Embed Size (px)
Citation preview

1
SISTEM PENDUKUNG KEPUTUSAN PREDIKSI JUMLAH PRODUKSI BARANG
DENGAN METODE FUZZY TSUKAMOTO BERDASARKAN PLANNING DAN DEFECT
Studi kasus : PT. Indonesia Wacoal Puji Wahyu Utami¹, Prihastuti Harsani,M.Si.², Boldson H.S.,MMSI.³
¹˴²˴³ Program Studi Ilmu Komputer, Fakultas MIPA Universitas Pakuan Bogor
Email : [email protected]¹, [email protected]², [email protected]³
Jl.Pakuan PO BOX 452, Bogor
Telp/Fax (0251) 8375 547
ABSTRAK
PT. Indonesia Wacoal merupakan perusahaan yang memfokuskan diri dalam spesialisasi
pembuatan pakaian dalam wanita seperti bra, celana dalam, camisole, lingerie, nightwear dan
girdle. Produksi masing-masing item dalam jumlah dan waktu yang tepat merupakan hal yang
pasti diinginkan oleh PT. Indonesia Wacoal. Mengingat minat dan kebutuhan pasar akan tiap item
yang berbeda-beda tentu menuntut bagian produksi untuk dapat memperkirakan jumlah produksi
dengan tepat agar dapat memenuhi kebutuhan pasar. Dalam hal ini menentukan prediksi jumlah
produksi yang tepat dapat meminimalisir kerugian karena produksi yang berlebih atau produksi
yang terlalu sedikit. Penentuan prediksi jumlah produksi ini menggunakan logika fuzzy yaitu
Metode Tsukamoto. Dengan menggunakan produksi yang sudah ada. Data ini sebagai data input
yang akan diolah dengan Metode Tsukamoto menjadi output berupa prediksi jumlah produksi.
Dari data bulan juli 2017 dijadikan sebagai data uji untuk mencari besar tingkat akurasinya. Dari
10 produk dengan total 200 data yang telah diuji didapat hasil perhitungan presentase kesalahan
absolute (Mean Absolute Deviation = MAD) dari fuzzy tsukamoto yang digunakan adalah 20%,
sehingga dapat diketahui pula tingkat keakuratan dari hasil perhitungan tersebut adalah 80%.
Sedangkan rata-rata selisih antara aktual produksi dengan prediksi menggunakan fuzzy tsukamoto
adalah sebesar 30.6.
Kata Kunci : prediksi, tsukamoto, jumlah produksi, fuzzy logic, rules.
PENDAHULUAN
1.1 Latar Belakang
Proses produksi diartikan sebagai suatu
kegiatan atau proses yang
mentransformasikan masukan (input)
menjadi hasil keluaran (output) (Budiono,
2005). Proses produksi merupakan hal yang
vital dalam sebuah perusahaan, prediksi
jumlah barang yang akan diproduksi harus
tepat agar tidak mengurangi potensi
penjualan. Setiap perusahaan memiliki
jumlah produksi yang berbeda-beda, hal ini
tergantung pada permintaan pasar yang ada
dan berbagai faktor pendukung di perusahaan
tersebut. Perkembangan teknologi informasi
yang begitu pesat memicu semua perusahaan
untuk dapat mengoptimalkan dan
memanfaatkan penggunaan teknologi
informasi berdasarkan kebutuhannya, salah
satunya adalah sistem pendukung keputusan
berbasis komputer. Sistem Pendukung
Keputusan (SPK) merupakan sistem yang
mendukung manajer atau sekelompok orang
dalam perusahaan untuk mengambil
keputusan yang dihadapi oleh perusahaan.
Dengan mempercayakan keakuratan SPK,
perusahaan dapat menghindari resiko yang
merugikan.

2
PT. Indonesia Wacoal merupakan
perusahaan yang memfokuskan diri dalam
spesialisasi pembuatan pakaian dalam wanita
seperti bra, celana dalam, camisole, lingerie,
nightwear dan girdle. Produksi masing-
masing item dalam jumlah dan waktu yang
tepat merupakan hal yang pasti diinginkan
oleh PT. Indonesia Wacoal. Mengingat minat
dan kebutuhan pasar akan tiap item yang
berbeda-beda tentu menuntut bagian produksi
untuk dapat memperkirakan jumlah produksi
dengan tepat agar dapat memenuhi
kebutuhan pasar. Dalam hal ini prediksi
jumlah produksi sangatlah dibutuhkan.
Namun dalam menentukan jumlah produksi
masing-masing item di waktu mendatang
bukanlah hal yang mudah. Banyaknya faktor
yang terlibat dalam proses perhitungan tentu
menjadi kendala dalam menentukan prediksi
jumlah produksi pakaian dalam wanita yang
akan diproduksi. Faktor-faktor tersebut
diantaranya adalah operator produksi, mesin,
ketersediaan dan kelengkapan material dan
dana (biaya produksi). Untuk mengatasi
kendala yang disebabkan oleh faktor-faktor
tersebut maka dibuatlah planning
produksi.Fungsi dari planning ini adalah
untuk mengontrol sampai sejauh mana
jalannya persiapan di produksi seperti
mengontrol kelengkapan material, distribusi
hasil potongan material dari bagian cuttingke
produksi, persiapan training operator untuk
artikel baru, penyetelan mesin oleh mekanik,
kelengkapan paket pola, sampel dan SOP.
PT. Indonesia Wacoal mempunyai beberapa
planning yang dibuat yakni (1) forecast yang
merupakan rencana produksi yang memuat
nama-nama artikel dan jumlah produksi
untuk masing-masing line yang akan
dijalankan di produksi selama 3 bulan
kedepan, (2) weekly yang merupakan rencana
produksi yang hampir sama isinya dengan
forecast namun pada weekly terdapat
informasi tentang kelengkapan dan kesiapan
material yang dibutuhkan. Jika melihat dari
adanya forecast dan weekly sebenarnya sudah
cukup untuk memprediksi jumlah produksi
masing-masing item, namun pada
pelaksanaanya masih sering dijumpai jumlah
produksi yang tidak sesuai dengan kebutuhan
pasar, hal ini tentunya menjadi kerugian
tersendiri bagi perusahaan. Hal lain yang
kurang diperhatikan dalam memprediksi
jumlah produksi di PT. Indonesia Wacoal
adalah jumlah defect yang ada sehingga
prediksi jumlah produksi yang ada sering kali
meleset.
Berdasarkan uraian diatas maka
diperlukan proses prediksi secara otomatis
menggunakan kecerdasan buatan. Salah satu
metode dalam kecerdasan buatan yang dapat
digunakan dalam memprediksi adalah fuzzy
logic. Pada kasus di PT. Indonesia Wacoal
fuzzy yang akan dipakai adalah Tsukamoto.
Hal ini dikarenakan fuzzy tsukamoto
memiliki penalaran fuzzy yang cukup mudah
untuk dipahami. Penelitian ini membantu
bagian produksi memprediksikan jumlah
produksi tiap item di PT. Indonesia Wacoal
dengan menggunakan metode fuzzy
tsukamoto dengan 3 variabel,yaitu :
planning, defect dan produksi. Dari masing-
masing variabel tersebut ditentukan dengan 2
himpunan fuzzy, kemudian nilai minimal dan
maksimal variabel-variabel tersebut
digunakan untuk menentukan nilai posisi
himpunan fuzzy, sampai akhirnya sistem
menampilkan jumlah prediksi yang sesuai
dengan planning dan deffect yang ada.
1.2 Tujuan Penelitian
3
Tujuan dari penelitian ini adalah
merancang sistem pendukung keputusan
dalam memprediksi jumlah produksi barang
berdasarkan data planning dan defect yang
ada dan juga untuk mengetahui perbandingan
jumlah produksi perusahaan dengan jumlah
produksi fuzzy tsukamoto.
