Embed Size (px)
Citation preview

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 1/20
Tehničkadijagnostika
Ais Gergid, Hasan Softid, Anan Avid, Alin Avid
DRUGA PARCIJALA

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 2/20
DRUGA PARCIJALA Tehnička dijagnostika
1
1. Subjektivni postupci tehničke ijagnostike?
Subjektivno ispitivanje je zaključivanje o karakteristikama i pojavama na bazi osjedaja oirom,
zvučnim efektima, čulom mirisa, okusa ili vizualno. Osnovni subjektivni postupci ispitivanja u
tehničkoj ijagnostici su:
- ispitivanje zvukom;
- vizuelna kontrola (ispitivanje);
- ispitivanje boja i mirisa;
- ostali postupci (opšti, lokalni, specijalni i laboratorijski)
Subjektivno ispitivanje zvuka je jeno o najstarijih ijagnostičkih postupaka. Stvaranje zvukapri rau jenog tehničkog sistema je neprijatna pojava. Vizuelna kontrola je nezamjenljiva i
prva ijagnostička metoa. Najpouzaniji i najvažniji instrument za tehničku ijagnostiku je
ljusko oko, jer ono osjeda i razlikuje svjetlost po boji, sjaju i intenzitetu. Često se na osnovu
boje ijelova, uslje oređene fizičke promjene sistema koji se posmatra može ijagnosticirati
stanje tehničkog sistema. Često je izražena promjena boje pri promjeni temperature (npr.
usijanost, termografija). Miris se koristi za kvalitativne ocjene tehničkog stanja, jer je skoro
nemogude vršiti kvantitativna mjerenja mirisa.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 3/20
DRUGA PARCIJALA Tehnička dijagnostika
2
2. Postupak mjerenja temperature (osnovne karakteristike, uticaj
termičkog stanja na ijelove tehničkog sistema, uticaj povišenih
temperature na materijale dijelova sistema, metode mjerenja
temperature) ?
Prisustvo ili odsustvo temperature, njena visina, raspodjela ili odstupanje od normalne
vrijednosti aju osta preciznu procjenu tehničkog stanja sistema. Pradenjem temperature
omogudeno je:
- a se manuelno kontroliše temperature ili a se vrši nazor na pravilnim
kontrolisanjem temperature;
- da se otkrije promjena temperature usljed neispravnog rada dijela sistema;
- a se otkrije promjena u provođenju toplote kroz ili van njega, izazvana neispravnim
radom sistema ili stvaranjem naslaga u sprovodnim dijelovima.
Pradenjem temperature obijamo termičko stanje koje nam omogudava blagovremeno
pronalaženje neispravnih ijelova u sistemu, sprečavanje težih otkaza kao i obijanje niza
važnih poataka za statističku analizu, analizu kvaliteta, trajnost sistema kao i perioičnost
akitivnosti oržavanja.
U ijelovima tehničkih sistema, termičko stanje manifestuje se kao:
- termičko naprezanje,
- termičke eformaeije, i
-
termičke ilatacije .
Da bi se ostvarila ogovarajuda pouzanost i gotovost tehničkih sistema, neophono je
efinisati kriterijume ozvoljenog termičkog stanja. S obzirom na to a termičko stanje
neminovno ovoi o umanjenja karakteristika čvrstode dijelova, pradenjem termičkog stanja
možemo to umanjenje kvalitativno izraziti.Kada se razmatra termičko stanje tehničkih
sistema da bi se sagledali njegovi efekti, mora se podi o izvora toplotne energije u sistemu.
U ijelovima izloženim temperaturi vedoj o 460° C I ejstvu unutrašnjeg pritiska pare olazi
o kontinualne plastične eformacije poznate kao puzanje.Trajna čvrstoda kao mjera otpora
koju materijal pruža propisanoj eformaciji puzanja (npr. 1%) za oređeno vrijeme (npr.10⁵h) prestavlja polaznu osnovu za proračun ijelova sistema koji rae u naveenim uslovima.
