Embed Size (px)
Citation preview

Scanning electron microscopy study of carbon induced corrosion of fired refractory castable
P. Ptáček1, F. Šoukal, T. Opravil, J. Wasserbauer, J. Havlica and J. Brandštetr 1 Brno University of Technology, Faculty of chemistry, Centre for Materials Research CZ.1.05/2.1.00/01.0012, Purkyňova
464/118, Brno, CZ-612 00, Czech Republic, E-mail: [email protected]
The mechanism and the course of high temperature corrosion of refractory castable based on alumina cement and mullite aggregate was investigated by scanning electron microscopy (SEM) and high temperature X-ray diffraction (HT-XRD). The low carbon monoxide resistance leads to the material failure at temperatures significantly lower than it can be supposed from the used raw materials. The carbon stored in the refractory material as the consequence of equilibrium Boudouard - Bell reaction is concentrated in the matrix – the opening material interface where the low temperature eutectic melts under reduction condition were formed. In paradox the grain of opening material considered as the temperature more resistant phase is dissolved at first and it forms the melts penetrating the matrix, hence the opening materials grain is replaced by cavity.
Keywords refractory castable; unshaped refractory; corrosion; carbon monoxide resistance, scanning electron microscopy; high temperature X-ray diffraction
1. Introduction
In the last decades there has been an increasing interest to replace shaped refractory product such as the bricks by unshaped refractory products [1-4]. Unshaped refractory products are in general mixtures of opening material (grog or aggregate) and binder. The main types of prepared refractory products including monoliths, gunning, ramming, plastic and mouldable mixes, mortars, sealants, coatings, etc. The techniques of installation include mainly casting, ramming, gunning, etc. The grains of opening materials (aggregate) serve as reinforcement and have great influence on the plasticity of working mixture, change of dimensions on heating and refractoriness. Depends on working temperature and required thermal insulating properties of refractory product the quartz sand, basalt, slag (granulated or expanded), clay (calcined or expanded), silimanite, corundum (tabular or bubble alumina), etc., are should applied as aggregate. The refractoriness and chemical resistance of refractory products is usually increasing with the increasing content of Al2O3 in used aggregate. The combination of materials including also possible supporting materials such as anchors and its ceramic covering should be carefully reconsidered with respect to the refractoriness, chemical composition, thermal expansion and the other properties to avoid undesired interactions leading to the material failure. The binder phase infill the space between the aggregate grains and ensure compactness of unshaped refractory product under low temperatures at least before the ceramic bond is formed by firing. The kind of binder is affecting mainly the thermal resistance, strength and endurance or refractory material. From this point of view, the ceramic, hydraulic and chemical (organic and inorganic) bonds are used. The ceramic bonds are based on clays. Depending on required thermal resistance the Portland (PC) or alumina (AC) cements are used as hydraulic bonds. The phosphates, water glasses and bond based on MgCl2, MgSO4 and K2SO4 can be introduced as the most frequently used types of inorganic chemical type of bond. As the examples of organic type of chemical bonds the PVA, CMC and sulphite lye are used. The organic and inorganic chemical bond are often combined to reach the properties proper to give the shape of refractory line (organic type) and ensure the strength under higher temperatures (inorganic type) where organic compound are burn out yet. Assuming the reduction condition, the residual carbon from the organic bond type can then remain in the material. Hence the composition and properties ofunshaped refractory materials is affected by the temperature among the kind of used aggregate and binder. The unshaped refractory products exhibit many advantages compared to the traditionally used shaped refractories. Except the necessary movement joints the joints can be significantly reduced in number and this fact is often considered as the main advantage of this material hence the joints are more sensitive to chemical corrosion or dissolution in the slags due to its higher porosity. Since the refractory line is built and fired directly on the installation site the producers save energy necessary for pressing, drying and firing of the shaped refractory products. On the other hand, the installation procedure should be carefully