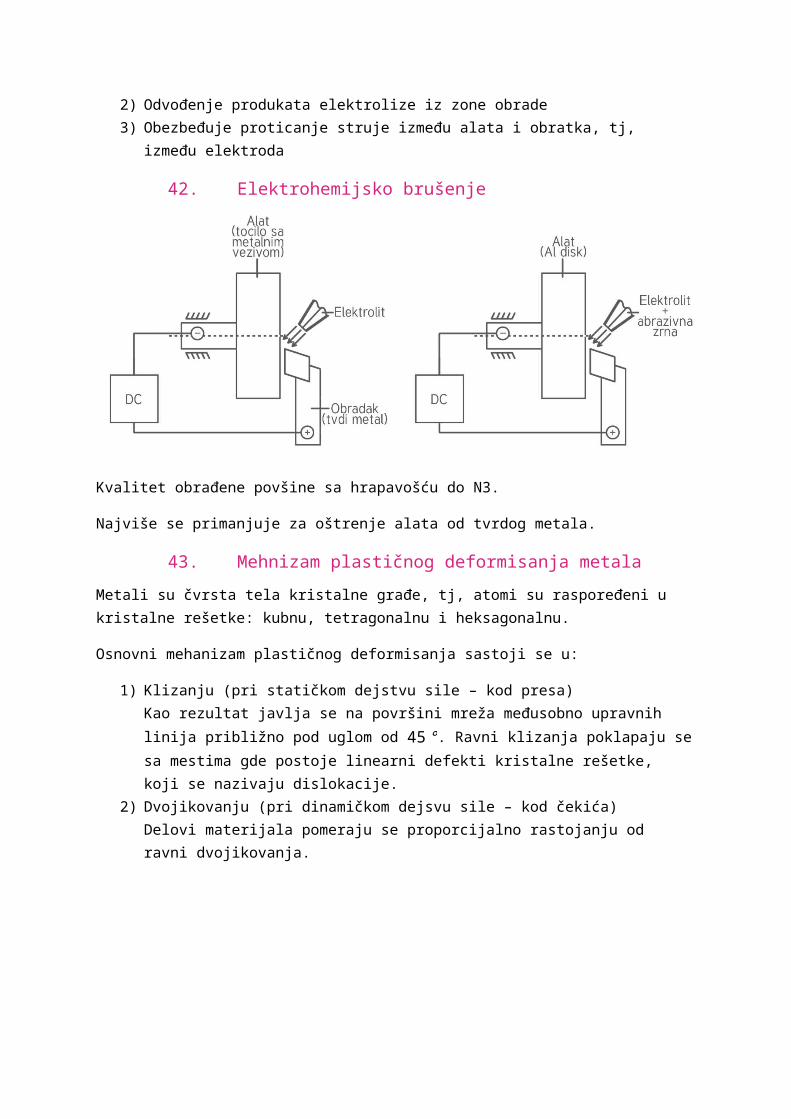
42. Elektrohemijsko brušenje
Kvalitet obrađene povšine sa hrapavošću do N3.
Najviše se primanjuje za oštrenje alata od tvrdog metala.
43. Mehnizam plastičnog deformisanja metala
Metali su čvrsta tela kristalne građe, tj, atomi su raspoređeni u kristalne rešetke: kubnu, tetragonalnu i heksagonalnu.
Osnovni mehanizam plastičnog deformisanja sastoji se u:
1) Klizanju (pri statičkom dejstvu sile – kod presa)
Kao rezultat javlja se na površini mreža međusobno upravnih linija približno pod uglom od 45 °. Ravni klizanja poklapaju se sa mestima gde postoje linearni defekti kristalne rešetke, koji se nazivaju dislokacije.
2) Dvojikovanju (pri dinamičkom dejsvu sile – kod čekića)Delovi materijala pomeraju se proporcijalno rastojanju od ravni dvojikovanja.
44. Osnovni pojmovi mehanike neprekidnih sredina
Sile F1,F2,F3stvaraju naponsko stanje definisano normalnim naponom σ i
naponom smicanjaτ .