Mjerenje temperature može se izvesti:kontaktnim termometrima, termoparovima,
termistorima, temperaturnim kredama I bojama I infracrvenim detektorima.Metode mjerenja
oređuju se na osnovu mjernog mjesta mjerenja temperature. Nijena metoa merenja nije
univerzalno primjenljiva ved je ograničena svojim karakteristikama, bilo a je riječ o
površinskim mjerenjima temperature, bilo o unutrašnjosti nekog uređaja.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 4/20
DRUGA PARCIJALA Tehnička dijagnostika
3
3. Postupak mjerenja ugaone brzine I broja obrtaja?
Mjerenje ugaone brzine i broja obrtaja koristi se za provjeru rada motora, turbogeneratora,
vretena alatnih mašina it.Osim toga mjerenje brzine vozila svodi se na mjerenje ugaone
brzine. Pribore za m jerenje ugaone brzine obrtanja vratila mašine nazivamo tahometri.Po
principu rada oni mogu biti: mehanički (centrifugaini,frikcioni, vibracioni ), magnetnoindukcioni,
električni, elektroimpulsni, fotoelektrični i stroboskopski.
4. Vibracija, kao parametar tehničkog stanja sistema (opšta
svojstva, uzročnici nastajanja vibracija, karakteristike vibracija,
nivo kompleksnih-složenih vibracija, karakteristike buke-šuma)?
U posljednje vrijeme razvijena je potpuno nova tehnologija mjerenja vibracija i zvuka koji zbog
svog generisanog saržaja prestavljaju jedan od na jznačajnijih_inikativnih pokazateljasveukupnog inamičkog stanja mašine kao sistema ili pojeinih njenih sastavnih ijelova.Uz
pomod vibracija može se pratiti stanje velikog broja tehničkih sistema.
Uzrok vibracija mora da bude sila koja se mijenja iIi prema svom pravcu iIi prema svojoj veličini.
Svaki uzrok vibracija ima svoje karakteristike.
Osnovne karakteristike koje identifikuju vibracije su:
- frekvencija vibracija,
- amplituda vibracija,
- brzina vibracija, i
-
ubrzanje vibracija.
Stvarni saržaj karakteristika je u činjenici a se one koriste za etekciju I opisivanja neželjenog
ponašanja sastavnih ijelova i/ili sistema.
Pri ocjenjivanju nivoa vibracija treba mjeriti fazu, koja omoguduje primjenu pogonijeg načina
za upoređivanje jenog kretanja sa rugim. Nije cilj da se odredi koliki nivo vibracija neki deo
sistema može a izrži prije nego što otkaže, ved a se postigne ogovarajuža opomena u
pogledu smetnji, tako da se one mogu eliminisati prije otkazivanja sistema. Prilikom utvrdivanja
prihvatljivih nivoa vibracija sistema, treba razmotriti iskustvo i činioce kao što su: bezbjenost,
troškovi otklanjanja neispravnosti,troškovi uslje zastoja u proizvonji, važnost sistema utehnološkom lancu proizvonje.
Slično vibracijama, buka ima čitav niz karakteristika neophonih za njeno efinisanje ili
opisivanje:
- brzina rasprostiranja;
- frekvencija;

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 5/20
DRUGA PARCIJALA Tehnička dijagnostika
4
- talasna užina.
5. Mjerenje vibracija?
Vibracije se registruju analognim putem - pretvaranjem mehaničkih pomjeranja u analogne
električne signale (strujne ili naponske). Instrumentalni set, prilagođen upotrebi u pogonskim
uslovima, sastoji se od pretvarača, m jernog instrumenta sa pojačavačem i fiItera. Pretvarači
vibracija mogu da budu kontaktni i beskontaktni, pri čemu prvi mjere apsolutne, a drugi
relativne vibracije. Kontaktni pretvarači mogu mjeriti ubrzanje vibracija (piezoelektrični), brzinu
(induktivni) i pom jeranje (seizmički). Beskontaktni pretvarači se uglavnorn izvode na
induktivnom iIi kapacitivnom principu. Instrumenti za mjerenje vibracija mogu se svrstati
kao:
- mjerni uređaji (za perioične kontrole vibracija),
- kontrolni uređaji (za kontinualnu kontrolu vibracija),
-
analizeri (poesivi filter za izvajanje pojeinačnih frekvencija kompleksne vibracije).