performed to reach the required phase composition including harmless drying and firing process without formation of cracks. The certain disadvantage is placed in lower strength of deeper zones hence installed refractory material reaches the highest strength only near to the hot inner side of aggregate. Refractory castables or concretes are a relatively new class of refractories consisting of aggregate, matrix, dispersant and water. They have gained wide applications during the last decades. They have the great advantage of quick setting and hardening at room temperature so that they can be used for the building structures as well as for the patching and coating bricks. They offer various advantages over the conventional refractory bricks in terms of application rate as well
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1044
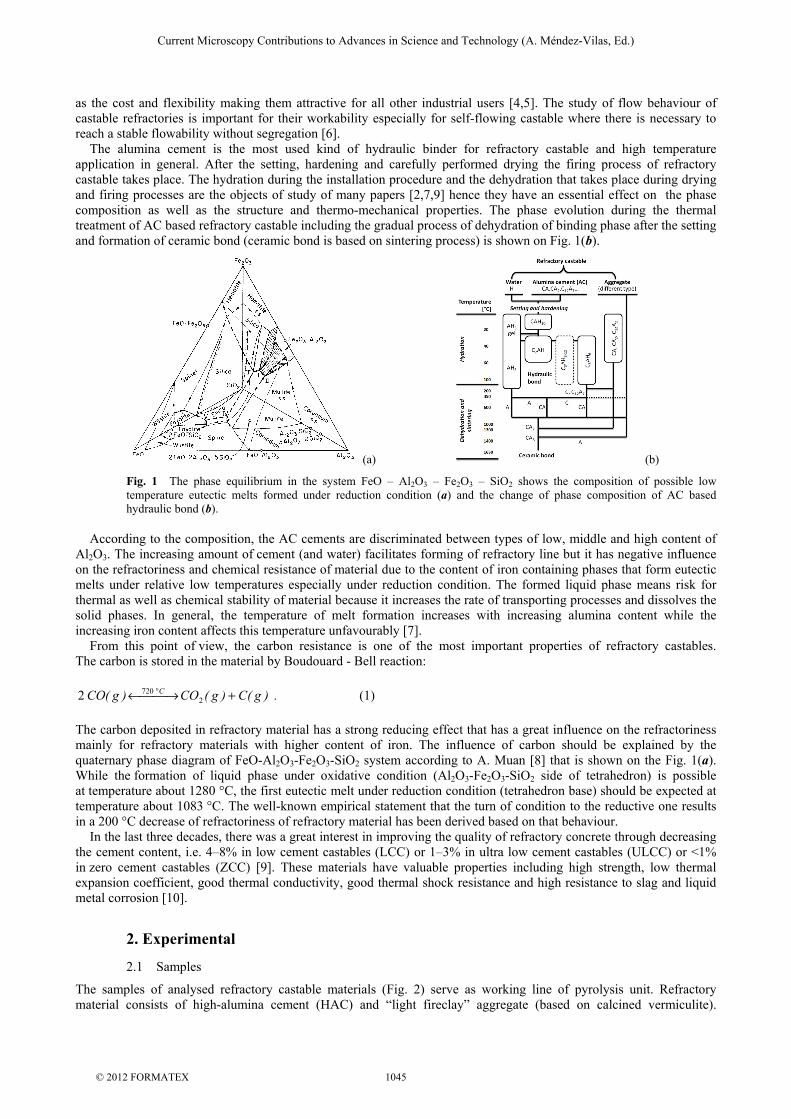
as the cost and flexibility making them attractive for all other industrial users [4,5]. The study of flow behaviour of castable refractories is important for their workability especially for self-flowing castable where there is necessary to reach a stable flowability without segregation [6]. The alumina cement is the most used kind of hydraulic binder for refractory castable and high temperature application in general. After the setting, hardening and carefully performed drying the firing process of refractory castable takes place. The hydration during the installation procedure and the dehydration that takes place during drying and firing processes are the objects of study of many papers [2,7,9] hence they have an essential effect on the phase composition as well as the structure and thermo-mechanical properties. The phase evolution during the thermal treatment of AC based refractory castable including the gradual process of dehydration of binding phase after the setting and formation of ceramic bond (ceramic bond is based on sintering process) is shown on Fig. 1(b).
(a) (b)
Fig. 1 The phase equilibrium in the system FeO – Al2O3 – Fe2O3 – SiO2 shows the composition of possible low temperature eutectic melts formed under reduction condition (a) and the change of phase composition of AC based hydraulic bond (b).
According to the composition, the AC cements are discriminated between types of low, middle and high content of Al2O3. The increasing amount of cement (and water) facilitates forming of refractory line but it has negative influence on the refractoriness and chemical resistance of material due to the content of iron containing phases that form eutectic melts under relative low temperatures especially under reduction condition. The formed liquid phase means risk for thermal as well as chemical stability of material because it increases the rate of transporting processes and dissolves the solid phases. In general, the temperature of melt formation increases with increasing alumina content while the increasing iron content affects this temperature unfavourably [7]. From this point of view, the carbon resistance is one of the most important properties of refractory castables. The carbon is stored in the material by Boudouard - Bell reaction:
)g(C)g(CO)g(CO C +⎯⎯ →← °2
7202 . (1)
The carbon deposited in refractory material has a strong reducing effect that has a great influence on the refractoriness mainly for refractory materials with higher content of iron. The influence of carbon should be explained by the quaternary phase diagram of FeO-Al2O3-Fe2O3-SiO2 system according to A. Muan [8] that is shown on the Fig. 1(a). While the formation of liquid phase under oxidative condition (Al2O3-Fe2O3-SiO2 side of tetrahedron) is possible at temperature about 1280 °C, the first eutectic melt under reduction condition (tetrahedron base) should be expected at temperature about 1083 °C. The well-known empirical statement that the turn of condition to the reductive one results in a 200 °C decrease of refractoriness of refractory material has been derived based on that behaviour. In the last three decades, there was a great interest in improving the quality of refractory concrete through decreasing the cement content, i.e. 4–8% in low cement castables (LCC) or 1–3% in ultra low cement castables (ULCC) or <1% in zero cement castables (ZCC) [9]. These materials have valuable properties including high strength, low thermal expansion coefficient, good thermal conductivity, good thermal shock resistance and high resistance to slag and liquid metal corrosion [10].
2. Experimental
2.1 Samples
The samples of analysed refractory castable materials (Fig. 2) serve as working line of pyrolysis unit. Refractory material consists of high-alumina cement (HAC) and “light fireclay” aggregate (based on calcined vermiculite).
