Embed Size (px)
Citation preview

Background
Polypropylene is a polymeric material which has been
used for many years in a wide variety of applications.
It has become increasingly favoured for technical pipe-
line systems because of its excellent price/perfor-
mance characteristics [1,2].
Polypropylene (PP), like polyethylene (PE), belongs to
the class of polyolefins which display unusually high
resistance to a broad range of chemicals. The excel-
lent chemical resistance of PP and PE is attributable
to the stable C-C- and C-H bonds in the alkenes and to
their high crystallinity.
Polypropylene is manufactured by polymerising alke-
nes, usually propylene and ethylene. In its pure form
as a homopolymer (PP-H), it consists exclusively of
propylene units (Figure 1).
1
Due to its excellent properties and good price/per-
formance characteristics, polypropylene is gaining
increasing acceptance as the most important mate-
rial for technical pipeline systems. The various types
of polypropylene which have been used up till now
do, however, have their individual material-
related strengths and weaknesses. With the intro-
duction of the new SIMONA® PP AlphaPlus, the mar-
ket has a PP-H 100 type which combines many of the
advantages that up to now were exclusive to indivi-
dual types. SIMONA®PP AlphaPlus has properties
that are superior to the established homopolymeric
polypropylene (PP-H).
SIMONA®PP AlphaPlusThe new generation of polypropylene
Figure 1: Structural formula of polypropylene
H H
H CH3
C C
n
111/2002 Documentation SIMONA®PP AlphaPlus SIMONA
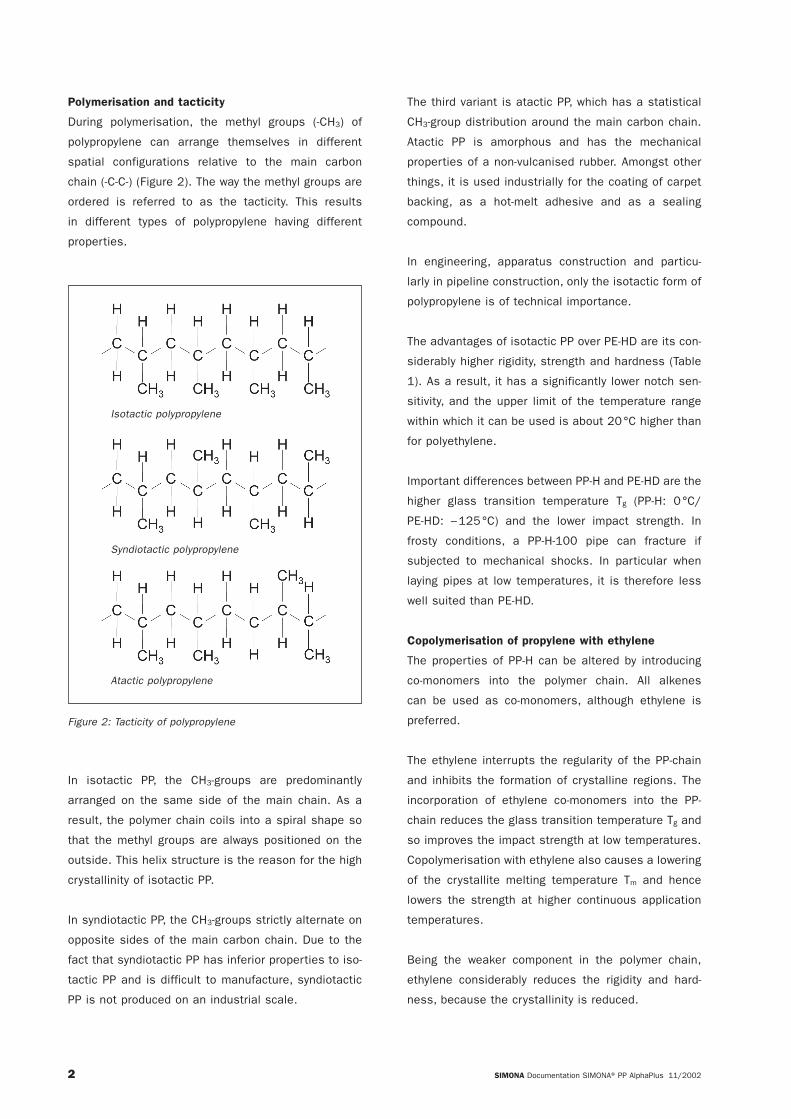
Polymerisation and tacticity
During polymerisation, the methyl groups (-CH3) of
polypropylene can arrange themselves in different
spatial configurations relative to the main carbon
chain (-C-C-) (Figure 2). The way the methyl groups are
ordered is referred to as the tacticity. This results
in different types of polypropylene having different
properties.
In isotactic PP, the CH3-groups are predominantly
arranged on the same side of the main chain. As a
result, the polymer chain coils into a spiral shape so
that the methyl groups are always positioned on the
outside. This helix structure is the reason for the high
crystallinity of isotactic PP.
In syndiotactic PP, the CH3-groups strictly alternate on
opposite sides of the main carbon chain. Due to the
fact that syndiotactic PP has inferior properties to iso-
tactic PP and is difficult to manufacture, syndiotactic
PP is not produced on an industrial scale.
2
The third variant is atactic PP, which has a statistical
CH3-group distribution around the main carbon chain.
Atactic PP is amorphous and has the mechanical
properties of a non-vulcanised rubber. Amongst other
things, it is used industrially for the coating of carpet
backing, as a hot-melt adhesive and as a sealing
compound.
In engineering, apparatus construction and particu-
larly in pipeline construction, only the isotactic form of
polypropylene is of technical importance.
The advantages of isotactic PP over PE-HD are its con-
siderably higher rigidity, strength and hardness (Table
1). As a result, it has a significantly lower notch sen-
sitivity, and the upper limit of the temperature range
within which it can be used is about 20°C higher than
for polyethylene.
Important differences between PP-H and PE-HD are the
higher glass transition temperature Tg (PP-H: 0 °C/
PE-HD: –125°C) and the lower impact strength. In
frosty conditions, a PP-H-100 pipe can fracture if
subjected to mechanical shocks. In particular when
laying pipes at low temperatures, it is therefore less
well suited than PE-HD.
Copolymerisation of propylene with ethylene
The properties of PP-H can be altered by introducing
co-monomers into the polymer chain. All alkenes
can be used as co-monomers, although ethylene is
preferred.
The ethylene interrupts the regularity of the PP-chain
and inhibits the formation of crystalline regions. The
incorporation of ethylene co-monomers into the PP-
chain reduces the glass transition temperature Tg and
so improves the impact strength at low temperatures.
Copolymerisation with ethylene also causes a lowering
of the crystallite melting temperature Tm and hence
lowers the strength at higher continuous application
temperatures.
Being the weaker component in the polymer chain,
ethylene considerably reduces the rigidity and hard-
ness, because the crystallinity is reduced.
