Embed Size (px)
Citation preview
Cours Matériaux 2005
SOLIDIFICATION
GENERALITES
Jean-Marc HAUDIN
CEMEF
PLAN
1. INTRODUCTION
2. LES MATERIAUX DE DEPART
3. DESCRIPTION DE PROCEDES TYPES
4. PROBLEMES SCIENTIFIQUES ET TECHNIQUES
1. INTRODUCTION
- ELABORATION : création du matériau et formulation
- TRANSFORMATION/MISE EN ŒUVRE/MISE EN FORME(FORMING/PROCESSING)
- MISE EN FORME A PARTIR DE L ’ETAT LIQUIDE,PATEUX, PULVERULENT SOLIDIFICATIONFORME DEFINITIVE OU NOUVELLE TRANSFORMATION
2. LES MATERIAUX DE DEPART
- METAUX
• état liquide : acier du convertisseur + métallurgiesecondaire (dite en poche)
• état pâteux : entre liquidus et solidus
• état pulvérulent : avec ou sans liant organique
- POLYMERES
• thermoplastiques : poudre ou granulés, qui vont êtrefondus (semi-cristallins) ou plastifiés (amorphes)
• thermodurcissables : solutions, « sirops », poudres àmouler
- CERAMIQUES
• briques, tuiles, poteries: argile, flux (cuisson), charge(retrait après cuisson) + eau qui plastifie
• verres : silice, fondants (abaissement du point defusion), verre recyclé (calcin) Fusion
• ciments : chaux, argile (Portland) ou alumine + eaupour la mise en œuvre
• bétons : pâte de ciment durcie, sable et granulats + eau
• céramiques techniques : poudres avec ou sans liantorganique
- MATIERES AGRO-ALIMENTAIRES
• amidon + eau
III- DESCRIPTION DE PROCEDESTYPES
- PROCEDES CONTINUS
- PROCEDES DISCONTINUS
PROCEDES CONTINUS
- PROCEDES DE COULEE
• coulée continue de l ’acier
• procédé « Float glass »
- L ’EXTRUSION