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1045
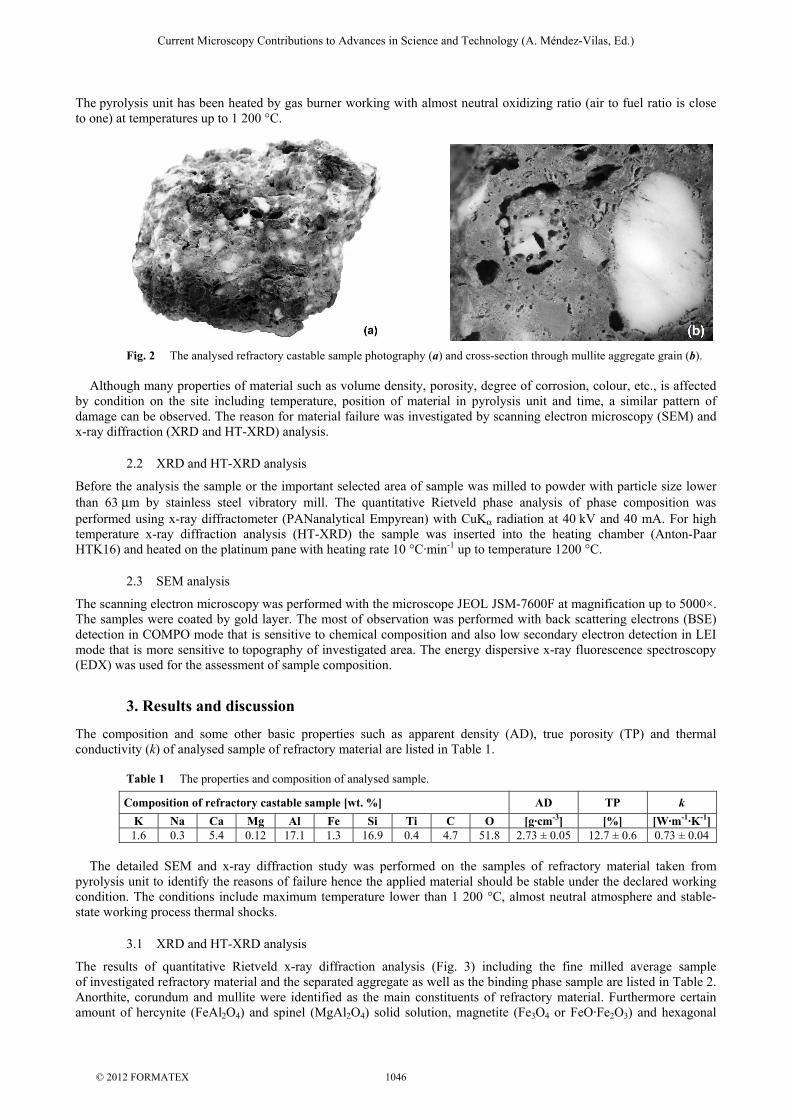
The pyrolysis unit has been heated by gas burner working with almost neutral oxidizing ratio (air to fuel ratio is close to one) at temperatures up to 1 200 °C.
Fig. 2 The analysed refractory castable sample photography (a) and cross-section through mullite aggregate grain (b). Although many properties of material such as volume density, porosity, degree of corrosion, colour, etc., is affected by condition on the site including temperature, position of material in pyrolysis unit and time, a similar pattern of damage can be observed. The reason for material failure was investigated by scanning electron microscopy (SEM) and x-ray diffraction (XRD and HT-XRD) analysis.
2.2 XRD and HT-XRD analysis
Before the analysis the sample or the important selected area of sample was milled to powder with particle size lower than 63 μm by stainless steel vibratory mill. The quantitative Rietveld phase analysis of phase composition was performed using x-ray diffractometer (PANanalytical Empyrean) with CuKα radiation at 40 kV and 40 mA. For high temperature x-ray diffraction analysis (HT-XRD) the sample was inserted into the heating chamber (Anton-Paar HTK16) and heated on the platinum pane with heating rate 10 °C·min-1 up to temperature 1200 °C.
2.3 SEM analysis
The scanning electron microscopy was performed with the microscope JEOL JSM-7600F at magnification up to 5000×. The samples were coated by gold layer. The most of observation was performed with back scattering electrons (BSE) detection in COMPO mode that is sensitive to chemical composition and also low secondary electron detection in LEI mode that is more sensitive to topography of investigated area. The energy dispersive x-ray fluorescence spectroscopy (EDX) was used for the assessment of sample composition.
3. Results and discussion
The composition and some other basic properties such as apparent density (AD), true porosity (TP) and thermal conductivity (k) of analysed sample of refractory material are listed in Table 1.
Table 1 The properties and composition of analysed sample.
Composition of refractory castable sample [wt. %] AD TP k K Na Ca Mg Al Fe Si Ti C O [g·cm-3] [%] [W·m-1·K-1]1.6 0.3 5.4 0.12 17.1 1.3 16.9 0.4 4.7 51.8 2.73 ± 0.05 12.7 ± 0.6 0.73 ± 0.04
The detailed SEM and x-ray diffraction study was performed on the samples of refractory material taken from pyrolysis unit to identify the reasons of failure hence the applied material should be stable under the declared working condition. The conditions include maximum temperature lower than 1 200 °C, almost neutral atmosphere and stable-state working process thermal shocks.