Figure 2: Tacticity of polypropylene
Isotactic polypropylene
Syndiotactic polypropylene
Atactic polypropylene
2 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002
3
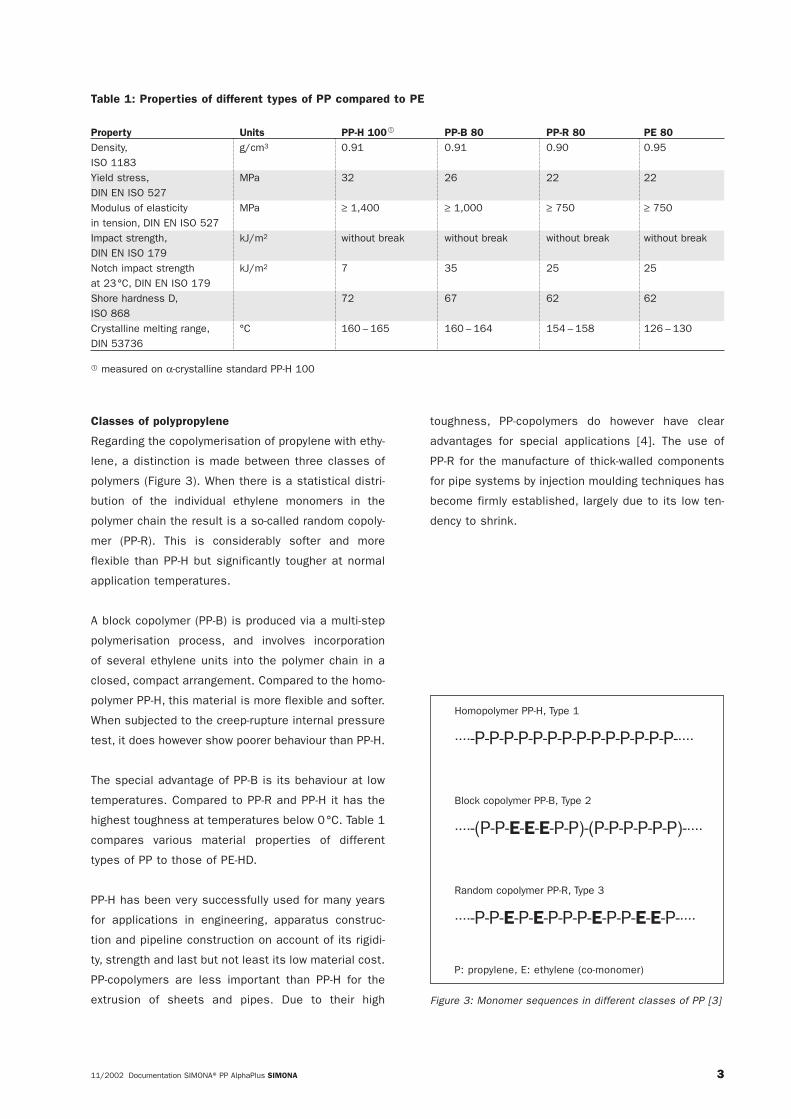
Classes of polypropylene
Regarding the copolymerisation of propylene with ethy-
lene, a distinction is made between three classes of
polymers (Figure 3). When there is a statistical distri-
bution of the individual ethylene monomers in the
polymer chain the result is a so-called random copoly-
mer (PP-R). This is considerably softer and more
flexible than PP-H but significantly tougher at normal
application temperatures.
A block copolymer (PP-B) is produced via a multi-step
polymerisation process, and involves incorporation
of several ethylene units into the polymer chain in a
closed, compact arrangement. Compared to the homo-
polymer PP-H, this material is more flexible and softer.
When subjected to the creep-rupture internal pressure
test, it does however show poorer behaviour than PP-H.
The special advantage of PP-B is its behaviour at low
temperatures. Compared to PP-R and PP-H it has the
highest toughness at temperatures below 0°C. Table 1
compares various material properties of different
types of PP to those of PE-HD.
PP-H has been very successfully used for many years
for applications in engineering, apparatus construc-
tion and pipeline construction on account of its rigidi-
ty, strength and last but not least its low material cost.
PP-copolymers are less important than PP-H for the
extrusion of sheets and pipes. Due to their high
toughness, PP-copolymers do however have clear
advantages for special applications [4]. The use of
PP-R for the manufacture of thick-walled components
for pipe systems by injection moulding techniques has
become firmly established, largely due to its low ten-
dency to shrink.
Table 1: Properties of different types of PP compared to PE
Property Units PP-H 100 PP-B 80 PP-R 80 PE 80Density, g/cm3 0.91 0.91 0.90 0.95ISO 1183Yield stress, MPa 32 26 22 22DIN EN ISO 527Modulus of elasticity MPa ≥ 1,400 ≥ 1,000 ≥ 750 ≥ 750in tension, DIN EN ISO 527Impact strength, kJ/m2 without break without break without break without breakDIN EN ISO 179Notch impact strength kJ/m2 7 35 25 25at 23°C, DIN EN ISO 179Shore hardness D, 72 67 62 62ISO 868Crystalline melting range, °C 160 – 165 160 – 164 154 – 158 126 – 130DIN 53736
measured on α-crystalline standard PP-H 100
Homopolymer PP-H, Type 1
····-P-P-P-P-P-P-P-P-P-P-P-P-P-P-····
Block copolymer PP-B, Type 2
····-(P-P-E-E-E-P-P)-(P-P-P-P-P-P)-····
Random copolymer PP-R, Type 3
····-P-P-E-P-E-P-P-P-E-P-P-E-E-P-····
P: propylene, E: ethylene (co-monomer)
Figure 3: Monomer sequences in different classes of PP [3]
311/2002 Documentation SIMONA®PP AlphaPlus SIMONA
4
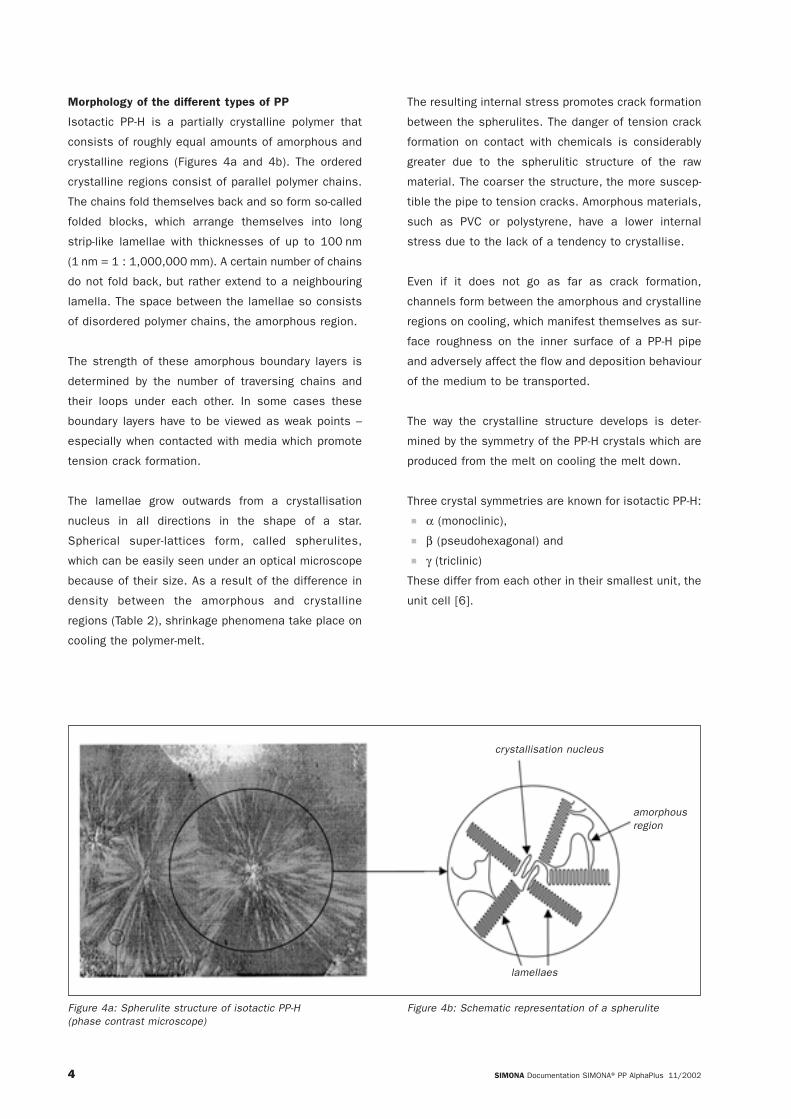
Morphology of the different types of PP
Isotactic PP-H is a partially crystalline polymer that
consists of roughly equal amounts of amorphous and
crystalline regions (Figures 4a and 4b). The ordered
crystalline regions consist of parallel polymer chains.