1.3 Ruang Lingkup Penelitian
Adapun ruang lingkup dalam laporan
penelitian ini dibatasi sebagai berikut :
1. Prediksi jumlah produksi di PT. Indonesia
Wacoal.
2. Metode yang digunakan untuk
memprediksi jumlah produksi adalah fuzzy
tsukamoto.
3. Sistem pendukung keputusan (SPK)
dibuat untuk mempermudah bagian
produksi dalam memperoleh informasi
prediksi dengan menggunakan software
XAMPP.
1.4 Manfaat Penelitian
Hasil penelitian ini diharapkan dapat
memberikan manfaat diantaranya:.
1 Dapat dijadikan acuan untuk
pengambilan keputusan dalam
memprediksi jumlah produksi dan juga
mempermudah perhitungan prediksi
produksi menggunakan sistem dalam hal
efisiensi waktu prediksi.
2 Tambahan ilmu pengetahuan dalam
penerapan konsep logika fuzzy tsukamoto
dalam bidang industri.
TINJAUAN PUSTAKA
2.1 Tinjauan Pustaka
2.1.1 Sistem Penunjang Keputusan
Decision Support System atau Sistem
Pendukung Keputusan (SPK), secara umum
didefinisikan sebagai sebuah sistem yang
mampu memberikan kemampuan, baik
kemampuan pemecahan masalah maupun
kemampuan pengkomunikasian untuk
masalah semi-terstruktur dengan cara
memberikan informasi ataupun usulan
menuju pada keputusan tertentu (Hermawan,
2005).
Pada awalnya Turban dan Aronson
(1998) mendefiniskan sistem pendukung
keputusan (Decision Support Systems - DSS)
sebagai sistem yang digunakan untuk
mendukung dan membantu pihak manajemen
melakukan pengambilan keputusan pada
kondisi semi terstruktur dan tidak terstruktur.
Pada dasarnya konsep DSS hanyalah sebatas
pada kegiatan membantu para manajer
melakukan penilaian serta menggantikan
posisi dan peran manajer.
2.1.2 Prediksi
Prediksi adalah suatu proses
memperkirakan secara sistematis tentang
suatu yang paling mungkin terjadi dimasa
depan berdasarkan informasi masa lalu dan
sekarang yang dimiliki, agar kesalahannya
(selisih antara suatu yang terjadi dengan
hasil perkiraan) dapat diperkecil (Setyorini,
2011). Prediksi tidak harus memberikan
jawaban sedekat mungkin yang akan
terjadi. Berdasarkan teknik yang digunakan
untuk memprediksi maka prediksi dapat
dibagi menjadi dua bagian yaitu prediksi
kualitatif dan prediksi kuantitatif.
2.1.3 Planning
T. Hani Handoko (1995)
mengemukakan bahwa planning adalah
pemilihan atau penetapan tujuan organisasi
dan penentuan strategi, kebijaksanaan,
proyek, program, prosedur, metode, sistem,
anggaran dan standar yang dibutuhkan
untuk mencapai tujuan.
2.1.4 Defect
Defect adalah Kejadian dimana suatu
produk/jasa gagal memenuhi persyaratan
yang diinginkan pelanggan (Noor Fitrihana,
4
2008). Defect dapat diklasifikasikan menjadi
dua yaitu, major defect dan minor defect.
2.1.5 Fuzzy Tsukamoto
Fuzzy Logic adalah sebuah metodologi
“berhitung” dengan variabel kata-kata
(linguistic variable),sebagai pengganti
berhitung dengan bilangan. Kata-kata yang
digunakan dalam fuzzy logic memang tidak
sepresis bilangan, namun kata-kata jauh lebih
dekat dengan intuisi manusia. Dengan fuzzy
logic, sistem kepakaran manusia bisa
diimplementasikan ke dalam bahasa mesin
secara mudah dan efisien. Motivasi utama
teori fuzzy logic adalah memetakan sebuah
ruang input ke dalam ruang output dengan
menggunakan IF-THEN rules. Pemetaan
dilakukan dalam suatu Fuzzy Inference
System (FIS). FIS adalah sebuah metode
yang menginterpretasikan harga-harga dalam
vektor input, menarik kesimpulan berdasar
sekumpulan IF-THEN rules yang diberikan,
dan kemudian menghasilkan vektor output.
Fuzzy Logic dapat diaplikasikan dengan baik
untuk menentukan suatu kesimpulan atau
hasil dari data input dan output yang akan
diproses. Fuzzy Logic digunakan karena
dibandingkan dengan logika konvensional,
logika fuzzy memiliki kemampuan dalam
proses penalaran secara bahasa sehingga
dalam perancangannya tidak memerlukan
persamaan matematik yang rumit. Selain itu
karena fuzzy logic yang mudah dimengerti,
memiliki toleransi data-data yang tidak tepat,
mampu memodelkan fungsi-fungsi nonlinear
yang sangat kompleks, serta dapat bekerja
sama dengan teknik-teknik kendali secara
konvensional dan didasarkan pada bahasa
alami. Dalam Fuzzy Logic terdapat 3 jenis
fuzzy, yaitu : Tsukamoto, Mamdani, dan
Sugeno.
Pada metode Tsukamoto, implikasi setiap
aturan berbentuk implikasi “Sebab-Akibat”
Implikasi “Input-Output” dimana antara
anteseden dan konsekuen harus ada
hubungannya. Setiap aturan
direpresentasikan menggunakan himpunan-
himpunan fuzzy, dengan fungsi keanggotaan
yang monoton. Kemudian untuk menentukan
hasil tegas (Crisp Solution) digunakan rumus
penegasan (defuzifikasi) yang disebut
“Metode rata-rata terpusat” atau “Metode
defuzifikasi rata-rata terpusat (Center
Average Deffuzzyfier) (Setiadji, 2009).
Operasi dari fuzzy tergantung dari eksekusi 3
fungsi utama berikut :
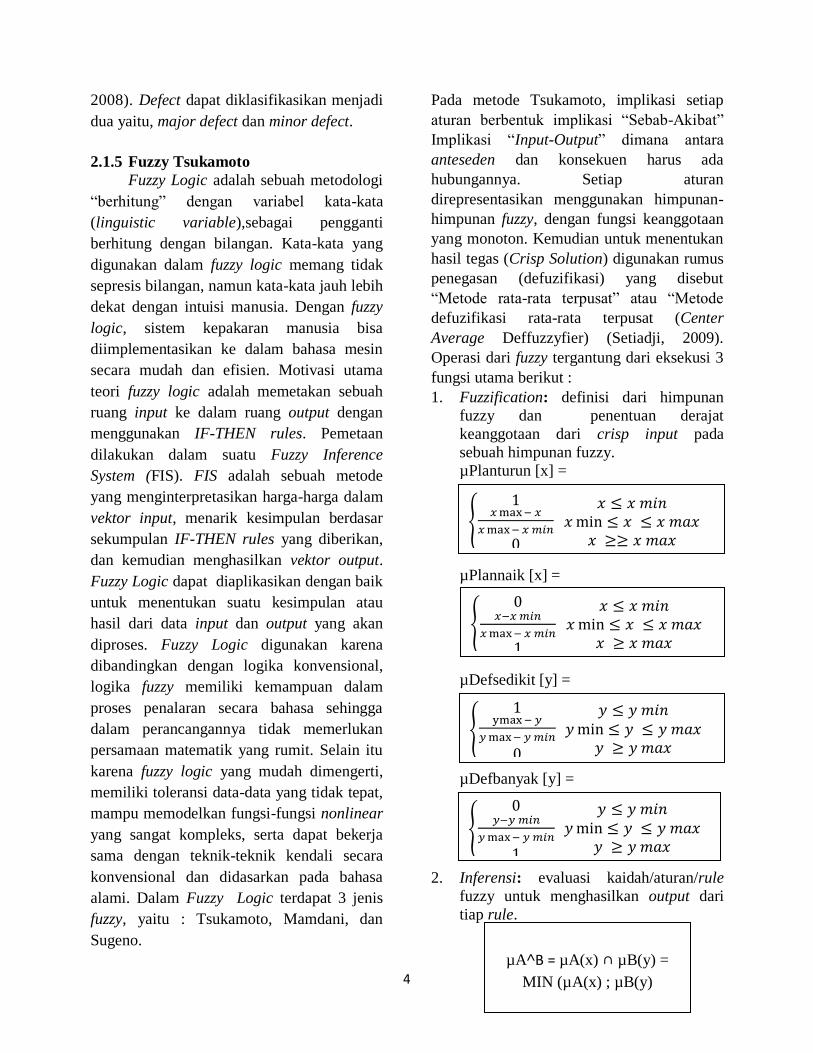
1. Fuzzification: definisi dari himpunan
fuzzy dan penentuan derajat
keanggotaan dari crisp input pada
sebuah himpunan fuzzy.