3.1 XRD and HT-XRD analysis
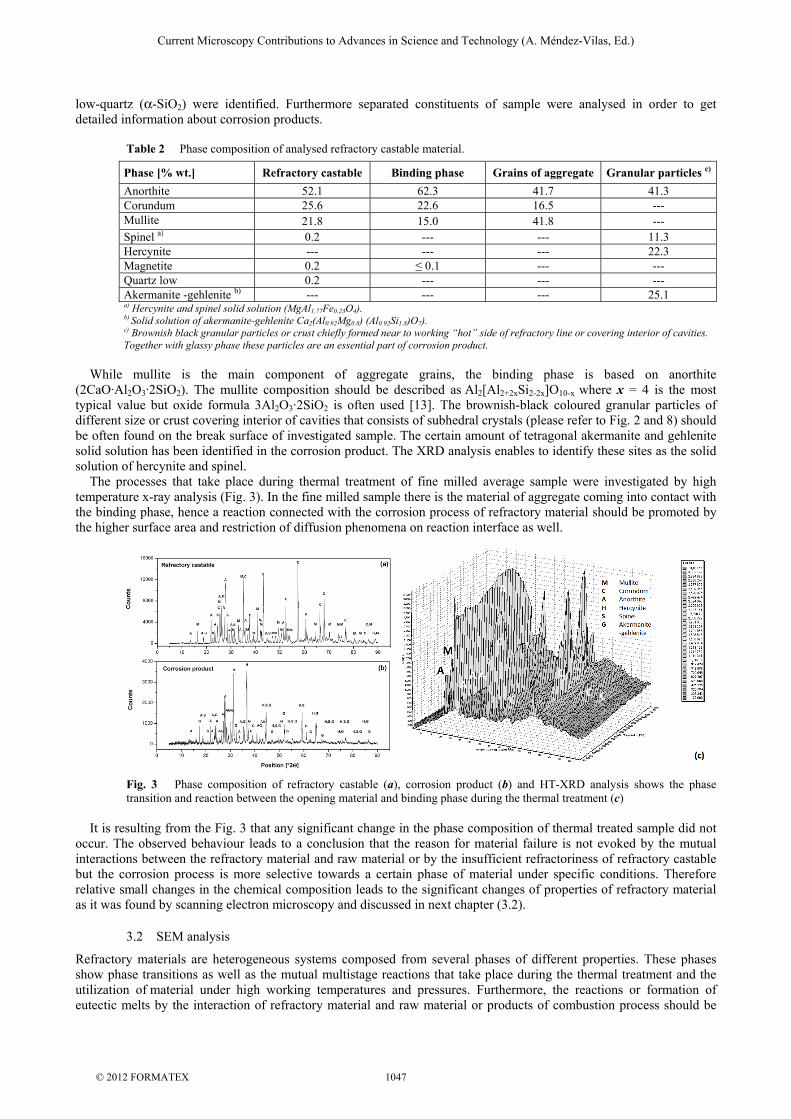
The results of quantitative Rietveld x-ray diffraction analysis (Fig. 3) including the fine milled average sample of investigated refractory material and the separated aggregate as well as the binding phase sample are listed in Table 2. Anorthite, corundum and mullite were identified as the main constituents of refractory material. Furthermore certain amount of hercynite (FeAl2O4) and spinel (MgAl2O4) solid solution, magnetite (Fe3O4 or FeO·Fe2O3) and hexagonal
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1046
low-quartz (α-SiO2) were identified. Furthermore separated constituents of sample were analysed in order to get detailed information about corrosion products.
Table 2 Phase composition of analysed refractory castable material.
Phase [% wt.] Refractory castable Binding phase Grains of aggregate Granular particles c)
Anorthite 52.1 62.3 41.7 41.3 Corundum 25.6 22.6 16.5 --- Mullite 21.8 15.0 41.8 --- Spinel a) 0.2 --- --- 11.3 Hercynite --- --- --- 22.3 Magnetite 0.2 ≤ 0.1 --- --- Quartz low 0.2 --- --- --- Akermanite -gehlenite b) --- --- --- 25.1 a) Hercynite and spinel solid solution (MgAl1.77Fe0.23O4). b) Solid solution of akermanite-gehlenite Ca2(Al0.92Mg0.8) (Al0.92Si1.8)O7). c) Brownish black granular particles or crust chiefly formed near to working “hot” side of refractory line or covering interior of cavities. Together with glassy phase these particles are an essential part of corrosion product.
While mullite is the main component of aggregate grains, the binding phase is based on anorthite (2CaO·Al2O3·2SiO2). The mullite composition should be described as Al2[Al2+2xSi2-2x]O10-x where x = 4 is the most typical value but oxide formula 3Al2O3·2SiO2 is often used [13]. The brownish-black coloured granular particles of different size or crust covering interior of cavities that consists of subhedral crystals (please refer to Fig. 2 and 8) should be often found on the break surface of investigated sample. The certain amount of tetragonal akermanite and gehlenite solid solution has been identified in the corrosion product. The XRD analysis enables to identify these sites as the solid solution of hercynite and spinel. The processes that take place during thermal treatment of fine milled average sample were investigated by high temperature x-ray analysis (Fig. 3). In the fine milled sample there is the material of aggregate coming into contact with the binding phase, hence a reaction connected with the corrosion process of refractory material should be promoted by the higher surface area and restriction of diffusion phenomena on reaction interface as well.