The chains fold themselves back and so form so-called
folded blocks, which arrange themselves into long
strip-like lamellae with thicknesses of up to 100 nm
(1 nm = 1 : 1,000,000 mm). A certain number of chains
do not fold back, but rather extend to a neighbouring
lamella. The space between the lamellae so consists
of disordered polymer chains, the amorphous region.
The strength of these amorphous boundary layers is
determined by the number of traversing chains and
their loops under each other. In some cases these
boundary layers have to be viewed as weak points –
especially when contacted with media which promote
tension crack formation.
The lamellae grow outwards from a crystallisation
nucleus in all directions in the shape of a star.
Spherical super-lattices form, called spherulites,
which can be easily seen under an optical microscope
because of their size. As a result of the difference in
density between the amorphous and crystalline
regions (Table 2), shrinkage phenomena take place on
cooling the polymer-melt.
The resulting internal stress promotes crack formation
between the spherulites. The danger of tension crack
formation on contact with chemicals is considerably
greater due to the spherulitic structure of the raw
material. The coarser the structure, the more suscep-
tible the pipe to tension cracks. Amorphous materials,
such as PVC or polystyrene, have a lower internal
stress due to the lack of a tendency to crystallise.
Even if it does not go as far as crack formation,
channels form between the amorphous and crystalline
regions on cooling, which manifest themselves as sur-
face roughness on the inner surface of a PP-H pipe
and adversely affect the flow and deposition behaviour
of the medium to be transported.
The way the crystalline structure develops is deter-
mined by the symmetry of the PP-H crystals which are
produced from the melt on cooling the melt down.
Three crystal symmetries are known for isotactic PP-H:
� α (monoclinic),
� β (pseudohexagonal) and
� γ (triclinic)
These differ from each other in their smallest unit, the
unit cell [6].
Figure 4a: Spherulite structure of isotactic PP-H (phase contrast microscope)
Figure 4b: Schematic representation of a spherulite
crystallisation nucleus
amorphousregion
lamellaes
4 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002

ded, the spherulites might grow up to a size of 1 mm.
Depending on the nucleating agent used, a finer
super-lattice is obtained with spherulites < 50 µm
(mildly α-nucleated PP-H, Figure 5b) and < 20 µm
(β-nucleated PP-H, Figure 5c).
For the last twenty years there has been a commercial
β-nucleated PP-H moulding compound from which
pipes with smoother surfaces are manufactured
[7-10]. This moulding compound possesses a higher
strength at lower rigidity. As Figure 6 shows, the mel-
ting point of the β-nucleated PP-H is approx. 13°C
below that produced from the α-crystalline PP-H
moulding compound. The β-form is thermodynamically
unstable by nature, and there is the danger that it can
convert to the α–form [6, 11-14] if there is cooling of
the melt, such as for example in the welding process.
Therefore, the seams of welded β-nucleated PP-H
pipes predominantly consist of α-crystalline PP-H
[15,16] (Figure 11).
Due to the difference in density between the mono-
clinic α-phase and the pseudohexagonal β-phase,
there are increased stresses in the weld seam, which
are initiated by shrinkage caused by the βα-phase-
conversion during the welding process.
5
The different crystal symmetries of the unit cells give
rise to different crystalline super-lattices, which in turn
lead to clearly perceptible differences in their melting
points and chemical solubilities.
Nucleation and crystallite structure
From a technical point of view, the different crystalline
forms are produced by adding special nucleating
agents to the PP-H moulding compound.
The γ-symmetry can only arise in low molecular weight
PP at high temperatures and is not of interest for prac-
tical application in PP-pipes.
Without the addition of a nucleating agent, isotactic
PP-H almost always crystallises in the monoclinic
α-form. A coarse structure forms, with spherulites up
to 0.1 mm in size (Figure 5a). Ideal conditions provi-
5a: non-nucleated PP-H
Figure 5: Photographs taken under an optical microscope ofPP-H 100 types with and without nucleating agents.