τ ij=τ ji
τ yx=τ xy

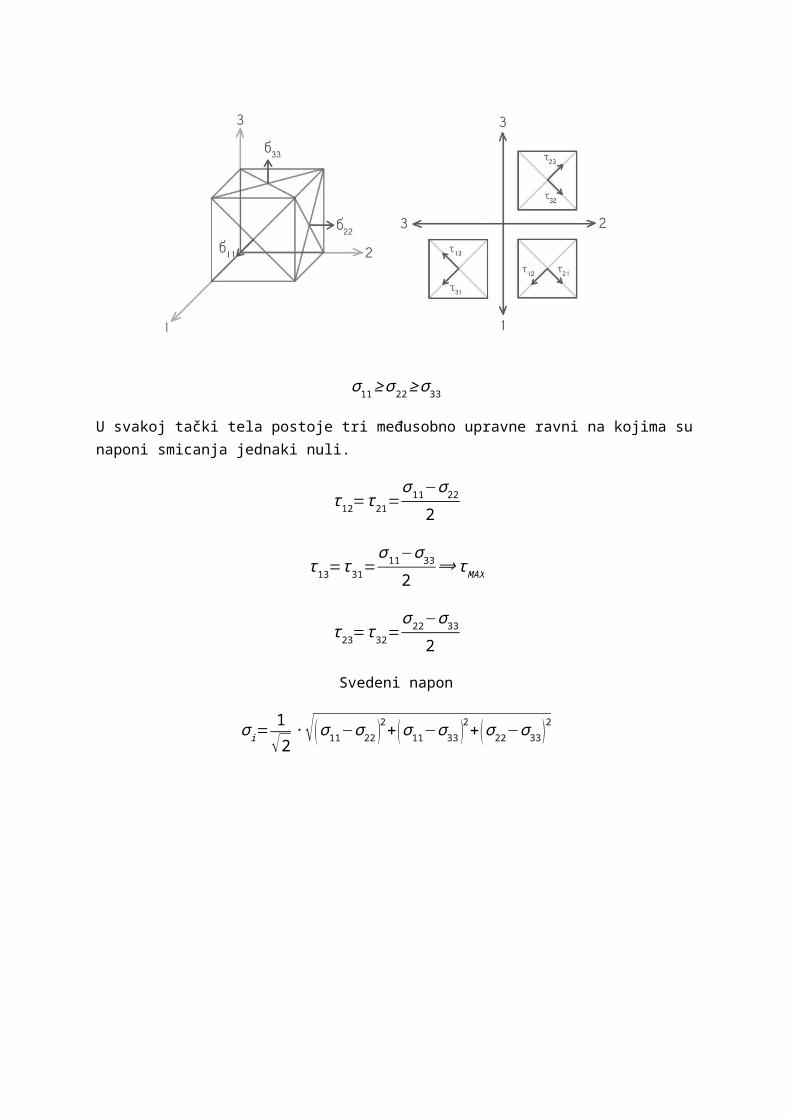
σ 11≥σ 22≥σ33
U svakoj tački tela postoje tri međusobno upravne ravni na kojima su naponi smicanja jednaki nuli.
τ12=τ21=σ11−σ222
τ13=τ31=σ11−σ332
⟹ τMAX
τ 23=τ32=σ22−σ 332
Svedeni napon
σ i=1
√2∙√ (σ11−σ 22)
2+(σ11−σ33 )2+(σ22−σ33 )2
45. Uslovi plastičnosti
Uslovi plastičnosti definišu prelaz materijala iz čvrstog ili elastičnog stanja u plastično stanje(stanje tečenja).
1) Pri jednoosnom naprezanjuσ 11=σ T=Re=K
2) Ravansko stanje
f (σ11 , σ22 , σ33 )=CONST=K
a. Kriterijum najvećeg napona smicanja
2 τ13=σ11−σ33=2 τMAX=σT=Re=K
Plastično deformisanje nastaje kada razlika između najvećeg i najmanjeg napona dostigne granicu tečenja.
b. Energetski kriterijum
σ i=1
√2∙√ (σ11−σ 22)
2+(σ11−σ33 )2+(σ22−σ33 )2=σ T=Re=K
Plastično deformisanje nastaje kada svedeni napon dostigne vrednost napona tečenja.
46. Deformacije, vrsta i podela
h0>h1b0<b1l0<l1
V=h0b0 l0=h1b1 l1
Pravougli paralelopiped, početne mere:
Visina h0Dužina l0Širina b0
Idealni slučaj plastičnog deformisanja bez trenja je novi paralelopiped h1, b1, l1
Apsolutne deformacije Relativne deformacije
∆ h=h1−h0
∆ l=l1−l0
∆ b=b1−b0
ε h=∆hh0
ε l=∆ ll0
ε b=∆bb0
Stepeni deformacija Glavne logaritamske deformacije
η=h1h0
λ=l1l0
β=b1b0
φh=ln η=lnh1h0
=∫h0
h1dhh
φ l=ln λ=l1l0=∫
l0
l1dll
φb=ln β= lnb1b0
=∫b0
b1dbb
η ∙ λ ∙ β=h1b1l1h0b0l0
=1 φh+φl+φb=0
47. Istisnuta zapremina, brzina deformacije i brzina deformisanja
A0=l0∙ b0
A1=l1 ∙ b1
A=l ∙ b
d V ih=A ∙dh=l ∙b ∙ dh=l ∙ b ∙ dh ∙hh=V ∙
dhh
V ih=∫V ∙dhh
=V∫ dhh
=V ∙φh
V ih=V ∙φh
V il=V ∙φl
V ib=V ∙φb
V i=V ih+V il+V ib=V ∙ (φh+φl+φb )=0
Brzina deformacije definiše se kao promena logaritamske deformacije u jedinici vremena.