Fig. 3 Phase composition of refractory castable (a), corrosion product (b) and HT-XRD analysis shows the phase transition and reaction between the opening material and binding phase during the thermal treatment (c)
It is resulting from the Fig. 3 that any significant change in the phase composition of thermal treated sample did not occur. The observed behaviour leads to a conclusion that the reason for material failure is not evoked by the mutual interactions between the refractory material and raw material or by the insufficient refractoriness of refractory castable but the corrosion process is more selective towards a certain phase of material under specific conditions. Therefore relative small changes in the chemical composition leads to the significant changes of properties of refractory material as it was found by scanning electron microscopy and discussed in next chapter (3.2).
3.2 SEM analysis
Refractory materials are heterogeneous systems composed from several phases of different properties. These phases show phase transitions as well as the mutual multistage reactions that take place during the thermal treatment and the utilization of material under high working temperatures and pressures. Furthermore, the reactions or formation of eutectic melts by the interaction of refractory material and raw material or products of combustion process should be
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1047
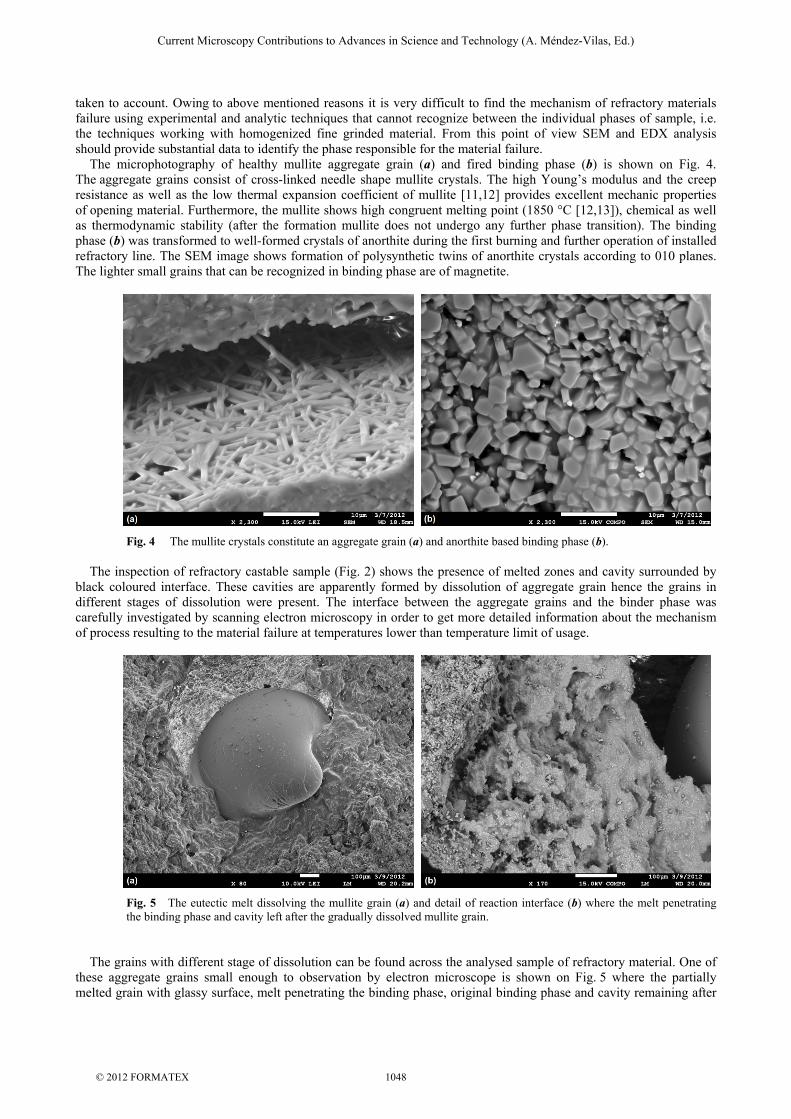
taken to account. Owing to above mentioned reasons it is very difficult to find the mechanism of refractory materials failure using experimental and analytic techniques that cannot recognize between the individual phases of sample, i.e. the techniques working with homogenized fine grinded material. From this point of view SEM and EDX analysis should provide substantial data to identify the phase responsible for the material failure. The microphotography of healthy mullite aggregate grain (a) and fired binding phase (b) is shown on Fig. 4. The aggregate grains consist of cross-linked needle shape mullite crystals. The high Young’s modulus and the creep resistance as well as the low thermal expansion coefficient of mullite [11,12] provides excellent mechanic properties of opening material. Furthermore, the mullite shows high congruent melting point (1850 °C [12,13]), chemical as well as thermodynamic stability (after the formation mullite does not undergo any further phase transition). The binding phase (b) was transformed to well-formed crystals of anorthite during the first burning and further operation of installed refractory line. The SEM image shows formation of polysynthetic twins of anorthite crystals according to 010 planes. The lighter small grains that can be recognized in binding phase are of magnetite.
Fig. 4 The mullite crystals constitute an aggregate grain (a) and anorthite based binding phase (b). The inspection of refractory castable sample (Fig. 2) shows the presence of melted zones and cavity surrounded by black coloured interface. These cavities are apparently formed by dissolution of aggregate grain hence the grains in different stages of dissolution were present. The interface between the aggregate grains and the binder phase was carefully investigated by scanning electron microscopy in order to get more detailed information about the mechanism of process resulting to the material failure at temperatures lower than temperature limit of usage.
