Embed Size (px)
DESCRIPTION
Automatizacija alatnih strojeva
Citation preview
Veleučilište u Varaždinu Stručni studij: Proizvodno strojarstvo
SEMINARSKI RAD
AUTOMATIZACIJA PROIZVODNJE NA ALATNIM STROJEVIMA
Dražen Čelar Varaždin, studeni 2012
Uvod
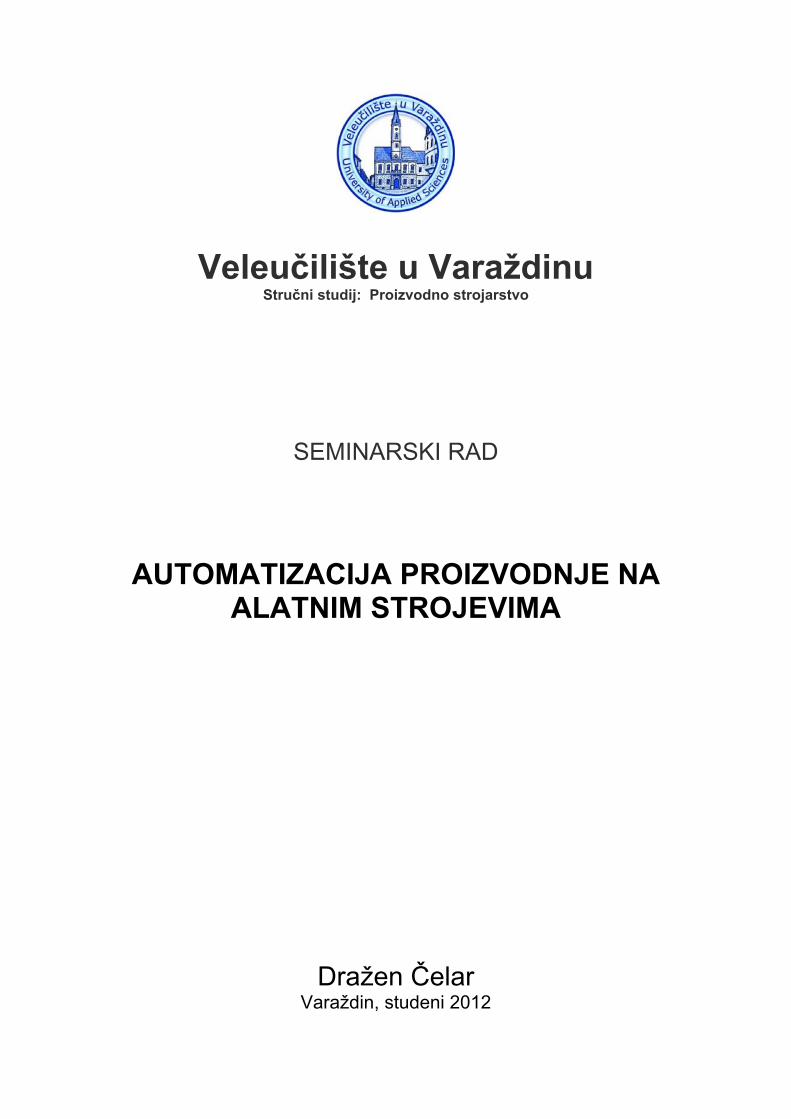
Normiranje je u proces proizvodnje uvelo pojmove vremana izrade. Tako danas prepoznajemo: tpz – pripremno-završno vrijeme ti – vrijeme izrade, sastoji se od tz – tehnološkog vremena i tp – pomoćnog vremena tpz – dodatno vrijeme Pripremno-završno vrijeme odnosi se na vrijeme potrebno za pripremu radnog mjesta i njegovo uređenje nakon izvršenja posla, dobavu materijala, upoznavanje sa dokumentacijom Vrijeme izrade je vrijeme koje se utroši na promjenu oblika izradka, a dijeli se na tehnološko vrijeme koje označava vrijeme zahvata alata i pomoćno vrijeme koje se odnosi na vremena izmjene alata i obratka. Dodatno vrijeme je vrijeme kada radnik ne radi zbog zamora, zastoja ili neke od fizioloških potreba. Predmentom ovog seminarskog rada biti će vremena koja se mogu smanjiti automatizacijom procesa proizvodnje. Jedna njemačka studija iz 80-ih godina prošlog stoljeća pokazala je kako se na tehnološko vrijeme tj. aktivno vrijeme izrade troši manje od trećine vremena izrade:
