-
46
Chapter 3
Soap alld DEIEI~4EI1Is
The washing industry, usually known as the soap industry, has
roots over 2CXXl years in the past, a soap factory having been
found in the Pompeii excavations. However, among the many chemical
process industries, none has experienced such a fundamental change
in chem-ical ra'w materials as have the washing industries. It has
been generally a~pted that the per capita use of toilet soap is a
reliable guide to the standard of living for any country.
HISTORICAL. Soap itself was never actually "discovered," but
instead gradually evolved from crude mixtures of alkaline and fatty
materials. Pliny the Elder described the manufac-ture of both hard
and soft soap in the first century, but it was not until the
thirteenth century that soap was produced in sufficient quantities
to call it an industry. Up to the early 1800s soap was believed to
be a mechanical mixture of fat and alkali; then CheVTeul, a French
chemist, showed that soap formation was actually a chemical
reaction. Domeier completed his research on the recovery of
glycerin from saponification mixtures in this period. Until
Leblanc's important discovery producing lower-priced sodium
carbonate from sodium chler ride, the alkali required was obtained
by the crude leaching of wood ashes or from the evap-oration of
naturally occurring alkaline waters, e.g., the Nile River.
The raw material shortages of World War I led the Germans to
develop "synthetic soaps" or detergents. These were composed of
short-chain alkyl naphthalene sulfonates, which were good wetting
agents but only fair in detergent action. This sparked the interest
worldwide in developing detergents, and new developments are
continuing to the present time. From the original short-chain
compounds the development has progressed through long chain alcohol
sulfates in the 1920s and 19305, through alkyl-aryl long chain
sulfonates in the 1 940s, to branched chain com pounds in the 1950s
and 1960s. During the 19605 the requirement of biodegradability
became important and caused the return to linear long chains,
becatL
-
47
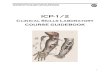
trial uses accounted for the difference. Figure. 3'.1 and Tables
3.1 and 3 .3 show the gradual replacement of soap by detergents in
the household market.
Laundry products, toilet soaps, shampoos, dish washing products,
and cleaning products are the chief household uses of these
materials. Industrial uses include cleaning compounds, spe-cialty
surfactants for hospital germicides, fabric conditioners,
emulsifiers for cosmetics, flow-ing and wetting agents for
agricultural chemicals, and rubber processing aids. A potentially
large use is for enhanced oil recovery from presently "worked-out"
oil wells.
DETERGENTS2
Detergents differ from soap in their action in hard water. Soaps
form insoluble compounds with the calcium and magnesium ions
present in hard water. These insoluble compounds precipitate out
and reduce foaming and cleaning action. Dett:~gents may react with
the hard water ions, but the resulting products are either soluble
or remain colloidally dispersed in the water. Table 3.2 illustrates
the differences between soaps and detergents in composition and
manufacture. Table 3 1.3 shows the consumption of surfactants in
detergents.
Detergents have been divided into four main groups: anionic,
cationic, nonionic, and amphoteric. The largest group consists of
the anionics which are usually the sodium salts of
~cientifically, the term detergent covers both soap and
synthetic detergents. or "syndets." but it is widely used to
indicate synthetic cleaning compounds. as distingUished from soap.
It is so used in this book. The U.S. Tariff Commission reports on
detergents under the name surface-active agents or surfactants
under the broader class of synthetic organic chemicals.
0
E '0 C Q) u
~ Q)
0...
100
80
60 Soaps
40
Detergents
20
~~30~t-=~~~-'--1~9~50~----lC~~(-50------19~7~0~--~1980 Dreff
introduced Tide
Introduced
Fig. 3.1. Relative production of detergents and soap.
-
48
Table 31.1 Production and Sales of Soaps and Sur'factants
Soap Surfactallt~ Total ~-- ---------~
106$ kt 10$ kt 106S
1940 :313 145,5 1 ,~ ,) ,20 1945 527 11'1'7 :3.S f5h ,)h2 1950
540 l:"301:i 294 ri55 ':5:14 1960 376 '551) q53 [7(\9 [ :3:2Y J970
42, .s()' 1 :3,~J 251),) J ,~()h 19HO 10:30 ,')4,,) K4:30 2f1fj:3
Y4h(J
kt
t-H';,', 1 -:- ').5 196) 2:3-1-:-3132 3:20,~
VJUHCE CPI 4, chap, 29: (':"; Industnat Outlook, 19h2, l'S Dept
of Commerce
an organic sulfatp or sulfonate, Detergents can be formulated to
produce do prrJCluc:t (i ~:-:t desired characteristics rUflf2;ing
fr(lnl rrJaxirnllfTJ clf'a1JJrl~ pmq-"r rn2..\lrTJllm clf-dnin~
'lr,:' , cost, to maximum hi()dt'graciahilll\ l alt, Sodium salts +
bllilclers, etc - deterg(:,I1t~
1'0 Make Soap Tallow + hydrolysis (splitting fats) - tallow
fatty acid Tallow fatty acid + NaOH - sodium salt of fatty acid
Salt of fatty acid + builder, etc, - soap
:\ nlUIllCS
:\Ih Ibenztl,e sulfonate :\ic(Jho! etho,x: sulfates
,~lcohol sulfates !\onionics
Alcohol ethoxylates .~Ikyl phenol ethox;lates :\mines. amine
o\lde~ 5
SOI,ReF. Chem Week127203-3 19VJ
L
-
49
gents may contribute to the eutrophication of lakes, so the use
of phosphates in detergents was banned. in some areas of the
country. Many different substitutes were formulated into
detergents, but some of these were found to be unsafe and were then
banned. The position taken by the detergent industry has been that
phosphates in wastewater can be removed by special treatment in
sewage plants and, in view of the proved lack of toxicity of
phosphates, their replacement may not be the most desirable
solution. The soap and detergent industry and its suppliers face an
enormous task in testing new materials for all possible effects on
the environment, and extensive research will be needed before this
complex problem can be solved..
Raw Materials
A large volume of active organic compounds, or surfactants,S for
both detergents and soap are manufactured in final form by soap and
detergent companies. Examples are linear alkyl-benzene sulfonate
(LAS) and fatty alcohol sulfate, which these companies manufacture
in hundreds of millions of pounds. The same is true for fatty
acids, the basic materials for soaps. Most of the inorganic
materials, such as oleum, caustic soda, and various sodium
phosphates and a large number of additives, the last mentioned
amouilting to 3% or l'ess of the total product weight are
purchased.
SURP.4CTANTS. These embrace "any compound that affects (usually
reduces) surface tension when dissolved in water or water
solutions, or which Similarly affects interfacial tension between
two liquids. Soap is such a material, but the term is most
frequently applied to organic derivatives such as sodium salts of
high molecular weight alkyl sulfates or sulfo-nates. 6 The
surfactants of both soap and synthetic detergents perform the
primary cleaning and sudsing of the washing action in the same way
through the reduction of surface tension. The cleaning process
consists of (1) thoroughly wetting the dirt and the surface of the
article being washed with the soap or detergent solution, (2)
removing the dirt from the surface, and (3) maintaining the dirt in
a stable solution or suspension (detergentcy). In wash water, soaps
or detergents increase the wetting ability of the water so that it
can more easily penetrate the fabrics and reach the soil. Then soil
removal begins. Each molecule of the cleaning solution may be
considered a long chain. One end of the chain is hydrophilic
(water-loving); the other is hydrophobic (water-hating, or
SOil-loving). The SOil-loving ends of some of these molecules are
attracted to a soil particle and surround it. At the same time the
water-loving ends pull the molecules and the soil particles away
from the fabric and into the wash water. This is the action which,
when combined with the mechanical agitation of the washing machine,
enables a soap or detergent to remove soil, suspend it, and keep it
from redepositing on clothes.