• la cuisson extrusion de l ’amidon
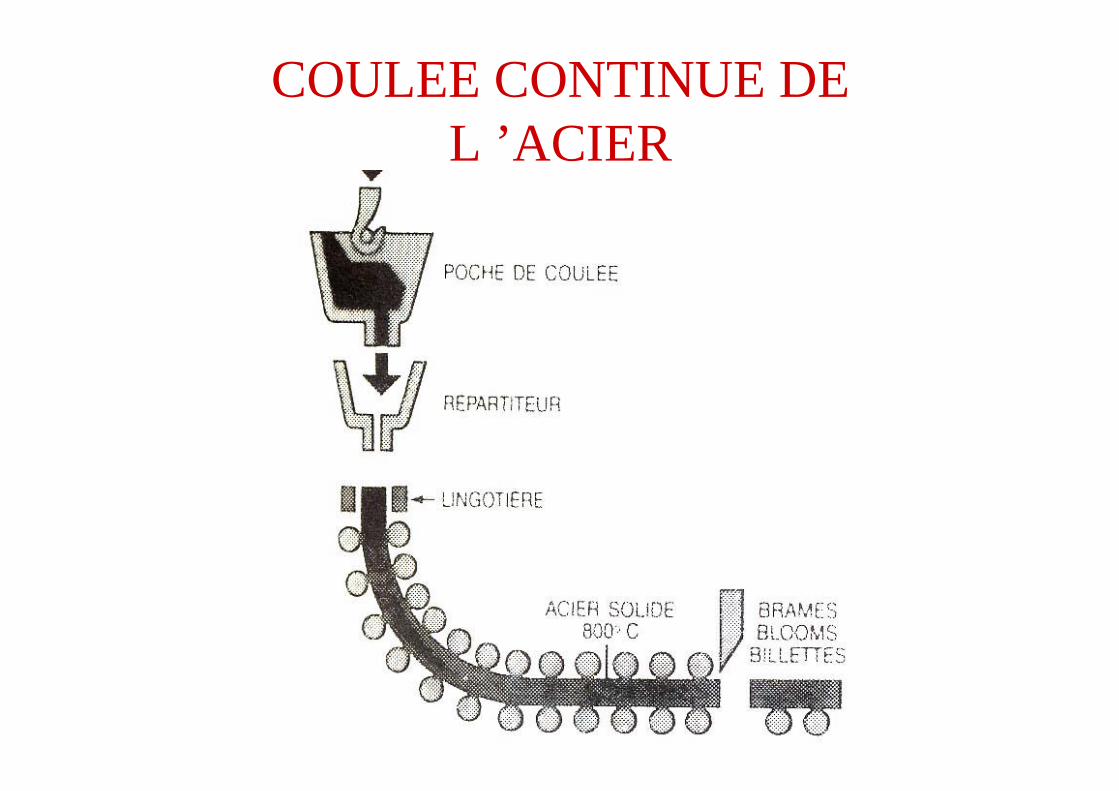
COULEE CONTINUE DEL ’ACIER
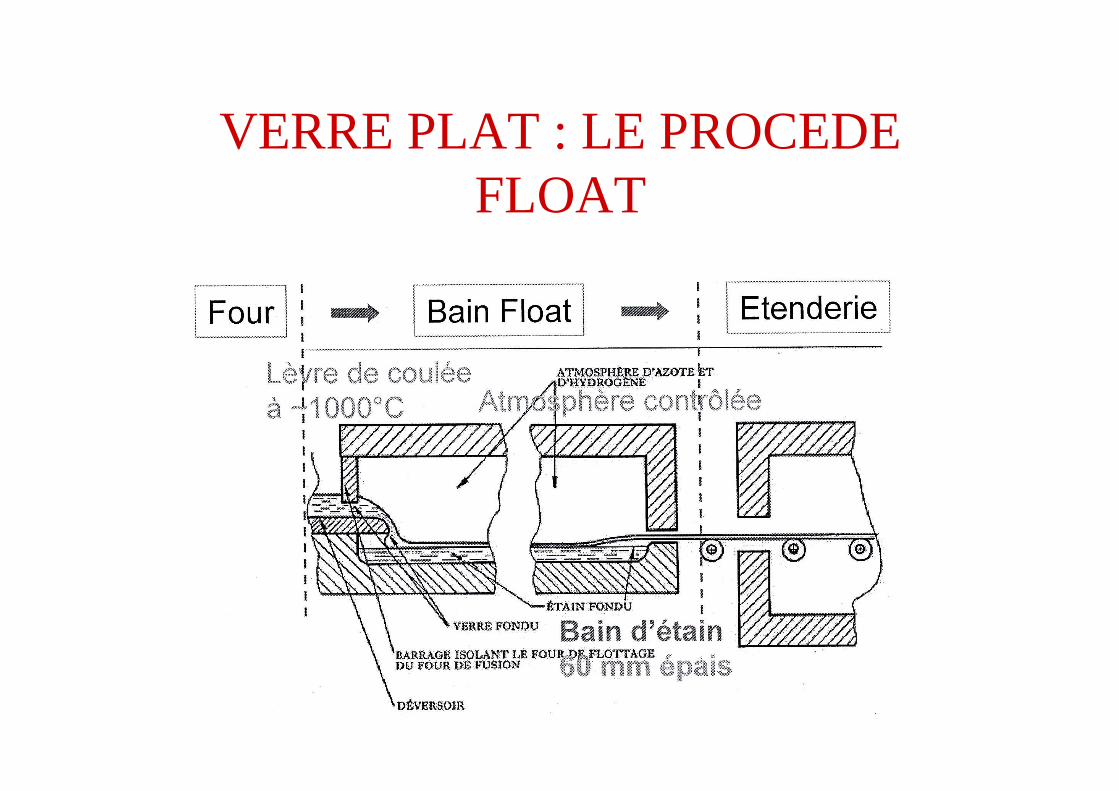
VERRE PLAT : LE PROCEDEFLOAT

L ’EXTRUSION
EXTRUDEUSE BIVIS POUR LA CUISSON EXTRUSION DEL ’AMIDON
PROCEDES DISCONTINUS
- MOULAGE - FONDERIE
• à moule perdu
• à moule permanent
- MOULAGE PAR INJECTION
- SOUFFLAGE
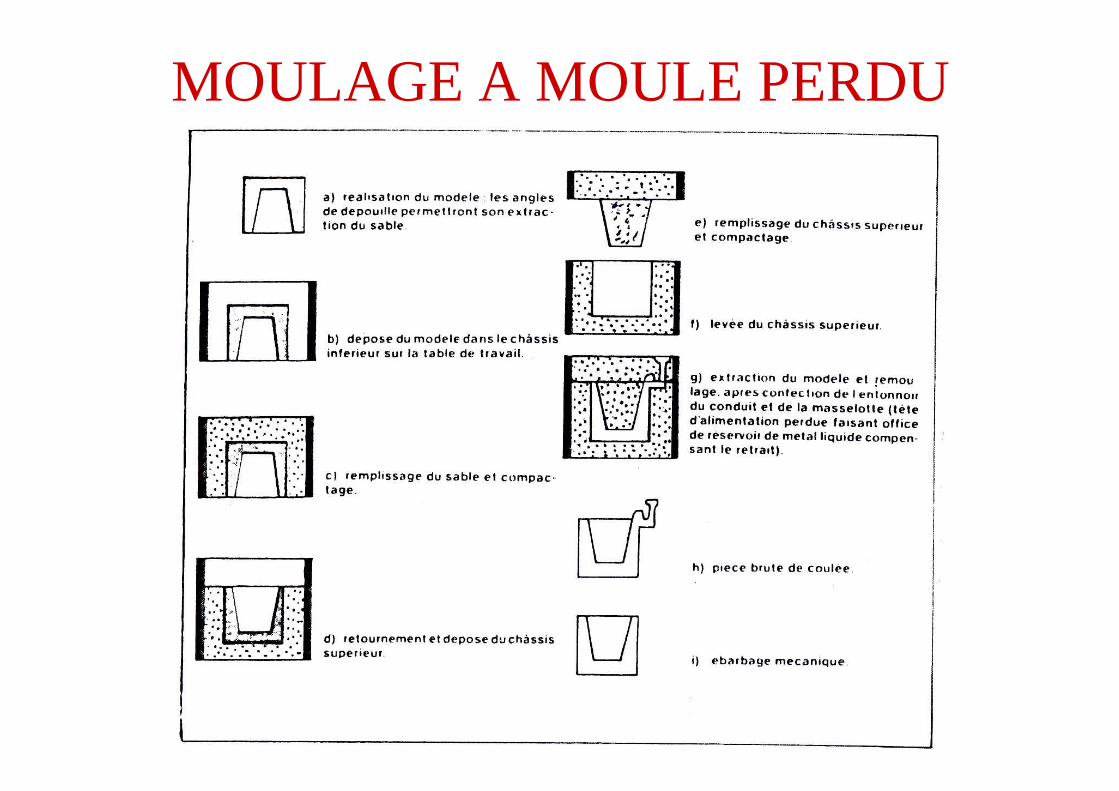
MOULAGE A MOULE PERDU
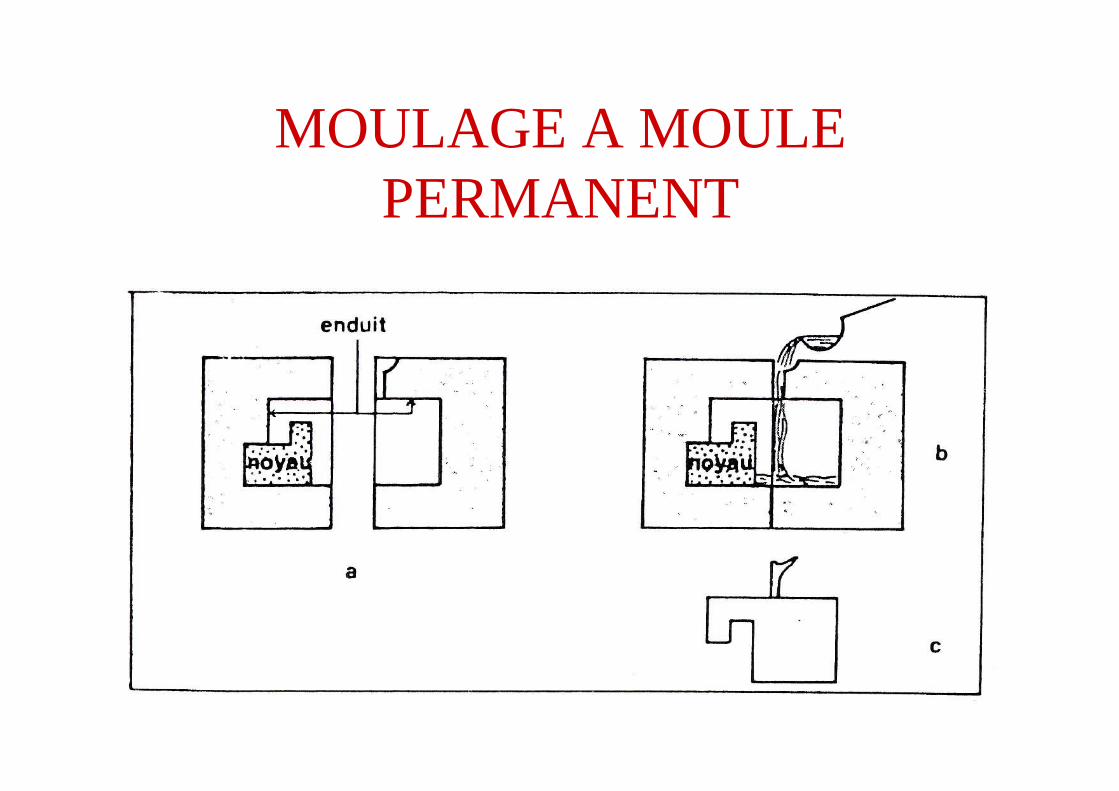
MOULAGE A MOULEPERMANENT
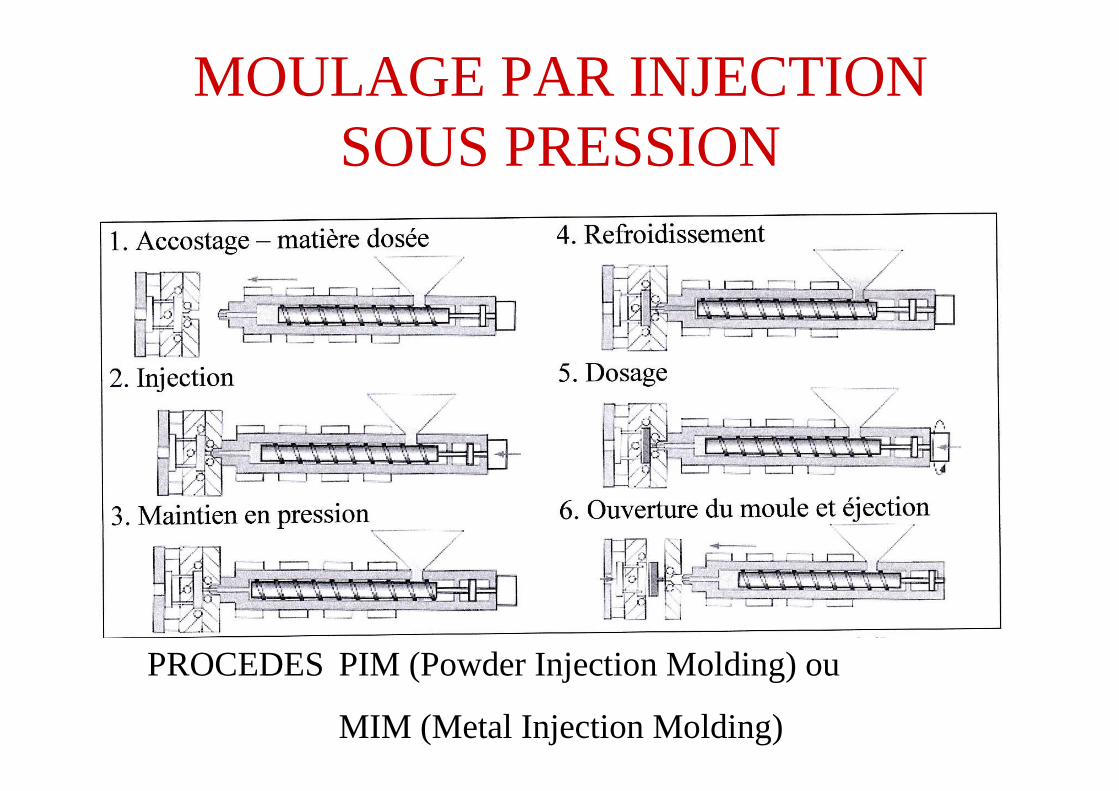
MOULAGE PAR INJECTIONSOUS PRESSION
PROCEDES PIM (Powder Injection Molding) ou
MIM (Metal Injection Molding)
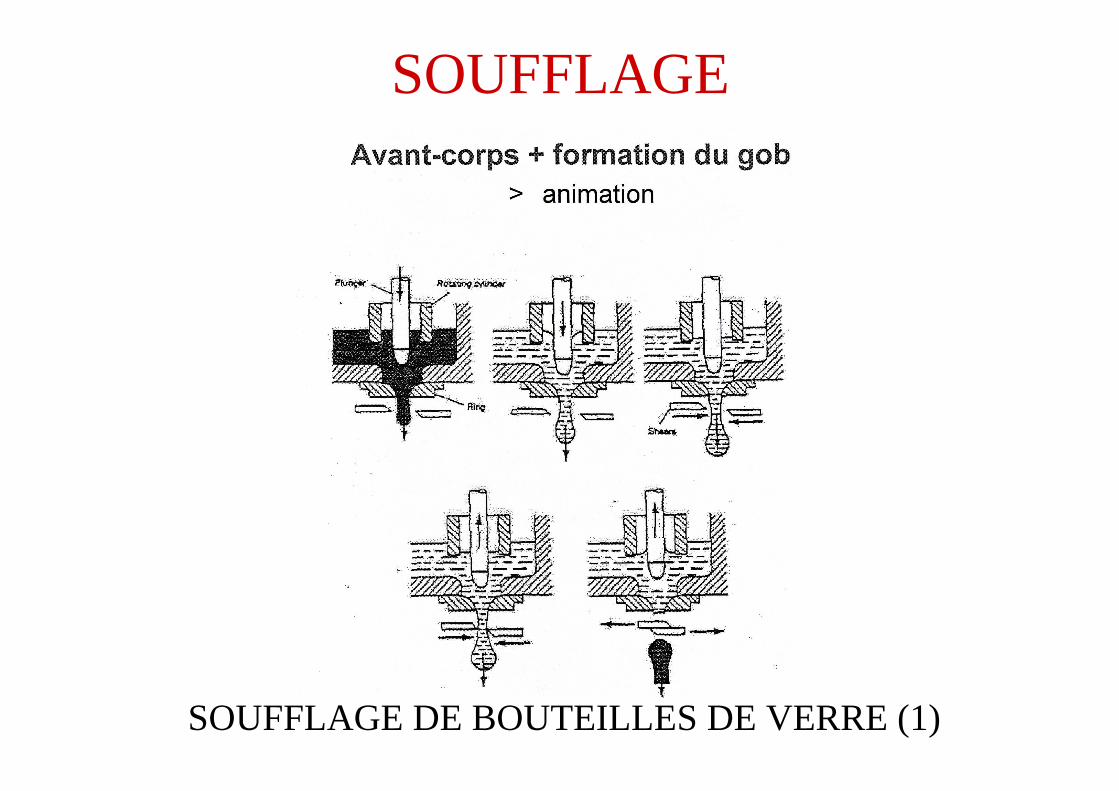
SOUFFLAGE
SOUFFLAGE DE BOUTEILLES DE VERRE (1)
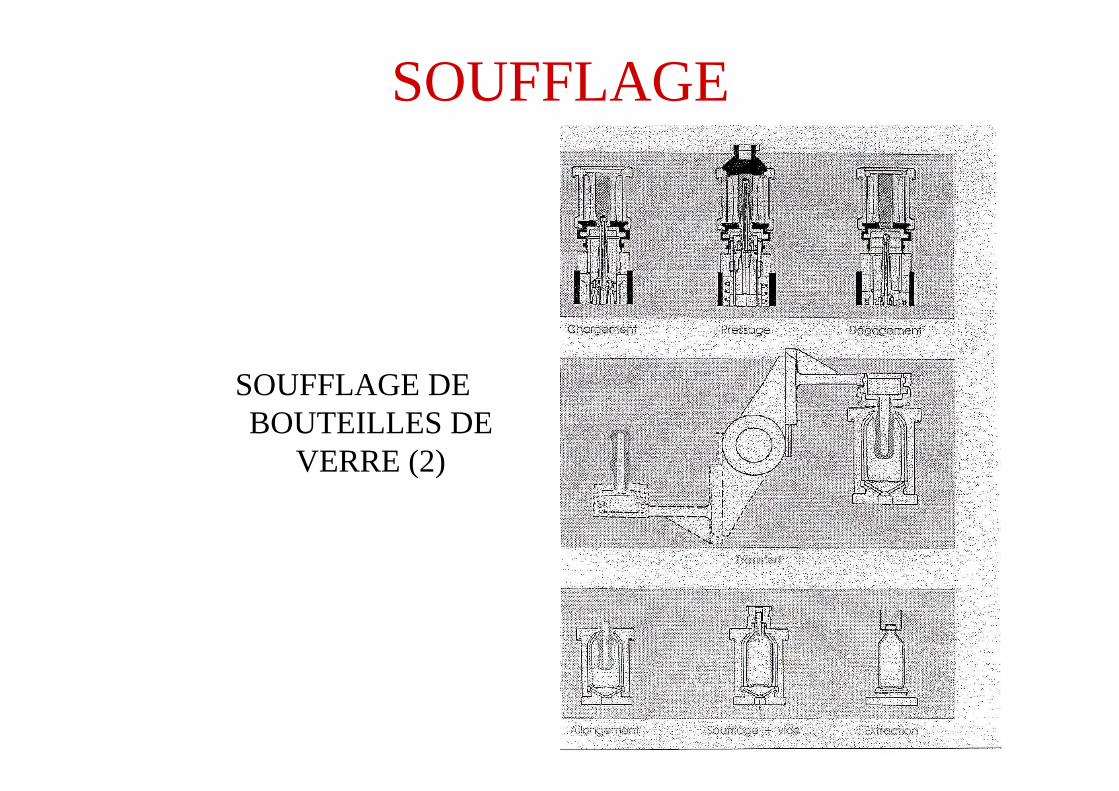