Izmjena izradka 15%
Priprema / Rasprema
radnog mjesta 27%
Aktivno radno vrijeme 31%
Izmjena alata 27%
slika 1 : razdoba vremena izrade
- 1 -
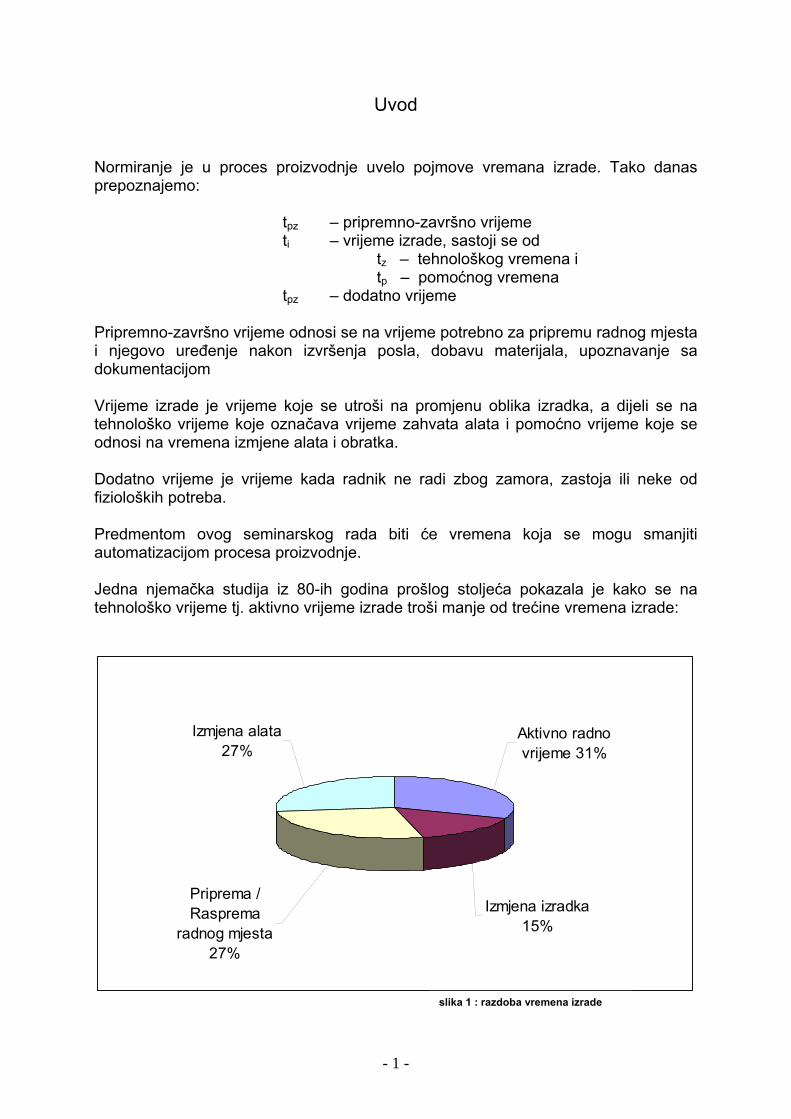
Automatska izmjena alata (AIA) Kao preduvjet za automatsku izmjenu postavljena je standardizacija prihvata alata. Kod glodalica se danas koriste stariji SK prihvati i noviji HSK prihvati. ISO 7388/1 standard je koji definira oblike prihvata.
SK (prema njemačkom: Steilkegel – strmi konus) starija je verzija prihvata. Dimenzija konusa je 7:24. Aksijalna točnost ovisi o snazi stezanja alata. Prilikom stezanja pojavljuje se zračnost između prihvata i vretena, pa se prijenos momenta vrši samo preko površine konusa. Nije pogodan za velike brzine obrade. slika 2 i 2 a : SK
slika 3 : stezanje SK prihvata
HSK (prema njemačkom: Hohlschaftkegel – šuplji konus) dimenzija je konusa 1:10. Masa prihvata je manja, a uslijed elastične deformacije prihvat nasjeda na konus i čelo glavnog vretena, te anulira zračnost od 4 do 17 μm, čime se povećava točnost obrade. HSK prihvat pogodan je za velike brzine obrade i
osigurava visoku statičku i dinamičku krutost sustava.