Classification. In most cases the hydrophobic portion is a
hydrocarbon containing 8 to 18 carbon atoms in a straight or
slightly branched chain. In certain cases, a benzene ring may
replace some of the carbon atoms in the chain, for exam pIe, C
lZH25 -, C9H 19' C6H4 -. The hydrophilic functional group may vary
widely and may be anionic, e.g., - OS04 or SO~-; cationic, e.g., -
N(CH3)t or CsHsN+; or nonionic, e.g., - (OCHzCH2)nOH. I In the
anionic class one finds the most used compounds, namely linear
alkylbenzene sul-fonates from petroleum and alkyl sulfates from
animal and vegetable fats (Fig. 3.2). Soap is
5 Abbreviation for surface-active agents. 6Rose, The Condensed
Chemical Dictionary, 6th ed., Reinhold, New York, 1961.
-
50
Straight-chain alcohols Sulfation ~ Alcohol sulfates
Polymerization E t hy len e -""Z~ie:"'g~1 e;":;r':":c'::"a;:';t
a':":l;';'y s""r-
a-Olefins
Straight-chain benzene alkylotes
Alkane sulfonates
Reaction with benzene Straight-chain ~ benzene alkyJates
c,\\o~~ ... e~e ~eo ~e
Purification by ~\\'" Petroleum __ ~-.,-_,...-:._~~_ n-
Paraffins ~------~- a-Olefins fraction molecular sieves
or urea adduction S"ll"o I)Q/'
101)
Alkane sulfonates
Straight-chain benzene alkylates
Alkane sulfonates
Fig. 3.2. Some possible paths to soft-detergent components.
[Chern. Eng. 70 (18) 25 (1963).]
also anionic in character. Quaternary ammonium compounds
comprise the cationic class. Three general types are used, mainly
for fabric softeners. Type A is a dialkyl dimethyl qua-ternary
ammonium compound
TH~ .. R-N+-CH2 x-
I R
where X- is either CI- or CH3S04. Type B is a diamido
alkoxylated. quaterIl?ry ammonium compound, where X- is CH3S04
o (CH2CH20)nH 0 II I II
R-C-NH-(CH2)z-N+-(CH2)2-NHC-R X-I CHs
Type C7 is an amido imidazolinium compound where X- is
CH3S04.
CHs I
N-CH /1 I 2 R-C:+ \\ N-CH I 2 CH2--CH2-NHC==O
R
7Williams, How to Choose Cationics for Fabric Softeners, Soap
Cosmet .. Chem. Spec. 58 (8)28,(1982).:, '.' r~ .. h
,,"
-
51
Being generally weak in detergent power, although they have good
lubricating, antistatic. and germicidal properties, they are not
usually used as household detergents. Anionics and cationics are
not compatible with soap.
Ethylene oxide condensates of fatty alcohols illustrate the
molecular structure of nonionic surfactants. There are many
excellent soil-removing types that are low sudsers and hence are
useful in drum-type automatic clothes washers. Nonionics are more
effective than anionics in removing soil at the lower temperatures
necessary for laundering synthetic fibers. They are also more
effective at removing body oils.
Biodegradability.8 In view of the attention being given to water
pollution control and abatement, product-development chemists and
chemical engineers have realized that sllrfac-tants being developed
for use in household and industrial detergents that go down the
drain to the sewer must be readily decomposable to inorganic
compounds by the microbial action of sewage treatment and in
surface streams. This nev'! parameter has been added to the
per-formance, efficiency, and cost factors the detergent industry
must consider in developing: new products. Some surfactants, like
tetra propylene-derived alkylbenzene sulfonate, degrade slowly,
leaving a persistent residue. Others are more readily decomposablE'
b\ microorganisms and leave practically no persistent residues. The
easE' with which a surfactant is decomposed by microbial action has
been defined as its biodl:gradability. Tests are being developed
and standards are being established for biodegradability. To have
broad application, such stan-dards must recognize the breadth of
variation in environmental conditions. ?'v1aterials which may be
only partly degraded in inefficient treatment processes can be
completely decom-p(lsed hy mort- ~(jphlstiC'at,:cl biological
trt'atrnent '>\~kIll:-' \lethlld:-, uf tnting radiobllt'lt>d
~urfactant~ of anionic, caticll1ic. and l]()ni()nic t~;l)(-':-'
dIlll huilc1t'l'\ kl \,' [,t'\'11 de\ c'lup,-d t~ determine the
rate of biodegradation in parts per billion in natural waters and
also to decer-mine if threshold concentrations, below which
degradation is not observed, exist. 9
STRAIGHT-CHAIN ALKYLBENZENES. Biodegradable detergents are made
primarily from phenyl-substituted n-alka:Jes of 1] to 14 carbon
atoms. The straight-chain paraffins or olefins needed are produced
from petroleum as shown in Fig. 3.2. In 1981, 233 kt were produced
in the United States.
n-Alkanes are separated from kerosene by adsorption using
molecular sieves. Branched chain and cyclic alkanes have larger
cross-sectional diameters than do the linear molecules, thus making
sieve separation possible. The other common method of separation of
the normal paraffin compounds from the branched and cyclic ones is
by reaction v-;ith urea or thiourea erea will react with linear
chain hydrocarbons having at least seven carbon atoms to give a
crY'stalline adduct which is separable by filtration. :\0 such
adduct is formed with the hranched ckiin Cor (,'yclic compounds
ThE' adduct can theTl \If.' deC-nnlpi)sf>d by hf>ating widl
hot water at bO to '::lUc. Conversely, thiourea will react with the
branched chain hydrocar-bons but will not form adducts with
straight-chain or aromatic ones. The separated n-paraf-fins are
converted to benzene alkylates or are cracked to yield
a-olefins.
Linear olefins are prepared by dehydrogenation of paraffins, by
polymerization of ethvlene to a-olefins using an aluminum triethyl
catalyst (Ziegler-type catalyst), by cracking pa~affin wax, or by
dehydrohalogenation of alkyl halides.
8Larson, "Role of 'Biodegradation Kinetics in Predicting
Environmental Fate," in Maki, DicksoI}., and Cairns (ed.),
Biotransformation and Fate of Chemicals in the Aquatic
Ent-'i-ronment, Am. Soc. for MicrobioL Pub!., Washington, D.C.,
1980.
I ~arson and Wentler, Biodegradation of Detergent Materials,
Soap Cosmet. Chern. Spec.
58 (5) 53 (1982).
-
52
a-Olefins or alkane halides can be used to alkylate benzene
through the Friedel-Crafts reaction, employing hydrofluoric acid or
aluminum fluoride as a catalyst.
FATTY ACIDS AND FATTY ALCOHOLS
Economics. Fatty alcohols and fatty acids are mainly consumed in
the manufacture of detergents and soaps. Fatty acids, both
saturated (e.g., stearic acid) and unsaturated (e.g., oleic), have
long been employed in many industries as both free acids, and, more
frequently,
. as salts. Examples are:
M~gnesium stearates in face powders. Calcium or aluminum soaps
(insoluble) employed as water repellents in waterproofing tex-
tiles and walls. Triethanolamine oleate in dry cleaning and
cosmetics. Lithium stearate as a component of greases. Rosin soap
consumed as a sizing for paper.