µPlanturun [x] =
µPlannaik [x] =
µDefsedikit [y] =
µDefbanyak [y] =
2. Inferensi: evaluasi kaidah/aturan/rule
fuzzy untuk menghasilkan output dari
tiap rule.
{
1𝑥 max − 𝑥
𝑥 max − 𝑥 𝑚𝑖𝑛
0
𝑥 ≤ 𝑥 𝑚𝑖𝑛𝑥 min ≤ 𝑥 ≤ 𝑥 𝑚𝑎𝑥
𝑥 ≥≥ 𝑥 𝑚𝑎𝑥
{
0𝑥−𝑥 𝑚𝑖𝑛
𝑥 max − 𝑥 𝑚𝑖𝑛
1
𝑥 ≤ 𝑥 𝑚𝑖𝑛𝑥 min ≤ 𝑥 ≤ 𝑥 𝑚𝑎𝑥
𝑥 ≥ 𝑥 𝑚𝑎𝑥
µA˄B = µA(x) ∩ µB(y) =
MIN (µA(x) ; µB(y)
{
1ymax − 𝑦
𝑦 max − 𝑦 𝑚𝑖𝑛
0
𝑦 ≤ 𝑦 𝑚𝑖𝑛𝑦 min ≤ 𝑦 ≤ 𝑦 𝑚𝑎𝑥
𝑦 ≥ 𝑦 𝑚𝑎𝑥
{
0𝑦−𝑦 𝑚𝑖𝑛
𝑦 max − 𝑦 𝑚𝑖𝑛
1
𝑦 ≤ 𝑦 𝑚𝑖𝑛𝑦 min ≤ 𝑦 ≤ 𝑦 𝑚𝑎𝑥
𝑦 ≥ 𝑦 𝑚𝑎𝑥

5
.
3. Defuzzification : perhitungan crisp
output. Untuk mendapatkan output,
diperlukan beberapa tahapan, antara lain:
1. Pembentukan himpunan fuzzy
2. Aplikasi fungsi penentuan α-predikat
dan penentuan α-predikat × fungsi
keanggotaan output (Z).
3. Penentuan nilai crisp Z dengan rumus
sebagai berikut:
.
Keterangan rumus :
Z = Hasil Defuzzifikasi
αi = Nilai keanggotaan anteseden
zi = Hasil inferensi tiap aturan
METODE PENELITIAN
3.1. Metode Penelitian
Metode penelitian yang digunakan adalah
model SDLC (Sistem Development Life
Cycle) .
Perencanaan Analisis Perancangan Implementasi Uji Coba Terima PenggunaanYa
Tidak
Gambar Tahapan SDLC (Kadir, 2010)
3.1.1 Perencanaan
Perencanaan merupakan sebuah proses
dasar untuk memahami mengapa sebuah
sistem harus dibangun. Pada tahap ini
diperlukan adanya analisis kelayakan dengan
mencari data atau melakukan proses
pengumpulan segala informasi kepada
pengguna melalui wawancara dan observasi.
Penelitian akan dilakukan pada 10 line yang
ada di PT. Indonesia selama 20 hari kerja
terhitung dari 4 juli sampai 31 juli 2017.
Pada penelitian ini ada sekitar 200 data yang
akan digunakan, dimana 50 data diantaranya
akan digunakan untuk data latih, dan sisanya
150 data akan digunakan untuk data uji.
3.1.2 Analisis
Pada tahap analisis dilakukan
pengidentifikasian terhadap kebutuhan
sistem, hal ini dilakukan sebagai acuan dalam
pembuatan sistem penunjang keputusan
prediksi jumlah produksi di PT. Indonesia
Wacoal. Kegiatan yang dilakukan dalam
menganalisis adalah mempelajari dan
memahami sistem yang sedang berjalan pada
PT. Indonesia Wacoal sehingga
menghasilkan kesimpulan adanya
permasalahan dari analisis yang telah
dilakukan. Analisis sistem pada penelitian ini
terdiri dari tiga tahap, yaitu analisis data
management, analisis model management
dan analisis dialog management.
3.1.3 Perancangan
Tahap Perancangan merupakan tahap
selanjutnya setelah tahap analisis sistem,
tahap ini bertujuan untuk mendapatkan
gambaran dengan jelas tentang apa yang
dikerjakan pada tahap analisis pada tahap
perancangan ini dibagi menjadi tiga tahap,
yaitu : perancangan data management,
perancangan model management dan
perancangan dialog management.
3.1.4 Implementasi
Implementasi sistem merupakan hasil
dari desain sistem yang telah dirancang
kemudian diimplementasikan pada sebuah
program komputer.Tahap implementasi
dilakukan menggunakan sistem oprasi
windows 7 dengan PHP sebagai bahasa
pemrogramannya dan MySQL untuk
perancangan database. Pembuatan sistem
secara keseluruhan menggunakan XAMPP.
𝑍 = ∑ ∝ 𝑖𝑧𝑖 ∑ ∝ 𝑖𝑧𝑖𝑛
𝑖=1
∑ ∝ 𝑖𝑛𝑖=1
𝑛
𝑖=1
6
3.1.5 Uji Coba
Uji coba dilakukan setelah pembuatan
sistem selesai dibuat, dengan tujuan
mengetahui kekurangan sistem yang telah
dibuat, pada tahap penelitian ini dilakukan
melalui tiga tahap yaitu:
1. Uji Coba Struktural
Uji coba struktural bertujuan untuk
mengetahui apakah alur sistem yang
dibuat sudah sesuai dengan perancangan
flowchart atau belum.
2. Uji Coba Fungsional
Uji coba fungsional bertujuan untuk
mengetahui apakah sistem yang dibuat
sudah dapat berfungi dengan baik atau
belum, dengan menguji setiap button
sudah berjalan sesuai dengan fungsinya.
3. Uji Coba Validasi
Uji coba validasi bertujuan untuk
mengetahui apakah hasil dari sistem
yang dibuat sudah sesuai dengan
keadaan sebenarnya yang terjadi pada
tempat penelitian.
3.1.6 Penggunaan
Pada tahap ini dilakukan proses
penggunaan dan pemeliharaan sistem yang
berguna untuk menjaga keandalan sistem
yang telah dibuat dan untuk memperbaharui
keinginan pengguna/user,agar sistem dapat
berinteraksi lebih baik lagi dengan
pengguna/user. Pengembangan sistem
kemungkinan dapat dikembangkan sesuai
dengan kebutuhan.
PERANCANGAN DAN
IMPLEMENTASI
4.1 Perencanaan
Pada tahap ini dilakukan perencanaan
sistem yang akan dibahas dengan
mengumpulkan informasi awal tentang
sistem yang sudah berjalan dan informasi
sistem yang akan dibangun.