slika 4 i 4 a : HSK prihvat
slika 5 : stezanje HSK prihvata
- 2 -
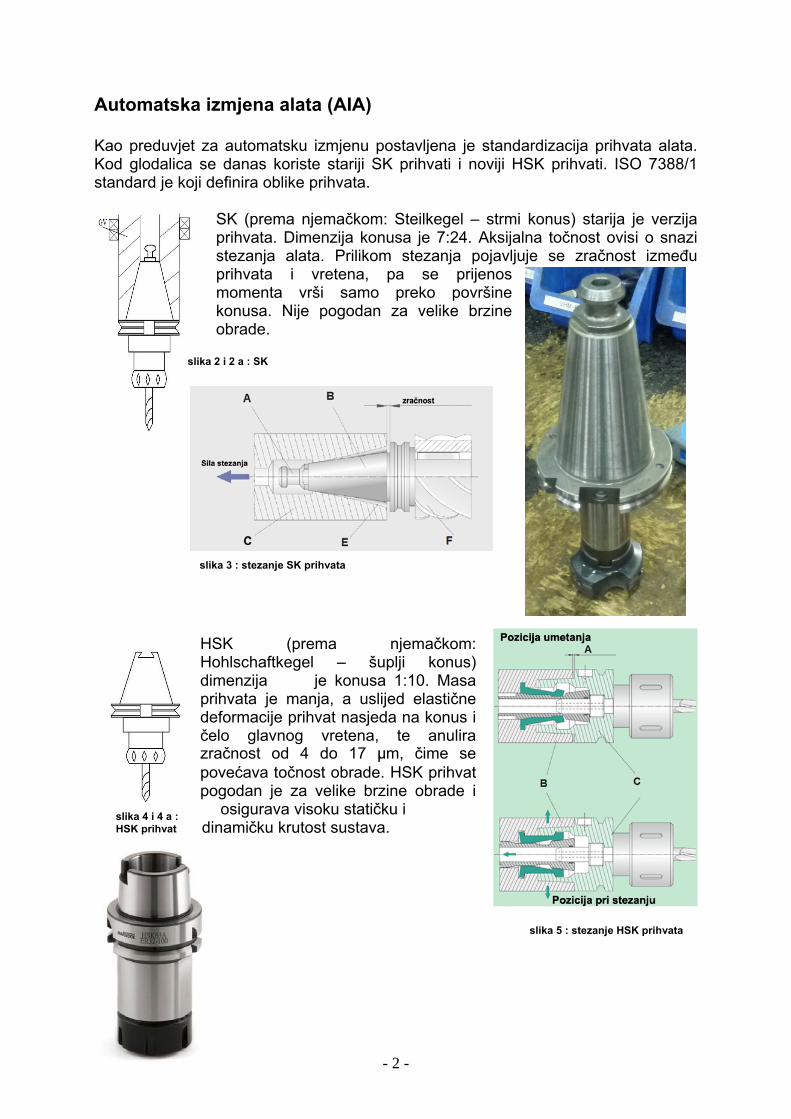
Prednamještanje reznih alata Prednamještanje reznih alata može se vršiti na samom stroju pomoću ticala, ili na uređaju za prednamještanje u alatnici. Kako je vrijednost rada samog stroja uvijek veća od vrijednosti rada uređaja za prednamještanje, ono se uvijek izvodi na tim uređajima. Krutost ovog sustava mora biti veće nego onog na alatnom stroju, a točnost mora biti veća od 0,002 mm u promjeru i 0,01 u dužini. Točnost uležištenja okretnog vretena mora biti tolika da udar radnog vretena ne bude veći od 0,001 mm. Materijali od kojih su izrađene dosjedne površine uređaja moraju biti izabrani na način da osiguravaju minimalna trošenja i osiguraju što dulju točnost sustava. Takvi sustavi često rade sa tkz. Nultim kalibrom koji služi za umjeravanje alata.
slika 7 : umjeravanje alata prema „nultom kalibru“
slika 6 : uređaj za prednamještanje alata Messma Kelch
Tokarski strojevi isto tako se služe brzoizmjenjljivim nosačima alata i prednamještanjem. Za razliku od glodanja kod tokarenja vrlo je važno voditi računa polumjeru oštrice reznog alata i njegovom utjecaju na konačnu mjeru obradtka.