6. Analiza vibracija, interpretacija podataka?
Analiza vibracije vrši se kaa perioične kontrole ukupnih vibracija ili buke na tehničkim
sistemima otkrivaju njihovo značajno povedanje. Ova analiza treba a se vrši na početku
izvođenja programa oržavanja prema stanju, kako bi se utvrilo tehničko stanje sistema.
Postupak analize može se poijeliti u vije faze:
- prikupljanje podataka;
- interpretacija I obrada podataka.
Potpunije analize izvoe se u laboratorijskim uslovima, korištenjem kvalitetnih analizera koji
imaju široke mogudnosti amplitune moifikacije I frekventne transformacije.
Postoji mnogo kriterijuma pomodu kojih se jeno utvrđeno stanje tehničkog sistema može
eklarisati kao stabilno ili nestabilno, onosno kao obro ili loše. Zajenička osobina svih ovih
prilaza, zasnovanih najčešde na uporeivanju onosa fizičkih veličina izlaza (npr. buke iIi
vibracija) I ulaza (npr. sila i momenata) jenog mašinskog sistema - u funkciji frekvencije
svakako je zavisnost od usvojenih teoretskih modela. Razumljivo a im otua i praktičnaprimjenljivost ostaje ograničena, bilo a pretpostavljaju komplikovan metoološki postupak,
bilo a postavljeni moeli ne mogu ovoljno vjerno interpretirati osobine realnog mašinskog
sistema.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 6/20
DRUGA PARCIJALA Tehnička dijagnostika
5
7. Pristup tehničkoj ijagnostici pomodu kontrole vibracija
Po mehaničkim vibracijama, u opštem slučaju, porazumijevamo oscilatorno kretanje krutogtijela u onosu na njegov ravnotežni položaj. Uzrok krenjanja je poremedajna prinuna sila kojapo svojoj priroi može biti eterminisana ili slučajna.
ANALIZA VIBRACIJA
Postupak frekventnog razlučivanja naziva se frekventna analiza, a kao njen krajnji rezultat
obija se frekventni spektar. To se postiže filtriranjem signala vremenskog zapisa vibracija u
instrumentu zvanom analizer.
PRIKUPLJANJE PODATAKA
Izbor reprezentne veličine stanja, izbor broja i raspore mjernih mjesta, izbor filtera optimalnihkarakteristika samo su neki o najznačajnijih elemenata veoma važnog procesa pripreme.
INTERPRETACIJA PODATAKA
Poslije korištenja metoa za obijanje potrebnih poataka za analizu vibracija i buke slijedi
ispitivanje registrovanih poataka i utvrđivanje značajnih vrijenosti za frekvenciju vibracijakoja je utvrđena. Obično se letimično poglea svaka kolona sa poacima o frekvenciji i zaokruži
jena,vije ili tri najznačajnije vrijednosti amplitude.
PRISTUP TEH.IJAGNOSTICI POMODU KONTROLE VIBRACIJA
Cjelokupan ijagnostički prilaz polazi o činjenice a svaki poremedajni uzročnik generiše
vibracije tačno oređenog karaktera, prepoznatljive prije svega po frekvenciji kao ključnom
parametru. Pri tome, identifikacija dominantnih parcijalnih komponenti postavljena je na
korištenju asimiliranog stanja i iskustva o specifičnim karakteristikama potencijalne slike
oscilovanja pokretnih maš.ijelova.
8. Utvrđivanje uzroka neispravnosti tehničkog sistema – uzroci
nastanka vibracija
Uzrok vibracija mora a bue sila koja se mijenja ili po svom pravcu ili prema svojoj veličini.