1. Observasi
2. Wawancara
3. Studi Pustaka
4.2 Analisis
Pada tahap analisis dilakukan
pengidentifikasian terhadap kebutuhan
sistem, hal ini dilakukan sebagai acuan dalam
pembuatan sistem penunjang keputusan
prediksi jumlah produksi di PT. Indonesia
Wacoal..Kegiatan yang dilakukan dalam
menganalisis adalah mempelajari dan
memahami sistem yang sedang berjalan pada
PT. Indonesia Wacoal sehingga
menghasilkan kesimpulan adanya
permasalahan dari analisis yang telah
dilakukan. Analisis sistem pada penelitian ini
terdiri dari tiga tahap, yaitu:
1. Analisis Data Management
2. Analisis Model Management
3. Analisis Dialog Management
4.3 Perancangan
Tahap Perancangan sistem merupakan
tahap selanjutnya setelah tahap analisis
sistem, tahap ini bertujuan untuk
mendapatkan gambaran dengan jelas tentang
apa yang dikerjakan pada analisis sistem,
maka dilanjutkan dengan memikirkan
bagaimana membentuk sistem tersebut.
4.3.1 Perancangan Data Management 4.3.1.1 Perancangan Database
Perancangan database merupakan sebuah
gambaran basis data yang akan dibuat pada
aplikasi terdiri atas masukan data dan keluaran
data. Perancangan ini digambarkan dalam bentuk
Entity Relational Diagram (ERD), ERD ini
mendokumentasikan entitas dan atribut yang
pada kelanjutannya akan mengacu dalam
perancangan basis data secara keseluruhan.
4.3.1.2 Spesifikasi table
Spesifikasi tabel merupakan penjelasan
tabel – tabel yang digunakan dalam program serta
field yang terdapat pada database yang akan
dibangun. Terdapat enam tabel yaitu tabel
barang, tabel kategori, tabel master, tabel
planning, tabel produksi dan tabel user.
4.3.2 Perancangan Model Management
4.3.2.1 Penerapan Metode Fuzzy Tsukamoto
Pada tahap perancangan model
diidentifikasi model jaringan menggunakan

7
metode Fuzzy Tsukamoto untuk memprediksi
hasil produksi. Tujuan utamanya adalah untuk
membandingkan antara hasil aktual produksi
dengan hasil perhitungan menggunakan fuzzy
tsukamoto yang didasarkan pada planning dan
defect harian yang ada di produksi. Pada metode
Tsukamoto, implikasi setiap aturan berbentuk
implikasi “Sebab-Akibat”Implikasi “Input-
Output” dimana antara anteseden dan konsekuen
harus ada hubungannya. Setiap aturan
direpresentasikan menggunakan himpunan-
himpunan fuzzy, dengan fungsi keanggotaan yang
monoton. Kemudian untuk menentukan hasil
tegas (Crisp Solution) digunakan rumus
penegasan (defuzifikasi) yang disebut “Metode
rata-rata terpusat” atau “Metode defuzifikasi rata-
rata terpusat (Center Average Deffuzzyfier)
(Setiadji, 2009).
Operasi dari fuzzy tergantung dari eksekusi 3
fungsi utama : Fuzzification, Inferensi,
Defuzzification. Ada 3 variabel fuzzy yang akan
dimodelkan disini, yaitu planning, defect dan
produksi.
a. Planning terdiri dari 2 himpunan fuzzy
yaitu turun dan naik.
b. Defect terdiri dari 2 himpunan fuzzy
yaitu sedikit dan banyak
c. Produksi terdiri dari 2 himpunan fuzzy
yaitu berkurang dan bertambah.
Tabel Hasil produksi (MAX-MIN) Produk MAX MIN
MB 2625 590 450
Tabel Planning (x) (MAX-MIN)
Tabel 10. Defect (y) (MAX-MIN) Produk MAX MIN
MB 2625 30 23
1. Fuzzyfikasi
• Perhitungan fuzzyfikasi planning turun
didasarkan pada persamaan [1], sehingga
diperoleh :
µPlanturun [465] = {
1561−465
561−428
0
𝑥 ≤ 428428 ≤ 𝑥 ≤𝑥 ≥ 𝑥 561
561
Derajat keanggotaan untuk planning 465
pcs adalah
µPlanturun [465] = 561−465
561−428= 0.721
• Perhitungan fuzzyfikasi planning naik
didasarkan pada persamaan [2], sehingga
diperoleh :
µPlannaik [465] = {
0465−428
561−428
1
𝑥 ≤ 428428 ≤ 𝑥 ≤𝑥 ≥ 𝑥 561
561
Derajat keanggotaan untuk planning 465
pcs adalah
µPlannaik [465] = 465−428
561−428= 0.278
• Perhitungan fuzzyfikasi defect sedikit
didasarkan pada persamaan [3], sehingga
diperoleh :
µDefsedikit [25] = {
130−25
30−23
0
𝑦 ≤ 2323 ≤ 𝑦 ≤𝑦 ≥ 𝑦 30
30
Derajat keanggotaan untuk defect 25 pcs
adalah
µDefsedikit [25] = 30−25
30−23= 0.714
• Perhitungan fuzzyfikasi defect banyak
didasarkan pada persamaan [4], sehingga
diperoleh :
µDefbanyak [25] ={
025−23
30−23
1
𝑦 ≤ 2323 ≤ 𝑦 ≤𝑦 ≥ 𝑦 30
30
Derajat keanggotaan untuk defect 25 pcs
adalah µDefbanyak [25] = 25−23
30−23= 0.285
Tabel Hasil fuzzyfikasi produk bulan juli
2017 Produk Tgl Turun Naik Sedikit Banyak
4 Juli 0.721 0.278 0.714 0.285
5 Juli 0.721 0.278 0.714 0.285
Produk MAX MIN
MB 2625 561 428

8
MB
2625
6 Juli 0.721 0.278 0.714 0.285
7 Juli 0.721 0.278 0.714 0.285
10 Juli 0.721 0.278 0.714 0.285
11 Juli 0.54 0.458 0.57 0.428
12 Juli 0.285 0.714 0.285 0.714
13 Juli 0.11 0.887 0.14 0.857
14 Juli 0.11 0.887 0.14 0.857
17 Juli 0 1 0 1
18 Juli 0 1 0 1
19 Juli 0 1 0 1
20
Julli
1 0 1 0
21 Juli 0.89 0.1 0 0
24 Juli 0.789 0.21 0.857 0.14
25 Juli 0.68 0.31 0.714 0.285
26 Juli 0.68 0.31 0.714 0.285
27 Juli 0.68 0.31 0.714 0.285
28 Juli 0.6 0.39 0.714 0.285
31 Juli 0.827 0.17 0.857 0.14
2. Inferensi Setelah mengerjakan fuzyfikasi, langkah
selanjutnya adalah mengerjakan inferensi.
Pada tahap ini diterapkan fungsi MIN pada
tiap aturan pada fungsi implikasinya dengan
rule sebagai berikut:
[R1] IF planning turun AND defect sedikit
maka jumlah produksi akan berkurang.
[R2] IF planning turun AND defect banyak
maka jumlah produksi akan berkurang.
[R3] IF planning naik AND defect sedikit
maka jumlah produksi akan bertambah.
[R4] IF planning naik AND defect banyak
maka jumlah produksi akan bertambah
Perhitungan Inferensi berdasarkan
persamaan [5] sehingga diperoleh :
a1 = MIN (xturun) ; (ysedikit)
a2 = MIN (xturun) ; (y banyak)
a3 = MIN (x naik) ;(y sediki)t
a4 = MIN (x naik) ; (y banyak)
a1 = MIN 0.721 ; 0.714
= 0.714
a2 = MIN 0.721 ; 0.285
= 0.285
a3 = MIN 0.278 ; 0.714
= 0.278
a4 = MIN 0.278 ; 0.285
= 0.285
z1 = z max- (a1 x (z max –z min))
z2 = z max - (a2 x (z max – z min))
z3 = z min+ (a3 x (z max –z min))
z4 = z min + (a4 x (z max –z min))
z1 = 590 – (0.714 x (590-450))
= 490.04
z2 = 590 – (0.285 x (590-450))
= 550.1
z3 = 450 + (0.278 x (590-450))
= 488.92
z4 = 450 + (0.285 x (590-450))
= 489.9
Tabel Hasil inferensi bulan juli 2017
3. Defuzzyfikasi
Setelah mengerjakan proses inferensi,
langkah selanjutnya adalah defuzzyfikasi
yang bertujuan untuk mencari nilai tegas Z
dari tiap produk dengan rata-rata terpusat.