Manufacture of Fatty Acids. 10 Basic raw materials, such as oils
and fats, which have been used for a long time (Chap. 2), have,
since about 1955, been very extensively supple-mented by improved
chemical proc~ssing and by synthetic petrochemicals. A selection
from these processes is given here. Table 3!.4 compares three
processes for splitting fats that have been used for many years.
Figure 3'.3 illustrates the high-pressure hydrolysis, catalyzed by
zinc oxide, which is used in the soap industry. Fatty acids are
drawn off from the distillate receiver for sale or for further
conversion to fatty acid salts (calcium, magnesium, zinc, etc.).
Several older and less used separation methods for purifying fatty
acids are panning and pressing, fractional distillation, and
solvent crystallization.
Manufacture of Fatty Alcohols. Th~ Ziegler catalytic procedure
for converting a-ole-fins to fatty alcohols and the methyl ester
hydrogenation process are the important methods for preparing fatty
alcohols. See also the flowchart in Fig. 3.4 and the text presented
under soap for the continuous hydrolysis of fats to furnish fatty
acids which may be hydrogenated to fatty alcohols.
The Ziegler ll procedure is an important one for manufactUring
C12 to CI8 a-olefins and fatty even-numbered straight-chain
alcohols for detergents. See Fig. 3.4. Gaseous ethylene is
converted to higher, linear aluminum trialkyls and a-olefins by the
action of aluminum triethyI which takes part in the reactions.
CHz = CHz + CHz = CHz - CHsCHzCH = CHz + CHz = CHz --
CHsCHzCHzCHzCH = CHz etc.
CHAIN GROWTH REACTION
CH 2CH 3 / lOO130C Al-CH2 CH3 \
CH2 CH 3
+ CHz=CH2 :> 115 MPa
IOECT, 3d ed., vol..4, 1978, p. 837. llSittig, Detergent
Manufacturing, Noyes, Park Ridge, N.J., 1979; ECf, 3d ed., voL
1,
1978, p. 740.
-
53
Table 3'-4 Tabular Comparison of the Various Fat-Splitting
Processes
Tern perature, C
Pressure, MPag Catalyst
Time, h Operation Equipment
Hydrolyzed
Advantages
Disadvantages
Twitchell
100-105
Alkyl-aryl sulfonic acids or cycloaliphatic sulfonic acids, hath
used with sulfuric acid 0.75-1.25% of the charge
12-48 Batch Lead-lined, copper-
lined, Monel-lined, or wooden tanks
85-98% hydrolyzed 5-15% glycerol solution obtained, depending on
number of stages and type of fat
Low temperature and pressure; adaptable to small scale; low
first cost because of relatively simple and inexpensive
equipment
Catalyst handling; long reaction time; fat stocks of poor
quality must often be acid-refined to avoid catalyst poisoning;
high steam consumption; tendency to form dark-colored acids; need
more than one stage for good yield and high glycerin concentration;
not adaptable to automatic control; high labor cost
Batch autoclave
150-175 240
5.2-10.0 2.9-3.1 Zinc, No catalyst
calcium, or mag-nesium oxides, 1-2%
5-10 2-4 Batch Copper or stainless-steel autoclave
85-98% hydrolyzed 10-15% glycerol, depending on number of stages
and type of fat
Adaptable to sma'll scale; lower first cost for small scale than
continuous process; faster than Twitchell
High first cost; catalyst handling; longer reaction time than
continuous processes; not so adaptable to automatic control as
continuous; high labor cost; need more than one stage for good
yield and high glycerin concentration
Continuous Countercurrent
250 4.1-4.9
Optional
2-3 Continuous Type 316 stainless tower
97-99% 10-25% glycerol, dependent on type of fat
Small !loor space; uniform product quality; high yield of acids;
high glycerin concentration; low labor cost; more accurate and
automatic control; lower annual costs
High first cost; high temperature and pressure; greater
operating skill
SOURCE: Mostly from Marsel and Allen, Fatty Acid Processing,
Chem. Eng. 54 (6) 104 (1947). Modified in 1982. "See Fig. 29.8.
-
Steam
Flash Fattyacids tonk
Hydrolyzer 250C,4 MPa
Blend tonk
Steam
/,' , , '
Steam
54
High vacuum still
Bottoms, to storage and
recovery
Distillote receiver
Conven tionol soap finishing: bar, flake or
power
Fallyacids
Soap blender Steam
Fig. 3 .3. Continuous process for the production of fatty acids
and soap. (Procter & Gamble Co.)
Air
Aluminum powder
Oxidation
Activation
Hydrogen
Solvent
Aluminum olkyls
Solvent and by- products
Sulfuric acid
Recycle aluminum triethyl
Sodium hydroxide
Froctionation 'Alfoi" clcoOOls
Fig. 3 A. The aHol process. Fatty alcohols made by means of the
organometallic route have carbon chain lengths ranging from 6 to 20
carbons. The aHol process used by Conoco commences by reacting
alumi-num metal, hydrogen, and ethylene, all under high pressure,
to produce aluminum triethyl. Thi.5 com-pound is then polymerized
with ethylene to form aluminum alkyls. These are oxidi.z.ed with
air to form aluminum alkoxides. Following purification, the
alkoxides are hydrolyzed with 23 to 26% sulfuric acid to produce
crude, primary, straight-chain alcohols. These are neutralized with
caustic, washed with water, and sepa'rated by fractionation. Basic
patents covering the process have been licensed. (DuPont-Conoeo.)
.. ~.~
-
55
Each ethyl group on the aluminum triethyl can add ethylene to
form aluminum trialkyls of 4 to 16 or more carbons per alkyl
group.
DISPLACEMENT REACTIONS
Thermal decomposition
Regeneration of ethyl group
/CH ZCH 2 )b CH 3 /CH 2 CHz)b CH 3 Al-H + CHz=CHz --~) Al-CHzCH
3 \ \ (CH zCH z)dCH3 (CH zCHz)d CH3
The growth and displacement reactions take place concurrently,
but the thermal decompo-sition reaction is much slower than the
regeneration reaction and thus is the rate-determining step for the
overall reactions. These reactions take place repeatedly as long as
unreacted eth-ylene is present. They are run in an inert
hydrocarbon solvent such as heptane or benzene. In these solvents
aluminum "trialkyl" is not pyrophoric at less than 40%
concentration. It takes approximately 140 min to build up to a C 12
average chain length when reacting 5 mol of ethylene for each ~ mol
of aluminum triethyl The tri,dkyl aluminum is oxidized to vield an
aluminum trialkoxide, which in turn is treated with sulfuric acid
to give alkyl or fatty alcohols.
OXIDATION REACTION
~H is exothermic, liberating about 2.5 MJ /kg of oxidized alkyl.
Its conversion is 98 percent at 32C in about 2 h.
HYDROLYSIS (ACIDOLYSIS)
Figure 3.4 gives a flow diagram of the production of alcohols
using these reactions.
Fatty Alcohols from Methyl Esters. Fats have long been basic raw
materials for soaps and detergents. Such fats as are available are
glyceryl esters of fatty acids (C6 to C24 ) and
-
56
have been hydrolyzed to the acids for soaps and reduced to the
alcohols by catalytic hydro genation for detergents. The methyl
esters of fatty acids12 are also hydrogenated to fali; alcohols.