Svaki uzrok vibracija ima svoje karakteristike. U opštem slučaju zvučni talasi mogu biti
generisani kao posljedica: vibriranja čvrstih tijela u elastičnim sreinama gje su generisanje
vibracije pradene ogovarajudim zvučnim signalima, strujanja fluia preko čvrstih tijela,
turbulentnog miješanja.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 7/20
DRUGA PARCIJALA Tehnička dijagnostika
6
Uzroci nastanka vibracija:
1. Vibracije nastale uslje neuravnoteženosti masa rotora obrtnih mašina,
2. Vibracije nastale uslje poremedaja centričnosti (nesaosnosti),
3. Vibracije nastale uslje ekscentričnosti,
4. Vibracije nastale uslje neispravnih kotrljajudih ležaja,
5. Vibracije nastale uslje neispravnih kliznih ležaja ,
6. Vibracije nastale uslje mehaničke labavosti (zazora između ijelova),
7. Vibracije nastale uslje ejstva pogonskih kaiševa (zbog oscilatorne energije kajiševa) ,,
8. Vibracije nastale uslje problema na zupčanicima,
9. Vibracije električnog porijekla,
10. Vibracije nastale u rezonantnom poručju,
11. Vibracije nastale uslje jelovanja aeroinamičkih i hirauličnih sila ,
12. Vibracije nastale uslje jelovanja naizmjeničnih sila,
13. Vibracije nastale usljed trenja,
14. Vibracije nastale uslje „pulzacija“.
9. Postupci za ijagnostiku stanja kotrljajudih ležaja
Kod ispitivanja temperature dozvoljena granica je do 60oC bez dodatnog zagrijavanja okoline.
Kaa govorimo o ispitivanju šuma koji prouzrokuje ra ležaja postoje vije metoe:
- Primitivna metoda (oređena metalna šipka postavljena na ležaj),
- Električni stetoskop (koji spaa u kategoriju objektivnih postupaka).
Metoda envelope (promjenljivog) ubrzanja spada u kategoriju objektivnih postupaka mjerenja
tj. mjere se vibracije koje prouzrokuje oređeni ležaj u toku eksploatacije. Neostatak mjerenja
ubrzanja je osjetljivost na pruge izvora vibracija.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 8/20
DRUGA PARCIJALA Tehnička dijagnostika
7
1. Uzroci otkaza kotljajudih ležaja
- Neogovarajude pomazivanje, - Neogovarajuda montaža, - Granica zamora,
- Ostali uzroci.
2. Metoda udarnog impulsa (SPM metoda)
U momemtu uara između va uarna tijela, talas se po pritiskom širi kroz materijal obatijela. Kaa front talasa uari u pretvarač uarnog impulsa to de prouzrokovati prigušenuoscilaciju referentne mase.
3. Uticaj pomazivanja na stanje ležaja
4. SPM instrumenti
5. Analiza stanja kotroljajudih ležaja pomodu koova
10. Postupci ispitivanja (kontrole) bez razaranja – klasifikacija
ispitivanja (kontrole) bez razaranja
Kontrola bez razaranja ili efektoskopija uključuje razrau tehnologije etekcije grešaka i
procjene uticaja grešaka na kvalitet materijala sastavnih jelova sistema.Metoe kontrole bez
razaranja se temelje na fizičkim svojstvima materijala koji se ispituje.
Svaka meoa namjenjena je etekciji oređene grupe grešaka vezane nekom zajeničkom
karakteristikom ili ipak sprovođenju oređenog mjerenja .Metoe su pogone za prognozu
nivoa pouzdanosti sistema.Osnovne prednosti metoda kontole bez razaranja su:
Mogu se sprovoditi direktno na dijelu ili konstrukciji ,nezavisno od cjene
Mogude sprovesti 100%kontrolu
Uzorak je reprezentativan
Isti objekti mogu se ispitati s više metoa
Može se vršiti kontrola objekta u eksplotaciji
Mogu se pratiti komulatativni efekti uticaja grešaka
Može se pratiti uticaj mehanizam loma ijelova sistema
Nije potrebno priprema objekta za sprovođenje kontrole osim čišdenja
Oprema za ispitivanje je u principu pokretna
Osnovna ograničenja:
Svojstva objekta u vedini se mjeri inirektno
Pojeine metoe zahtjevaju pojačanu zaštitu na rau
Intepretacija rezultata kontrole zahtjeva obučeni kaar

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 9/20
DRUGA PARCIJALA Tehnička dijagnostika
8
Pojela metoa prema fizičkim svojstvima:
1. Zvučne metoe
2.