Nilai Defuzzyfikasi dapat diperoleh
berdasarkan persamaan [5], sehingga
diperoleh perhitungan sebagai berikut :
(0.714 X490.04) + (0.285 X 550.1) + (0.278 X 488.92) + (0.285 X 489.9)
0.714 + 0.285 + 0.278 + 0.285
𝐙 =(a1 X z1 ) + (a2 X z2) + (a3 X z3 ) + (a4 X z4 )
a1 + a2 + a3 + a4
9
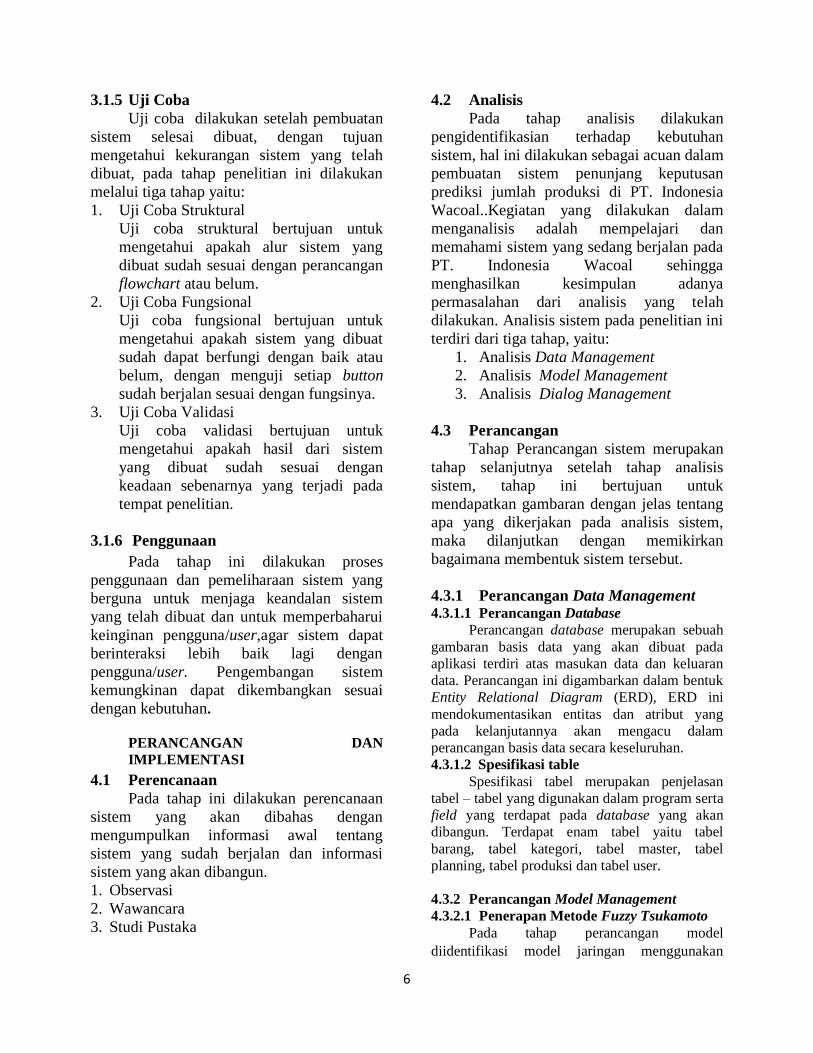
= 349.89 + 156.78 + 135.91 + 139.62
1.562= 500.77 = 501
Tabel Perbandingan hasil defuzzyfikasi dan
aktual produksi
Produk Tgl Z Aktual
Produksi
MB 2625
4 juli 501 490
5 Juli 501 490
6 Juli 501 490
7 Juli 501 490
10 Juli 501 490
11 Juli 517 515
12 Juli 539 550
13 Juli 559 575
14 Juli 559 575
17 Juli 590 590
18 Juli 590 590
19 Juli 590 590
20 Julli 450 450
21 Juli 465 465
24 Juli 489 480
25 Juli 504 495
26 Juli 504 495
27 Juli 504 495
28 Juli 510 505
31 Juli 484 475
Total 10359 10295
Tabel Perbandingan prediksi tsukamoto dan
aktual produksi bulan juli 2017 Produk Prediksi
Tsukamoto
Aktual
Poduksi
MB 2625 10359 10295
IB 2092 13879 13895
NB 1010 12594 12550
MB 2675 8540 8550
LB 5950 13622 13605
HF 2600 18270 18310
NF 3382 17308 17280
YIP 3423 16534 16550
IN 4466 6930 6930
LW 702 9259 9330
4.3.2.2 Perancangan Data Flow Diagram
(DFD)
Perancangan pada subsistem dialog
digambarkan dengan Data Flow Diagram (DFD),
diagram ini akan menggambarkan proses data
yang telah diinputkan untuk menghasilkan
keluaran yang diinginkan. Data Flow Diagram
merupakan sebuah teknik dalam menggambarkan
aliran informasi yang diaplikasi pada saat data
bergerak dari input menjadi output.
4.3.3 Perancangan Dialog Management
Pada tahap ini merupakan tahap
perancangan untuk membuat tampilan antar
muka atau user interface.Tampilan antar
muka dirancang semenarik dan senyaman
mungkin tanpa mengabaikan tujuan dari
pembuatan sistem yang dibangun.
4.3.3.1 Perancangan Flowchart Sistem Flowchart merupakan diagram alur yang
menggambarkan suatu sistem baik secara logic
maupun fisik. Flowchart sistem dibagi menjadi 2
yaitu front-end dan back-end. Pada bagian front-
end sistem dapat diakses oleh jajaran staf,
sedangkan pada bagian back-end sistem hanya
dapat diakses oleh administrator.
4.3.3.2 Perancangan Interface
Perancangan Interface dibuat untuk
menampilkan fungsi dan daftar menu yang ada di
dalam sistem penunjang keputusan.
4.4 Implementasi
Tahap implementasi dilakukan dengan
membuat aplikasi sistem pendukung keputusan
prdiksi jumlah produksi barang dengan metode
fuzzy tsukamoto berdasarkan defect dan planning
kedalam komputer. Sistem yang dibangun
menggunakan bahasa pemrograman PHP,
Database MySQL.
4.4.1 Implementasi Basis Data
Implementasi pembuatan basis data yang
digunakan dalam pembuatan sistem ini adalah
MySQL, untuk mengimplementasikan database
10
tersebut dilakukan dengan langkah – langkah
sebagai berikut:
1. Buka MySQL dengan mengakses
http://localhost/phpmyadmin/.
2. Buat nama database, kemudian klik
tombol Create.
3. Berilah nama tabel yang akan dibuat dan
tentukan jumlah fields.
4. Input-kan nama field, jenis data, primary
key dan lain-lain.
5. Database yang telah dibuat siap untuk
digunakan.
HASIL DAN PEMBAHASAN
5.1 Hasil Penelitian
Pada Bab ini akan dijelaskan tentang
hasil dari implementasi penerapan metode
fuzzy tsukamoto untuk memprediksi jumlah
produksi barang berdasarkan planning dan
defect di PT. Indonesia Wacoal. Pada
Halaman Utama atau Halaman Beranda dari
sistem prediksi hasil produksi ini terbagi atas
2 berdasarkan hak aksesnya, yaitu halaman
beranda admin dan beranda staf. Halaman ini
berisi tampilan yang berisi rule-rule prediksi
dan navigasi menu yang dapat diakses. Pada
Halaman Beranda Admin terdapat 8 navigasi
menu yang dapat diakses yakni Beranda,
Master Data, Prediksi Produksi, Planning
Produksi, Manajemen User, Master Barang
dan Sign out, Kategori Barang, dan Sign Out.