slika 8 : tokarski brzoizmjenjljivi nosači alata
slika 10 : uređaj za brzo stezanje kerametalnog glodačkog alata slika 9 : umjeravanje tokarskog noža
- 3 -
- 4 -
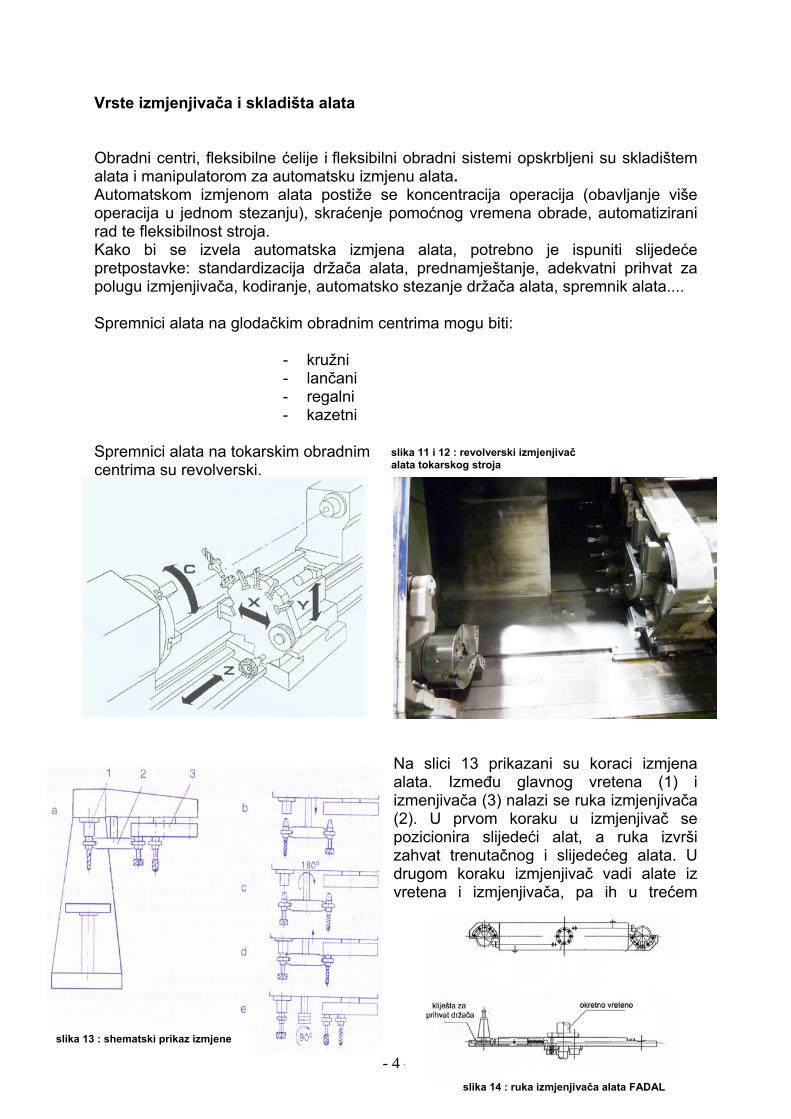
Vrste izmjenjivača i skladišta alata Obradni centri, fleksibilne ćelije i fleksibilni obradni sistemi opskrbljeni su skladištem alata i manipulatorom za automatsku izmjenu alata. Automatskom izmjenom alata postiže se koncentracija operacija (obavljanje više operacija u jednom stezanju), skraćenje pomoćnog vremena obrade, automatizirani rad te fleksibilnost stroja. Kako bi se izvela automatska izmjena alata, potrebno je ispuniti slijedeće pretpostavke: standardizacija držača alata, prednamještanje, adekvatni prihvat za polugu izmjenjivača, kodiranje, automatsko stezanje držača alata, spremnik alata.... Spremnici alata na glodačkim obradnim centrima mogu biti:
- kružni - lančani - regalni - kazetni
Spremnici alata na tokarskim obradnim centrima su revolverski.
Na slici 13 prikazani su koraci izmjena alata. Između glavnog vretena (1) i izmenjivača (3) nalazi se ruka izmjenjivača (2). U prvom koraku u izmjenjivač se pozicionira slijedeći alat, a ruka izvrši zahvat trenutačnog i slijedećeg alata. U drugom koraku izmjenjivač vadi alate iz vretena i izmjenjivača, pa ih u trećem
slika 13 : shematski prikaz izmjene
slika 14 : ruka izmjenjivača alata FADAL
slika 11 i 12 : revolverski izmjenjivač alata tokarskog stroja

koraku okreće za 180 stupnjava. U četvrtom koraku ubacuje alate na mjesta u vretenu i izmjenjivaču, da bi se u zadnjem koraku rotacijom za 90 stupnjeva izmakao iz zahvata glavnog vretena i izmjenjivača. Dok se u izmjenjvaču automatski namješta slijedeći alat. Na slici 14. prikaza je crtež ruke izmjenjivača proizvođača Fadal. Spremišta alata mogu biti: -lančana -kružna -sferna -kasetna Na slici 15 prikazano je jedno takvo spremište alata. Nedostaci lančanih, sfernih i kružnih spremišta u odnosu na kasetna su ograničena količina alata koje mogu
primiti. Kasetna spremišta sastoje se od kazeta sa alatima, koje se mogu mijenjati i u toku obrade, s tim da je svaki alat kodiran, te ga centar samostano prepoznaje.
slika 16 : kazetni izmjenjivač alata
slika 15 : izmjenjivač s lančanim spremištem
Na slici 16 prikazan je jedan takav regal sa izmjenjivačem.