5b: β-nucleated PP-H
5c: mildly α-nucleated PP-H 5d: SIMONA®PP-H AlphaPlus
Polymer Density in g/cm3
crystalline region amorphous region
PP-H isotactic 0.937 0.854
Table 2: Density of the amorphous and crystalline
regions of PP-H [5]
511/2002 Documentation SIMONA®PP AlphaPlus SIMONA
200 µm
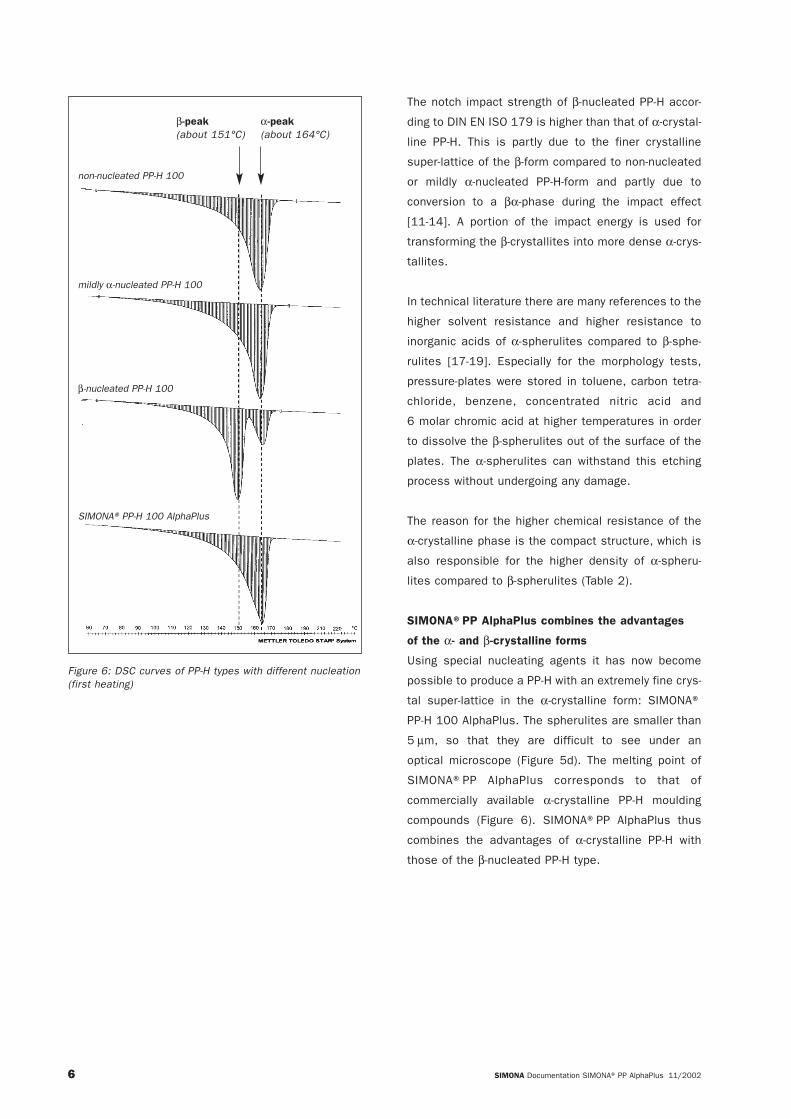
The notch impact strength of β-nucleated PP-H accor-
ding to DIN EN ISO 179 is higher than that of α-crystal-
line PP-H. This is partly due to the finer crystalline
super-lattice of the β-form compared to non-nucleated
or mildly α-nucleated PP-H-form and partly due to
conversion to a βα-phase during the impact effect
[11-14]. A portion of the impact energy is used for
transforming the β-crystallites into more dense α-crys-
tallites.
In technical literature there are many references to the
higher solvent resistance and higher resistance to
inorganic acids of α-spherulites compared to β-sphe-
rulites [17-19]. Especially for the morphology tests,
pressure-plates were stored in toluene, carbon tetra-
chloride, benzene, concentrated nitric acid and
6 molar chromic acid at higher temperatures in order
to dissolve the β-spherulites out of the surface of the
plates. The α-spherulites can withstand this etching
process without undergoing any damage.
The reason for the higher chemical resistance of the
α-crystalline phase is the compact structure, which is
also responsible for the higher density of α-spheru-
lites compared to β-spherulites (Table 2).
SIMONA®PP AlphaPlus combines the advantages
of the α- and β-crystalline forms
Using special nucleating agents it has now become
possible to produce a PP-H with an extremely fine crys-
tal super-lattice in the α-crystalline form: SIMONA®
PP-H 100 AlphaPlus. The spherulites are smaller than
5 µm, so that they are difficult to see under an
optical microscope (Figure 5d). The melting point of
SIMONA®PP AlphaPlus corresponds to that of
commercially available α-crystalline PP-H moulding
compounds (Figure 6). SIMONA®PP AlphaPlus thus
combines the advantages of α-crystalline PP-H with
those of the β-nucleated PP-H type.
6
Figure 6: DSC curves of PP-H types with different nucleation(first heating)
non-nucleated PP-H 100
mildly α-nucleated PP-H 100
β-nucleated PP-H 100
SIMONA®PP-H 100 AlphaPlus
β-peak(about 151°C)
α-peak (about 164°C)
6 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002
7
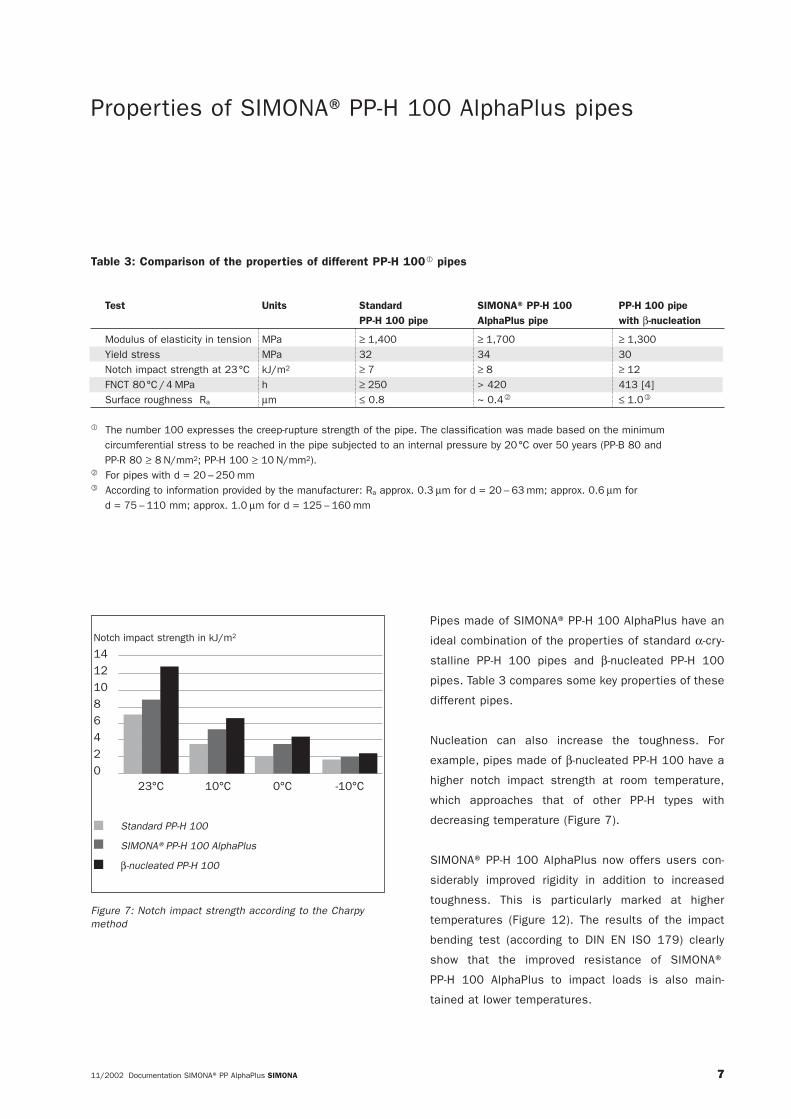
Pipes made of SIMONA®PP-H 100 AlphaPlus have an
ideal combination of the properties of standard α-cry-
stalline PP-H 100 pipes and β-nucleated PP-H 100
pipes. Table 3 compares some key properties of these
different pipes.
Nucleation can also increase the toughness. For
example, pipes made of β-nucleated PP-H 100 have a
higher notch impact strength at room temperature,
which approaches that of other PP-H types with
decreasing temperature (Figure 7).