Sedangkan pada Halaman Beranda Staf
hanya terdapat 6 navigasi menu yang dapat di
akses yakni Beranda, Prediksi Produksi,
Planning Produksi, Master Barang, Kategori
Barang, dan Sign Out
5.2 Pembahasan
Sistem pendukung keputusan prediksi
jumlah produksi barang ini adalah
implementasi dari bahasa pemrograman PHP
dan MySQL sebagai basis data. Sistem ini
dibuat untuk membantu mempermudah pihak
perusahaan dalam melakukan prediksi jumlah
produksi barang. Metode yang diterapkan
oleh aplikasi ini adalah Fuzzy Tsukamoto.
Pada metode Tsukamoto, implikasi setiap
aturan berbentuk implikasi “Sebab-Akibat”
Implikasi “Input-Output” dimana antara
anteseden dan konsekuen harus ada
hubungannya. Setiap aturan
direpresentasikan menggunakan himpunan-
himpunan fuzzy, dengan fungsi keanggotaan
yang monoton. Kemudian untuk menentukan
hasil tegas (Crisp Solution) digunakan rumus
penegasan (defuzifikasi) yang disebut
“Metode rata-rata terpusat” atau “Metode
defuzifikasi rata-rata terpusat (Center
Average Deffuzzyfier) (Setiadji, 2009). Ada
beberapa komponen pembangun dalam
sistem pendukung keputusan prediksi jumlah
produksi barang, diantaranya adalah sebagai
berikut :
5.2.1 Data Management
5.2.2 Model Management
5.2.3 Dialog Management
Pada metode Tsukamoto, implikasi
setiap aturan berbentuk implikasi “Sebab-
Akibat” Implikasi “Input-Output” dimana
antara anteseden dan konsekuen harus ada
hubungannya. Setiap aturan
direpresentasikan menggunakan himpunan-
himpunan fuzzy, dengan fungsi keanggotaan
yang monoton. Kemudian untuk menentukan
hasil tegas (Crisp Solution) digunakan rumus
penegasan (defuzifikasi) yang disebut
“Metode rata-rata terpusat” atau “Metode
defuzifikasi rata-rata terpusat (Center
Average Deffuzzyfier) (Setiadji, 2009).
Operasi dari fuzzy tergantung dari eksekusi 3
fungsi utama, Sebelum melakukan ketiga
operasi diatas pertama-tama yang harus
dilakukan adalah mendefinisikan variabel
fuzzy terlebih dahulu. Ada 3 variabel fuzzy
yang akan dimodelkan disini, yaitu planning
yang terdiri dari 2 himpunan fuzzy yaitu turun
dan naik, defect yang terdiri dari 2 himpunan
fuzzy yaitu sedikit dan banyak dan produksi
terdiri dari 2 himpunan fuzzy yaitu berkurang
dan bertambah.
11
Berikut ini adalah eksekusi 3 fungsi utama
fuzzy :
1. Fuzzification : definisi dari himpunan
fuzzy dan penentuan derajat keanggotaan
dari crisp input pada sebuah himpunan
fuzzy. Dalam hal ini perhitungan
fuzzyfikasi dapat diperoleh dari
persamaan [1] hingga persamaan [4],
dimana perhitungan secara detailnya
terdapat pada lampiran halaman 1
sampai halaman 15.
2. Inferensi : evaluasi kaidah / aturan / rule
fuzzy untuk menghasilkan output dari
tiap rule. Pada tahap ini diterapkan
fungsi MIN pada tiap aturan pada fungsi
implikasinya dengan rule. Dalam
penelitian ini terdapat 4 rule yang
digunakan yaitu [R1] [R2] [R3] [R4],
kemudian berdasarkan persamaan [5]
maka rule-rule tersebut dapat digunakan
untuk mencari nilai keanggotaan tiap
anteseden a1, a2, a3, a4 dan hasil
inferensi tiap rule z1, z2, z3, z4. Untuk
proses perhitungan secara detailnya
terdapat pada lampiran halaman 16
sampai halaman 40.
3. Defuzzification: perhitungan crisp
output. Defuzzifikasi bertujuan untuk
mencari nilai tegas Z dari tiap produk
dengan rata-rata terpusat. Nilai
Defuzzyfikasi dapat diperoleh
berdasarkan persamaan [6]. Untuk
proses perhitungan secara detailnya
terdapat pada lampiran halaman 41
sampai halaman 65.
Dari seluruh proses yang ada terdapat
sekitar 200 hasil perhitungan, untuk lebih
mempermudah dalam melihat hasil
perhitungan tersebut maka saya
mengelompokan tiap hasil perhitungan
berdasarkan tahap-tahap perhitungannya
yaitu fuzzyfikasi, inferensi dan defuzzifikasi,
selain itu saya juga mengelompokan hasil
perhitungan tahap-tahap tersebut
berdasarkan tanggal produksi yang saya
jadikan data dalam penelitian ini yakni 20
hari kerja terhitung dari tanggal 4 juli sampai
31 juli 2017. Hasil-hasil perhitungan tersebut
saya kelompokan dalam bentuk tabel,. Tabel-
tabel tersebut terdapat pada lampiran
halaman 66 sampai halaman 89.
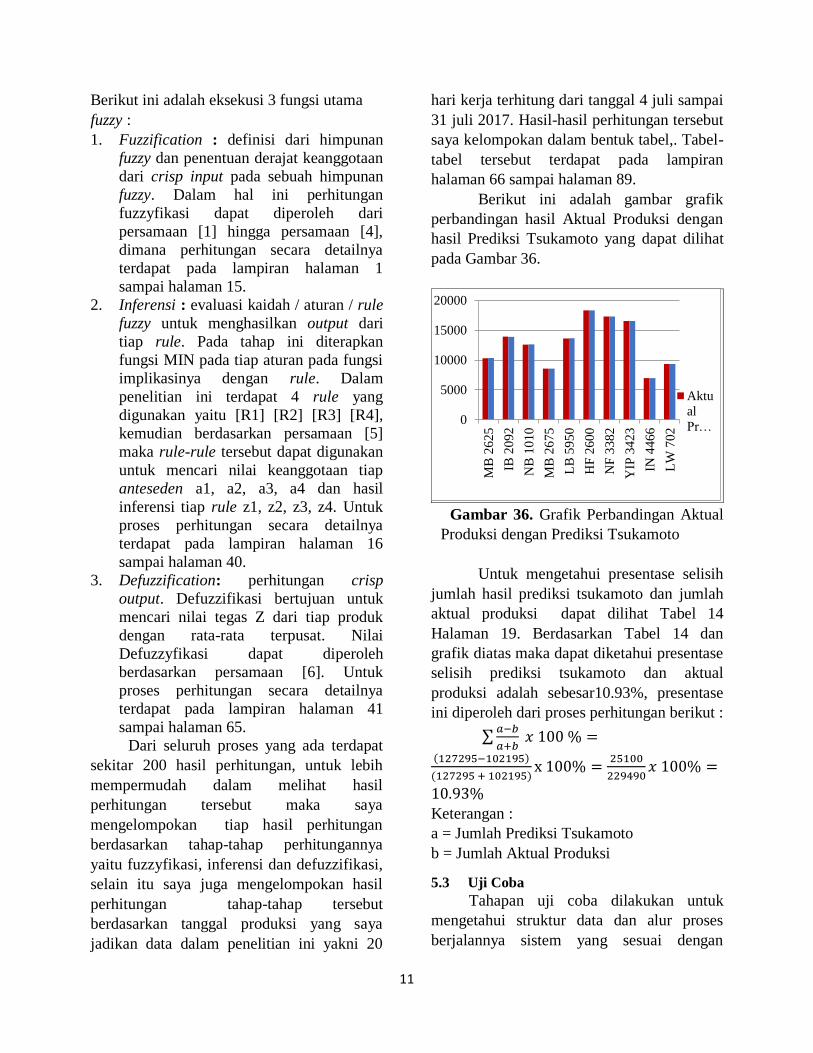
Berikut ini adalah gambar grafik
perbandingan hasil Aktual Produksi dengan
hasil Prediksi Tsukamoto yang dapat dilihat
pada Gambar 36.