These esters are prepared by reacting methanol with coconut or
tallow triglyceride catalyzed by a small amount of sodium
methylate. [he refined oil is first dried by flashing a ISOC under
a vacuum of 16.6 kPa, as otherwise it will consume relatively
expensive sodiun methylate and also form soap. The methyl exchange
esterification takes place in about al hour; then the reaction mix
is settled and separated into an upper layer rich in ester an(
methanol and a lower layer rich in glycerin and methanol. The ester
layer is washed coun tercurrently to remove excess methanol, to
recover glycerin, and to remove the catalyst which would poison the
hydrogenation. Yields of fatty alcohols are 90 to 9S percent.
Hydrogenation of methyl esters is catalyzed by a complex
catalyst of copper II and coppe III chromite (made from copper
nitrate, chromic oxide, and ammonia, with final roasting and is
carried out at approximately 21 MPag and 260 to 31SC. The
continuous equipmen used is outlined in Fig. 3.S and consists of
three vertical reactors 12 m high using 30 mol 0 heated hydrogen
per mole of ester; the hydrogen serves not only for reducing but
also fo: heating and agitation. The crude alcohols are fractionated
to the specified chain length.
SUDS REGULATORS. Suds regulation is often necessary for
surfactants to do an efficient jot of cleaning in a washing
machine. This is often achieved by combining different types sud as
anionics with nonionics, or anionics with soap. For soaps, foam
inhibition increases ..... id the amount of saturation and the
number of carbons in the fatty acid residue. Soaps of satu rated
CZO-Z4 fatty acids are good foam inhibitors.13 Other foam
inhibitors are higher fatty acic
1ZECT, 3d ed., vol. 1, 1978, p. 732. 13Sittig, op cit., p.
446.
Fresh catalyst
Dried methyl esters or fatty acids
FEED TANK
Steam:::~~2) HEATER
H2 and overheads
UNDERFLOW SEPARATOR
HYDROGEN HEATER
FILTER FEED
Fuel
UNDERFLOW FILTER
OVERHEADS SEPARATOR
HZ COMPRESSC
HZ RECYCLE COMPRESSOR
Water or methanol
j
~ __ Spent catalyst to disposal and recyCle
Fig. 3.5. Flowchart for the hydrogenolysis of methyl esters to
obtain fatty alcohols and gJycerin from natural fats. (ECT, 3d ed.,
vol. 4, 1978, p. 837.)
-
57
amides, aliphatic carboxylic acid esters containing at least 18
carbons in one or preferabl~ both acid and alcohol chains, and
N-alkylated aminotriazines.
BUILDERS. Builpers boost detergent power. Complex phosphates,
such as sodium tripoly-phosphate, have been used most extensively.
These are more than water softeners which sequester water-hardening
calcium and magnesium ions. They prevent redeposition of soil from
the wash water on fabrics. Proper formulation with complex
phosphates has been the key to good cleaning with surfactants and
made possible the tremendous development of detergents.
Polyphosphates (e.g., sodium tripolyphosphate and tetrasodium
pyrophosphate; have a synergistic action with the surfactant
together with an enhanced effectiveness and hence reduce the
overall cost. The rapid rise in the acceptance of detergents
stemmed from the building action of the polyphosphates. During the
1960s the growth of algae and eutro-phication in lakes became
linked to the presence of phosphates in detergents. Several states
restricted phosphate use so that substitutes had to be found. The
first compound suggested was nitrilotriacetic acid (NTA), but it
was declared a carcinogen in 1970. But new research results have
vindicated its safety; in 1980 the EPA said it saw no reason to
regulate i\TA. This has not freed NT A for use because various
congressional and environmental groups have challenged the EPA
decision. There are no restrictions on its use in Canada.
Other builders are citrates, carbonates, and silicates. The
newest, and seemingly most promising, substitute for phosphates is
the use of zeolites. 14 By 1982 about 136 kt/year of zeolites were
being used as detergent builders. The builder market is large and
amounts to over 1000 kt annually. In 1980 phosphates accounted for
50 percent, zeolites 12 percent, silicates 13 percent, carbonates
12 percent, and NT A and citrates 2 percent each.
ADDITIVES. Corrosion inhibitors, such as sodium silicate,
protect metal and washer parts, utensils, and dishes from the
action of detergents and water. Carboxymethyl cellulose has been
used as an antiredeposition agent. Tarnish inhibitors carryon the
work of the corrosion inhibitor and extend protection to metals
such as German silver. Benzotriazole has been used for this
purpose. Fabric brighteners are fluorescent dyes which make fabrics
look brighter because of their ability to convert ultraviolet light
to visible light. Two dyes thus used are 4(2H -naphtho[1
,2-d]triazol-2-yl)stilbene-2-sulfonate and disodium 4,4/-bis(
4-anilino-6-mor-pholino-S-triazin-2-ylamino )-2,2/-stilbene
disulfonate.
Bluings improve the whiteness of fabrics by counteracting the
natural yellowing tendency. The ingredients used for this purpose
can vary from the long-used ultramarine blue (bluing) to new dye
materials. Antimicrobial agents include carbanilides,
salicylanilides, and cationics. Peroxygen-type bleaches are also
employed in laundry products. The use of enzyme-contain-ing
detergents has been common in Europe for several years and recently
has been introduced into the United States. The enzymes decompose
or alter the composition of soil and render the particles more
easily removable. They are particularly useful in removing stains,
partic-ularly those of a protein nature.
Manufacture of Detergents Table 31.5 compares three types of
detergents. The most widely used detergent, a heavy-duty granule,
is presented in Fig. 29.6, with the quantities of materials
required. The reac-tions are:
14Layman, Detergents Shift Focus of Zeolites Market, Chern. Eng.
News 60 (39) 10 (1982).
-
58
Table 3.5 Basic Composition of Three Types of Dry
Phosphate-Based Detergents (Granules)
Ingr~ient on Dry-Solids Basis, wt %
Light-Duty Heavy-Duty High ControlJed
Ingredient Function Sudsers Sudsers
Surfactants Organic active, with suds Removal of oily soil,
cleaning 25-40 8-20
regulators Builders
Sodium tripolyphosphate Removal of inorganic soil. 2--30 30-50
and/or tetrasoditlffi detergent-building pyrophosphate
Sodium sulfate Filler with building action in 30-70 0-30 soft
water
Soda ash Filler v~th some building 0 0-20 action
Additives Sodium silicate having 2.0 Corrosion inhibitor with
0-4 6-9
;S Si02/Na20 ;S 3.2 slight building action Carboxymethyl
cellulose Antiredeposition of soil 0-0.5 0.5-1.3 Fluorescent dye
Optical brightening 0-0.05 0.05-0.1 Tarnish inhibitors Prevention
of silverware 0 0-0.02
tarnish Perfume and sometimes Aesthetic, improved product 0.1
0.1 dye or pigment characteristics
Water Filler and binder 1-5 2-10
SOURCE: Van Wazer. Phosphorus and Its Compounds. vol. 2.
Interscience, New York. 1961. p. 1760 . ..