slika 17 : kružni izmjenjivač alata stroja Makino MC65
slika 18 : lančasti izmjenjivač alata stroja Makino MC86
- 5 -
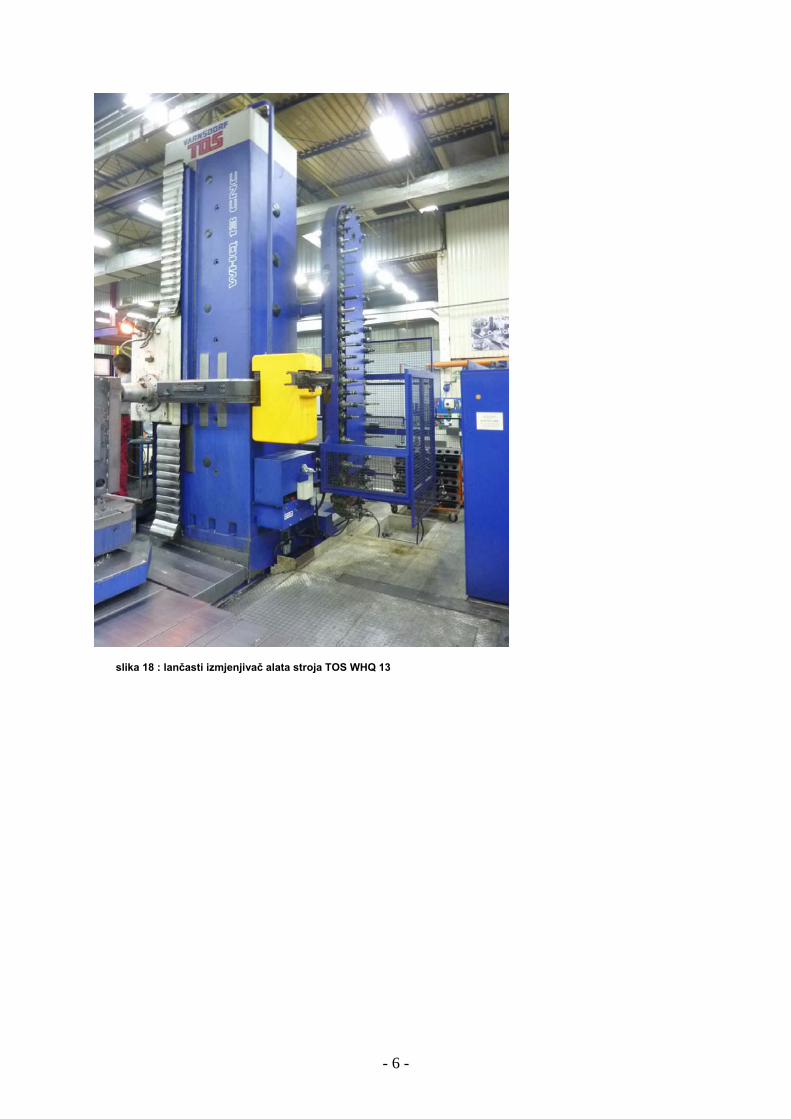
slika 18 : lančasti izmjenjivač alata stroja TOS WHQ 13
- 6 -
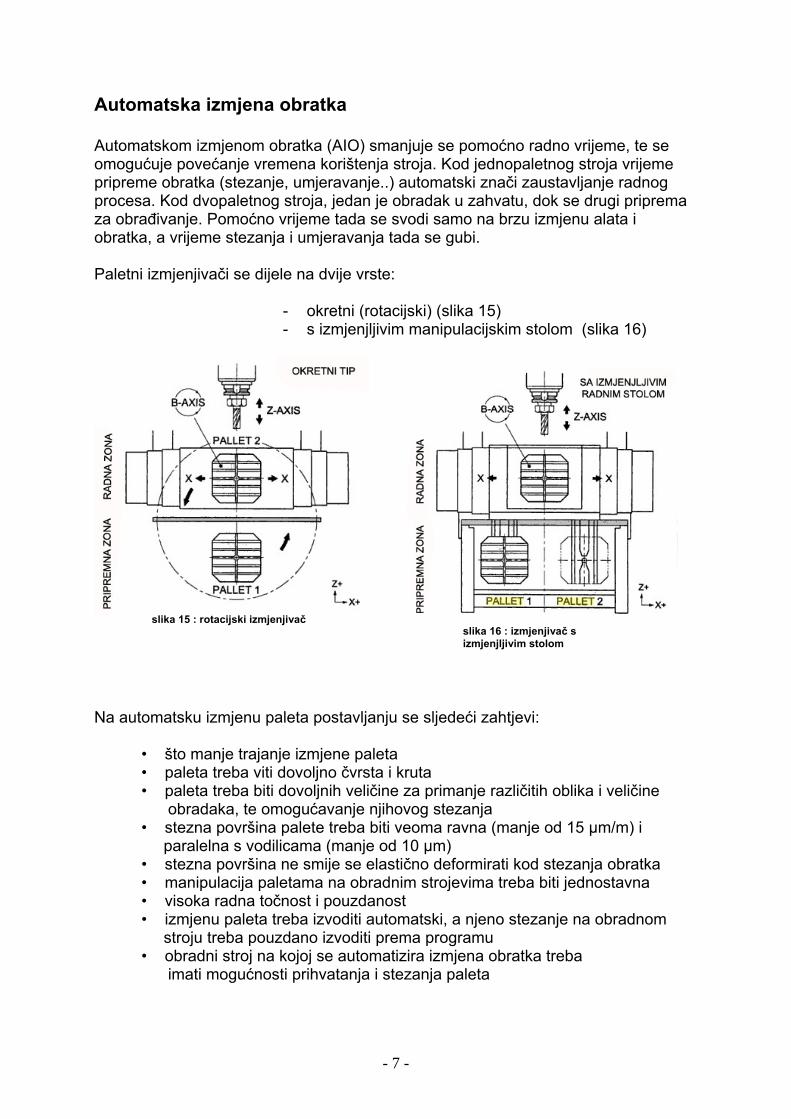
Automatska izmjena obratka Automatskom izmjenom obratka (AIO) smanjuje se pomoćno radno vrijeme, te se omogućuje povećanje vremena korištenja stroja. Kod jednopaletnog stroja vrijeme pripreme obratka (stezanje, umjeravanje..) automatski znači zaustavljanje radnog procesa. Kod dvopaletnog stroja, jedan je obradak u zahvatu, dok se drugi priprema za obrađivanje. Pomoćno vrijeme tada se svodi samo na brzu izmjenu alata i obratka, a vrijeme stezanja i umjeravanja tada se gubi. Paletni izmjenjivači se dijele na dvije vrste:
- okretni (rotacijski) (slika 15) - s izmjenjljivim manipulacijskim stolom (slika 16)
slika 15 : rotacijski izmjenjivač slika 16 : izmjenjivač s