SIMONA® PP-H 100 AlphaPlus now offers users con-
siderably improved rigidity in addition to increased
toughness. This is particularly marked at higher
temperatures (Figure 12). The results of the impact
bending test (according to DIN EN ISO 179) clearly
show that the improved resistance of SIMONA®
PP-H 100 AlphaPlus to impact loads is also main-
tained at lower temperatures.
Properties of SIMONA®PP-H 100 AlphaPlus pipes
Test Units Standard SIMONA®PP-H 100 PP-H 100 pipe PP-H 100 pipe AlphaPlus pipe with β-nucleation
Modulus of elasticity in tension MPa ≥ 1,400 ≥ 1,700 ≥ 1,300Yield stress MPa 32 34 30Notch impact strength at 23°C kJ/m2 ≥ 7 ≥ 8 ≥ 12FNCT 80°C /4 MPa h ≥ 250 > 420 413 [4]Surface roughness Ra µm ≤ 0.8 ~ 0.4 ≤ 1.0
The number 100 expresses the creep-rupture strength of the pipe. The classification was made based on the minimum circumferential stress to be reached in the pipe subjected to an internal pressure by 20°C over 50 years (PP-B 80 and PP-R 80 ≥ 8 N/mm2; PP-H 100 ≥ 10 N/mm2). For pipes with d = 20 – 250 mmAccording to information provided by the manufacturer: Ra approx. 0.3 µm for d = 20 – 63 mm; approx. 0.6 µm for d = 75 – 110 mm; approx. 1.0 µm for d = 125 – 160 mm
Figure 7: Notch impact strength according to the Charpy method
Table 3: Comparison of the properties of different PP-H 100 pipes
711/2002 Documentation SIMONA®PP AlphaPlus SIMONA
8
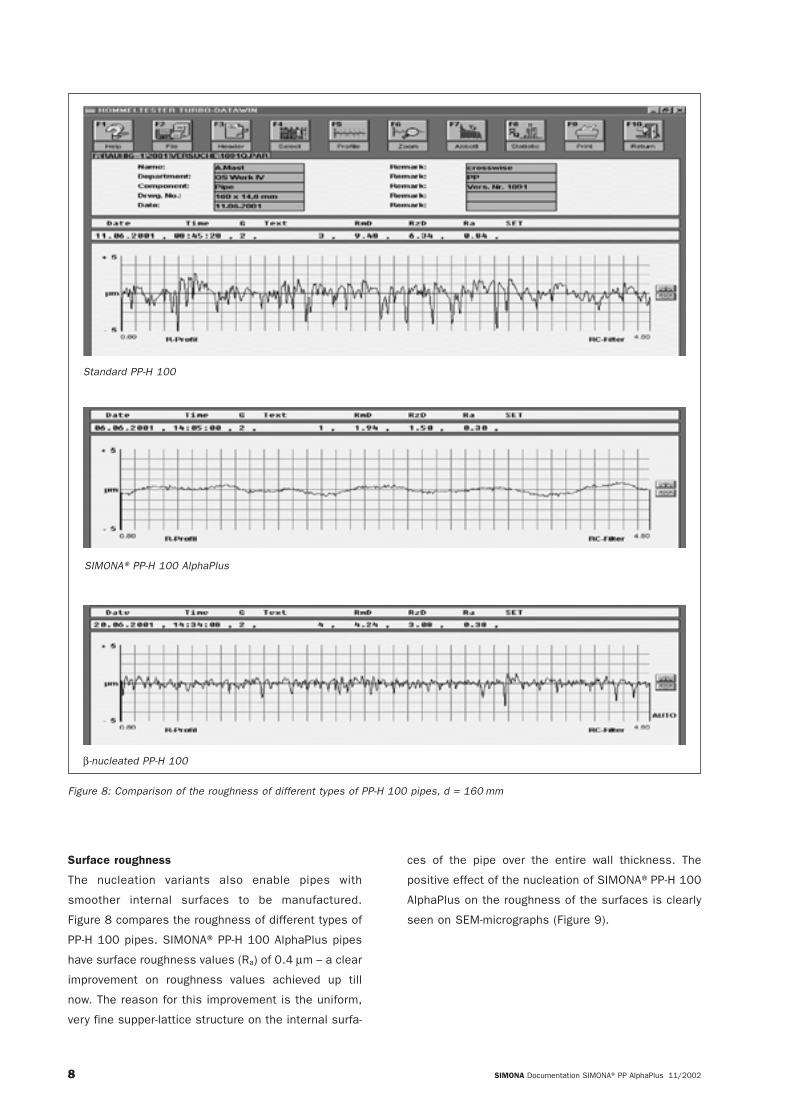
Figure 8: Comparison of the roughness of different types of PP-H 100 pipes, d = 160 mm
Standard PP-H 100
SIMONA®PP-H 100 AlphaPlus
β-nucleated PP-H 100
Surface roughness
The nucleation variants also enable pipes with
smoother internal surfaces to be manufactured.
Figure 8 compares the roughness of different types of
PP-H 100 pipes. SIMONA® PP-H 100 AlphaPlus pipes
have surface roughness values (Ra) of 0.4 µm – a clear
improvement on roughness values achieved up till
now. The reason for this improvement is the uniform,
very fine supper-lattice structure on the internal surfa-
ces of the pipe over the entire wall thickness. The
positive effect of the nucleation of SIMONA®PP-H 100
AlphaPlus on the roughness of the surfaces is clearly
seen on SEM-micrographs (Figure 9).
8 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002

Uniformity of the super-lattice structure
The values of property parameters are largely de-
pendent on the processing technique used for the
extrusion of the pipe and on the pipe size. In particu-
lar for pipes with high wall strengths, there are often
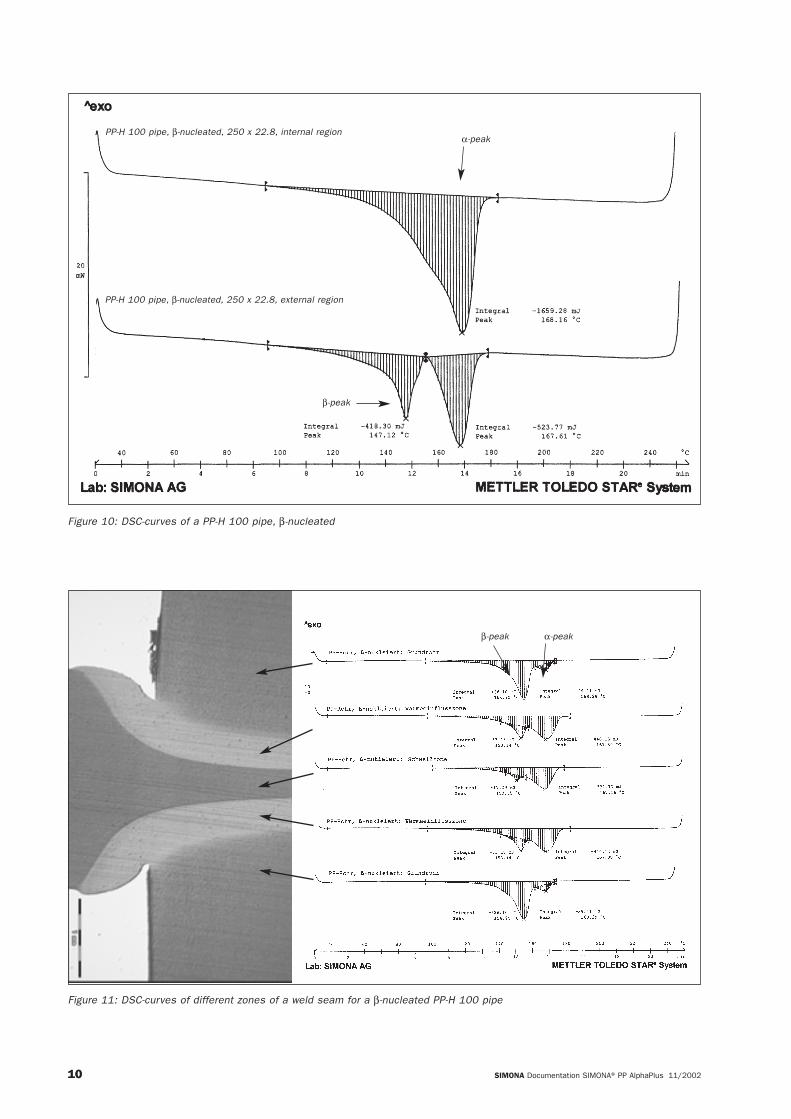
different super-lattice structures. DSC analysis of
conventional commercially available pipes made of
β-nucleated PP-H 100 (size: 250 x 22.8 mm) showed
the presence of little or no ß-crystalline regions on the
internal side of the pipes. In contrast, clearly distinct
β-crystalline regions were observed on the external
side of the pipes. The corresponding DSC-curves are
9
shown in Figure 10. A possible explanation of this is
the non-uniform temperature profile within the wall
thickness during the cooling phase of the pipe extru-
sion process and the resulting βα-phase convertion on
the inner side of the pipe.