V dh=d φh
dt=d (∫ dh
h )dt
=dhh∙1dt
∙lblb
=dV ih
V ∙dt=d (
V ih
V)
dt
Brzina deformacije je promena specifične istisnute zapremine u jedinici vremena.
V dh ( sr )=V ih
V ∙∆ t= 1∆ t [ 1s ]
Brzina deformisanja je promena visine tela u jedinici vremena.
V h=dhdt
=h∙V dh
V h ( sr )=h1−h0∆ t
=∆h∆ t [mms ]
48. GFO pri plastičnom deformisanju
U obradi plastičnim deformisanjem glavni faktori obrade su:
1) Deformaciona sila F2) Deformacioni rad W
F=A ∙K – Proizvod trenutne pritisnute površine i speifičnog deformacionog otpora. Sila F ima karakter specifičnog pritiska.
K=f (T , ε ,V d)
dW=F ∙dh=K ∙ A ∙dh – Elementarni deformacioni rad
dW=K ∙ A ∙dh=K ∙ (l ∙ b ) ∙ dh ∙ hh=K ∙ ( l ∙ b ∙ h ) ∙ dh
h=K ∙V ∙
dhh

W=V ∙∫h1
h0
K ∙dhh
U toplom stanju K=const
W=V ∙ K ∙∫h1
h0dhh
=V ∙ K ∙φ ih=K ∙V ih
FMAX=K ∙ A1 – Najveća deformaciona sila
U hladnom stanju K ≠const
W=V ∙ Km ∙∫h1
h0dhh
=V ∙ Km ∙ φih
FMAX=K1 ∙ A1 – Najveća deformaciona sila
Km=K0+K1
2
K0 – Specifični deformacioni otpor na početku deformisanja φ ih=0K1 – Specifični deformacioni otpor na
kraju deformisanja φ ih=lnh0h1
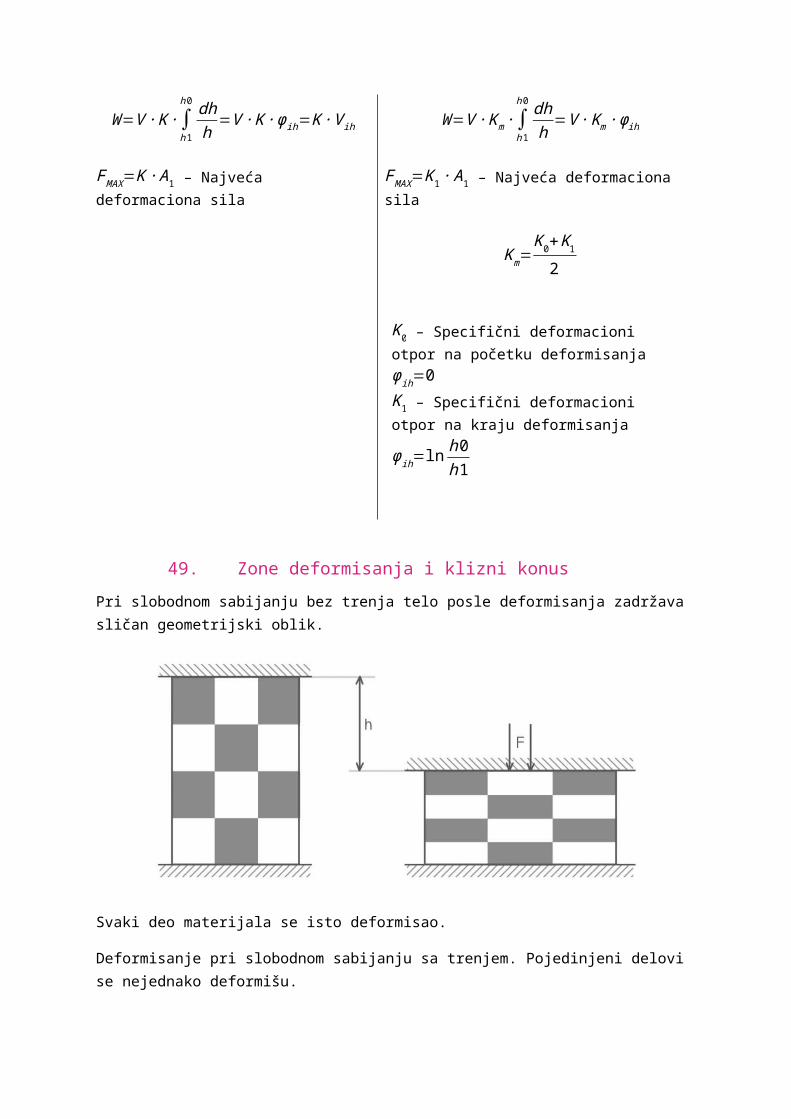
49. Zone deformisanja i klizni konus
Pri slobodnom sabijanju bez trenja telo posle deformisanja zadržava sličan geometrijski oblik.