LINEAR ALKYLBENZENE SULFONA TION
1. Main reaction:
DoH = -420 kJlkg
Alkylbenzene Oleum
2. Secondary reactions:
Alk:lbenzene sulronale
Sulruric acid
S03H
R(O)SO'H + H,so.so,-R(O)S03H + H,SO, Alkylbenzene
sulronale
Alhlbenzene "ulronalf'
Oleum
Alkylben7.ene
Disulronate
Sulrone 10/,
Sulruric acid
Heavy-Duty High
Sud.sers
20-35
10-20
0-5
4-8
0.5-1.3 -0.1 0-0.02
0.1
3-10
-
59
STACK
Silicate ---~! lDry scrap Phospha~
Surfactant storage t ~ SULFONATOR SULFATOR NEUTRAlIZ.ER
CRUTCHER
SPRAY TOwEP
In order to produce 1 t of finished product, the following
materials (in kilograms) are required:
Surfactant Materials Alkylbenzene (petrochemical) Fatty alcohol
(from tallow) Oleum NaOH solution
75 75
150 200
Corrosion Inhibitor Sodium silicate
Builder Sodium tripolyphosphate
Miscellaneous additives Water
125
500 30
500
Fig. 3 .6. Simplified continuous flowchart for the production of
heavy-duty detergent granules. (Procter & Gamble Co.)
FATTY ALCOHOL SULFATION
1. Main reaction:
.6.H = -325 to -350 kJ/kg
2. Secondary reactions:
R-CH20H + R'-CH2-OSOsH -+ R-CHz-0-CH2-R' + H2S04 R'-CH2-CHzOH +
SOs -+ R'-CH=CH2 + H2S04 R-CHzOH + S03 -+ RCHO + H20 + S02 R-CH20H
+ 2503 -+ RCOOH + H20 + 2502
This presentation is supplemented by Table 3.5, which gives the
basic constituents in more detail for the three types of detergent
granules. The continuous flowchart in Fig. 3.6 can be broken down
into the following coordinated sequences:
-
,60
Sulfonation-sulfation. The alkylbenzene (AB) is introduced
continuously into the suI-fonator with the requisite amount of
oleum, using the dominant bath principle shown in Fig. 29.8 to
control the heat of sulfonation conversion and maintain the
temperature at about 55C. Into the sulfonated mixture is fed the
fatty tallow alcohol and more of the oleum. All are pumped through
the sulfater, also operating on the dominant bath principle, to
maintain the temperature at 50 to 55C, thus manufacturing a mixture
of surfactants.
Neutralization. The sulfonated~sulfated product is neutralized
with NaOH solution under controlled temperature to maintain
fluidity of the surfactant slurry. The surfactant slurry is
conducted to storage.
The surfactaht slurry, the sodium tripolyphosphate, and most of
the miscellaneous addi-tives are introduced into the crutcher. A
considerable amount of the water is removed, and the paste is
thickened by the tripolyphosphate hydration reaction:
Sodium Sodium tripolyphosphate tripolyphosphate _____
hexahydrate
Th~s mixture is pumped to an upper story, where it is sprayed
under high pressure into the 24-m-high spray tower, counter to hot
air from the furnace. Dried granules of acceptable shape and size
and suitable density are formed. The dried granules are transferred
to an upper story again by an air lift which cools them from 115C
and stabilizes the granules. The granules are separated in a
cyclone, screened, perfumed, and packed.
The sulfonation conversion is shown in Fig. 3.7 to be extremely
fast. The reactions also need 10 have the hig~ heats of reaction
kept under control, as shown in more detail in Fig. 29.8, depicting
the circulating heat exchanger, or dominant baths, for both these
chemical conversions and for neutralization. The use of oleum in
both cases reduces the sodium sulfate in the finished product.
However, the oleum increases the importance of control to prevent
oversulfonation. In par-ticular, alkylbenzene sulfonation is
irreversible and results in about 96 percent conversion in less
than a minute when run at 55C with 1 to 4% excess S03 in the oleum.
A cer-tain minimum concentration of S03 in the oleum is nec-essary
before the sulforyation reaction will start, which in this case is
about 78.5% S03 (equivalent to 96% sulfuric acid). As both these
reactions are highly exothermic and rapid, efficient heat removal
is required to prevent over-sulfonation and darkening. Agitation is
provided by a cen-trifugatpump, to which the oleum is admitted. The
recir-culation ratio (volume of recirculating material divided by
the volume of throughput) is at least 20: 1 to give a favorable
system. To provide the sulfonation time to reach the desired high
conversion, more time is allowed by con-ducting the mixture
.through a coil, where time is given for the sulfonation reaction
to go to completion. '
Neutralization of the acid slurry releases six to eight times as
much heat as the sulfonation reaction. Here a
100
'" '" C1.> C
80
~ 60 C1.> 0.. E o u
C 40 C1.> u '-
C1.> a..
20
OL~--~2--L-~4--~~6 Minutes
Fig. 31.7. AIkyIbenzene sulfooation completeness versus time at
55C. (Procter & Gamble Co.) i
-
Cooling water
Alkyl benzene
SULFONATiON
61
Cooling water
SULFATION
. ! ~: \0
Cooling woter- ' LJ-----{
NEUTRALIZATION
Fig. 3.8. Continuous series sulfonation-sulfation, ending with
neutralization, in the circulating heat-e?:changing dominant bath
to control heat. (Procter & Gamble Co.)
dominant bath (Fig. 3.8) is employed which quickly effects the
neutralization, since a partly neutralized acid mix is very
viscous,
SOAP
Soap comprises the sodium or potassium salts of various fatty
acids, but chiefly of oleic, stearic, palmitic, lauric, and
myristic acids. For generations its use has increased until its
manufacture has become an industry essential to the comfort and
health of civilized human beings. The relative and overall
pr!::kluction of soap and detergents is shown by the curve in Fig.
3.1. History and industrial statistics are discussed in the first
part of this chapter (Table 3.1).
Raw Materials
Tallow is the principal fatty material in soapmaking; the
quantities used represent about three-fourths of the total oils and
fats consumed by the soap industry, as shown in Fig. 3.1. It
contains the mixed glycerides obtained from the solid fat of cattle
by steam rendering. This solid fat is digested with steam; the
tallow forms a layer above the water, so that it can easily be
removed. Tallow is usually mixed with coconut oil in the soap
kettle or hydrolyzer in order to increase the solubility of the
soap, Greases (about 20 percent) are the second most impor-tant raw
material in soapmaking. They are obtained from hogs and smaller
domestic animals and are an important source of glycerides of fatty
acids. They are refined by steam rendering or by solvent extraction
and are seldom used without being blended with other fats. In
some
-
62
cases, they are treated so as to free their .fatty acids, which
are used in soap instead of the grease itself. Coconut oil has long
been important. The soap from coconut oil is firm and lathers well.
It contains large proportions of the very desirable glycerides of
lauric and myr-istic acids. Free fatty acids are utilized in soap,
detergent, cosmetic, paint, textile, and many other industries. The
acidification of "foots," or stock resulting from alkaline refining
of oils, also produces fatty acids. The important general methods
of splitting are outlined in Table 3.4. The Twitchell process is
the oldest. IS Continuous countercurrent processes are no'\\'
most
commonly used. I The soap maker is also a large consumer of
chemicals, especially caustic soda, salt, soda ash,
and caustic patash, as well as sodium silicate, sodium
bicarbonate, and trisodium phosphate. Inorganic chemicals added to
the soap are the so-called builders. Important work by Harris of
Monsanto and his coworkers I6 demonstrated conclusively that, in
particular, tetrasodiurn pyrophosphate and sodium tripolyphosphate
were unusually effective synergistic soap build-ers. Of
considerable economic importance was the demonstration that
combinations of inex-pensive builders, such as soda ash, with the
more effective (and expensive) tetrasodium pyro-phosphate or
sodiunl tripolyphosphate, were sometimes superior to the phosphate
used alone. It was further shown that less soap could be used in
these mixtures to attain the same or more effective soil
removal.