SOUFFLAGE
SOUFFLAGE DEBOUTEILLES DE
VERRE (2)
IV- PROBLEMES SCIENTIFIQUES ETTECHNIQUES
Le rôle du matériau
- la viscosité et sa thermodépendance
- loi de comportement
- propriétés thermiques
- mécanismes de solidification

NOTION DE VISCOSITE
FLUIDITE/COULABILITE VISCOSITE
CISAILLEMENT SIMPLE
Contrainte : (cission)
Vitesse de déformation : (taux de cisaillement)
Viscosité : (en Pa.s)
/) 6τ =
/8 Kγ =�
/η τ γ= �
VISCOSITE
Quelques ordres de grandeur :
• métal fondu :
• polymère fondu : 103 3D�V à faible
• poudre avec liant : 250 3D�V�à 100 s-1
• verres : 103-106 3D�V dans la zone de mise en forme
310 .3D V−
γ�
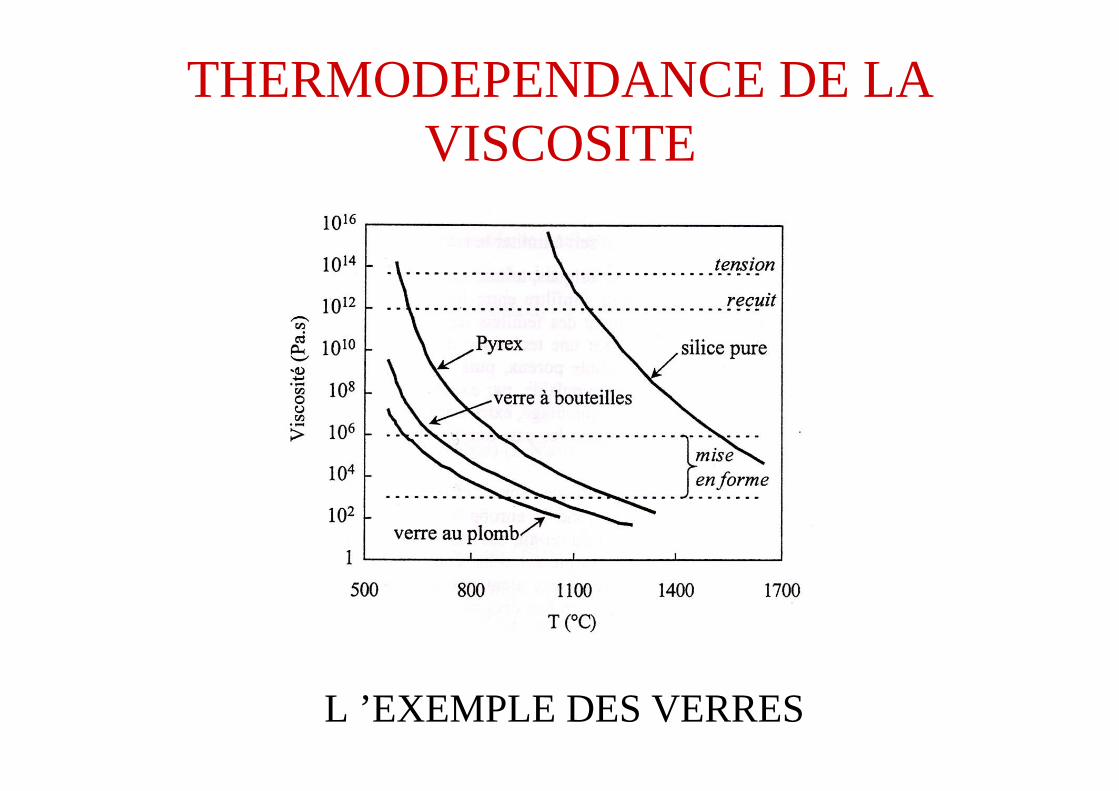
THERMODEPENDANCE DE LAVISCOSITE
L ’EXEMPLE DES VERRES

LE ROLE DE LA VISCOSITE