Fig. 5 The eutectic melt dissolving the mullite grain (a) and detail of reaction interface (b) where the melt penetrating the binding phase and cavity left after the gradually dissolved mullite grain.
The grains with different stage of dissolution can be found across the analysed sample of refractory material. One of these aggregate grains small enough to observation by electron microscope is shown on Fig. 5 where the partially melted grain with glassy surface, melt penetrating the binding phase, original binding phase and cavity remaining after
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1048
partially dissolved grain is visible. Furthermore, the binding phase is penetrated by melt and provides transport medium for high temperature reactions, hence the volume changes of refractory material may occur.
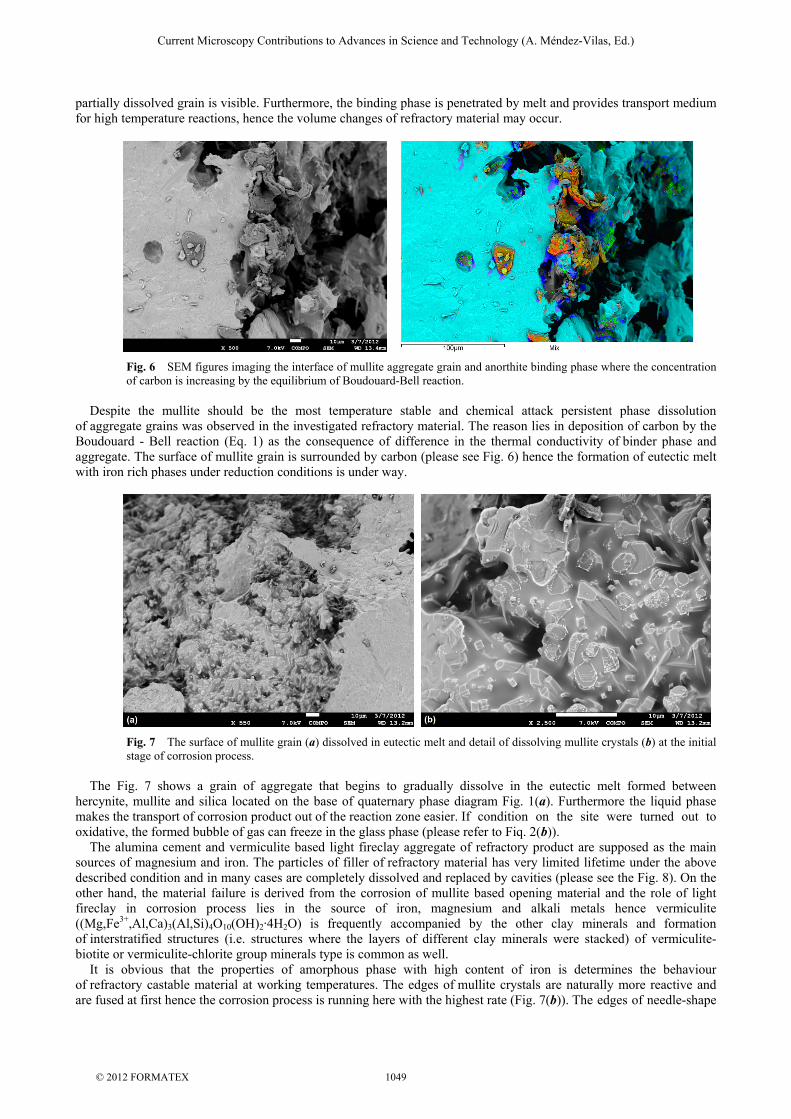
Fig. 6 SEM figures imaging the interface of mullite aggregate grain and anorthite binding phase where the concentration of carbon is increasing by the equilibrium of Boudouard-Bell reaction.
Despite the mullite should be the most temperature stable and chemical attack persistent phase dissolution of aggregate grains was observed in the investigated refractory material. The reason lies in deposition of carbon by the Boudouard - Bell reaction (Eq. 1) as the consequence of difference in the thermal conductivity of binder phase and aggregate. The surface of mullite grain is surrounded by carbon (please see Fig. 6) hence the formation of eutectic melt with iron rich phases under reduction conditions is under way.
Fig. 7 The surface of mullite grain (a) dissolved in eutectic melt and detail of dissolving mullite crystals (b) at the initial stage of corrosion process.