In a non-nucleated PP there is a different crystallite
structure due to the uncontrolled crystal growth and
the low heat conductivity (typical of these materials).
In general, relatively fine crystals form on the cooled
external side, whilst a rather coarser super-lattice with
large spherulites forms on the internal side of the pipe
which is warm for a longer period. Cooling stresses
arise due to the different densities of these regions,
and these stresses can considerably affect the suita-
bility of the pipes for applications.
Due to the very uniform and fine super-lattice struc-
ture of SIMONA® PP AlphaPlus, there is a low degree
of stress in the extruded pipe. Any encapsulated
residual stress can be further minimised by suitable
tempering. In SIMONA®PP-H 100 AlphaPlus pipes, no
changes to the crystalline structure take place during
the tempering process.
The different super-lattice structure manifests itself in
the mechanical properties. In the β-nucleated PP-H
100 pipes which have been studied, a higher modulus
of elasticity in traction and lower tensile strain at
break were found in the internal region of the pipe wall
compared to in the external layer.
Thermal stability of the crystalline structure in weld
seams
As already iterated, and as described in various
articles in the literature, the β-form increasingly trans-
forms to the crystalline α-form on being re-heated
[6,11-14]. This behaviour is also found within a
welded joint. The DSC-curves in Figure 11 show the
different super-lattice structure in different regions of
a welded joint. In this case, a butt weld between two
pieces of pipe (size: 110 x 10 mm) made of β-nuc-
leated PP-H 100 was examined. Studies described in
the literature even report complete transformation to
α-crystalline PP in the weld zone [15,16]. This causes
considerably increased stress in the weld seam.Figure 9: SEM-micrographs of the internal surface of different PP-H 100 pipes, d = 160 mm
Standard PP-H 100
PP-H 100, β-nucleated
SIMONA®PP-H 100 AlphaPlus
20 µm
911/2002 Documentation SIMONA®PP AlphaPlus SIMONA
10
Figure 10: DSC-curves of a PP-H 100 pipe, β-nucleated
Figure 11: DSC-curves of different zones of a weld seam for a β-nucleated PP-H 100 pipe
β-peak α-peak
α-peak
β-peak
PP-H 100 pipe, β-nucleated, 250 x 22.8, internal region
PP-H 100 pipe, β-nucleated, 250 x 22.8, external region
10 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002
11
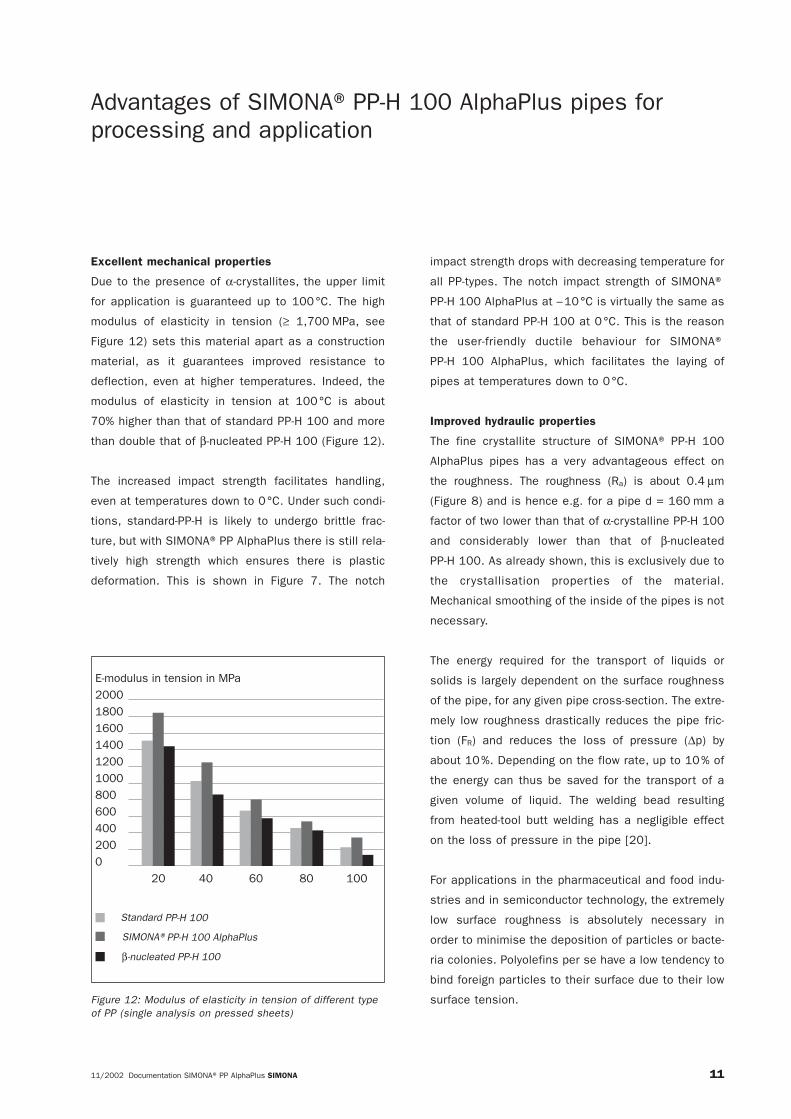
Excellent mechanical properties
Due to the presence of α-crystallites, the upper limit
for application is guaranteed up to 100°C. The high
modulus of elasticity in tension (≥ 1,700 MPa, see
Figure 12) sets this material apart as a construction
material, as it guarantees improved resistance to
deflection, even at higher temperatures. Indeed, the
modulus of elasticity in tension at 100°C is about
70% higher than that of standard PP-H 100 and more
than double that of β-nucleated PP-H 100 (Figure 12).