Svaki deo materijala se isto deformisao.
Deformisanje pri slobodnom sabijanju sa trenjem. Pojedinjeni delovi se nejednako deformišu.
Ako se u preseku deformisanog tela posmatraju vlakna materijala, onda se mogu uočiti prevojne tačke. Skup ovih tačaka na gornjem i donjem delu obratka definišu dva konusa. Ovi konusi približno odgovaraju zoni ometanog širenja i nazivaju se klizni konusi.Na samim ivicama konusa mogu se pojaviti pukotine.
50. Uticaj trenja na GFO pri sabijanju
Pri sabijanju sa trenjem, zbog pojave zone ometanog širenja dolazi i do povećanja deformacionog otpora.

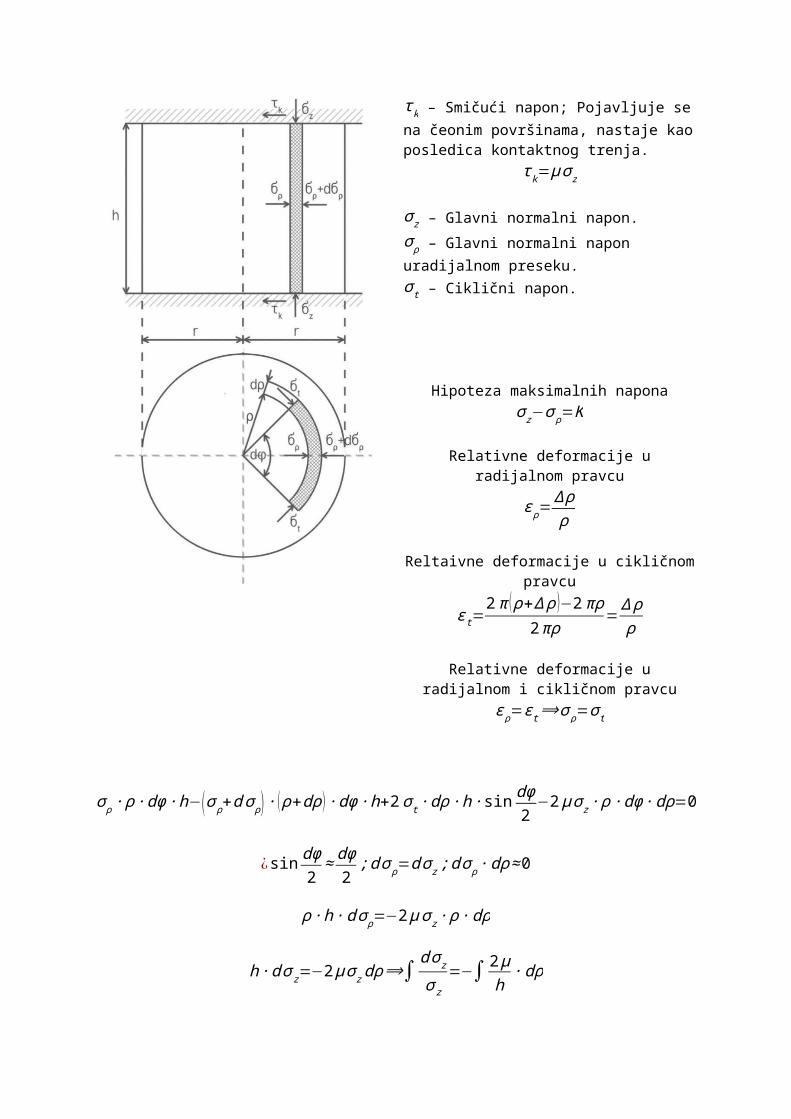
τ k – Smičući napon; Pojavljuje se na čeonim površinama, nastaje kao posledica kontaktnog trenja.
τ k=μσ z
σ z – Glavni normalni napon.σ ρ – Glavni normalni napon uradijalnom preseku.σ t – Ciklični napon.