Metode kapilarnosti3. Megnetske metode
4. Optičke metoe
5. Radijaciske metode
6. Radiotalasne metode
7. Toplotske metode
8. Proticanje metode
9. Električne metoe
10. Elektromagnetske metode

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 10/20
DRUGA PARCIJALA Tehnička dijagnostika
9
11. Postupak magnetske kontrole – magnetska ispitivanja
Ovom metoom ispitivanja mogu se otkriti vrlo sitne greške koje se javljaju ispo površine
oređenog materijala kao što su:
- Sitne pukotine,
- Gasni mjehurudi,
- Isključci ispo površine koji prekiaju tok magnetne linije.
Za nanošenje magnetnih čestica na koma koriste se va načina: mokri i suhi.
Mokri način sastoji se o toga a se koma prska tečnom smjesom magnetnih čestica.
Ko suhog načina preko ijela koji se ispituje raspršuje se prah magnetnih čestica,a zrna su pri
tome nešto krupnija nego ko mokrog načina.
12. Postupak ispitivanja zasnovan na magnetnoj memoriji
metala
Da bi se na vrijeme izbjeglo razaranje ijelova i konstrukcije mogude je ovom brzom metoom,
bez prethone pripreme površine ispitivanja, a sa greškom manjom o 10% locirati potencijalne
uzročnike havarija i oreiti nivo napona koji je izazivaju.
Za izvršenje proceure ijagnostikovanja koriste se prenosni kompaktni uređaji – magnetometri
u kompletu sa ferosonažnim konvertorima – avačima.
Magnetizacija oređenog mašinskog ijela vrši se tako što se oba izvora magnetisanja priključe
na komad – uspostavi se magnetno polje i nakon toga se pomodu magnetnih čestica v rši
postupak otkrivanja greške u materijalu.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 11/20
DRUGA PARCIJALA Tehnička dijagnostika
10
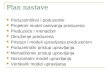
13. Postupak penetracije
Penetrirajude tečnosti su najstariji postupak ispitivanja bez razaranja. Zahvaljujudi svojoj
jenostavnosti i pouzanosti i anas se široko primjenjuje, usavršava i razvija.
Penetrantne metoe primjenjuju se pri oređivanju površinskih grešaka, kao što su
naprsline,zarezi,pore i sl.
Ove metoe su zasnovane na primjeni kapilarnih sila. Mogu se konstatovati greške čija je širina
veda o 0,001 mm i ublje o 0,01 mm
Osobina nekih tečnosti a zbog izrazito malog površinskog napona proiru u uske pukotine i
procjepe iskorištena je za otkrivanje ovakvih efekata (sl.1).
Naveenu osobinu imaju tečnosti koje su u principu organske priroe: alkohol,biljna i mineralna
ulja i u novije vrijeme čitav niz sintetičkih materijala i njihovih mješavina.
Najčešde ispitivani io nije čist , a eventualne naprsline su popunjene ili prikrivene naslagama
različite priroe . Neophono je prvo temeljito očistiti io, ili mehanički, ili pogonim organskim
rastvaračem. Ovo je najvažnija faza ispitivanja jer je mogudnost greške u ostalim fazama
zanemarljiva. Nakon čišdenja i sušenja, nanosi se penetrirajuda tečnost, koja proire u sve
naprsline i pukotine. Trajanje procesa penetriranja zavisi od vrste penetranta, materijala koji se
ispituje i oblika i dimenzije defekta.
Sleeda faza je pranje koje se vrši voom ili specijalnim rastvaračem.
Nakon sušenja, na ispitivani premet se nanosi srestvo koje ima afinitet a reaguje sa
penetrantom (razvijač), a ujeno služi i kao kontrastno srestvo. Boja mu je obično bijela, tako
da penetrant (na jčešde ljubičasto-crveni) koji je izvučen iz naprsline postaje lako uočljiv, a time i
oblik i imenzija efekta. Dubina i širina procjepa ocjenjuju se na osnovu intenziteta boje , tj.
količine penetranta koji je reagovao.