The increased impact strength facilitates handling,
even at temperatures down to 0 °C. Under such condi-
tions, standard-PP-H is likely to undergo brittle frac-
ture, but with SIMONA®PP AlphaPlus there is still rela-
tively high strength which ensures there is plastic
deformation. This is shown in Figure 7. The notch
Advantages of SIMONA®PP-H 100 AlphaPlus pipes for processing and application
Figure 12: Modulus of elasticity in tension of different typeof PP (single analysis on pressed sheets)
impact strength drops with decreasing temperature for
all PP-types. The notch impact strength of SIMONA®
PP-H 100 AlphaPlus at –10°C is virtually the same as
that of standard PP-H 100 at 0 °C. This is the reason
the user-friendly ductile behaviour for SIMONA®
PP-H 100 AlphaPlus, which facilitates the laying of
pipes at temperatures down to 0 °C.
Improved hydraulic properties
The fine crystallite structure of SIMONA® PP-H 100
AlphaPlus pipes has a very advantageous effect on
the roughness. The roughness (Ra) is about 0.4 µm
(Figure 8) and is hence e.g. for a pipe d = 160 mm a
factor of two lower than that of α-crystalline PP-H 100
and considerably lower than that of β-nucleated
PP-H 100. As already shown, this is exclusively due to
the crystallisation properties of the material.
Mechanical smoothing of the inside of the pipes is not
necessary.
The energy required for the transport of liquids or
solids is largely dependent on the surface roughness
of the pipe, for any given pipe cross-section. The extre-
mely low roughness drastically reduces the pipe fric-
tion (FR) and reduces the loss of pressure (∆p) by
about 10%. Depending on the flow rate, up to 10% of
the energy can thus be saved for the transport of a
given volume of liquid. The welding bead resulting
from heated-tool butt welding has a negligible effect
on the loss of pressure in the pipe [20].
For applications in the pharmaceutical and food indu-
stries and in semiconductor technology, the extremely
low surface roughness is absolutely necessary in
order to minimise the deposition of particles or bacte-
ria colonies. Polyolefins per se have a low tendency to
bind foreign particles to their surface due to their low
surface tension.
1111/2002 Documentation SIMONA®PP AlphaPlus SIMONA

12
Surface roughness can, however, cause deposition of
dirt particles or bacteria. The considerably improved
surface roughness of SIMONA® PP-H 100 AlphaPlus
pipes significantly reduces the adhesion of particles
(incrustations). This allows potential cost savings for
users due to the ability to have longer intervals bet-
ween cleaning treatments.
Outstanding chemical resistance
The improved toughness and low roughness both have
a very positive influence on the chemical resistance.
The minimal roughness reduces the surface area for
attack, so any surface attack takes place at a much
slower rate. The working life of the pipe increases, the
number of required repairs decreases and there is
optimum functioning of the pipeline.
The increased toughness also minimises tension
crack formation, because the material is less notch-
sensitive. In particular in critical zones such as weld
seams and fixed points, where internal tension or ten-
sion from external sources acts, the resistance when
contacted with tension crack promoting chemicals
such as chromic acid, hydrogen peroxide or chlorine-
containing wastewater is considerably increased.
The lower susceptibility to tension cracks is shown by
the FNCT (Full-Notch-Creep-Test) [21]. For this test, a
sample is made in the form of a pressed sheet. It is
provided with a circumferential notch (Figure 13) and
subjected to a tensile stress of 4 MPa in a tension
crack promoting medium (2% surfactant solution) at
80°C.
Compared to standard PP-H 100 with a lifetime
between 250 – 300 hrs, the lifetime of SIMONA®PP-H
100 AlphaPlus is increased to more than 420 hrs.
This is comparable to the lifetime of β-nucleated
PP-H 100 (Figure 14).
The internal structure of the material also contributes
to the increased chemical resistance, especially the re-
sistance to tension crack promoting chemicals. There
is already a reduction in the tension as a result of the
fine crystallite structure of the nucleated material.
Reducing the residual tension
The internal tension, which is dependent on the manu-
facturing process, can be minimised by tempering
below the crystallite melting point. By tempering we
mean deliberate heating of the pipe wall in order to
dissipate internal tension caused by crystallisation
during the cooling down of the melt. In order to dissi-
pate the tension effectively, the material must be tem-
pered at a temperature which lies somewhat below the
crystallite melting temperature. It is important that the
temperature control is exactly adhered to and that no
crystallisation occurs below the given temperature.
One option is to carry out the tempering as a separate
process in a tempering oven, after the extrusion of the
pipe and once the pipe has completely cooled down.
Figure 14: Lifetime of different PP types in the FNCT at 80°C
Figure 13: FNCT samples
2% surfactant solution
F = 4 MPa
circumferential notch
12 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002
80°C

From an engineering point of view it is, however, more
sensible to have inline tempering immediately after
the extrusion stage, once the surface has cooled. This
enables the internal heat to be utilised in order to
achieve uniform temperature control in the pipe wall.
For this reason, all SIMONA® PP-H 100 AlphaPlus
pipes undergo inline tempering.
The residual tension in pipes is measured by the annu-
lar stress test using the Janson method. Here, a
length of about 100 mm is removed from the tempe-
red pipe and the external diameter (d) of this section
of pipe is measured. A segment of pipe of defined
width (a) (including the saw cut) is then cut out. If
internal tension is present, the resulting gap a‘ in the
piece of pipe narrows. The difference between the
width of the gap a' and the width (a) of the pipe seg-
ment (Figure 15) is proportional to the internal
circumferential stress σJanson.
Studies have shown that a limit value of 2,5 N/mm2
must be maintained in order to largely avoid tension
cracks on being exposed to chemicals. Tempering of
SIMONA® PP-H 100 AlphaPlus in the inline process
generally reduces the residual tension to below
1,4 N/mm2 (Figure 16).
13
Figure 15: Measurement of the annular stress
Weldability and weld quality
The improved toughness of SIMONA® PP AlphaPlus
influences the quality of the weld: normally the weld is
tested in accordance with DVS 2203 in the technical
bending test.
The machine welding process produces a welding
bead. Depending on the development of the welding
bead, a notch, noticeable to a greater of lesser extent,
is produced in the transition from the pipe to the wel-
ding bead. Around these notches there are tension
peaks, which reduce the strength of the joint. In britt-
le material subjected to tensile forces and chemicals,
these also cause cracks.
The tension peaks are reduced by the improved tough-
ness of SIMONA® PP AlphaPlus, and the result is a
considerably greater strength. SIMONA®PP AlphaPlus
hence provides an especially high degree of safety.
This is an important advantage when work is being
carried out on building sites and in places where pipe-
line components have to be welded at points which are
difficult to access.