Gambar 36. Grafik Perbandingan Aktual
Produksi dengan Prediksi Tsukamoto
Untuk mengetahui presentase selisih
jumlah hasil prediksi tsukamoto dan jumlah
aktual produksi dapat dilihat Tabel 14
Halaman 19. Berdasarkan Tabel 14 dan
grafik diatas maka dapat diketahui presentase
selisih prediksi tsukamoto dan aktual
produksi adalah sebesar10.93%, presentase
ini diperoleh dari proses perhitungan berikut :
∑𝑎−𝑏
𝑎+𝑏 𝑥 100 % =
(127295−102195)
(127295 + 102195)x 100% =
25100
229490𝑥 100% =
10.93%
Keterangan :
a = Jumlah Prediksi Tsukamoto
b = Jumlah Aktual Produksi
5.3 Uji Coba
Tahapan uji coba dilakukan untuk
mengetahui struktur data dan alur proses
berjalannya sistem yang sesuai dengan
0
5000
10000
15000
20000
MB
2625
IB 2
092
NB
1010
MB
2675
LB
5950
HF
2600
NF
3382
YIP
3423
IN 4
466
LW
702
Aktu
al
Pr…
12
kebutuhan. Uji coba sistem ini dilakukan
melalui tahap-tahap sebagai berikut :.
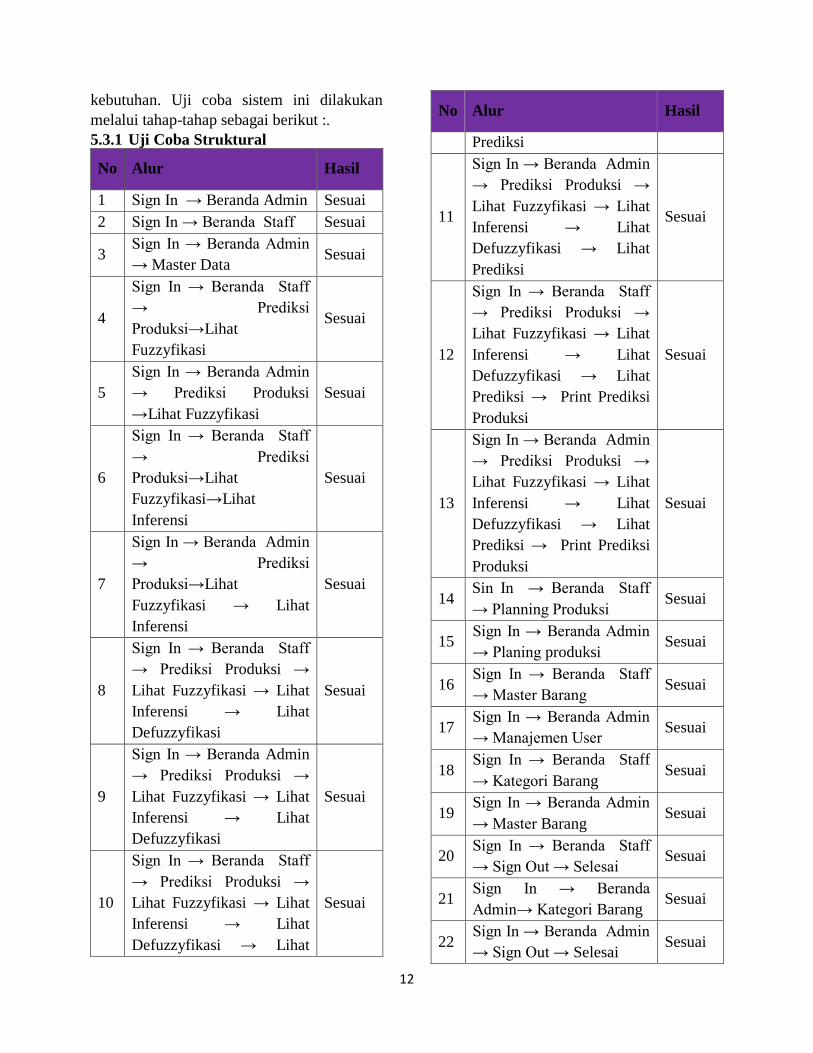
5.3.1 Uji Coba Struktural
No Alur Hasil
1 Sign In → Beranda Admin Sesuai
2 Sign In → Beranda Staff Sesuai
3 Sign In → Beranda Admin
→ Master Data Sesuai
4
Sign In → Beranda Staff
→ Prediksi
Produksi→Lihat
Fuzzyfikasi
Sesuai
5
Sign In → Beranda Admin
→ Prediksi Produksi
→Lihat Fuzzyfikasi
Sesuai
6
Sign In → Beranda Staff
→ Prediksi
Produksi→Lihat
Fuzzyfikasi→Lihat
Inferensi
Sesuai
7
Sign In → Beranda Admin
→ Prediksi
Produksi→Lihat
Fuzzyfikasi → Lihat
Inferensi
Sesuai
8
Sign In → Beranda Staff
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi
Sesuai
9
Sign In → Beranda Admin
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi
Sesuai
10
Sign In → Beranda Staff
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi → Lihat
Sesuai
No Alur Hasil
Prediksi
11
Sign In → Beranda Admin
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi → Lihat
Prediksi
Sesuai
12
Sign In → Beranda Staff
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi → Lihat
Prediksi → Print Prediksi
Produksi
Sesuai
13
Sign In → Beranda Admin
→ Prediksi Produksi →
Lihat Fuzzyfikasi → Lihat
Inferensi → Lihat
Defuzzyfikasi → Lihat
Prediksi → Print Prediksi
Produksi
Sesuai
14 Sin In → Beranda Staff
→ Planning Produksi Sesuai
15 Sign In → Beranda Admin
→ Planing produksi Sesuai
16 Sign In → Beranda Staff
→ Master Barang Sesuai
17 Sign In → Beranda Admin
→ Manajemen User Sesuai
18 Sign In → Beranda Staff
→ Kategori Barang Sesuai
19 Sign In → Beranda Admin
→ Master Barang Sesuai
20 Sign In → Beranda Staff
→ Sign Out → Selesai Sesuai
21 Sign In → Beranda
Admin→ Kategori Barang Sesuai
22 Sign In → Beranda Admin
→ Sign Out → Selesai Sesuai
13
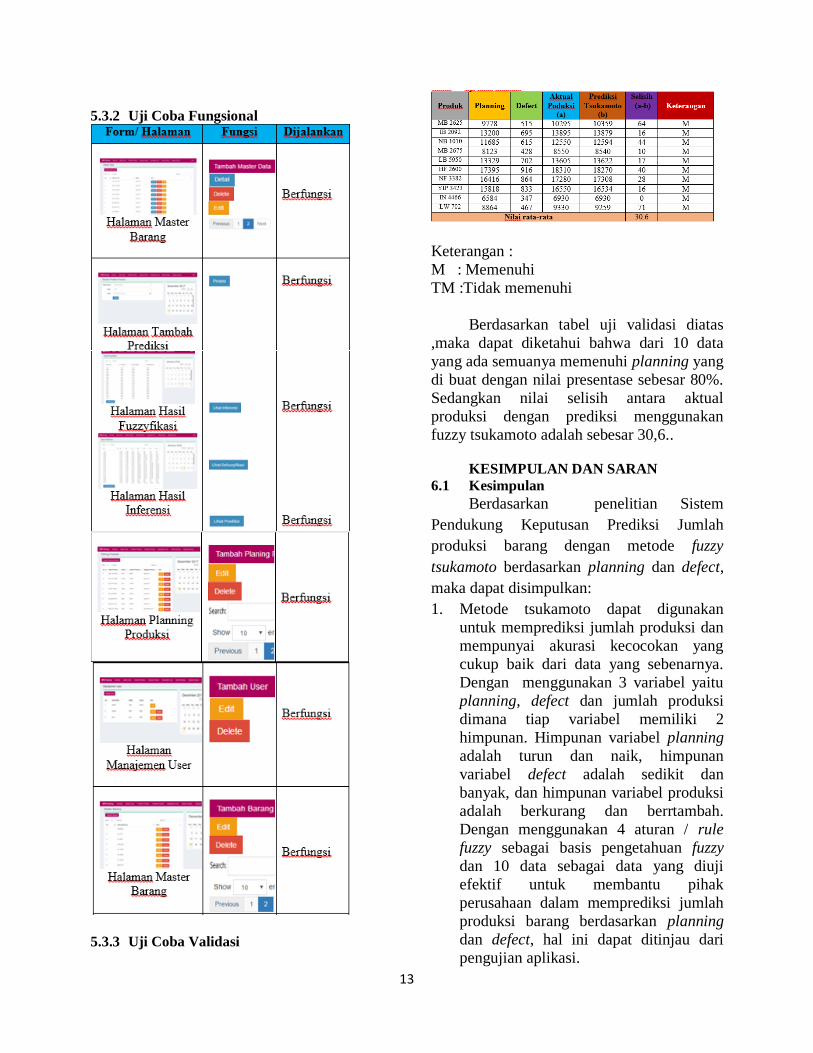
5.3.2 Uji Coba Fungsional
5.3.3 Uji Coba Validasi
Keterangan :
M : Memenuhi
TM :Tidak memenuhi
Berdasarkan tabel uji validasi diatas
,maka dapat diketahui bahwa dari 10 data
yang ada semuanya memenuhi planning yang
di buat dengan nilai presentase sebesar 80%.