14. Postupak holografije
Holografija je fotografski postupak bez sočiva pomodu koga je mogude optičke talase
rekonstruisati na oređenom mjestu u prostoru a bi se utvrile amplitue i raspojela faza. Da
bi se dobio hologram, potrebna je koherentna svjetlost – vremenski i prostorno. Ova metoda

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 12/20
DRUGA PARCIJALA Tehnička dijagnostika
11
ijagnostike može se koristiti upoređivanjem va stanja iz va različita vremenska trenutka pri
promjeni opteredenja (naprimjer napritisak ili popritisak, zamora na savijanje i pa vibracije
pri mjerenju krutosti mašina i r.) za utvrđivanje lijepljenih i zavarenih spojeva, u
avioindustriji,medicini itd.
15. Postupak ultrazvuka - ultrazvučna ispitivanja
Ultrazvučna efektoskopija je zasnovana na sposobnosti ultrazvučnih talasa a u viu
usmjerenog snopa prodiru kroz materijal, a odbijaju se od raznih nehomogenosti. To
omogudava otkrivanje raznih grešaka, čak i kaa su one u ubini materijala tj. kaa je primjena
magnetne metoe nemoguda, a primjena rengenskih i gama zraka ograničena ebljinom
materijala.
Ultrazvuk je zvuk koji je generisan izna ometa ljuskog sluha, obično preko 20 kHz.
Ultrazvučna metoa (postupci), se može prilagoiti i materijalima (ijelovima sistema) koji nisu
feromagnetni, i može otkriti neostatke (metalne pločice, pukotine) koji su prilično duboko u
unutrašnjosti komaa.
Ova metoda predstavlja kao uslov – a materijal (io sistema) bue provonik zvučnih talasa i u
praksi se može primjenjivati na skoro svim materijalima, o metala savršene metalurške
strukture pa sve do betona za mostove, brane itd.
Poručje u kojem je ultrazvučna metoa pronašla primjenu je u ispitivanju ko zavarivanja,
uopšte, a posebno ko specijalnih tipova zavarivanja.
16. Postupak ispitivanja vrtložnim strujama
Ovaj postupak vrtložne struje u praksi prikazuje dvije karakteristike:
- Mjerenje je inirektno i zato zahtijeva (po potrebi) bažarenje instrumenta za svaku seriju
predmeta dijelova u ispitivanju,
- Vrši se kontrola bez stvarnog oira sa premetom;
Postupak je vrlo jenostavan, brz, može se automatizovati i nije preskup.
Ova metoa se najčešde primjenjuje za:
-otkrivanje pukotina i uključaka
-otkrivanje razlika u sastavu, mikrostrukturi i dr. osobinama metala
-mjerenje debljine magnetske neprovodne obloge na metalu

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 13/20
DRUGA PARCIJALA Tehnička dijagnostika
12
17. Postupci radiografije i gamagrafije
Pod terminom radiografija podrazumijevamo proces fotografisanja izveden upotrebom
rengenskih zraka ( nazvanih još X-zracima)
Gamagrafija je oblik raiografije koji, međutim, koristi gama zrake ali se temelji na istim
teoretskim principima.
Radiografija – Ispitivanje rengenskim zracima naišlo je na veliku primjenu ko utvrđivanja
unutrašnjih efekata i uopšte na nehomogenost materijala (ijela sistema) . Ovo ispitivanje
zasnovano je na sposobnosti rendgenskih zraka da prolaze kroz razne materijale. Prilikom
prodiranja zraka kroz metale dolazi do njihove apsorpcije, tj. zraci slabe. Ovo slabljenje je manje
ako zraci nailaze na greške i nehomogenosti tj. taa je manja apsorpcija.
Druga važna osobina rengenskih zraka je a jeluju na fotografsku ploču ostavljajudi zacrnjenja
različitog stepena (foto-efekat), kao i da na fluoroscentnim ekranima izazivaju fluoroscenciju.
Gamagrafija – ispitivanje gama zracima – Gama-zraci nastaju prilikom prironih ili vještačkih
radioaktivnih materijala, a imaju iste osobine kao i rengenski zraci. Oni takođe proiru kroz
materijal (io sistema) u kome se apsorbuju u vedoj ili manjoj mjeri, ved u zavisnosti o toga a
li prolaze kroz homogeni materijal ili nailaze na neke greške, a prilikom ejstva na fotografsku
ploču takođe ovoe o razlaganja emulzije. Međutim, njihova talasna užina je manja o
talasne užine rengenskih zraka i iznosi do cm , pa uslijed toga gama zraci imaju
vedu mod proiranja.