izmjenjljivim stolom Na automatsku izmjenu paleta postavljanju se sljedeći zahtjevi: • što manje trajanje izmjene paleta • paleta treba viti dovoljno čvrsta i kruta • paleta treba biti dovoljnih veličine za primanje različitih oblika i veličine obradaka, te omogućavanje njihovog stezanja • stezna površina palete treba biti veoma ravna (manje od 15 µm/m) i paralelna s vodilicama (manje od 10 µm) • stezna površina ne smije se elastično deformirati kod stezanja obratka • manipulacija paletama na obradnim strojevima treba biti jednostavna • visoka radna točnost i pouzdanost • izmjenu paleta treba izvoditi automatski, a njeno stezanje na obradnom stroju treba pouzdano izvoditi prema programu • obradni stroj na kojoj se automatizira izmjena obratka treba imati mogućnosti prihvatanja i stezanja paleta
- 7 -
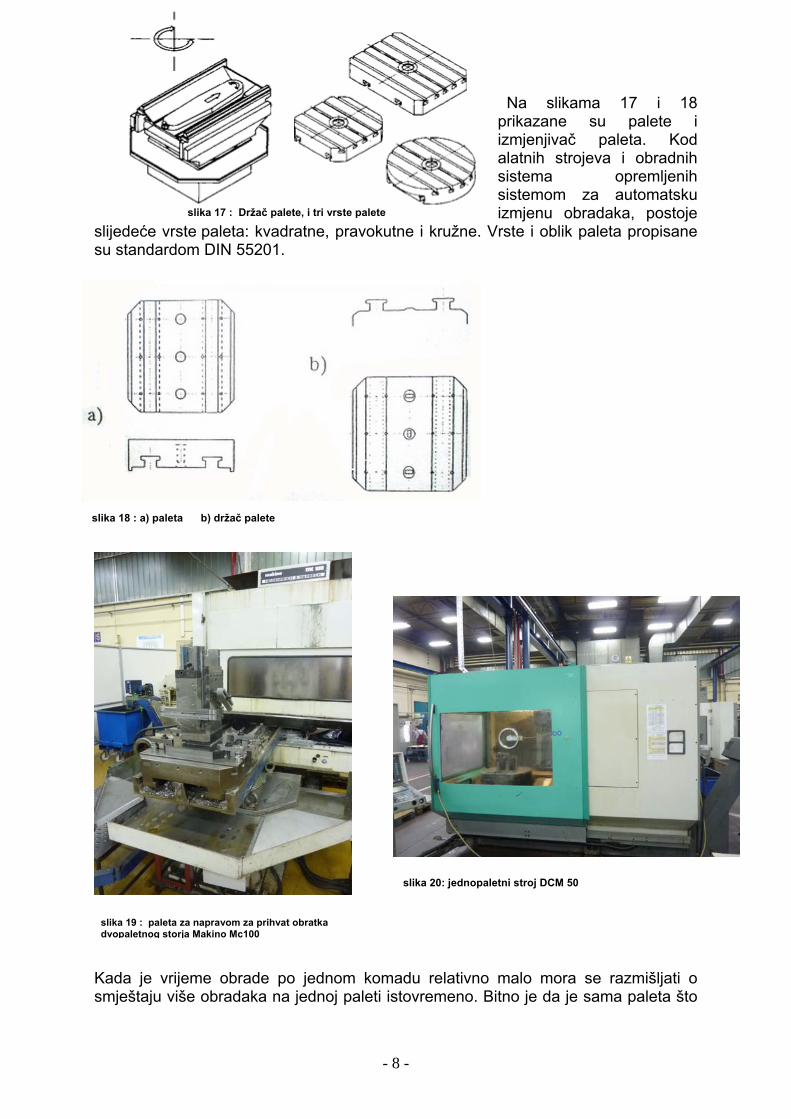
Na slikama 17 i 18 prikazane su palete i izmjenjivač paleta. Kod alatnih strojeva i obradnih sistema opremljenih sistemom za automatsku izmjenu obradaka, postoje
slijedeće vrste paleta: kvadratne, pravokutne i kružne. Vrste i oblik paleta propisane su standardom DIN 55201.