Sedangkan nilai selisih antara aktual
produksi dengan prediksi menggunakan
fuzzy tsukamoto adalah sebesar 30,6..
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan penelitian Sistem
Pendukung Keputusan Prediksi Jumlah
produksi barang dengan metode fuzzy
tsukamoto berdasarkan planning dan defect,
maka dapat disimpulkan:
1. Metode tsukamoto dapat digunakan
untuk memprediksi jumlah produksi dan
mempunyai akurasi kecocokan yang
cukup baik dari data yang sebenarnya.
Dengan menggunakan 3 variabel yaitu
planning, defect dan jumlah produksi
dimana tiap variabel memiliki 2
himpunan. Himpunan variabel planning
adalah turun dan naik, himpunan
variabel defect adalah sedikit dan
banyak, dan himpunan variabel produksi
adalah berkurang dan berrtambah.
Dengan menggunakan 4 aturan / rule
fuzzy sebagai basis pengetahuan fuzzy
dan 10 data sebagai data yang diuji
efektif untuk membantu pihak
perusahaan dalam memprediksi jumlah
produksi barang berdasarkan planning
dan defect, hal ini dapat ditinjau dari
pengujian aplikasi.
14
2. Berdasarkan pengujian yang telah
dilakukan ,maka dapat diketahui bahwa
dari 10 produk dengan total 200 data
yang telah diuji didapat hasil
perhitungan presentase kesalahan
absolute (Mean Absolute Deviation =
MAD) dari fuzzy tsukamoto yang
digunakan adalah 20%, sehingga dapat
diketahui pula tingkat keakuratan dari
hasil perhitungan tersebut adalah 80%.
Sedangkan rata-rata selisih antara aktual
produksi dengan prediksi menggunakan
fuzzy tsukamoto adalah sebesar 30.6. 6.2 Saran
Untuk membuat Sistem Pendukung
Keputusan Prediksi Jumlah produksi barang
dengan metode fuzzy tsukamoto berdasarkan
planning dan defect lebih baik antara lain
penulis memberikan beberapa saran dalam
pengembangan berikutnya:
1. Perancangan sistem ini dapat
dikembangkan lagi dengan metode-
metode lainnya
2. Variabel inputan dari sistem ini bisa
diperbanyak tidak hanya 3 inputan
saja.
3. Untuk perancangan interface
diharapkan akan lebih baik
DAFTAR PUSTAKA
Adnan Fridzto Maulana , Ahmad Zainul
Fanani. 2015. Memprediksi penentuan
jumlah produksi menggunakan fuzzy logic
metode tsukamoto pada UD. Banaly Food.
Semarang : Universitas Dian Nuswantoro.
Budiono. 2005. Pengertian Proses
Produksi.. Jakarta : Pelita dua.
F Sukmaningsih. 2011. Implementasi Fuzzy
Interface System (FIS) dalam Optimasi
Jumlah dan Biaya Produksi. Malang : UIN.
Hermawan. 2005. Pengertian dan Konsep
Sistem Pendukung Keputusan.Yogyakarta :
Tirta Kencana.
Hutabarat. Bernadio i. M.Sc. 2011.
Pengelolaan Basis Data.Yogyakarta : Andi.
Kusuma Dewi. 2002. Analisis dan desani
fuzzy menggunakan toolbox matlab.
Yogyakarta : Graha ilmu.
M. Z. Shidiq. 2014. Sistem Pendukung
Keputusan Penentuan Jumlah Produksi
Barang dengan Metode Tsukamoto.
Semarang : Universitas Dian Nuswantoro.
Noor Fitrihana. 2008. Defect produksi dan
macamnya dalam konfeksi. Solo : Cakra
adininng cipta.
Riyadi Yudha Wiguna, Hanny Haryanto.
2015. Sistem Berbasis Aturan Menggunakan
Logika Fuzzy Tsukamoto Untuk Prediksi
Jumlah Produksi Roti Pada CV. Gendis
Bakery. Solo : UNS.
Setiadji. 2009. Metode rata-rata terpusat
atau Metode defuzifikasi rata-rata terpusat
(Center Average Deffuzzyfier. Jakarta : Pandu
Akasara.
Setyorini. 2011. Dasar- dasar prediksi
qualitatif dan quatitatif. Yogyakarta : Tirta
Kencana.
T. Hani Handoko.1995. Penerapan konsep
terplanning dalam suatu perusahaan
.Surabaya : Alfabeta.
Winantu Asih, T. Saputro Wahju. 2010.
Pemrograman Web dengan PHP.Solo.: CV.
Andi offset.

15


















![KEBAKARAN LAHAN-LIAR: PREDIKSI DAN VERIFIKASINYA · diperparah dengan munculnya anomali iklim El Niño [Anonim, 2015a]. Kehadiran ... adalah: bertambahnya jumlah korban penderita](https://img.dokumen.tips/doc/110x75/5d25e90c88c993782e8b6db2/kebakaran-lahan-liar-prediksi-dan-diperparah-dengan-munculnya-anomali-iklim.jpg)


![PREDIKSI JUMLAH PRODUKSI ROTI MENGGUNAKAN … · iialaman persetujuai{prediksi ji,]mlah produksi roti menggijnakan metode backpropagation pembimbing dr. c. kuntoro adt, $l, ma, m.sc](https://img.dokumen.tips/doc/110x75/5c805da209d3f26a7f8cdb6b/prediksi-jumlah-produksi-roti-menggunakan-iialaman-persetujuaiprediksi-jimlah.jpg)