Manufacture
The manufacture of soap is presented in Fig. 3'.3. The
long-established kettleI7 process, how-ever, is mainly used by
smaller factories or for special and limited production. As soap
tech-nology changed, continuous alkaline saponification was
introduced. Computer control allows an automated plant for
continuous saponification by NaOH of oils and fats to produce in 2
h the same amount of soap (more than 300 t/day) made in 2 to 5 days
by traditional batch methods.
The present procedure involves continuous splitting, or
hydrolysis, as outlined in Table 3.2 and detailed in Fig. 3 .3.
After separation of the glycerin, the fatty acids ate neutralized
to soap.
The basic. chemical reaction in the making of soap is
saponification. I8
3NaOH' + (C17H35COO)3C3HS - 3C17H35COONa + C:3Hs(OHb Caustic
Glyceryl Sodium stearate Glycerin
soda stearate
lSThis process is described in more detail in CPI 2, p. 619.
I60il Soap 193 (1942); Cobbs et aI., Oil Soap 17 4 (1940); Wan
Wazer,' "Phosphorus and
Its Compounds," chap. 27, in Detergent Building, Interscience,
New York, 1958. 17Full descriptions with flowcharts for the kettle
process full-boiled' (several days), semi-
boiled, and cold are available on pp. 623-625 of CPI 2. 18
Although stearic acid is written in these reactions, oleic, lauric,
or other constituent acids
of the fats could be substituted. See.Table 28.1 for fatty acid
composition of various fats and oils.
-
63
The procedure is to split, or hydrolyze, the fat, and then,
after separation from the valuable glycerin, to neutralize the
fatty acids with a caustic soda solution:
(CJ7 H35COOhC3Hs + 3HzO - 3C17 H35COOH + C3Hs\OH)j Glyceryl
Stearic acid Glycerin stearate
CJ7H35COOH + NaOH - C17H3.'5COONa + H20 Stearic Caustic
Sodium
acid soda stearate
The usual fats and oils of commerce are not composed of the
glyceride of anyone fatty acid. but of a mixture. However, some
individual fatty acids of 90% purity or better are available from
special processing. Since the solubility and hardness of the sodium
salts (Table 3.6) of the various fatty acids differ considerably,
the soapmaker chooses the raw material according to the properties
desired, with due consideration of the market price.
In continuous, countercurrent splitting the fatty oil is
deaerated under a vacuum to prevent darkening by oxidation during
processing. It is charged at a controlled rate to the bottom of the
hydrolyzing tower through a sparge ring, which breaks the fat into
droplets. These towers, about 20 m high and 60 cm in diameter, are
built of Type 316 stainless steel (see Fig. 3.5) The oil in the
bottom contacting section rises because of its lower density and
extracts the small amount of fatty material dissolved in the
aqueous glycerin phase. At the same time (laerated, demineralized
water is fed to the top contacting section, where it extracts the
glyc-erin dissolved in the fatty phase. After leaving the
contacting sections, the two streams enter the reaction zone. 19
Here they are brought to reaction temperature by the direct
injection of high-pressure steam, and then the final phases of
splitting occur. The fatty acids are dis-charged from the top of
the splitter or hydrolyzer to a decanter, where the entrained water
is separated or flashed off. The glycerin-water solution is then
discharged from the bottom of an ~utomatic interface controller to
a settling tank. See Fig .. 3.10 for glycerin processing.
Although the crude mixtures of fatty acids resulting from any of
the above methods may be used as such, usually a separation into
more useful components is made. The composition of the fatty acids
from the splitter depends upon the fat or oil from which they were
derived.
19A1len et aI., Continuous HydrolYSiS of Fats, Chem. Eng. Frog.,
43 459 (1947); Fatty Acids, Chern. Eng. 57 (11), 118 (1950); Ladyn,
Fat Splitting, Chem. Eng. 71 (17) 106 (1964) (con-tinuous
flowcharts).
Table 3'.6 Solubilities of Various Pure Soaps (in grams per 100
g of water at 250
Stearate Oleate
Sodium 0.1" IB.l Potassium 25.0 Calcium 0.004t 0.04 Magnesium
0.004 0.024 Aluminum
Approximate. tSolubility given at 15C only. NOTE: i indicates
that the compound decomposition.
Palmitate Laurate
0.8" 2.75 70.0"
0.003 0.004t 0,008 0.007 d
is insdluble:- d indicates
-
-
64
Those most commonly used for fatty acid production include beef
tallow and coconut, palm, cottonseed, and soybean oil. Probably the
most used of the older processes is panning and pressing. This
fractional crystallization process is limited to those fatty acid
mixtures which solidify readily, such as tallow fatty acid. The
molten fatty acid is run into pans, chilled, wrapped in burlap
bags, and pressed. This expression extracts the liquid red oil
(mainly oleic
J
acid), leaving the solid stearic acid. The total number of
pressings indicates the purity of the product. To separate fatty
acids of different chain lengths, distillationZO is employed,
vacuum distillation being the most widely used. Three fractionating
towers of the conventional tray type are operated under a vacuum.
Preheated, crude fatty acid stock is charged to the top of a
stripping tower. While it is flowing downward, the air, moisture,
and low-boiling fatty acids are -,:wept out of the top of the tank.
The condensate, with part of it redrawn as a reflux, passes into
the main fractionating tower, where a high vacuum is maintained at
the top. A liquid side stream, also near the top, removes the main
cut (low-boiling acids), while over-heads and noncondensables are
withdrawn. The liquid condensate (high-boiling acids) is pumped to
a final flash tower, where the overhead distillate is condensed and
represents the second fatty acid fraction. The bottoms are returned
to the stripping tower, reworked, and removed as pitch. The fatty
acids may be sold as such or converted into many new chemicals.
The energy requirements that enter into the cost of producing
soap are relatively unim-portant in comparison with the cost of raw
materials, packaging, and distribution. The energy required to
transport some fats and oils to the soap factory is occasionally
considerable. The reaction that goes on in the soap reactor is
exothermic.
The following are the principal sequences into which the making
of bar soap by water splitting and neutralization can be divided,
as shown by the flowchart in Fig. 3.3.
Transportation of fats and oils. Transportation and manufacture
of caustic soda. Blending of the catalyst, zinc oxide, with melted
fats and heating with steam takes place
in the blend tank. Hot melted fats and catalysts are introduced
into the bottom of the hydrolyzer. Splitting of fats takes place
countercurrently in the hydrolyzer at 250C and 4.1 MFa,
continuously, the fat' globules rising against a descending
aqueous phase: The aqueous phase, having dissolved the split
glycerin (about 12%), falls and is separated The glycerin water
phase is evaporated and purified. See Glycerin. . The fatty acids
phase at the top of the hydrolyzer is dried by flas~g off the water
and
further heated. In a high-vacuum still the fatty acids are
distilled from the bottoms and rectified. The soap is formed by
continuous neutralization with 50% caustic soda in high-speed
mixer-neutralizer. The neat soap is discharged at 93C into a
slowly agitated blending tank to even out any
inequalities of neutralization. At this point the neat soap
analyzes: 0.002 to 0.10% NaOH, 0.3 to 0.6% NaCl, and approximately
30% H20. This neat soap may be extruded, milled, flaked, or
spray-dried, depending upon the product desired. The flowchart in
Fig. 29.3 depicts the finishing operations for floating bar
soap.