- Importance des forces de viscosité par rapport aux forcesd ’inertie et de masse
ρ masse volumique, 9 vitesse, K dimension caractéristique del ’écoulement, / longueur ou hauteur de l ’écoulement, Jaccélération de la pesanteur
- Puissance dissipée AUTO-ECHAUFFEMENT
- Dimensionnement des outillages, puissance des moteurs
2: ηγ=� �
ηρ9K=Re
9
J/K1
ηρ=
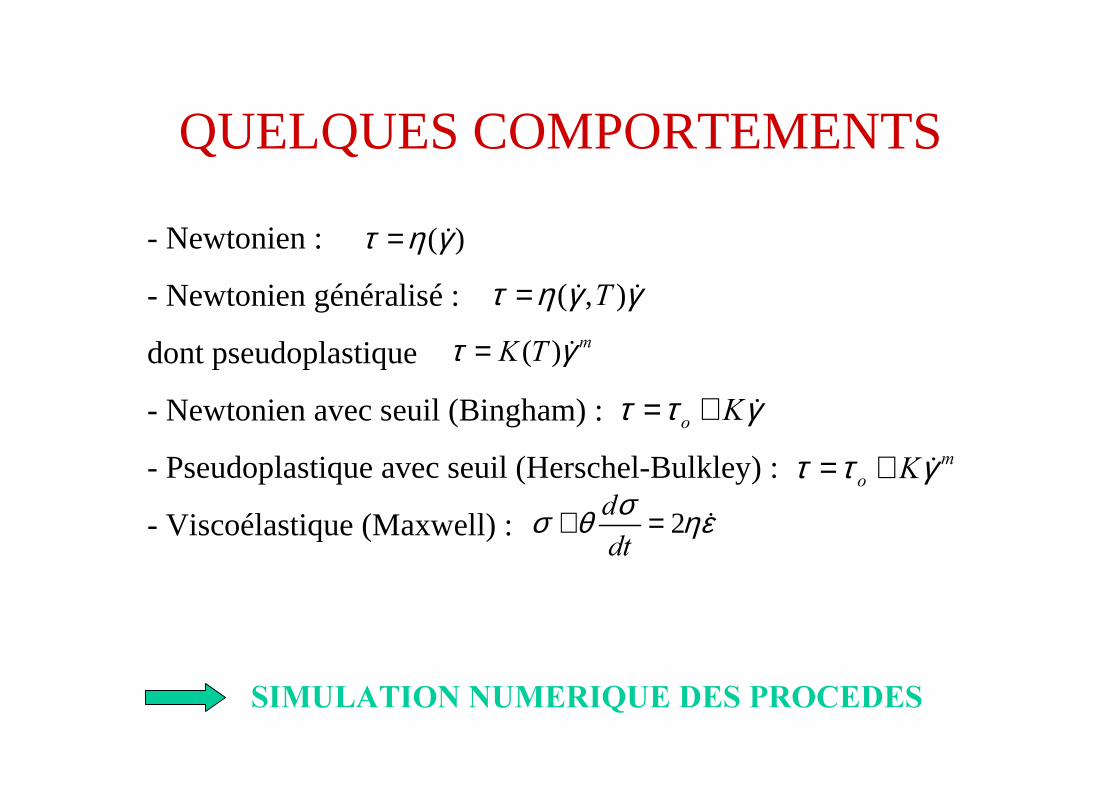
QUELQUES COMPORTEMENTS
- Newtonien :
- Newtonien généralisé :
dont pseudoplastique
- Newtonien avec seuil (Bingham) :
- Pseudoplastique avec seuil (Herschel-Bulkley) :
- Viscoélastique (Maxwell) :
6,08/$7,21�180(5,48(�'(6�352&('(6
( )τ η γ= �
( , )7τ η γ γ= � �
( ) P. 7τ γ= �
R .τ τ γ= + �
P
R .τ τ γ= + �
2G
GW
σσ θ ηε+ = �

ROLE DE LA MASSE ETD ’INERTIE