The Fig. 7 shows a grain of aggregate that begins to gradually dissolve in the eutectic melt formed between hercynite, mullite and silica located on the base of quaternary phase diagram Fig. 1(a). Furthermore the liquid phase makes the transport of corrosion product out of the reaction zone easier. If condition on the site were turned out to oxidative, the formed bubble of gas can freeze in the glass phase (please refer to Fiq. 2(b)). The alumina cement and vermiculite based light fireclay aggregate of refractory product are supposed as the main sources of magnesium and iron. The particles of filler of refractory material has very limited lifetime under the above described condition and in many cases are completely dissolved and replaced by cavities (please see the Fig. 8). On the other hand, the material failure is derived from the corrosion of mullite based opening material and the role of light fireclay in corrosion process lies in the source of iron, magnesium and alkali metals hence vermiculite ((Mg,Fe3+,Al,Ca)3(Al,Si)4O10(OH)2·4H2O) is frequently accompanied by the other clay minerals and formation of interstratified structures (i.e. structures where the layers of different clay minerals were stacked) of vermiculite-biotite or vermiculite-chlorite group minerals type is common as well. It is obvious that the properties of amorphous phase with high content of iron is determines the behaviour of refractory castable material at working temperatures. The edges of mullite crystals are naturally more reactive and are fused at first hence the corrosion process is running here with the highest rate (Fig. 7(b)). The edges of needle-shape
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1049
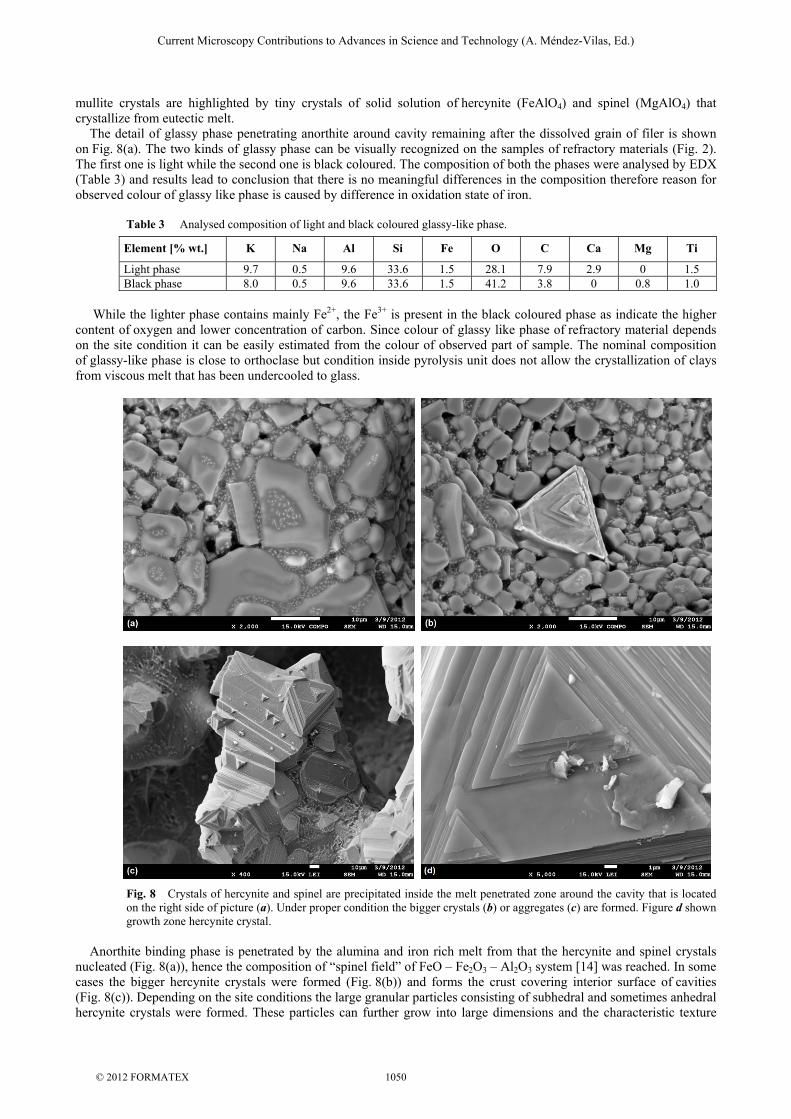
mullite crystals are highlighted by tiny crystals of solid solution of hercynite (FeAlO4) and spinel (MgAlO4) that crystallize from eutectic melt. The detail of glassy phase penetrating anorthite around cavity remaining after the dissolved grain of filer is shown on Fig. 8(a). The two kinds of glassy phase can be visually recognized on the samples of refractory materials (Fig. 2). The first one is light while the second one is black coloured. The composition of both the phases were analysed by EDX (Table 3) and results lead to conclusion that there is no meaningful differences in the composition therefore reason for observed colour of glassy like phase is caused by difference in oxidation state of iron.
Table 3 Analysed composition of light and black coloured glassy-like phase.
Element [% wt.] K Na Al Si Fe O C Ca Mg Ti
Light phase 9.7 0.5 9.6 33.6 1.5 28.1 7.9 2.9 0 1.5 Black phase 8.0 0.5 9.6 33.6 1.5 41.2 3.8 0 0.8 1.0
While the lighter phase contains mainly Fe2+, the Fe3+ is present in the black coloured phase as indicate the higher content of oxygen and lower concentration of carbon. Since colour of glassy like phase of refractory material depends on the site condition it can be easily estimated from the colour of observed part of sample. The nominal composition of glassy-like phase is close to orthoclase but condition inside pyrolysis unit does not allow the crystallization of clays from viscous melt that has been undercooled to glass.
Fig. 8 Crystals of hercynite and spinel are precipitated inside the melt penetrated zone around the cavity that is located on the right side of picture (a). Under proper condition the bigger crystals (b) or aggregates (c) are formed. Figure d shown growth zone hercynite crystal.