Hipoteza maksimalnih naponaσ z−σ ρ=K
Relativne deformacije u radijalnom pravcu
ε ρ=∆ ρρ
Reltaivne deformacije u cikličnom pravcu
ε t=2π ( ρ+∆ ρ )−2 πρ
2πρ=∆ ρ
ρ
Relativne deformacije u radijalnom i cikličnom pravcuε ρ=εt⟹σ ρ=σ t
σ ρ ∙ ρ ∙ dφ ∙h−(σ ρ+dσ ρ ) ∙ ( ρ+dρ ) ∙ dφ∙h+2σ t ∙dρ ∙h ∙sindφ2
−2 μσ z ∙ ρ ∙ dφ ∙dρ=0
¿ sin dφ2
≈dφ2
;d σρ=d σ z; dσ ρ ∙ dρ≈0
ρ ∙h∙d σ ρ=−2 μσ z ∙ ρ ∙ dρ
h ∙d σ z=−2μ σ zdρ⟹∫ d σz
σ z
=−∫ 2μh
∙dρ
σ z=C ∙e−2 μh
ρ
Poznato stanje:
r=ρ ;σ ρ=0 ;σ z=K
C=K ∙e2μh
r

σ z=K ∙e2μh
(r−ρ)
Razvijamo funkciju u red:
σ z=K ∙ [1+ 2μh (r−ρ)]Deformaciona sila
F=∬σ zdA
dA=2 πρdρ
F=∬K ∙[1+ 2μh (r−ρ )]2 πρdρ=2πK∫0
d /2
[1+ 2 μh (r−ρ )] ρdρF=K ∙
d2π4 (1+ μd
h−23∙μdh )=K ∙ A (1+ μd
3h )=K s ∙ A
K s=(1+ μd3h ) ∙ K
Elementarni deformacioni rad
dW=F ∙dh
dW=K ∙ A ∙(1+ μd3h ) ∙ dh
W=K ∙ [∫hb
ha
A ∙dh+∫hb
ha
A ∙μd3h
∙dh]V=A ∙h=d2π
4∙ h⟹ A=V
h;d=√ 4Vπh
W=K ∙ ⌊∫hb
ha
Vh∙dh+∫
hb
ha
Vh∙μ3h
∙√ 4 Vπh ∙dh ⌋
W=K ∙V ih+2 μ9∙ K ∙V ∙[ db
hb−d a
ha ]W=K sm ∙V ih
2μ9
∙K ∙V ∙[ db
hb
−da
ha ] – Povećanje deformacionog rada usled trenja na čeonim
površinama valjkastog obratka.

Kod sabijanja prizmatičnih otkovaka nema deformacije duž dužine otkovka, već deformacija ide samo po širini
51. Istosmerno istiskivanja, deformaciona sila i rad
V p=V 0
Početna površina preseka
A0=(D02−d2) ∙ π
4
Krajnja površina preseka
A1=(d12−d2 ) ∙ π4
Za istiskivanje punih tela, d=0
Deformacioni rad
W=Km ∙V ih=Km ∙V ∙φ ih
W=Km ∙V ∙ lnA0A1
Put koji pređe potiskivač
h'=H 0−h
W=F ∙h'
Istosmerna deformaciona sila
F=Wh
=Vh∙K m∙ ln
A0A1
=Km ∙ A0 ∙ lnA0A1

52. Suprotnosmerno istiskivanje, deformaciona sila i rad
Dve operacije:
1) Sabijanje materijala ispod čeone površine istiskivača