Effet de vague lors du remplissage d ’un moule par un métal liquide
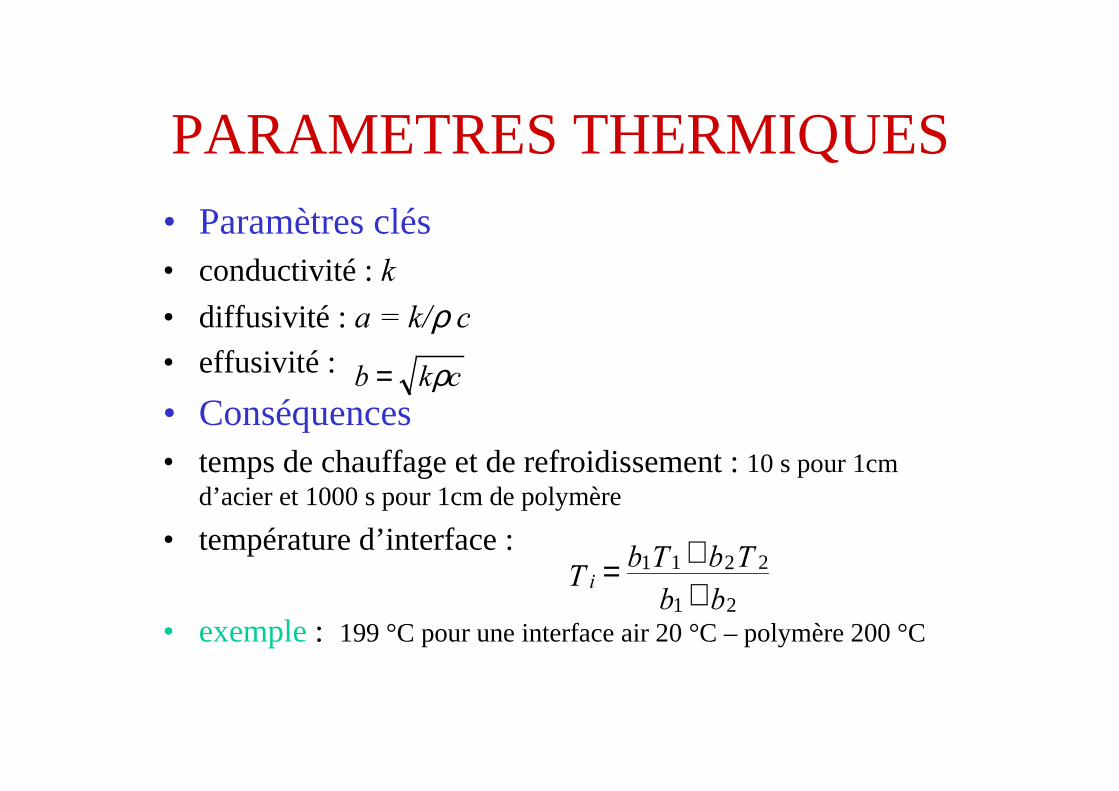
PARAMETRES THERMIQUES• Paramètres clés• conductivité :�N
• diffusivité : D� �N�ρ�F• effusivité :
• Conséquences• temps de chauffage et de refroidissement : 10 s pour 1cm
d’acier et 1000 s pour 1cm de polymère
• température d’interface :
• exemple : 199 °C pour une interface air 20 °C – polymère 200 °CEE
7E7E7 L
21
2211
++=
FNE ρ=

MECANISMES DESOLIDIFICATION
• Vitrification: verres, thermoplastiques amorphes
• Réticulation: thermodurcissables
• Cuisson expansion de l’amidon: évaporation de l’eau
• Cuisson des briques: formation d’une phase vitreuse
• Prise des ciments: réactions chimiques
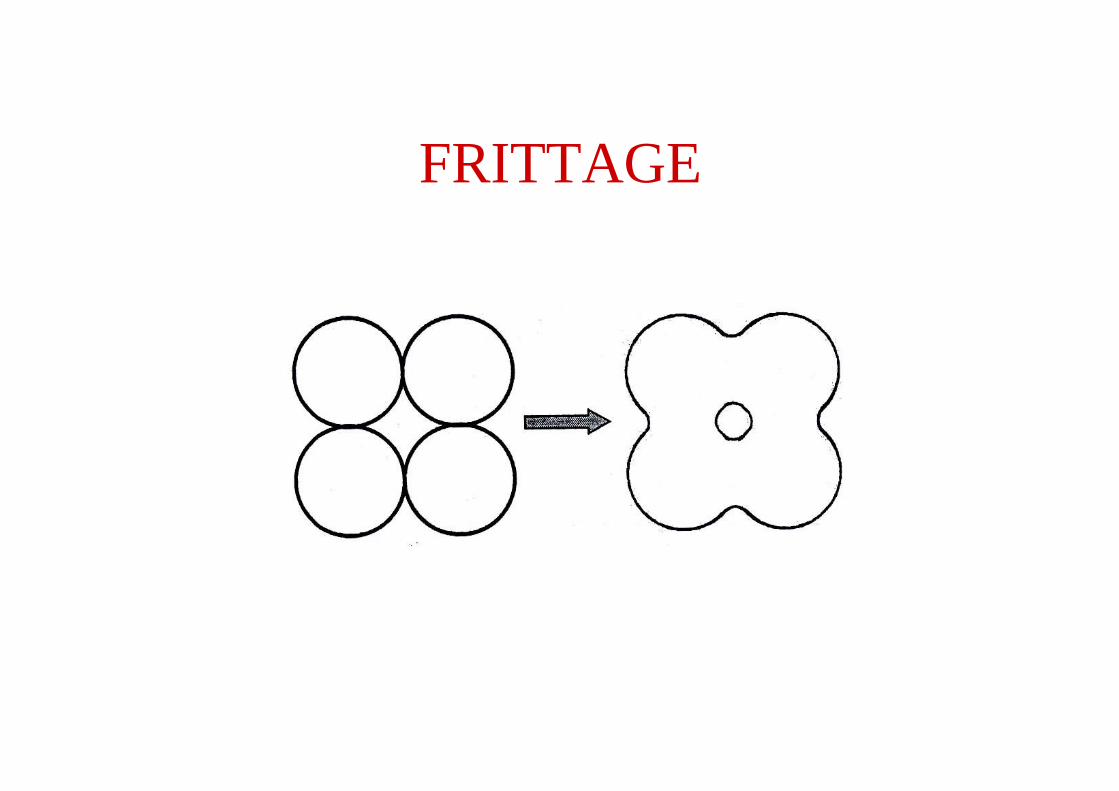
• Densification des poudres: frittage