Anorthite binding phase is penetrated by the alumina and iron rich melt from that the hercynite and spinel crystals nucleated (Fig. 8(a)), hence the composition of “spinel field” of FeO – Fe2O3 – Al2O3 system [14] was reached. In some cases the bigger hercynite crystals were formed (Fig. 8(b)) and forms the crust covering interior surface of cavities (Fig. 8(c)). Depending on the site conditions the large granular particles consisting of subhedral and sometimes anhedral hercynite crystals were formed. These particles can further grow into large dimensions and the characteristic texture
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1050

makes them easily recognizable as the black granular particles inside cavities. The presence of hercynite and spinel is in agreement with results of XRD analysis (Table 2).
4. Conclusion
The fundamental data of mechanism of high-temperature corrosion of refractory castable based on alumina cement, mullite aggregate and calcined vermiculite based filler has been collected by SEM and HT-XRD analysis. The results show that the corrosion of refractory castable material is a complex process affected by the condition on the site including temperature, chemical and phase composition of refractory material, mutual interaction between refractory product and raw material that are affected by the composition of the gas phase. The rate of corrosion process depends on the thermal properties and structure of refractory material (thermal conductivity, density and porosity...). The carbon that is stored by Boudouard - Bell reaction at the interface of binder phase and mullite based aggregate leads to the formation of iron rich eutectic melt under reducing condition. The aggregate is being gradually dissolved in the eutectic melt. From this point of view the refractory material failure is caused by low carbon monoxide resistance of applied refractory material. The product of corrosion process is penetrating through the anorthite based binding phase and aggregate grains are replaced by cavities. The corrosion process leads to the state when surface layers of refractory material are free of aggregate while porosity as well as content of melted phase is increasing. The liquid phase contributes to the sintering phenomena and provides a transport medium for constituents of high temperature reactions. Therefore the volume changes takes place and sintering processes leads to increasing of thermal conductivity. The changes in temperature profile are shifting corrosion zone deeper to volume of refractory material. The essential role of carbon and iron on the failure of material leads to requirement of restriction of usage of alumina cement and/or light opening material with high content of iron (such as calcined minerals of vermiculite group) to improve carbon monoxide resistance of refractory products. According to our investigations performed also on the other types of refractory castable based on alumina cement and aluminium silicate type of opening material the described mechanism of process seems to have general validity, hence further research focused to improving opening material (aggregate) stability is required. The promise way should be the addition of compounds that form glassy phase of higher viscosity or react with eutectic melt to form compounds with high melting point.
Acknowledgements This work has been supported by project of Ministry of Education, Youth and Sports of the Czech Republic No. CZ.1.05/2.1.00/01.0012 “Centre for Materials Research at FCH BUT” supported by operational program Research and Development for Innovations.
References
[1] Lee W E, Evolution of in situ refractories in the 20th century, Journal of the American Ceramic Society 1998; 81: 1385-1410. [2] Kakroudi G M, Yeugo-Fogaing E, Gault C, Huger M, Chotard T, Effect of thermal treatment on damage mechanical behaviour
of refractory castables, Journal of the European Ceramic Society 2008; 28: 2471-2478. [3] Marzagui H, Cutard T, Characterization of microstructural evolution in refractory castables by in situ high temperature ESEM,
Journal of Materials Processing Technology 2004; 115-156: 1474-1481. [4] Abou-Sekkina M M, Abo-El-Enein S A, Khalil N M, Shalma O A, Phase composition of bauxite-based refractory castables.
Ceramics International. 2011; 37: 411-418. [5] Girgis L, El-Hemaly S, Khalil N, Tile Brick Int. 2000; 4: 250-256. [6] Zhou X, Sankaranarayanane K, Riguad M, Design of bauxite-based low-cement pumpable castables: a rheological approach,
Ceramics International 2004; 30: 47-55. [7] Odler I, Special inorganic cement, Volume 8, Modern concrete technology series, E & FN Spon 2000. ISBN 0-419-22790-3 [8] Muan A, Phase equilibrium relation at liquidus temperatures in the system FeO-Al2O3-Fe2O3-SiO2. Journal of the American
Ceramic Society 1957; 40: 420-431. [9] Zawrah M F M, Khalil N M, Effect of mullite formation on properties of refractory castables. Ceramics International 2001; 24:
689-694. [10] Gungor A, Celikcioglu O, Sahin S, Physical and mechanical properties of alumina-based ultralow cement castable refractories,
Ceramice International 2012; 38: 4189-4194. [11] Scheneider H, Saruhan B, Voll D, Mervin L, Sebald A, Mullite precursors Phases, Journal of the European Ceramic Society
1993; 11:87-94. [12] Scheneider H, Schreuer, Hildmann B, Structure and properties of mullite – A review, Journal of the European Ceramic Society
2008; 28: 329-344. [13] Sõmiya S (Editor-in-Chief), Aldinger F, Claussen N, Spriggs R M, Uchino K, Koumoto K, Kaeno M, Handbook of Advanced
Ceramics, Volume 1, Materials Science, Academic press, An imprint of Elsevier 2003. ISBN 0-12-654-640-1 [14] Roiter B D, Phase equilibriums in the spinel region of the system FeO-Fe2O3-Al2O3, Journal of the American Ceramic Society
1964; 47: 509-511.
Current Microscopy Contributions to Advances in Science and Technology (A. Méndez-Vilas, Ed.)
© 2012 FORMATEX 1051