F1=K0 ∙ A(1+ μd3h )
2) Bočno istiskivanje materijala ispod istiskivača koji se naknadno sabija na zidovima kalupa
F2=A ∙K1[1+ h0s (0,25+ μ
2 )]Ukupna suprotnosmerna deformaciona sila
F s=F1+F2=A [K0(1+ μd3h )+K1[1+ h0
s (0,25+ μ2 )]]
Deformacioni rad
W=F s ∙ h'=F s ∙ (h0−h )
53. Deformacije pri izvlačenju
U procesu izvlačenja, prečnik pripremka D0=2R0 se smanjuje na prečnik D=2R oboda, a materijal na ivici prstena za izvlačenja d=2r deformisanjem se smanjio sa prečnika D x=2x0
ri=r p=0 Relativna deformacija na spoljašnjoj ivici oboda obrtka
2 rπ h'=π (R02−R2 )R0=√R2+2 rπ h '
R=√R02−2 rπ h'
2 rπ h'=π (x02−r2 )x0=√r2+2 rπ h'
εR=2 π R0−2πR
R0=R0−R
R0=∆ R
R0Relativna deformacija na ivici prstena za izvlačenje
ε r=2π x0−2 πr
x0=x0−r
x0=∆x
x0
ri – Poluprečnik zaobljenja izvlakača
r p – Poluprečnik prstena za izvlačenje
ri=r p=0⟹ Došlo bi do pucanja materijala
Postoje dva slučaja:
h=ri+r p+s2+ s2
h=ri+r p+s
h+h'=π2 (r i+ s
2 )+ π2 (r p+
s2 )=π
2(ri+r p+s)
h'=( π2−1) (ri+r p+s)
h'=0,57 (ri+r p+s)
h≤ ri+r p+s1)
h=ri+r p+s2+ s2
h=ri+r p+s
h+h'=π2 (r i+ s
2 )+ π2 (r p+ s
2 )+h−( ri+r p+s )
h'=h−0,43 (r i+r p+s )
h>ri+r p+s
Glavna logaritamska deformacija na ivici oboda

φR=ln2 π R02πR
=12ln
R02
R02−2 rh'
Glavna logaritamska deformacija na ivici prstena
φ r= ln2π x02πr
=12ln
r+2h'r
Ukupna relativna deformacija
ε=D 0−d
D0
=R0−r
R0
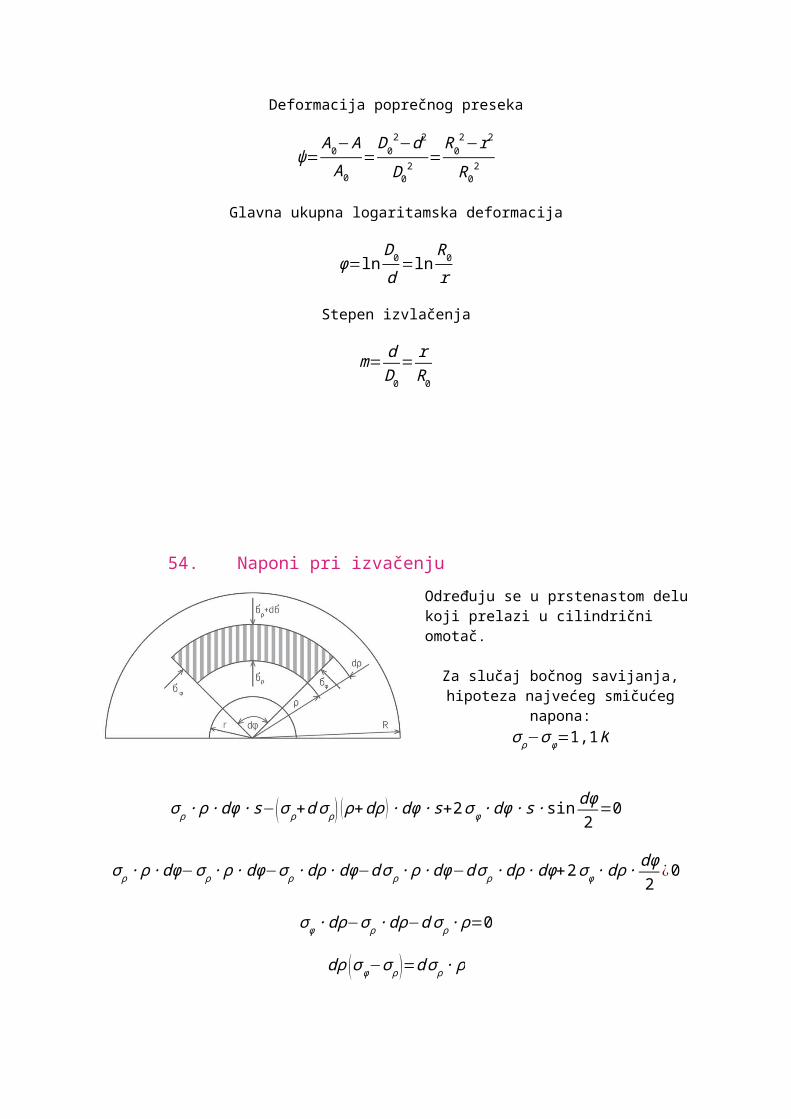
Deformacija poprečnog preseka
ψ=A0−AA0
=D 0
2−d2
D02 =
R02−r2
R02
Glavna ukupna logaritamska deformacija
φ=lnD0
d=ln
R0r
Stepen izvlačenja
m= dD0
= rR0
54. Naponi pri izvačenju
Određuju se u prstenastom delu koji prelazi u cilindrični omotač.