• CRISTALLISATION
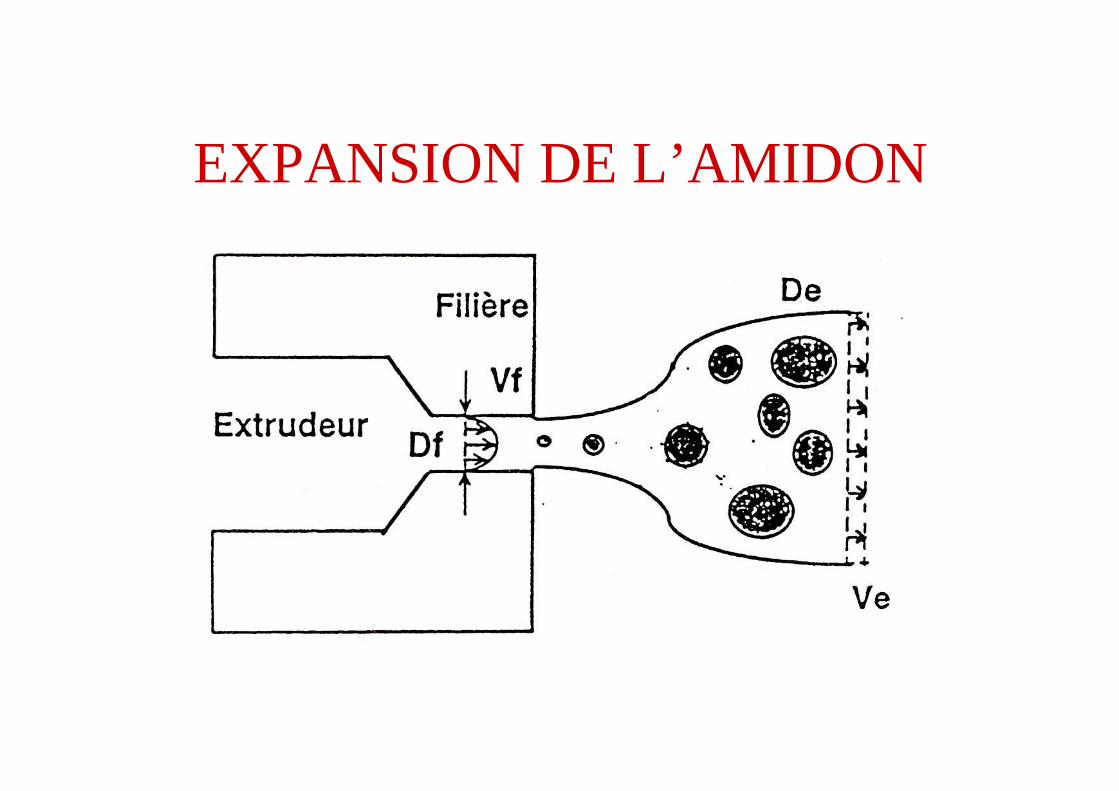
EXPANSION DE L’AMIDON
FRITTAGE
CRISTALLISATION• Transition thermodynamique du premier ordre
• Germination : homogène ou hétérogène
• Croissance : diffusion ou mécanisme interfacial
• Cinétique globale :
• fraction volumique cristallisée
• OU
• fraction volumique transformée en entités morphologiquesd’une forme donnée (sphères en 3D)
• LOI d’AVRAMI
• &HV�GHX[�QRWLRQV�QH�VRQW�pTXLYDOHQWHV�TXH�SRXU�XQ
PDWpULDX������FULVWDOOLQ����
LOI d’AVRAMI
• Forme générale
� α’(t) fraction volumique fictive, correspondant au cas où les entitéspeuvent apparaître et croître indépendamment les unes des autres
• Forme simplifiée
α(t) = 1 – exp [-ktn]
α(t) = 1 - exp [- α’(t)]

RAPPEL: DIAGRAMMEEUTECTIQUE