slika 17 : Držač palete, i tri vrste palete
slika 18 : a) paleta b) držač palete
slika 20: jednopaletni stroj DCM 50
sli
dv
ka 19 : paleta za napravom za prihvat obratka opaletnog storja Makino Mc100
Kada je vrijeme obrade po jednom komadu relativno malo mora se razmišljati o smještaju više obradaka na jednoj paleti istovremeno. Bitno je da je sama paleta što
- 8 -
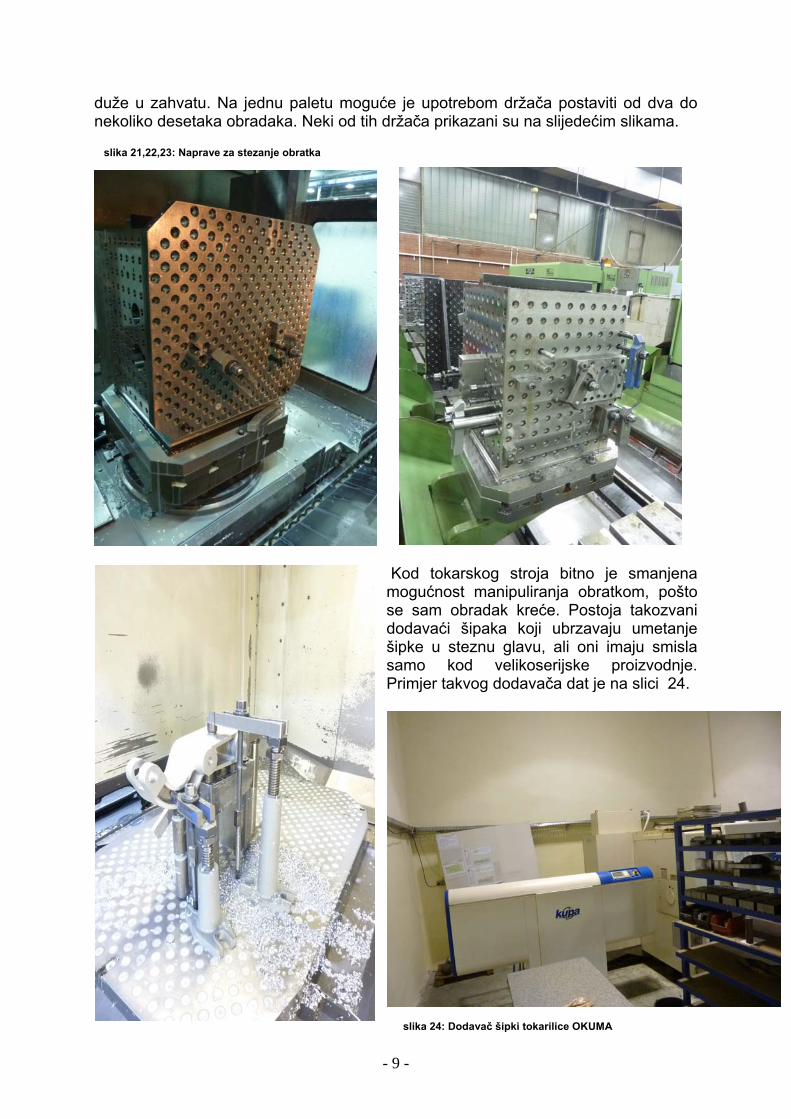
duže u zahvatu. Na jednu paletu moguće je upotrebom držača postaviti od dva do nekoliko desetaka obradaka. Neki od tih držača prikazani su na slijedećim slikama.