2Fatty Acid Distillation, Chern. Eng. ,55 146 (1948). Pictured
flowcharts of both straight and fractional distillation; Marsel and
AI'len, Fatty Acid Processing, Chern. Eng. 54 (6) 104 (1947); ECT,
3d ed., vol. 4, 1978, p. 839.
-
65
These finishing operations are detailed: The pressure on the
neat soap is raised to :3.5 ~lPa, and the soap is heated to about
200C in a high-pressure steam exchanger. This heated soap is
released to a flash tank at atmospheric pressure, where a partial
drying (to about 20%) takes place because the soap solution is well
above its boiling point at atmospheric pressure. This viscous,
pasty soap is mixed with the desired amount of air in a mechanical
scraped-wall heat exchanger, where the soap is also cooled by brine
circulation in the outer shell from lOsoe to about 65C. At this
temperature the soap is continuously extruded in strip form and is
cut into bar lengths. Further cooling, stamping, and wrapping
complete the operation. This entire procedure requires only 6 h, as
compared with over a week for the kettle process. The main
advantages of soap manufactured by this process as compared with
the kettle process are (1) improved soap color from a crude fat
without extensive pretreatment. (2) improved glycerin recovery, (3)
flexibility in control, and (4) less space and labor. Intimate
molecular control is the key to the success of this continuous
process, as, for example, in the hydrolyzer, where the desired
mutual solubility of the different phases is attained by
appropriate process conditions.
Typical Soaps
The main classes of soap are toilet soaps and industrial soaps.
These different soaps can fre-quently be made by one or more of the
procedures described. The bar soapZl market consists of regular and
superfatted toilet soaps, deodorant and/or antimicrobial soaps,
floating soaps. transparent/translucent, marbelized, and hard water
soaps. Some overlapping occurs as some deodorant bars have a
superfatted base. Toilet soap is usually made from mixtures of
tallo\\. and coconut oil in ratios of 80/20 or 90/10, and
superfatted soaps have ratios of 50/50 or 60,' 40 and some have 7
to 10% free fatty acid added as well. Deodorant soaps contain an
agent such as 3,4',5-tribromosalicylanilide (TBS) which prevents
the decomposition of perspiration into odorous compounds.
Practically all soa p merchandised contains from 10 to about 30%
water. If soap were anhy-drous, it would be too hard to dissolve
easily. See Table 3.6. Almost all soaps contain per-fume, even
though it is not apparent, serving merely to disguise the original
soapy odor. Toilet soaps are made from selected materials and
usually contain only 10 to 15% moisture; they have very little
added material, except for perfume and perhaps a fraction of a
percent of titanium dioxide as a whitening agent. Shaving soaps
contain a considerable proportion of potassium soap and an excess
of stearic acid, the combination giving a slower-drying lather.
"Brushless" shaving creams contain stearic acid and fats with much
less soap.
Another type of bar soap (in comparison wi~h the floating type
in Fig. 3.3) is milled toilet soap. The word milled refers to the
fact that, during processing, the soap goes through several sets of
heavy rolls, or mills, which mix and knead it. Because of the
milling operation, the finished soap lathers better and has a
generally improved performance, especially in cool water. The
milling operation is also the way in which fragrant perfumes are
incorporated int(l, cold soap. If perfume were mixed with warm
soap, many of the volatile scents would evaporate. After the
milling operation, the soap is pressed into a smooth cylinder and
is extruded continuously. It is then cut into bars, stamped, and
wrapped as depicted in Fig. 3.9.
21Jungerman, New Trends in Bar Soap Technology, Soap Cosrnet.
Chern. Spec. 58 (1) 31 (1982).
-
66
',' .:. ; :~".
Fig. 3.9. Making soap in milled bars. Another type of bar soap
(in comparison with the floating type shown in Fig. 3'.3) is milled
toilet soap, The word "milled" refers to the fact that, during
processing, the soap goes through several sets of heavy rolls or
mills which mix and knead it. A much more uniform product is
obta:'ned, and much direct labor is saved.
Crystal Phases in Bar Soap. The physical properties of bar soap
are dependent upon the crystalline soap phases present lnd the
condition of these phases. Any of three or more phases may exist in
sodium soaps, depending upon the fat used, the moisture and
electrolyte composition of the system, and the processing
conditions. Milled toilet soaps are mechanically worked to
transform the omega phase, at least partially, to the translucent
beta phase pro-ducing a harder, more readily soluble bar, Extruded
floating soaps contain both crystals [ornled in the freezer and
crystals that grow from the melt after it leaves the freezer.
Pro-cessing conditions are adjusted for an optimum proportion of
crystallized matrix, which adds strength and rigidity to the bar.
If necessary, the bar may be tempered by reheating to strengthen
it.
GLYCERIN
HISTORICAL. Glycerin22 is a clear, nearly colorless liquid
having a sweet taste but no odor. Scheele first prepared glycerin
in 1779 by heating a mixture of olive oil and litharge. On washing
with water, a sweet solution was obtained, giving, on evaporation
of the water, a viscous heavy liquid, which the discoverer called
"the sweet principle of fats." In 1846 Sobrero produced the
explosive nitroglycerin for the first time, and in 1868 Nobel, by
absorb-ing it in kieselguhr, made it safe to handle as dynamite.
These discoveries increased the demand for glycerin. This was in
part satisfied by the development in 1870 of a method for
recovering glycerin and salt from spent soap lyes, Since about
1948, glycerol has been pro-duced from petrochemical raw materials
by synthetic processes.
22The term glycerin is chosen for the technical product
containing the pure trihydroxy alcohol glycerol. The spelling of
glycerin is that employed by the USP.
-
67
USES AND ECONOMICS. The production of crude glycerin is
approximately 158 kt/year. Syn-thetic glycerin furnishes about 40
percent of the market. Glycerin is supplied in several grades,
including USP and CP, grades which are chemically pure, contain not
less than 95% glycerol, and are suitable for resins and other
industrial products. Yellow distilled is used for certain processes
\,,'here higher-purity types are not essential, e.g., as a
lubricant in tire molds. Glycerin is employed in making,
preserving, softening, and mOistening a great many prod-ucts, as
shown in Table 3'.7.
Manufacture Glycerin may be produced by a number of different
methods, of which the following are important: (1) the
saponification of glycerides (oils and fats) to produce soap, (2)
the recovery of glycerin from the hydrolysis, or splitting, of fats
and oils to produce fatty acids, and (3) the chlorination and
hydrolysis of propylene and other reactions from petrochemical
hydrocarbons.