18) Postupak mjerenja pritiska
Često olazi o otkaza ijelova tehničkih sistema zbog maximalnog pritiska i oscilacija
pritiska u dijelovima sistema.
Za mjerenje pritiska često se koriste manometri. Manometri imaju oređenu inerciju i ne mogu
registrovati kratko trajanje pritiska. Manometri mogu a se prikljuce pomodu cijevnog zavoja na
svako mjesto ciklusa. Za ispitivanje pojave mjerenje toka pritiska u cjevima preporučuje seopsliživanjem „boljim“ mjernim uređajima ili njihovo razvijanje o slučaja o slučaja.
Metode mjerenja max. Pritiska
Da bi se obio željeni rezultat mora a se postavi više zahtjeva na jenoj izvebi koja treba a
mjeri „špic“ pritiska:

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 14/20
DRUGA PARCIJALA Tehnička dijagnostika
13
a) uređaji moraju a pokazuju postojede onose pritiska po mogudnoti bez greške i zakašnjenja,
b) pobudna osjetljivost mora a bue izna najvede frekvencije koja se očekuje u sistemu,
c) mjerni uređaji ne smiju a reaguju na mehaničke oscilacije ,
) opsluživanje treba a bue što jenostavnije,
e) potrebni el. priključci moraju a se oaberu tako a ogovaraju uobičajenim naponima i
frekvencijam itd.
Uređaj za snimanje pritiska
Za snimanje pritiska upotrebljava se kvarc-kristalni uređaj za snimanje ,koji rai na
piezoelektričnom principu, tako a postojedi pritisak na mjernom mjestu pretvara u napon.
19) Postupak kontrole produkata habanja i sagorijevanja (dijagnoza
tehničkog stanja triboloških sklopova, ispitivanje promjena svojstava
maziva)
Dijagnoza tehničkog stanja triboloških sklopova
Dijagnostika tribomehaničkih sistema ima veoma značajnu ulogu u razvoju teorije i
prakse trenja,habanja i pomazivanja.U posljenje vrijeme posebna pažnja se
posveduje razvoju savremenih uređaja i metoa za pradenje promjene stanja
tribomehaničkih sistema.Sa aspekta pradenja najvažniju fazu tribološkog
ijagnosticiranja prestavlja stvaranje ijag.kompleksa koji praktično realizuje ieju
prepoznavanja stanja tribološkog sistema. Jean o najvažnijih ijag.problema
uovakvim slučajevima je uspostavljanje korelacije između parametara čestica
habanja i samoga režima habanja. Neavno je preložen novi originalni meto ocjene
parametara čestica habanja u realnom vremenu čija suština je u tome a se ulje iz
uljnog provonika ovoi u specijalni turboprovonik i propušta kroz malu deliju oko
koje su postavljena 4 elektromagneta, koji stvaraju obrtno mag.polje( slika 8.3)

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 15/20
DRUGA PARCIJALA Tehnička dijagnostika
14
Ispitivanje promjena svojstava maziva
Maziva i ulja su materije posebnih svojstava koje se koriste:
1. Smanjenje trenja između pokretnih ijelova mašine,
2. apsorbuje toplotu,
3. prikupljanje nečistoda,
4. zaštita o korozije,
5. zaptivanje zazora između oirnih površina
Maziva i ulja prema izvoru razlikujemo na :
-biogena maziva i biljna ulja,
-mineralna ulja
-sintetička ulja

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 16/20
DRUGA PARCIJALA Tehnička dijagnostika
15
Prema primjeni razlikujemo sleede vrste ulja :
-mašinsko ulje,
-motorno ulje,
- ulje za prenosnike snage (reuktori, mjenjači it ),
-ulje za precizne uređaje,
-ulja za pomazivanje i hlađenje.
Maziva u suštini prestavljaju mješavinu oko 80 % ulja, 5-10 % zgušdivača i 10-15 % aditiva.