slika 21,22,23: Naprave za stezanje obratka
Kod tokarskog stroja bitno je smanjena mogućnost manipuliranja obratkom, pošto se sam obradak kreće. Postoja takozvani dodavaći šipaka koji ubrzavaju umetanje šipke u steznu glavu, ali oni imaju smisla samo kod velikoserijske proizvodnje. Primjer takvog dodavača dat je na slici 24.
slika 24: Dodavač šipki tokarilice OKUMA
- 9 -
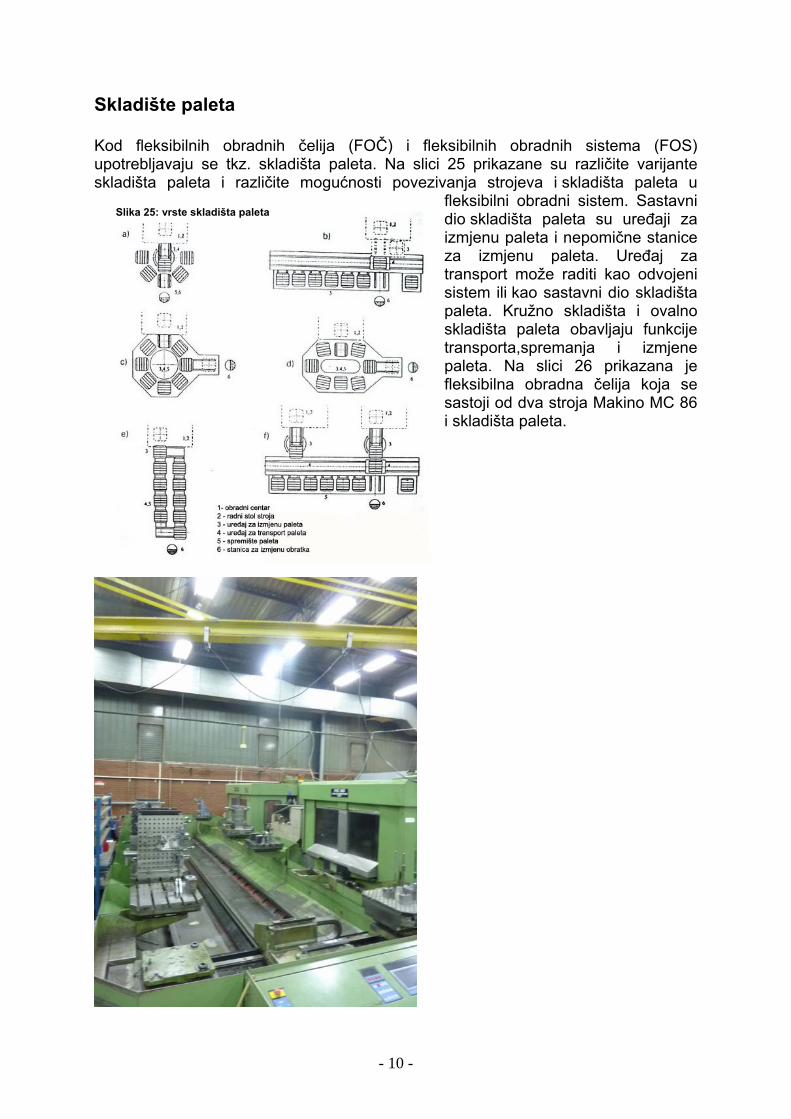
Skladište paleta Kod fleksibilnih obradnih čelija (FOČ) i fleksibilnih obradnih sistema (FOS) upotrebljavaju se tkz. skladišta paleta. Na slici 25 prikazane su različite varijante skladišta paleta i različite mogućnosti povezivanja strojeva i skladišta paleta u
fleksibilni obradni sistem. Sastavni dio skladišta paleta su uređaji za izmjenu paleta i nepomične stanice za izmjenu paleta. Uređaj za transport može raditi kao odvojeni sistem ili kao sastavni dio skladišta paleta. Kružno skladišta i ovalno skladišta paleta obavljaju funkcije transporta,spremanja i izmjene paleta. Na slici 26 prikazana je fleksibilna obradna čelija koja se sastoji od dva stroja Makino MC 86 i skladišta paleta.
Slika 25: vrste skladišta paleta
- 10 -
- 11 -
ZAKLJUČAK Postoje različiti načini za smanjivanje pomoćnog radnog vremena, a na nama je da odlučimo koji ćemo od tih postupaka upotrijebiti. Svaka od mogućnosti ima svoju cijenu, pa ćemo shodno tome odlučiti dali je ona adekvatna našim procesima s prihodovne strane. U svakom slučaju svaki od prije navedenih postupaka povećava produktivnost.























![Alatni Strojevi 1 - I Dio[1]](https://img.dokumen.tips/doc/110x75/557202474979599169a3432d/alatni-strojevi-1-i-dio1.jpg)