Za slučaj bočnog savijanja, hipoteza najvećeg smičućeg napona:
σ ρ−σφ=1,1K
σ ρ ∙ ρ ∙ dφ ∙ s−(σ ρ+d σ ρ ) ( ρ+dρ ) ∙ dφ ∙ s+2σ φ ∙ dφ ∙ s ∙ sindφ2
=0
σ ρ ∙ ρ ∙ dφ−σ ρ ∙ ρ ∙ dφ−σ ρ ∙ dρ∙ dφ−d σ ρ ∙ ρ ∙dφ−d σ ρ ∙ dρ ∙ dφ+2σφ ∙dρ ∙dφ2
¿0
σ φ ∙ dρ−σ ρ ∙ dρ−d σ ρ ∙ ρ=0
dρ (σ φ−σ ρ )=dσ ρ ∙ ρ
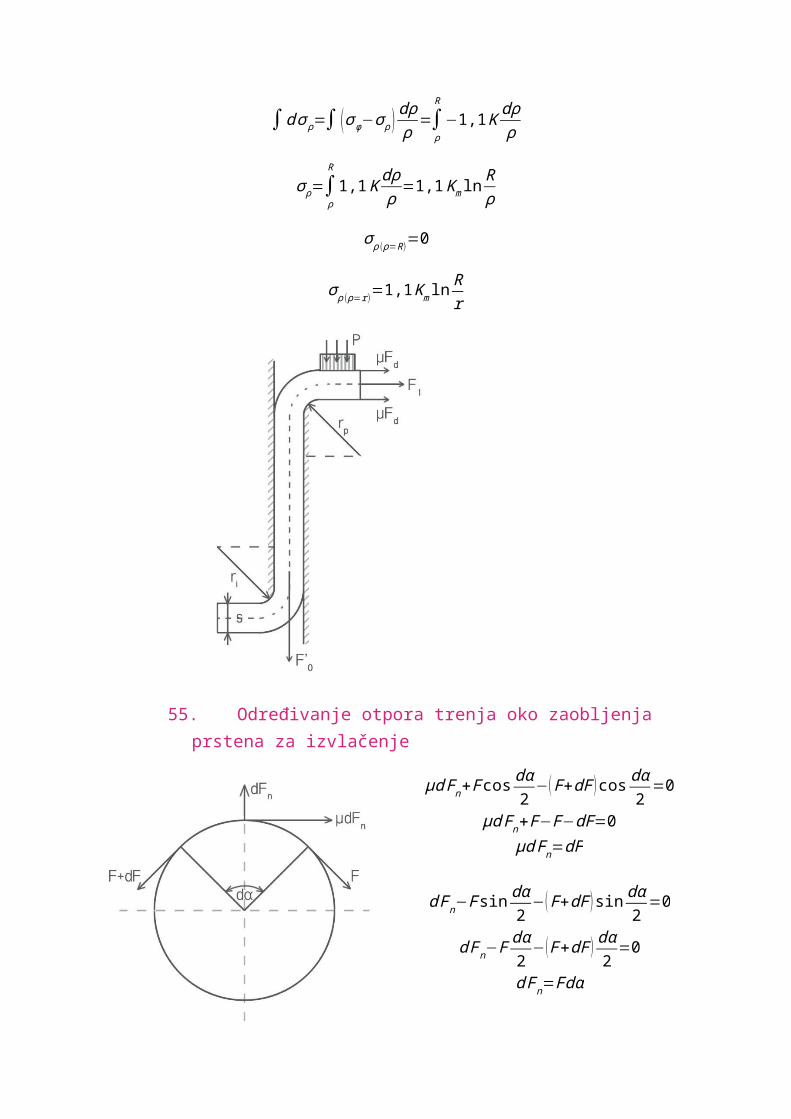
∫ dσ ρ=∫ (σφ−σρ ) dρρ
=∫ρ
R
−1,1K dρρ
σ ρ=∫ρ
R
1,1Kdρρ
=1,1Km lnRρ
σ ρ (ρ=R )=0
σ ρ (ρ=r)=1,1K m lnRr

55. Određivanje otpora trenja oko zaobljenja prstena za izvlačenje
μd Fn+F cosdα2
−(F+dF ) cos dα2
=0
μd Fn+F−F−dF=0μd Fn=dF
d Fn−F sindα2
−(F+dF ) sin dα2
=0
d Fn−Fdα2
−(F+dF ) dα2
=0
d Fn=Fdα
∫F 0
F0'
dFF
=∫0
π /2
μdα⟹ F0'=F0 e
μ π2
F3=F0'−F0=F0(eμ
π2−1)
56. Određivanje deformacione sile izvlačenja
F4=2 rπsKF
2 r p+s
57. Otpor bočnog sabijanja pri izvlačenju
Otpor bočnog sabijanja se javlja pri prelasku prstenastog dela u cilindrični omotač.
F1=A ∙σρ ( ρ=r )=2πrs ∙1,1Km lnRr=2,2πrs Km ln
Rr

58. Obrada savijanjem
Jedna od metoda obrade plastičnim deformisanjem.