The improved quality of the weld seams manifests
itself in the very high bending angle, which was mea-
sured in accordance with DVS 2203. The required
minimum bending angle is far exceeded. The result is
an increased margin of safety with regard to the weld
quality.
Figure 16: Measured annular stress in different pipes usingthe Janson method
1311/2002 Documentation SIMONA®PP AlphaPlus SIMONA
a – a' sσJanson = E · ——————— · —–
π · d – (a – a') d

Summary
The significantly improved material properties of
SIMONA®PP AlphaPlus have numerous advantages for
users:
� Considerably lower loss of pressure due to
improved hydraulic properties
� Significantly lower risk of deposition of particles
and bacteria (colony formation) due to super-
smooth surfaces
� Potential cost-savings as a result of the increased
intervals between cleaning treatments
� New areas of application due to an extended tem-
perature range from –15°C to +100°C
� Safe laying and assembly of pipes due to the
improved impact strength, even at low temperatures
up to 0°C
� Improved chemical resistance and minimised risk
of tension cracks
� Improved weld quality provides peace of mind
� Higher degree of safety when welding pipes at
points that are difficult to access
� Full compatibility with other PP pipe materials
1414 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002

16
References:
[1] W. J. Brenik; G. Conradt; F. Harries;
B. Westermann, Plastverarbeiter 49, Nr.4, p.40
(1998)
[2] W. J. Brenik; G. Conradt; F. Harries;
B. Westermann, Plastverarbeiter 49, Nr.5, p.84
(1998)
[3] According to DIN 8078: Rohre aus Polypropylen
(Allgemeine Güteanforderungen, Prüfung)
[4] T. Frank, 3R international , Issue 4/5, p.252
(2000)
[5] H.-G. Elias, Makromoleküle, Hüthig & Wepf
Verlag (1981), p.140
[6] F. J. Padden; H. D. Keith, J. Appl. Physics 30,
p.1479 (1959)
[7] S. Schüssler, Chemische Rundschau 25 (1996)
[8] S. Schüssler, Kunststoffe 86 Nr. 8 (1996)
[9] S. Schüssler, Chemie Technik 27 Nr.9, p.106
(1998)
[10] A. Schöpf; H. Schneider, Kunststoffe 87 Nr. 2
(1997)
[11] J. Karger-Kocsis, Polym. Eng. and Sci. 36, p.203
(1996)
[12] J. Karger-Kocsis; J. Varga, J. Appl. Physics 62,
p.291 (1996)
[13] J. Karger-Kocsis; J. Varga; G.W. Ehrenstein, J.
Appl. Physics 64, p.2057 (1997)
[14] S. C. Tjong; J. S. Shen; R. K. Y. Li, Polymer 37
(no.12), p.2309 (1996)
[15] S. K. Nayar; M.E. Cavaleri; M.Brostrom,
ANTEC ’93, p. 2052
[16] S. M.Stevens, ANTEC ’95, p.1996
[17] P. Jacoby et.al., J. Polym.Science:Part B:
Polymer Physics, vol.24, p.461 (1986)
[18] H.-J. Leugering, Die Makromolekulare Chemie
109, p.204 (1967)
[19] D. R. Fitchmun; Z. Mencik, J. Polym.Science:
Polymer Physics Ed. 11, p.951 (1973)
[20] DVS 2210
[21] DVS 2203-4, Beiblatt 2 im Gelbdruck
16 SIMONA Documentation SIMONA®PP AlphaPlus 11/2002

K+
D 1
1/0
2 -
10
00
- jd
SIMONA AG · Teichweg 16 · D-55606 Kirn · Phone +49 (0) 67 52 14 -0 · Fax +49 (0) 67 52 14 -211
[email protected] · www.simona.de
SIMONA®PP AlphaPlusThe new generation of polypropylene
Never far from our customer
SIMONA S.A. ParisZ.I. 1, rue du Plant LogerF -95335 Domont CedexPhone +33 (0) 1 39 35 4949Fax +33 (0) 1 39 910558
SIMONA S.A. LyonZ.I. du Chanay2, rue Marius BerlietF -69720 Saint-Bonnet-de-MurePhone +33 (0) 4 78 40 70 71Fax +33 (0) 4 78 40 83 21
SIMONA S.A. AngersZ.I. 20, Bld. de l’IndustrieF -49000 EcouflantPhone +33 (0) 2 41370737Fax +33 (0) 2 41608012
SIMONA S.A. Mulhouse15, Avenue ValparcBâtiment D2F -68440 HabsheimPhone +33 (0) 3 89 64 44 66Fax +33 (0) 3 89 44 64 42
SIMONA UK LIMITEDTelford DriveBrookmead Industrial ParkGB -Stafford ST16 3STPhone +44 (0) 1785 22 2444Fax +44 (0) 1785 22 20 80
SIMONA AG SchweizIndustriezoneBäumlimattstrasseCH -4313 MöhlinPhone +41 (0) 61 8 55 9070Fax +41 (0) 61 8 55 9075
SIMONA S.r.l. ItaliaVia Padana Superiore 19/BI -20090 Vimodrone (MI)Phone +39 02 25 08 51Fax +39 02 25 08 520
SIMONA IBERICA SEMIELABORADOS S.L.Doctor Josep Castells, 26–30Polígono Industrial FonollarE-08830 Sant Boi de Llobregat Phone +34 93 635 4103Fax +34 93 630 88 90
SIMONA-PLASTICS CZ, s.r.o.Zdebradská ul. 70CZ -25101 Rícany – JazlovicePhone +420 323 63 78 3-7/-8/-9Fax +420 323 63 78 48
SIMONA POLSKA sp. z o.o.ul. H. Kamienskiego 201–219PL-51-126 WrocławPhone +48 (0) 71 3 52 80 20Fax +48 (0) 71 3 52 81 40
SIMONA FAR EAST LIMITEDRoom 501, 5/FCCT Telecom Building11 Wo Shing StreetFo TanHongkongPhone +852 29 47 01 93Fax +852 29 47 01 98
SIMONA AGTeichweg 16D -55606 KirnPhone +49 (0) 67 52 14 0Fax +49 (0) 67 52 14 [email protected]
Werk I/IITeichweg 16D -55606 KirnPhone +49 (0) 67 52 14 0Fax +49 (0) 67 52 14 211
Werk IIIGewerbestraße 1–2D -77975 RingsheimPhone +49 (0) 78 22 436 0Fax +49 (0) 78 22 436 124
NordEmmy-Noether-Straße 1D -31157 SarstedtPhone +49 (0) 50 66 607 7Fax +49 (0) 50 66 607 952
WestOtto-Hahn-Straße 14D -40721 HildenPhone +49 (0) 2103 5017Fax +49 (0) 2103 501 914
OstIgeparing 11D -06188 QueisPhone +49 (0) 3 46 02 95 69 0Fax +49 (0) 3 46 02 95 69 766
Mitte/SüdwestTeichweg 16D -55606 KirnPhone +49 (0) 67 52 13 73 2Fax +49 (0) 67 52 13 73 932
SüdLiebigstraße 8D -85301 SchweitenkirchenPhone +49 (0) 84 44 92 82 0Fax +49 (0) 84 44 92 82 989