In recovering glycerin from soap plants, the energy requirements
are mostly concerned with heat consumption involved in the unit
operations of evaporation and distillation, as can be seen by the
steam requirements on the flowchart in Fig. 29.10. The breakdown of
natural and synthetic procedures for glycerin is:
Glycerin from Sweet Water from Hydrolyzer
E~aporation (multiple effect) for concentration Purification
with settling Steam vacuum distillation
P~rtial condensation Decoloration (bleaching) Filtration or
ion-exchange purification
Glycerin from Petroleum
Purification of propylene Chlorination to allyl chloride
Purification and distillation Chlorination with HOCl Hydrolysis to
glycerin Distilla tion
RECOVERY FROM FATTY ACIDS. Practically all natural glycerin is
now produced as a coproduct of the direct hydrolysis of
triglycerides from natural fats and oils. Hydrolysis is
Table. 3'.7 Glycerin Consumption (metric kilotons)
1978 1980
Alkyd resins Cellophane Tobacco Explosives Drugs and cosmetics
Urethane foams Foods and beverages Miscellaneous
21.5 6.4
14.2 2.9
24.1 13.8 14.8 15.8
27 8
25 3
38 18 24 16
SOURCE:' ECT, 3d ed., vol. II, 1980, p. 927; Chem. Mar. Rep, May
25, 1981.
-
FLASH TANK I
"Sweetwater" \ from hydrolyzer (12% glycerol)
To ejectors
EVAPORATORS
Refined glycerin (95-99~o glycerol)
HG=high gravity; YD=yeliow distilled
FILTER
68
CRUDE GLYCERIN SETTLING
TANK
Fat skimmings
To ejecrQ('j
S T -;:::j::=======> CONDENSERS Steam NW CW DR
Crude glycerin (78 % glycerol)
Caustic
STILL FEED TANK
GLYCERIN STILL
HP steamJ]~~
Distillation roots
B c
PRODUCT TANKS ~I
CP HG yo glycerol glycerin glycerin
BLEACHING TANK
Fig. 3.1.0. Flowchart for glycerin manufacture from hydrolysis
of sweet water (Procter & Gamble Co.)
carried out in large continuous reactors at elevated
temperatures and pressures with a cata-lyst. Water flows
countercurrent to the fatty acid and extracts glycerol from the
fatty phase. The sweet water from the hydrolyzer column contains
about 12% glycerol. Evaporation of the sweet water from the
hydrolyzer is a much easier operatiop compared with evaporation of
spent soap lye glycerin in the kettle process. The high salt
content of soap lye glycerin requires frequent soap removal from
the evaporators. Hydrolyzer glycerin cont~ins practi-cally no salt
and is readily concentrated. The sweet water is fed to a
triple-effect evaporator, as depicted by the flowchart in Fig.
3.10, where the concentration is increased froITf 12% to 75 to 80%
glycerol. Usually, no additional heat (other than that present in
the sweet-water effluent from the hydrolyzer) is required to
accomplish the evaporation. After concentration of the sweet water
to hydrolyzer crude, the crude is settled for 48 h at elevated
temperatures to reduce fatty impurities that could interfere with
subsequent processing. Settled hydrolyzer crude contains
approximately 78% glycerol, 0.2% total fatty acids, and 22% water.
The settled crude is distilled under a vacuum (8 kPa) at
approximately 200C. A small amount of caustic is usually added to
the still feed to saponify fatty impurities and reduce the
possibility of codistillation with the glycerol. The distilled
glycerin is condensed in three stages at decreas-ing temperatures.
The first stage yields the purest glycerin, usually 99% glycerol,
meeting CP specifications. Lower-quality grades of glycerin are
collected in the second and third con-densers. Final purification
of glycerin is accomplished by carbon bleaching, followed by
fil-tration or ion exchange.
-
69
SYNTHETIC GLYCERIN.23 The growing market for glycerin, and the
fact that it was a coproduct of soap and dependent upon the
latter's production, were the incentives for research into methods
for producing this trihydroxy alcohol. The process of making
glycerin from propylene procured for the Shell Development Co. the
1948 Chemical Engineering achievement award.24 The propylene is
chlorinated at 51O'oC at 101 kPa to produce allyl chloride in
seconds in amounts greater than 85 percent of theory (based on the
propylene). Vinyl chloride, some disubstituted olefins, and some 1,
2 and 1, 3-dichloropropanes are also formed. (The reaction
producing allyl chloride was new to organic synthesis, involving
the chlorination of an olefin by substitution instead of addition.)
Treatment of the allyl chloride with hypochlorous acid at 38C
produces glycerin dichlorohydrin (CHzCl CHCI CHzOH), which can be
hydrolyzed by caustic soda in a 6% NazC03 solution at 96C. The
glycerin dichlorohydrin can be hydrolyzed directly to glycerin, but
this takes two molecules of caustic soda; hence a more economical
procedure is to react with the cheaper calcium hydroxide, taking
off the epichlorohydrin as an overhead in a stripping column. The
epichlorohydrin is
23ECT, 3d ed., vol. 11, 1980, p. 923; McGraw-Hill Encyclopedia
of Science and Technol-ogy, 5th ed., vol. 16, McGraw-Hill, New
York, 1982, p. 310.
24Hightower, Glycerin from Petroleum, Chern. Eng. 55 (9) 96
(1948); Synthetic Glycerin, Chern. Eng. 55 (10) 100 (1948).
Acetone
I 2 I
AC~\ GIY""\ldehYde ALLYL
ALCOHOL.:
H20 02 // \ H2\ 1/ /prOP'ylene /NOOH HO\Cl ~OXlde / ALLYL
Glycerol
PROPYLENE Ct2 CHLORIDE M,noChr'hY~N'OH--.-GLYCEROL
H2 0 '" i HOtCl I No OH "" ~ H20
NoOH
~ Glycidol GLYCEROL DICHLOROHYDRIN NoOH
~ / EPICHLOROHYDRIN
Fig. 3.11. Routes for the synthesis of glycerin.
-
70
easily hydrated to monochlorohydrin and then hydrated to
glycerin with caustic soda. The reactions are:
CH3 CH: CH2 + Cl2 - CH2CI CH: CHz + HCI (85 percent yield) CH2CI
CH: CH2 + HOCI - CH2CI CHCl CH20H (95 percent yield) CH2CI CHCl
CH20H + 2NaOH - CHzOH' CHOH CHzOH + 2NaCI
The overall yield of glycerin from allyl chloride is above 90
percent. Another process for obtaining glycerin from propylene
involves the following reactions,
where isopropyl alcohol and propylene furnish acetone and
glycerin (through acrolein) in good yields.
CH3 CHOHCH3 + air - CH3 'CO'CH3 + HzOz CH3 CH:CHz + air -+
CHO'CH:CHz + H20 CHO'CH:CHz + HzOz - CHOCHOHCHzOH -
CHzOH'CHOH'CHzOH
Figure 29.11 illustrates the various methods of synthetic
glycerin production. In 1982 only Dow Chemical Co. was producing
synthetic glycerin the the United. States
because of rising energy costs and the increase in supplies from
soapmakers and imports of low-priced glycerin from Europe.
SELEC1'ED REFERENCES
. DiStasio, r I.: Surfactants, Detergents and Sequestrants,
Noyes, Park Ridge, N.J., 1981. Garrett,H. E.: Surface Active
Chemicals, Pergamon, Oxford, 1974. Gutcho, 5.: Surface. Acttve
Agents, Noyes, Park Ridge, N.J., 1977. Jungerman, E.: Cationic
Surfactants, Marcel Dekker, New York, 1976. Linfield, M.: Anionic
Surfactants, Marcel Dekker, New York, 1976 .. Longman, G. F.: The
Analysis of Detergents and Detergent Products, Wiley, New York,
1976. Sittig, M. Detergent Manufacture Including Zeolite Builders,
Noyes, Park Ridge, N.J., 1979.
Chemical Technology III (3rd Year)3: Soap and Detergents