Karakteristike kojima su označena meziva i ulja su:
-viskoznost na različitim temperaturama,
-temperatura paljenja,
-neutralizacioni broj,
-saržaj nerastvorljivih materijala u organskim rastvaračima,
-saržaj goriva i saržaj vode,
-boja
Ako ulje u sebi ima jako puno nečistoda (prerađeno ulje ) njegov izgle je pretežno crne boje.
Golim okom se ne primjeduje čestice manje o 40 mikrona.
Ko ulja nove generacije izgle je ograničen jer je ko njih čađ suspenovana, tamna i
neprovina čak i crna.
20) Dijagnosticiranje stanja ulja i maziva
Saržano u pitanju 19)

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 17/20
DRUGA PARCIJALA Tehnička dijagnostika
16
21) Utvrđivanje stanja sistema na bazi analize ulja i masti
Uzimanje uzoraka je osnovni preduslov za dobijanje pouzdanih rezultata u analitici
istrošenih čestica. Uzorci ulja treba a omogudavaju obijanje prosječnog sastava ukupnog ulja.
Za oređivanje oblika i veličine istrošenih čestica često se primjenjuje, polarizacioni svjetlosni
mikroskop sa svjetlosnim izvorima .
Porijeklo istrošenih čestica –razlika između metalnih i nemetalnih čestica može se utvriti
naveenim mikroskopom. Razne metalne čestice oređuju se prema boji. Uvođenjem gasova,
isparenja ili drugih reagenasa izaziva se promjena boje . Ovo nam je bitno iz razloga da
odredimo mjesto habanja našeg sistema.
Oblik i veličina istrošenih čestica – Na osnovu oblika i veličine istrošenih čestica obijaju se
poaci o stanju istrošenosti. Osnovni tipovi vrsta habanja su ahezivno habanje, abrazivnohabanje , tribohemijsko habanje, kao i pojava zamora i oštedenja površina. Pri jakom habanju
habanju odvajaju se jelidi ekstremno eformisanih slojeva površine, što nam je pokazatelj a
nesšto nije „u reu“ sa našim sistemom.
22) Postupak ispitivanja (kontrole) korozije (vrste korozije, kontrola
stanja korozije, razlozi i ciljevi ispitivanja korozionih procesa, metode
ispitivanja korozionih procesa)
Vrste korozije
Oštedenja sastavnih ijelova sistema uslje korozije se prema svome obliku mogu poijeliti:
I- Erozivna korozija ili habanje (smanjenje debljine)
II-lokalni procesi korozije (rupe)
III- procesi korozije koji stvaraju pukotine u vezi sa mehaničkim naprezanjem (fino
razgranata korozija)
Kontrola stanja korozije
Pod kontrolom stanja se podrazumijeva skup svih mjera koje se primjenjuju u normalnim
proizvonim uslovima jenog tehničkog sistema, onosno pojeinačnog ijela. Tu spaaju npr.

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 18/20
DRUGA PARCIJALA Tehnička dijagnostika
17
Posebne analize , mjerenja elektrohemijskih potencijala i mjerenja brzine korozije pomodu
uzoraka ili elektro-hemjskih senzora, primjena gasne analize itd.
Razlozi i ciljevi ispitivanja korozionih procesa
Ispitivanje korozionih procesa je neophodno i izvodi se radi sledećih ispitivanja :
1) Ispitivanje ponašanja materijala
2) Ispitivanje korozione sredine
3) Ispitivanje tehnoloških procesa
4) Procjena štete od korozije
5) Proučavanje mehanizma korozije
7) Utvrđivanje uzroka korozije
8) Ispitivanje metoda za sprečavanje korozije
9) Izbor najpogodnijeg materijala itd.
Metode ispitivanja korozionih procesa

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 19/20
DRUGA PARCIJALA Tehnička dijagnostika
18

7/23/2019 Skripta II Parcijala, Tehnička Dijagnostika
http://slidepdf.com/reader/full/skripta-ii-parcijala-tehnicka-dijagnostika 20/20
DRUGA PARCIJALA Tehnička dijagnostika
19