Značajna kod obrade lima gde se dobijaju različiti profili ili doboši za rezervoare i kotlove.
Zavisno od mera i oblika delova, savijanje limova se uzvodi u alatima za savijanje, na mehaničkim ili hidrauličkim presama i na specijalnim mašinama za savijanje.
Prema obliku dobijenih delova savijanjem, postoji:
1) Kružno savijanje (na mašinama)2) Fazonsko savijanje (u alatima)3) Ispravljanje lima (na mašinama)
59. Mehanički sistemi sa upravljačkim vratilom
Primenjuju se na mehaničkim poluautomatima i automatima.
Program upravljanja ostvaruje se preko nosača – programa koji se postavljajuna upravljačko vratilo, a to su:
Šeme upravljanja mehaničkim automatima, prea načinu izvođenja praznih hodova postoje 3 grupe upravljanja sa upravljačkim vratilom:
Javlja se gubitak vremena.Brzina obrtanja upravljačkog vratila je konstantna za ceo
ciklus.

Poziciono kretanje ostvaruje se brže, pošto je vreme izrade
dela kraće.Prii izvođenju automatskog ciklusa, upravljačko vratilo
ima dve brzine.
Koristi se u velikoserijskoj i visokoserijskoj proizvodnji.Radni, i deo praznih hodova vrši se pomoću upravljačkog vratila, a drugi deo praznih
hodova preko pomoćnih upravljačkih vratila sa većim
brzinama.
60. Kopirni sistemi
Program upravljanja je šablon koji predstavlja deo ili prototip izratka.
Može se ostvariti upravljanje obradom delova sa konturno ravnim ili prostorno složenim površinama.
Mogu biti:
1) Mehanički2) Hidraulični3) Pneumatsko-hidraulični4) Elektro-hidraulični5) Elektro-mehanički

61. Sistemi kontaktnog prograskog upravljanja
Karakteriše ih mala fleksibilnost; nisu zaživeli jer su ih zamenili numerički sistemi.
Način upravljanja:
1) Deo programskog upravljanja zadaje se preko tastera, čitača trake, čipova i komandne table.
2) Drugi deo programa definiše veličinu radnih hodova preko graničnika koji se postavljaju na specijalne lenjire ili doboše sa žlebovima.
Nazivaju se i sistemi upravljanja pomoću graničnika ili sistemi upravljanja ciklusia obrade.
Mogu biti:
1) Hidraulički2) Pneumatski3) Električni

62. Struktura NU sistema
2 grupe:
1) Poziciono NU od tačke do tačkebušilice i bušilice glodalice
2) Konturno NU pomeranje radnih organa mašine ide po predviđenoj putanji programa upravljanja
U zavisnosti od povratne sprege, tj. od mernog sistema, NU sistemi mogu biti:
1) Otvoreni sistem
Nemaju merni sistem. Na tačnost pomeranja radnog organa mašine utiču elektrokoračni motor sa hidropojačivačem i ceo prenosni mehanizam.
2) Poluzatvoreni sistem
MJS – Motor jednosmerne struje
3) Kvazizatvoreni sistem
Merni element:
EnkoderRizolver
4) Zatvoreni sistem
Signal povratne sprege dobija se pomoću odgovarajućeg mernog elementa.
Dosta su tačniji, ali složeniji i skuplji u odnosu na otvorene.
Koriste motore jednosmerne struje.
Osnovne vrste upravljanja:
1) Konvencionalno numeričko upravljanje – kruta struktura, operacije se izvode pomoću blokova
2) Kompjutersko numeričko upravljanje – stuktura obuhata: procesor, memoriju i ulaz/izlaz
3) Direktno numeričko upravljanje –sastoji se iz jednog računara i više mašina alatki. Osnovna funkcija ovih sistema je memorisanje programa upravljanje i njegova distribucija zavisno od potrebe pojedinjenih mašina.
63. Adaptivni sistemi graničnog upravljanja
64. Adaptivni sistemi optimalnog upravljanja
65. Osnove tehnoloških procesa
Vrste proizvodnje:
I – Grupna
Pojedinačna – Koriste se univerzalne mašine, visoko kvalifikovani računarski sistemi i ne projektruje se tehnologijaMaloserijska
II – Tipska
Serijska – Veći broj komada u dužem vremenskom periodu, univerzalne i specijalne mašine alatke i piše se tehnološki procesVelikoserijskaMasovna – Proizvodnja istih delova u dužem vremenskom periodu, piše se tehnološki proces
Realizacija projektovanja tehnoloških procesa ide u dva pravca; Za postojeću fabriku, i obrade i fabrike.