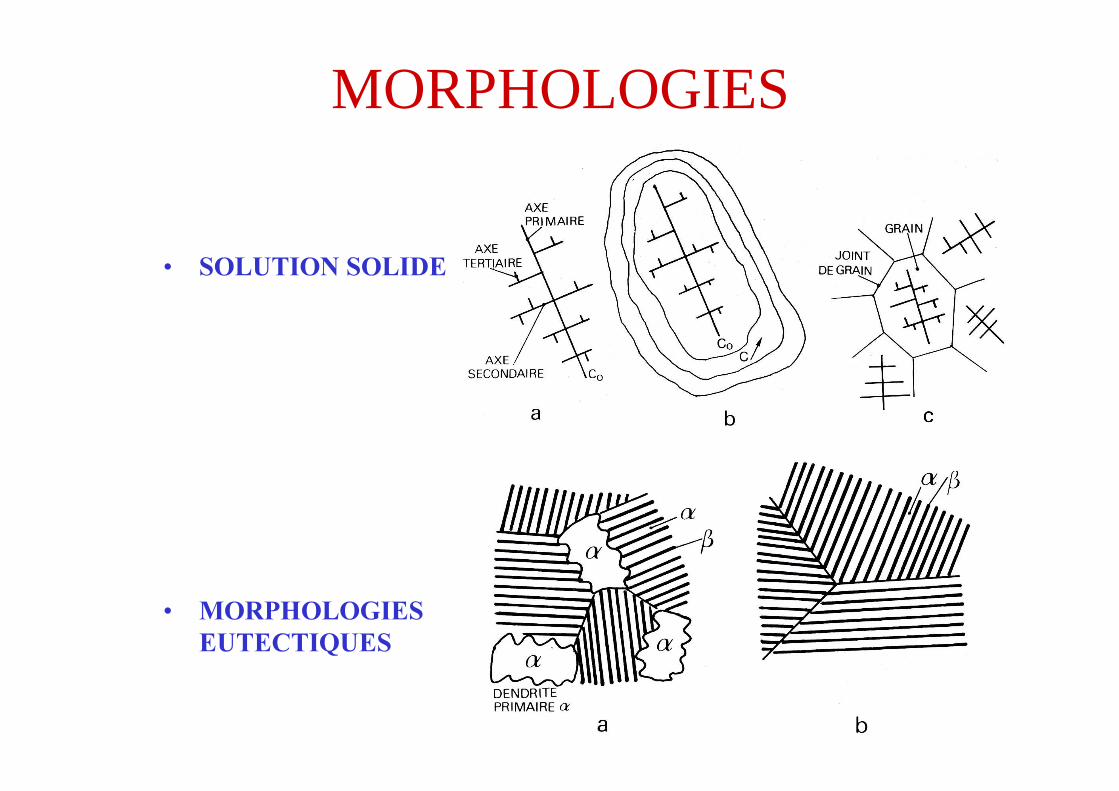
MORPHOLOGIES
• 62/87,21�62/,'(
• 0253+2/2*,(6
(87(&7,48(6
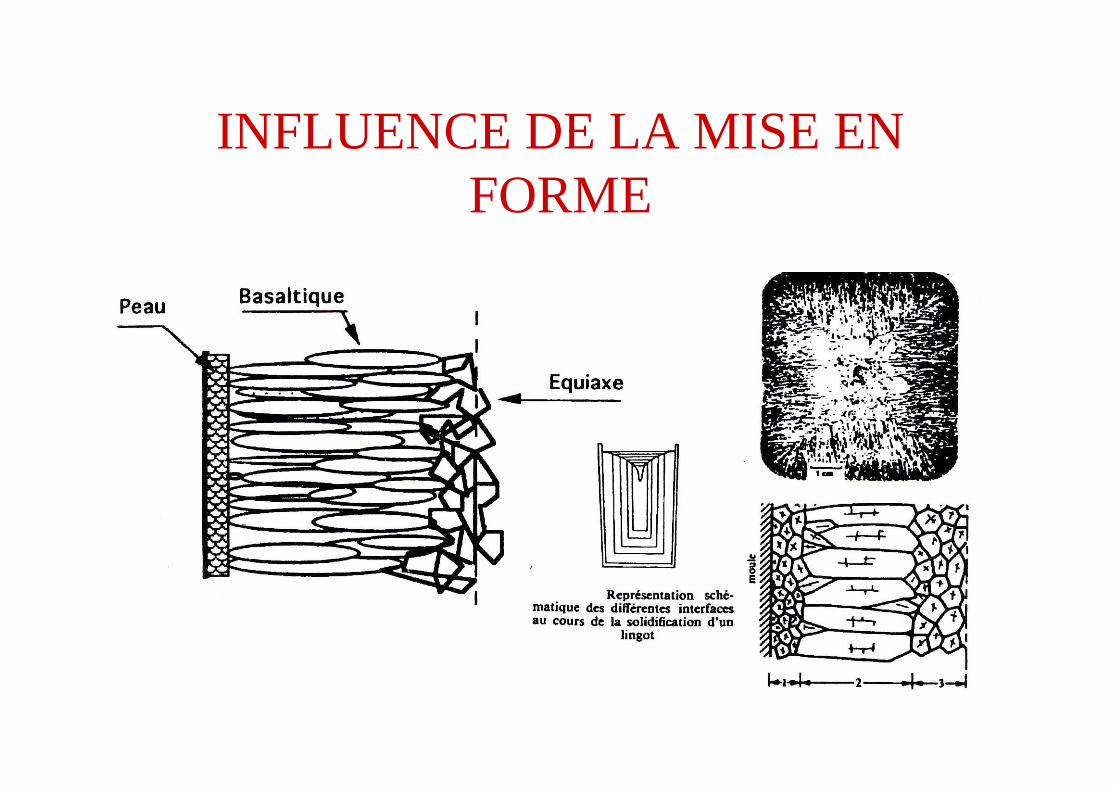
INFLUENCE DE LA MISE ENFORME
DEFAUTS DE SOLIDIFICATION
- Hétérogénéités de concentration
• Ségrégation mineure (dendrite)
• Ségrégation majeure (échantillon)
- Retassures: vides
- Criques: fissures
- Contraintes résiduelles
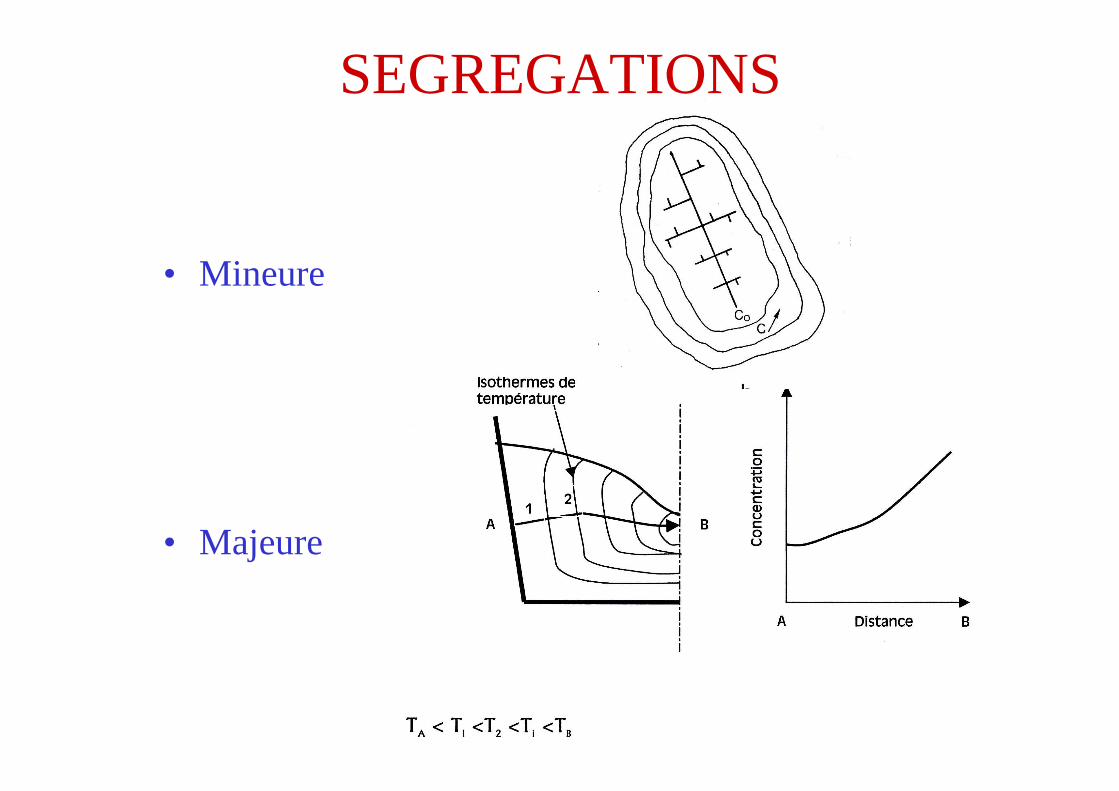
SEGREGATIONS
• Mineure
• Majeure
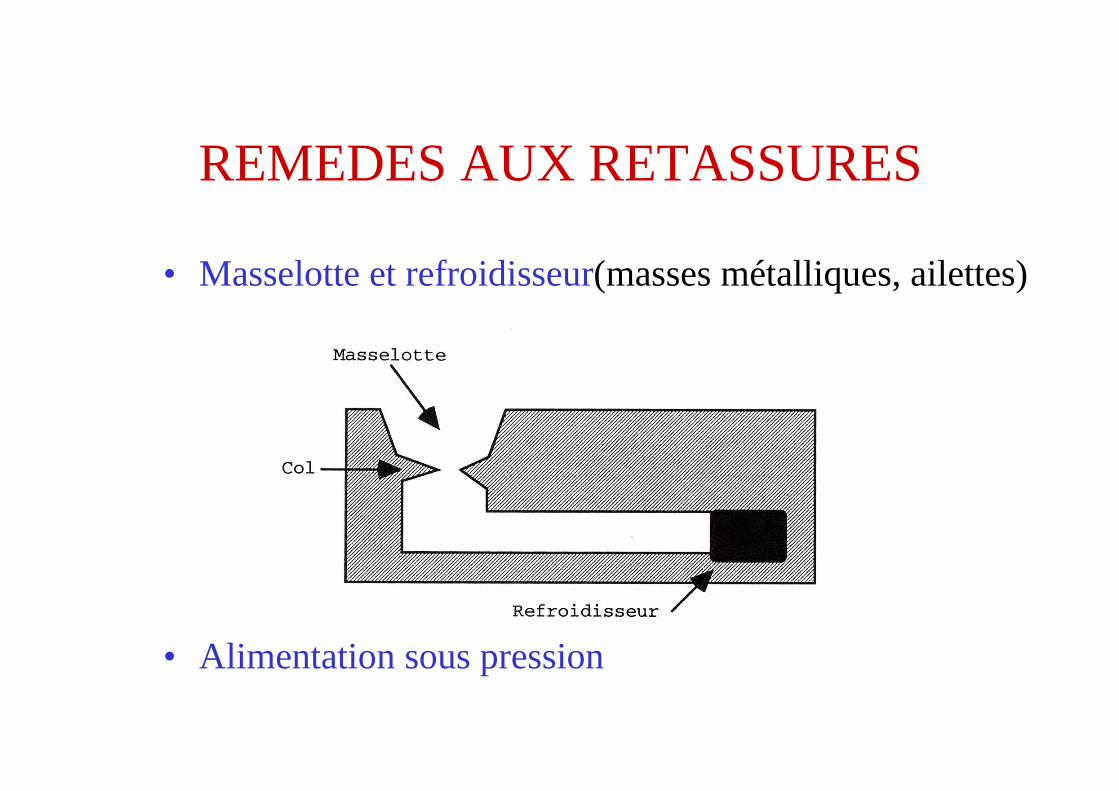
REMEDES AUX RETASSURES
• Masselotte et refroidisseur(masses métalliques, ailettes)
• Alimentation sous pression
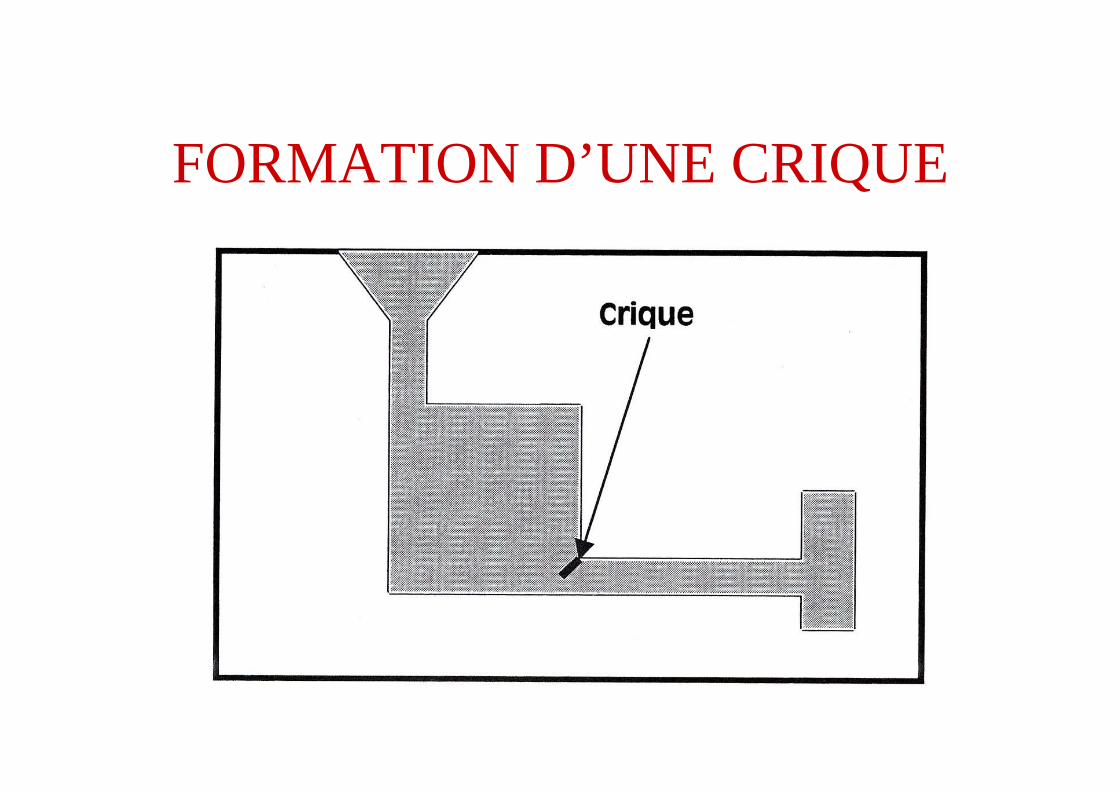
FORMATION D’UNE CRIQUE
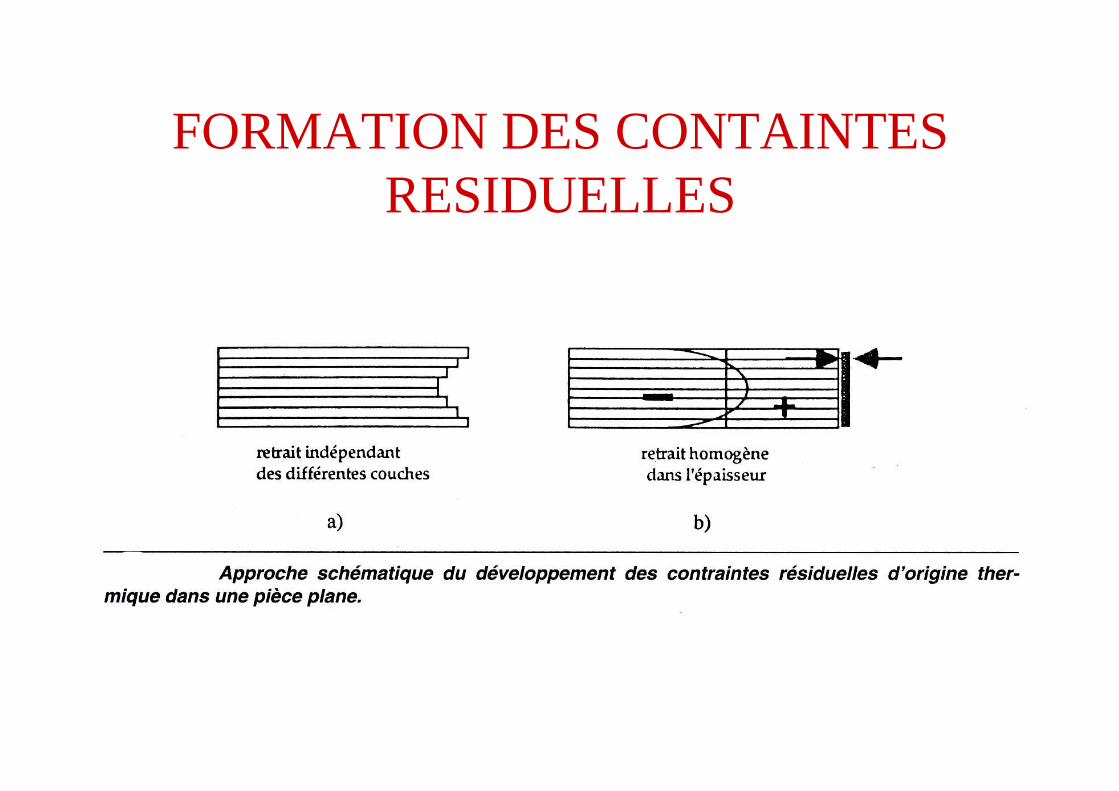
FORMATION DES CONTAINTESRESIDUELLES





























